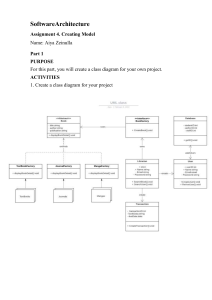
Claimed Material Assessment Questionnaire (V 2.0) Section Quality Management System Workflow Q# All 1 2 Version 2.0 Question Does the factory have a dedicated and appropriate process flow diagram chart/factory map indicating the area, machines, critical control points and sections dedicated to claimed material? Does the factory have a documented, effective implemented document control with retention policy, including current version, record keeping/timeline and proper disposal? Guidance 1- Process Flow Chart/Plant Layout should be relevant to claimed material standard and represent designated machines, outsourced production, and storage areas. 2- Any discrepancies, if highlighted, must be investigated to cross check the process flow or machine & storage location. 3- Verify if the product flow as specified in the process chart has been effectively implemented in the factory to ensure that the claimed materials are kept segregated and there is no contamination/ mixing. 4- The Process Flow Chart and Manufacturer Control Plan should clearly call out the critical control points. It is the point where the failure of compliance to the SOPs may lead to major discrepancies in factory's operations. Some of the examples of critical control points included but are not limited to:(a) Raw material receipt (b) Raw material storage (c) Production (may have several processes) (d) Finishing (e) Packaging (f) Finished product storage 5- It is recommended to also review the factory lay out/ ground plan, including on-campus subcontracted factories dealing with production. 1- Review record retention, maintenance guidelines and timelines against different document type. (a) Purchase and sale records (Bill of lading, invoice, packing list). (b) Input and output inventory information for mass balance calculation. 2- Verify that the record retention timeline should meet specific standard requirements. 3- Verify the method of record retention (software/ hard copy) and disposal timeline for past physical records. Required Documentation 1- Plant Layout 2- Manufacturing Control Plan 3- Process Flow Chart 1- Record retention policy document 3 4 5 Supplier Managemen t All Version 2.0 1 Does the staff in charge of critical control points within the factory understand the purpose and requirement of the processes as defined in their SOPs, guidelines and procedures? Does the factory have a documented procedure for seeking approvals from their certification bodies for logo usage? Does the factory have a documented procedures of the factory to Identify and handle nonconforming material at incoming and outgoing stage? Does the supplier have an authorized list of raw material suppliers having information pertaining to their name, location and the kind of material procured? 1- The organization should maintain and communicate clearly defined roles and responsibilities for all staff and management that may have an impact on the implementation of the applicable claim certification standard. 2- The staff involved in production of claimed products must have clear understanding of the claimed material process and SOP & their role in the same. 3- Documented training records of related staff should be available to validate that they have undertaken training for the applicable claimed certification standard, claimed material process/procedure and SOP. 4- The results of self-assessment and claimed material sample should be available for review. 5- Depending upon the size of operations the assessor may decide a number of interviewees to question. 1- The documented procedure should demonstrate that the factory must check the required statutory compliance for all logos and labels being or will be used on Target products. 2- There should be a standardized process for approaching logo approvals with the factory. 2- For each certification logo being used on Target products, a formal logo approval should be obtained from certification body and submitted to Target. 3- The logo usage must meet the specifications as mentioned in the respective standard. 4- The factory identified a designated person/ position for seeking approvals. 5- If there are plans/proposals to place claimed material logos as marketing label, the information should be duly documented on the comment section of this question. 1- If a nonconforming material is identified at an incoming stage, there should be a formal documented procedure to define its treatment along with the turnaround time for the same. 2- For nonconforming material inadvertently delivered by the factory, there should be a separate procedure to inform the buyer, subsequent steps and turnaround time for the same. 1- Factory must maintain a controlled list of raw material suppliers and sub-contractors, processors, operators list with authorization / approval dates for specialty raw material supplier based on supplier evaluation process. 2- For subcontractors, factory must include a legal record of subcontracting. 3- If the raw material supplier list is being updated for removal or addition; reason and date should be mentioned. 4- The controlled list must include, not limited, to the following: -Date of last verification of validity of supplier certificate. -Scope of supplier's certificate -Material type -Raw material supplier's certification code 1- Duly Signed Training Records 2- Organization Chart and Roles & Responsibilities 3- Claim certification standard SOP 1- Documented procedure or equivalent 2- Logo approval records (if any) 1- Formal documented procedures for treatment of nonconforming material received and dispatched 1- Authorized supplier list including any relevant subcontractor list All All All Version 2.0 2 3 4 Does the factory have a documented qualification criteria for adding/removing raw material suppliers from its authorized list before initiating purchases? For any outsourced processes on claimed material, does the Factory have a documented process to ensure that segregation & traceability of claimed material is always maintained in addition to the compliance with the requirements of Third Party standard? Is incoming raw material verified against all the requirements as stated in factory PO aligning the certification standard? -Claim of material procured -If claim certification standard specifies any compliance requirement with subcontracting, such requirements must be duly adhered by the factory. 5- Randomly select one or two and check its validity. Factory staff should able to communicate how to control, who to source and how to maintain the list. 1- Factory must perform supplier evaluation covering both initial and ongoing suppliers in terms of capability, capacity, quality, on time shipment along with authorization/ certification check from certifying/ licensing bodies before approving a supplier of a claimed materials. 2- Supplier evaluation must additionally cover the identification, segregation, handling and traceability system at raw material supplier end ensuring zero chances of contamination. 3- If raw material supplier is purchasing from an agent, the agent must provide proof of the above to the supplier showing compliance with these requirements. 4- Evaluations are not required for raw material supplier from whom no purchases have been made within last 12 months. 1- Ensure there is process to obtain mass balancing, traceability, controlled segregation plans. 2- The ownership of the raw material should remain with the Vendor/ Factory at all stages of processing. 3- For any new subcontracting Factory is being added, sourcing and RMA team should be duly informed in advance. The same should be included into the Process Flow Diagram & MCP as this is clearly identified point of risk. 4- Review subcontractor evaluation records with supportive evidence such as contract, agreement or any other document stating the legal arrangement between factory and subcontractor. 5- Job work details, invoices issued by subcontracting Factory. 6- Additional requirements of Third party standards in case of outsourcing/ Job work. 1- Identify discrepancies in all supporting documentation/records of raw material purchases between the factory and its supplier. 2- Information contained in the product marking and corresponding documents such as POs, invoice, bill of lading, transaction certificate or other relevant purchase certificate. 3- Verify unit counts or pre-weight the packages to verify the claimed materials units/weight on packaging or product marking before storing for production. 4- Review incoming POs, invoices, contracts. The information as stated in Factory's PO should match with the corresponding supplier's sales invoice, for example, quantity, type, quality, color, weight, material claim etc. 1- Copy of Supplier's certificate 2- Supplier evaluation report or template 1- Outsourcing contract, subcontractor evaluation and material balance records of the subcontracting factory. 1- Incoming material inspection process required and optional to upload any other evidence such as declaration from the supplier, transaction certificate, invoices, etc. 5- Check if the factory has an escalation procedure of any discrepancy observed at the time of incoming material verification. Escalation procedures is defined as having a decision-making process to determine the necessary action to take when one finds something wrong on site. 6- Documentation of product performance tests specific to product type such as for strength, flexural, fire resistance, etc. 7- The claim of the product and certification code should be clearly mentioned in supplier's sales invoice, if applicable. Organic Organic Raw Material Storage All Version 2.0 5 6 1 Does the factory have an understanding and full visibility of their whole supply chain from lint cotton to fabric? Does the factory have an evaluation plan on their supply chain if there is a trader involved between the raw material processing factory and its manufacturer of its raw material? Does the factory have designated areas to store or stack the claimed material to avoid mixing/contamination and maintained effectively? Note: If no incoming raw material has been purchased, ensure to check past documentations or templates. The intention is to have a process in place. 1- Verify if factory can present mass balance by volume and transaction templates demonstrating connectivity of entire supply chain from upstream raw materials stages to finished fabric/garment. 2- Acceptable documents are ginner Non-GMO/Pesticide test reports, transaction certificate, country of origin certificate, PO/Invoices or approved documentation under standard scope of IFOAM family or any credible documents demonstrating traceability from finished products to its cotton origin. Common scenarios are: For vertical supply chain where yarn is the incoming raw material, then transactions records must link up to lint cotton. For non-vertical supply chain where fabric may be the incoming material, then transaction records up to fiber must be presented and knowledge of cotton origin by presenting test report. With involvement of trader, there is a possibility that country of origin/supplier information may not be clearly available, which increases the risk. Check if factory has the capability to obtain any certificate or any third party certified documentation to prove cotton origin to organic certified ginner/farm. 1- Check the method adapted by the factory and verify if there is ample space to store and maintain segregation of the claimed raw material. 2- Check for effectiveness of segregation technique. (a) Claimed raw material is being handled separately from normal material. (b) Raw material is moved to processing area securely. 3- Record any opportunities of claimed raw material being mixed with other material. 4- Verify if floor has SOPs/guidelines to handle claimed materials. 1- Set of documentation listed in the guideline to demonstrate full visibility of supply chain. 1- Certificate or license showing cotton origin from certified ginner/farm 1- SOP/guidelines indicating the segregation techniques such as for example, are wise, color coding, batch accounting, etc Production All All All Version 2.0 1 2 3 Does the factory ensure that claimed material is kept clearly identified from unclaimed/material with different claim so as to avoid any mixing or substitution? Does the factory test its end to end internal traceability system at a regular frequency to ensure it works and maintains detailed documented records of such evaluations? Does the factory have material consumption sheet to explain how much claimed material is needed for program in scope and If the material stock found sufficient according to consumption need? 5- Interview the people to understand their level of awareness with respect to segreation procedures and how effectively systems are followed. Note - Segregation is defined as a method to keep claimed raw material separately to minimize and avoid chances of mixing with other raw materials. For example, allocating specific area for keeping claimed materials, placards, identification, stacks with boards etc. 1- The factory should have detailed documented procedures clearly stating the methodology as adapted by them to maintain identification of the claimed material. 2- If the factory already has some claimed material in its possession, check the on-ground implementation of identification technique. It should be consistent with the methodology as stated in factory procedures. 3- The review is not only limited to documentation verification but also check the effectiveness of on ground implementation. Identification refers to the physical distinction created by the factory for easy recognition of claimed raw material through all the stages of processing. For example and not limited to color coding and bar coding. 1- The factory periodically (at least annually) confirms that their traceability system is working. Ask the factory to provide records in the form of reports or meeting minutes that would support the factory is ensuring the effectiveness of the "end to end" traceability system. 2- The factory needs to show that they can backtrack/ trace a PO for the claimed product all the way back to the purchase of components (i.e. cotton, packaging, etc.) If there has not been any production for claimed material yet then verify for existing product at factory. 3- Randomly select a finished product and have the factory demonstrate the lot/batch number of the raw materials & components used to manufacture these finished product. 4- Claimed materials shall be clearly traceable (on documents as well as physically) as they move through the production. 5- The source of all claimed material is reviewed such as origin type and country of origin. Traceability refers to the ability of the factory to establish the raw material batch from which a final product has been manufactured. Such traceability should be supported by linking of evidences on raw material procurement, WIP documentation trail to the final product. 1- The factory should be able to present consumption calculation sheet for the program in scope with respect to wastages and allowances involved. 2- Verify the quantities of raw material procured is accurate and in line with the methodology as specified in the factory consumption sheet. Note: If no raw materials have been procured, past records or template can be reviewed. 1- Photographs on floor instructions, SOPs and WIP storage area 1- Internal traceability audit procedures 2- Internal audit reports and supporting evidences 1- Consumption calculation sheet 2- Supporting documentations: raw material receipt records, inward registers, issuance slips, outward registers, suppliers' sales invoices, wastage records All All All 4 5 6 7 Version 2.0 Does the factory have a bill of materials (BOM) or similar documentation describing content and source of each raw material component in a product? Does the factory maintain a documented list of machines identified for the production of claimed materials? Does the factory maintain records for scrap/waste generated, reused and sent to disposal, incineration or additional recycling? Does the factory follow a mixing plan, Mass Balance formula enabling to identify the connection to mother lots of the raw material utilized and blend ratio produced for final product? The factory shall provide a bill of materials that identify the content of different claimed material in a product. They should have a mechanism for controlling the product formula. 1- Check the designated machine list and their production records to confirm if the material has been processed on these machines. 2- Randomly select some other machines to check their record if they have been running claimed material. 3- Interview the production staff to check their awareness level with regards to machine identification and cleaning routines for claimed material. 4- The Process Flow Diagram & the MCP should call out the designated machines being used. 1- Factory shall submit the conversion waste rate and records and demonstrate how the waste is calculated for scrap generated, reused, and sent to disposal, incineration or additional recycling etc. 2- Check the amount of wastage for different claims and they must be recorded separately at all steps of production. 3- Verify the amount of wastage incurred for both pre and post-consumer wastage separately. 4- Check the production reports to assess right first time yield of material vs claimed material to assess the utilization of wastage factor. 5- The residual wastage of claimed fiber manufacturing process should not be mixed back into the production lot. 6- If the factory has spinning capability, verity if there is any process/practice to avoid mixing of reclaimed fiber (wastage) from production floor. 1- Check if the factory have valid mass balance formula. 2- Validate number of lots to confirm the accuracy of mixing plans. 3- Mixing plans should have valid lot identification. 4- Claimed materials should be traceable back to their purchasing / transaction certificates. 5- Used quantity and balance quantity for claimed material lots match production records and technical specs. Note: Mass Balance Guideline can be found in POL. 1- Bill of Materials 1- Machine List 1- Waste Disposal Records with conversation rate 1- Mass Balance Sheet 8 Organic Organic Organic Version 2.0 9 10 11 Does the factory have documented process for cleaning routines in place for production equipment to avoid cross contamination? Is it being implemented effectively? Are development and production recipes consistent and compliant with Organic standards (OCS/GOTS)? Does the factory maintain a controlled list of chemicals such as dyes, pigments, chemicals and auxiliaries in compliance with the current organic standard GOTS? Are chemicals used in organic production stored properly in accordance with their storage 1- Review the production records for designated machine along with cleaning routines (SOP - should include detailed cleaning steps of relevant machines) to understand appropriate down time observed during production hours to ensure that factory is following cleaning routines consistently. 2- Cleaning routines for machine stoppages and change-overs are documented for the chemical dosing tank, dosing lines, automated color kitchen, weaving, finishing, etc. 1- Production recipes are traceable to development recipes. 2- The development recipe is the same in term of chemical ingredients and the ratio of chemical quantities with the general production recipe. 3- Recipes are in accordance with OCS/GOTS compliance and include only authorized chemicals permitted to use in production of goods under organic scope by self declaration / compliance certificates provided by the chemical supplier to check the suitability of chemicals (applicable to patent chemistry only). 1- All chemicals below approved by an accredited GOTS certifying body to use (as applicable). Ensure selfdeclaration documents and testing reports are from within the last year or show proof the chemical was purchased from an approved GOTS supplier (GOTS certificate). Examples include but are not limited to below: Knitting oils Spinning waxes Yarn finish Sizing chemicals Weaving oils Dyestuffs Pigments Chemicals Auxiliaries Printing glues Filling agents Stain removers Machine cleaners Chemicals for pest control Note this question is for factory that are certified for GOTS. For OCS, please mark N/A. 1- Dyes and chemicals shall be stored in accordance with MSDS. 2- Storage area should be neat & clean from dyes and chemical spills. 3- Factory is not using any recovered chemical in case of accidental spill to process Organic goods. 1- Cleaning routine charts/records 1- Production recipes 1- List of chemicals and verify against RSL 1- Photograph of chemical storage area compatibility plan with respect to guidelines in Material Safety Data Sheet (MSDS) to avoid chance of cross contamination and hazard due to non compatible nature? Organic 12 Does the factory have pest control plan compatible with GOTS requirements ? Organic 13 For factories using recycled water and processing agents in their organic production, are they adequately preventing contamination? Organic Version 2.0 14 Does the factory obtain a third party test report(s) to indicate the incoming raw materials are verified as non-GMO and free of known pesticides/harmful chemicals? 4- Air circulation in store should be control to avoid cross contamination especially considering powder state of some of the dyes and chemicals. 5- Weighing utensils shall be neat and clean preferably separate and designated for each and every chemical in store. 6- If factory utilize same set of weighing utensils then it should be washed with the help of cleaning agents to get contamination free. 1- The factory has an effectively implemented pest control program, i.e. no feces and pest related damage are noticeable on the factory premises. 1- Factory's pest control plan 2- All chemicals being used for pest control must meet GOTS requirements and should not have any and list of chemicals used in chemicals prohibited under GOTS standard. pest control 3- The chemicals as listed for pest control should conform to the requirements as mentioned in the factory's pest control plan. 4- Check if the factory has any non-chemical pest control practices as well, for example, Air Flow, traps etc. Note this question is for factory that are certified for GOTS. For OCS, please mark N/A. 1- All sort of recycled chemicals and water (Sizing, Caustic, Water coming from post washing chambers, water from effluent treatment plant) are not allowed to be utilized in production processes. Unless: (a) The factory is maintaining a suitable testing frequency of recycled chemical or water to check that recycled chemical or water is suitable in accordance with OCS/GOTS chemical requirement at finished goods. (b) Records for the same must be maintained and shall be presented. 2- Water from heat exchangers can be used (as they are not chemically contaminated). The factory should test this at defined & documented frequency to validate the same. 3- The factory must have a documented process for testing the quality & chemical contamination levels for the water being used in production including the frequency of the tests. Factory may present one of the following sample test report: 1- Test reports where factory’s incoming raw materials were tested. 2- Test reports that were tested at seed level farm to ginner with documentations clearly showing finished goods linkage to the organic certified farm. 3- Verify if this check process is implementing in Manufacturer Control Plan. 1- Waste water testing records 1- Sample document showing Non-GMO Test and Pesticide test reports Final Product Packaging and Storage All Certification All except Supima and COO 1 All Except Supima and COO 2 Version 2.0 1 Are finished goods appropriately stored to avoid damage and deterioration? Does the factory have a valid certification/ license and material scope (as per online database) from an authorized/ accredited certifying organization pertaining to the product claim? Has the factory rectified all the nonconformities and implemented effectively the corrective actions as identified during its last third party certification audit prior to Target’s Claimed Material Assessment? 1- Verify storage conditions at the SITE to validate the storage practices. 2- Manufacturing processes must be adequate to ensure all goods are sufficiently dry prior to packaging. 3- The finished product should be stored properly and should not be exposed to conditions which may deteriorate or affect the product. (a) Finished goods and shipping cartons must not be stored outdoors. (b) Finished goods and shipping cartons must be stored off the floor, away from walls on pallets or shelving and be covered to prevent dust/dirt exposure (if appropriate). (c) Shipping cartons must be dry and should not be damaged. 1- The factory's certification should be valid as per its latest status. 2- Verify whether the scope of the factory's certificate covers all its activities and products. 3- Verify whether the factory's manufacturing sites covered within certificate scope. 4- Verify that against what claim certification standards and versions the factory has been audited. 5- The validity of the external certification or license should be a minimum of 1 year from the day of the audit. 1- Check for the third party audit report status and type of nonconformities issued (major/minor/critical). 2- Verify closure and supporting evidences as submitted by the factory, if these were reviewed and responded by third party auditor. 3- Verify the confirmation from third party/ certification body on the closure of nonconformities. 4- Verify onsite implementation of nonconformity closures as stated in the documentation and supportive evidences submitted by the factory. 1- Photographs of finished material stocking area 1- Valid certification/license 1- Latest third party certification audit report 2- Latest third part nonconformity report 3- Supportive evidence submitted by the factory