design strategies with respect to hazardous materials
advertisement

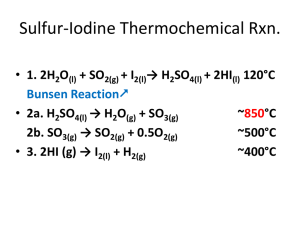
DESIGN STRATEGIES WITH RESPECT TO HAZARDOUS MATERIALS THE NATURE OF RISK IN INDUSTRIAL FACILITIES http://www.bls.gov/iif/oshwc/cfoi/cfch0008.pdf FATAL WORK INJURIES http://www.bls.gov/iif/oshwc/cfoi/cfch0008.pdf FATAL WORK INJURIES http://www.bls.gov/iif/oshwc/cfoi/cfch0008.pdf THE NATURE OF RISK IN INDUSTRIAL FACILITIES • COMPARISON VALUES DEATHS/100,000 WORKERS –IN 1912, 21 (18,000 - 21,000 DEATHS) –IN 1992, 4.2 (TRIPLE THE NUMBER OF WORKERS) SUMMARY OF MAJOR INCIDENTS2,3 • FLIXBOROUGH, ENGLAND (1974) CYCLOHEXANE MANUFACTURING AS A NYLON PRECURSOR 4,5 – VAPOR CLOUD EXPLOSION – KILLED 28 PEOPLE – CAUSE APPEARED TO BE DESIGN FOR TEMPORARY PIPING SYSTEM FLIXBOROUGH SUMMARY OF MAJOR INCIDENTS • SEVESO, ITALY (1976) - DIOXIN6 – TCP (2,4,5-TRICHLOROPHENOL) REACTOR EXPLODED RELEASING TCDD, (2,3,7,8TETRACHLORODIBENZO-p-DIOXIN – THIS MATERIAL WAS A COMPONENT IN AGENT ORANGE SUMMARY OF MAJOR INCIDENTS • SEVESO, ITALY (1976) - DIOXIN6 – PLUME SPREAD OVER AN AREA THAT CONTAINED OVER 100,000 PERSONS AND IMPACTED OTHER MUNICIPALITIES WITH A POPULATION OF 17000 – PRIMARY IMPACT WAS FEAR OF LONGTERM EFFECTS AND OVERCOMING INITIAL TRAUMA – COULD BE THE SOURCE OF SARA TITLE III REQUIREMENTS SUMMARY OF MAJOR INCIDENTS • MEXICO CITY, MEXICO (1984) LPG (LIQUID PETROLEUM GAS) TERMINAL – A BLEVE (BOILING LIQUID EXPANDING VAPOUR EXPLOSION) 7 – 650 DEATHS – 6400 INJURIES – PLANT DAMAGE = $31.3 MILLION SUMMARY OF MAJOR INCIDENTS • BHOPAL, INDIA (1984) - PESTICIDE MANUFACTURING8 – UNEXPECTED CHEMICAL REACTION WHEN WATER ENTERED AN MIC (METHYL ISOCYANATE) STORAGE TANK – RELEASED ABOUT 40 TONS OF MATERIAL OVER A 2 HOUR PERIOD – SPREAD OVER A LOCAL POPULATION OF ABOUT 900,000 – ESTIMATED 3800 DEAD AND 11,000 DISABLED SUMMARY OF MAJOR INCIDENTS • BHOPAL, INDIA (1984) PESTICIDE MANUFACTURING8 – TRACED TO A NUMBER OF POSSIBLE SOURCES9 – FAILURE TO MAINTAIN SAFETY SYSTEMS – INADEQUATE DESIGN OF SAFETY SYSTEMS – MIS-OPERATION OF THE FACILITY SUMMARY OF MAJOR INCIDENTS • PASADENA, TEXAS (1989) POLYETHYLENE MANUFACTURING – POLYETHYLENE REACTOR EXPLOSION – KILLED 23 PEOPLE AND INJURED 130 – TRACED TO EITHER A SEAL FAILURE ON THE REACTOR AND/OR USE OF INEXPERIENCED MAINTENANCE PERSONNEL EXAMPLE OF INCIDENT • BHOPAL RELEASE – HOW IT OCCURRED – HOW IT WAS ANALYZED – RESULTING CHANGES FUNDAMENTALS OF PROCESSES • THERMODYNAMICS – CONSERVATION OF MASS AND ENERGY • MASS IS NEITHER CREATED OR DESTROYED • ENERGY IS NEITHER CREATED OR DESTROYED MASS IN - RAW MATERIALS PROCESS MASS OUT PRODUCTS FUNDAMENTALS OF PROCESSES • THERMODYNAMICS – PROCESSES REQUIRE CHANGING CONDITIONSSYSTEMS MOVE TOWARDS A NEW EQUILIBRIUM • THE RATE DEPENDS ON THE CHEMICAL AND MECHANICAL PROPERTIES OF THE SYSTEM • WATER DOES NOT FLOW UPHILL WITHOUT A BOOST FUNDAMENTALS OF PROCESSES • EXAMPLE OF ETHANOL DISTILLATION FUNDAMENTALS OF PROCESSES • ENERGY/MATERIAL QUALITY CHANGES – ENERGY • MAY BE ADDED OR REMOVED TO INITIATE A SYSTEM CHANGE • WHEN ENERGY IS ADDED, IT FLOWS THROUGH THE SYSTEM TO BE CONSERVED, BUT IT IS DEGRADED IN QUALITY ENERGY QUALITY CHANGES • EXAMPLE OF HYDROELECTRIC POWER PLANT ENERGY QUALITY CHANGES • EXAMPLE OF HYDROELECTRIC POWER • WATER CHANGES ITS EQUILIBRIUM POSITION WITH A RESULTANT CHANGE IN POTENTIAL ENERGY AND POWER PRODUCTION • WATER IN THE RIVER CANNOT BE USED TO DRIVE THE TURBINE BECAUSE IT IS AT A LOWER POTENTIAL ENERGY LEVEL MATERIAL QUALITY CHANGES • PURE CHEMICALS THAT ARE DISPERSED IN WATER (SOLUBLE IN WATER) CANNOT BE RETURNED TO THEIR ORIGINAL PURITY WITHOUT USING ENERGY – DISTILLATION - ENERGY TO VAPORIZE/CONDENSE – CRYSTALLIZATION - ENERGY TO FREEZE/MELT – ADSORPTION OR ADSORPTION ENERGY TO REGENERATE REACTIONS – RESULTS IN FORMATION OF NEW CHEMICAL SPECIES – ELEMENTS ARE CONSERVED, BUT NEW MOLECULES MAY BE FORMED – REACTIONS CAN BE SINGLE, IN PARALLEL OR IN SERIES – MOLAR RELATIONSHIPS EXIST BETWEEN REACTANTS AND PRODUCTS REACTIONS • EXAMPLE OF METHANE COMBUSTION: – STOCHIOMETRIC REACTION 𝐶𝐻4 + 2𝑂2 → 𝐶𝑂2 + 2𝐻2 𝑂 𝐸𝐿𝐸𝑀𝐸𝑁𝑇𝐴𝐿 𝐵𝐴𝐿𝐴𝑁𝐶𝐸𝑆 𝐶 → 𝐶 4𝐻 → 4𝐻 4𝑂 → 4𝑂 𝑀𝐴𝑆𝑆 𝐵𝐴𝐿𝐴𝑁𝐶𝐸𝑆 16 + 64 → 44 + 32 REACTIONS • STOCHIOMETRIC REACTION WITH AIR FOR THE OXIDANT CH 4 2O 2 8 N 2 CO 2 2 H 2O 8 N 2 ELEMENTAL BALANCES C C 4H 4H 4O 16 N 4O 16 N MASS BALANCES 16 64 224 44 32 224 REACTIONS • REAL REACTIONS MAY NOT GO TO COMPLETION • MAY REQUIRE AN EXCESS OF ONE COMPONENT TO COMPLETELY REACT THE OTHER REACTIONS • METHANE COMBUSTION WITH 130% EXCESS AIR CH 4 2.6O 2 9.8 N 2 CO 2 2 H 2O 9.8 N 2 12 . O2 ELEMENTAL BALANCES C C 4H 5.2O 19.6 N 4H 2O 2O 12 . 19.6 N MASS BALANCES 16 83.2 274.4 44 32 274.4 19.2 REACTIONS • PARALLEL ETHANE COMBUSTION REACTIONS WITH 200% EXCESS AIR AND INCOMPLETE COMBUSTION 7 C 2 H 6 7O 2 28 N 2 2CO 2 3H 2O 28 N 2 O 2 2 9 C 2 H 6 7O 2 28 N 2 2CO 3H 2O 28 N 2 O 2 2 ELEMENTAL BALANCES 2C 2C 2 C 2C 6H 6H 6H 6H 14O 14O 4O 3O 7O 2O 3O 9O 28 N 28 N 28 N 28 N MASS BALANCES 60 448 1568 88 56 108 1568 256 C2 H 6 O2 N2 CO2 CO H 2O N 2 O2 REACTIONS • MOST REACTIONS DO NOT GO TO COMPLETION • COMBUSTION CAN HAVE PRIMARY PRODUCTS OF CO2, H2O AND N2 • BYPRODUCTS CAN INCLUDE CO, UNBURNED HYDROCARBONS, NOx, AND SO2 IN SMALLER QUANTITIES REACTIONS • OTHER TYPES OF OXIDATION-REDUCTION REACTIONS COMBINATION : 2 Mg O 2 2 MgO DECOMPOSITION : 2 HgO Heat 2 Hg O 2 DISPLACEMENT : Zn H 2 SO 4 ZnSO 4 H 2 REACTIONS • OTHER TYPES OF NON-REDOX COMBINATION TO FORM A BASE: REACTIONS: Na 2O H 2O 2 NaOH COMBINATION TO FORM AN ACID: P2O5 3H 2O 2 H 3 PO 4 OXIDE COMBINATION TO FORM SALTS: CaO SiO 2 CaSiO 2 NEUTRALIZATION : 2 H 3 PO 4 3Ca( OH )2 Ca 3( PO 4 )2 6 H 2O SEPARATION PROCESSES • PROCESSES TO SEPARATE COMPONENTS, BEFORE OR AFTER REACTIONS • PROCESSES TO CONCENTRATE COMPONENTS • THE DRIVING FORCES FOR MOST OF THESE PROCESSES ARE – CHEMICAL EQUILIBRIUM – MECHANICAL – RATE DEPENDENT SEPARATION PROCESSES • PROCESS EFFICIENCY IS RELATED TO THE DEVIATION REQUIRED FROM AMBIENT CONDITIONS – THE MORE CHANGE REQUIRED, THE LESS THE EFFICIENCY – THE LESS CHANGE REQUIRED, THE HIGHER THE EFFICIENCY • ALL HAVE POTENTIAL HAZARDS ASSOCIATED WITH THEM TRANSPORT PROCESSES • USED TO MOVE MATERIAL BETWEEN PROCESS OPERATIONS • PUMPS • TURBINES • CONVEYORS • GRAVITY • PNEUMATIC STORAGE OPERATIONS • • • • RAW MATERIALS FINISHED GOODS INTERMEDIATES OFF-SPEC MATERIALS CONTROL SYSTEMS • PROCESSES FOR NORMAL OPERATION – CONTINUOUS OPERATIONS – BATCH OPERATIONS • START-UP CONTROL SYSTEMS • PROCESSES FOR NORMAL OPERATION – CONTINUOUS OPERATIONS – BATCH OPERATIONS • START-UP • SHUTDOWN – PROCESS INTERRUPTION – ROUTINE SHUTDOWN – EMERGENCY SHUTDOWN CONTROL SYSTEMS • SAFETY SYSTEMS – OUT-OF-RANGE CONDITIONS – INTERLOCKS BETWEEN UNITS INHERENTLY SAFE DESIGN10,11 • TECHNIQUES THAT REDUCE THE RISKS ASSOCIATED WITH OPERATIONS • EQUIPMENT FAILURE SHOULD NOT SERIOUSLY AFFECT SAFETY, OUTPUT OR EFFICIENCY MINIMIZATION OF THE INTENSITY • REDUCE QUANTITIES OF MATERIALS MAINTAINED IN INVENTORIES AND IN THE PROCESS – QUANTITIES IN INVENTORIES • REDUCED CAPITAL COSTS • REDUCED MAINTENANCE • LESS MATERIAL TO PARTICIPATE IN A REACTION • HAZARDOUS REACTANT BE MANUFACTURED ON SITE FROM LESS HAZARDOUS PRECURSORS REACTORS • SMALLER REACTORS TYPICALLY HAVE LESS MATERIAL IN PROCESS • HAVE BETTER CONTROL OF HEAT TRANSFER • AND CAN BE MORE EFFICIENT12 GENERAL FACTORS TO REDUCE REACTOR RISKS13 OBJECTIVES METHODS AVOID PRODUCTION OF BYPRODUCTS - MINIMIZE SIDE REACTIONS PRODUCE PRODUCT OF HIGH PURITY AT HIGH YIELD, GENERATING FEW OR NO BY-PRODUCTS WHICH WOULD HAVE TO BE REMOVED THROUGH DOWNSTREAM PURIFICATION STEPS MINIMIZE REACTION TIMES AND RESIDENCE TIME AT EXTREME CONDITIONS USE REACTIONS WHICH OCCUR RAPIDLY WHEN THE MATERIALS COME INTO CONTACT, REDUCING THE RESIDENCE TIME REQUIRED IN THE REACTOR AND MAKING THE PROCESS AMENABLE TO CONTINUOUS OPERATION MAXIMIZE MASS TRANSFER CONDITIONS USE SINGLE PHASE REACTION SYSTEMS OF LOW VISCOSITY, AVOIDING THE NEED TO TRANSPORT REACTANTS ACROSS PHASE BOUNDARIES AND FACILITATING THE RAPID CONTACT OF REACTANTS GENERAL FACTORS TO REDUCE REACTOR RISKS13 OBJECTIVES METHODS USE MODERATE PROCESS CONDITIONS OPERATE AS CLOSELY TO AMBIENT TEMPERATURE AND PRESSURE AS POSSIBLE, REDUCING THE POTENTIAL ENERGY FROM ELEVATED TEMPERATURE AND PRESSURE IN THE REACTOR SYSTEM CHOOSE LOWER ENERGY REACTION SYSTEMS USE REACTIONS WHICH ARE NOT HIGHLY EXOTHERMIC USE REACTIONS WHICH ARE NOT HIGHLY SENSITIVE TO OPERATING CONDITIONS REACTIONS WHICH ARE VERY TOLERANT OF VARIATIONS IN RAW MATERIAL COMPOSITION, CHANGES IN TEMPERATURE, PRESSURE, AND CONCENTRATION, AND THE PRESENCE OF COMMON CONTAMINANTS SUCH AS WATER, AIR, RUST, AND OIL. COMPARISON OF REACTOR ALTERNATIVES COMPARISON OF REACTOR ALTERNATIVES • CONTINUOUS REACTORS HAVE SMALLER INVENTORIES THAN BATCH REACTORS • TUBULAR REACTORS HAVE SMALLER INVENTORIES THAN TANK REACTORS • THIN FILM REACTORS HAVE SMALLER INVENTORIES THAN TUBULAR REACTORS • GAS PHASE REACTORS HAVE LESS INVENTORY THAN LIQUID PHASE REACTOR SUBSTITUTION • USE OF SAFER NON-REACTIVE CHEMICALS • MAY DECREASE EFFICIENCY • MAY ALSO DECREASE COSTS SUBSTITUTION • HEAT TRANSFER • FOR HIGH TEMPERATURE HEAT TRANSFER USE WATER OR MOLTEN SALTS IN PLACE OF HYDROCARBONBASED HEAT TRANSFER FLUIDS14,15 SUBSTITUTION • HEAT TRANSFER • FOR LOW TEMPERATURE HEAT TRANSFER REPLACE OZONE SCAVENGING FLUIDS (FREONS) WITH ALTERNATES (N2, PROPANE, HYDROFLUOROCARBONS)16 SUBSTITUTION • SOLVENT REPLACEMENT – USE WATER-BASED PAINT IN PLACE OF SOLVENT-BASED PAINTS – USE OF WATER-BASED SOLVENTS OR CO2 IN CHIP MANUFACTURING PROCESSES17,18 (OFTEN WITH IMPROVED PRODUCT PERFORMANCE) ATTENUATION • MODIFY CONDITIONS TO MINIMIZE THE IMPACT OF HAZARDOUS EVENTS19 – ADDITION OF INERT COMPONENT TO SYSTEM CAN DILUTE THE POSSIBLE INTENSITY OF A REACTION – MODIFIED CATALYSTS CAN REDUCE THE TEMPERATURES AND PRESSURES REQUIRED FOR THE REACTION20 ATTENUATION • STORAGE OPTIONS – LIQUIFIED GASES STORED AT CRYOGENIC TEMPERATURES • STORED AT ATMOSPHERIC PRESSURE • USES SMALLER VOLUMES THAT GAS STORAGE • TEMPERATURES ARE FREQUENTLY BELOW IGNITION TEMPERATURES IN AIR ATTENUATION • STORAGE OPTIONS – MINIMIZE STORAGE BY ON-SITE PRODUCTION • HYDROGEN GENERATED BY ELECTROLYSIS OR PARTIAL OXIDATION OF NATURAL GAS • CHLORINE GENERATION ON SITE ATTENUATION • STORAGE OPTIONS – STORAGE IN LESS NOXIOUS FORMS • • • • • CHLORINE FOR POOLS GASEOUS STORAGE LIQUID STORAGE SOLID FORM (Cyranuric Acid) DILUTED SOLID FORM (Cyranuric Acid WITH INERT FILLER) LIMITATION OF THE EFFECTS • OPERATE PROCESSES IN STAGES TO AVOID PROCESS CONDITIONS THAT CAN LEAD TO EVENTS – MULTIPLE STAGES FOR OPERATIONS21 – CHANGING THE SEQUENCE OF REACTIONS CAN REDUCE HAZARDS – ELIMINATION OF UNNECESSARY STEPS TO SIMPLIFY THE PROCESS SIMPLIFICATION • SIMPLIFIED CONTROL INSTRUMENTATION – EVERY CONTROL LOOP CAN FAIL – ELIMINATION OF THE NEED FOR A CONTROL LOOP THROUGH EQUIPMENT DESIGN – ANOTHER APPROACH IS TO MAKE CERTAIN THAT CONTROL INSTRUMENTATION SENSORS ARE SEPARATE FROM ALARM INSTRUMENTATION SENSORS EXAMPLE OF USE OF SPECIAL MATERIALS OF CONSTRUCTION • OXYGEN COMPRESSORS EXAMPLE OF USE OF SPECIAL MATERIALS OF CONSTRUCTION • IF THE COMPRESSOR ROTOR GOES OUT OF BALANCE, IT WILL RUB AGAINST THE STATOR AND CAUSE A FIRE • FIRE EMITS INTENSE THERMAL RADIATION • COMPRESSOR IS EQUIPPED WITH VIBRATION SENSORS • COMPRESSOR WAS INSTALLED IN A SEALED HOUSING • PARTS THAT WOULD RUB FIRST WERE FABRICATED FROM SILVER, A METAL THAT WILL MELT BEFORE IT IGNITES HAZOPS PROCESS FLOWCHART HAZARDOUS ANALYSIS STUDIES • PROCESSES DEVELOPED TO IDENTIFY PROBLEMS INHERENT IN PROCESS DESIGNS. Initiate Study Assemble Team Collect Data Define Process Nodes Analyze Parameters Determine Intent Human Factors Engineering Factors Examine Deviations Define Risk Estimate Severity Predict Frequency Complete Report Create Revision List Prepare Op. Manual Summary SEQUENCE OF EVENTS FOR A HAZOPS ANALYSIS • INTENTS • DEFINE PROCESS HAZARDS – HUMAN FACTORS ANALYSIS – SAFETY & HEALTH IMPACTS OF LOSS OF CONTROL • DETERMINE HISTORY OF INCIDENTS IN RELATED FACILITIES • CONFIRM ADEQUACY OF OPERATING, ENGINEERING AND ADMINISTRATIVE CONTROLS • EVALUATE IMPACT OF FACILITY SITING ANALYSES ARE NOW REQUIRED FOR PROCESSES • SARA TITLE III - COMMUNITY RIGHT TO KNOW AS PER EPA DEVELOPED 40CFR67, RISK MANAGEMENT PROGRAM • OSHA REGULATION CFR 1910.119 HAZOP - (HAZARD AND OPERABILITY STUDY) • EXAMINES CONDITIONS AT DIFFERENT LOCATIONS IN THE FACILITY • RESULTS IN A REPORT WITH • LIST OF CHANGES FOR PROCESS • DEFINITION OF PROCESS HAZARDS • CLARIFICATION OF OPERATING PROCEDURES SEQUENCE OF EVENTS FOR A HAZOPS ANALYSIS • ASSEMBLE ANALYSIS TEAM - WHO HAVE NECESSARY PROCESS EXPERIENCE AND KNOWLEDGE – – – – – DESIGN ENGINEERS OPERATORS MATERIALS SPECIALISTS EH&S SPECIALISTS MAINTENANCE PERSONNEL SEQUENCE OF EVENTS FOR A HAZOPS ANALYSIS • COLLECT DATA – DESIGN DRAWINGS – EQUIPMENT DRAWINGS, CALCULATIONS AND SPECIFICATIONS – MAINTENANCE INFORMATION – MSDS • DEFINE PROCESS NODES – BREAK PROCESS INTO AREAS FOR ANALYSIS – LOCATE THESE ON A SET OF DRAWINGS SEQUENCE OF EVENTS FOR A HAZOPS ANALYSIS • ANALYZE PARAMETERS FOR EACH NODE – PURPOSE OR INTENT • PROCESS FUNCTIONS • PROCESS VARIABLES • HUMAN INTERACTION - HOW IS THE OPERATOR INTEGRATED INTO THE OPERATION OF THE PROCESS AT EACH NODE. SEQUENCE OF EVENTS FOR A HAZOPS ANALYSIS • DEFINE RISK - SEVERITY AND PROBABILITY – DETERMINE CAUSE – EQUIPMENT FAILURE – OPERATOR ERROR – ENVIRONMENTAL CHANGES – EXTERNAL IMPACTS SEQUENCE OF EVENTS FOR A HAZOPS ANALYSIS • ESTIMATE SEVERITY RANKING IMPACT CATASTROPHIC FATALITY(S), MAJOR EQUIPMENT LOSSES (>$5M), DOWNTIME > 1 MONTH, LONG-TERM PUBLIC HEALTH & SAFETY ISSUE HIGH LOST TIME INJURY, EQUIPMENT LOSSES > $100K, DOWNTIME>1 W EEK, OFF-SITE RESPONSE REQUIRED MODERATE REPORTABLE INJURY, EQUIPMENT LOSSES > $10k, DOW NTIME>1 DAY, EMISSION REPORT LOW EQUIPMENT LOSSES > $1000, DOWNTIME < 1 DAY NONE NO EQUIPMENT OR MATERIAL LOSSES & NO DOWNTIME SEQUENCE OF EVENTS FOR A HAZOPS ANALYSIS • PREDICT FREQUENCY OF EVENT RANKING FREQUENCY HIGH PROBABILITY 1/6 MONTH HIGH 1/YEAR MODERATE 1/2YEAR LOW 1/5YEAR NONE 1/PROCESS LIFETIME HAZARDS ANALYSIS (HAZAN) STUDY • STARTS WITH THE SAME INFORMATION AND TEAM AS THE HAZOPS STUDY • EXAMINES THE RESULT OF FAILURE OF EQUIPMENT OR CONTROLS – INDIVIDUAL - SINGLE JEOPARDY – MULTIPLE - DOUBLE JEOPARDY GENERIC FAULT TREE FOR HAZAN - DOUBLE JEOPARY HAZARDS ANALYSIS (HAZAN) STUDY PRIMARY EVENT CONTROLLER RESPONSE SECONDARY EVENT EVENT OCCURS CONTROL SUCCEEDS EVENT DOES NOT OCCUR • CAN BE ORGANIZED WITH FAULT TREE (FTA) EVENT OCCURS EVENT OCCURS CONTROL FAILS EVENT DOES NOT OCCUR CONTROLLER RESPONSE CONTROL SUCCEEDS CONTROL FAILS CONTROL SUCCEEDS CONTROL FAILS CONTROL SUCCEEDS CONTROL FAILS CONTROL SUCCEEDS CONTROL FAILS HAZARDS ANALYSIS (HAZAN) STUDY • FAULT TREE SYMBOLS • FAULT TREES USE PROGRAMMING SYMBOLS FOR EACH TYPE OF JUNCTION BASIC EVENT FAILURE THAT IS THE START POINT FOR THE ANALYSIS CONTR. EVENT BASIC EVENT INTER. EVENT INTERMEDIATE EVENT -EVENT THAT RESULTS FROM PREVIOUS EVENTS IN THE TREE. AND GATE OUTLET CONDITION RESULTS ALL OF THE INLET CONDITIONS EXIST. OR CONTRIBUTING EVENT - CAN OCCUR IN PARALLEL TO THE BASIC EVENT AND CONTRIBUTE TO THE OVERALL IMPACT. OR GATE -OUTLET CONDITION RESULTS IF ONE OF THE INLET CONDITIONS EXIST. TYPICAL FAULT TREE SYMBOLOGY -ALSO REFERRED TO AS ALTERNATE DIGITAL LOGIC, ADL FAULT TREE EXAMPLE - NO PAPER FOR BREAKFAST PRIMARY SOURCES OF CATASTROPHIC EVENTS • HUMAN ERROR • • • • • • • • MISLABELING TRIP FAILURES STATIC ELECTRICITY WRONG MATERIAL OF CONSTRUCTION FAULTY OPERATING PROCEDURES UNEXPECTED REVERSE FLOW COMPUTER CONTROL PROBLEMS IGNORANCE