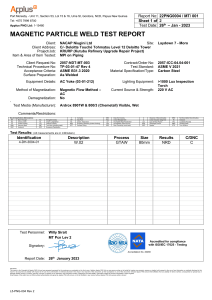
Report No: 23PNG0004 / RT-PI/255 Sheet 1 of 2 Test Date: 31st Jan -2024 Port Moresby - Unit 11, Section 53, Lot 15 & 16, Ume St, Gordons, NCD, Papua New Guinea Tel: +675 7999 8700 Applus PNG Ltd: 1-15480 RADIOGRAPHIC WELD TEST REPORT Client Name: Client Address: Project/Job: Client Request No: Test Standard: NACAP Niugini Ltd Site: C/- Deloitte Touche Tohmatsu Level 12 Deloitte Tower KRURP (Kutubu Refinery Upgrade Repair Project) 2057-NDTR-561 Contract/Order No: ASME V (2021) Acceptance Criteria: IQI Type/s: 10 FE EN Material: ASTM A106 GR B Comments/Restrictions: Welding Process – GTAW Key to Imperfection Abbreviations as per AS 4749 - 2007 C Complies DNC Does Not Comply No Recordable Discontinuities AS Arc Strike BT Burn Through CP Crater Pipe Hollow Bead IC Copper Inclusion IL IN Inclusion Edge Crack KL Crack, Longitudinal KT Crack, Transverse LI Lack of Interun Fusion LP LR PL Linear Porosity PU Uniform Porosity SED SGI SMG Lack of Root Fusion Grinding Mark SPT Surface Pitting SSP Spatter STS Excessive Dressing (Underflushing) Torn Surface Linear Inclusion (slag line) Incomplete Root Penetration Shrinkage Groove Undercut internal SXP EC Elongated Cavity GP Gas Pore IO Oxide Inclusion IT Tungsten Inclusion KC Crack, Crater KE LS Lack of Side Fusion Pd Processing Defect PG Localised Porosity Hammer Mark SMT Tool Mark (chipping mark) Worm Hole WT Wagon Tracks Test Results: (All measurements are in millimetres) Dia / Material Identification Length Thickness 500-051-ISO-1639-1 FFW03 80 7.62 SRC Root Concavity (suck back) Feb-2024 SUC (e) Incompletely Filled Groove Undercut external SGS SUC (i) Excessive Penetration Film Position Interpretation Test Method IQI Position (S / F) Req. Wire No. / % Achieved Wire No. / % Density (Weld Metal) Density (Parent Metal) C/ DNC A NRD DWDI S W11/3.01% W12/2.35% 2.5-3.2 3.4 C B NRD DWDI S W11/3.01% W12/2.35% 2.4-3.2 3.4 C Test Personnel: Jonathan Songo (RSO) Willy Sirait (SNT-TC-1A RT Level 2) Signatory: Willy S Sign. Report Date: 01st NRD Pb 0.027 HB Diffraction Mottling Absence of Discontinuities Screen Details: TP-02-01-58 Rev 7 Ir-192 & 2.295mm Linear Misalignment DM A Technical Procedure No: Radiation Source & Size: HiLo Debris In Pipe WH 2057-ICC-04.04-001 ASME B31.3 – 2020 Table 341.3.2 AGFA D4 10x24 As Welded/Buffed Film Type: Surface Condition: DIP SMH Refinery Accredited for compliance with ISO/IEC 17025 - Testing Accreditation No. 20469 Disclaimer This report is the Copyright of Applus PNG Ltd and was prepared expressly for the customer as nominated on the front cover. Neither Applus PNG Ltd nor any person acting on its behalf (a) makes any warranty, express or implied, with respect to the use of any information or methods disclosed in this report or (b) assumes any liability with respect to the use of any information or methods disclosed in this report. Any recipient of this document, by their acceptance or use of this document, releases Applus PNG Ltd and their affiliates from any liability for direct, indirect, consequential or special loss or damage whether arising in contr act, warranty, express or implied, tort or otherwise, and irrespective of fault, negligence and strict liability. Information related to test item traceability is client supplied. Email copies of this report are not official unless authenticated and signed by Applus PNG Ltd and are not to be modified in any manner without Applus PNG Ltd express written consent Test Results: (All measurements are in millimetres) L5-PNG-079 Rev 1