1. Introduction

EXPERIMENTAL – NUMERICAL METHOD TO DETERMINE
THE TOOL SURFACE LOADS DURING THE ROLLING
PROCESS OF GEAR WHEELS
Jens Kretzschmar
1)
, Martin Stockmann
1)
, Sven Schiller
2)
, Udo Hellfritzsch
2)
1) Chemnitz University of Technology, Faculty of Mechanical Engineering, Department Mechanics of
Solids, Division Experimental Mechanics, 09107 Chemnitz, Germany
2) Fraunhofer Institute for Machine Tools and Forming Technology IWU, Department Cold Massive and Precision Forming, Reichenhainer Straße 88, 09126 Chemnitz, Germany
Corresponding author: jens.kretzschmar@mb.tu-chemnitz.de
1.
Introduction
Latest developments in cold forming show that it is possible, within certain limits, to manufacture gear wheels with high gears by using rolling techniques [1]. There are obvious reasons to use these techniques instead of manufacturing by using cutting techniques.
Cold rolled gears provide a contour related material texture that lead to better gear strength properties. Optimized material utilization, better surface quality at same or shorter processing times represent significant advantages.
On the other hand it is still a research task to optimize design and material of the forming tools. Therefore more information about the surface loads during the forming process is required. This paper presents the progress of the research in this investigation field. for each loadstep and measuring point, matrices can be created that illustrate the sensitivy between load (value and location) and measuring point. Concerning the experimental difficulties this matrices are calculated by using
Finite Element Method (FEM).
From the knowledge about the forming process an objective function f( p ) has to be formulated. This function describes the surface load in a qualitativ way and contains a number of unknown parameters p . Strains
ε c
at the measuring points can be calculated by using this objective function and the estimated sensitivity between surface and measuring points. By solving the least square minimization problem: min||
ε m
-
ε c
|| iteratively, p can be found.
3.
Experimental Setup and Performance
To obtain high quality measuring results
(
ε m
), measuring points are located as close as possible to the tool surface without restricting its strength.
2.
Experimental - Numerical Method
Considering any forming process the tool surface, where loads appear during the process, is not accessible for measurements. Inverse techniques (compare [2], [3]) are required to investigate the surface loads from remote measurements
ε m
.
There are two fundamental conditions for the following described method. At first, only linear elastic material behavior of the forming tool. Secondly the strain at one point of any structure appears as a sum of all various strains caused by all various loads at the measuring time to this structure (superposition principle).
Due to the proportionality between applied load and measured strain, the surface load can be determined by the following inverse method:
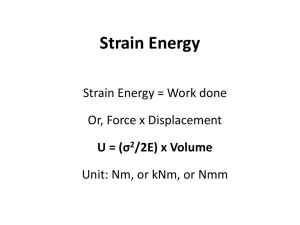
After discretisation of the surface, finite loads have to be applied to each discrete surface segment (step by step). By measuring the strain a) b)
Fig. 1: a) forming tool with deformation zone, b ) s train gauge
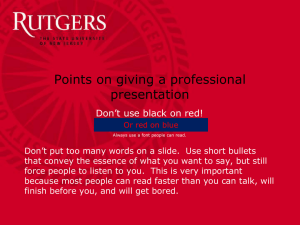
Therefore a deformable measuring zone was designed and placed underneath the tool gearing (fig. 1a). Strain gauges (fig. 1b), installed at the measuring zone (fig. 2), provide information about the deformation of the tool during the whole rolling process.
a) b)
Fig. 2: a) tool for application, b) deformation zone with strain gauges
A telemetry system executes the wireless data transfer from the rotating forming tool to the data acquisition system. The number of channels, supplied by the telemetry system, is
20. The current position of the measuring zone is synchronously captured by measuring its rotation angle (angle encoder) and the linear movement of the tool (linear encoder) during the forming process (fig. 2).
4.
Experimental Results
Figure 4 shows as example the measured strains at all measuring points during the forming process for work piece material
16MnCr5. The strains are plotted over the current rotation angle of the measuring zone.
An angle of 0° represents the horizontal position of the measuring zone, hence the smallest distance between forming zone and all measuring points. 4.86° represents the angle between two adjacent teeth of the tool gearing.
It has to be pointed out, that there isn’t any kind of smoothing applied to the shown curves. Only a low noise level (±2μm/m) appeared in the measured strain data.
The functionality of the measurement setup as well as the high quality strain values, received under conditions of a manufacturing environment, constitute a first success of this research project.
Fig. 2: Experimental setup
Forming tests with a range of penetration rates (1.5, 2.5, 3.5, 4.5mm) and two different work piece materials (C15, 16MnCr5) were performed. The penetration speed was set to
0.05 mm/s and the rotational speed of the tool to 6 rpm.
Fig. 3: Forming levels: initial state (l), processing state (m), final state (r)
A sampling rate of 200Hz was chosen. This ensures one measurement per 0.18° rotation of the forming tool for every measuring point.
Fig. 4: Strain curves (20 strain gage canals)
The measured strain values (fig. 4) represent the loading during the rolling process and are input values for the numerical identification of the surface loads using the described method.
Acknowledgements: This research project is supported by the German Research Foundation
(DFG).
References
[1] Hellfritzsch U., Optimierung von Verzahnungsqualitäten beim Walzen von
Stirnradverzahnungen, PhD thesis (2005)
[2] Arai M., A Study on Load Cell to Measure
Pressure Distribution Using Strain Data, Journal of Solid Mechanics and Materials Engineering,
Vol.2 (2008), P. 593-603
[3] Radmoser E., Determining the Inner Contour of a Furnace from Temperature Measurements,
1998