Lecture 1
advertisement

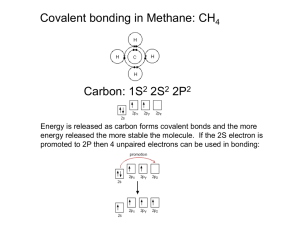
Lecture 4 Diffusion Bonding Review • Adhesive joints require larger surface area for strength • Diffusion bonding can produce nearly perfect joints, but is limited in materials, cost, etc. • Diffusion bonding uses heat to dissolve, diffuse or evaporate contamination and soften asperities. Use at 0.6 – 0.8 Tm • Al, Mg are difficult to bond • Fe, Cu, Ti, and Ni are relatively easy to bond 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 2 Diffusion Bonding / Welding Addition of heat to pressure welding • Aid in asperity deformation • Diffuse away surface contamination • Interlayers – Avoid intermetallics – Match thermal expansion coefficients – Achieve compatible joining temperature – Sometimes use interlayer to reach comparable temperatures. Example: Al (lower melting point) to Fe (higher melting point) 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 3 Diffusion Bonding – Problems • Metals lose all prior cold work • Must be done at 0.6 – 0.8 Tm • Thermal expansion stresses • 500 – 5000 psi bonding pressures require expensive tooling • Long diffusion times (24 – 48 hours) 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 4 Diffusion Bonding, continued • Industrial furnace can cost $1,000 / hr. Expensive process, need parts with value of a couple hundred dollars per pound • Can use thermal expansion to force parts together – Example: circular parts in molybdenum mold Thermal Expansion to Force Parts Together 15*10-6 / C 900-1300 C Mo 2500C 6*10-6 / C 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 5 Diffusion Bonding, continued • Three-Stage Mechanistic Model – First stage: grow grain boundary across interface (this is when pressure must be applied) • Stage 2 and Stage 3: once half the surface is grain boundary, you don’t need pressure any more – Second stage: grow common grains across the interface, except for where voids are trapped in the center – Third stage: can get rid of original interface completely, but may have a trapped void 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 6 Diffusion Bonding, Overhead Three Stage Mechanistic Model of Diffusion Bonding 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 7 Hot Isostatic Pressing – Hipping • Use a large pressure vessel • Fill with hot, compressed argon (20 ksi, 1,000 – 1,200 C) – Argon has density of water in those conditions • Used for powder compression – For example, to squeeze powders together and get rid of porosity – Use Ni can to keep argon out of parts 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 8 Hipping, cont • World’s largest diffusion bonding press was 300T, up in North Andover. – It blew up recently. Problems with design, steel, cooling water, and transient thermal stresses – Now we have two larger ones operating • Uses: large jet engine parts are hipped; motorcycle’s aluminum cylinder head is hipped – Example: Paragreen Falcon aircraft. Building quasi-F-15 aircraft by purchasing engine and building airframe. Test pilots crashed and died. 1-lb weights were adhesively bonded to control surfaces and broke off 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 9 Hipping Press Hipping Press (300 T) 50 T 11” Ar 20,000 Psi 1000-2000 C Ni Can 200 T 60” 50 T 17” 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 10 Transient Liquid Phase (TLP) Reduces fixturing pressure to ~10psi Shortens diffusion time to a few hours Liquid provides 100% contact area Must have a non-harmful melting point depressant Ni Fe Al Ti Cu Au Boron - C Sn, Zn Cu, Ni, Ag - Zn, Sn, Ag, Au, In - Sn 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 11 Isothermal Solidification During TLP Bonding 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 12 Phase Diagram for Solidification of Ni-B Alloys Temp Isothermal Solidification L S+L FCC NiB3 Athermal Solidification % Boron 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 13 TLP, cont •Braze alloy for nickel – boron widens joint, then shrinks •Used to bond silicon chips to carrier •Gold to gold diffusion bond •Excellent bond: diffuse away tin TLP Bond: Silicon Chip to Carrier Si Al Al2O3 – Mn 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 14 Review • Diffusion bonding is limited on low side temperature by kinetics and on high side by grain growth: 0.6 – 0.8 Tm range • TLP® (Transient Liquid Phase) diffusion bonding starts as a braze and ends as a diffusion bond. It reduces the time and pressure for bonding 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 15 TLP Bonding • Solidify by going across the phase diagram rather than down • Atruscans (200 BC) used diffusion bonding to attach gold beads to copper pots • Copper TLP bonds: copper powder, silver films forms 100% solid bond (no porosity) • Coat copper powder grains with nickel grains. Nickel diffuses into copper, then silver will diffuse into nickel-copper alloy 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 16 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 17 Diffusion Bonding Example AEGIS Electronic Warfare System Cross field amplifier: wanted to braze copper – molybdenum joints • Amplify radiation: magnetic field in copper modulates electron beam passing through center hole • Need high-temperature alloy (molybdenum) for heat resistance • Brazing with 82Au 18Ni alloy – Copper and nickel form a brittle intermetallic (Ni3Mo) – breaks after only 10% stretch – They had tried a 37Au – 3Ni – 60Cu braze alloy, which could be bent without brittle fracture. This solved the problem. Gold and nickel diffused into base material and formed a perfect TLP bond 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 18 Diffusion Bonding Example, overhead AEGIS Electronic Warfare System 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 19 Activated Diffusion Bonding • Surface coating changes difficult to bond interface into easier to bond interface M. Obrien et al. Weld J. Jan 1976 p.26 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 20 Activated Diffusion Bonding, continued • GE uses “activated diffusion bonding” to refer to TLP diffusion bonding • Achieve bond between high-strength iron with silver layer in between – Plated iron with silver in a chemical process, so this was just a silver-silver bond. Silver is easy to bond because silver oxide is not stable at elevated temperature – Bond strength is 100 ksi, which is higher than 20 ksi yield strength of silver. Phenomena is called contact strengthening 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 21 Q&A • Titanium diffusion bonding for bicycles – Interfaces need to be machined within 0.001”, and need to pressure between tubes – Usually gas tungsten arc welding – Could use TLP bonding (variant of brazing) with Cu-Ni alloy. Not a true TLP bond because the joint material remains 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 22 Supplemental Info http://eagar.mit.edu/3.37/H-337-18.pdf http://eagar.mit.edu/3.37/H-337-19.pdf http://eagar.mit.edu/3.37/H-337-20.pdf 3.371 Fabrication Technology / Prof. Eagar / Copyright 2010 23