Chapter 15 Exercise Solutions
advertisement

Chapter 15 Exercise Solutions
15-1.
LSL = 0.70 g/cm3, p1 = 0.02; 1 – = 1 – 0.10 = 0.90; p2 = 0.10; = 0.05
(a)
From the variables nomograph, the sampling plan is n = 35; k = 1.7.
Calculate x and S.
Accept the lot if Z LSL x LSL S 1.7 .
(b)
x 0.73; S 1.05 102
Z LSL 0.73 0.70 1.05 102 2.8571 1.7
Accept the lot.
(c)
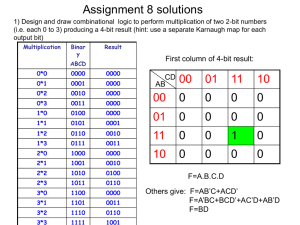
Excel workbook Chap15.xls : worksheet Ex15-1
From the variables nomograph at n = 35 and k = 1.7:
p2
OC Curve for n=25, k=1.7
1.000
0.800
0.600
Pr{accept}
p1
p
Pr{accept}
0.010
0.988
0.016
0.945
0.020
0.900 1-alpha
0.025
0.820
0.030
0.730
0.040
0.560
0.050
0.400
0.070
0.190
0.100
0.050 beta
0.150
0.005
0.190
0.001
0.400
0.200
0.000
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.160
0.180
0.200
p
Pa{p = 0.05} 0.38 (from nomograph)
15-1
Chapter 15 Exercise Solution
15-2.
LSL 150; 5
p1 0.005;1 1 0.05 0.95; p2 0.02; 0.10
From variables nomograph, n = 120 and k = 2.3.
Calculate x and S.
Accept the lot if Z LSL x 150 S 2.3
15-3.
The equations do not change: AOQ = Pa p (N – n) / N and ATI = n + (1 – Pa) (N – n).
The design of a variables plan in rectifying inspection is somewhat different from the
attribute plan design, and generally involves some trial-and-error search.
For example, for a given AOQL = Pa pm (N – n) / N (where pm is the value of p that
maximizes AOQ), we know n and k are related, because both Pa and pm are functions of n
and k. Suppose n is arbitrarily specified. Then a k can be found to satisfy the AOQL
equation. No convenient mathematical method exists to do this, and special Romig tables
are usually employed. Now, for a specified process average, n and k will define Pa.
Finally, ATI is found from the above equation. Repeat until the n and k that minimize
ATI are found.
15-4.
AQL = 1.5%, N = 7000, standard deviation unknown
Assume single specification limit - Form 1, Inspection level IV
From Table 15-1 (A-2):
Sample size code letter = M
From Table 15-2 (B-1):
n = 50, knormal = 1.80, ktightened = 1.93
A reduced sampling (nreduced = 20, kreduced = 1.51) can be obtained from the full set of
tables in MIL-STD-414 using Table B-3. The table required to do this is available on the
Montgomery SQC website: www.wiley.com/college/montgomery
15-5.
Under MIL STD 105E, Inspection level II, Sample size code letter = L:
n
Ac
Re
Normal
200
7
8
Tightened
200
5
6
Reduced
80
3
6
The MIL STD 414 sample sizes are considerably smaller than those for MIL STD 105E.
Chapter 15 Exercise Solution
15-6.
N = 500, inspection level II, AQL = 4%
Sample size code letter = E
Assume single specification limit
Normal sampling: n = 7, k = 1.15
Tightened sampling: n = 7, k = 1.33
15-7.
LSL = 225psi, AQL = 1%, N = 100,000
Assume inspection level IV, sample size code letter = O
Normal sampling: n = 100, k = 2.00
Tightened sampling: n = 100, k = 2.14
Assume normal sampling is in effect.
x 255; S 10
Z LSL x LSL S 255 225 10 3.000 2.00, so accept the lot.
15-8.
= 0.005 g/cm3
x1 0.15;1 1 0.95 0.05
x A x1
(1 )
n
x A 0.15
1.645
0.005 n
x2 0.145; 0.10
x A x2
( )
n
x A 0.145
1.282
0.005 n
n 9 and the target x A = 0.1527
Chapter 15 Exercise Solution
15-9.
target = 3ppm; = 0.10ppm; p1 = 1% = 0.01; p2 = 8% = 0.08
(a)
1 – = 0.95; = 1 – 0.90 = 0.10
From the nomograph, the sampling plan is n = 30 and k = 1.8.
(b)
Note: The tables from MIL-STD-414 required to complete this part of the exercise are
available on the Montgomery SQC website: www.wiley.com/college/montgomery
AQL = 1%; N = 5000; unknown
Double specification limit, assume inspection level IV
From Table A-2:
sample size code letter = M
From Table A-3:
Normal: n = 50, M = 1.00 (k = 1.93)
Tightened: n = 50, M = 1.71 (k = 2.08)
Reduced: n = 20, M = 4.09 (k = 1.69)
known allows smaller sample sizes than unknown.
(c)
1 – = 0.95; = 0.10; p1 = 0.01; p2 = 0.08
From nomograph (for attributes): n = 60, c = 2
The sample size is slightly larger than required for the variables plan (a). Variables
sampling would be more efficient if were known.
(d)
AQL = 1%; N = 5,000
Assume inspection level II: sample size code letter = L
Normal: n = 200, Ac = 5, Re = 6
Tightened: n = 200, Ac = 3, Re = 4
Reduced: n = 80, Ac = 2, Re = 5
The sample sizes required are much larger than for the other plans.
Chapter 15 Exercise Solution
15-10.
Excel workbook Chap15.xls : worksheet Ex15-10
OC Curves for Various Plans with n=25, c=0
1.20
1.00
Pa
0.80
0.60
0.40
0.20
0.00
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0.2
p
single
I=1
I=2
I=5
I=7
Compared to single sampling with c = 0, chain sampling plans with c = 0 have slightly
less steep OC curves.
Chapter 15 Exercise Solution
15-11.
N = 30,000; average process fallout = 0.10% = 0.001, n = 32, c = 0
Excel workbook Chap15.xls : worksheet Ex15-11
(a)
p
0.0010
0.0020
0.0030
0.0040
0.0050
0.0060
0.0070
0.0080
0.0090
0.0100
0.0200
0.0300
0.0400
0.0500
0.0600
0.0700
0.0800
0.0900
0.1000
0.2000
0.3000
Pa
Pr{reject}
0.9685
0.0315
0.9379
0.0621
0.9083
0.0917
0.8796
0.1204
0.8518
0.1482
0.8248
0.1752
0.7987
0.2013
0.7733
0.2267
0.7488
0.2512
0.7250
0.2750
0.5239
0.4761
0.3773
0.6227
0.2708
0.7292
0.1937
0.8063
0.1381
0.8619
0.0981
0.9019
0.0694
0.9306
0.0489
0.9511
0.0343
0.9657
0.0008
0.9992
0.0000
1.0000
OC Chart for n=32, c=0
1.0
Probability of Acceptance, Pa
0.8
0.6
0.4
0.2
0.0
0.00
0.02
0.04
0.06
0.08
0.10
0.12
Fraction Defective, p
0.14
0.16
0.18
0.20
Chapter 15 Exercise Solution
15-11 continued
(b)
ATI n (1 Pa )( N n)
32 (1 0.9685)(30000 32)
976
(c)
Chain-sampling: n = 32, c = 0, i = 3, p = 0.001
Pa P(0, n) P(1, n)[ P(0, n)]i
P(0, n) P(0,32) 0.9685
P(1, n) P(1,32) 0.0310
Pa 0.9685 (0.0310)(0.9685)3 0.9967
ATI 32 (1 0.9967)(30000 32) 131
Compared to conventional sampling, the Pa for chain sampling is slightly larger, but the
average number inspected is much smaller.
(d)
Pa = 0.9958, there is little change in performance by increasing i.
ATI 32 (1 0.9958)(30000 32) 158
Chapter 15 Exercise Solution
15-12.
n = 4, c = 0, i = 3
Excel workbook Chap15.xls : worksheet Ex15-1
p
0.0010
0.0100
0.0200
0.0300
0.0500
0.0600
0.0700
0.0800
0.0900
0.1000
0.2000
0.3000
0.4000
0.5000
0.6000
0.7000
0.8000
0.9000
0.9500
P(0,4)
0.9960
0.9606
0.9224
0.8853
0.8145
0.7807
0.7481
0.7164
0.6857
0.6561
0.4096
0.2401
0.1296
0.0625
0.0256
0.0081
0.0016
0.0001
0.0000
P(1,4)
0.0040
0.0388
0.0753
0.1095
0.1715
0.1993
0.2252
0.2492
0.2713
0.2916
0.4096
0.4116
0.3456
0.2500
0.1536
0.0756
0.0256
0.0036
0.0005
Pa
0.9999
0.9950
0.9815
0.9613
0.9072
0.8756
0.8423
0.8080
0.7732
0.7385
0.4377
0.2458
0.1304
0.0626
0.0256
0.0081
0.0016
0.0001
0.0000
OC Curve for ChSP-1 n=4,c=0
1.00
0.90
0.80
0.70
Pa
0.60
0.50
0.40
0.30
0.20
0.10
0.00
0.00
0.10
0.20
0.30
0.40
0.50
p
0.60
0.70
0.80
0.90
1.00
Chapter 15 Exercise Solution
15-13.
N = 500, n = 6
If c = 0, accept. If c = 1, accept if i = 4. Need to find Pa{p = 0.02}
Pa P(0, 6) P(1, 6)[ P(0, 6)]4 0.88584 0.10847(0.88584) 4 0.95264
15-14.
Three different CSP-1 plans with AOQL = 0.198% would be:
1.
f = ½ and i = 140
2.
f = 1/10 and i = 550
3.
f = 1/100 and i = 1302
15-15.
Average process fallout, p = 0.15% = 0.0015 and q = 1 – p = 0.9985
1.
f = ½ and i = 140: u = 155.915, v = 1333.3, AFI = 0.5523, Pa = 0.8953
2.
f = 1/10 and i = 550: u = 855.530, v = 6666.7, AFI = 0.2024, Pa = 0.8863
3.
f = 1/100 and i = 1302: u = 4040.000, v = 66,666.7, AFI = 0.0666, Pa = 0.9429
p
0.0010
0.0015
0.0020
0.0025
0.0030
0.0035
0.0040
0.0045
0.0050
0.0060
0.0070
0.0080
0.0090
0.0100
0.0150
0.0200
0.0250
0.0300
0.0350
0.0400
0.0450
0.0500
0.0600
0.0700
0.0800
0.0900
0.1000
f = 1/2 and i = 140
u
v
Pa
1.5035E+02 2000.0000 0.9301
1.5592E+02 1333.3333 0.8953
1.6175E+02 1000.0000 0.8608
1.6788E+02 800.0000 0.8266
1.7431E+02 666.6667 0.7927
1.8106E+02 571.4286 0.7594
1.8816E+02 500.0000 0.7266
1.9562E+02 444.4444 0.6944
2.0346E+02 400.0000 0.6628
2.2037E+02 333.3333 0.6020
2.3909E+02 285.7143 0.5444
2.5984E+02 250.0000 0.4904
2.8284E+02 222.2222 0.4400
3.0839E+02 200.0000 0.3934
4.8648E+02 133.3333 0.2151
7.9590E+02 100.0000 0.1116
1.3449E+03
80.0000 0.0561
2.3371E+03
66.6667 0.0277
4.1604E+03
57.1429 0.0135
7.5602E+03
50.0000 0.0066
1.3984E+04
44.4444 0.0032
2.6266E+04
40.0000 0.0015
9.6355E+04
33.3333 0.0003
3.6921E+05
28.5714 0.0001
1.4676E+06
25.0000 0.0000
6.0251E+06
22.2222 0.0000
2.5471E+07
20.0000 0.0000
f = 1/10 and i = 550
u
v
Pa
7.3373E+02 10000.0000 0.9316
8.5553E+02 6666.6667 0.8863
1.0037E+03 5000.0000 0.8328
1.1848E+03 4000.0000 0.7715
1.4066E+03 3333.3333 0.7032
1.6795E+03 2857.1429 0.6298
2.0162E+03 2500.0000 0.5536
2.4329E+03 2222.2222 0.4774
2.9502E+03 2000.0000 0.4040
4.3972E+03 1666.6667 0.2749
6.6619E+03 1428.5714 0.1766
1.0238E+04 1250.0000 0.1088
1.5930E+04 1111.1111 0.0652
2.5056E+04 1000.0000 0.0384
2.7157E+05
666.6667 0.0024
3.3467E+06
500.0000 0.0001
4.4619E+07
400.0000 0.0000
6.2867E+08
333.3333 0.0000
9.2451E+09
285.7143 0.0000
1.4085E+11
250.0000 0.0000
2.2128E+12
222.2222 0.0000
3.5731E+13
200.0000 0.0000
1.0035E+16
166.6667 0.0000
3.0852E+18
142.8571 0.0000
1.0318E+21
125.0000 0.0000
3.7410E+23
111.1111 0.0000
1.4676E+26
100.0000 0.0000
f = 1/100 and i = 1302
u
v
Pa
2.6790E+03 100000.0000 0.9739
4.0401E+03 66666.6667 0.9429
6.2765E+03 50000.0000 0.8885
1.0010E+04 40000.0000 0.7998
1.6331E+04 33333.3333 0.6712
2.7161E+04 28571.4286 0.5127
4.5912E+04 25000.0000 0.3526
7.8675E+04 22222.2222 0.2202
1.3638E+05 20000.0000 0.1279
4.2131E+05 16666.6667 0.0381
1.3395E+06 14285.7143 0.0106
4.3521E+06 12500.0000 0.0029
1.4383E+07 11111.1111 0.0008
4.8192E+07 10000.0000 0.0002
2.3439E+10
6666.6667 0.0000
1.3262E+13
5000.0000 0.0000
8.2804E+15
4000.0000 0.0000
5.5729E+18
3333.3333 0.0000
3.9936E+21
2857.1429 0.0000
3.0255E+24
2500.0000 0.0000
2.4121E+27
2222.2222 0.0000
2.0179E+30
2000.0000 0.0000
1.6195E+36
1666.6667 0.0000
1.5492E+42
1428.5714 0.0000
1.7586E+48
1250.0000 0.0000
2.3652E+54
1111.1111 0.0000
3.7692E+60
1000.0000 0.0000
Chapter 15 Exercise Solution
15-16.
CSP-1 with AOQL = 1.90%
Plan A: f = 1/5 and i = 38
Plan B: f = 1/25 and i = 86
15-17.
Plan A: AFI = 0.5165 and Pa{p = 0.0375} = 0.6043
Plan B: AFI = 0.5272 and Pa{p = 0.0375} = 0.4925
Prefer Plan B over Plan A since it has a lower Pa at the unacceptable level of p.