Hewlett-Packard: DeskJet Printer Supply Chain
advertisement

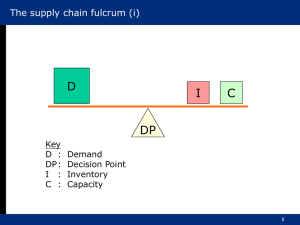
Hewlett-Packard: DeskJet Printer Supply Chain Coordinated Product and Supply Chain Design BACKGROUND HP was founded in 1939 William Hawlett and David Packard In 1990, 50 operations, Revenues of $13.2 billion and Net income of $739 million Six Products Groups The Peripheral Group was the 2nd largest ◦ Printers, Plotters, Magnetic Disks, Terminals PRINTER MARKET In 1990, 17 million units of workgroup and personal printers, $10 billion 40% impact/dot matrix 40% laser 20% inkjet By 1990, customers became aware of inkjet printers (cheap and high quality) HP and Canon pionereed ink-jet technology The DeskJet Printer Introduced in 1988 In 1990, sold 600,000 units, $400 million Mission statment: To become the recognized world leader in low cost premium quality printers for offices and homes Main division is located Vancouver Consolidating four divisions Colorado, Idaho, California, Oregon Manufacturing Printer In 1979, Manufacturing Cycle is 8 to 12 weeks 3.5 months of inventory In 1981, Just-in-Time strategy had been introduced Reduced inventory from 3.5 months to 0.9 months However, this strategy and production system were not used efficiently. Bob Foucoult: “We were all dressed up but no one to take us to the dance”” Manufacturing Printer In 1988, this innovetive product line was used effectively, with new model “DeskJet printer” With this new model, nearly-letter-quality resolution is obtained and standard paper was used. HP has already had knowledge and implementation for the ink-jet technology and also streamlined manufacturing process All these capabilities gave the HP chance become the market leader in the ink-jet printer market. The DeskJet Supply Chain Supplier, manufacturing facility, distribution centers, dealers, and customers Manufacturing is done by HP, in Vancouver ◦ Two stages of manufacturing Printed circuit board assembly and test (PCAT) Final assembly and test (FAT) Three Distribution Centers ◦ US, Europe, Far East (shipping to Europe and Far East by ocean) Localization ◦ For Europe and Far East, printer has to be customized (language and power supply req.) The DeskJet Supply Chain Factory Cycle Time ◦ Through PCAT and FAT, about a week Transportation ◦ From Vancouver to US DC, about a day ◦ From Vancouver to Far East DC and Europe DC, 4-5 weeks Just-in-Time strategy ◦ Make-to-Stock ◦ Target inventory level=Forecasted Sales+Safe Stock The DeskJet Supply Chain Three major sources of uncertainty affecting supply chain ◦ Delivery of incoming materials (late shipment, wrong part) ◦ Internal process (Equipment Efficiency, Machine Downtimes) ◦ Demand Delivery of incoming materials and internal process have an impact on manufacturing lead time Demand has an impact on inventory The DeskJet Supply Chain The Distribution Process ◦ Perfomance Measures: Inventory Level and Distribution Cost per gross shipment dollar Major Costs: Outbound Frieght and Salaries ◦ Distribution Center’s Process Receive final products from supplier and store them Retrieve products which is needed to satisfy the orders of customer Arrange and pack the order, make it ready to be sent to customer Ship the order with proper transportation vehicle ◦ The Main issue is if the DC is operated as warehousing or integration Problems and Issues Determine the right level of inventory (best safety stock amount) and provide high level of service is a big challenge Find the best way to satisfy customer while minimizing inventory Reduce the uncertainty caused by delivery of incoming materials, impoving manufacturing and equipment efficiency, reduce downtimes Improve the forecast accuracy Problems and Issues Forecast errors, especially in Europe ◦ Product shortages and piled up inventory ◦ Safety Stock Rules fail a lot, not meet the target inventory ◦ Inconsistent inventory level causes unsatisfied customer and loss of sales ◦ Various demands from the three regions (US, Europe and Far East) and analyze/consolide/interprate demands and customer behaviour Problems and Issues Transportation ◦ It takes long time to ship products from US to Europe and Far East ◦ If there is a shortage in Europe and Far East, it is hard to fix it ◦ Reduce transportation lead time in order to diminish long replenishment lead time Inventory ◦ Increase or utilize the current capacity ◦ Similar to establishing new inventory, analyze whether a plant is set up in Europe or not Solutions Make the forecast more accurate ◦ Collecting related data month by month for every single product, and also examine aggregate demand To be prapared to manufacture customized power supply and manual ◦ Anaylze HP and competitor’s sales of previous years Define an average sale of each month, calculate standard deviation, be aware of trends ◦ Similarly, data loss of sales, stock outs, and backorders have to be examined ◦ This research has to be done especially for Europe Market and European customer behavior Customer surveys and analyze expectation/satisfaction Solutions Making the forecast more accurate provides some benefits ◦ More accurate forecast provides more reliably safety stock level and reduce amount of unnecessary products stocked in inventory ◦ Reduce the replenishment lead time Reduce unsold products, it is crucial because product’s technologic clock speed is high Reduce inventory holding cost and cost of unsold products ◦ Avoid stockouts, unsatisfied demand, loss of customer Solutions Increase the capacity of inventory ◦ Analyze the cost of lost sales ◦ European DC runs out of space to store as DC tells and complains ◦ If investing on a new inventory diminishes the lost sales and it is more profitable ◦ Revise safety stock rules, so the target inventory levels that is sum of safety stock and forecast Solutions Establishing a new facility ◦ Since the transportation lead time is long, in order to satisfy customer’s demand, setting up a plant might be a solution, similar to set up a new inventory ◦ Since the forecast is not good in Europe, to decide whether factory is opened or not, European sales and market have to be examined precisely and volume of production should be worth it ◦ It is possible to revise the DC that is operated to complete the integration of printers, not to manufacture a printer from a rough Solutions Transportion ◦ It is very long time to transport products from US to Europe and Far East ◦ Vessels are chosen as transportation vehicle ◦ Air transportation would shorten the lead time and make the company ready to satisfy customer