Highest Level Flowsheet SNF Reprocessing
advertisement

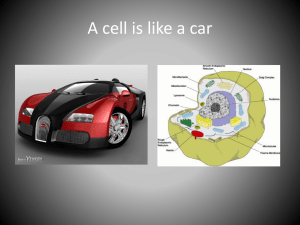
Reprocessing NUCP 2311 Radioactive waste Disposal and MAnagement 1 Reprocessing Concepts • Break down the spent nuclear fuel to separate the useful actinides (U, Pu, etc.) from the fission product and waste elements. • Many actinides have half lives on the order of 100,000 to 1,000,000,000 years. – Contain useful energy content. • Most fission products have half lives on the order of 10, 50, 100, or 1000 years (exceptions include Tc-99 and a few others). – Some are useful for medical applications (e.g., Mo-99). 2 Highest Level Flowsheet U as U, UOx, or UF6 Spent Nuclear Fuel (metal or oxide) Process Chemistry SNF Reprocessing Pu as nitrate, PuO2, or ? TRU (Waste?) Gaseous Waste (Kr, Xe, I, and Ru?) Fission Product HLW (Cs, Sr, Zr, Ni, La, . . .) Solid Waste (Cladding and other hardware) (LLW?) 3 Reprocessed fuel wastes • • • • • Uranium- can be used as fuel Plutonium- can be used as fuel Other transuranics- waste stream Waste Gasses- unknown, waste or vent to atmosphere Fision products (Cs, Co, Sr)- Cs-Co can be used in irradiators(food or medical) Sr- can be used for electroor thermal generators • Liquid waste- waste stream • Will be different forms of waste from original spent fuel but will be less volume Processing Options • Aqueous Processing – Dissolve the spent fuel in acid. – Water-based acid solvents (e.g., HNO3) and water-insoluble organic solvents (e.g., Tributyl Phosphate - TBP) to extract and exchange the chemicals. – PUREX, UREX, THOREX, Bismuth Phosphate, and others. • Pyrochemical Processing – Molten Salts, “high” temperatures (~500ºC), and electrochemistry. – Uses electrons as the reducing agent! – Small-scale compact process. 5 General Fuel Cycle Operations Spent Nuclear Fuel (metal or oxide) Chopping/Decladding •Gas release •Powder/Particulate Control •Contamination Control Physical Separations •Gas release •Powder/Particulate Control •Contamination Control Chemical Pretreatment •Process Specific •Fuel type specific •Fission product release (more gas) •Chemistry, corrosion, and containment issues Product Treatment Storage forms or fuels for advanced burning Waste Treatment Waste forms to storage or geologic repository Chemical Separations •Process Specific •Fuel type specific •Fission product management (may have more gas) •Chemistry, corrosion, and containment issues •Element Distributions •Phase Separations Aqueous Processing Definitions Product = Effluent Waste = Raffinate 6 Chopping/Decladding • Some Design Questions – Do you remove the cladding before or after chopping? – How do you recover “all” of the fuel? • How do you define “all”? • What about fine particles? – What is the decontamination spec for the cladding? (is it LLW or HLW?) – Do you want/need to recover the fuel from the FCCI reaction zone? • FCCI = Fuel-Clad Chemical Interaction 7 Example: Roller-Straitener (Preliminary work in Japan/US, perhaps others . . . Not known to be planned for implementation) • Option designed to recover oxide powder. – Avoid acid dissolution. • Bend cladding and crush ceramic. – Single or multiple pass. – Must remove assembly hardware first. – Shake powder out after runs. • Technical Barriers – Radiation embrittlement concerns at high burnup. – Powder flowability concerns for oxide removal (agglomerates and bridging). – 100% recovery is a challenge (acid wash to get FCCI residue?) 8 Example: Chopping • Option designed to expose fuel for further processing. – Increase material surface area to enhance processing rates. • Simple chopping operation. – Multiple pins at a time. – Must remove assembly hardware first. – Shake powder out after runs. • Technical Issues to Manage (not barriers) – Possible dispersion of fine radioactive particles (esp. for oxide fuel). – Handling of liquid metal bond (Na, NaK or Pb-Bi) in advanced fuels. 9 Example: Voloxidation 3UO2 O 2 g U3O8 • Designed to convert UO2 to fluffy yellow powder – – – – – Scroll, pierce, or chop cladding to expose fuel Heat in a flowing oxygen-rich environment (not 100% O2) Density change causes swelling of fuel and rupture of cladding. Powder ready for further treatment. Rate controlled by temperature, surface area, and O2 feed rate. UO2 to U3O8 Data kcal for G and H (cal/K for S) -20.0 UO2: = 10.96 g/cm3 Tm = 2878ºC Color = brown/black -30.0 -40.0 -50.0 U3O8 = 8.30 g/cm3 Td = ~1300ºC Color = yellow/green delta H (kcal) delta S (cal/K) -60.0 delta G (kcal) -70.0 -80.0 0 100 200 300 400 500 600 Temperature (Celsius) 700 800 900 1000 10 Other decladding options that have been discussed • Direct Chlorination or Fluorination Zr 2Cl 2 g ZrCl4 g • Electrolysis: anodic dissolution of cladding into salt Zr s 4LiCl l 4Li l ZrCl 4 l GT0 nFET0 (Nernst Eq.) • Others are being investigated 11 Chemical Pretreatment • Highly process specific. – The chemical form of the “soup” is defined by the separation method selected. • Phase options: Solid–Solid Liquid–Liquid Vapor–Vapor Solid–Liquid ? - - Solid–Vapor ? Liquid–Vapor - Reaction Rate Speculation = Prohibitively slow rates ? = Potentially slow rates = Reasonably fast rates = Rapid reaction rates 12 Chemical Pretreatment: Aqueous • • • • Dissolve collected fuel materials in nitric acid solution. Precursor to liquid-liquid solvent extraction separations. Accomplished by the manipulation of Pu and U valence state. Rates and chemical species depend on the dissolver temperature. 5UO2 + 12HNO3 (aq) + 24 H 2O 5 UO2 (NO3 )2 6H 2O (aq) + N 2 (g ) 5UO2 + 12HNO3 (aq) + 4 H 2O 5 UO2 (NO3 )2 2H 2O (g ) + N 2 (g ) Uranium Valence: UO2 = U+4 (insoluble) UO2(NO3)2 = U+6 (soluble) 13 Chemical Pretreatment: Pyrochemical Molten salt processing Halides: Cl-, F-,I-, and BrMolten Metal Solvents (historical) Zn, Cd, Cu, Mg, alloys Tend to focus on metallic and intermetallic chemistry. Pretreatment by chemical or electrochemical reduction a) b) Chemical Reduction : MOx( s ) 2 x Li (l ) M ( s ) x Li2O ( soln) Electrochemical Reduction : Cathode : MOx( s ) 2 x e M ( s ) x O 2 Anode : M 2 O 2 O2 ( g ) 4e U , Pu , & all fuel components Solubility is still a critical issue. Example: a) UO2 pellets and b) uranium metal electrochemically reduced from UO2 (ANL) 14 Chemical Separations - Overview Plutonium Production : U n 238 U 23.5 m 239 239 239 Np Pu (t 24,100 y) 2.33 d 1 2 • Question: How do you separate the Pu from the U? – Answer: Chemistry 1. Take advantage of the considerable differences in the rates of oxidationreduction of the ions of Pu and U. 2. Pu(IV) is much less stable and requires more powerful oxidants to form than either U(IV) or Np(IV). 3. Pu(III) is more stable and easily formed by mild reducing agents than U(III) or Np(III). 4. Np(V) is very stable. – It is feasible to form situation containing: • U(VI) as UO2+2 in aqueous solution • Np(V) as NpO+ in aqueous solution • Pu(III) or Pu(IV) in an insoluble inorganic complex 15 Chemical Separations - Overview • Issue: Fission products with similar valence states in solution may (and do) follow Pu(III) and Pu(IV) into the organic phase? – Decontamination is possible through re-oxidizing to Pu(VI) and kicking it into a clean aqueous solution? • Based on these Ideas, a number of processing techniques have been designed and implemented. – Early work reviewed by J. Rydberg and L.G. Sillen, Acta Chem. Scand., v9 (1955) 1241-51. 16 Four Basic Separation Families • Co-Precipitation – Adjust solution chemistry to precipitate a solid Pu compound (salt) for Solid-Liquid separation. – Lanthanum Fluoride Cycle, Bismuth Phosphate (BiPO4) Cycle, and Double Sulphate Precipitation. • Solvent Extraction – – – – • Selective extraction of Pu from an aqueous solution into an immiscible organic liquid. REDOX, PUREX, Chelation, BUTEX, TLA (tertiary amines), and many more. Modern methods are PUREX and portions of UREX. Note: PUREX and UREX do not normally use reduction-oxidation reactions. Non-Aqueous Methods – Separation through inorganic chemistry. – Molten metals, molten salts, pyrometallurgical slagging, fluoride volatility, electrometallurgical processing, and combinations of all of the above. • Ion Exchange Separation – Selective cation exchange for Solid-Liquid extraction. – Often used for higher actinide separations (e.g., Am and Cm) 17 Bismuth Phosphate/Lanthanum Fluoride Carrier Precipitation • Used from 1945 to ? to produce plutonium. • Precipitates Pu metal leaving U in solution with the fission products. • Fission products removed in a subsequent cycle. • Lack the ability to extract uranium. 18 Pu production • Lanthanum Fluoride Process • Start with uranyl nitrate solution containing Pu and FPs from dissolver. – Speciation: Pu(IV), Np(V), and U(VI). • Results: – Solid LaF3 with most of the fission products. – Liquid with nearly pure PuO2+2 • Bismuth Phosphate Process • Start with uranyl nitrate solution containing Pu and FPs from dissolver – Speciation: Pu(IV), Np(V), and U(VI). • Results – BiPO4 is very selective of Pu and insoluble in HNO3. – Direct precipitation of PuO2 19 Solvent Extraction • Aqueous solution of a metallic component is brought into equilibrium with an immiscible organic solvent for the component • The two phases are separated • The component will be found distributed between the two phases • Characterized by the distribution coefficient 20 21 From: Joseph J. Katz, Glen T. Seaborg, and Lester R. Morss, “The Chemistry of the Actinide Elements, Second Edition,” Volume 1, p. 519 (Chapman and Hall, 1986). 22 James J. Laidler (Argonne National Laboratory) 23 James J. Laidler (Argonne National Laboratory) 24