To:
advertisement

University of Notre Dame
Senior Design Studio
B19 Fitzpatrick Hall
Notre Dame, IN 46556
Phone: (574) 1 – BUTLER
Fax: (574) 9 - BUTLER
Email: ShopTheButler@gmail.com
Web: www.nd.edu/~me463b28
To: Dr. S. Batill, Dr. M. M. Stanisic
From: John A. Williams
Re:
Individual Trade Study
Date: 28 February 2008
Purpose
The purpose of this trade study is to determine the ideal container dimensions that
minimize container material based upon a set of constraints. The constraints acting upon this
container are trifold: the contact between the container and the conveyor belt must not slip, the
container must not tip over, and the packaging volume does not exceed 1.00 L. This trade study
is integral to the design of “The Butler” product, because if the containers are made to the ideal
specifications, it will cut down on material cost for supermarkets that choose to use the service.
Information Sources
The main source of analysis of information in this trade study is MATLAB. The
equations used in the MATLAB code itself were derived from two main sources of information.
The first source was The Tipping Box Problem by Professor M.M Stanisic. The second source
was the textbook Engineering Mechanincs: Statics by J.L. Meriam and L.G. Kraige. They are
will be annotated as (Ref 1) and (Ref 2) respectively hereafter. There were many assumptions
and set values that went into the engineering model, which are shown in the table below.
Known/Set Values
Gravitational Constant
Thickness of Container
Maximum Volume of Packaging
Assumed Values
Density of Container (polypropylene)
Density of Packaging
(coffee beans, dry dog food)
Static Friction Coefficient
Symbol
g
t
Vf
Value
9.81
0.1
1.00
Units
N/kg
in
L
ρc
ρf
0.85
0.4
g/cm3
g/cm3
μs
0.9
N/A
Table 1: Known and Assumed Values
1
Engineering Analysis
Dynamic Analysis
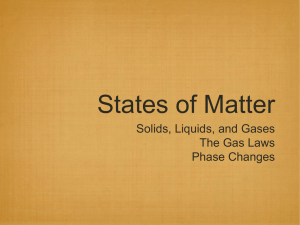
In order to determine the ideal dimensions of the container for product packaging, the
constraints on acceleration must first be determined. To solve the maximum acceleration that
prevents the container from slipping, a free-body diagram of an arbitrary container being pushed
by a conveyor belt must be drawn and labeled (shown below1).
In order to determine ax that causes slippage,
the forces must be summed in the x and y
directions.
F
f max
(1)
F
N W may 0
(2)
x
y
From Ref 2, static friction is at a maximum
when f s N . Therefore, from equations
(1) and (2) max slip sW . By recognizing
Figure 1: Free-Body Diagram of Container
that the weight of an object is its mass multiplied by the gravitational constant g,
ax slip
sW
m
s mg
m
s g . Therefore, the acceleration that causes the body to slip along the
conveyor belt is a constant solely dependent on the coefficient of static friction. From (Ref 2)
the coefficient of static friction between rubber and pavement is 0.9, and the friction between the
conveyor belt rubber and polypropylene container is assumed to be the same.
Now that the maximum acceleration before slipping is known, the maximum acceleration
before tipping can be determined. The same free-body diagram in Figure 1 can be used, but the
1
Adapted from Ref 1
2
length of d is now equal to s / 2. The force equations from the slipping condition remain the
same in the tipping case, but now the moment equation must be analyzed. Tipping is prevented
when the body doesn’t rotate, or the sum of the moments about the center of gravity of the body
is equal zero:
M
g
Nd f y I g 0
(3)
Using equations (1) and (2), equation (3) can be arranged as: Nd max tip y .
Solving for ax gives:
ax tip
mgd
m y
gd
.
y
(4)
The values of d and y can be determined based on the geometry of the container.
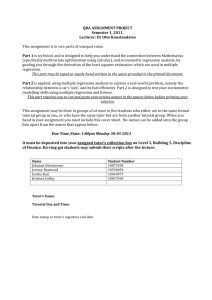
Geometric Analysis
Two basic container shapes were analyzed for this study: a box with a square base, and a
cylinder (see below). It was assumed that each container had the same uniform thickness
throughout, was made of the
same material, and was
completely filled with the
packaging of a uniform density
(see Table 1). The value of d
can be obtained visually from
Figure 2 as s / 2 for the box
Figure 2: Vital Dimensions of Containers
and r for the cylinder. To
derive the value of y a more in-depth analysis is necessary. The y-coordinate of the center of
mass depends on the amount of packaging material in the container. The more material, the
higher the y-coordinate of the center of mass. By equation 4, as y increases, ax tip decreases.
3
Therefore the completely full container will tip easier. To find y , the container must be broken
down into three distinct parts: mf (the mass of the packaging material), mbot (the mass of the
bottom part of the container), and mrest (the mass of the walls of the container). From Ref 2, the
equation for the center of mass of a composite object is Y
my .
m
The equations below apply
for both the square based box and the cylinder:
Y
my m
m
ybot
t
2
yrest y f
f
y f mbot ybot mrest yrest
(5)
m f mbot mrest
(6)
h t h t
t
2
mf f Vf
2
mbot cVbot
mrest cVrest
For the box:
For the cylinder:
V f s 2t hbox t
V f r t hcyl t
Vbot s 2t
Vbot r 2t
2
Vrest s 2 hbox t s 2t hbox t
2
Vrest r 2 hcyl t r t hcyl t
2
2
Inserting the relationships back into the equation (5) gives the following.
h t
hbox t
2
2
2 t
2
f s 2t hbox t box
c s t c s hbox t s 2t hbox t
Ybox
2
f V f c s t c s hbox t s 2t hbox t
2
2
f r t hcyl t
Ycyl
2
2
2
2
hcyl t
hcyl t
2
t
c r 2t c r 2 hcyl t r t hcyl t
2
2
2
2
2
2
f V f c r t c r hcyl t r t hcyl t
4
In order to determine each y , the two unknowns are the height and critical length (h and
s or r). The height of the container can be determined based off the constraint that the packaging
is filled to the top of the container, or that Vf is constant. If Vf is constant, then from equation (6)
h is solely a function of s or r. Therefore, based on the condition of a constant volume of
packaging, the y-coordinate center of mass can be determined solely from the container’s critical
length. Since d is also solely dependent on the critical length of the container, the acceleration
needed to tip the container over ( ax tip ) can be determined from equation (4) for a given critical
length
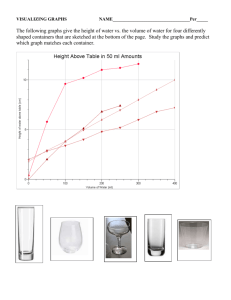
Results and Discussion
Constraint Results
For the packaging volume of 1.00 L, the figures below show the minimum critical length
for each geometry.
Figure 3: Minimum Critical length to Avoid Tipping/Slipping
The minimum length of the side of the box is 10.01 cm and the minimum length of the cylinder
radius is 5.41 cm. These are the constraints for the container dimensions.
5
Measure of Merit
The universal measure of merit is efficiency. The most efficient container design
minimizes the amount of material to construct the container (volume of polypropylene) for a
given constant packaging volume. The figure below shows the volume of polypropylene used
based on the surface area of the container bottom (used to normalize the critical length).
From the figure, the surface area that minimizes the container material is 171.61 cm2 and 156.15
cm2 for the box and the cylinder respectively. Using the following simple equations,
SAbox s 2
SAcyl r 2
, s = 13.1 cm and r = 7.05 cm. From Figure (3) these critical lengths are greater than
the minimum lengths necessary to avoid tipping and slipping for both geometries.
6
Impact
This study determined that the ideal container for the product packaging system has a
radius of 7.05 cm, a height of 7.15 cm. This container will neither slip nor tip whether it is
empty, completely full (1.00 L of packaging), or anywhere in between. This study determined
that the maximum acceleration that the container can maintain without slipping (or tipping) is
approximately 8.8 m/s2 (equation 1). This acceleration can be put to positive use by determining
the torque and speed requirements for the conveyor belt motor. If the distance of the entire
assembly line process is known, and bang-bang control is used to move the conveyor belt (half
of the distance between stations it is at maximum acceleration and the other half it is at
maximum deceleration) the velocity of the conveyor belt can be determined.
7
Appendix
MATLAB Code
%%%%%%%%%%%%%%%%%%%%%%
%% John A. Williams %%
%% AME 40463
%%
%% Trade Study Code %%
%% 2/28/08
%%
%%%%%%%%%%%%%%%%%%%%%%
%% BOX %%
% sumFx = f = m*ax
% sumFy = -W + N = m*ay = 0
% sumMg = N*d - f(ybar) = 0
mu_s = 0.9
%mu_k = 0.8
g = 9.81
t = 0.1 * 2.54
%assume thickness of 0.1 inches
%m = rho_cont*v_cont + rho_food*v_food
%rho_cont = 0.85 [g/cm3]
%rho_food = 0.4 [g/cm3]
r_c = 0.85*1000
r_f = 0.4*1000
%densities in kg/m^3
%vol_food = 1000 = (s-2*t)^2*(h-t)
%vol_cont = s^2*h - vol_food
v_f = 1000
%v_f = 0:10:1000
v_f_m3 = v_f*1*10^-6
%assume volume of 1 L = 1000 ml = 1000cm^3
8
s = [5:0.1:15]
%range of side length from 5 cm to 30 cm
h = (v_f./((s - 2.*t).^2)) + t
%v_c_cm3 = s.^2.*h - v_f
v_c_cm3 = s.^2.*t +2.*(h-t).*t.*s + 2.*(s-2.*t).*(h-t).*t
v_c = v_c_cm3 * 0.000001
m_c = r_c.*v_c
m_f = r_f.*v_f_m3
%m_f = 0
m = m_c + m_f
%MASS IN KG
y_rest = ((h+t) ./2)/100
y_bot = (t./2) / 100
y_f = y_rest
%y_f = 0
v_bot = (s.^2.*t) * 0.000001
m_bot = r_c.*v_bot
m_rest = m_c - m_bot
%ybar = (m_f.*y_f + m_c.*y_c) / m
y_bar = (m_f.*y_f + m_bot.*y_bot + m_rest.*y_rest) ./ m
W = m.*g
N = W
f = mu_s.*N
a_slip = f./m
d = ((s/2)/100)
a = g.*d./y_bar
plot(s,a,s,a_slip)
xlabel('s (cm)')
ylabel('a (m/s^2)')
legend('Tipping Acceleration', 'Slipping Acceleration')
title('Acceleration vs. Side Length of a Box')
%% CYLINDER %%
r = [2:0.1:12]
h_cyl = (v_f./(pi.*(r - t).^2)) + t
%v_cyl_cm3 = pi.*r.^2.*h_cyl - v_f
v_cyl_cm3 = pi.*r.^2.*h_cyl - (pi*((r-t).^2).*(h_cyl-t))
v_cyl = v_cyl_cm3 * 0.000001
m_cyl = r_c.*v_cyl
9
m_food = r_f.*v_f_m3
m_tot = m_cyl + m_food
y_f_cyl = ((h_cyl + t) ./2)/100
y_bot_cyl = (t./2) / 100
y_rest_cyl = y_f_cyl
v_bot_cyl = (pi.*r.^2.*t) * 0.000001
m_bot_cyl = r_c.*v_bot_cyl
m_rest_cyl = m_cyl - m_bot_cyl
y_bar_cyl = (m_food.*y_f_cyl + m_bot_cyl.*y_bot_cyl + m_rest_cyl.*y_rest_cyl)
./ m_tot
d_cyl = r./100
a_cyl = g.*d_cyl./y_bar_cyl
W_cyl = m_tot.*g
N_cyl = W_cyl
f_cyl = mu_s.*N_cyl
a_slip_cyl = f_cyl./m_tot
figure
plot(r,a_cyl,r,a_slip_cyl)
xlabel('r (cm)')
ylabel('a (m/s^2)')
legend('Tipping Acceleration', 'Slipping Acceleration')
title('Acceleration vs. Cylinder Radius')
%% Merit Graph %%
%v_foody = [100:100:1000]
sa_cyl = pi.*r.*r
sa_box = s.*s
figure
plot(s,v_c_cm3)
figure
plot(r,v_cyl_cm3)
figure
plot(sa_cyl,v_cyl_cm3, sa_box, v_c_cm3)
xlabel('Surface Area of Bottom (cm^2)')
ylabel('Volume of Polypropylene (cm^3)')
legend('Cylinder', 'Box')
title('Volume of Polypropylene vs. Surface Area of Bottom')
10