The Dry Grind Corn to Ethanol Process
National Corn-to-Ethanol Research Center
Southern Illinois University
Education and Workforce Development
400 University Park Drive
Edwardsville, Illinois 62025-3604
Office: (618) 659-6737 ext. 239
Fax: (618) 659-8762
TM
www.ethanolresearch.com
A copyright statement is as follows:
---------------------------Copyright © 2007, Board of Trustees of Southern Illinois University, National Corn to Ethanol Research Center,
Edwardsville, Illinois 62026
All rights reserved.
These materials are protected by copyright and may not be reproduced, copied, displayed, or disseminated
in any media without the express consent of the National Corn to Ethanol Research Center
----------------------------
CO2
The Corn to Ethanol Process
TM
Enzyme
National Corn-to-Ethanol Research Center, SIUE
© 2007 All Rights Reserved
Ammonia
2
Start Here
1
3
Hammer Mill
5
4
Water
Enzyme
9
6
Urea
Steam
Liquefaction
Slurry
Tank
(Cooling)
Jet
Cooker
Enzyme
4
8
Fermentation
(Heating)
Yeast
7
(190 Proof )
5%
Gasoline
Added
Denatured
Ethanol
9
Molecular
Sieve
10
11
Distillation
System
9
(200 Proof )
(Recycled Water)
Dried Distillers
Grain with Solubles
13
Evaporator
Drum Dryer
(Syrup)
12
(Thin
Stillage)
Centrifuge
( Wet Cake)
(Whole
Stillage)
The Dry-Grind Corn
to Ethanol Process
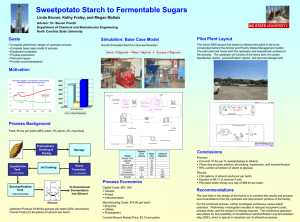
The dry-grind ethanol fermentation process (from kernel to ethanol)
requires approximately 54 to 58 hours. The time consuming step is
the actual fermentation which requires almost 50 hours.
One bushel of corn (56 pounds) yields approximately 2.8 gallons of
ethanol, 18 pounds of carbon dioxide, and 18 pounds of Dried
Distillers Grain with Solubles (DDGS).
1
Hopper
Most corn grown for ethanol production is #2 yellow dent corn, so named
because of the indentation that occurs on top after the kernel is allowed
to dry.
Midwest Corn typically contains: 70-72% starch, 9% protein, 4% oils, and
9% fiber on a dry basis, plus approximately 15% water.
2
Hammer Mill
The corn kernels are milled to a coarse flour and passed through a fine
mesh screen.
The corn particle sizing is a compromise between:
(A) grinding fine enough to provide increased surface area to make
starch granules available for reaction with water and enzymes and
(B) leaving large enough particles for drying the Distiller’s Grain
at the end for animal feed.
Hammer Mill
Water
Ammonia
or
Sulfuric Acid
Slurry Mixer
3
(Corn flour)
Slurry
Tank
(Recycled Water)
Corn flour from the hammer mill is mixed first in the slurry mixer
with hot water and alpha-amylase enzyme.
The resulting slurry is adjusted to a pH of 5.6 to 6.0 with acid or base.
3
alphaamylase
Slurry
Tank
Temperature = 185 oF
pH = 5.6 to 6.0
% Solids = 32%
Only one third of the total alpha-amylase is added in the slurry
Tank.
The remaining alpha-amylase will be added later in the
liquefaction tank.
Steam
holding column
Slurry Mash
Jet Cooker
The slurry mash is heated to above 220°F in a jet cooker using direct
steam.
Upon exiting the jet cooker, the corn slurry enters a holding column
where the mixture is held for 5 to 10 minutes.
holding column
5
Liquefaction
Tank
Temperature = 185 oF
pH = 5.6 to 6.0
% Solids = 30%
alpha-amylase
From the holding column, the slurry enters a Liquefaction Tank (5).
Additional alpha-amylase is added and the mash is allowed to react
(liquefy) for approximately 30 minutes.
The jet cooking and liquefaction steps break apart the long starch
granules. The shorter molecules are called dextrin.
CO2
gluco-amylase
6
Liquefaction Tank
Yeast
7
9
8
Fermentation
Tanks
Temperature = 90 oF
pH = 3.5 to 4.0
SSF
A second enzyme, gluco-amylase (6), is added to complete the dextrin
breakdown to glucose.
Glucose is converted by yeast (7) through a series of multi-step reactions
to ethanol and carbon dioxide in the fermentation tanks (8).
Over the past 10 years, many ethanol plants have started adding the
saccharifying enzyme (gluco-amylase) directly to the fermentation tank.
This faster process is know as Simultaneous Saccharification and
Fermentation (SSF).
CO2
9
Fermentation
Tanks
Carbon dioxide is a major co-product in the fermentation process.
Every bushel of corn (approximately 56 pounds) will produce
approximately 18 pounds of carbon dioxide gas.
Yeast
7
Fermentation
Tanks
Yeast can withstand extreme environmental stresses including high
ethanol concentrations (final concentrations of 12-18% by volume), as
well as organic acids produced by contaminating bacteria. Fortunately,
most bacterial contaminants do not grow below pH 4.
Contaminating microorganisms can lower the yield by converting glucose
to some undesirable fermentation products like fusel oils (undesired
alcohols), acetic acid, and lactic acid. Antibiotics maybe added to the
fermentation process to minimize bacterial contamination.
Distillation System
Beer Well
(beer)
At the end of fermentation, the product is called beer and contains 12%
or higher concentration of ethanol. The beer is typically stored in a tank
referred to as the beer well.
The distillation system typically consists of three columns.
(gases)
Molecular Sieve
Distillation System
Beer Well
(whole stillage)
Centrifuge
First, the beer is passed through a degassing column (gray) to remove
carbon dioxide and other gases.
Separation of ethanol/water from the non-converted solids mixture occurs
on the beer column (blue). These non-converted solids (whole stillage)
fall to the bottom and are sent to the centrifuge for separation.
Further separation of the ethanol/water mixture is accomplished using a
rectifier column (red). The 190 proof ethanol is sent through a
molecular sieve column to convert it to 200 proof.
190 Proof
Denatured
Ethanol Tank
Molecular
Sieve
10
from Rectifier Column
Temperature > 280 oF
Pressure = 6 psig
200 Proof
Conventional distillation methods yield 190 proof (95% pure ethanol)
because ethanol and water form an azeotrope. An azeotrope is simply a
mixture of two substances that form a constant boiling point mixture.
The remaining 5% water is removed by molecular sieves, which rely on
pore sizes to separate the smaller water molecules from ethanol.
11
Denatured Ethanol
5%
Gasoline
Added
Molecular Sieve
Finally, anhydrous (100% or 200 proof) ethanol is denatured, typically
with 5% gasoline to exempt the ethanol from beverage alcohol taxes.
thin stillage
Centrifuge
whole stillage
wet cake
The solids materials remaining after distillation of ethanol from the beer
column is called whole stillage. Whole stillage contains 13-17% solids
and is composed primarily of small particles of corn that did not get
converted to ethanol. This whole stillage is separated in the centrifuge
into wet cake and thin stillage.
Wet cake is a more concentrated form of the whole stillage and
contains approximately 35% solids after leaving the centrifuge. Since it
contains mostly solids, it must be augured or conveyed to the drum
dryer.
backset
Evaporator
12
(thin
stillage)
Centrifuge
(wet cake)
Drum Dryer (syrup)
The thin stillage is primarily water with between 4 and 5% solids. The thin
stillage is evaporated down to a concentrated syrup in the evaporator.
The condensed water is recycled to the Slurry tank. This condensed
water is called backset and helps to conserve total water usage.
The remaining liquid is concentrated (called syrup) by evaporation and
mixed with the wet cake before entering the dryer. Syrup is
approximately 28-30% solids and contains mostly protein and oils from
the corn. The addition of syrup increases the nutritional value of the
DDG.
Evaporator
(syrup)
DDGS
Rotary Drum Dryer
Centrifuge
(wet cake)
Inlet Air Temperature = 600-1200 oF
DDGS Residence time = approximately 30 minutes
The mixture of syrup and wet cake is dried to generate Dried Distillers
Dried Grain with Syrup or Solubles (DDGS). DDGS is typically dried to a
10% moisture level.
The moisture content and correspondingly short shelf-life of wet distillers
grains limit use of this feed product to the immediate vicinity of ethanol
plants.
The shelf life of the DDGS can be lengthened by adding organic acids as
preservatives and removing almost all the moisture content.
NCERC
Distillers Dried
Grain with Solubles
13
In the dry grind process, corn is ground whole and fermented to ethanol.
The only major by-products are ethanol, carbon dioxide, and Distillers
Dried Grain with Solubles.
DDGS is sold primarily as cattle feed.
Grain
Qual
DE
pH
Particle Size
pH
HPLC
Hammer Mill
Liquefaction
Slurry
Tank
DE
TS %
pH
Proximate
Analysis
(Cooling)
Jet
Cooker
Fermentation
(Heating)
(190 Proof )
H2O %
9
Ethanol
Storage
Amino Acids
Total P
Proximates
Ash
etc.
DDGS
Drum Dryer
Distillation
System
Molecular
Sieve
9
(200 Proof )
(Recycled Water)
HPLC
Centrifuge
TS%
Evaporator
(Syrup)
Whole
Stillage
Centrifuge
(Thin
Stillage)
( Wet Cake)
TM