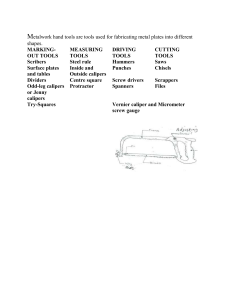
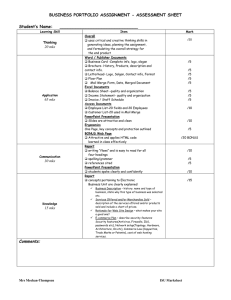
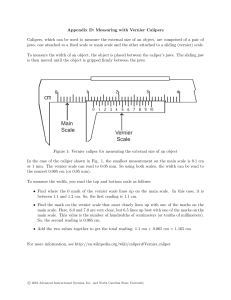
IEP104 - Industrial Materials and Processes Exercise No. 1 Single Dimensional Measuring Devices: Linear Measurement Title Day: Friday Time: 7:00 AM Date Performed: September 15, 2023 Date Submitted: September 12, 2023 Submitted by: Royce Gracie A. Manahan Course/ Year: 2BSIE-A | 2023 ENGR. RIZAL M. MOSQUERA, PME, PhD. Industrial Materials and Processes Lab. Page 1 Professor Exercise No. 1 Single Dimensional Measuring Devices: Linear Measurement I. Objectives: I.1 To be able to differentiate Metric Systems of Units (MKS) from English Units (FPS). I.2 To classify Non-precision, Precision, and High Precision Measuring Devices. I.3 To become familiar with the different kinds of linear measuring devices. II. Discussion: International System of Units (French Le Syste’me International d’Unites), name adopted by the Eleventh General Conferences on Weight and Measures, held in Paris in 1960, for a universal, unified, self-consistent system of measurement units based on the MKS (meterkilogram-second) system. The international system is commonly referred to throughout the world as SI, after the initials of System International. The Metric Conversion Act of 1975 commits the United States to the increasing use of, and voluntary conversion to, the metric system if measurement, further defining metric system as the International System of Units as interpreted or modified for the United States by the secretary of commerce. At the 1960 conference, standards were defined for six base units and for two supplementary units; a seventh base unit, the mole, was added in 1971. The seven base units are listed in Table 1, and the supplementary units are listed in Table 2. The symbols in the last column are not abbreviations (hence, no periods are used), and they are exactly the same in all languages. The meter and the kilogram had their origin in the metric system. By international agreement, the standard meter had been defined as the distance between two fine lines on a bar of platinum-iridium alloy. The 1960 conference redefined the meter as 1,650,763.73 wavelengths of the reddish-orange light emitted by the isotope krypton-86. The meter was again redefined in 1983 as the length of the path traveled by light in vacuum during a time interval of 1/299,792,458 of a second. III. Materials 3.1) 24” Steel Ruler Industrial Materials and Processes Lab. Page 2 - A ruler, sometimes called a rule or line gauge, is an instrument used in geometry, technical drawing, printing as well as engineering and building to measure distances or to rule straight lines. The ruler is a straightedge which may also contain calibrated lines to measure distances -A steel rule is used for measuring straight rule lines, because of its straight edge. It can also be used as a guideline when lying out lines and also for cutting. A steel rule comes in two versions, rigid and flexible. 3.2) 300’ Lawn Tape Measure -A tape measure or measuring tape is a flexible ruler. It consists of a ribbon of cloth, plastic, fiber glass, or metal strip with linear-measurement markings. It is a common measuring tool. Its design allows for a measure of great length to be easily carried in pocket or toolkit and permits one to measure around curves or corners. Today it is ubiquitous, even appearing in miniature form as a keychain fob, or novelty item. Surveyors use tape measures in lengths of over 100 m (300+ ft). 3.3) 25’ Steel Tape Measure - A tape of cloth, paper, or steel marked off in a linear scale, as of inches or centimeters, for taking measurements. Also called tapeline. 3.4) 6” Vernier Caliper Industrial Materials and Processes Lab. Page 3 - The vernier, dial, and digital calipers give a direct reading of the distance measured with high accuracy and precision. They are functionally identical, with different ways of reading the result. These calipers comprise a calibrated scale with a fixed jaw, and another jaw, with a pointer, that slides along the scale. The distance between the jaws is then read in different ways for the three types. - Vernier, dial, and digital calipers can measure internal dimensions (using the uppermost jaws in the picture at right), external dimensions using the pictured lower jaws, and in many cases depth by the use of a probe that is attached to the movable head and slides along the center of the body. This probe is slender and can get into deep grooves that may prove difficult for other measuring tools. 3.5) 25 mm Micrometer Caliper - A micrometer sometimes known as a micrometer screw gauge, is a device incorporating a calibrated screw used widely for precise measurement of small distances in mechanical engineering and machining as well as most mechanical trades, along with other metrological instruments such as dial, vernier, and digital calipers. Micrometers are usually, but not always, in the form of calipers (opposing ends joined by a frame), which is why micrometer caliper is another common name. The spindle is a very accurately machined screw. The object to be measured is placed between the spindle and the anvil. The spindle is moved Industrial Materials and Processes Lab. Page 4 inward by turning the ratchet knob or thimble until the object to be measured is lightly touched by both the spindle and the anvil. 3.6) 12” Height Gage/ DepthGage A height gauge is a measuring device used either for determining the height of something, or for repetitious marking of items to be worked on. These measuring tools are used in metalworking or metrology to either set or measure vertical distances; the pointer is sharpened to allow it to act as a scriber and assist in marking out work pieces. Devices similar in concept, with lower resolutions, are used in health care settings (health clinics, surgeries) to find the height of people, in which context they are called stadiometers. Height gauges may also be used to measure the height of an object by using the underside of the scriber as the datum. The datum may be permanently fixed or the height gauge may have provision to adjust the scale, this is done by sliding the scale vertically along the body of the height gauge by turning a fine feed screw at the top of the gauge; then with the scriber set to the same level as the base, the scale can be matched to it. This adjustment allows different scribers or probes to be used, as well as adjusting for any errors in a damaged or sharpened probe. The vernier, dial, and digital calipers give a direct reading of the distance measured with high accuracy and precision. They are functionally identical, with different ways of reading the result. These calipers comprise a calibrated scale with a fixed jaw, and another jaw, with a pointer, that slides along the scale. The distance between the jaws is then read in different ways for the three types. Vernier, dial, and digital calipers can measure internal dimensions (using the uppermost jaws in the picture at right), external dimensions using the pictured lower jaws, and in many cases depth by the use of a probe that is attached to the movable head and slides along the centre of the Industrial Materials and Processes Lab. Page 5 body. This probe is slender and can get into deep grooves that may prove difficult for other measuring tools. 3.8) Dial Indicator Dial indicators are precision measuring tools with a myriad of applications in the machine shop. Once you move beyond the basic machining operations you will definitely want to have one or more of these in your workshop. Dial Indicators may be used to check the variation in tolerance during the inspection process of a machined part, measure the deflection of a beam or ring under laboratory conditions, as well as many other situations where a small measurement needs to be registered or indicated. An indicator is any of various instruments used to accurately measure small distances and angles, and amplify them to make them more obvious. The name comes from the concept of indicating to the user that which their naked eye cannot discern; such as the presence, or exact quantity, of some small distance (for example, a small height difference between two flat surfaces, a slight lack of concentricity between two cylinders, or other small physical deviations). IV. Safety Precautions Safety precautions are crucial when using any measuring instrument, including a vernier caliper. Here are safety precautions to follow when using a vernier caliper: 1) Wear Safety Gear: • Always wear appropriate personal protective equipment (PPE) like safety glasses or goggles to protect your eyes from debris or accidental splatter. 2) Inspect the Vernier Caliper: • Before use, check the caliper for any visible damage or defects. Do not use a damaged caliper, as it can give inaccurate measurements or pose safety risks. 3) Secure Workpiece: • Ensure that the object you're measuring is securely fastened within the caliper jaws. Unstable objects can lead to inaccurate measurements and potential injuries. 4) Avoid Pinching Fingers: Industrial Materials and Processes Lab. Page 6 • Be cautious when closing the jaws of the caliper. Avoid placing your fingers between the jaws while operating it to prevent pinching injuries. 5) Handle with Care: • Treat the vernier caliper gently. Avoid dropping it or applying excessive force when opening or closing the jaws. 6) Proper Technique: • Learn and practice the correct technique for using a vernier caliper. Incorrect use can result in inaccurate measurements and potential accidents. 7) Avoid Contact with Sharp Edges: • Be aware of sharp edges or pointed objects when measuring. Take precautions to avoid cuts or injuries. 8) Keep the Caliper Clean: • Keep the caliper clean and free from dust, debris, or oil that could affect its accuracy. 9) Use the Right Caliper for the Job: • Ensure you're using the appropriate type of vernier caliper (e.g., digital or dial) for the specific measurement task at hand. 10) Measure in Adequate Lighting: • Ensure there is sufficient lighting to clearly see the measurements and markings on the caliper. Poor lighting can lead to reading errors. 11) Store Properly: • After use, store the vernier caliper in a protective case or cover to prevent damage and to keep it in good working condition. 12) Regular Calibration: • Periodically check and calibrate the caliper to maintain its accuracy. Follow manufacturer guidelines for calibration. 13) Training and Supervision: • If you're new to using a vernier caliper, seek proper training and supervision from an experienced instructor or colleague until you're proficient in its use. 14) Emergency Response: • Know the location of emergency equipment, such as first aid kits or eyewash stations, in case of accidents or injuries. 15) Report Damaged Calipers: • If you notice any damage or malfunctions during use, report it to the appropriate personnel so that the caliper can be repaired or replaced. Following these safety precautions when using a vernier caliper will help ensure accurate measurements while minimizing the risk of accidents or injuries in the laboratory or workplace. Industrial Materials and Processes Lab. Page 7 V. Procedures 1. Prepare the materials needed for the exercise by borrowing them from the Laboratory custodian accomplishing the filling-up of necessary borrower’s form. 2. Using all the equipment as mentioned in the apparatus, it would be used as appropriately for the object to be measured. 3. Perform the measurement for the trials for every instrument for the same object being measured. 4. Make a table for every instrument used and complete filling-up all the necessary details. 5. With the measurement results of every instrument, compose your observation and decide whether of the instrument used are precise as compare with the others. 6. Make three (3) trials making sure that the values taken in all trials are consistent. 7. Solve necessary calculation and fill up the data sheet. 8. With the results, make your analysis and draw your observations. 9. Make your conclusions of the exercises by answering the objectives. Industrial Materials and Processes Lab. Page 8 VI. Completed Data Sheet: % 𝐸𝑟𝑟𝑜𝑟 = 𝑇𝑟𝑖𝑎𝑙 − 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 (100%) 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 Ruler Sample: Packaging Box Measured Dimension Trials Length MKS %Error 1 0.115m 0% 2 0.114m 3 0.116m Average 0.115m Width FPS %Error 0.04m %Error FPS %Error 0.76% 0.1312ft 0.85% -0.87% 0.3739ft -0.85% 0.041m 0.03% 0.1345ft 3.38% 0.87% 0.3804ft 0.88% 0.038m -4.28% 0.1246ft -4.23 0% 0.3711ft 0.06% 0.0397m -1.16% 0.1301ft 0 Industrial Materials and Processes Lab. 0.3772ft 0.03% MKS Page 9 Actual Size : Dimensions Specification | 11.5cm x 4cm x 4cm Height | 11.5 cm Length | 4cm Industrial Materials and Processes Lab. Page 10 Width | 4cm VII. Computations MKS | Meter – Kilograms – Seconds | Length Trial 1 | 11.5 cm Trial 2 | 11.4 cm Trial 3 | 11.6 cm Convert Centimeters to Meters : (11.5𝑐𝑚) 0.01𝑚 = 0.115𝑚 1𝑐𝑚 (11.4𝑐𝑚) 0.01𝑚 = 0.114𝑚 1𝑐𝑚 (11.6𝑐𝑚) 0.01𝑚 = 0.116𝑚 1𝑐𝑚 Calculating the Average: 0.115 + 0.114 + 0.116 = 0.115𝑚 3 Calculating the % Error : Formula : % 𝐸𝑟𝑟𝑜𝑟 = 𝑇𝑟𝑖𝑎𝑙 − 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 (100%) 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 Industrial Materials and Processes Lab. Page 11 Trial 1 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.115 − 0.115 (100) = 0 0.115 Trial 2 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.114 − 0.115 (100) = −0.87% 0.115 Trial 3 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.116 − 0.115 (100) = 0.87% 0.115 Average of % Error : 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 = 0 + (−0.87) + 0.87 = 0% 3 Industrial Materials and Processes Lab. Page 12 FPS | Foot – Pound – Seconds | Length Trial 1 | 11.5 cm Trial 2 | 11.4 cm Trial 3 | 11.6 cm Convert Centimeters to Foot : 1cm = 1/30.48 1cm = 0.0328 (11.5𝑐𝑚)(0.0328) = 0.3772𝑓𝑡 (11.4𝑐𝑚)(0.0328) = 0.3739𝑓𝑡 (11.6𝑐𝑚)(0.0328) = 0.3804𝑓𝑡 Calculating the Average: 0.3772 + 0.3739 + 0.3804 = 0.3771 3 Calculating the % Error : Formula : % 𝐸𝑟𝑟𝑜𝑟 = 𝑇𝑟𝑖𝑎𝑙 − 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 (100%) 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 Industrial Materials and Processes Lab. Page 13 Trial 1 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.3772 − 0.3771 (100) = 0.03% 0.3771 Trial 2 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.3739 − 0.3771 (100) = −0.85% 0.3771 Trial 3 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.116 − 0.115 (100) = 0.88% 0.115 Average of % Error : 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 = 0.03 + (−0.88) + 0.88 = 0.06% 3 Industrial Materials and Processes Lab. Page 14 MKS | Meter – Kilograms – Seconds | Width Trial 1 | 4 cm Trial 2 | 4.1 cm Trial 3 | 3.8 cm Convert Centimeters to Meters : (4𝑐𝑚) 0.01𝑚 = 0.04𝑚 1𝑐𝑚 (4.1𝑐𝑚) 0.01𝑚 = 0.041𝑚 1𝑐𝑚 (11.6𝑐𝑚) 0.01𝑚 = 0.038𝑚 1𝑐𝑚 Calculating the Average: 0.04 + 0.041 + 0.038 = 0.0397𝑚 3 Calculating the % Error : Formula : % 𝐸𝑟𝑟𝑜𝑟 = 𝑇𝑟𝑖𝑎𝑙 − 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 (100%) 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 Trial 1 | % Error Industrial Materials and Processes Lab. Page 15 % 𝐸𝑟𝑟𝑜𝑟 = 0.04 − 0.0397 (100) = 0.76% 0.0397 Trial 2 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.041 − 0.0397 (100) = 0.03% 0.0397 Trial 3 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.038 − 0.0397 (100) = −4.28% 0.0397 Average of % Error : 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 = 0.76 + 0.03 + (−4.28) = −1.16% 3 Industrial Materials and Processes Lab. Page 16 FPS | Foot – Pound – Seconds | Width Trial 1 | 4 cm Trial 2 | 4.1cm Trial 3 | 3.8 cm Convert Centimeters to Foot : 1cm = 1/30.48 1cm = 0.0328 (4𝑐𝑚)(0.0328) = 0.0328𝑓𝑡 (4.1𝑐𝑚)(0.0328) = 0.0328𝑓𝑡 (3.8𝑐𝑚)(0.0328) = 0.0328𝑓𝑡 Calculating the Average: 0.1312 + 0.1345 + 0.1246 = 0.1301 3 Calculating the % Error : Formula : Industrial Materials and Processes Lab. Page 17 % 𝐸𝑟𝑟𝑜𝑟 = 𝑇𝑟𝑖𝑎𝑙 − 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 (100%) 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 Trial 1 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.1312 − 0.1301 (100) = 0.85% 0.1301 Trial 2 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.1345 − 0.1301 (100) = 3.38% 0.1301 Trial 3 | % Error % 𝐸𝑟𝑟𝑜𝑟 = 0.1246 − 0.1301 (100) = −4.23% 0.1301 Average of % Error : 𝐴𝑣𝑒𝑟𝑎𝑔𝑒 = 0.85 + 3.38 + (−4.23) = 0% 3 Industrial Materials and Processes Lab. Page 18 VIII. Data Analysis Measured Dimension Trials Length MKS %Error 1 0.115m 0% 2 0.114m 3 0.116m Average 0.115m Width FPS %Error 0.3772ft 0.03% MKS 0.04m %Error .FPS %Error 0.76% 0.1312ft 0.85% -0.87% 0.3739ft -0.85% 0.041m 0.03% 0.1345ft 3.38% 0.87% 0.3804ft 0.88% 0.038m -4.28% 0.1246ft -4.23 0% 0.3711ft 0.06% 0.0397m -1.16% 0.1301ft 0 Graph 1 : The Relationship of MKS to FPS (Length) MKS & ERROR 1 0.8 0.6 0.4 0.2 0 -0.2 1 2 3 -0.4 -0.6 -0.8 -1 MKS Industrial Materials and Processes Lab. Error Page 19 In this data analysis, we conducted three trials to measure the height of the box, with the actual height being 11.5 cm or 0.115 m. The graph displayed depicts the results. The blue line, although appearing straight, indicates that there are differences in millimeters between the first and third trials, which might not be readily visible without precise measurement tools. To evaluate the accuracy of our measurements, we calculated the percentage error for each trial. In the first trial, the percentage error was 0%, indicating an exact measurement. In the second trial, there was a -0.87% error, while in the third trial, it was 0.87%. By taking the average of the three trials, we arrived at a measurement of 0.115 m. Comparing this average to the actual size of the box (0.115 m), we find that they match, resulting in a total average percentage error of 0%. This suggests that the steel ruler used for measurement was accurate, and our measurements were conducted correctly. Furthermore, it's worth noting that conducting multiple trials contributes to obtaining a more accurate and reliable representation of the true value. The greater the number of trials, the more refined and precise the data becomes. The ruler used for measurement in this analysis has limitations in accuracy as it can only measure in millimeters and inches. This limited scale makes it challenging to measure curved or irregular shapes accurately. For precise measurements of smaller objects and complex shapes, a specialized tool like calipers is more appropriate. Calipers offer finer measurement increments and are better suited for handling intricate shapes and smaller objects. Industrial Materials and Processes Lab. Page 20 Graph 2 : FPS & ERROR 0.4 0.35 0.3 0.25 0.2 0.15 0.1 0.05 0 -0.05 1 2 FPS 3 Error In this data analysis, we've represented the measurements of three trials using FPS Units (Foot – Pound – Seconds). In the first trial, we obtained a measurement of 0.3772 feet, in the second trial, 0.3739 feet, and in the third trial, 0.3804 feet. The blue line on the graph shows that the measurements from the first to the second trial form a straight line, and the second trial to the third trial exhibits a slight elevation. Now, let's examine the percentage error. In the first trial, there's a 0.03% error, in the second trial, there's a -0.85% error, and in the third trial, there's a 0.88% error, represented by the orange line. These errors are all close to 0%, indicating that our trial measurements are quite accurate when compared to the actual height of the box, which is 11.5 cm or 0.3772 feet. Industrial Materials and Processes Lab. Page 21 After analyzing this data, we calculated the average of the measurements, which is 0.3711 feet using FPS units. The percentage error for this average measurement is 0.06%. When comparing this average measurement to the actual height of the box (0.3772 feet), we find that they are very close. This suggests that the FPS measurement is also accurate when compared to MKS Measurement. MKS vs FPS based on accuracy In comparing MKS (Meter-Kilogram-Second) to FPS (Foot-Pound-Seconds) regarding accuracy, the data clearly demonstrates that MKS stands out as the more accurate system for measurements. The superiority of MKS in accuracy can be attributed to its precision and ease of use, especially for measuring physical attributes such as length, similar to using a ruler. On the other hand, FPS shares some characteristics with MKS, but it presents challenges when it comes to practical use. When measurements are expressed in feet, FPS often results in values with numerous decimal places, which can be cumbersome and prone to introducing errors. While FPS has the potential for accuracy, its practicality is hindered by the complexity of its decimal-based system, in contrast to the user-friendly and precise nature of MKS. Industrial Materials and Processes Lab. Page 22 MKS & ERROR 0.02 0.01 0 1 2 3 -0.01 -0.02 -0.03 -0.04 -0.05 MKS Error FPS & ERROR 0.5 0 -0.5 1 2 3 -1 -1.5 -2 -2.5 -3 -3.5 -4 -4.5 FPS IX. Error Observations: Industrial Materials and Processes Lab. Page 23 Based on the data we collected it's evident that careful measurement and precision are critical in obtaining accurate results. Here are the observations 1. The choice of measurement tools significantly impacts accuracy. Specialized tools like calipers or using appropriate units, such as MKS, tend to yield more accurate results compared to less precise tools or units with many decimal places. 2. Calculating the percentage error allows for the assessment of measurement accuracy. In most cases, when percentage errors are close to zero, it indicates that measurements are accurate and reliable. 3. Conducting multiple trials enhances the accuracy of data. The more trials conducted, the more refined and precise the measurements become, reducing the margin of error. 4. The practicality and ease of using a measurement system can significantly impact its accuracy. Systems that are user-friendly and less prone to errors, like MKS, tend to be more accurate in practice. 5. Precision vs. Complexity, While systems like FPS can offer accuracy, they may introduce complexity and challenges due to the handling of decimal places, potentially making them less practical for everyday measurements. In summary, achieving accurate measurements requires the right tools, units, and techniques, along with a focus on precision and practicality. Careful attention to these factors helps ensure that the data collected is reliable and can be used effectively in various applications. Industrial Materials and Processes Lab. Page 24 X. Discussion of Findings: In our comparison of MKS (Meter-Kilogram-Second) and FPS (Foot-PoundSeconds) measurement systems, we found that MKS consistently displayed higher accuracy due to its use of metric units, making it more user-friendly, especially for physical measurements. In contrast, FPS, with its reliance on numerous decimals, presented practical challenges, particularly when measuring in feet, leading to an increased risk of errors. Our analysis highlighted the importance of conducting multiple measurement trials, which improved overall accuracy and instilled greater confidence in the reliability of the data. Additionally, we found that calculating percentage error was a valuable method for assessing accuracy; lower percentage errors indicated measurements closely aligned with actual values. In summary, the choice of the right measurement system and tools is crucial for accuracy. While both MKS and FPS have their merits, MKS stands out for its precision and ease of use. Incorporating multiple trials and employing percentage error calculations are essential practices to ensure reliable measurements, which hold significance in scientific, industrial, and everyday applications. XI. Conclusions: In comparing MKS (Meter-Kilogram-Second) and FPS (Foot-Pound-Seconds) measurement systems, our analysis reveals that MKS consistently demonstrates superior accuracy and practicality. Its reliance on metric units simplifies measurements and reduces the risk of errors, making it an optimal choice for various applications. Additionally, the data collected from our measurements, as well as the earlier provided data, underscores the significance of precision and multiple trial Industrial Materials and Processes Lab. Page 25 measurements. These practices enhance the reliability of collected data, ensuring it aligns closely with actual values. XII. Recommendations: Given the limited use of a ruler in this activity for measuring object dimensions I recommend to explore and incorporate more advanced measurement tools such as advance calipers. Further exploration on how to use advanced measurement instruments to enhance precision and accuracy in measurements. cutting-edge tools has the potential to significantly improve the reliability of measurements across various domains, including scientific research and industrial applications. Incorporating more sophisticated measuring equipment like calipers can contribute to more accurate and detailed measurements, ensuring that data collected is of the highest quality. This avenue of research aligns with the ongoing efforts to advance measurement practices and technology, making it a valuable area of investigation for enhancing the reliability and usefulness of measurement data. XIII. Answers to Questions 1. Define non-precision measuring devices 2. Define precision Measuring devices 3. Define High precision measuring devices 1. Non-Precision Measuring Devices Non-precision measuring devices are tools or instruments that provide measurements with a limited degree of accuracy and precision. These devices are typically used for general measurements where a high level of precision is not critical. Examples of non-precision measuring devices include tape measures, wooden rulers, and bathroom scales. Industrial Materials and Processes Lab. Page 26 2. Precision Measuring Devices Precision measuring devices are instruments designed to provide highly accurate and precise measurements. These devices are used in applications where exact measurements are crucial. Examples of precision measuring devices include micrometers, vernier calipers, and digital multimeters. These tools are often employed in engineering, manufacturing, and scientific research to ensure accuracy and consistency in measurements. 3. High Precision Measuring Devices High precision measuring devices are specialized instruments that offer an exceptionally high level of accuracy and precision in measurements. These devices are used in fields where minute variations can have a significant impact. Examples of high precision measuring devices include laser interferometers for measuring length with extreme precision, atomic clocks for timekeeping, and electron microscopes for detailed imaging at the nanoscale. These instruments are critical in applications like astronomy, semiconductor manufacturing, and advanced research where the utmost precision is required. XIV. References: [1] R. Gupta, “Types of measuring instruments,” MechanicalJungle, Sep. 11, 2023. https://mechanicaljungle.com/types-of-measuring-instruments/ [2] “Science 1222 lab measurement.” https://www.honolulu.hawaii.edu/instruct/natsci/science/brill/sci122/SciLab/L5/measure.h tml [3] Admin, “Accuracy and precision – definition, examples, need for measurement, differences, practice questions and FAQs,” BYJUS, Jan. 2023, [Online]. Available: https://byjus.com/physics/accuracy-precision-measurement/ [4] S. Laddha, “Precision Measuring Instruments: Types and Uses | Gokul Traders,” Gokul Traders, Jun. 22, 2017. https://gokultraders.com/precision-measuring-instrumentstypes-uses/?amp=1 Industrial Materials and Processes Lab. Page 27 XV. Preliminary Data Sheet/s: Industrial Materials and Processes Lab. Page 28 Industrial Materials and Processes Lab. Page 29 Industrial Materials and Processes Lab. Page 30 Industrial Materials and Processes Lab. Page 31 Industrial Materials and Processes Lab. Page 32 Industrial Materials and Processes Lab. Page 33 Industrial Materials and Processes Lab. Page 34 Industrial Materials and Processes Lab. Page 35 Industrial Materials and Processes Lab. Page 36 Industrial Materials and Processes Lab. Page 37 Industrial Materials and Processes Lab. Page 38 Industrial Materials and Processes Lab. Page 39 Laboratory Exercise Grading Rubric Lab Title: Single Dimensional Measuring Devices: Linear Measurement Student Name: Royce Gracie A. Manahan Instructor: Prof. Rizal M. Mosquera Date: 09/17/23 Excellent (5) Good (4) Satisfactory (3) Needs Improvement (2) Unsatisfactory (1) Objective Fulfillment The student fully met all the stated objectives and demonstrated a deep understanding of the experiment's purpose and concepts. The student met most of the stated objectives and demonstrated a good understanding of the experiment's purpose and concepts. The student met some of the stated objectives and demonstrated a basic understanding of the experiment's purpose and concepts. The student partially met the stated objectives and demonstrated limited understanding of the experiment's purpose and concepts. The student did not meet the stated objectives and demonstrated a lack of understanding of the experiment's purpose and concepts. Safety Precautions The student consistently followed all safety precautions, showing a high level of awareness and responsibility for safety. The student followed most safety precautions but had minor lapses in safety awareness. The student followed some safety precautions but had noticeable lapses in safety awareness. The student followed few safety precautions and demonstrated inadequate safety awareness. The student consistently ignored safety precautions, posing a significant safety risk. Criteria Industrial Materials and Processes Lab. Score (out of 5) Page 40 Procedural Accuracy The student executed all steps of the procedure accurately, resulting in precise and reliable data. The student executed most steps of the procedure accurately, with minor errors that did not significantly affect the data. The student executed some steps of the procedure accurately, but there were notable errors impacting data reliability. The student executed few steps of the procedure accurately, leading to significant errors in data. The student consistently failed to execute the procedure accurately, rendering the data unusable. Data Collection and Analysis The student collected complete and accurate data, performed complex calculations effectively, and presented results with exceptional clarity. The student collected mostly complete and accurate data, performed calculations with minor errors, and presented results clearly. The student collected data with some gaps or inaccuracies, made noticeable calculation errors, and presented results adequately. The student collected incomplete or inaccurate data, made significant calculation errors, and presented results with limited clarity. The student collected data with severe gaps or inaccuracies, made numerous calculation errors, and presented results unclearly. Critical The student Thinking and demonstrated Interpretation exceptional critical thinking skills, offering insightful interpretations of the results and relating them effectively to the experiment's objectives. The student demonstrated good critical thinking skills, offering interpretations of the results that mostly aligned with the experiment's objectives. The student demonstrated basic critical thinking skills, providing interpretations of the results but with limited depth or relevance to the experiment's objectives. The student demonstrated minimal critical thinking skills, offering interpretations that were largely irrelevant or inaccurate. The student showed no critical thinking skills and offered no meaningful interpretations of the results. Industrial Materials and Processes Lab. Page 41 Conclusion and Reflection The student's conclusion was comprehensive and wellstructured, reflecting on the results, their significance, and potential sources of error. The student's conclusion was clear and addressed the results and some potential sources of error. The student's conclusion was present but lacked depth, missing key elements. The student's conclusion was unclear, lacked structure, and did not address the results or potential sources of error. The student provided no meaningful conclusion or reflection. Neatness and Organization The student's work was exceptionally neat, organized, and wellpresented, enhancing the overall quality of the report. The student's work was generally neat and organized, contributing to the report's overall quality. The student's work was somewhat neat and organized, with some distracting elements. The student's work was disorganized and messy, detracting from the report's quality. The student's work was entirely disorganized and unreadable. Adherence to Instructions The student followed all instructions precisely and consistently, demonstrating a high level of attention to detail. The student followed most instructions but had minor deviations or oversights. The student followed some instructions but deviated from several important ones. The student followed few instructions and frequently deviated from important ones. The student ignored most instructions, leading to an incomplete or incorrect report. Overall Score (out of 50): Instructor's Signature: Industrial Materials and Processes Lab. Page 42