3D weaves
advertisement

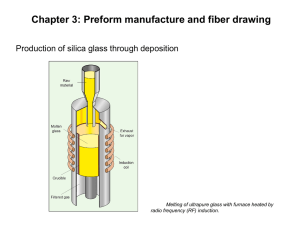
Identifying the Problem The lack of preferential anisotropic reinforcement in “mainstream” composites has provided motivation to develop materials with multidirectional strength components. Many multidirectional systems exhibit delamination as a primary mode of failure. Three-dimensional (3D) weaving solves both problems--but so far the composite manufacturer and weaver don’t fully communicate each other’s needs. Traditional 2D Weaving warp fill fabric formation zone fabric flow heddle eye warp ends warp filling insertion (through shed) harness movement filling Processing of 3D Woven Preforms warp ends filling insertion shed weaver warp filling insertion fabric movement Typical 3D Woven Geometry Preform Variables fiber type (IM7, AS4) yarn size (3k, 6k, 12k) yarn distribution (%0°, %90°, %z) weave construction, particularly the placement of the weavers (in-phase or out-of-phase) yarn spacing (yarns per inch) fabric weight (oz/yd2) fiber volume fraction (Vf) weave angle Typical Constituents of 3D Woven Preforms Most commonly used are graphite tows, with availability the limiting factor in many cases. Fiber type Density Linear density Tow crosssectional area g/cm3 lb/in3 tex lb/106 in mm2 in2 x 10-4 IM7-12k 1.77 0.064 446 25.0 0.252 3.90 AS4-3k 1.79 0.065 211 11.8 0.117 1.82 AS4-6k 1.79 0.065 425 23.8 0.237 3.67 AS4-12k 1.79 0.065 857 48.0 0.486 7.54 Preform Input Parameters Using fiber volume (Vf), thickness (t), ply percentages (wt%) as inputs: wt%1 wt%2 wt%n w Vf = ... t r r rn Here r is fiber density for each n fiber type and w is the preform areal density. Yarn spacings needed for each ith system (warp, fill, weaver) can then be found using the tow linear density N: yarns per inch ypii wi Ni cos i Weave Angle Projection 1/ppil t Np / ppil t an = t ppil Np Determining Preform Thickness Requirements Tows required to meet thickness can be estimated assuming a common aspect ratio (AR): AR = b a a d b A ab a2AR a= a A 3.9 104 in 2 6 tows needed for thickness A =d 1 4AR AR .00455 in 6 total thickness tow thickness t 2a 0.100 inches 2 .00455 inches 11 tows 3D Woven Preform Case Study Two sample preforms were specified, each with a 45°weave angle requested: Param eter %0° fiber 0° fiber type %90° fiber 90° fiber type %z fiber z fiber type thickness (inches) Volum e fraction (%) Sample 1 Sample 2 47 77 IM7-12k IM7-12k 47 17 IM7-12k IM7-12k 6 6 AS4-3k AS4-6k 0.100 0.100 56 56 The preforms were procured from a weaver, then evaluated based on the design methodology. Example Calculations Example Calculations for Sample 2, using IM7-12k graphite tows for all inputs: Fiber direction % tows directional areal density 2 (oz/yd ) 0° 77 57.23 90° 17 12.63 ttt 6 4.46 Total 100 74.32 0°: ypi = 57.23 oz yd 2 6 2 yd 110.4 ypi 25.0 lbs 16 oz 36 in 10 in 6 lb 2 90°: yd ypi = 12.63 24.4 ypi 2 25.0 lbs 16 oz 36 in yd z: yd 2 ypi = 4.46 cos i = 7.9 ypi 2 25.0 lbs 16 oz 36 in yd oz oz 10 in 10 6 in lb lb Applying the Methodology Sample 1 Param eter 0° 90° ttt Requir ed Reported Requir ed Reported Requir ed Reported areal weight (oz/yd2) 34.9 34.9 34.9 34.9 4.5 4.5 yarns per inch 67.5 67.5 67.5 67 18.2 16 Volum e fraction 26.4 22.9 26.4 22.9 3.3 2.9 Sample 2 Param eter 0° 90° ttt Requir ed Reported Requir ed Reported Requir ed Reported areal weight (oz/yd2) 57.2 12.5 12.6 57.2 4.5 4.5 yarns per inch 110.4 24 24.4 110 8.3 6 Volum e fraction 43.2 7.5 9.4 34.6 3.3 2.7 Measuring the Weave Angle 9° Sample Measured angle Predicted angle 1 9.0° 14.4° 2 22.5° 22.7° 22.5 ° Examining Volume Fraction from Input Parameters Evaluating Sample 2: yd 2 6 ypi = wz 2 cos22.5 11.8 lbs 16 oz 36 in yd oz 106 in lb w = 1.59+57.22+12.45 = 71.26 oz/yd2 36 in2 16 oz oz Vf .064 3 .100 in 71.26 2 yd lb in yd lbs Vf = 53.7% It was calculated that 74.3 oz/yd2 was needed to meet the 56% volume fraction specified Conclusions The methodology has been developed for crossdisciplinary understanding of the key variables in 3D weaving Standardization and increased use of 3D woven preforms should increase the communication between weaver and customer The key for both sides: Understanding each other’s capabilities and limitations