Composites 101
advertisement

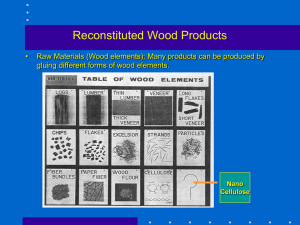
Composites 101 An introduction to composites design and manufacturing Potential Instructors Bo Pollett Fred Briggs Class list 11/23/13 – 13:00 Corry Lazarowitz David Stewart Overview Introduction to Composites Manufacturing Techniques Part Selection Simple parts Complex parts Vacuum Mold Making Vacuum Thermoplastic Forming EEOP Tool Prep Wet Layup Trimming Introduction A composite part is defined as something that is made with more than one material The most commonly engineered composites are filament reinforced plastics like carbon fiber and epoxy Materials Overview - Fibers Different fibers provide different physical properties as well as a different look. Here are some general material categories: Fiberglass is a great all around material with medium strength, a low cost and lower weight than wood, plastic, or metal Carbon fiber ranges from still to really stiff and is well suited for aircraft and performance applications where weight reduction is worth the high cost Kevlar is in between fiberglass and carbon in terms of stiffness, cost, and weight, but has a very high impact energy resistance and is well suited for impact resistant applications like boat sails and sports equipment Materials Overview - Matrix The glue that holds the fibers together is called a matrix. It is usually a long chain hydrocarbon based plastic, but there are lots of specialty matrix materials as well. Here are a few examples of common matrix materials: Polyester or Vinylester resin is a 1 part liquid that required a few drops of MEKP catalyst to begin hardening. It is low cost and low strength material. Good for everyday applications like civil engineering or commercial products like surfboards. Epoxy is a 2 part resin that has very specific mixing ratios based on the manufacturer. This resin is stronger than the esters but also more expensive. Ceramic matrix is a powder that is kiln fired like clay to create a brittle but very high temp composite. This is often found in rocket motor parts or brake pads. Manufacturing With a Mold Tool Painting resin on fabric is called “wetting out” Placing carbon fabric on a tool and painting it with resin will cause the carbon to harden in the shape of the tool Mold Tool Wet Layup Cured Part Mold Tool Basics Mold tools for a new part are often made with a cnc machine If a part already exists, a mold tool can be made for less cost by using the original part as a “master” or “plug” The mold tool will be an inverse of the part, called a “splash” It is important to factor in material thickness when deciding which side of a part to use for the splash A splash can be made using various methods and materials Vacuum thermoplastic forming Composite wet layup Resin casting Latex painting Different tool making methods have unique strengths and weaknesses Simple Parts Select a part to use as a “master” or “plug” The part should have a smooth surface The part cannot be “trapped” The part must have holes sealed up with tape or clay The part should have a continuous edge that can be extended The part should be 1-sided or multisections Complex Parts Closed structures require special layup methods Closed or trapped structures require special tooling Complex and accurate cutouts must be made with a cnc router or a waterjet cutter Core or other inter-laminate inserts Vacuum Thermoplastic Forming Vacuum forming can be used to create composite molds Place the plug (original part) on the vacuum table Hold the plug in place with tape, clay, or pins Create an extended edge of part (EEOP) if the plug has hard edges (see next slide) Heat plastic sheet Place hot plastic sheet over part and apply vacuum When plastic is cool, remove it from the vacuum table Locating pins and edge of part scribes can be added to the plug in order to improve the accuracy of the final product Extended Edge of Part (EEOP) An EEOP will allow the tool layup to go beyond the edge of the part creating a continuous edge The composite part will be trimmed afterward and maintain the exact same shape as the original part Tool Prep The resin will soak into the fabric and cure in any shape, which is why an accurate mold tool is important Resin will stick to almost anything when it cures, so a release agent like wax must be applied to the mold tool before putting resin on it The plastic sheet tool may be flimsy and require reinforcement of some kind Wet Layup Begin by preparing all the material you will need for the whole layup process, a checklist can help Covered work table, gloves, mixing stick, resin, mold tool, paintbrush, cut fabric, cleaning supplies Mix the resin as specified by the directions, the ratio has to be very accurate and mixing has to be very thorough Paint a layer of resin on the tool Lay the first ply of fabric on the tool being sure to press it into all the corners Gently brush a layer of resin on top of the fabric, be sure not to pull the fabric or it will come off the surface of the tool Add the next layer of fabric and repeat until every ply has been used The amount of fabric and thickness of resin coats will determine the strength and weight of the part Set the part aside so it can cure undisturbed at 70-85 F Trimming The part will come out of the mold with long, rough edges The part will have to be trimmed back to the original edge of part line This can be done with scissors or may require a rotary tool depending on the thickness and material The final edges should be sanded to remove any splinters Be careful when cutting or sanding composites, the material has very sharp edges and makes toxic dust, always wear proper breathing and eye protection when trimming Safety Precautions 1. Wear a mask when working with resin and work in a well ventilated area. Working outdoors on a warm day is the best option. Be sure not to work in an area where others may be effected by the fumes of the resin. 2. Resin can “cook off” if it is left in the cup too long. This is due to the fact that a higher volume causes more reactions and a more exponential runaway of the chemical reaction. This reaction can reach 300F and cause burns or damage. If this occurs, put the cup into a well ventilated area immediately away from other people or objects. 3. Fibers can cause rash or skin discomfort. Wear gloves when handling large amounts of material. Do not get material in contact with face, eyes or soft tissue. 4. Wear a mask when sanding or trimming composites. Composite dust is especially dangerous since it is so fine. Sanding or trimming can cause dust to get into the air, lungs, and eyes. Be sure to sand in a well ventilated area away from other people. Carbon dust is also conductive and will cause electronics to short out. Kevlar materials are especially tough and can overheat and destroy power drilling and cutting tools. Be sure to have proper cutting bits and blades for composites. When drilling composites, be sure to clamp down parts so that they cannot get caught in a drill and begin spinning. Process Overview 1. Gather prep materials: scissors, painters tape, release agent 2. Prepare mold surface: mold tool sealed or a permanent plug sanded 1. Optional vacuum bagging materials: plastic film, peel ply (breather), bleeder cloth, sealant tape, suction ports (frogs), vacuum line, vacuum gauge, vacuum pump 3. Cut fiber to size: woven sheet, filament tow, braided sock, etc. 4. Gather mixing materials: Mixing materials: cups, stir sticks, gloves, mask, cleaning agents, brushes 5. Mix matrix: polyester resin, vinylester resin, epoxy, etc. 6. Apply fibers and resin to mold surface, ensure complete wet out 7. Allow matrix to cure per manufacturers instructions 1. Apply vacuum bag for lower weight final product 8. Remove part from mold using rubber or plastic shims 9. Trim part with proper rotary tools, be sure to use a mask and proper ventilation Resources Questions Project 1 – Light Switch Plates Thermoform a light switch plate Be sure to cover the holes with tape or clay Leave witness marks to make trimming easier Use the thermoform as a tool for layup Use one ply of carbon and one ply of glass Vacuum bag all the plate covers in one envelope bag Use the Blacktoe CNC router to trim the holes A jig may be used to locate the hole centers and make the process go faster Project 2 – Wine Bottle Holder Lay carbon up carbon ply on the convexed surface Add class plys for strength if needed Place the core on the center of the convexed surface Add glass plys for strength if needed Cover with carbon ply Peel ply the bag side Vacuum bag Demold and trim Clear coat the bag side for gloss finish