The role of Chemical Industry in Critical Raw Materials
advertisement

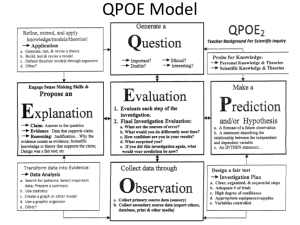
The role of the Chemical Industry in Critical Raw Materials Prof. Dr. Michael Röper, BASF SE Industrial Technologies 2012, Aarhus June 20, 2012 Raw Materials are of Key Importance to the Chemical Industry The chemical industry is the key enabler of sustainable industrial production Raw materials present about 30 % of the costs of a chemical product; sourcing at competitive prices is essential Carbon feedstocks – oil, gas, coal, renewables, and CO2 – are the base of organic chemistry that creates about 90% of the value of the chemical industry Some inorganic feedstocks are regarded as critical: Noble metals, some rare earth elements, indium, lithium, phosphate, … The chemical industry helps to overcome the tightness of critical raw materials through improving the exploitation of deposits, improving the efficiency in processing, recycling, and substitution Critical Inorganic Feedstocks Use Noble metals: contacts in the electronic industry, catalysts in exhaust gas converters, fuel cells, oil refining, chemical conversions Some rare earth elements: magnets, phosphors, ceramics, alloys, glass & polishing, catalysts Indium: transparent conductor for lighting & displays, touch screens Lithium: batteries, glass, ceramics, pharmaceuticals Phosphates: fertilizers, detergents, animal feed Strategies to improve the availability Improving the exploitation of deposits Improving the efficiency in processing Reducing the use by improved design & materials science Recycling after use Substitution by more abundant feedstocks Rare earth oxides (REO) Reserves Estimated global reserves of 100 million metric tons REO are sufficient to meet demand for the next 100 years (USGS, 2010) 22% all other countries 13% USA 5% Australia 3% India 19% CIS 38% China 7% 97% of REO mining and purification is today done in China Negligable capacity outside China due to costs and environmental issues (significant Th amounts in ores) 4 REE Processing From ores to REO (RE oxides) and RE metals Ore Grinding, magnetic/gravity separation, flotation Mineral concentrate Cracking (acids or bases) In situ mining (Ion adsorption clays) RE/Th/U concentrate Separation of Th and/or U Mixed RE concentrate Separation of REO Individual REO Metallothermic or electrolytic reduction RE metals 5 Enhanced REE Processing Beneficiation/Cracking Challenges • Recovery not quantitative • Tailings are not used today • High energy demand in cracking step Possible Improvements • Improved beneficiation of minerals by tailor-made chemicals • process intensification for cracking Separation of the individual REO‘s Challenges • Similar chemical properties of REE • Environmental issues Possible Improvements • Improved extraction to reduce energy consumption and use of chemicals • Chemicals & processes for waste water treatment • Novel separation processes Reduction of CRM Use in Catalysis Better Catalyst Design to Reduce CRM Use Catalysts are essential for exhaust gas cleaning, oil refining, and chemical production. Many catalysts are based on noble metals (Pt, Pd, Rh, ...) on supports and some contain rare earths as co-catalysts – improved design can reduce the use of these materials: Reduction of active particles size on the support increases the catalytically active surface and allows reduction of metal content while maintaining or improving the catalyst properties Increase of catalyst life-time (service life) reduces the need for replacement and decreases the down time for catalyst replacement Rational catalyst design enhances product yields and selectivities (e.g. by improved supports, promoters or geometry) Replacement of CRMs by less critical materials (e.g. platinum by nickel) Substitution of CRMs Application Subcatagory CRM Electrics Batteries Cobalt Iron, organic polymers, manganese Graphite Silicon (nano) Lanthanum Zinc-air, lithium-air, aluminium-air, super-capacitors Fuel cells Platinum Silver, biocatalysts Semiconductors, LED, OLED, photovoltaics Gallium ZnO/MgS, organic polymers, zinc, tin Indium (ITO) Organic polymers, graphene, carbon nontubes, ZnO with metal grids Catalysts Platinum Nickel, iron, biocatalysts Tungsten Iron oxide Cobalt Nickel, carbides, nitrides, chromium, boron, titanium Tungsten Silicon carbide, molybdenum Electronics Materials Metals, alloys Substitute Graphene as a Substitute for ITO as Transparent Electrodes Graphite Graphene Preparation of Graphene transparent films by CVD Conclusions The chemical industry is the key enabler of sustainable industrial production and relies heavily on a reliable raw materials supply at competitive conditions (carbon & inorganic feedstocks) Some inorganic feedstocks are regarded as critical: Noble metals, some rare earth elements, indium, lithium, phosphate, … The chemical industry helps to overcome the tightness of critical raw materials through improving the exploitation of deposits, improving the efficiency in processing, recycling, and substitution Redesign of materials and products through material science is an efficient tool to reduce CRM utilization and to improve the sustainability of industrial production Back-up The role of the Chemical Industry in Critical Raw Materials Prof. Dr. Michael Röper, BASF SE Industrial Technologies 2012, Aarhus June 20, 2012 Carbon Feedstocks for the Chemical Industry in Germany Coal 1% Natural gas 14% Total: 21,2 Mill. t (2008) Source: VCI, FNR 2010 Renewable Feedstocks 13% Naphtha, Oil Derivatives 72% Availability of Fossil Feedstocks Situation Base for power&fuel industries: fuels for mobility, electrical power, heating&cooling Mineral oil the most important feedstock of the chemical industry, but is used almost exclusively in the energy sector Goal: Material use rather than burning! Better energy efficiency by electromobility, better heat insulation and light weight construction Use of renewable energy Increase mineral oil & gas reserves by improved recovery methods Range: Reserves / yearly consumption* 146 Years 60 41 Mineral oil Gas Coal * Source: Bundesanstalt für Geowissenschaften und Rohstoffe 15 Raw Material Change in Carbon Feedstocks GOAL To enable the chemical industry to replace or supplement oil, the conventional chemical raw material, with alternatives Oil Natural gas STRATEGY To develop new technologies for entry into the existing value-adding chains Examples: Reduction of CO2 by use of renewable energy, improved & new catalytic conversions Coal 16 Biomass Carbon dioxide