Brazing and Soldering
advertisement

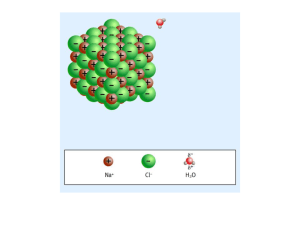
“Soldering and Brazing” comparing with Diffusion bonding, Hot pressing, and Solid phase bonding Dr. Kunio TAKAHASHI - Associate professor, Dept. of International Development Engineering, Tokyo Institute of Technology,Tokyo 152-8552, Japan Phone/Fax:+81-3-5734-3915 E-Mail:takahak@ide.titech.ac.jp http://www.ide.titech.ac.jp/~takahak/ Prior to this lecture... Activities of Japanese welding community Organizations and their roles Japanese system of education and certification Movement around Asian Welding Federation About lecturer’s ... Back ground welding ( what is this ? ) Tokyo Institute of technology http://www.titech.ac.jp/ Department of International Development Eng. Network beyond the border of (community) engineering field nation http://www.ide.titech.ac.jp/ Welcome to Japan Already, you have joined to our Network. Welding Technology, as ”Inter-Field” Engineering based on Plasma physics Electronics/Electrical Eng. Control (“self-controlled” is the best) Thermal Eng. Fluid dynamics Steels Material science (Materials) Fracture mechanics - Making - Design Physics of phenomena Standard roles of Society Power Source = Heat sources Plasma e--beam Laser Joule’s heat etc… Industry About this lecture “Brazing and Soldering …” Basic knowledge based on physics – Phenomena – Comparison with other welding processes – What is and what is not clarified, theoretically ? – Recent progresses for physical understanding. so, You will understand... – Why and How the process is used ? – How the process can be modified ? Experimental training Contents of this lecture Definition of brazing and soldering Examples Comparison with other welding processes Heat sources Brazing filler metals and solders Fluxes and atmosphere Set up and joint shape Phenomena in brazing and soldering – – – – – – – – Please remember in your experimental training (Sept.19 ?) Wetting ( surface and interfacial tension ) Conduction of heat Dissolution Flow Diffusion Deformation Oxidation - reduction reaction Solidification -> microscopic structure Exercise Definition of the brazing and soldering. Joint is heated distributing filler metal between base materials, by capillary action below solidus temperature of base materials. Sometimes the joint is pressed. example of brazing main engine LE7A H2A rocket Filler metals Brazing melting point of filler metal > 723 K ( 450 C, 840 F ) Soldering melting point of filler metal < 723 K ( 450 C, 840 F ) Capillary action Wetting phenomenon Surface tension or Surface energy A g - C u p h ase d i ag r am . Solidus temperature phase diagram – Equilibrium phase – Lever rule Solidus Liquidus example Soldering is key technology in micro-electronics assembly example Soldering is key technology in micro-electronics assembly example “flip chip” technology Solders for electronics A ssessed P b - Sn p h ase d i ag r am . conventional solder – Sn-Pb (Sn-38Pb 180C) lead free solders – Sn-Ag – – – – (Sn-3.8Ag 220C) Sn-In Sn-Bi Sn-Zn etc... Eutectic phase Wire bonding by Kaijo by H.Miyazaki, S.Saito, et.al... Pb ( lead ) problem for health Mental development index – age Audition handicap - Pb in blood Blood pressure - Pb in blood (positive correlation) -> Solders for electronics A ssessed P b - Sn p h ase d i ag r am . conventional solder – Sn-Pb (Sn-38Pb 180C) lead free solders – Sn-Ag – – – – (Sn-3.8Ag 220C) Sn-In Sn-Bi Sn-Zn etc... eutectic phase Solders for electronics A ssessed A g - Sn p h ase d i ag r am . conventional solder – Sn-Pb (Sn-38Pb 180C) lead free solders – Sn-Ag – – – – (Sn-3.8Ag 220C) Sn-In Sn-Bi Sn-Zn etc... Sn-Ag-Bi-Sb-Cu Sn-Ag-In Sn-Ag-Bi-Cu ... Problems Pb free solder Melting point problems in processes Viscosity Corrosion – Heating iron – Solder bath almost solved still under R/D in iron soldering in reflow soldering example Al brazing example Ni brazing example Ag brazing of Stainless and Ceramics The highest technology is never used for space development. The highest technology is the combination of conventional technologies. Optimization & breakthrough are based on scientific understanding Comparison with other welding or joining processes melting base materials ex. arc welding, resistance welding, etc… adding molten metals between base materials ex. brazing, soldering, etc... not melting base materials ex. solid phase bonding, hot pressing, etc... Diffusion bonding, Hot pressing, and Solid phase bonding Samples are – heated, and – pressed. – Sometimes metal sheet is inserted. “filler metal” ? in brazing Another type of equipments Hot Isostatic Pressing (HIP) Example Ni alloy Requirements for joining – to bring atoms near stable inter-atomic distance ? Energy(arb.unit) Activation Energy Surface Energy (a) Bulk or interface (b) Activated surface (c) Reduced surface (equilibrium) Phenomena Soldering and Brazing and also Diffusion bonding Hot pressing Solid phase bonding Wetting Heat transfer Dissolution Flow Diffusion Deformation Oxidation Reduction Solidification Heat sources for brazing and soldering Oxyfuelgas flame Arc plasma Joule’s heat Induction heat Hot iron Ultrasonic wave Infrared ray Laser beam etc... :Torch brazing/soldering , braze welding :Arc brazing, braze welding :Resistance brazing :Induction brazing :Iron soldering :Ultrasonic soldering :Infrared soldering :Laser beam soldering Other terminology for brazing and soldering Atmosphere Atmospheric brazing/soldering Vacuum brazing Furnace brazing Dip brazing/soldering – Metal bath brazing/soldering – Salt bath brazing/soldering ex. of dip soldering (in molten solder bath) (in flux) Other terminology Procedure Abrasion tinning & re-flow Re-flow soldering Diffusion brazing/soldering – Transient Liquid Phase bonding ambiguous ex. Re-flow used in electronics Diffusion bonding ( Hot pressing ) ? – Liquid phase diffusion bonding – Eutectic bonding : iso-thermal solidification : no filler metal and intent to melt base materials Brazing/Soldering temperature A ssessed P b - Sn p h ase d i ag r am . = Liquidus temp. + 50~100 K ( because of viscosity ) Brazing filler metals and solders Brazing filler metals in Japanese Industrial Standards (JIS) Al, Al alloy Mg, Mg alloy Cu, Cu alloy Carbon steel Cast iron Stainless steel Ni, Ni alloy Ti, Ti alloy Be, Zr, V, alloy W,Mo,Ta, Nb, alloy Al, Al alloy BA Mg, Mg alloy ---- BMg Cu, Cu alloy ---- ---- BAg, BAu BCuP, BCuZn Carbon steel BA ---- BAg, BAu BCuZn BAg, BAu BCu, BNi, BCuZn Cast iron ---- ---- BAg, BAu BCuZn BAg, BAu BCuZn BAg, BNi BCuZn Stainless steel BA ---- BAg, BAu BAg, BAu BCu, BNi, BAg, BAu BCu, BNi, BAg, BAu BCu, BNi, Ni, Ni alloy ---- ---- BAg, BAu BCuZn BAg, BAu BCu, BNi, BCuZn BAg, BCu BCuZn BAg, BAu BCu, BNi BAg, BAu BCu, BNi Ti, Ti alloy BA ---- BAg BAg BAg BAg BAg ** Be, Zr, V, alloy ---BA(Be) ---- BAg BAg, BNi* BAg, BNi* BAg, BNi* BAg, BNi* ** ** W,Mo,Ta, Nb, alloy ---- ---- BAg BAg, BCu, BAg, BCu BNi* BNi* BAg, BCu BNi* BAg, BCu BNi* ** ** ** High speed ---steel ---- BAg, BAu BCuZn, BNi BAg, BAu BCu, BNi, BCuZn BAg, BAu BCu, BNi BAg, BAu BCu, BNi, BCuZn ---- ---- ---- ---- : No filler metal, * : modified (not standard) BAg, BAu BCuZn, BNi ** : not standard High speed steel BAg, BAu BCu, BNi, BCuZn s 1 d 2 1 H Li Be Na Mg K Ca Sc Rb Sr Y Cs Ba La Fr Ra Ac 2 Ti Zr Hf 3 4 5 p 6 V Cr Mn Fe Nb Mo Tc Ru Ta W Re Os 7 8 Co Rh Ir 9 10 1 B Al Ga In Tl 2 C Si Ge Sn Pb 3 4 N P As Sb Bi O S Se Te Po 14 Lu Lr Ni Pd Pt Cu Ag Au Zn Cd Hg 3 4 5 6 7 8 Nd Pm Sm Eu Gd Tb U Np Pu Am Cm Bk 9 Dy Cf 10 11 12 13 Ho Er Tm Yb Es Fm Md No f 1 Ce Th 2 Pr Pa 5 6 F Cl Br I At He Ne Ar Kr Xe Rn Fluxes and atmosphere Fluxes Shielding Reduction of surfaces Requirements wettable easily removable never harmful Shielding gas Wettability Set up and joint shape Phenomena in brazing and soldering Wetting ( Surface and interfacial tension ) Conduction of heat Dissolution Flow Diffusion Deformation Oxidation - reduction reaction Solidification -> microscopic structure Wetting driven by surface and interfacial tension What determines equilibrium ( contact angle, meniscus, etc… ) ? – surface and interfacial tension Young’s equation s i l cos Surface and interfacial tension (Surface tension is interfacial tension between material and vacuum.) Surface ( interfacial ) tension – ex. soap film – ex. soap bubble Force on meniscus Laplace equation 1 1 P l R1 R2 Effect of gravity on meniscus on shape of fillet – Curvature changes with height. Surface (interfacial) tension and Surface (interfacial) energy Internal energy and entropy Vb U tot U b U s S tot S b Ss p, T A 1st law and 2nd law of thermodynamics dU tot TdStot pdVb dA dU b TdSb pdVb For bulk, dUs TdSs dA therefore Variables for unit area of surface Us Us A ( p, T ) U s ( p, T ) TSs ( p, T ) Us T Ss Ss A For arbitrary area of surface, U TS dA AdU TdS 0 s Therefore, s s s Us TSs dUs TdSs Ss T p T 0 1 U s T T dT p Relation between Surface (interfacial) tension and Surface (interfacial) energy Surface ( interfacial ) tension Surface ( interfacial ) energy Surface ( interfacial ) entropy ( p, T ) U s ( p, T ) TSs ( p, T ) Us T T 0 1 U s T T dT p Surface contribution of internal energy is important. at 0 K, U s Ss T p T 0 1 U s T T dT s (mJ/m2) Theoretical approach for surface tension at 0 K 3000 2500 2000 Be Shifted step potential Al Zn Ga 500 Stabilized jellium Mg Cd In Pb Hg Li Ca Sr Na SCF-Jellium K Rb Stabilized jellium J.P.Predew, H.Q.Tran and E.D.Smith, Phys. Rev. B, 42, 11627 (1990). Ba 100 Shifted step potential K.Takahashi, and T.Onzawa, Physical Review B, 48, 5689 (1993) 1500 1000 Surface energy at zero tempetrature Electronic theory (quantum mechanics) Cs 2 3 4 5 6 Effective electron density parameter rm (Bohr) SCF-jellium N.D.Lang and W.Kohn, Phys. Rev. B, 1, 4555 (1970). comparison by K.F.Wojciechovski, Surface Science, 437, 285-288 (1999) Other contributions ( phonon, phase transformation ) T ( p, T ) U s T 0 1 U s T T dT p U s U s, electron U s, phonon U s, phase trans. =0, at 0 (zero) K. 2 kF4 U s,electron (T ) K r (r , ) 5m Surface energy Us Phonon + Electron Phase transf. Electron 0 Surface tension Temperature dependence of surface tension 0,ext. Tm T 0 Solid 0 liquid Tm T Experimental measurements of surface tension Experimental value which theorists have been used, is… “extrapolated” 1.1 1.0 Al 0 0,ext. Tm T 0 Zn 0.7 0.6 s (mJ/m2) Electron 0.8 Sn 0.5 0.4 Bi Li 0.3 Na 0.2 Hg K 0.1 Solid 0 Tm Rb Cs liquid T 0.0 0 500 1000 Temperature T (K) 3000 2500 2000 1500 Be Shifted step potential 1500 Al 1000 Pb Surface energy at zero tempetrature Phase transf. Surface tension s (J/m2) Phonon + Electron Surface tension Surface energy Us 0.9 Zn Ga 500 Stabilized jellium Mg Cd In Pb Hg Li Ca Sr Ba Na SCF-Jellium 100 K Rb Cs 2 3 4 5 6 Effective electron density parameter rm (Bohr) Strategy by lecturer for... Data base of Surface- and interfacial- tension Experimental approaches • • • • Cleavage method Zero creep method Thermal grooving method Contact angle method ( sessile drop ) • Adhesion force method • ... Theoretical approaches • • • • Quantum mechanics Thermodynamics Molecular dynamics … !! No experimental method gives perfect information by itself. !! No theory gives perfect information by itself. Conduction of heat (1) Fourier's Law q grad T Heat flux (J/m2s) Thermal conductivity (J/sKm, W/Km) Temperature (K) Diffusion equation T 1 div q div grad T D div grad T t c c Latent heat (J/kgK) Density (kg/m3) Diffusion coefficient (m2/s) D c Diffusion equation for Cartesian coordinate system 2T 2T 2T T D 2 2 2 t y z x Conduction of heat (2) Solutions for special boundary conditions – Steady state (t=), one dimensional 2T T D 2 0 t x T ( x) C1 x C2 – Steady state (t=), axially symmetric 2T 1 T T 0 D 2 t r r r T (r ) C1 ln r C2 – Steady state (t=), center symmetric 2T 2 T T 0 D 2 t r r r 1 T ( r ) C1 C 2 r Y-AXIS 0.4 Conduction of heat (2) 0.2 0 Basic solutions of diffusion equation – one dimensional Q T c -10 for heat input Q Q (J/m) linear heating x 2 y 2 Q 1 T exp c 4Dt 4 Dt – three dimensional 0 X-AXIS area heating x 2 1 exp 4 Dt 4Dt – two dimensional -20 Q (J/m2) point heating x 2 y 2 z 2 Q 1 T exp 3/ 2 c 4Dt 4 Dt Q (J/m3) 10 20 l Dissolution s increasing temperature A g - C u p h ase d i ag r am . L i – heating – heat conduction concentration – filler metal – diffusion Solubility limit Phase diagram S Flow Wettability driving force Viscosity dragging force Approximation “Liquid is always uniform.” Diffusion Fick’s 1st law, Fick’s 2nd law, and Diffusion equation 2C 2C 2C C D 2 2 2 t y z x Application of basic solutions x 2 c0 C exp 4 Dt 4Dt Y-AXIS 1 0.5 0 -10 0 10 X-AXIS C c0 x 1 erf 2 4 Dt where erf 2 0 exp 2 d Diffusion When material P is joined with insert (filler) metal, change in concentration profiles across bond interface. x C cs 1 erf 4 Dt and if below eutectic temperature… joint of P and Q at T0 ,… joint of P and Q at <Teutectic ,… Q is inserted,... etc... Deformation : Deformation around joint Elastic deformation usually negligible Plastic deformation Creep deformation Diffusional deformation ( diffusional creep ) L Before contact h00 Surface After plastic deformation Void During creep deformation – surface diffusion – boundary diffusion – volume diffusion X (a) Boundary diffusion Void Solid phase bonding Surface diffusion Volume diffusion (b) Time required for perfect contact by deformation L Void 10 10 10 10 10 (s) 5 10 10 L=10 m , h 00 =1 m 4 3 L=1 m , h 00 =0.1 m 2 1 0 800 1000 Tem perature T 1200 (K) 6 T=1000 K t fin P b =10 M Pa 10 Tim e required for perfect contact 6 Tim e required for perfect contact 10 t fin (s) X 10 10 10 10 10 5 L=10 m , h 00 =1 m 4 3 2 L=1 m , h 00 =0.1 m 1 0 0 5 10 Bonding pressure Pb 15 (M Pa) 20 L=10m, h 00=1 m, P b=10MPa Volume diffusion Boundary diffusion 50 Creep deformation 0 Plastic deformation 800 – surface diffusion – boundary diffusion – volume diffusion 1000 Bonding temperature T (K) 1200 L=10m, h 00=1 m, T=1000K 100 Volume diffusion S (%) Elastic deformation Plastic deformation Creep deformation Diffusional deformation Why it is called “diffusion” bonding ? L Void X Percent bonded area Percent bonded area Dominant mechanism S (%) 100 Boundary diff. 50 Creep deformation 0 0 Plastic deformation 10 Bonding pressure Pb (MPa) 20 L=10m, h 00=1 m, P b=10MPa 50 Creep deformation popular roughness Plastic deformation 800 Volume diffusion 100 Percent bonded area S (%) Percent bonded area Boundary diffusion 0 L=1m, h 00=0.1 m, P b=10MPa S (%) Volume diffusion 100 If you want to use diffusion for precise joining… 1000 Bonding temperature T (K) Boundary diffusion 50 Creep deformation 0 1200 Plastic deformation 800 L=10m, h 00=1 m, T=1000K Percent bonded area 50 Creep deformation L Void 0 Plastic deformation 10 Bonding pressure Pb (MPa) 20 X 1200 Volume diffusion S (%) 100 Percent bonded area If carefully prepared... Volume diffusion Boundary diff. 0 T (K) L=1 m, h 00=0.1 m, T=1000K S (%) 100 1000 Bonding temperature Boundary diffusion 50 Creep deformation 0 0 Plastic deformation 10 Bonding pressure Pb (MPa) 20 Oxidation - reduction reaction between fluxes and metal ex. Cu joint by Pb-Sn solder with HCl flux – Reduction of base metal surface CuO 2HCl CuCl 2 H2O – Shield of molten metal Sn 2HCl SnCl 2 H2 – Assist wettability Cu SnCl 2 CuCl 2 Sn Oxidation - reduction reaction between atmosphere and metal ex. atmospheric brazing with hydrogen gas MmOn nH2 m M nH2O G0 G 0 H 2O G 0 H2 pH 2 O G RT ln K RTn ln pH 2 0 depending on Material (M) Partial pressure of H2O Partial pressure of H2 Liquid N2 trap, Silica gel, etc... Gas control Solidification Phase diagram precipitation process Microscopic structure Mechanical property – materials – cooling rates ex. Fe-C system P b - Sn p h ase d i ag r am . ex. Pb-SnA ssessed solder eutectic phase Ball Grid Array (BGA) in “flip chip” technology Eutectic phase can be seen. Weakness of low melting point material ex. Pb-Sn solder Cracking Thermal effect 150 C 100 hours Brittleness of inter-metallic A ssessed F e- A l p h ase d i ag r am . compound ex. Fe - Al Although Al is low melting point material,... ex. filler metal for Al: Low melting point precise heat control A ssessed A l - Si p h ase d i ag r am . A ssessed A l - M g p h ase d i ag r am . A ssessed A l - Z n p h ase d i ag r am . A ssessed A l - C u p h ase d i ag r am . Weld metal solidification crack ex. Al at the end of the solidification, the liquid vanish very quickly lack of liquid crack ex. Ti - Ti bonding with Cu film A ssessed T i - C u p h ase d i ag r am . Exercise 1 Schematically, illustrate a concentration profile at 700 C across the A g - C u p h ase d i ag r am . interface of diffusion couple (Ag/Cu), considering phase diagram. Exercise 2 Cu samples are bonded using insert film of Ag by keeping joint at 900 C. After liquid metal vanished, the joint was cooled to room temperature. Schematically, illustrate a change of concentration profile across the interface. A g - C u p h ase d i ag r am . Exercise 3 Choose a percentage of Sn in Pb-Sn solder. A ssessed P b - Sn p h ase d i ag r am . And answer a soldering temperature. Exercise 4 List up deformation mechanisms for solid phase bonding. fin. ボツ Conduction of heat Application of basic solutions – Step distribution in t=0. – Area heating – Linear heating – Point heating Thermal conductivity, Specific heat, Mass density Temperature dependence Thermal diffusion coefficient Surface and interfacial tension (Surface tension is interfacial tension between material and vacuum.) Meniscus between flat plane