ppt - Department of Mechanical Engineering
advertisement

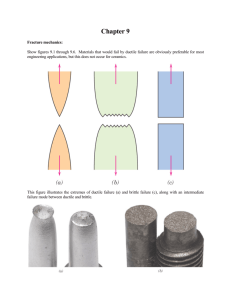
Week 5 Fracture, Toughness, Fatigue, and Creep MATERIALS SCIENCE Mechanical Failure ISSUES TO ADDRESS... • How do flaws in a material initiate failure? • How is fracture resistance quantified; how do different material classes compare? • How do we estimate the stress to fracture? • How do loading rate, loading history, and temperature affect the failure stress? Ship-cyclic loading from waves. Computer chip-cyclic thermal loading. 2 Hip implant-cyclic loading from walking. What is a Fracture? Fracture is the separation of a body into two or more pieces in response to an imposed stress that is static and at temperatures that are low relative to the melting temperature of the material. The applied stress may be tensile, compressive, shear, or torsional Any fracture process involves two steps—crack formation and propagation—in response to an imposed stress. Fracture mechanisms 4 Ductile fracture Occurs with plastic deformation • Brittle fracture – Little or no plastic deformation – Catastrophic Ductile vs Brittle Failure • Classification: 5 Fracture behavior: %AR or %EL • Ductile fracture is usually desirable! Very Ductile Large Ductile: warning before fracture Moderately Ductile Brittle Moderate Small Brittle: No warning Example: Failure of a Pipe • Ductile failure: --one/two piece(s) --large deformation • Brittle failure: --many pieces --small deformation 6 Moderately Ductile Failure • Evolution to failure: necking s • Resulting fracture surfaces void nucleation void growth and linkage shearing at surface 50 50mm mm (steel) 100 mm particles serve as void nucleation sites. 7 fracture Ductile vs. Brittle Failure 8 cup-and-cone fracture brittle fracture Transgranular vs Intergranular Fracture Transgranular Fracture Intergranular Fracture Brittle Fracture Surfaces • Transgranular • Intergranular (between grains) (within grains) 304 S. Steel (metal) 316 S. Steel (metal) 160 mm 4 mm Polypropylene (polymer) 1 mm 10 Al Oxide (ceramic) 3 mm Ideal vs Real Materials • Stress-strain behavior (Room T): E/10 s perfect mat’l-no flaws TS carefully produced glass fiber E/100 typical ceramic typical strengthened metal typical polymer 0.1 e • DaVinci (500 yrs ago!) observed... -- the longer the wire, the smaller the load for failure. • Reasons: -- flaws cause premature failure. -- Larger samples contain more flaws! 11 << TS engineering materials perfect materials Flaws are Stress Concentrators! 12 Results from crack propagation Griffith Crack a s m 2so t t 1/ 2 K t so where t = radius of curvature so = applied stress sm = stress at crack tip Kt = Stress concentration factor Concentration of Stress at Crack Tip 13 Engineering Fracture Design • Avoid sharp corners! 14 so smax Stress Conc. Factor, K t = so w smax r, fillet 2.5 h 2.0 increasing w/h radius 1.5 1.0 0 0.5 sharper fillet radius 1.0 r/h Crack Propagation 15 Cracks propagate due to sharpness of crack tip A plastic material deforms at the tip, “blunting” the crack. deformed plastic region brittle Energy balance on the crack Elastic strain energyenergy stored in material as it is elastically deformed this energy is released when the crack propagates creation of new surfaces requires energy When Does a Crack Propagate? 16 Crack propagates if above critical stress i.e., sm > sc where 1/ 2 2E s sc a a s m 2so t E = modulus of elasticity s = specific surface energy (J/m2) a = one half length of internal crack For ductile => replace s by s + p where p is plastic deformation energy 1/ 2 K t so Fracture Toughness: Design Against Crack Growth • Crack growth condition: K ≥ Kc = Ys a • Largest, most stressed cracks grow first! --Result 2: Design stress --Result 1: Max. flaw size dictates max. flaw size. dictates design stress. sdesign Kc Y amax amax amax s fracture no fracture 1 K c Ysdesign fracture no fracture amax 17 s 2 Fracture Toughness For relatively thin specimens, the value of Kc will depend on specimen thickness. However, when specimen thickness is much greater than the crack dimensions, Kc becomes independent of thickness. The Kc value for this thick-specimen situation is known as the plane strain fracture toughness KIC Fracture Toughness Metals/ Alloys Graphite/ Ceramics/ Semicond Composites/ Polymers 19 fibers 100 K Ic (MPa · m0.5 ) 70 60 50 40 30 C-C(|| fibers) 1 Steels Ti alloys Al alloys Mg alloys 20 Al/Al oxide(sf) 2 Y2 O 3 /ZrO 2 (p) 4 C/C( fibers) 1 Al oxid/SiC(w) 3 Si nitr/SiC(w) 5 Al oxid/ZrO 2 (p) 4 Glass/SiC(w) 6 10 7 6 5 4 Diamond Si carbide Al oxide Si nitride PET PP 3 PVC 2 1 0.7 0.6 0.5 PC <100> Si crystal <111> Glass -soda Concrete PS Polyester Glass 6 Kc = Ys a Design Example: Aircraft Wing • Material has Kc = 26 MPa-m0.5 • Two designs to consider... Design A --use same material --largest flaw is 4 mm --failure stress = ? --largest flaw is 9 mm --failure stress = 112 MPa • Use... sc Design B Kc Y amax • Key point: Y and Kc are the same in both designs. --Result: 112 MPa sc 9 mm amax A sc amax B Answer: (sc )B 168 MPa • Reducing flaw size pays off! 4 mm 20 Loading Rate 21 • Increased loading rate... -- increases sy and TS -- decreases %EL s sy TS • Why? An increased rate gives less time for dislocations to move past obstacles and form into a crack. e larger TS e smaller sy e Impact Testing 22 • Impact loading: (Charpy) -- severe testing case -- makes material more brittle -- decreases toughness final height initial height Impact Tests A material may have a high tensile strength and yet be unsuitable for shock loading conditions Impact testing is testing an object's ability to resist high-rate loading. An impact test is a test for determining the energy absorbed in fracturing a test piece at high velocity Types of Impact Tests -> Izod test and Charpy Impact test In these tests a load swings from a given height to strike the specimen, and the energy dissipated in the fracture is measured A. Izod Test The Izod test is most commonly used to evaluate the relative toughness or impact toughness of materials Izod test sample usually have a Vnotch cut into them Metallic samples tend to be square in cross section, while polymeric test specimens are often rectangular Izod Test - Method It involves striking a suitable test piece with a striker, mounted at the end of a pendulum The test piece is clamped vertically with the notch facing the striker. The striker swings downwards impacting the test piece at the bottom of its swing. Determination of Izod Impact Energy At the point of impact, the striker has a known amount of kinetic energy. The impact energy is calculated based on the height to which the striker would have risen, if no test specimen was in place, and this compared to the height to which the striker actually rises. Tough materials absorb a lot of energy, whilst brittle materials tend to absorb very little energy prior to fracture B. Charpy Test Charpy test specimens normally measure 55 x 10 x 10mm and have a notch machined across one of the larger faces The Charpy test involves striking a suitable test piece with a striker, mounted at the end of a pendulum. The test piece is fixed in place at both ends and the striker impacts the test piece immediately behind a machined notch. Factors Affecting Impact Energy For a given material the impact energy will be seen to decrease if the yield strength is increased 2. The notch serves as a stress concentration zone and some materials are more sensitive towards notches than others 3. Most of the impact energy is absorbed by means of plastic deformation during the yielding. Therefore, factors that affect the yield behavior (and hence ductility) of the material such as temperature and strain rate will affect the impact energy 1. Effect of Temperature on Toughness • Increasing temperature... --increases %EL and Kc • Ductile-to-Brittle Transition Temperature (DBTT)... Impact Energy FCC metals (e.g., Cu, Ni) BCC metals (e.g., iron at T < 914°C) polymers Brittle More Ductile High strength materials ( s y > E/150) Temperature Ductile-to-brittle transition temperature 29 Fatigue Test Fatigue is concerned with the premature fracture of metals under repeatedly applied low stresses A specified mean load (which may be zero) and an alternating load are applied to a specimen and the number of cycles required to produce failure (fatigue life) is recorded. Generally, the test is repeated with identical specimens and various fluctuating loads. Data from fatigue testing often are presented in an S-N diagram which is a plot of the number of cycles required to cause failure in a specimen against the amplitude of the cyclical stress developed Fatigue Testing Equipment Fatigue Loading Fatigue Test - S-N Curve This S–N diagram indicates that some metals can withstand indefinitely the application of a large number of stress reversals, provided the applied stress is below a limiting stress known as the endurance limit Fatigue Mechanism • Crack grows incrementally da m K dN typ. 1 to 6 ~ s a • Failed rotating shaft increase in crack length per loading cycle crack origin --crack grew even though Kmax < Kc --crack grows faster as • s increases • crack gets longer • loading freq. increases. 34 Improving Fatigue Life 35 1. Impose a compressive surface stress (to suppress surface cracks from growing) S = stress amplitude Increasing sm near zero or compressive sm moderate tensile sm Larger tensile sm N = Cycles to failure --Method 1: shot peening --Method 2: carburizing shot put surface into compression 2. Remove stress concentrators. C-rich gas bad better bad better 4. Creep Test Creep is defined as plastic (or irrevresible) flow under constant stress Creep is high temperature progressive deformation at constant stress A creep test involves a tensile specimen under a constant load maintained at a constant temperature. At relatively high temperatures creep appears to occur at all stress levels, but the creep rate increases with increasing stress at a given temperature. Creep Test Creep occurs in three stages: Primary, or Stage I; Secondary, or Stage II, and Tertiary, or Stage III Creep Test Stage I occurs at the beginning of the tests, and creep is mostly transient, not at a steady rate. In Stage II, the rate of creep becomes roughly steady In Stage III, the creep rate begins to accelerate as the cross sectional area of the specimen decreases due to necking decreases the effective area of the specimen Creep • Occurs at elevated temperature, T > 0.4 Tm tertiary primary secondary elastic 39 Secondary Creep • Strain rate is constant at a given T, s stress exponent (material parameter) Qc e s K 2s exp RT n strain rate material const. • Strain rate increases for higher T, s activation energy for creep (material parameter) applied stress 200 100 Stress (MPa) 427°C 538 °C 40 20 649 °C 10 10 -2 10 -1 1 Steady state creep rate es (%/1000hr) 40 Creep Failure • Failure: along grain boundaries. •41Estimate rupture time S-590 Iron, T = 800°C, s = 20 ksi g.b. cavities applied stress 20 10 Stress, ksi 100 data for S-590 Iron • Time to rupture, tr T ( 20 logtr ) L function of applied stress time to failure (rupture) temperature 1 12 16 20 24 28 L(10 3 K-log hr) 24x103 K-log hr T ( 20 logtr ) L 1073K Ans: tr = 233 hr Numerical Problems Problems 8.1 – 8.10; 8.14 – 8.23; and 8.27