CHAPTER 1
1.1. For the thermal cracking of ethane in a tubular reactor, the following data were
obtained for the rate coefficient at different reference temperatures:
T(°C)
-1
k(s )
702
0.15
725
0.273
734
0.333
754
0.595
773
0.923
789
1.492
803
2.138
810
2.718
827
4.137
Solution
The Arrhenius expression
k
E
RT
A exp
is transformed logarithmically into:
ln k
E
RT
ln A
For each data point ln k and 1/T is calculated:
x = 1/T∙10³
y = ln k
1.025
1.002
0.993
0.974
0.956
0.941
0.929
0.923
0.909
0.901
–1.897
–1.298
–1.100
–0.519
–0.080
0.400
0.760
1.000
1.420
1.540
The slope and the intercept (ln A) are calculated by linear regression:
E
R
ln A
x
xy
x
2
N
x
N
y m
x
N
with x = 1/T and y = ln k.
y
2
837
4.665
So:
E
R
28497. or E
56623 kcal/kmol or 2.37 10 5 kJ/kmol.
ln A = 27.245 or A = 6.800∙1011 s-1
Q
.
S
B
Q
S
A
Solution
B
A
1.2. Derive the result given in Table 1.2.4.2-1 for the reaction
The continuity equation for species A reads:
dC A
dt
(1)
k CACB
To integrate (1), CB has to be expressed as a function of CA:
CB
C B0
(C A 0
CA )
Hence,
CA
C A0
dC A
C A (C B 0 C A 0
t
CA )
k dt
0
or
kt
CB0
CB
1
ln 0
CA 0
CA 0
CA
CB
Expressing the concentrations CA and CB as a function of the conversion of the reactant,
xA:
CA
CA 0 1 x A
CB
CB0
CB0
CA 0
CA
CB0
CA 0
CA 0 x A
Hence
kt
CB0
CB0 CA 0 1 x A
1
ln
C A 0 C A 0 (C B 0 C A 0 x A )
CA 0 1 x A
or
1
M 1 xA
ln
M 1
M xA
C A 0 kt
with
M
C B0
C A0
1.3. Derive the solutions to the rate equation for the first order reversible reaction given
in Section 1.2.3.
Solution
1
For A
2
Q
dC A
dt
rA
k 1C A
k1 C A
k 2 C A0
k 2CQ
C Q0
CA
or
dC A
dt
k1
k 2 CA
k 2 C A0 C Q0
This is a standard form, with integrating factor
exp [ (k1
k 2 ) dt ] exp (k1
k2 ) t
Thus
and
d k1
e
dt
CA
e
k2 t
k1 k 2 t
k2
k1
CA
k2
e
k1 k 2 t
k 2 C A0
\ b k 2 (C A 0
CA 0
CQ 0
Ke
C Q0
CQ 0 e k 1
k2 t
dt
K)
k1 k 2 t
Now, at t = 0, CA = CA0, leading to
CA
CA 0
CQ 0
k1C A 0
k2
k1
k2
k1
k 2CQ 0
k2
e
k1 k 2 t
which is the solution given in Section 1.2.3.
The alternate approach in terms of conversions is somewhat simpler:
rA
k1
k 2 C A 0 x A eq
dC A
dt
CA 0
CA 0
d
xA
dt
d
xA
dt
x A eq
xA
dx A
dt
x A eq
Then
k1
k2 xA
x A eq
and direct integration gives:
ln
xA
x A eq
0 x A eq
k1
k2 t 0
k1
k2 t
or
ln 1
xA
x A eq
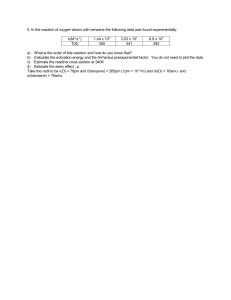
1.4. A convenient laboratory technique for measuring the kinetics of ideal gas phase
single reactions is to follow the change in total pressure in a constant volume and
temperature container. The concentration of the various species can be calculated
from the total pressure change.
Consider the reaction
aA bB ...
qQ sS ...
(a) Show that the extent can be found from:
ξ
V pt
p t0
RT Δ α
where Δ α q ... - a - b - ...
(Note that the method can only be used for Δ α
0 .)
(b) Next show that partial pressure for the jth species can be found from
pj
p j0
aj
Δα
pt
p t0
(c) Use the method to determine the rate coefficient for the first-order decomposition of
di-t-butyl peroxide
CH 3 3 COOC CH 3
2 CH 3 2 CO C2 H 6
3
The data given below are provided by J.H. Raley, R.E. Rust, and W.E. Vaughn
[J.A.C.S., 70, 98 (1948)]. They were obtained at 154.6°C under a 4.2-mm Hg partial
pressure of nitrogen which was used to feed the peroxide to the reactor. Determine the
rate coefficient by means of the differential and integral method of kinetic analysis.
t (min)
pt (mm Hg)
0
2
3
5
6
8
9
11
12
14
15
17
18
20
21
∞
173.5
187.3
193.4
205.3
211.3
222.9
228.6
239.8
244.4
254.5
259.2
268.7
273.9
282.0
286.8
491.8
Solution
a) For
0
α jA j
j
Nj
N j0
α jξ
Also,
RT
N j, pt
V
pj
pj
j
Thus,
ξ
Nj
αj
j
j
V
pt
RT
with Δ α
αj
j
p t0
N j0
RT
V
Nj
j
ξ
V p t p t0
RT
Δα
b) Use
RT
Nj
V
pj
αj
p j0
Δα
pt
CH 3 3 COOC CH 3
rA
α jξ
V p t p t0
RT
αj
RT Δ α
V
p j0
c)
RT
N j0
V
1 dξ
V dt
kC A
p t0
3
2 CH 3 2 CO C 2 H 6
1 V 1 d
pt
V RT Δ α dt
k
pA
RT
k
pA 0
RT
pt 0
( 1)
pt
2
pt 0
or
d
pt
dt
pt 0
2k p A 0
1
pt
2
pt 0
Integrating yields:
ln
p A0
1
pt
2
p A0
p t0
kt
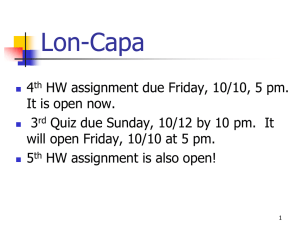
The integral method uses a plot of ln [ ] vs. t, and the slope gives the value of k.
Alternatively, a linear or nonlinear regression method could be used: k = 0.0193 min-1.
The differential method utilizes slopes from the p t
p t 0 data plotted vs.
1
p t p A 0 , the slope of which, or regression techniques, gives the rate
2
coefficient: k = 0.0196 min-1.
p A0
0.5
0.4
- ln
1
pt
2
p A0
p A0
p t0
0.3
0.2
Slope = 0.0193 min-1
0.1
0
0
5
10
15
20
time(min)
1.5. The results of Problem 1.4 can be generalized for the measurement of any property
of the reaction mixture that is linear in the concentration of each species:
λj
K jC j
The λ j could be partial pressures (as in Problem 1.4) various spectral properties, ionic
conductivity in dilute solutions, and so on. Then the total observed measurement for the
mixture would be:
λ
K jC j
λj
j
j
a) For the general single reaction,
α jA j
0
j
show that the relation between the extent of reaction and λ is
λ
α jK j
λ0
j
where
λ0
j
K jC j0
ξ
V
25
b) After a long (“infinite”) time, the extent ξ can be evaluated for irreversible reactions
from the limiting reagent, and for reversible reactions from thermodynamics. Use this
to formulate the desired relation containing only measured or determined variables
(see Frost and Pearson [41]):
λ λ0
λ
λ
ξ
ξ
The total observed property for the mixture is given as
K jC j
λ
j
a) For the general reaction
α jA j
0
j
the concentration at reaction extent ξ is
Cj
Nj
N j0
V
V
αj
ξ
V
Thus,
Kj
λ
N j0
V
j
j
Kj
K jC j0
j
j
K jα j
j
ξ
V
ξ
, constant volume
V
b) For infinite time, either ξ can be found from the thermodynamic equilibrium
constant
KC
j
C j0
ξ
αj
V
or from the limiting reactants:
0
C 0,LR
α LR
ξ
V
In either case from part a):
αj
λ
α jK j
λ0
ξ
V
Solving for the extents,
ξ
V
λ λ0
α jK j
ξ
V
λ
and
λ0
α jK j
Dividing the two gives the desired result:
λ λ0
λ
λ0
ξ
ξ
1.6. Show that the general expression for the concentration at which the autocatalytic
reaction of Section 1.2.3.3 has a maximum rate is
0
A
Q
CC
1
12
C CQ
0
Q
x
a
m
0
Note that this agrees with the specific results in the example.
Solution
From Section 1.2.3.3, the rate written in terms of only CQ is:
r
k1 C0
CQ CQ
k 2 C Q2
The maximum rate will be at r C Q
r
CQ
0
k 1C 0
2k 1C Q
0:
2k 2 C Q
or
CQ
max
k1
1
C0
k1 k 2
2
where K is the equilibrium constant.
This can be written as
K
1
C0
2 1 K
CQ
C Q0
C A0
1 K
1
21 K
C Q0
max
C A0
1
1
2
C Q0
for the irreversible case with K
, as in the numerical calculations.
1.7. Derive the concentration as a function of time for the general three species first
order reactions:
1
A
Q
2
4
3
5
6
S
These should reduce to all the various results for first order reactions given in
Sections 1.2 and 1.3. Also determine the equilibrium concentrations CAeq, CQeq, CSeq
in terms of the equilibrium constants for the three reactions.
Solution
The general solution method is best explained in terms of the complex reaction network
notation where the rate for the jth species is given by:
dy j
dt
k j1y1
N
k j2 y 2 ...
' k lj y j ...
(1)
l 1
A solution is assumed of the form:
yj
Yj0 e
(2)
λt
where Yj and λ are constants to be determined. Substituting (2) into (1) gives
Yj
λe
λt
k jl Y1e
λt
...
' k lj Yje
λt
...
or
k j1Y1
k j2 Y2 ...
' k lj
λ Yj ... 0
(3)
If equations (3) are written out for each of the j = 1, 2, … N species, they form a set of N
equations for the N unknown, Yj. Note that they are homogeneous algebraic equations
(RHS ≡ 0), and so they only possess solutions if the determinant of the coefficients is
zero.
' k l1
λ
k12
k 21
' k l2
λ
k13
k1N
k 23
k 2N
(4)
0
k N1
k N2
k N3
' k lN
λ
When multiplied out; (14) will be an Nth order equation, with N-roots. For each of these
roots, a set of the constants Yj can be found from (3): Yjr. Then the general solution will
be
N
yj
(5)
C r Yjr e λ rt
r 1
where Cr are constants of integration to be found from the initial conditions. For our
specific problem, the determinant, (4), is:
k1
λ
k3
k1
k2
k2
λ
k4
k3
k6
k6
k5
λ
k4
0
(6)
k5
which when expanded gives:
λ
λ2
λ k1
k2
k 2 k3
k4
k3
k5
k4
k5
k3 k5
k6
k1 k 4
k6
k 4k 6
k5
k6
0
or
λ λ2
(7)
0
αλ β
Thus, the roots (eigenvalues) are
λ1
λ 2,3
0
α
α2
2
4β
(8)
(Note, Wei-Prater would number these λ 0 , λ1 , λ 2 .)
Then the solutions will have the form
CA
C1 YA1
C 2 YA2 e
λ2t
C 3 YA3 e
λ3t
(9)
CQ
C1 YQ1
C 2 YQ2 e
λ2t
C 3 YQ3 e
λ3t
(10)
CS
C1 YS1
C 2 YS2 e
where the Yjr are found from
λ2t
C 3 YS3 e
λ3t
(11)
λr
k1
k 3 Y1r
k 2 Y1r
λr
k2
k 4 Y1r
k 5 Y2r
k 1 Y2r
k 3 Y3r
0
k 6 Y2r
k 6 Y3r
0
k 5 Y3r
0
λr
k4
(12)
for each of the λr (actually, only two of the equations will be independent, and so two of
the Yjr can be found in terms of the third).
Finally, the integration constants, Cr, are found from the initial conditions:
C A0
C1 YA1
C 2 YA2
C 3 YA3
C Q0
C1 YQ1
C 2 YQ2
C 3 YQ3
C S0
C1 YS1
C 2 YS2
(13)
C 3 YS3
Clearly, these manipulations are most easily done utilizing matrices.
The equilibrium concentrations will be found from (9)-(11) for t
C A,eq
C1 YA1
:
(14)
where YA1 and C1 are known in terms of the kji and initial concentrations. From the
principle of microscopic reversibility, it is also time that each reaction is individually at
equilibrium, leading to:
CQ
CA
CA
CS
CS
CQ
KI
eq
k1
k2
K II
eq
k4
k3
K III
eq
k6
k5
(15)
with
(16)
K I K II K III 1
The total mass balance is
CA
CQ
CS
Then, using (17) and (15):
C A0
C Q0
C S0
C0
(17)
1
C Ae
K II
C Ae
K I C Ae
C Ae
C0
1 K I K II
C0
or
C1 YA1
Similarly
C Qe
C Se
K II
K II
C0
C1 YQ1
1 K III
C0
C1 YS1
1
1
K III
(18)
1.8. For the complex reactions
1
aA bB
q' Q b' B
qQ
2
sS
(a) Use (1.1.2-15) and (1.1.2-17) to express the time rates of change of NA, NB, NQ,
and NS in terms of the two extents of reactions and stoichiometric coefficients a, b,
b’, q, q’, and s; for example,
dN A
dt
a
dξ1
dt
(0)
dξ 2
dt
(b) In practical situations, it is often useful to express the changes in all the mole
numbers in terms of the proper number of independent product mole number
changes—in this case, two. Show that the extents in part (a) can be eliminated in
terms of dNQ/dt and dNS/dt to give
dN A
dt
a dN Q
q dt
dN B
dt
b dN Q
q dt
a q' dN S
s q dt
b q'
s q
b' dN S
s dt
This alternate formulation will be often used in the practical problems to be
considered later in the book
(c) For the general reaction
N
j 1
α ij A j i 1, 2, ..., M
The mole number changes in terms of the extents are
dN j
dξ i
dt
N
α ij
dt
j 1
or
dN
αT
dt
dξ
dt
where N is the N-vector of numbers of moles, ξ is the M-vector of extents, and α T is
the transpose of the M x N stoichiometric coefficient matrix. Show that if an
alternate basis of mole number change is defined as an M-vector
dN b
dt
that the equivalent expressions for all the mole number changes are
dN
dt
αT αb
T
1
dN b
dt
where α b is the M x M matrix of the basis species stoichiometric coefficients.
Finally, show that these matrix manipulations lead to the same result as in part (b) if
the basis species are chosen to be Q and S.
Solution
aA bB
(a)
q' Q b' B
Nj
qQ
ξ1
sS
ξ2
α ij ξi , N j
i
N j0
α ijξi
i
Thus,
NA
a ξ1
(1)
NB
b ξ1 b' ξ2
(2)
NQ
q ξ1 q' ξ2
(3)
NS
(b)
s ξ2
Rearrange for ξ1 and ξ2 in terms of N Q , N S :
(4)
1
NS
s
1
q'
NQ
ξ2
q
q
ξ2
ξ1
(5)
1
q' 1
NQ
NS
q
qs
(6)
Thus,
a
NQ
q
b
NR
r
NA
NB
(c)
a q'
NS
sq
b r'
b'
NS
NS
s r
s
(7)
(8)
For the general reaction
N
0
α ijA j , i 1, 2, ..., M
(9)
j 1
The change in mole numbers is:
(10)
[α~ ]T ξ
N
~
~
If the new M-vector basis species are
N
~
(11)
the M x M matrix of basis species stoichiometric coefficients is part of the total
stoichiometric matrix:
β α
(12)
[α~ ]α 1,1,MM 11
α~
(The stoichiometric coefficient matrix can always be arranged to have the new basis
species coefficients first.)
Now the subset of the mole number change equations for the new basis species are:
b
N~
b
[α~ ]T ξ
(13)
~
which is equivalent to (3)-(4) above. Then solving for the extents gives
ξ
~
b
[α~ ]T
1
b
N~
which is equivalent to (5)-(6) above.
(14)
Finally substitute (14) into (10) to give the desired results:
1
b T
T
N~ [α~ ] [α~ ]
b
N~
(15)
This general result can be used to define any conversion basis in a complex reacting
system.
It is instructive to use (15) for the simple example of part (b).
aA bB
qQ
q' Q b' B
a
0
α~
sS
b
b'
ξ
~
ξ1
(M = 2)
ξ2
q 0
,
q' s
α~
T
a
b
q
0
0
b'
q'
s
a ξ1
0
b ξ1
b' ξ2
Then checking the rate vector:
N [α~ ]T ξ
~
a
b
q
0
0
b'
q'
s
ξ1
ξ2
q ξ1
0
as in part (a).
Now choose the alternate basis vector:
b
N
~
NQ
NS
and
α~
b
q 0
q' s
Then, working out the intermediate matrix steps:
b
[α~ ]T
q
0
q'
s
q' ξ2
s ξ2
s
0
b
{[α~ ]T } 1
q'
q
qs
and
a
T
0
b
b
α~ {[α~ ]T } 1
as
b'
q
q'
0
s
s
q'
0
q
qs
aq'
bs
1
qs qs
0
bq' b' q
qq' q' q
qs
a/q
b/q
aq' /qs
(bq' /qs) b' /s
1
0
0
1
Finally,
N
~
α
1
T
b
N
~
a
aq'
NQ
NS
q
qs
b
bq' b'
NQ
NS
q
qs s
NQ
NS
or
NA
a
a q'
NQ
NS
q
sq
NB
b
NQ
q
NQ
NQ
NS
NS
b q'
s q
b'
NS
s
1.9.
Show that the overall orders for a free radical reaction mechanism with a first
order initiation step are 3 2 and 1 2 for a ββ, respectively μμ termination.
Solution
(a) ββ termination
A1
k1
2R 1
R1
A1
k2
R2
k3
R1
A2
R1
R1
k4
A1
R1 H R 2
Disappearance rate of reactant A1:
dC A1
k1C A1
dt
k 2C R 1 C A1
k 4C 2R 1
(1)
Steady state for the intermediate radicals R 1 and R 2 :
dC R 1
dt
dC R 2
dt
2k1C A1
k 2C R 1 C A1
k 2C R 1 C A1
From (3): k 3C R 2
k 3C R 2
k 3C R 2
2k 4C 2R 1
0
0
(2)
(3)
k 2C R 1 C A1
Elimination of C R 2 from (2) yields:
2k1C A1
k 2C A1 C R 1
k1
CA
k4 1
CR 1
k 2C R 1 C A1
2k 4C 2R 1
0
(4)
Substitution of (4) into (1):
dC A1
dt
k2
k1 3 2
CA
k4 1
since k1 is negligibly small.
(5)
(b) μμ termination
A1
k1
2R 1
R1
A1
k2
R2
k3
A2
R1
R2
R2
k5
A3
R1 H R 2
Disappearance rate of reactant A1:
dC A1
k1C A1
dt
k 2C R 1 C A1
(6)
Steady state for the intermediate radicals R 1 and R 2 :
dC R 1
2k1C A1
dt
dC R 2
k 2C R 1 C A1
k 2C R 1 C A1
dt
k 3C R 2
k 3C R 2
0
(7)
2k 5C 2R 2
0
(8)
Solution of (7)-(8) for C R 1 and C R 2 yields:
k1 1 2
CA
k5 1
CR 2
CR 1
and
2
k1
k2
k3
k2
k1 1 2
CA
k5 1
(9)
Substitution of (9) into (6) :
dC A1
dt
3k1C A1
k3
k1C A1
k3
k1 1 2
CA
k5 1
k 2C A1 2
k1 1 2
CA
k5 1
k1
k2
k3
k2
k1 1 2
CA
k5 1
(10)
1.10. The thermal decomposition of dimethyl ether
CH 3 OCH 3
CH 4
CO H 2
CH 3 OCH 3
CH 4
HCHO
or
is postulated to occur by the following free radical chain mechanism:
CH 3 OCH 3
CH 3
CH 3
CH 3 OCH 3
CH 2 OCH 3
CH 3
k1
k3
k2
CH 3
CH 2 OCH 3
k4
OCH 3
CH 4
CH 2 OCH 3
HCHO
C 2 H 5 OCH 3
(a)
For a first order initiation step, use the Goldfinger, Letort and Niclause
table [1948] to predict the overall order of reaction.
(b)
With the help of the steady state assumption and the usual approximation
of small initiation and termination coefficients, derive the detailed kinetic
expression for the overall rate:
d CH 3OCH 3
dt
k o CH 3OCH 3
n
and verify that the overall order, n, is as predicted in part (a). Also find ko in
terms of k1, k2, k3, k4.
(c)
If the activation energies of the individual steps are E1 = 80, E2 = 15, E3 =
38, E4 = 8 Kcal/mol, show that the overall activation energy is Eo = 62.5 Kcal/mol.
Solution
(a)
The termination is of the type βμ. Hence, for a first order initiation, the overall order of
reaction is 1.
(b)
Disappearance rate of CH3OCH3:
d CH 3OCH 3
dt
k1 CH 3OCH 3
k 2 CH 3 CH 3OCH 3
(1)
Steady state for the intermediate radicals CH 3 OCH 2 and CH 3 :
d CH 3
dt
k 1 CH 3 OCH 3
k 3 CH 3 OCH 2
k 2 CH 3 CH 3 OCH 3
k 4 CH 3 CH 3 OCH 2
0
(2)
d CH 3 OCH 2
dt
k 2 CH 3 CH 3 OCH 3
k 4 CH 3 CH 3 OCH 2
k 3 CH 3 OCH 2
(3)
0
Solving (3) for CH 3OCH 2 yields:
k 2 CH 2 CH 3 OCH 3
k 3 k 4 CH 3
CH 3 OCH 2
(4)
Substituting (4) into (2):
k1 CH 3OCH 3
k3
k 2 CH 3 CH 3OCH 3
k 2 CH 3 CH 3OCH 3
k 3 k 4 CH 3
k 4 CH 3 k 2 CH 3 CH 3OCH 3
k 3 k 4 CH 3
0
or
2k 2 k 4 CH 3
2
k 1 k 4 CH 3
k 1k 3
0
The terms k1k 4 CH 3 may be dropped because k1 and k4 are small compared to the
other k’s. Hence
CH 3
k 1k 3
2k 2 k 4
(5)
Substitution of (5) into (1):
d CH 3OCH 3
dt
k1 CH 3OCH 3
d CH 3 OCH 3
dt
k2
k1k 3
CH 3OCH 3
2k 2 k 4
k 1k 2 k 3
CH 3 OCH 3
2k 4
This corresponds to n = 1.
The apparent rate coefficient reads:
ko
(c)
k1k 2 k 3
2k 4
The overall activation energy is determined by means of (7):
(6)
E
1
80 15 38 8
2
62.5 kcal/mol .
1.11. K. Laidler and B. Wojciechowski [Proc. Roy. Soc., A260, 91 (1961)] provide the
following table of individual rate constants for ethane pyrolysis:
Reaction
A0
E (Kcal/mol)
1
1a
2
3
4
1.0
2 (6.5)
2.0
3.0
3.4
1017
1017
1011
1014
1012
85.0
70.2
10.4
39.5
6.8
5
1.6
1013
0
H
1.6
13
0
C2 H 5
6
10
1st order initiation
2nd order initiation
hydrogen abstraction
radical decomposition
H C2H 6
H 2 C2H 5
C2H 5
C2 H 5
termination
termination
• in s-1 or cm³ mol-1 s-1
(a)
Derive the overall kinetic expressions for the four combinations of the two
possible initiation steps (1 or 1a) and the termination steps (5 or 6).
(b)
Compare the overall rate constants at T = 837°K with the experimental
value of 8.4 10-4 s-1.
(c)
Show that the ratio of the rates of reaction 5 and 6 is given by:
r5
r6
k 3k 5 1
k 4k 6 C 2 H 6
(d)
Calculate the “transition pressure level” where terminations (5) and (6)
are equivalent (r5 = r6) at T = 640°C, and compare with the measured value of 60
mm Hg. At this point, the overall reaction is changing from 1 to 3/2 order.
Solution
(a)
Reaction scheme:
1. C 2 H 6
1a. Χ
k1
C2H6
2. C 2 H 6
CH 3
3. C 2 H 5
k3
2CH 3
k1a
2CH 3
k2
C2H 4
CH 4
H
Χ
C2H5
4. C 2 H 6
H
k4
H2
5. C 2 H 5
H
k5
C2H6
6. C 2 H 5
C2H5
k6
C2H5
C 4 H 10
Case 1: initiation 1 + termination 5:
Disappearance rate of C2H6:
d C2H6
dt
k1 C 2 H 6
k 2 C 2 H 6 CH 3
k 4 C2H6 H
(1)
k 5 C2H5 H
Steady state for radicals CH 3 , C 2 H 5 , H :
d CH 3
dt
2k 1 C 2 H 6
d C2H5
dt
k 2 C 2 H 6 CH 3
k 2 C 2 H 6 CH 3
k 3 C2H5
0
(2)
k 4 C2H 6 H
(3)
k 5 C2H5 H
From (2)
0
dH
dt
k 3 C2H5
CH 3
2k 1
k2
k 4 C2H 6 H5
k 5 C2H5 H
0
(4)
(5)
From (4)
k 4 C2H 6 H
C2H5
k3
(6)
k5 H
Substitution of (5) and (6) into (3):
C 2 H 6 2 k1
k 3k 4 C 2 H 6 H
k3
k5 H
k 5 H k 4 C2H 6 H
k3
Since k1 and k5 are small:
k5 H
0
k 4 C2H 6 H
H
k 1k 3
k 4k5
(7)
and
C2H5
k 1k 4
C2H6
k 3k 5
(8)
Substitution of (5), (7) and (8) into (1) yields:
d C2H6
dt
k 1k 3 k 4
C2H6
k5
(9)
Case 2: initiation 1a + termination 5:
Disappearance rate of C2H6:
d C2H6
dt
2
k 1a C 2 H 6
k 2 C 2 H 6 CH 3
k 4 C2H6 H
(10)
k 5 C2H5 H
Steady state for intermediate radicals
d CH 3
dt
2k1a C 2 H 6
Balances for C 2 H 5 and H
2
k 2 C 2 H 6 CH 3
0
(11)
are equal to (3) and (4).
From (11):
CH 3
2k 1a
C2H6
k2
(12)
Substituting (6) and (12) into (3) yields:
k 3k 4 C 2 H 6 H
k3 k5 H
C 2 H 6 2k1a C 2 H 6
k 5 H k 4 C2H 6 H
k3 k5 H
k 4 C2H 6 H
0
Neglecting the terms in k1k5 :
H
k 1a k 3
k 4k5
C2H6
(13)
Substitution of (13) into (6):
k1a k 3k 4
C2H 6
k5
C2H5
32
k1a k 3k 5
C2H 6
k4
k3
or
k 1a k 4
C2H6
k 3k 5
C2H5
3/ 2
(14)
Substitution of (12), (13) and (14) into (10) and neglecting terms in k1 yields:
d C2H6
dt
k 1a k 3 k 4
C2H6
k5
3/2
(15)
Case 3: initiation 1 + termination 6:
Disappearance rate of C2H6:
d C2H 6
dt
k1 C 2 H 6
k 2 C 2 H 6 CH 3
k 4 C2H 6 H
(16)
Steady state for intermediate radicals:
For CH 3 see equations (2) and (5):
d C2H5
dt
k 2 C 2 H 6 CH 3
k 3 C 2 H 5 CH 3
k 4 C2H 6 H
(17)
k 6 C2H5
From (18):
dH
dt
H
2
0
k 3 C2H5
k 4 C2H 6 H
k 3 C2H5
k 4 C2H6
0
(18)
(19)
Substituting (19) and (5) into (17) yields:
C2H5
Hence
2k 1
C2H6
k6
1/ 2
(20)
2k 1 k 3
C2H6
k6 k4
H
1/ 2
(21)
The rate expression thus becomes:
d C2H 6
dt
k1 C 2 H 6
k 2 C2H 6
2k1
k2
k3
2k1
C2H 6
k6
1/ 2
Neglecting the terms in k1 yields:
d C2H6
dt
k3
2k 1
C2H6
k6
1/ 2
(22)
Case 4: initiation 1a + termination 6 :
Disappearance rate of C2H6:
d C2H6
dt
k 1a C 2 H 6
2
k 2 C 2 H 6 CH 3
k 4 C2H6 H
(23)
Steady state for intermediate radicals:
For CH 3 see equations (11) and (12).
For
d C2H5
dH
and
dt
dt
see equations (17) and (18).
Substituting (12) and (19) into (17) yields:
C2H5
2k 1a
C2H6
k6
(24)
2k1a
k6
(25)
Substitution into (19):
H
k3
k4
Hence, the disappearance rate for C2H6 becomes:
d C2H6
dt
k 1a C 2 H 6
After neglecting the terms in k1:
2
2k 1a C 2 H 6
2
k3
2k 1a
C2H6
k6
d C2H6
dt
k3
2k 1a
C2H6
k6
(26)
b)
The overall rate constants are given by:
Case 1:
k 1k 3 k 4
k5
Case 2:
k 1a k 3 k 4
k5
Case 3:
k 1k 3 k 4
k5
Case 4:
2k 1a
k6
First calculate the rate constants of the individual reactions at 873°K.
k1
k1a
k3
5.296
1.746
3.890
10-5
100
104
k4
k5
k6
6.751
1.6
1.6
1010
1013
1013
With these individual rate constants, the overall rate constants become for:
Case 1: 9.3 10-2 s-1
Case 2: 1.19 10+1 cm3/2 mol-1/2 s-1
Case 3: 1.00 10-4 cm-3/2 mol+1/2 s-1
Case 4: 1.82 10-2 s-1
(c)
r5
r6
k 5 C2H5 H
k 6 CH 5
from (7): H
from (8) : C 2 H 5
Hence:
2
k 1k 3
k 4k 5
k1k 3
C2H 6
k 4k 5
r5
r6
(d)
k 5k 3 1
k 6k 4 C2H 6
k5 and k6 are equal.
At 640°C, k3 is equal to 1.05 105 and k4 is equal to 8.01 1010.
Hence:
r5
r6
1
C2H 6
k3 1
k 4 C2H 6
1.05 105
8.01 1010
1.31 10- 6 mol/cm³
0.098 atm
74 mm Hg
Experimentally, 60 mm Hg is observed.
1.12. The overall reaction for the decomposition of nitrogen pentoxide can be written
as:
2N 2 O 5
4NO 2
O2
The following reaction mechanism is proposed:
N 2O 5
NO 3
NO 2
NO 2
NO 3
N 2O 5
NO 2
NO 3
NO 2
NO NO 3
O2
NO
2NO 2
If the steady state approximation for the intermediates is assumed, prove that the
decomposition of N 2 O 5 is first order [Reference: R.A. Ogg, J. Ch. Phys., 15, 337
(1947)].
Solution
In steady state:
d NO3
dt
r1 r2
k1 N 2 O 5
r3
r4
0
k 2 NO 2 NO3
k 3 NO3 NO 2
k 4 NO NO3
0
or
NO 3
d NO
2dt
k2
r3
k1 N 2O5
k 3 NO 2 k 4 NO
r4
k 3 NO 2 NO 3
(1)
k 4 NO NO 3
0
or
NO
k3
NO 2
k4
(2)
Substitution of (2) in (1):
NO 3
k1 N 2O5
k 2 2k 3 NO 2
(3)
The rate of decomposition of N 2 O 5 is given by
d N 2O5
dt
r1
r2
k1 N 2O5
k 2 NO 2 NO 3
(4)
Substitution of (3) in (4):
d N 2O5
dt
2k 1 k 3
N 2O5
k 2 2k 3
(5)
1.13. The previous reaction was carried out in a constant volume and constant
temperature vessel, to allow the application of the “total pressure method”
outlined in Problem 1.4. There is one complication however: the dimerization
reaction 2NO 2
N 2 O 4 also occurs. It may be assumed that this additional
reaction immediately reaches equilibrium, the dimerization constant being given
by:
logK p
2866
T
logT 9.132 (T in °K; Kp in mm-1)
The following data were obtained by F. Daniels and E.H. Johnson [J. Am. Chem.
Soc., 43, 53 (1921)] at 35°C, with an initial pressure of 308.2 mm Hg:
t (min)
pt (mm Hg)
40
50
60
70
80
90
100
120
140
160
180
200
240
280
320
360
400.2
414.0
426.5
438.0
448.1
457.2
465.2
480.0
492.2
503.2
512.0
519.4
531.4
539.5
545.2
549.9
565.3
Determine the first order rate coefficient as a function of time. What is the
conclusion?
Solution
For a first order reaction:
dp N 2O5
r
dt
kp N 2O5
The solution is
p N 2O5
p 0N 2O5
e
kt
or k
0
1 p N 2O5
ln
t p N 2O5
(1)
The problem is to express p N 2O5 as a function of pt
pt
p NO 2
p NO
p O2
p N 2O5
p N 2O 4
p NO3
From the apparent reaction, the terms pNO and pNO3 drop out. The complete structure reads
N 2O5
N 2O4
2NO 2
1
O2
2
Let α be the degree of dissociation of N 2 O 4 : when α = 0, no dissociation is taking place.
When α = 1, dissociation is complete. At time t, let the conversion of N2O5 be x. The
composition of the reacting mixture on the basis of one mole of N 2 O 5 is then:
1-x
2αx
x(1-α)
1/2x
N 2O5
NO 2
N 2O4
O2
1
α 1/2 x
The total pressure reads:
pt
1
1
x p 0N 2O5
2
α
(1)
By definition:
x
p 0N 2O5
p N 2O5
p 0N 2O5
1
p N 2O5
(2)
p 0N 2O5
Substitution of (2) in (1):
α
p N 2O5
3 0
p N 2O5
2
1
α
2
pt
(3)
The dissociation degree itself is a function of pt and is found by introducing the
equilibrium relationship:
x 1 α p 0N 2 O 5
Kp
1
p N 2O 4
p 2N 2 O 5
a 1/2 x p 0N 2 O 5
4x 2α 2 p 0N 2 O 5
1
2
α 1/2 x p
pt
2
2
0
N 2O5
p 2t
or
Kp
1 α
4x α 2 p 0N 2 O 5
(4)
Substituting (2) in (4) and replacing p N 2O5 by (3) in the resulting equation yields:
Kp
1 α
4α 2
p
0
N 2O5
1
α 3/2 p 0N 2 O 5
α 1/2
pt
(5)
Further
2866
T
logK p
logT 9.132
Which gives for 35°C:
Kp
0.00484
Hence (5) yields
0.5
α
p 0N 2O5
2.25 0.03872 p t
2 0.03872 p t
(6)
p 0N 2O5
Hence, for each t, the corresponding pt can be introduced in (6), giving the value of α,
which in turn is substituted in (3) to give the actual pentoxide partial pressure .
From (1) point values for k are calculated:
t
10
20
30
40
50
60
70
80
90
100
k
0.010670
0.009618
0.008980
0.008622
0.008460
0.008360
0.008308
0.008235
0.008166
0.008080
Conclusion:
t
120
140
160
180
200
240
280
320
360
k
0.008010
0.007940
0.007931
0.007880
0.007825
0.007767
0.007623
0.007446
0.007446
k exhibits a trend as a function of time. Hence, the order of reaction is not
exactly 1. Mean value of k:
8.0005 10-3 min-1 (8∙10-3)
(1) is based on t = 0 as reference value. Any other value, t1 say, can evidently be used.
Writing (1) for two times t1 and t yields:
p
p
1
0
N 2O5
e
kt1
Dividing
p1
p
e
k t1 t
and
p
p
0
N 2O5
e
kt
from which k
1
t
ln
t1
p1
.
p
The t1/p1 now serves as reference point. This possibility may be of interest when the initial
pressure is difficult to measure, due to temporary non stationarities, caused by inflow of
the reactant.
Graphical Solution
From (1), it is seen that the data can be plotted also in a graph
ln
p 0N 2O5
t
p N 2O5
If the reaction is first order in N2O5, the graph should show a straight line with slope equal
to k.
1.14. Reconsider the data of Problem 1.13. Determine the order of reaction together
with the rate coefficient that best fits the data. Now recalculate the value of the
rate coefficient as a function of time.
Solution
rN 2 O 5
dp N 2O5
log rN 2O5
dt
log k
kp nN 2O5
n log p N 2O5
p N 2O5 is calculated as in the previous problem.
In the following treatment, the data points at t = 10, 20 and 30 are discarded because of
possible inlet effects.
t
40
50
60
70
80
90
100
p N 2O 5
218.297
201.89
186.63
172.3
159.49
147.79
137.38
t
120
140
160
180
200
240
280
320
360
p N 2O 5
117.87
101.4
86.646
74.62
64.435
47.786
36.46
28.45
21.81
t
rN 2O 5
50
70
90
120
160
200
280
Δ p N 2O 5
Δt
1.583
1.357
1.1055
0.8995
0.6695
0.4472
0.2417
log rN 2O 5
p N 2O 5
log p N 2O 5
0.1995
0.13258
0.043559
-0.046
-0.174
-0.3495
-0.6167
201.89
172.3
147.79
117.87
86.646
64.435
36.46
2.305
2.236
2.1696
2.0714
1.9377
1.8091
1.5618
Linear regression yields:
k = 4.71 10-3
n = 1.0985 ≈ 1.1
Using this value for n, point values for k can again be calculated by the integral method of
kinetic analysis:
dp N 2 O 5
k p nN 2 O 5
dt
kt
k
dp N 2O5
p
n
N 2O5
1
p N 2O5
0.1 t
1
1 n
1 n
p 0N 2O5
1 n
p N 2O5
1 n
0.5638
This yields:
t
50
70
90
160
200
240
320
360
k (min-1)
4.87 10-3
4.82 10-3
4.77 10-3
4.76 10-3
4.78 10-3
4.81 10-3
4.74 10-3
4.75 10-3
Mean value: 4.79×10-3 min-1.
The value of k is now constant as a function of time.
CHAPTER 2
2.1 Derive the basic equation (2.3.1-7) for a single reversible catalytic reaction.
Solution
ð B , the following elementary steps can be written:
✝☎ c ✄✁
(1)
K
☎✆ p c ✁✂
✌☛ c ✡✟
(2)
K
☛☞ c ✟✠
✓✑ p c ✏✍
1
(3)
✑✒ c ✍✎
K
For the single reversible reaction A
1) A l
K1
Al
Al
A
A
2) Al
3) Rl
✞ Rl
ðR
K2
K3
l
l
eq
Rl
sr
R
Al
eq
R
l
Rl
eq
Reaction rates of elementary reactions:
- rate of adsorption:
ra
- rate of surface reaction:
rsr
- rate of desorption:
rd
✙✗
✗✘
✤
k ✢✢ c
✣
✙c
k ✗✗
✘K
k A pAcl
sr
R
Al
Rl
R
c Al
KA
c Rl
K sr
✜✚
✚✛
pR cl
✖✔
✔✕
(4)
(5)
✖✔
✔✕
(6)
When adsorption, surface reaction and desorption are simultaneously rate determining, all
rates are identical:
ra
rsr
rd
r
(7)
The problem is to express c l , c Al and c Rl as function of measurable quantities.
From (4): c Al
From (6): c Rl
KA
r K A pAcl
kA
KR
r K R pR cl
kR
(8)
(9)
These concentrations are substituted in the overall balance on all sites:
ct
cl
c Al
c Rl
from which c l is determined:
(10)
KR
KA
r
r
kR
kA
1 K ApA K R pR
ct
cl
(11)
Substitution of (8), (9) and (11) in the rate equation for the surface reaction and solving for r
yields:
pR ✧
✪
k sr K A c t ★ p A
✥
K✦
✩
r
✪
k sr K A k sr K R ✧
p R ✧✪ K A K R ✧
✪
★1
✥ 1 K ApA K R pR
✥
k
K
p
★
✥★
sr
A
A
★
kA
k R K sr ✥✦
K ✦★✩ k A k R ✥✦
✩
✩
Rearranging the denominator in a constant term, a term in p A and a term in p R leads to:
✰
k sr K A c t ✮ p A
✯
r
1
k sr K A
kA
k sr K R
k R K sr
Or equivalently, since K
✰
K A ✮✮1
✯
k sr K R
k R K sr
pR
K
✭
✫
✬
k sr K R ✭
✫p A
k R ✫✬
✰
K R ✮✮1
✯
k sr K A
kA
k sr K A ✭
✫p R
K sr k A ✫✬
K A K sr
KR
✶
pR ✳
✱
K ✲
1 K sr ✳
✱p A
k R K ✱✲
ct ✴ pA
r
✵
1
k sr K A
1
kA
1
kRK
1
✵ k sr K A
✶
K A ✴✴
1
✵ k sr K A
✶
K R ✴✴
1 K sr ✳
✱p R
k A K sr ✱✲
✸
R
B
A
2.2 Consider the catalytic reaction:
✷
a) Derive the Langmuir-Hinshelwood-Hougen-Watson kinetic rate expression,
assuming that adsorption is rate controlling.
b) Compare the result of part (a) with that found from Yang and Hougen Table
2.3.1-1.
Solution
For the reversible reaction A B ✹ R S , the following elementary reactions can be written:
1) A l ✺ Al
K1
KA
✻
c Al
pA cl
(1)
✼ Bl
3) Al Bl ✽ Rl
4) Rl ✾ R l
5) Sl ✿ S l
K2
2) B l
KB
(2)
c Rl c Sl
c Al c Bl
pR cl
1
KR
c Rl
pS cl
1
KS
c Sl
K3
Sl
c Bl
pB cl
K4
K5
(3)
(4)
(5)
When the adsorption of A is rate controlling e.g., the reaction rate is given by:
r
❅❃
❃❄
k1 p A c l
c Al
K1
❂❀
❀❁
(6)
Reactions 2-5 are assumed to reach chemical “equilibrium”, so that use can be made of the
corresponding equilibrium relations to determine the unmeasurable concentration of adsorbed
A:
c Bl c Rl c Sl p R c l p S c l
K 2K 3K 4K 5
p B c l c Al c Bl c Rl
c Sl
❆
c Al
Hence,
K 1K 2 K 3 K 4 K 5
❆
❇
p R pS
1
cl
K 2K 3K 4K 5 p B
❆
K A p R pS
cl
K pB
since
(7)
K (overall equilibrium constant).
The reaction rate equation (6) becomes:
r
❍❋
❋●
k1 p A
❊❈
❈❉
p R pS
cl
Kp B
(8)
The unmeasurable concentration of unoccupied active sites, c l , is determined from an overall
balance on all sites:
ct
cl
c Al
c Bl
c Rl
c Sl
(9)
The unknown concentrations of adsorbed B, R, and S are solved from the equilibrium
relations (2), (4) and (5) respectively:
From (2):
c Bl
K Bp Bcl
(10)
From (4):
c Rl
K R pR cl
(11)
From (5):
c Sl
K S pSc l
(12)
Substitution of (7) and (10) - (12) into (9), followed by solving (9) for c l yields:
cl
ct
K A p R pS
1
K pB
K BpB
(13)
K R pR
K SpS
Substituting this expression into (8) yields:
◆
k 1c t ▲▲ p A
rA
1
K A p R pS
K pB
▼
K BpB
p R pS ❑
■
Kp B ■❏
K R pR
K SpS
which is exactly the result found by Yang and Hougen and shown in Table 2.3.1-1.
2.3 In a study of the dehydrogenation over a brass catalyst of sec-butyl alcohol to
methyl ethyl ketone,
H
2
5
H
2
C
O
C
3
H
C
5
H
C2
H
O
H
C
H3
C
❖
L. H . Thaller and G. Thodos [AIChE J., 6, 369 (1960)] obtained data that
appeared to show two different steps controlling, depending on the temperature
level. At low temperatures, surface reaction was controlling, while at high
temperatures desorption of (perhaps) hydrogen seemed rate controlling. A
selection of their initial rate data is given in the table below.
a)
Using the data at T = 371°C, determine the parameters of the appropriate
initial rate expression.
b)
Using the data at T = 288°C and 302°C, again determine the parameters.
T (°C)
371
371
371
371
371
315.5
315.5
315.5
315.5
315.5
315.5
315.5
315.5
315.5
315.5
302
302
302
302
302
288
288
288
Pt (bar.)
1.0
2.0
4.0
9.0
12.0
1.0
7.0
4.0
10.0
14.6
5.5
8.5
3.0
0.22
1.0
1.0
3.0
5.0
7.0
9.6
1.0
3.0
2.0
rA0 (kmol/kg cat. h)
0.195
0.189
0.188
0.198
0.190
0.0392
0.0416
0.0416
0.0326
0.0247
0.0415
0.0376
0.0420
0.0295
0.0410
0.0227
0.0277
0.0255
0.0217
0.0183
0.0115
0.0161
0.0146
Note that the intermediate temperature level results should presumably depend
upon both surface reaction and desorption steps, since at some point both steps will
have equal rates (see Problem 2.5)
Solution
A
Surface reaction controlling
P Al
Al l ◗ Rl
Rl ◗ R l
Sl ❙ S l
KA
A l
K sr
Sl
❘
KR
KS
PR
S
C Al
Cl p A
C RlCSl
C AlCl
C Rl
Cl p R
CSl
C l pS
Total active sites:
Ct
Cl C Al C Rl CSl
Cl (1 K A p A K R p R
K S pS )
❨❲
❲❳
❱❚
❚❯
Then,
rA
rsr
k sr
k sr
s
C AlCl
Ct
❴❪
❪❫
s 2
Cl K A p A
Ct
k sr C t s K A
C RlCSl
K sr
K R p R K S pS
K sr
❭❩
❩❬
(p A p R pS /K)
1 K A p A K R p R K S pS
2
Initial rate
rA0
k sr K A
pA
1 K ApA
2
Desorption of R controlling same as above, except
K sr
C RlCSl
and K R
C AlCl
❵ CCp
Rl
l
R
Then
Ct
and
Cl
K A p A Cl
K sr K A p A Cl
K S pS
K S p SC l
rA
rR
❢ C Rl
k R ❞❞
❡ KR
❝
Cl p R ❛❛
❜
❧ K sr K A p A
k R Cl ❥❥
❦
k R Ct
✐
p R ❣❣
K R K Sp A
❤
r
♣K
♣
q
r
♣1
♣
q
K ApA
pA
pS
p R ♠♠
KRK
pA
pS
♦
♥
♦
K SpS ♠♠
♥
For the initial rate, multiply through by p S , and let p R , p S
rA0
kR
KR
s
0:
t
a) At high temperatures, if desorption controls, a plot of rA0 vs. p should give a
horizontal line, from which ( k R /K R ) can be determined:
rA0
(k R /K R )
From the data at 371°C, the plot on Fig. 2.3-1 shows random scatter about a
horizontal line, to give
(k R /K R )
0.19
kmol
kg cat - h
✉
Figure 2.3-1
b) At lower temperatures, with surface reaction control, a straight line should result
from plotting
KA
p
k sr
p
rA0
1
k sr K A
Then,
k sr
KA
✈
slope intercept
✇
1
(slope) / (intercept)
Figure 2.3-2 shows these plots for the two lower temperatures, with the results:
T = 302°C
k sr 0.113 kmol / kg cat h
KA
0.403 atm -1
T = 288°C
k sr 0.064 kmol / kg cat h
KA
0.299 atm -1
Figure 2.3-2
Note that K A increases with temperature, the reverse of the usual behavior of adsorption
equilibrium constants.
Finally, Fig. 2.3-3 shows the good agreement with the data of the surface reaction controlling
rate equations using the above values for the parameters.
Figure 2.3-3
2.4 The Michaelis-Menten mechanism in enzyme kinetics is based upon the following
reaction scheme between the reactant (substrate S), and the catalyst (enzyme E) to
give the product, P:
S E
1
2
ES
3
4
P E
a) Use the steady state hypothesis for the enzyme-substrate complex, ES, to derive
the Michaelis-Menten kinetic expression:
d(S)
dt
(k 3 (EO ))((S) (P)/K)
K m (S) (k 4 /k 1 )(P)
d(P)
dt
Where ( EO ) = (E) + (ES) represents the measurable total enzyme concentration
K m (k 2 k 3 )/k 1 is the “Michaelis constant”
K k 1k 3 /k 2k 4
b) Show that the maximum initial rate is given by:
d(S)
dt max
k 3 (E 0 )
Solution
S E
a) Disappearance rate of S.
k1
k2
ES
k3
k4
P E
d(S)
dt
(1)
k1 (S)(E) k 2 (ES)
Formation rate of ES.
d(ES)
dt
k1 (S)(E) k 4 (P)(E) (k 2
(2)
k 3 )(ES)
Steady state for ES:
d(ES)
dt
0
(k1 (S) k 4 (P))(E) (k 2
k 3 )(ES)
0
from which:
k 1 (S) k 4 (P)
(E)
k2 k3
(ES)
(3)
Substitution of (3) in (1):
d(S)
dt
k1 (S) k 2
k1 (S) k 4 (P)
(E)
k 2 k3
(4)
From the total balance:
(E O )
(E) (ES)
1
k1 (S) k 4 (P)
(E)
k 2 k3
from which:
(E)
(E O )
k1 (S) k 4 (P)
1
k 2 k3
Substitution of (5) in (4):
d(S)
dt
k1 (S) k 4 (P)
(E O )
k (S) k 4 (P)
k 2 k3
1 1
k 2 k3
k 3 (S) k 2 /k1 k1 (S) k 4 (P) (E O )
k4
k 2 k3
(S)
k1 (P)
k1
k1 (S) k 2
k2
(5)
k1k 3
k 2k 4
k4
(P)
k1
k 3 (E O ) (S) (P)/
k2
k3
k1
(S)
k 3 (E O ) (S) (P)/K
k4
K m (S)
(P)
k1
b) Initial rate is obtained when (P) = 0:
d(S)
dt
k 3 (E O )(S)
K m (S)
k 3 (E O )
Km
1
(S)
This is maximum when the denominator is minimum or when (S) is maximum. In the
limit: (S) = ∞. Hence
d(S)
dt max
2.5
k 3 (E O )
(a) For the reaction in Problem 2.3, show that the initial rate expression,
assuming that both surface reaction and desorption of R are rate controlling, is
rA0
kr
k 2R 1 K A p A
2k sr
K Ap A
2
kR
k 2R 1 K A p A
2k sr
K Ap A
2
1/2
2
k 2R
See Bischoff and Froment [1965].
(b) Show that the result reduces to the proper Yang and Hougen Table 2.3.1-1
and (k sr /k R )
.
results for each of the special cases (k R /k sr )
(c) Using the combined results of Problem 2.3 and the above results, compare the
model with the data at the intermediate temperature level, T = 315.5°C. (See also
Shah and Davidson [1965] and R.W. Bradshaw and B. Davidson, Chem. Eng. Sci.,
24, 1519 [1969].)
Solution
A l
R S
A l
Al
KA
Al l
Rl Sl
K sr
Rl
R
l
KR
C Al
p A Cl
C RlCSl
C AlCl
C Rl
p R Cl
(1)
(2)
(3)
Sl
CSl
p SC l
KS
S l
(4)
a) Rate of surface reaction
rsr
k sr
s
C AlCl
Ct
C RlCSl
K sr
(5)
Rate of desorption reaction
rdR
kR
C Rl
KR
p R Cl
Cl
C Al
C Rl
(6)
Total sites
Ct
CSl
(7)
Substitute (1) and (4) into (5):
rsr
k sr
s
K A p A Cl2
Ct
C Rl K SpSCl
K sr
(8)
Substitute (1) and (4) into (7) and rearrange:
C t C Rl
1 K A p A K S pS
Cl
(9)
Now substitute (9) into (6) and (8)
rsr
C t C Rl
s
k sr K A p A
1 K A p A K S pS
Ct
rdR
kR
C Rl
KR
At steady state, rsr
K R pR
For initial rates, p R
C Rl K SpS
C t C Rl
K sr
1 K A p A K S pS
C t C Rl
1 K A p A K S pS
(10)
(11)
rdR
s
C t C Rl
k sr K A p A
Ct
1 K A p A K S pS
kR
C Rl
KR
2
K R pR
0, pS
2
C Rl K SpS
C t C Rl
K sr
1 K A p A K S pS
C t C Rl
1 K A p A K S pS
0:
(12)
s
C t C Rl
k sr K A p A
Ct
1 K ApA
kR
C Rl
KR
(13)
For initial rates, from (11)
r0
rdR,0
where k R C t
kR
C Rl
KR
kR
k R C Rl
K R Ct
k R has been used.
Substituting this into (13) gives
1 r0 K R /k R
1 K ApA
k sr K A p A
2
r0
or
2
0
r
kR
KR
2
kR KR
k sr
1 K ApA
k sr K A p A
2
kR
KR
r0
2
0
Solving,
r0
kR
KR
1
kR KR
k sr
1 K ApA
2K A p A
2
1
(Note that the result in the book has further grouped
kR KR
k sr
kR
KR
1 K ApA
2K A p A
2
1
k R ).
b) Show that the result reduces to the proper Yang and Hougen Table 2.3.1-1 results for each
of the special cases.
(i)
kR KR
k sr
Then the initial rate becomes:
0.
For desorption control,
r0
kR
1 0
KR
1 0
2
1
kR
KR
which is the correct limiting form (e.g., Problem 2.3).
(ii)
k sr
0 , and the initial rate expression must
kR KR
be rearranged by squaring within the radical:
For surface reaction control,
r0
kR
k R K R 1 K ApA
1
KR
k sr
2K A p A
2
k R K R 1 K ApA
k sr
2K A p A
2
1 2
k sr
2K A p A
k R K R 1 K ApA
2
Then expanding the radical to three terms gives:
r0
kR
2K A p A
1 k sr
(0) (both term, cancel)
KR
2 k R K R 1 K ApA
k sr K A p A
2
1 K ApA
2
which is the correct limiting form (e.g., Problem 2.3).
c) Using the combined results of Problem 2.3 and the above results, compare the model with
the data at the intermediate temperature level, T = 315.5°C (also see Shah and Davidson
[1965] and R.W. Bradshaw and B. Davidson, Chem. Eng. Sci., 24, 1519 [1969].)
An Arrhenius plot of the rate coefficients found in Problems 2.3 is shown in Fig. 2.5-1. Only
k sr and K A are known at two temperatures, and the activation energy for k R K R cannot be
found. Thus, an assumption must be introduced for k R K R at 315.5°C. One possibility is to
assume E R 0 (merely for lack of information), which makes it equal to k sr at 315.5°C; in
this situation, both steps would surely be rate limiting. Another possibility is to assume the
activation energy for k R K R is similar to k sr K A , which leads to a smaller value at
315.5, and which is the same as that estimated by Shah and Davidson; however, their
activation energy was much smaller (and wouldn’t be at all correct at 317°C). Note that the
former value (0.192 = const.) is similar in value to k sr at 302°C, and only at 288°C is there an
order of magnitude difference. Therefore, probably both steps are still rate controlling at
302°C. The fact that a good surface reaction control only plot was obtained in Problem 2.3 is
possibly similar to the illustration of Bischoff and Froment [1965].
In any event, Fig. 2.5-2 shows the results of using the extrapolated rate parameter values in
the combined initial rate formula of part a), and it is seen that agreement is not obtained. The
even smaller value of k R K R would give worse agreement. However if the value of k sr =
0.35 is used, reasonable agreement with experiments is obtained. This extrapolated value at
315.5°C could have been obtained if the value at 302°C was 35% larger, as shown on the
Arrhenius plot. Since surface reaction was probably not truly rate controlling at 302°C, this
could be a reasonable value, as shown in the illustration of Bischoff and Froment [1965].
This problem illustrates the difficulties in using rate expressions with more than one rate
controlling step, even though meaningful kinetic parameters can only be found in this way.
When this situation occurs, precise data covering a large temperature range is essential in
elucidating the details and parameter values.
Figure 2.5-1
Figure 2.5-2
2.6 Consider the reaction A
R S , occurring on dual sites. Determine the rate
equation in the case that all four elementary steps are simultaneously rate determining.
Solution
A
R S
The following steps occur:
A l
Al
Al l
Rl Sl
Rl
R
l
Sl
S l
Rate equations:
(1) ra
k A c A cl
c Al
KA
(2) rsr
k sr c Alcl
c RlcSl
K sr
(3) rd1
kR
c Rl
KR
c R cl
(4) rd2
kS
cSl
KS
cSc l
In steady state conditions (1) = (2) = (3) = (4)
rA
(1) (2) (3) (4)
ct
cl
c Al
c Rl
cSl
(5)
A possible procedure is as follows: cl , c Al , c Rl , cSl are calculated from (1), (3), (4) and (5) and
then substituted into (2).
(1)
c Al
K A c A cl
(3)
c Rl
KR
rA
kR
(4)
cSl
KS
rA
kS
(5)
cl
ct
c Al
rA k A
c R cl
cSc l
c Rl
cSl
ct
cl
rA
KA
kA
1 K AcA
K R KS
k R kS
K R c R K ScS
K A K R KS
kA kR
kS
D 1 K AcA K R cR
ct
MrA
D
where M
K ScS
Substitution of cl into (1), (3) and (4) leads to:
c Al
KA
c A c t c A MrA
D
rA D
kA
c Rl
KR
c R c t c R MrA
D
rA D
kR
cSl
KS
cSc t cS MrA
D
rA D
kS
Equation (2) becomes:
c t MrA K A c A c t c A MrA
k sr
D2
rA
K SK R
c R c t c R MrA
K sr
rA D
kR
rA D
kA
cSc t cS MrA
rA D
kS
or
2
D rA
k sr
K A M 2c A
rA2
K SK R
c
MD S
K sr
kS
K A Mc A c t
rA
K A MD
kA
K A c A Mc t
K SK R 2
M c R cS
k sr
K SK R 2 1
D
K sr
k R kS
K A Dc t
kA
K SK R c R c t
K SK R
D
c R cSc t M
K sr k S
K sr
K A c A c 2t
K SK R
c
MD R
K sr
kR
K SK R
c R cSc t M
K sr
K S K R cSc t
D
K sr k R
K SK R
cSc R c 2t
K sr
This is a quadratic equation in rA : ArA2
BrA
C
0
whereby: A
D2
B ct D2
C
B2 4AC
2A
B
rA
K R KS
K sr k R k S
1
k sr
c 2t K A c A
ct D
MD
K SK R
k ScS
K sr k R k S
K SK R
k ScS
K sr k R k S
k R cR
k R cR
KA
kA
KA
kA
2c t K A M c A
c R cS
K
c R cS
K
K is the overall equilibrium constant,
K A K sr
.
K R KS
2.7 The following data were obtained by Sinfelt and co-workers [Sinfelt, J.H. et al., J.
Phys. Chem., 64, 1559 (1960)] for the dehydrogenation of methylcyclohexane to toluene.
In addition, they found that the product toluene had essentially no effect on the rate.
T (°C)
315
315
315
315
315
344
344
344
344
344
372
372
372
372
pM (bar)
0.36
0.36
0.07
0.24
0.72
0.36
0.36
0.08
0.24
0.68
0.36
0.36
1.1
2.2
pH2 (bar)
1.1
3.0
1.4
1.4
1.4
1.1
3.1
1.4
1.4
1.4
1.1
4.1
4.1
4.1
rD (kmol/kg cat. h)
0.012
0.012
0.0086
0.011
0.013
0.030
0.032
0.020
0.034
0.034
0.076
0.080
0.124
0.131
(a) Discuss which of the steps—adsorption, surface reaction, or desorption—might
be rate controlling in view of the data in the table above.
(b) Show that a rate expression based on the mechanism
A l
Al
Al
Rl
Rl Q S l
fit the data; also estimate the activation energies.
(c) Discuss the results of (b) in view of (a).
The reaction
Solution
(a) The rates at T – 315°C show:
1. Rate is independent of H2 pressure.
2. Rate increases with pM, but approaches saturation; no maximum.
The rates at T – 344°C show:
1. Rate is nearly independent of H2 pressure.
2. Rate increases with pM, possibly approaching saturation.
The rates at T = 372°C show:
1. Rate is nearly independent of H2 pressure.
2. Rate increases with pM.
The conclusion is:
Since toluene and H2 have no effect on the rate, the final step is irreversible, and the
other steps possibly in quasi-equilibrium-thus try desorption control.
(b) The suggested kinetic steps are:
K1
K2
K3
A l
Al
Al
Rl
Rl Q S l
Then
C Al
C Rl
K1p A Cl
K 2C Al K1K 2 p A Cl
and
Ct
Cl
C Al
C Rl
C l 1 K1 1 K 2 p A
The rate is:
r
k 3 C Rl K 3 k 3K1K 2 p A Cl K 3
k 3C t K1K 2 K 3 p A
kp A
1 K1 1 K 2 p A
1 Kp A
(1)
Note that (1) has the features observed in part (a).
The parameters could be estimated from a plot of
1
r
K
k
1 1
k pA
The plot shows that the slopes at all three temperatures have essentially the same
value, and so the “combined activation energy” E 3 Q1 Q 2 Q3 is zero. The rate
coefficient has a value k = 0.4 kmol/kgcat h atm. From the intercepts, the following
are found:
T°C
315
344
372
K/k
80
26
7
K, atm-1
32
10
2.8
A semilog plot gives a slope of 15.6, and so the “activation energy” of K1 1 K 2 is
31 kcal/gmol.
(c) Since the postulated kinetic scheme of irreversible desorption control reasonably fits
both the qualitative observations of the data, plus yields quantitative consistent
parameter estimate plots and activation energies, it will be accepted. The original
reference then uses this for further postulates about the catalyst behavior.
2.8 The isomerization of n-pentane was considered in the text, where several rate
expressions were stated. Derive the final result for desorption of i-pentene
controlling:
r
kK 5 K D K 6 p a p B K
p H2 K 5 K D 1 K 6 p A
Solution
The global isomerization A
Chapter 2.
B can be decomposed in the elementary reactions shown in
When desorption of i-pentene is rate controlling, i.e., the 7-th reaction, the overall reaction
rate is given by:
r
k 7 c Nσ
p Ncσ
K7
From the equilibrium relations with respect to the fifth and sixth reactions:
c Nσ
K 5K 6pMcσ
(1)
c Mσ
K 5pMcσ
(2)
Total balance on acid active sites:
c t c σ c Mσ
c Nσ
1 K 5 1 K 6 pM cσ
(3)
Hence:
k 7ct K 5K 6 pM
r
pN
KI
(4)
1 k5 1 K6 pM
where K I is the equilibrium constant for M
N on acid sites. The unmeasurable gas phase
partial pressures of the pentenes, pM and pN, are expressed as a function of the gas phase
partial pressures of the pentanes by making use of the assumption that the hydrogenation and
dehydrogenation stages are in equilibrium:
K1K 2 K 3K 4
KD
K 8 K 9 K 10 K 11
KH
pH 2 pM
pA
pB
p H2 p N
pM
pA
pH 2
(5)
1 pB
K H p H2
(6)
KD
pN
Substitution of (5) and (6) into (4) yields:
r
kK D K 5 K 6 p A p B K
p H2 K 5 K D 1 K 6 p A
where
K
KDKIKH
k
k 7 ct
2.9 For the isomerization of n-pentane, derive the rate expression if the surface
reaction step of the dehydrogenation reaction were rate controlling. Contrast this
with the correct rate of Problem 2.8, especially regarding variations with total
pressure.
Solution
When step 2 is rate determining:
r
k 2 c Al
cl
c Ml c H 2 l
K2
(1)
From the equilibrium relations with respect to reaction(s):
(1): c Al
(2)
K1p A cl
1
(3): c H 2 l
p H cl
K3 2
1 pB
(4) - (11): c Ml
cl
11
pH 2
Ki
(3)
(4)
i 4
By having considered reactions (4) - (11), c Ml is expressed directly in terms of the observable
partial pressures p B and p H 2 .
A total balance on all Pt sites:
c t cl c Ml
c Nl
c Al
c Bl
cH 2l
(5)
requires still c Nl and c Bl to be determined.
From the equilibrium relations with respect to reaction(s):
1
p Bc l
K11
(11): c Bl
(9) - (11): c Nl
(6)
1
pB
cl
K 9 K10 K11 p H 2
(7)
Hence:
1
ct
11
Ki
pB
pH 2
1
pB
K 9 K10 K11 p H 2
K1p A
1
pB
K11
1
p H cl
K3 2
(8)
i 4
Substitution of (2) – (4) and (8) into (1) yields:
k 2 K1 p A
r
pB
K
2
1
1
K 9 K10 K11
1
11
Ki
pB
pH 2
K1p A
1
pB
K11
1
pH
K3 2
i 4
where K is the overall equilibrium constant of the overall reaction A
B.
Obviously, this rate equation is not independent of total pressure.
2.10 For the isomerization of n-pentane, the following experimental data were collected
by Hosten and Froment [1965]:
x
0.4025
0.35
0.2784
0.2001
0.3529
0.2728
0.2028
0.3248
0.2571
0.2011
0.3017
0.2413
0.1734
γ
4.853
5.253
5.29
5.199
6.833
7.33
7.344
7.638
8.514
8.135
10.598
11.957
10.227
W/FA0 (kg cat. h/kmol)
5.92
3.84
2.84
1.75
5.74
3.84
2.66
5.28
3.9
2.65
5.73
4.37
2.65
γ is the molar ratio H2/n-pentane. The pentane feed consisted of 92.65 mole % n-C5 and
6.37 mole % i-C5. The overall equilibrium constant is 2.07, while the selectivity for
isomerization is nearly constant and equal to 0.91. Estimate the parameters in the
adsorption model by means of the integral method of kinetic analysis. Both W/FA0 and x
can be used as dependent variable. Comment on this choice. Compare the results and
the computational effort for both cases.
Solution
The reaction network for the isomerization of n-pentane (A) into i-pentane (B), accompanied
by the cracking of the n-C5 into C1–C4 (C) to a small extent can be written:
B
A
C
When the adsorption of n-pentene is rate determining for the isomerization, the reaction rate
equation for isomerization is given by:
kK D p A
rB
p H2
pB K
1
1
K7KH K6
1 pB
k pA pB K
p H2 K B p B
(1)
(It is assumed that the cracked products are not adsorbed on the acid sites). The integral
method of kinetic analysis makes use of the continuity equation for species B. For an ideal
tubular reactor with plug flow:
FA0 dx B
rB dW
(2)
(1) has to be substituted in (2), which is then integrated. This requires the expression of the
partial pressures as a function of xB. The feed contains P mol % n-pentane, Q mol % of ipentane and R mol % of an inert I, cyclopentane. The following balances can then be written:
Number of moles Conversion of A: XA
Component
Feed
Conversion into B: XB
A
P
P (1 - XA)
B
Q
Q + P XB
I
R
R
H2
Pγ
P [γ - (XA - XB)]
C
O
2P (XA - XB)
100 Pγ
100 Pγ
It is hereby assumed that 1 cracked mole of A gives rise to two moles of cracked products C.
It is seen that cracking does not give rise to expansion or contraction.
Since the selectivity for isomerization, η
pA
P(1 x B /ηη
pt ; pB
100 Pγ
x B x A , is constant, the partial pressures read:
B Px B
pt ; pH 2
100 Pγ
P γ - 1 η -1 xB
pt
100 Pγ
(3)
Integration of (1) can now be carried out analytically:
W
FA0
Kη
1
a
P(K η) k
KB
c
k
(4)
in which:
a
Pγ
η PK Q
1
1
K η
η
ln u P 1
1
xB
η
η PK Q
ln u Px B
K η
PK η
u 1
xB
η PK Q
c
Q
Parameters can now be estimated, using the given data pairs x | W/FA0, γ.
If W/FA0 is used as dependent variable, the criterion reads:
n
i 1
W
FA0
i
Ŵ
FA0
2
Min
i
(5)
Notice that (4) is linear in the groups 1/k and K B /k, so that linear regression will surface to
estimate these groups. Values of k and K B are unambiguously determined afterwards. If x B is
used as the dependent variable, the appropriate least squares criterion,
x Bi
x̂ Bi
2
(6)
Min
requires non-linear regression. Moreover (4) is implicit in the conversion x B so that this
implicit equation has to be solved for x̂ Bi for each experiment. Since W and FA0 will
generally be precisely known, W/FA0 is likely to be considered as a discrete rather than a
random variable, so that criterion (5) seems to be inappropriate. The conversion on the other
hand seems to be the true observed variable, subject to experimental error and hence,
estimation should be based on criterion (6) indeed.
Results
Dependent variable
W/FA0
XB
0.89
0.89
6.57
8.5
k
KB
Both criteria yield estimates which agree very well. Clearly, required computational effort is
much higher when x B is the dependent variable.
2.11 A catalytic reaction A
B is carried out in a fixed bed reactor. Comment on the
concentration profiles of adsorbed species as a function of bed depth for various
rate determining steps.
Solution
A l
K1
Al
Al
Bl
K2
Bl
B l
K3
c Al
p A cl
c Bl
c Al
p Bc l
c Bl
Adsorption rate determining:
K 2 K3
c Bl p Bcl
c Al c Bl
or
c Al
c Bl
ct
1
p Bc l
K 2K 3
1
p Bc l
K3
cl
c Al
c Bl
(1)
(2)
1
1
pB
K 2K 3
1
p B cl
K3
ct
cl
1
1
K2
1
1
pB
K3
(3)
and
c Al
1
pB
K 2K 3
ct
1
1
K2
1
pB
1
K3
K 2K 3
pB
ct
(4)
1 K2
Since p B is continuously increasing as a function of bed depth, it follows from
(3): cl decreases;
(4): c Al increases.
From
(2)
c
, it follows Bl
c Al
(1)
K 2 , or the ratio is constant.
Desorption rate determining:
From an identical reasoning, the reverse is obtained for cl and c Al when the desorption is rate
determining.
c
The ratio Bl remains constant.
c Al
Surface reaction rate determining:
c Al =K1p A cl
1
c Bl
p Bcl
K3
ct
cl =
1
1+K1p A +
pB
K3
K1 p A c t
c Al =
1
1+K1p A +
pB
K3
p Bc t
1
c Bl =
K 3 1+K p + 1 p
1 A
B
K3
All kinds of profiles are possible. In the case that the denominator is nearly constant or, at
least, varies slower than p A , or p B , c Al is decreasing, c Bl increasing, and cl nearly constant
1
as a function of bed depth. Also with, strong product inhibition, this means that
>>K1 ,cl
K3
will be decreasing. So will c Al at an even greater rate since not only the denominator
increases, but also the numerator decreases.
2.12 The dehydrogenation of ethanol was carried out in an integral reactor at 275°C
with the following results:
x
0.2
0.4
0.6
0.88
1.53
1.6
2.66
4.22
4.54
pt (atm) W/FA0 (kg cat. h/kmol)
1
0.118
1
0.196
1
0.262
1
0.339
1
0.446
1
0.454
1
0.524
1
0.59
1
0.60
x
0.14
0.2
0.25
0.286
0.352
0.14
0.196
0.235
0.271
pt
3
3
3
3
3
4
4
4
4
W/FA0
0.2
0.4
0.6
0.88
1.6
0.2
0.4
0.6
0.88
x
0.32
0.112
0.163
0.194
0.214
0.254
0.1
0.148
0.175
0.188
0.229
pt
4
7
7
7
7
7
10
10
10
10
10
W/FA0
1.6
0.2
0.4
0.6
0.88
1.6
0.2
0.4
0.6
0.88
1.6
The overall equilibrium constant is 0.589. The feed consisted of the azeotropic mixture
ethanol-water, containing 13.5 mole % water. Water is not adsorbed on the catalyst.
Estimate the parameters of the adsorption, surface reaction, and desorption models,
using conversion as the regression variable. Comment on the feasibility for the
estimation of the parameters. Which model is the best? On what basis?
Solution
As shown in Chapter 2, the continuity equation (a) has to be integrated after substituting the
appropriate rate equation and expressing the partial pressures of the reaction partners as a
function of conversion and independent variables. The result is an expression of the form:
W 1
= D1 +D 2 +D3
F C
(1)
for all three rate equations with D1 ,D 2 ,D3 given in Chapter 2. The functional dependence for
C and A1 ,B1 ,C1 ,A 2 ,B2 ,C2 are different for each model, however. They are shown in Chapter 2
for the surface reaction controlling rate model. They are given below for the two other
models:
Adsorption controlling:
C=k
A1 = 1.334
A 2 = 1.155 p t
B1 = 2.31 + K R +K S p t
B2
0.155p t
C2
p t (1 p t /K )
C1 1 K A p 2t /K (K R
K S )p t
Desorption controlling:
C = kK
A1 = 1.155 K R
A 2 = 1.155
B1 = 1.155 + K A p t - 0.155 KK R
B2 = - 0.155
C1 = 1 + K A p t - KK R + K S p t
C2 = - 1+ p t K
The parameters are estimated in all three models by means of the least squares criterion based
on the conversion:
n
x i -xˆ i
2
(2)
Min
i=1
This again necessitates the solution of the implicit equation (1) for x̂ i for each experiment
and all models. The objective function (2) is minimized e.g., by means of the Marquardt
technique.
Results
The next table presents the point estimates for the parameters and their 95% confidence limits,
as well as the residual sum of squares.
Adsorption Surface reaction
k ± ts (k)
0.551 ± 0.14
4.36 ± 0.58
A
A
K ± ts (K )
12.46 ± 2.4
0.43 ± 0.052
KR ± ts (K R)
KS ± ts (K S)
KR + K S ± ts (K R + K S)
-5.694 ± 1.75
2.895 ± 0.6
Residual sum of squares
0.0086
0.0021
Desorption
0.205 ± 0.2
-0.0337 ± 0.19
0.321 ± 0.36
1.329 ± 2.32
0.0036
Note that the parameters K R and K S can be estimated separately in the desorption model,
even when pure feed, i.e., containing no reaction products, is used. This is not possible in the
adsorption and surface reaction rate models: only their sum is estimable. Compared to the
differential method of kinetic analysis, discussed in Chapter 2 the estimation technique
discussed above is undoubtedly much more laborious.
From this analysis, it is clear that the surface reaction model is the best:
1) It is the best fitting model and has a residual sum of squares which is only ¼ of that of
the adsorption model.
2) All parameter estimates are positive and significantly different from zero.
3) The adsorption model fits much worse to the data and contains a significantly negative
parameter estimate; this is in conflict with thermodynamic requirements for adsorption
constants; hence the adsorption model must be discarded.
4) The desorption model fits relatively well to the data, but none of the parameter
estimates is significantly different from zero from the statistical point of view.
2.13
Boolean Relation Matrix and Label representation of molecules and ions.
a) Write the Boolean relation matrix and the label representation of
(i) 3-Me-pentane -2+ carbenium ion
(ii) Naphthalene
(iii) Cumene (i-Propylbenzene)
b) What are the Me-shift isomerizations and the β-scissions that the 3-Mepentane -2+ ion can undergo ? What are the products ? Hint: For the βscissions first construct the matrix M2-1 in order to determine the 3 -carbon
atoms.
Solution
2
1 2 3 2 1 1
8 8 8 8 8 8
0
3 2 2 2 2 3 2 2 2 2
1 4 4 4 4 1 4 4 4 4
0
3 2 2 2 2 2 3 1 1
4 4 4 4 4 4 8 8 8
CHAPTER 3
3.1 The cracking of cumene into benzene and propylene was carried out in a fixed bed
of zeolite particles at 262°C and atmospheric pressure, in the presence of a large
excess of nitrogen. At a point in the reactor where the cumene partial pressure was
0.0689 atm, a reaction rate of 0.153 kmol/kg cat. h was observed.
Further data: Mm = 34.37 kg/kmol;
μ = 0.094 kg/m.h;
Cp = 0.33 kcal/kg.°C;
Pr = 0.846;
am = 45 m²cat/kg cat;
(-Δ H) = -41816 kcal/kmol.
ρ g = 0.66 kg/m³;
λg = 0.037 kcal/m.h.°C;
Re = 0.052;
DAm = 0.096 m²/h;
G = 56.47 kg/m².h;
Show that, under these conditions, the partial pressure and temperature drops
over the external film surrounding the particles are negligible.
Solution
a) The partial pressure drop Δ pA over the external film is given by:
Δ pA
⑦
rA M m p fA ⑥④ μ ③①
a m G jD ④⑤ ρ g D Am ①②
2/3
where jD is obtained from:
jD ⑨ 1.68Re
or jD = 7.50
0.51
(Re ⑧ 190)
pfA is defined by:
p fA
❻
pt
δA p A
❺
ln❸❸
❹ pt
pt
δA p A
p t δA p A
δA p A Δ p A
Δ pA
❷
⑩
⑩
❶
For the reaction aA bB ... ❼ qQ sS ... the expansion is defined by
δA
❽
q s ... a b ...
a
For cumene
δA
❿
❾
propylene + benzene:
1 1 1
1
The pressure drop is calculated according to the iterative scheme presented in Chapter
3:
1) Assume Δ p A ➀ O ➁ p fA ➀ p t
δ A p A ➀ 1.0689
0.153 ➂ 34.37 ➈
0.094
➅
➆
➃
45 ➂ 56.47 ➂ 7.50 ➇ 0.66 0.096 ➄
or Δ p A ➋ 3.836 ➊ 10 4 atm
2/3
Δ pA ➉
➂ 1.0689
2) With this new guess, an updated film pressure factor is calculated:
p fA ➌
p fA
➒ 1 0.0689 ➏
➍➍
ln➐➐
➑ 1 0.0689 Δ p A ➎
➌ 1.06863
This value is sufficiently close to the previous value, so that no further cycles are
required.
Δ pA
Hence, δp A → 3.836 ➔ 10 4 and
➔ 100 ➓ 0.56% which is negligible.
pA
b) The temperature drop is given by
ΔT ➣
rA ( Δ H)
pt
a m C p G jH
2/3
From the figure given in Chapter 3: jH ≈ 5.49
Hence
ΔT ↕
0.153 ↔ ( 41816)
(0.846) 2/3
45 ↔ 0.3342 ↔ 56.47 ↔ 5.49
= -1.228°C
and
ΔT
➛ 200 ➙ 0.34% which is again negligible.
T
3.2 The solid density of an alumina particle is 3.8 g/cm³, the pellet density is 1.5 g/cm³,
and the internal surface is 200 m²/g. Compute the pore volume per gram, the
porosity, and the mean pore radius.
Solution
A catalyst pellet consists of the solid phase (catalytic material + support) and the void phase:
1 cm³ catalyst = X cm³ solid + (1 – X cm³) void
In weight :
1.5 g = X X 3.8 g + (1 – X) X 0 g
Hence X =
1.5
= 0.395;
3.8
1 – X = 0.605
0.605 cm³ pores/cm³ cat
= 0.404 cm³ pores/g cat
1.5 g cat/cm³ cat
volume void (pores)
X porosity =
= 0.605 cm³ pores/cm³ cat
total volume (pores solid)
X mean pore radius :
X pore volume / g cat =
assume a pore to be cylindrical with length L, then:
pore volume = volume of cylinder = πR²L
surface area = surface area of cylinder wall = 2πRL
pore volume R 0.404 cm³/gcat 0.404 ➜ 10 6 m³
➝ ➝
➝
surface area
2
200 m²/g cat
200 m²
➞
or R = 40.4 × 10-10 m = 40.4 A .
3.3 Turning to a general description of pore diffusion, the "dusty gas" theory of
Mason et al. [1969] utilizes the results from the formal kinetic theory of gases, with
one "species", the "dust", having a very large "molecular weight". Their final
results can be clearly visualized in the form utilized by Feng and Stewart [1973]:
N j ➟ (diffusive flux )
( viscous flow flux )
(fluxes caused by other driving forces) (1)
➟N
( D)
j
N
(v)
j
...
where the viscous flow flux is found from
➧B p ➤
N (jv ) ➩ y j ➥➥ 0 t ➡➡➠pt
➦ RT ➨ ➢
(2)
with B0 = D'Arcy constant, a function of porous media geometry, = r 2/8 for a long
cylinder of radius r, and the diffusive flux is found from the extended StefanMaxwell form
N
1
1
( y k N (jD )
➭p j ➫
RT
D
k ➯1
e, jk
y jN
( D)
k
)
N (jD )
De,Kj
(3)
Equations (1) to (3) can also be combined to give a single equation containing only
the total flux resulting from both diffusive and viscous flow mechanisms:
1
➲p j
RT
1
( yk N j
k ➚1 De, jk
N
➾
y jNk )
Nj
➼➺ B0 pt ➸➳➲p
t
De,Kj ➺➻ RT ➽ ➳➵
yj
De,Kj
(4)
Carefully watching how the various fluxes combine, derive (4) for the molar flux in
a porous medium.
Solution
The total mass flux is the sum of the diffusive and convective flows
Nj
➪ N (D)
j
N (v)
j
(a)
where the viscous convective flow is
N (v)
j
➹
yj
Bo p t
RT μ
➶p t
(b)
The diffusive flux driving force, the partial pressure gradient, is utilized by both bulk and
Knudsen diffusion:
1
➴p j
RT
➘
N
1
y k N (D)
j
D
k ➷1
e, jk
y jN
(D)
k
N (D)
j
(c)
D e,kj
The diffusive flux is
and
N (D)
j
➬ Nj
N (v)
j
➮ yj
N (v)
j
(1)
(2)
Substituting (1) into (c) gives two parts to each of the terms on the RHS. The Stefan-Maxwell
term with the convective flow term is
N
1
yk y j
k ✃1 D e, jk
y jyk
➱0
since diffusive intermingling of species is separate from convective motion. However,
convective and Knudsen flows are similar, and both terms remains. Thus, the final result is:
1
❐p j
RT
Ò
N
1
yk N j
k Ó1 D e, jk
y jNk
Nj
D e,k j
from which the total flux of species j can be found.
ÑÏ p t B o ❰❒❐p
t
D e,k j ÏÐ RT μ ❒❮
yj
3.4 A catalyst considered by Satterfield [1970] has a void fraction of 0.40, an internal
surface area of 180 m²/g, and a pellet density of 1.40 g/cm³. Estimate the effective
diffusivity of thiophene with hydrogen at T = 660 K.
Solution
The first step is to estimate the bulk diffusivity. From Bird, Stewart, and Lightfoot [2] the
dense gas kinetic theory result for diffusivity is
1
M B cm²
s
p(atm)σ 2AB Ω D
T 3/2
D AB Õ 1.8583 Ô 10
3
1
MA
where the “collision diameter” σ and integral Ω D (which is a function of the “interaction
Ö
energy” εT/k) are found in tables: H2, σ × 2.92 A , ε/k = 38°K. For thiophene, Satterfield [40]
Ø
user correlations to estimate σ Ù 5.25 A , ε/k = 447°K. Then
Ú
1
1
σ A σ B Û 5.25 2.92 Û 4.08 A
2
2
k Ý εA εB k Ý 447(38) Ý 130ÜK
σ AB Û
εAB
kT εAB Þ 660/130 Þ 5.08 ß Ω
Then
D
Þ 0.84
Finally,
1
84
2
p (4.08) (0.84)
0.001858 (600) 3/2
D AB à
á
▲
1
2
1.612
cm²/s
p
at p = 1 atm, DAB = 1.612 cm²/s
at p = 30 atm (Satterfields value 0.054 cm²/s)
D AB â
1.612
â 0.0537 cm²/s (assuming ideal gas behavior at 30 atm!)
30
With this value, then,
De ã
0.677
0.4
(1.612) ã
τ
τ
The Knudsen diffusivity depends on the average pore radius, which is:
rä
2εs
2 (0.4)
ä
ρ s S g 1.40 (180) 10 4
æ
å 31.8 A å 3.18 nm
Then from Chapter 3, (3.4-4):
D K,A
4
ç 3.18 10
3
é 0.865 è 10
9
6
2 (8.314) 10 3 660
π
84
m²/s é 0.865 è 10 2 cm²/s
0.346
ε
D e,KA ë D K,A ë
ê10
τ
τ
2
cm²/s
Using the simplest formula for total effective diffusivity:
1
1
ó
D eA D e,AB
1
D e,KA
ò 1
ó τï
ñ 0.677
1
î
ì
0.00346 í
or
D eA õ 0.00344/τ õ 0.00115 cm²/s (τ ô 3)
Note that with the relatively small pore size of 3.2 nm, at 1 atm the Knudsen diffusion
predominates.
At p = 30 atm, using Satterfields value of DAB = 0.054 cm²/s
D e,AB ö
0.0216
0.4
cm/s
(0.54) ö
τ
τ
Then, the total effective diffusivity becomes:
1
1
ý
D eA D e,AB
1
D e,KA
ü 1
ý τú
û 0.0216
1
ù
÷
0.00346 ø
or
D eA ÿ 0.00298/τ þ 0.0010 cm²/s (τ þ 3)
Again, the Knudsen diffusion is most important. Only at p = 200 atm would the bulk diffusion
be of the same magnitude (at this pressure more comprehensive correlations would be needed
to predict the bulk diffusivity DAB).
3.5 Calculate the diffusion flux for ethylene diffusing in hydrogen at 298 K in a porous
medium with the following properties: thickness = 1 cm, εs = 0.40, ρ g = 1.4 g/cm³, Sg
= 105 m²/g. The conditions are steady pressure p of ethylene on one side and
hydrogen on the other, for 0.1 < p < 40 bar.
Solution
The proper equation for steady counterdiffusion in a porous medium is to be used (Chapter 3),
with the flux ratio given by
NB
ð
NA
MA
;
MB
Thus,
C t D e,AB
NA
L1
MA MB
ln
1 1
M A M B y AL
1 1
M A M B y A0
D e,AB D e,AB D e,KA
D e,AB D e,KAA
An approximate solution is to use a mean value of the effective diffusivity for species ‘A’:
1
D e,A
✁ ln
1
yA
ave
1
MA MB
1
D e,AB
ave
D e,AB
This results simply in
NA ✂
D eA
ave
Ct
or
N A ✄ C t D eA
dy A
dz
YAL
ave
YA0
L
For either approach, the bulk and Knudsen diffusivities must first be estimated.
From Bird, Stewart, and Lightfoot [23], the bulk diffusivity based on dense gas kinetic theory
is:
1
1
T 3/2
MA MB
☛ cm² ✟
D AB ✠
✝ ✆ 1.8583 ☎ 10 3
p (atm) σ AB Ω D
✡ s ✞
where the “collision diameter”, σ, and integral Ω D (which is a function of the “interaction
☞
✍
energy”, εT/k) are found in tables: H2, σ ✌ 2.92 A , ε/k = 38°K; C 2 H 4 , σ ✎ 4.23 A , ε/k =
205°K. Then
✏
1
1
σ A σ B ✑ 4.23 2.92 ✑ 3.58 A
2
2
k ✓ εA εB k ✓ 205 (38) ✓ 88.3✒K
σ AB
✑
εAB
Then
εT
k
✔
298
✔ 3.38 ✕ Ω
88.3
AB
✔
0.92
Finally,
1
28
2
p (3.58) (0.92)
0.001858 (298) 3/2
D AB
✖
✗
1
2
0.593
cm²/s
p
(Note that diffusivities in hydrogen mixtures are about a factor of 5 higher than “normal larger
molecules.”)
Thus,
D e,AB
✘
ε
D AB
τ
✘
0.4 ✣ 0.593 ✛ 0.237
✜
✙ ✘
τ ✜✢ p ✙✚
p
where τ has been arbitrarily taken to be 1.0; other values merely decrease the flux by τ ✤ 1 .
The average pore radius is needed for the Knudsen diffusivity:
r✥
2εs
ρ pSg
✥
2 (0.4)
1.4 (105) 10 4
✦
✥
54.4 A ✥ 5.44 nm
From (3.4-4)
D KA
4
2 (8.314) 10 3 (298)
(5.44 ✧ 10 9 )
3
π
28
6
m²/s ✩ 0.01722 cm²/s
✩ 1.722 ✪ 10
★
D e,KA
✫
ε
D KA
τ
✫
0.4 (0.01722) ✫ 0.00689 cm²/s
Now the above formulas can be applied. (The remainder of this problem will be done using
S.I. units.)
Ct ✬
p (bar) kmol
p
✬
bar m³ ✰
24.78 m³
✱ 0.08314
✮ (298✭K)
kmol ✭K ✯
✲
p
✬
RT ✳
The exact formula becomes:
0.237 ✴ 10 4 m²
p (1.01325) s
p ✺ kmol ✷ 1
✺ kmol ✷
✵✻
✸
✵
✹ m²s ✶ 24.78 ✹ m³ ✶ 0.01m 1 28/2
0.237 ✴ 10 4 1.01325 p
1 1
28/2 (0)
0.689 ✴ 10 6
x ln
0.237 ✴ 10 4 1.01325 p
1 1
28/2 (1.0)
0.689 ✴ 10 6
NA ✸
x
3.742 34.0 p
1 34.0 p
✽ 3.445 ✼ 10 5 ln
It is seen that for large pressure, the maximum diffusion flux (bulk diffusion) is:
N A ✽ 3.445 ✼ 10
5
ln (3.742) ✽ 4.54 ✼ 10 -5
kmol
s m²
In general, it is useful to have the limiting forms for both high and low pressures. In the
former case, D e,AB D e,KA ✾ 0 , and
NA ✿
C t D e,AB
L1
M A /M B
ln
1 1
M A /M B YAL
1 1
M A /M B YA0
For the present (common) case of YA0 ❀ 0, YAL ❀ 1
NA ❂
C t D e,AB
L1
MA MB
ln
MB
❁ fcn (p)
MA
since
1
Ct De ❃ p .
p
For very low pressures, careful expansion of the log terms by multiplying numerator and
denominator by D e,KA D e,AB leads to:
NA ❉
❊
C t D e,AB
L1
MA MB
C t D e,KA
❋p
L
YA0
❈ D e,KA
1 1
❆
❆❇ D e,AB
YAL
M A M B YAL
1 1
❅
M A M B YA0 ❄
❄
which is pure Knudsen diffusion, and the various flux ratios relevant to bulk diffusion no
longer appear; the Knudsen flux of each species is independent.
These two limiting forms are useful bounds on the complete solution. The approximate model
becomes
N A ● C t D eA
with
YAL
YA0
L
●
kmol
0 1
p
D eA
● 4.0355 p D A
s m²
0.01
24.78
1 Ya,0.5ave 1
28/2
1
■
4
p D eA
0.237 ❍ 10 /1.01325
1
1
p 0.00689 ❍ 10
4
❏ 10 5 (1.01 14.51 / p)
The results are plotted in the Fig. 3.5-1.
It is seen how the pressure dependency changes from Knudsen to bulk diffusion. Also, the
approximate model is very close to the exact complete results, except at high pressures in the
bulk diffusion range. The maximum flux is about 11% lower. This is caused by the very
arbitrary choice of YA ave ❑ 0.5 ; the actual concentration profile is somewhat curved under
the straight line implicitly assumed by the simpler model. If a value of YA ave ▲ 0.4 were
used, the two curves would essentially superimpose. In the Knudsen diffusion limiting
regime, the two formulas are identical.
Figure 3.5-1
3.6 The data given below on diffusion of nitrogen (A) and helium (B) in porous catalyst
pellets, have been provided by Henry, Cunningham, and Geankoplis [51], who
utilized the steady-state Wicke-Kallenback-Weisz technique. An alumina pellet
with the following properties was used:
Length = 1.244 cm;
Porosity = 0.233 (macro);
Pore radius = 20,000 Å (macro);
Internal surface = 202 m²/g
Pore volume = 0.5950cm²/g
0.492 (micro)
37 Å (micro)
a) Compare the flux ratios with the theoretical prediction.
b) Compute the experimental diffusivities, and plot De∙pt versus pt. At what
pressure is there a transition between Knudsen and bulk diffusion?
c) Use the dusty-gas model, assuming one dominant pore size, to predict the
changes of De with pressure up to 2 atm. What value of tortuosity is required?
d) Repeat the calculations of part (c) with the random pore model.
e) Repeat the calculations of part (c) with the parallel cross-linked pores model.
pt (mm Hg)
0.500
1.506
3.25
8.00
30.72
100.6
299.7
600.1
yAL
0.0407
0.0358
0.0888
0.176
0.214
0.164
0.134
0.146
yA0
0.911
0.900
0.863
0.735
0.658
0.708
0.769
0.723
NAx10^8 (mol/cm².s)
0.449
0.881
2.62
4.78
11.3
22.2
42.1
43.9
-NB/NA
2.52
3.06
2.22
2.65
2.78
2.62
2.37
2.86
Solution
a) From Chapter 3, (3.4-5), the theoretical expression for the ratio of fluxes in an
experiment with steady state counterdiffusion of two species (Wicke-KallenbachWeisz technique) is:
◆
NB
M
A
◆ ▼ M ▼
B
N
A
28
▼ 2.646
4
which is close to the experimental values: Avg = 2.365, S.D. = 0.27 (10%).
b) It is best to first plot the flux-pressure data in order to determine the likely diffusion
regime: bulk or Knudsen. This is shown in Figure 1, and the extremes of the data
range seem to essentially span the range. The diffusivity values are found using:
❙
◗1
❬
C t D e,AB
NA ❩
❬
❬ ❱ ln ◗◗
❨
L❲1 N B N A ❚ 1
❳
❯ ◗❘
❨1 N❬
B
❲
❳
❨1 N❬
B
❲
❳
❬ ❱
P
D e,AB D e,KA ❖
❯
❖
❬ ❱
N A ❚ y A0 D e,AB D e,KA ❖
❖
❯
N A ❚ y AL
which can be obtained for steady-state one-dimensional diffusion experiments, where
❪N A ❭ 0 or NA = constant, after direct integration of N A ❴ DeA❫C A between z = 0
and z = L [Satterfield, 1970].
Since D e,AB D e,KA ❵ P 1 , at high pressures D e,AB D e,KA ❛❛ 1 , and
❢
❞1
♥
CD e,AB
NA ♠
♥
♥ ✐ ln ❞❞
❧
L❥1 N B N A ❣ 1
❦
❤ ❞❡
❧1 N♥
B
❥
❦
❧1 N♥
B
❥
❦
♥ ✐
❝
❤
♥ ✐ ❜❜
N A ❣ y A0
❤ ❜
N A ❣ y AL ❜
The values of D e,AB and D e,KA must be used to check exactly what pressures allow
this approximation to be used. Also, at low pressures, D e,KA D e,AB ❛❛ 1 , and the
equation reduces to (with L’Hospital’s Rule):
r
NA q
C D e,KA
L
♦y A0
y AL ♣
Again, the approximation must be checked.
The molar density is
Ct
P
t
RT ④
p
gmol
t 4.076 s 10 5 P (in atm)
cm³
cm³ atm ①
②② 82.06
✈✈ 298✉K
gmol ✉K ✇
③
Then, at the lowest pressure, P ⑥
⑨
D e,KA ⑦
N AL
C y AB
y AL
⑦
0.5
⑥ 6.579 ⑤ 10
760
4
atm
(0.449 ⑧ 10 8 )(1.244)
⑦ 0.240 cm²/s
(2.68 ⑧ 10 8 )(0.911 0.0407)
At the highest pressure, P ⑩ 0.7896 atm ,
➆
D e,AB ➅
➄
➃
➆
➆ ➁
➀
N AL ➂1 N B N A ❿
c ln ❶ ❷
(43.9 ❾ 10 8 )(1.244)(1 - 2.86)
❸ 0.0516 cm²/s
❽1 (1 2.86)(0.146) ❺
5
(3.218 ❾ 10 ) ln ❻
❹
❼1 (1 2.86)(0.723)
Since D e,KA is independent of pressure, the use of the limiting form to calculate D e,AB
can be checked:
D e,AB
➇
D e,KA
0.0516
➇ 0.215 ,
0.240
which is not really negligible with respect to unity. Therefore, the complete equation
must be used, which gives after two iterations,
D e,AB ➈ 0.0576 cm²/s (first iterative)
➉ 0.0592 cm²/s (second iterative)
D e,AB P ➊ 0.0467 cm² atm/s
At this point the other limiting approximation can be checked with D e,AB ➋ P 1 :
D e,KB
D e,AB
➌
0.24
P
➌ 5.139 P
0.0592 0.790
➎ 5.139 (6.58 ➏ 10 4 atm) ➎ 0.00338 ➍➍ 1
Thus the value of D e,KA is correct (although more than one experimental point should
be used – the authors found an average of 0.027 cm²/s).
Next, the data at the second highest pressure is used with the complete equation to
obtain D e,AB at 0.3943 atm; after a few iterations:
D e,AB ➐ 0.105 cm²/s
and
D e,AB P ➐ 0.0414
Repeating at P = 0.1324 atm, after a few iterations
D e,AB ➐ 0.253 cm²/s
and
D e,AB P ➐ 0.0334
The computations do not converge very well at the next lower pressures. However, to
estimate D eA P over the entire pressure range, the following equation can be used:
1
↕
D eA
↔
➣
➙
➙ ➔
➓
1 y A →1 N B N A ➒
1
D e,AB
D e,KA
➑
1 0.8 (1 2.646)
D e,AB
Avg. y A0
or
1
D eA P
➛
2.317
D e,AB P
4.17 2.317
➛
P
0.0414
4.17
➛ 56
P
4.17
P
Avg. D e,AB P, S.D. ➜ 0.0053 (13%)
The line on Figure 3.6-1 below was computed from this result:
1
0.24
Figure 3.6-1
c)
d) to be provided
e)
3.7 Derive (3.6.1-10) for the effectiveness factor for a first-order reaction in a spherical
catalyst pellet.
Solution
The basic equations to be solved are:
De
1 d 2 dC
r
r 2 dr dr
k vC ➝ 0
(1)
C(R) ➞ C s
(2)
dC(0)
➟0
dr
(3)
Use the standard transformation
C➠
u
r
leading to the new problem
(4)
De
d2u
dr 2
k vu ➡ 0
(5)
This is the same as the slab problem, and so the concentration profile can be immediately
found as
C➢
1
A sinh k v D e r
r
(6)
B cosh k v D e r
Substituting into B.C. (3) gives B = 0, and into (2) gives A ➤ RC s sinh R k v D e
Thus,
C R sinh (h r/R)
➥
r sinh (h)
Cs
(7)
where h ➦ R k v D e
Finally, the effectiveness factor is found from
η➲
➯
➭
4 π R 2 ➫ De
dC ➩
➧
dr ➨
(9)
4
π R 3 k v Cs
3
➽
3 De ➼ h
➺ cosh h
R kv ➻ R
➾
3 h coth h
h
h
R
➸ 1
➳
R sinh h ➵ sinh h
2
1
(10)
3.8 A series of experiments were performed using various sizes of crushed catalyst to
determine the importance of pore diffusion. The reaction may be assumed to be
first order and irreversible. The surface concentration of reactant was
C ss ➪ 2 ➚ 10 4 mol/cm³ .
DATA:
Diameter of sphere (cm):
r observed (mol/h cm³):
0.25
0.22
0.075
0.70
0.025
1.60
0.0075
2.40
a) Determine the “true” rate constant k v and the effective diffusivity D e from the
above data.
b) Predict the effectiveness factor and the expected rate of reaction robs for a
commercial cylindrical catalyst pellet if dimensions 0.5 cm × 0.5 cm.
Solution
a) Shape factor L ➹
Vp
Sx
➶
R dp
➶
3
6
Therefore the data is, in “Standard Form”:
L (cm):
r obs (mol/h cm³):
0.04167
0.22
0.0125
0.70
0.004167
1.60
0.00125
2.40
Clearly, all the catalyst particle-sizes affect the rates; one approach is to check the
possible extreme values for large Φ (L):
Φ 1 L1
0.0125
✃
✃
✃ 0.3;
Φ 2 L 2 0.04167
robs1 0.70
✃
✃ 3.18 ❐ 3.33
robs2 0.22
➱ 1 ➷
➬✃
➘
➮ 0.3 ➴
Therefore, one suspects the larger particles are in the strong diffusion control regime.
For the smallest sizes
Φ 1 L1
0.00125
Ò
Ò
Ò 0.3;
Φ 2 L 2 0.004167
robs1 2.4
Ñ 1 ❰
Ò
Ò 1.5 Ó 3.33 Ï Ò
❒
robs2 1.6
Ð 0.3 ❮
Therefore, these sizes have only modest diffusion control. The location of these data
on the E.F. chart will allow determination of k v and D e . The Figure shows a plot of
the data, along with the superimposed axes of the E.F. (---) graph, Fig. 3.6.2.A-1, with
the similar shape. Thus, the corresponding coordinate points are
Φ , η Ô L, robs or 1.0, 0.1 Ô 0.0039, 0.225
Therefore:
1.0 Õ Φ Õ L
k
kv
Õ 0.0039 v
De
De
and
0.1 × η ×
robs
0.225
×
k v C obs k v (2 Ö 10 4 )
Solving these gives:
k v Ø 1.12 Ù 10 4
cm³
Ø 3.1 cm³/s cm³
h cm 3cat
D e Û 4.72 Ú 10 5 cm²/s (liquid?)
Also note that the smallest particle is almost in region of no diffusional effect
kv Ý
2.40
Ý 1.2 Ü 10 4
-4
2 Ü 10
π 2
dp Lp
Vp
dp
4
b) For a finite cylinder, L Þ
Þ
Þ
π 2 4 2dp Lp
Sx
dp 2 dp
4
▲
Lß
0.5 cm
3.1
ß 0.0833 cm and Φ ß 0.0833
4 2 (l)
4.72 à 10
and
η~
1
â 0.046; robs â k v C obs â 0.046 (3.1) (2 á 10 4 ) â 3 á 10
Φ
5
ß 21.3
5
gmol
cm³s
Figure 3.8-1
3.9 The following rates were observed for a first order irreversible reaction, carried
out on a spherical catalyst:
For d p ã 0.6cm, robs ã 0.09 mol/gcat. h;
For d p ä 0.3cm, robs ä 0.162 mol/gcat. h;
In both cases strong diffusional limitations were observed. Determine the true rate of
reaction. Is diffusional resistance still important with d p å 0.1 cm ?
Solution
robs1 η1 rA (C SAs )
æ
æ
robs2 η 2 rA (C SAs )
2
1
The last equality holds in the region of strong pore diffusion limitation. An iterative cycle is
set up, in which use is made of Fig. 3.6.1-3:
From
robs1
robs2
From Fig. 3.6.1-3
η2
η2
From
2
This cycle is continued until the value for
obtained:
2
2
η2
is converged. The following cycle is then
η2
1
η1
0.56
1
1.5
2
0.83
η2
0.78
η1
0.43
1
2
2
1.11
η2
0.66
η1
0.37
1
2.2
2
1.222
η2
0.64
These values for η 2 are in sufficient agreement.
0.64
0.36
Hence η 2
η1
r(c s )
0.162
0.64
0.09
0.36
0.25 kmol/kgcat h.
To check for eventual pore diffusion at a particle diameter of 0.1 cm, the modulus is:
Φ
3
0.1
(1.22)
0.3
0.407
which from Fig. 3.6.1-3 gives η 3
0.92 .
robs1
robs2
3.10 A second-order gas phase reaction, A R , occurs in a catalyst pellet, and has a
rate coefficient
k ρ S 3.86 m³/kmol s
The reactant pressure is 1 bar, the temperature is 600 K, the molecular diffusivity is
D AR 0.10 cm²/s , and the reactant molecular weight is M A 60 . The catalyst pellets
have the following properties:
Radius of sphere R = 9 mm
Pellet density ρ S 1.2 g/cm³
Internal surface area S g 100 m²/g
Internal void fraction εS
0.60
a) Estimate the effective diffusivity.
b) Determine if there may be pore diffusion limitations.
c) If part (b) results in pore diffusion limitations, what might be done to eliminate
them? Justify your answer(s) with quantitative calculations.
Solution
a) The mean pore size is found from:
r
2 εS
ρ S Sg
2 (0.60)
(1.2 g/cm³) (100 10 4 cm²/g)
10 6 cm 10 8 m ( 100 A)
Then the effective Knudsen diffusivity is:
D e,K
ε 4 2 RT
r
τ 3 π MA
0.6 4
10
3 3
6.135 10
8
7
1/2
2 8.314 (600)
π
(60)
1/2
assume τ 3
m²/s
also
D e,AR
ε
D AR
τ
0.6
(0.1)
3
2 10 6 m²/s
Then for the 1:1 stoichiometry:
D e1
or
1
2 10
6
1
6.135 10
7
De
4.70 10 7 m²/s ←
b) If the given rate coefficient is directly used in the generalized modulus:
n 1 k v C nA 1
L
2
De
R
3
3 k vCA
2 De
For pure reactant
CA
P
RT
1 atm (101.3 kpa/atm)
kpa m³
(600 K)
8.314
kmol K
0.0203 kmol/m³
Then
9 10
3
and η
3
3 (3.86) (0.0203)
2 4.70 10 7
1.50
0.6 : significant pore diffusion limitation.
Alternately, the value could be taken as an observed rate coefficient, and the extended
Weisz-Prater criterion for a second order reaction gives:
Φ
3 (rv ) obs L2
2 D e C SS
3 (k v ) obs (C SS )L2
2
De
3 (3.86) (0.0203) (3 10 3 ) 2
2
4.70 10 7
2.25
1
Again, there is likely significant pore diffusion limitation.
c) The most straightforward way to reduce pore diffusion limitations is to reduce the
pellet size – a factor of two or three should suffice from the numbers in part b.
3.11 A gas oil is cracked at 630°C and 1 atm by passing vaporized feed through a
packed bed of spheres of silica-alumina catalyst with radius = 0.088 cm. For a feed
rate of 60 cm³ liquid/cmr³.h, a 50 percent conversion is found. The following data
are also known:
Liquid density = 0.869 g/cm³
Feed molecular weight = 255 g/mol
Bulk density of packed bed = 0.7 cat/cmr³
Solid density of catalyst = 0.95 g cat/cm³ cat
Effective diffusivity in catalyst = 8 × 10-4 cm²/s
Average reactant concentration = 0.6 × 10-5 mol/cm³.
Assume a first-order reaction and treat data as being average data of a differential
reactor.
a)
b)
c)
d)
Show that the average rate is 3.9 × 10-5 mol/cm³ cat s.
Determine from the data whether or not pore diffusion was important.
Find the value of the effectiveness factor.
Determine the value of the rate coefficient.
Solution
a) The catalytic reaction rate computed from the data:
moles converted
cat volume time
60
cm³
cm r ³ h
3600
s
h
0.869
0.7
g
cm³
g cat
cm r ³
1 mol
(0.5)
255 g
1 cm³ cat
0.95 gcat
or
rA
3.85 10
5
gmol
cm³ cat s
b) The observable, or Weisz-Prater, modulus can now be determined:
Φ
L2 robs
CA De
0.088
3
2
3.85 10 5
(0.6 10 5 ) (8 10 4 )
6.90 (dimensionless) ←
Therefore, diffusional effects are important.
, or Φ , asymptotic region,
c) In the large
η
1
1
Φ
0.1449
d) Then
k
rA
(if first order)
ηC A
3.85 10 5
0.1449 (0.6 10 5 )
Note: Units of D e are cm³/cm p s .
44.3 s
1
(or cm³/cm³p s)
Chapter 4
4.1. Derive (4.2-3) by using simple geometric arguments. (Also see Kim and Smith [3]
and Wen [2]).
Solution
The solid concentration of species j is Cjs kmolj/mp³ (based on the total pellet volume—see the
notation), the molar volume is vjs mjs³/kmolj and the solid fraction is 1 εS m 3solid /m 3p . Then
for the reaction A g
çPs
Bs
è èC
1 ε0
Bs0
v Bs
Q g , the initial solid fraction is given by:
C Is VIs
(1)
where C Is represents the concentration of the inert solid material. At a given conversion level,
the solid fraction is:
é é
1 ε CBs v Bs
C Ps v Ps
CI s v I s
For 1:1 stoichiometry and constant overall pellet size, C B s0
(2)
CBs
êC
Ps
.
Thus,
εs
εs 0
ëC
B s0
ëC
B s0
ë1
v Bs
εs 0
1 εs
CIs v Is
C B s0
v Bs
C I s v Ps
(3)
v Ps 1 C B s C B s0
With obvious change in notation, this is (4.2-6), but without the term 1 εs 0 which would
actually only be needed if the reactive solids concentrations were based on the total solid
rather than total pellet volume.
4.2. Consider the general model with the reaction first-order in fluid phase
concentration:
εs
c As
t
Cs
t
ì
ìD
2
e
C As
akC As f C s
akC As f c s
where f(Cs) is the rate dependency on the solid reactant concentration; (e.g., a grain
model or mass action form). The simplest boundary conditions would be:
C As í 0
C s í C s 0 , at t í 0
and
C As î C sAs on the pellet surface.
(a) Show that the new variable
t
Ψ x, t ï ak C As x, t' dt' (cumulative concentration)
0
is also defined by the formal integral
Cs
dC 's
Ψ ñ
'
Cs0 f C s
This result can be solved, in principle, for
C s ò H s Ψ x, t ; C s 0
(b) Then, the new variable can be differentiated in space ( ), and these results
combined with the original mass balance differential equation to yield:
εs
Ψ
ó De
t
2
Ψ
ak Cs0
H s Ψ ; Cs 0
Prove this result.
(c) The boundary conditions can similarly be transformed to:
Ψ ô 0 at t = 0
Ψ õ aCsAs kt on the surface.
Prove these additional results.
(d) The results of parts (b) and (c) show that the original two coupled partial
differential equations can be reduced to solving one diffusion type equation, with
a time-dependent boundary condition—a much simpler problem. For the special
case of rectangular (slab) geometry, and where the pseudo steady state
approximation is valid (gas-solid reaction), show that the mathematical problem
is reduced to:
De
2
Ψ
ö ak Cs0
z2
H s Ψ ; Cs 0
with
Ψ ÷ akCsAs t on the surface (z = L)
and
Ψ
ø 0 at the centre, z = 0 (symmetry)
z
Thus notice that the results of Chapter 3 can be utilized to solve the transformed
problem.
For a zero order solid concentration f C s ù C S0 , show that the following results
are obtained:
C As ú CsAs
cosh Φ z L
cosh(Φ )
Φ ûL
akCS0
De
cosh Φ z L
akCsAs t
cosh(Φ )
Cs ü CS0 1
which are the type of results obtained by Ishida and Wen [9] in (4.2-13) and (4.214).
(e) Finally, for the slab geometry of part (e), show that the conversion is given by
1ÿ
x A (t) ✄ ✂2
φÿ
akC sAs t
ýCS0 H Ψ þdΨ
Ψc
✁
ÿ
1
2
ÿð
which is based on the generalized modulus concept of Chapter 3. Thus, it is seen
that the complicated gas-solid reaction problem can be reduced to an analogy
with the simpler effectiveness factor problem of Chapter 3. For more general
results, see DelBorghi, Dunn, and Bischoff [6] and for extensive results for firstorder solid reactions, f(Cs) = Cs, see Dudokovic [25].
Solution
(a) The cumulative gas concentration is defined as:
t
Ψ x , t ☎ ak C Asdt'
~
0
Then, using the solid mass balance in rearranged form:
(1)
Cs
t
dCs'
✆ ak CAsdt' ✆ Ψ
f (Cs' )
C s0
0
(2)
If the left hand side of (2) can be integrated (e.g., if f(Cs) = Cs → ln (Cs/Cs0) then an
explicit expression can be found for Cs (e.g., Cs = Cs0 exp [−Ψ ]); this can always be done
in principle, even if only implicitly or numerically, to give H s [Ψ ( x , t); Cs 0 ] .
~
(b) Using the definition of Ψ , the spatial derivatives are:
Ψ ✝ ak
t
C As dt'
(3)
0
2
Ψ ✠ ak
t
2
C Asdt'
0
✠ ak
t
C
1
εs As
t'
De
0
akCAsf Cs dt'
(4)
✠
ak
εs C As
De
C As0
✠
ak
✞εs C As
De
C As0
Cs
dt'
t'
Cs
Cs0 ✟
Also, from the definition (1):
Ψ
✡ akC As
t
(5)
Therefore, combining (4) and (5):
εs
Ψ
t
De
2
Ψ ☛ akεs C As0
ak Cs
Cs0
(6)
Using the solution of (2) for Cs, H(Ψ ; Cs0), yields the final result from (6):
εs
Ψ
t
De
2
Ψ
ak☞Cs0
H Ψ ; Cs0
εs C As0 ✌
(7)
where the last term usually has CAs0 = 0, as in the problem.
(c) The B.C. can be similarly transformed by using the definition (1) and the result (3):
● At the surface, C As ✍ C sAs
t
✎
Ψ
surface
✏ ak CsAsdt ✏ akCsAs t
(8)
0
C As ✑ 0
● At the center,
t
✎
Ψ
center
✒ ak (0)dt ✒ 0
(9)
0
at zero time, the definition (1) always gives
Ψ ( x; 0) ✓ 0
(10)
~
for any value of CAs0.
(d) For pseudo steady state, the left side of (7) is taken to be zero, and if CAs0 = 0 and slab
geometry is used, (7) becomes
2
De
Ψ
✔ ak Cs0
z2
H Ψ ; Cs 0
(11)
The B.C. (8) (9) are used to solve (11).
For zero order solid reactions, the function H(Ψ ) can be found by using (2)
Ψ ✕
Cs
dC s' ✕ C s
C S0
C s0
or
H Ψ ; Cs 0 ✖ Cs ✖ Cs0
Ψ
(12)
ak' Cs0Ψ
(13)
Then, (11) becomes
2
De
Ψ
✗ akΨ
z2
which has precisely the form of a first order reaction diffusion problem, but with the
B.C. (8). Note that we have changed to the modified rate constant k’, k = k' Cs0 .
Therefore, the solution can be taken directly from Chapter 3, and is
Ψ ✙ ak' Cs0CsAs t
cosh ✘z L
,
cosh(✘
✛✚L
ak' Cs0
De
(14)
Finally, the gas concentration profile can be found from the definition (1) by
recognizing that, in general
Ψ
✜ akCAs ✜ ak' Cs0C As ;
t
Thus,
C As ✣ CsAs
cosh ✢z L
cosh(✢
(15)
The solid concentration profile is found from (12):
cosh ✤z L
ak' CsAs t Cs0
cosh(✤
Cs ✥ 1
(16)
These results are the same as those of Ishida and Wen, but for slab geometry.
(e) Since the entire problem is reduced, in general, to (11) with B.C. (8) (9), all the results
of Chapter 3 can be utilized with the "rate" being taken as Cs0 H Ψ ; Cs 0 ak . The
conversion is defined as
x✦
L
Cs ✩
1 ✬
1
✪✪1
✧✧dz ✦
L 0 ✫ C s0 ★
LC s0
De
✦
LakC s0
L
L
C s0
H dz
0
(17)
2
De
Ψ
Ψ
dz ✦
2
LakC s0 z
z
0
surface
where (11) was used as in Chapter 3. Next, (11) is partially solved as in Chapter 3:
De
Ψ
z
1/2
Ψ
✲✯
✯
✴ ✳2 D e ak✭C s0 H Ψ ✮dΨ ✱
✯ Ψ
✯✰
L
surface
(18)
Φ
where Ψ Φ is the value of Ψ at the center of the pellet, which can be found for asymptotic
cases as in Chapter 3 (e.g., Ψ Φ ~ 0 for large Φ and irreversible reactions). Finally,
combining (17) and (18) and B.C. (8) gives:
x✻
1✵
✹2
✺✵
ak' C sAs t
Ψ
Φ
1/2
✸✵
f Cs0
HΨ
1dΨ ✷
Cs0
Cs0
✵
✶
which is the (corrected) form of the result given in the text, with dimensionless
✽2 ✼ L2akf Cs0 /D e .
(19)
4.3. a) Derive the results of (4.2-13 to -15) by directly solving the appropriate differential
mass balances.
b) Compute the conversion-time results of Figs. 4.2-3 for φ = 2.0 (first stage only).
Solution
a) The differential equations to be solved for the first stage are:
0 ❄ De
Cs
r
❅
1 ❃ 2 C As ❀
❁r
✾ ak' C As CSo
r ✿
r2 r ❂
(1)
(2)
ak' C AsCSo
The zero-order rate form permits the uncoupling of (1) from (2), and the standard
substitution of CAs = u/r leads to:
2
u
r2
● ak' CSo
❊
❊ D
e
❋
❉
❇u ❆
❇
❈
0
(3)
This equation is easily solved, as for slab geometry, and the result is:
C As
■
with
2
❑ ❏
R 2ak'
❘
◗
❨
❳
(4)
CSo
De
Using the B.C. P r 2
D e A❲
r
B
cosh ❍
R
r
r
A
sinh ❍
R
r
C As ❖
▼
r ◆r ❙0
sinh ❩
R2
❩
R
2
▲
0 , one readily finds B = 0. Then at r = R,
❱
❨
❯
❳
cosh ❩ ❚ ❬ k g ❲ C A
A
❱
sinh ❩ ❚
R
❯
From this, the constant A can be found and substituted back into (4), with the result:
C As
CA
❫
1 sinh ❭❪
θe ξ sinh ❭
(5)
where
ξ ❴ r/R and θe
❣1
❢ D ❝
e ❛
❞
❵ coth ❵
❞k R❛
❡ g ❜
1
Next, (2) is used to find the solid concentration, and by direct integration gives:
CSo ❤ ak' CSo C As t
CS
or
sinh ✐ξ θ
CS
❥1
ξ sinh ✐ θe
CSo
(6)
where θ ❦ ak' C A t and (5) was used.
Finally, the conversion is found by integrating over the spherical volume:
1
s
x ♠ 3 qq1
0
r
C ♣ 2
ξ sinh ❧ξ θ
♥♥ξ dξ ♠ 3
dξ
CSo ♦
sinh ❧ θe
0
1
(7)
♠
3
❧
2
❧ coth ❧ 1
❧
❧e
b) A few calculated values for t = 2.0 are given for the conversion (note that in Fig. 4.2t
θ
3, t e = 1 and also that * ✉ * ).
t
θ
x✈
0
0
x
4.4
3
2 coth 2 1 θ ✈ 0.806 θ
(2) 2
0.2
0.161
0.4
0.322
0.6
0.484
The secondary steam reformer of an ammonia plant has to be opened to replace
the Ni/alumina catalyst. This requires the prior careful reoxidation of the
pyrophoric Ni-catalyst. Simulate the reoxidation by means of an oxygen/nitrogen
mixture containing 5 volume % oxygen. Use the general model of Section 4.2 to
calculate the evolution with time of the concentration profiles of oxygen (A) and
Ni (S) in the catalyst particle for various values of the rate parameters and for
conversions based on S of up to 50 %. The initial Ni content of the catalyst (CS0)
is 0.00624 kmol/kg cat.
The rate equation for ½ O2 + Ni into NiO is
rNi = kKApAC2S/1+KAPA
with
[mol Ni/cm3 cat. s]
k = 21.7 exp(-3520/T)
KA = 0.305 exp(3070/T)
The particle is isothermal at 300°C. Is there a transition between uniform and
shrinking core situations ?
The porosity of the particle, εs0, is 0.45. Neglect the change caused by the
oxidation. Calculate the effective diffusivity of oxygen for a random pore model
with only macropores.
(In Chapter 11 this operation will be dealt with at the reactor level.)
Solution
Atmospheric pressure is assumed. The density of the catalyst is 1515 kg/m 3 and the
catalyst particle diameter is 1.4 cm. Variations of the value of the diffusion coefficient by
a changing porosity do not have to be accounted for.
The molecular diffusion coefficient can be found in Perry et al. [1984] or can be
estimated from the Fuller, Schettler, and Giddings correlation also found in Perry et al.
[1984]:
3
10 T
Dm ,O2
N2
✇
1.75
M N2
1/ 2
M O2 M N 2
υ
p
M O2
1/ 3
υ
O2
1/ 3 2
N2
where T is in K, p is in atm, and D in cm2/s. The values of the atomic diffusion volumes
∑υ can be found in Perry et al. [1984], for O2, ∑υ = 16.6, for N2, ∑υ = 17.9. A value of
0.65 cm2/s is found.
The diffusion coefficient for Knudsen diffusion depends on the pore radius. For
macropores, a pore radius of 1 µm is considered (see Chapter 3). The diffusion
coefficient for Knudsen diffusion is then calculated from (3.4-4):
DK ,O2 ①
2r 8 R T
3 π M O2
A value of 4.1 cm2/s is found.
Applying the random pore model with only macropores, the effective diffusivity can
be found from:
De ,O2
⑦
1
⑧ ε ⑤⑤
⑥ Dm ,O2
1
2
s
DK ,O2
N2
④
②
②
③
1
Then, De ,O2 = 0.114 cm2/s, where the contribution of the Knudsen diffusion is minor in
this case with macropores only.
The species continuity equations to be solved are (4.2-9) and (4.2-2):
εs
C O2 , s
t
2
⑨ De ,O2
C O2 , s
r
2
2 C O2 , s
r
r
C Ni
⑩ rNi ρ s
t
rO2 ρ s
with initial and boundary conditions (4.2-3)-(4.2-5):
t ❶ 0:
C O2 , s ❶ C O2 , s , 0
C Ni ❶ C Ni , 0
r ❷ 0:
r ❷ R:
C O2 , s
r
❷0
C O2 , s ( R) ❷ C O2 ( g )
The latter implies the absence of interfacial transport limitations.
The spatial derivatives can be discretized with a finite difference method. The
equation is then solved in time using a 4th order Runge-Kutta routine.
Two results are shown in the figures hereafter: (1) for an initial oxygen partial
pressure of zero and (2) for an initial oxygen partial pressure equal to that in the gas
phase, i.e. corresponding to a 5 volume % oxygen content. Figures 4.4-1 and 4.4-2 show
the evolution during the first 10 seconds of the Ni concentration in the catalyst and the
partial pressure of oxygen in the catalyst pores, for the case where the initial oxygen
partial pressure is equal to that in the gas phase. Figures 4.4-3 and 4.4-4 show the
evolution during the first 10 seconds of the Ni concentration in the catalyst and the partial
pressure of oxygen in the catalyst pores, for the case where the initial oxygen partial
pressure is zero. The longer-term evolution is not shown here.
CNi,s (mol/cm3 cat)
0s
10 s
Center
r (cm)
Solid
surface
Figure 4.4-1. Evolution during the first 10 seconds of the Ni concentration in the catalyst.
The initial oxygen partial pressure is equal to that in the gas phase.
0s
pO2 (bar)
0.1 s
10 s
Center
Solid
surface
r (cm)
Figures 4.4-2. Evolution during the first 10 seconds of the partial pressure of oxygen in
the catalyst pores. The initial oxygen partial pressure is equal to that in the gas phase.
CNi,s (mol/cm3 cat)
0s
10 s
Center
r (cm)
Solid
surface
Figure 4.4-3. Evolution during the first 10 seconds of the Ni concentration in the catalyst.
The initial oxygen partial pressure is zero.
pO2 (bar)
10 s
0.1 s
0s
Center
r (cm)
Solid
surface
Figures 4.4-4. Evolution during the first 10 seconds of the partial pressure of oxygen in
the catalyst pores. The initial oxygen partial pressure is zero.
Chapter 5
5.1. For shell progressive poisoning, the “shrinking core” model of Chapter 4 was
utilized to derive the time rate of change of poison deposition, (5.2.3-6); complete the
steps leading to this result.
Solution
Equation (5.2.3-6) is obtained by elimination of C cPs and C sPs from the set of equations
(5.2.3-1) – (5.2.3-4):
d❽
4
C Ps❿ ❾ π R 3
❻
dt ❼
3
❺
rc3 ❸ ρs
❹
4π R 2 k gP C P
CcPs ➂
➀
β ➀➁
4π D eP ➅ s
➃ C Ps
➅1
1 ➂ ➃➄
➃
➀
➃r
R ➀➁
➄ c
C cPs
4π r k rp
β
d➋
4
C Ps➍ ➌ π R 3
➉
dt ➊
3
CcPs
β
(3)
➈
rc3 ➆ ρs
➇
x , (3) yields:
x
4π rc2 k rP
Substitution in (2) gives :
x
4π D eP ➓ s
➑ C Ps
➓1
1 ➐ ➑➒
➑
➎
➑r
R ➎➏
➒ c
➐
x
➎
2
4π rc k rP ➎➏
from which :
CsPs
(1)
(2)
2
c
Setting
CsPs
➠1
➞
➞r
➟ c
1➝ ➙
➛ ↔
R ➛➜ ↔
x1
4π D eP ↔
↔
↔
↕
C sPs is now eliminated from (1):
D eP
➠1
1➝
➞
➛
➞r
➛
R
➟ c
➜
➣
➔
1 ➔
rc2 k rP ➔
➔
➔
→
x
4π
➧
➥
2
R k gP ➥C P
➥
➥
➥
➦
➲1
➭
➭r
➯ c
1 ➫ ➲➭
➨
R ➨➩ ➭
x 1
4π D eP ➭
➭
➭
➯
➫➤
➨➡
➨➡
➨
1 ➫ ➨➡
➨ ➡
R ➨➩ ➨➩➢➡
D eP
➲1
rc2 k rP ➭➭
➯ rc
or
x
d➼
4
C Ps➴ ➘ π R 3
➺
dt ➻
3
4π R 2 k gP C P
➸
rc3 ➳ ρs
➵
1
➹1
➪
➪r
➶ c
Ó1
4
4
➱
π R 3 rc3 ➬ C Ps ➷ π R 3 and ÑÑ
3
3
❐
➮
Ò rc
This equation is transformed into
❒
With ✃C Ps❮
➷
d
C Ps ρS
dt
3k gP
R
1
1 ➚ 2 k gP
➽R
R ➽➾ D eP
1Ð
❰
R ❰Ï
➼
➺
➺1
➺
➺
➺
➻
11 ξ
R ξ
D eP
➹1
rc2 k rP ➪➪
➶ rc
Ù
×ξ
Ø
➸
➳
➳
➚
1 ➳
➽➳
R ➽➾ ➳➵
rc Ö
Ô
RÕ
CP
R k gP 1 ξ ß D eP R 1 ξ Ü
1
k rP rc2 1 ξ ÚÛ
D eP ξ ÝÞ
or
d æ C Ps ã
ä
á
dt äå C Psç áâ
with
3D eP 1 C Ps
à
R 2 ρs C Psç
D eP 1 ξ
1
R k gP
ξ
Daξ2
Da k rP R D eP
Sh' P k gP R D eP
Replacing t by t’ = t/ref. yields (5.2.3-6).
5.2. The effect on the reaction rate for shell-progressive poisoning is based on (5.2.3-8), (9) and (-10). Use these to derive the effectiveness factor relationship (5.2.3-11).
Solution
Derive:
C Ps í
ë
ë
ï C Psò ì
ñ
ηîî
1
Sh'A
1 ξ
ξ
1
3Q 2
1
ξè3êξ coth 3êξ
(5.2.3-12)
1é
1
where
ξ
rc
R
ø
ö1
÷
C Ps õ 3
ó
C Psù ô
Sh' A k rA R D 'eA
R
k rA D eA
ú
3
R
k rA D 'eA
û'
3
Poisoned Shell:
D 'eA
1 d 2 dC 'A
ÿr
dr
r 2 dr ÿð
Unpoisoned Core
D eA
1 d ✝ 2 dC As ✄
☎r
✁
r 2 dr ✆
dr ✂
þ
ü
ü
ý
0, rc
r
k rA C As , 0
R
r
(5.2.3-8)
rc
(5.2.3-9)
Boundary conditions :
D 'eA
dC 'As
dr
k gA C A
C sAs
dC As
dr
D 'eA
CA
C 'As D eA
C As
finite
dC sAs
dr
@r
R
(5.2.3-10a)
@r
rc
(5.2.3-10b)
@r
0
(5.2.3-10c)
from (5.2.3-8)
d ☞ 2 dC sAs ✠
✡r
✞
dr ✞✟
dr ✡☛
dC 'As
dr
C1
r2
C1
r
C 'As
0
(d)
C2
using B.C. (5.2.3-10a)
D 'eA
C1
dC 'As
dr
k gA
D
'
eA
k gA C A
R 2 CA
C sAs
C sAs
@r
R
(e)
using B.C. (5.2.3-10b) with (c), (d), and (e)
k gA R 2
B
sinh k rA D eA rc
rc
'
eA c
D r
CsAs
CA
(f)
C2
also,
D eA
✘
✖
✖✗
k rA
B
sinh
r
2
D eA
r
k rA ✕
B k rA
cosh
r✓
r D eA
D eA ✓✔ r
D 'eA
rc
k gA ✒ R ✎ 2
✏ ✌ CA
D 'eA ✑ r ✍
C sAs
(g)
From (g)
✩R
k gA ✧✧
★ rC
B
✦
✤
✤
✥
2
C sAs
CA
k rA
k rA
rc
cosh
D eA
D eA
✣1
D eA ✜
✜✢ rc
k gA R 2 C A
B
D eA sinh
1
rc
2
sinh
k rA ✛
rc ✙
D eA ✙✚
C sAs
k rA
k rA
k rA ✯
rc
coth
rc ✭ rc
D eA
D eA
D eA ✭✮
✬
1✪
✪
✫
but,
k rA
rc
DeA
R
3
k rA rc
✱
✱ 3 3✰ξ
DeA R
so,
k gA R 2 C A
B
CsAs
D eAsinh 3✴ξ ✲3✴ξ coth 3✴ξ
(h)
1✳
From (f)
B
sinh 3✾ξ
rc
C2
k gA R 2 C A
k gA R 2
CA
D 'eA rc
CsAs
D eA ✽ rc ✵3✾ξ coth 3✾ξ
1✶
Csas
k gA R 2
CA
D 'eA rc
Csas
2
CA
C
s
as
✼
k gA R
✷
✻
✷
✺ D eA rc ✵3✾ξ coth 3✾ξ
1✶ Sh
'
A
✽
1 ✹✷
✸
ξ✷
(i)
Combining (c) and (h)
k gA R 2 C A
C As
CsAs
DeAsinh 3❂ξ ✿3❂ξ coth 3❂ξ
1
k rA
sinh
r
1❀ r
DeA
(j)
❁
Combining (d), (e), and (i)
2
C'As
CsAs
CA
❊
k gA R
❅
❉
D r ❃(3▲ξ) coth
❅
❈ eA c
❑1
3▲ξ
1❄
r ❍❇❅
❋❆
r ❋●❅
Sh 'A ■■
❏ξ
(k)
Now, η is defined to be:
4π R 2 D 'eA
η
dC'As
dr
4
π R 3k rA C A
3
(l)
r R
Combining (l) with (5.2.3-10a)
4π R 2 k gA C A C sAs
4
π R 3 k rA C A
3
η
@ r
R, C 'As
3 k gA ❘ C sAs ❖
P1
▼
R k rA P◗
C A ▼◆
(m)
C sAs
(n)
From B.C. (n) and (k)
C
s
As
CsAs
CA
CA
❵
❫1
❫
❴
C
k gA R 2
❊
s ❅
As ❉
D r ❃(3▲ξ) coth
❅
❈ eA c
C
CA
s
q1
q
r
1
❣
1❡❡
❢
♥
♥
♦
Combining (n) and (o)
Sh 'A ❤❤
1❝
✐ξ
2
k gA R
❍❇
❅
1❋❋❆
❏ξ
❵1
D eA rc ❜(3❞ξ) coth 3❞ξ
s
♣
As
C
CA
1❚
Sh 'A ❫❫
❥1
D eA rc ❜(3❞ξ) coth 3❞ξ
❥1
Sh 'A ❤❤
✐ξ
1❄
3▲ξ
k gA R 2
CsAs ❪❩❯
❬❨
C A ❬❭❯❳ D eA rc ❙(3❛ξ) coth 3❛ξ
k gA R 2
s
As
❑1
Sh 'A ■■
❴ξ
●❅
❪❲
❯
1❬❬❱
❭❯
❣
1❡❡
❢
1❝
1
1 ♣
1 Sh
1♥♥
rξ
♦
' s
Aq
q
(o)
k gA R 2
D eA rc ❦(3♠ξ) coth 3♠ξ
1❧
η
η
η
3 k gA ② C sAs ✈
✇1
t
C A t✉
R k rA ✇①
3 k gA
R k rA
1
Sh 'A
⑩
⑤
⑤
⑨
⑤1
⑤
⑧
1
❼1
1 ξ
1
1❷❷
❻ξ
❸
➀
DeA rc Sh
'
A
➀
1
❽(3❿ξ) coth 3❿ξ
1❾
k gA R
D eA
k gA R 2
D 'eA
and
➐
D eA rc k gA R
η
D eA rc ③(3❶ξ) coth 3❶ξ
3 k gA 1
R k rA Sh 'A
k gA R 2 1
3 k
D
then, ➈ gA ➈ eA
R k rA k gA R
Finally, if D 'eA
k gA R 2
❹
Sh 'A ❺❺
Rewriting: Sh 'A
η
⑦
⑤
⑤
⑥
⑤
1④ ⑤
1 ➇➅ 3
3 ➅➆ R
RD 'eA
rc D eA
D 'eA
k rA
➄
➂
➂
➃
2
1
2
3 ➁'
➎R
➌
➌ 3
➍
k rA
D eA
➋
➉
➉
➊
➌
➌
➍
k rA
D 'eA
➋
➉
➉
➊
1
ξ➎R
3
2
2
1➎ ➏ ➋
➌ ➉
ξ ➌➍ ➏' ➉➊
2
1
2
3 ➓'
1
Sh 'A
1 ξ
1
➙➓➣
↔↔ ➔➔
↕ ➓' →
D eA , then ➛'
1
Sh 'A
1 ξ
1
➛
2
1
ξ➑(3➓ξ) coth 3➓ξ
1➒
and
1
2
3 ➞'
1
ξ➜(3➞ξ) coth 3➞ξ
(5.2.3-12)
1➝
5.3. Obtain a plot of the deactivation function Φ vs. dimensionless time ω for the shell
progressive model:
For
➟
➟'
D ep
D 'ep and Sh 'p
➡➠,
from Problem 5.2:
➯
C ps
1
➦
η0 1 ξ
ξ
➩
➧
➫C
➧
➭ p➲ ➨
Φ➫
1
3➥2
(A)
1
ξ➢(3➥ξ) coth 3➥ξ
1➤
For Da ➵ ➳ and Sh 'p ➺ ➸ , the dimensionless time is found by integrating the results
of Problem 5.1 (or (5.2.3-7)):
➪1
➾
➾3
➚
ω
➮ ❰
➹1 ❒
➬
3❒
➹
❮
➷ ❒
Ú1 à
Ù Þ
Ø3 ß
Ns t
C ps➶ B
Ô C ps
Ò
ÒC
Ó psÕ
ξ
3
å 1 ëò 3
ä éï ξ
ã 3 êñ
1
Cp
'
3
2
Ñ
Ï
Ï
Ð
➽
➻
➻
➼
❰
❒1
❒
❮
3 2
ξ
2
1
3 2
ξ
2
2
Ô C ps
Ò
ÒC
Ó psÕ
3 Ý×
Ö
2 ÛÜ
1 îè â
ì á
2 íæç
1
1
2
Ñ❐
Ï➱
Ï
➱
Ð✃
1
3
❐➴
3 ➱➹
➘
2 ➱➹
➱
✃
2
2
2
(B)
Plot four lines subject to the conditions:
ó
η0
(1)
Pick value of
1
C ps
10
0.27
100
0.03
(0 to 10 by 0.1 increments)
C ps ô
ú
ø1
ø
ø
ù
3
0.67
0
ð
C ps
1
ý
û
û
ü
3÷
õ
õ
õ
ö
(2)
Determine ξ
(3)
Determine ω from (B) or Figure 5.2.3-1
(4)
Determine ✁ from (A) or Figure 5.2.3-2 (Note: Φ = ξ³ for ✁ ✂ 0)
(5)
Plot Φ vs. ω
þ
þC
ÿ ps
Figure 5.3-1
5.4. Derive (5.2.4-5) and (-7) for poisoning effects with consecutive reactions.
Solution
A
SLAB
✄✄☎ R ✄✄☎ S
1
2
Unpoisoned
zone
(Both Rxn’s Poisoned)
O
Boundary conditions
@ Z = Zc
BC(7) C 'As
C As
BC(8) C
'
Rs
C Rs
BC(9) C
'
Ss
C Ss
BC(10) D'eA
✆C
✆Z
'
As
DeA
✆C
✆Z
As
Poisoned
zone
Zc
L
✝C'Rs
✝Z
'
' ✞CSs
BC(12) D eS
✞Z
✝C Rs
✝Z
✞C
D eS Ss
✞Z
BC(11) D 'eR
D eR
Differential Eqs.
✟ 2C'As
0
✟Z2
2 '
' ✟ C Rs
D eR
0 (Poisoned Zone)
✟Z2
'
✠ 2CSs
D'eS
0
✠Z2
✡ 2C As
D eA
k1C As
✡Z2
☛ 2C Rs
D eR
k1C As k 2C Rs
☛Z2
☞ 2CSs
D eS
k 2C Rs
☞Z2
D 'eA
1.
2.
3.
4.
5.
6.
Boundary conditions
@ Z =L
✌C'As
✌Z
✝C'
BC(2) D 'eR Rs
✝Z
'
' ✍CSs
BC(3) D eS
✍Z
BC(1) D 'eA
k g A CA
C'As
L
k g R CR
C'Rs
L
'
k gS CS CSs
L
@ Z =0
✎C As
✎Z
✏C Rs
BC(5)
✏Z
✑CSs
BC(6)
✑Z
BC(4)
Let
Sh 'A
Sh 'R
0
0
0
k gA L
D
'
eA
k gR L
D
'
eR
D 'eA
D eA✒1
l
D 'eR
D eR ✓2
L
k1
D eA
k2
D eA
ξ
Zc
L
k gS L
Sh S'
D
D 'eS
'
eS
General solutions to (1)
1A C 'As
A BZ
2A C 'Rs
C DZ
'
3A C Ss
E FZ
4A C As
G sinh
D eS
✔ (6) are as follows:
✕ZL
H cosh
1
✕ZL
1
✘✖ These are complicated.
✗
C
?✖
Applying BC(1) ✙ BC(3) to general solutions 1A ✚ 3A :
C Rs
?
Ss
1B C'As
A Sh 'A C A
2B C'Rs
C Sh 'R C R
'
3B CSs
E Sh S' CS
Z
L
Z
C'Rs
L L
Z
'
CSs
L L
C'As
L
Thus @ Z = L
C'As
L
A Sh 'A CS
C 'Rs
Similarly:
'
C Ss
C'Ss
L
✛
C 'As
L
A Sh 'A C A
1 Sh 'A C A
C Sh 'R C R
1 Sh 'R C R
L
E Sh S' C S
1 Sh S' C S
L
Substitute these expressions into 1B
1C C'As
A
Sh 'A
CA
1 Sh 'A
✢
A
2C C'Rs
C
Sh 'R
CR
1 Sh 'R
✤
C
✣ LZ
✥ LZ
✜ 3B .
'
3C CSs
Sh S'
✦CS
1 Sh S'
E
E✧
Z
L
Now applying BC(4) to 4A.
★C As
★Z 0
✩ 4C
C As
0 only when G = 0
✯
H cosh✭ ✰1
✮
Z✬
✪
L✫
Substitute 4C into 5
2
C Rs
2
✾Z
✾
2
C Rs
5A
2
❆Z
❆
k1 ✶
Z ✹✳
✼
H cosh✺ ✽1 ✷✱
✴
D eR ✵
L ✸✲
✻
❄ ❅2 ❁
❂
✿
❃ L ❀
2
C Rs
❄ ❅1 ❁
❂
✿
❃ L❀
2
k2
C Rs
D eR
DeA
Z❁
❄
H cosh❂ ❅1 ✿
DeR
L❀
❃
The solution is:
5B C Rs
Z❉
Z❉
Z❉
Z❉
●
●
●
❇ J cosh❊ ❍1
❇ S sinh ❊ ❍1
❇ T cosh ❊ ❍1
❇
L❈
L❈
L❈
L❈
❋
❋
❋
❋
General solution Particular solution
●
I sinh❊ ❍1
Inserting 5B into 5A and equate cosh (by inspection-only the particular solution need be
substituted).
◆ ❖1 ❑
■
▼ L ❏
2
S▲
◆ ❖1 ❑
▲
■
▼ L ❏
◆
sinh ▲ ❖1
▼
2
2
2
Z❑
Z❑
◆ ❖1 ❑
◆
■ T▲
■ cosh ▲ ❖1
■
L❏
L❏
▼ L ❏
▼
◆ ❖1 ❑ ❯
◆
▲
■ ❙S sinh ▲ ❖1
▼ L ❏ ❚
▼
Z❑
Z ❑❘
◆
■ T cosh ▲ ❖1
■
L❏
L ❏P◗
▼
D eA
Z❑
◆
H cosh▲ ❖1 ■
D eR
L❏
▼
Equating coefficients
sinh ❨ ❭1
Z❳
❱ terms: S = 0
L❲
❜
cosh❵ ❝1
❛
T
Z❴
❪ terms:
L2
L❫
❬
❩
T
Substitute for S and T into 5B
❡1
2
❡1
2
❡2
2
D eA
H
D eR
❞1
2
❞2
2
2
D eA
L D eR
❞1
2
❦
I sinh ✐ ❧2
❥
C Rs
Z❤
Z❤
❦
❢ J cosh ✐ ❧ 2 ❢
L❣
L❣
❥
❧1
2
❧1
2
❧2
2
D eA
❦ Z❤
H cosh✐ ❧1 ❢
D eR
❥ L❣
Applying BC(5) to the above equation:
♠C Rs
0 when I = 0
♠Z
♥
0
t
5C C Rs
J coshr ✉2
s
Zq
♦
L♣
✉1
2
✉1
2
✉2
2
D eA
t Zq
H coshr ✉1 ♦
D eR
s L♣
Substitute 5C into 6
2
CSs
2
❷Z
❷
2
CSs
6A
2
➅Z
➅
k2 ④
Z⑦
⑩
② J cosh ⑧ ❶ 2 ⑤
D eS ③
L⑥
⑨
➃ ➄2 ➀
➁
❾
➂ L ❿
2
❶1
2
❶1
2
❶2
D eR ❽
Z➀
➃
❻ J cosh ➁ ➄ 2 ❾
D eS ❼
L❿
➂
D eA
⑩ Z ⑦①
H cosh⑧ ❶1 ⑤✈
D eR
⑨ L ⑥✇
2
➄1
➄1
2
2
➄2
2
D eA
Z ➀❺
➃
H cosh➁ ➄1 ❾❸
D eR
L ❿❹
➂
The solution is
6B CSs
Z➈
Z➈
➋
➋ Z➈
➋ Z➈
➆ U cosh ➉ ➌ 2 ➆ P sinh ➉ ➌1 ➆ V cosh ➉ ➌1 ➆
L➇
L➇
➊
➊
➊ L➇
➊ L➇
General solution Particular solution
M
➋
Nz θ sinh ➉ ➌ 2
Substitute 6B into 6A and equate coefficient
(by inspection-only the particular solution with coefficient U and V need be substituted.)
↕➙ →
U➣ 2 ➓
↔ L ➔
2
↕
cosh➣ ➙2
↔
↕ ➙2 →
➣
➓
↔ L ➔
2
2
Z→
Z→
↕ ➙1 →
↕
➓ V➣
➓ cosh➣ ➙ 2 ➓
L➔
L➔
↔ L➔
↔
D eR ➒
Z→
↕
➐ J cosh➣ ➙ 2 ➓
D eS ➑
L➔
↔
➙1
➙1
2
2
➙2
2
D eA
Z →➏
↕
H cosh➣ ➙1 ➓➍
D eR
L ➔➎
↔
equating coefficients
terms:
P
➛
sinh ➟ ➢2
Z➞
➩ ➫2 ➦
➤
➜: U➧
L➝
➨ L ➥
➺
cosh➵ ➻1
➸
Z➳
➹ ➼1 ➚
➽
➯: V➪
L➲
➶L➾
➡
➠
2
2
O (by inspection)
➩ ➫2 ➦
➧
➤
➨ L ➥
➹ ➼2 ➚
➪
➽
➶ L ➾
Substitute for U and V into (6B)
2
2
D eR
J
D eS
DeA
DeS
➼1
2
➭U
➼1
2
➼2
2
H
➘V
D eR
J
D eS
D eR
D eS
✉1
2
✉1
2
✉2
2
H
CSs
M
Z➬
D eR
✃
J cosh➮ ❐ 2 ➴
L➷
D eS
➱
Nz
D eR
D eS
❐1
2
❐1
2
✃
❐2
2
H cosh➮ ❐ 2
2
H coshÑ Ô 2
➱
Z➬
➴
L➷
Applying BC(6) to the above equation:
❒CSs
0 when N = 0
❒Z
❮ 6C
CSs
0
D eR
Z Ð D eA
Ó
J cosh Ñ Ô2 ❰
D eS
L Ï D eS
Ò
M
Ô1
2
Ô1
2
Ó
Ô2
Ò
ZÐ
❰
LÏ
Summarizing
1C
C 'As
A
Sh 'A
ÕC A
1 Sh 'A
AÖ
2C
C 'Rs
C
Sh 'R
ÕC R
1 Sh 'R
CÖ
3C
'
C Ss
4C
C As
5C
C Rs
6C
Sh S'
×C S
1 Sh S'
Þ ZÛ
H coshÜ ß1 Ù
Ý LÚ
E
✃
J cosh➮ ❐2
➱
CSs
Z➬
➴
L➷
EØ
D eA
D eR
Z
L
Z
L
Z
L
❐1
2
Z➬
D eR
✃
J cosh➮ ❐ 2 ➴
L➷
D eS
➱
M
❐1
2
❐2
✃
2
D eA
D eS
H cosh➮ ❐1
➱
❐1
2
❐1
Z➬
➴
L➷
2
✃
❐2
2
H cosh➮ ❐1
➱
Z➬
➴
L➷
There are six unknowns and six remaining BCs ( BC(7) à BC(12) ).
Applying BC(7) and (10) to (1C) and (4C)
'
åC As
åC As
åZ
åZ
C'As
Zc
Zc
ä
Zc
C As Zc é A
Sh 'A áC A A â
1 Sh 'A
L
Sh 'A
æC A
1 Sh 'A
A çξ
ã1
H sinh
ã1ξ
(7)
H cosh
è1ξ
(8)
L
Take the ratio of (7) to (8) to eliminate H and solving for A
C A ê1
A
1
ó
ñ1
ñ
ò
ξ
ì1ξ tanh ì1ξ ë
1 ï
íì1tanh
Sh 'A íî
ì1ξ
Substitute A into (7) and solving for H
CA
ú
1 ÷
õô1tanh ô1ξ
1 øø1 ξ
Sh 'A õö
ù
H
Repeating this procedure gives the following results:
ûC 'Rs
ûZ
C 'Rs
Zc
ûC Rs
ûZ
C Rs
Zc
B.C.(11)
Zc
B.C.( 8)
Zc
C R ü1 þ 2ξtanh þ 2ξ ý
C
J
✍
☞C R
✌☞
1 Sh 'R D eA þ12
Hüþ1sinh þ1ξ
Sh 'R D eR þ12 þ 22
✟
1 ✆
✄þ 2 tanh þ 2ξ
1 ✝✝1 ξ
Sh 'R ✄☎
✞
✟
D eA þ12
✝ cosh þ1ξ
H
D eR þ12 þ22 ✝✞
✟
1 ✆
✄sinh þ1ξ
þ1 ✝✝1 ξ
' ✄
Sh
R ☎
✞
✂ ✟
ð
1 ✆
✄þ tanh þ 2ξ ÿsinh þ2ξ
✁1 ✝✝1 ξ
' ✄ 2
Sh R ☎
✞
þ 2cosh þ1ξ tanh þ2ξ ý
✆☛
✄✠ tanh þ 2ξ
✄
☎✡✠
Finally using
'
✎C Ss
✎Z
'
C Ss
E
Zc
Zc
✎C Ss
✎Z
C Ss
Zc
Zc
1 Sh S' ✕ DeR
✖2 J sinh ✖2ξ
Sh S' ✓✔ DeS
✒
DeA ✖12
H sinh ✖1ξ ✏ CS
2
2
DeS ✖1 ✖2
✑
The value of M is not needed for the result since
✧ rR
✥✥
✦ rS
✤
✢✢
✣ bulk
D eR ✩C'Rs
'
D eS✩CSs
L
★C '
D eR Rs
★Z
'
★CSs
D eS
★Z
L
✜ Sh 'R ✧ C R C ✤✙
D eR ✚
✢✗
' ✥
✣✘
✛1 Sh R ✦
'
✜ Sh S ✧ CS E ✤✙
D eS ✚
✢✗
' ✥
✣✘ L
✛1 Sh S ✦
f C, E
Substitute values for C and E into above expression, rearrange to the form of (5.2.4-5) (good
luck!) to get the selectivity of R.
5.5. and 5.6 TO BE PROVIDED
CHAPTER 6
6.1 Derive the rate equation for a reversible first order gas-liquid reaction
P
A
using the film theory (DA = DP)
B.C.
y = 0: CA = C Ai and
y = y1: CA = CAb
Show that
NA =
dCp
=0
dy
and Cp = KC Ab
k L C A i - C Ab
1+ K
where
γ' =
1+ K
tanhγ'
γ'
k 1 1 + K DA
k L2 K
Solution
✪
The rate equation of a reversible first order gas-liquid reaction reads r=k1 ✬ CA The continuity equations for species A and P are
d 2CA
C ✱
✰
DA
=k1 ✲ CA - P ✳
2
dy
K✵
✴
2
d CP
C ✷
✶
DP
=-k1 ✸ CA - P ✹
2
dy
K ✻
✺
✮
CP ✫
✭.
K ✯
(1)
(2)
d2
Since D A =D P , D A 2 CA +CP =0
dy
(3)
Integration of (3) between 0 and y leads to
dC
d
CA +CP = A
dy
dy
=
y=0
-N A
DA
Integration of (4) between y and yL leads to
(4)
CA +CP =
NA
y L -y +C Ab K+1
DA
(5)
Substitution of (5) in (1) gives
k1CAb K+1
d 2 CA k1 K+1
k1 N A
DA
=
C
y
-y
A
L
dy 2
K
DA K
K
(6)
The integral of (6) may be written as
CA
❃
❁
A 1 cosh✿✿ ❂ '
❀
❅' ❄
where
y
yL
✾
✼
✼
✽
❁
A 2 sinh✿✿ ❂ '
❀
y
yL
✾
✼
✼
✽
❁
P ✿✿ ❂ '
❀
y
yL
✾
✼
✼
✽
Q
(7)
D A k 1 (K 1)
k 2L K
Substitution of (7) in (6) permits the determination of the coefficients P and Q:
P=
-N A
k L K+1 γ '
(8)
Q=
NA
+CAb
k L K+1
(9)
Accounting for the boundary conditions permits the determination of the integration constants
A1 and A 2 .
For y = 0
For y = yL
NA
K+1 k L
NA
A1 =CAi -CAn K+1 k L
CAi =A1 +CAb +
CAb =A1coshγ' +A 2sinhγ' A2
❇
(10)
NA
NA
+
+C Ab
K+1 k L K+1 k L
A1
tanh ❆ '
Substitution of (8)-(11) in (7) leads to
❈
CA = ● CAi -Cb ●
❑
NA
K+1 k L
❉❊
❈ '
❍ ■ cosh ● γ
❍
❑
▲▼
❈
NA ❈ y ❉
y ❉
1
y ❉❋
sinh ● γ '
-1 ❍ +C Ab
❍❍❏ ●
'
y L ▲ tanhγ
❑ y L ▲ ◆ K+1 k L ❑ y L ▲
The rate of the overall phenomenon follows from the application of Fick’s law:
N A =-D A
dCA
dy
y=0
Which applied to (12) leads to N A =
k L CAi -CAb
K
K+1
tanhγ'
+1
γ'
6.2 Derive the rate integral selectivity equation (6.3.6-1).
Solution
For complex reactions of type 3 the rate equations are
dCBb
= - k1C Bb C A
dt
dCRb
= - k1C Bb C A - k 2 C Rb C A
dt
(1)
(2)
with boundary conditions CBb ❖ CB0 and CRb =0 at t = 0
Dividing (2) by (1) leads to
dCRb k 2 CRb
=
1
dCBb k1 CBb
(3)
With B.C. CRb =0 at CBb ❖ CB0
Let
k2
= a , CRb = x and CBb = y.
k1
(3) becomes
dx
x
= a -1
dy
y
(4)
B.C.: x = 0 for y- y0
The transformation
and (4) becomes
x
dx
dz
= z leads to
= y +z
y
dy
dy
dx
= az-1
dy
(5)
(6)
(5) and (6) -
dy
dz
=
y 1- a-1 z
(7)
with B.C.: z = 0 at y P y0
The integral of (7) is
ln
y
1
=
ln ◗1- a-1 z ❘❚
y0 1- a ❙
or
a
❯ y❱
y
x
❲ ❳ = - a-1
y0
❨ y0 ❩ y0
Transforming back into the original variables:
k2
❬ CBb ❭ k CB ❬ k 2 ❭ CRb
= ❪ 1- ❫
❪
❫ ❴ CB0 ❵ CB0 ❴ k1 ❵ CB0
1
6.3 A gas is being absorbed into a liquid in which the concentration of the reactive
component B is 0.1 M. The reaction between the gaseous component A and the
component B is extremely fast. The conditions are such that C Ai = 0.1M . Further,
DA = 10-5 cm 2 /s . Compare the enhancement factors based upon the film theory and
1
the surface renewal theory for the cases that a) DA = DB ; b) DB = DA ; c)
2
DB = 2DA .
Solution
1)
Film theory
FA = 1+
a D B CBb
b D A C Ai
a) FA = 2
b) FA = 1.5
c) FA = 3
2)
Surface renewal theory
1
FA =
❛
β
DA
erf ❝
❝
❡
❜
❞
❞
❢
where β follows from (6.4.1-8).
e
β2
DB
❣
erfc ✐
✐
❦
β ❤ b CBb
❥=
D B ❥❧ a CAi
β2
❣ β
D B DA
e erf ✐
✐ D
DA
A
❦
❤
❥
❥
❧
a) FA = 2
b) FA = 1.83
c) FA = 2.3
6.4 Consider the absorption of gaseous CO2 by a NaOH solution. The stoichiometry is as
follows:
CO 2 + 2NaOH = Na 2CO 3 + H 2O
Consider the solubility of CO2 to be independent of the NaOH concentration and
let the diffusivities of CO2 and NaOH in the liquid be approximately equal.
1)
2)
Can the reaction be considered as being of the pseudo first order when the
gas-liquid contact time is 0.01s and when
a) The partial pressure of CO2 is 0.1 bar and the concentration of NaOH
1 mol/l?
b) The partial pressure of CO2 is 1 bar and the concentration of NaOH
1M?
When the gas-liquid contact time is 0.1s and the NaOH concentration is 3
mol/l, what is the partial pressure of CO2 above which the reaction is no
longer pseudo first order. Take k’= 107 cm³/mol s and H = 25.10³ cm³
bar/mol.
Solution
Use the Van Krevelen-Hoftijzer diagram.
For purely physical absorption, according to the film theory
N A =k L CAi
and according to the penetration or surface renewal theory
N A =2CAi
DA
πt
So that k L can be related to the contact time by
k L =2
DA
πt
kD A
π
=
kt
kL
4
and γ=
Finally, γ=
π 4
10 C NaOH t
4
with k=k 'C NaOH
(with NaOH in mol/l)
The parameter on the curves in the V.K.-H.-diagram is
C
a D B CBb
=12.5 NaOH
b D A C Ai
PCO2
1.
a) for γ=
π 4
a D B CBb
10 x1x0.01 ♠ 785 and
=125
4
b D A C Ai
the reaction is pseudo first order
b) for γ ♥ 78.5 and
2.
when γ ♥ 50 12.5
a D B CBb
=12,5 it is not
b D A C Ai
C NaOH
has to be larger than 200 so that p CO 2 should not exceed
PCO2
0.2 bar.
6.5 CO2 is absorbed at 25°C into a 2.5 M mono-ethanolamine solution in a rotating
drum type of absorber. The contacting surface is 188.5 cm² and the contact time 0.2
s. The partial pressure of CO2 in the gas phase is 0.1 atm. The reaction is as follows:
CO 2 + 2R 2 NH →® R 2 NCOO - + R 2 NH 2+
The rate of absorption at these conditions is found to be 3.26∙10-4 mol/s. What is the
value of the rate coefficient neglecting the gas phase resistance and considering the
reaction to obey pseudo first order behavior?
Additional data are: DA = 1.4∙10-5 cm²/s; DB = 0.77∙10 -5 cm²/s; Henry’ constant, H =
29.8∙10³ atm cm³/mol .
Solution
The solution is obtained from (6.5.4-3) or from the two simplified formulae derived from it—
for short contact times (6.5.4-4) and for long contact times (6.5.4-5).
First calculate N A
♣
Q
t
♣
3.26 ♦ 10
188.5
4
1.73 ♦ 10
♣
q
Then, from (6.5.4-5), N A =CAi D A k 'CB s1+
✉
NA
①
6
mol/cm²s
1
2k CB t
'
r
t
✈
2
0.1atm
mol
5 cm
1.4
k' 2.5 ✇ 10 3 3
✇ 10
3
atm cm
s
cm
29.8 ✇ 103
mol
⑦
⑤
⑥
1
1
2k'⑨0.2 ⑨ 2.5 ⑧ 10
④
3 ②
③
from which:
k' ♣ 7.6 ♦ 106 cm3 /mol ♦ s
By repeating this calculation on the basis of (6.5.4-4) it is seen that k 'CB t largely exceeds the
value for which this formula is valid.
Chapter 7
7.1. Write (7.3.1.1-6) in terms of ξ 'i , the extent of the i-th reaction per unit mass of the
reaction mixture, defined by
ξ'i
❻
ξi ❺ C j ❷
❸
⑩ (kmol/kg)
N j0 ❸❹ ρ f ⑩❶ 0
Solution
(7.3.1.1-6) reads:
➁ ➂x j
❾
u➄x j ❼❼ ➃
ρ f ❿❿
➀ ➂t
❽
Starting from:
➂x j
➂ ➁
❿ ρ f D e, x
➂x ❿➀
➂x
Nj
➆
➂x j
➂ ➁
❿ ρ f D e, y
➂y ❿
➂y
➀
❾
❼
❼
❽
❾
❼
❼
❽
➂x j
➂ ➁
❿ ρ f D e,z
➂z ❿
➂z
➀
❾
❼
❼
❽
➁ρ
❿ f
❿C
➀ j
M
N j0
➅ α ij ξ i
i
and
xj
we get:
xj
➇
i
N j0
Nj
N j0
1
α ij ξ i
N j0
➃
➃
➁ρ ❾
f ❼
❿C ❼
➀ j ❽0
α ij ξ i' ❿
Further
Rj
M
➉ ➈ α ij ri
i
rj
i
➊
α ij ri
Substituting the above relations into (7.3.1.1-6), we get for the ith reaction:
'
➐ρ ➍
➐ ↔ξ
f ➋
α ij ➎➎ i
➎C ➋
➏ ↔t
➏ j ➌0
ρf ➎
↕
or
➐ρ
α ij ➎ f
➎C
➏ j
➍
u➙ξ i' ➋➋
➌
'
➍ ➣ ↔ ➐
↔ξ i
➋ ➔
➎ ρ f D e, x
➋ ↔x ➎
↔x
➏
➌ 0 →➔
➍
➋
➋
➌
'
↔ξ i
↔ ➐
➎ ρ f D e, y
➎
↔y ➏
↔y
➍
➋
➋
➌
'
↔ξ i
↔ ➐
➎ ρ f D e,z
➎
↔z ➏
↔z
➍➓
➋➑
➋
➑
➌➒
➐ρ
➎ f
➎C
➏ j
➍
➋ α r
➋ ij i
➌0
❾
❼ R
❼
❽0
'
➠ ➡ξ
ρ f ➞➞ i
➟ ➡t
u➤ξ
'
i
'
➝
➡ξ i
➡ ➠
➛➢
➞ρ D
➛ ➡x ➞ f e, x ➡x
➜
➟
'
➝
➛
➛
➜
➡ξ i
➡ ➠
➞ ρ f D e, y
➞
➡y ➟
➡y
➝
➛
➛
➜
'
➡ξ i
➡ ➠
➞ ρ f D e,z
➞
➡z ➟
➡z
➝
➛
➛
➜
ri
7.2. Derive the steady state continuity and energy equations and appropriate boundary
conditions for the tubular reactor with turbulent flow, corresponding to the various
situations represented in the figure below. The continuity equation for the first case
is given by (in cylindrical coordinates):
➭C j
ur
➭z
with B.C. u r C j0
➳
➯
D e,z r
➭
2
Cj
➭z
1➫ ➭
rD e,r r
➨
r ➩ ➭r
2
u r C j 0, r
D e,z r
➸C j
z=L
➸z
➸C j
z=0
➸r
➸C j
z = Rt
➸r
➲C j
➭C j ➧
➥
➭r ➦
Rj
0, r
➲z
➵
0 , all r
➵
0 , all z
➵
0 , all z
Solution
1. Energy equation fort the first case:
ρf Cpu z
➶T
➶z
➹
λ e,z r
2
T
2
➶z
➶
1➪ ➶
rλ e,r r
r ➾➚ ➶r
B.C.
a) entrance: z =
➬no radial dispersion
➘
0➷
➘no reaction
➴
ρ f C p u r ➮T0
b) z = L
c) r = 0
d) r = Rt
❮T
❮z
❮T
❮r
λ e, r
T 0, r
➱❐
λ e,z r
❒
0
all r
❒
0
all z
ÏT
Ïr r Ð R
t
❰
U Tr
TR
✃T
0, r
✃z
➶T ➽
➶r ➻
➼
➺
Δ H i ri
2.
λ e,z
and
cst
D e,z
ur
Ø
×z
D e,r
are no longer function of the radius
Continuity equation:
×C j
λ e,r
×
D e,z
2
Cj
D e,r
2
r
×z
Ö×
Ô
Õ ×r
r
×C j Ó
Ñ
×r Ò
Rj
B.C.:
a)
u r C j0
u r C j 0, r
Ú
D e,z
ÙC j
0, r
Ùz
conditions for: z = L
r = 0 as in case 1
r = Rt
Energy equation:
ρf Cpu r
ÙT
Ùz
Ú
λ e,z r
2
T
2
Ùz
Ù
λ e,r
r
á Ù ç ÙT ä Þ
âÜ
ß år
à Ùr æ Ùr ã Ý
Û
Δ H i ri
B.C.:
a)
ρ f C p u r èT0
T 0, r
éë
λ e, z
b), c) as in case 1
d) r = Rt
λ e, r
ÙT
Ùr r ì R
t
Ú
U Tr
êT
êz
0, r
TR
3. For a flat velocity profile, u(r) = constant and
D e,z ñ
λ e,z
uniform velocity profile
Continuity equation:
u
ÙC j
Ùz
Ú
D e,z
Ù
2
Cj
D e,r
2
r
Ùz
áÙ
ß
à Ùr
r
B.C.:
uC j0
ó
uC j 0, r
D e,a
òC j
0, r
òr
ÙD j Þ
Ü
Ùr Ý
Rj
í
ï
í
î
become
D e,a ñ
λ e,a
í
ï
í
î
corresponding to a
Energy equation:
ρf Cp u
2
T
T
✁ λ e, z 2
z
z
λ e, r
r
úø ðþ r
ù rÿ
T
r
ýû÷õ ô
üö
Δ H i ri
B.C.:
ρ f C p u✂T0
T 0, r ✄ ✆ λ e,z
☎T
☎z
4. Only axial dispersion
Flat concentration profile
Flat temperature profile
✞C j
✝0
✞r
✠T
✟0
✠r
Continuity equation:
u
dC j
dz
✡ D e, a
d 2C j
Rj
dz 2
B.C.:
uC j0 ✒ uC j z ✒ 0
z = L:
Since
✞C j
✞r
dC j
dz
✑ dC ✍
D e, a ✎✎ j ☞☞
✏ dz ✌ z ☛ 0
✓0
✝ 0 , the other B.C.’s don’t need to be considered.
Energy equation:
dT
d 2T
✔ λ e, a 2
dz
dz
4U
Tr
dt
surface
4
in the last term comes from
volume
dt
πd dz 4
✖ t ✖
dt
2
πd t
dz
4
ρf Cp u
✕
Δ H i ri
B.C.:
ρ f C p u✗T0
✤ dT ✜
T z ✥ 0 ✘ ✥ λ e, a ✢ ✚
✣ dz ✛ z ✙ 0
T
5. No dispersion in axial direction D e,a ✦ 0
Continuity equation:
u
B.C.:
dC j
dz
✧ Rj
C j0 ★ C j z ★ 0
Energy equation:
ρf Cp u
B.C.:
6.
dT
✩✪
dz
Δ H i ri
4U
Tr
dt
T
T0 ✫ T z ✫ 0
Continuity equation: u C z ✭ L
Energy equation:
C0 ✭ R j ✬ L
ρf Cpu T z ✯ L
No boundary conditions.
T0 ✯ ✰
Δ H i ri ✮ L
4UL
Tr
dt
T
CHAPTER 8
8.1 The esterification of butanol with acetic acid, using sulfuric acid as a catalyst, was
studied in a batch reactor:
O
C 4 H 9 OH CH 3 COOH
✱✱✱✲ C H
H 2SO 4
4
9
- O - C - CH 3
The reaction was carried out with an excess of butanol. The following data were
collected [C.E. Lejes and D.F. Othmer, I&EC, 36, 968 (1945)].
Time (h) Acetic acid concentration (moles/l)
0
2.3270
1
0.7749
2
0.4514
3
0.3152
4
0.2605
Set up a suitable kinetic model of the homogeneous type.
Solution
A plot of 1/CA vs t yields a straight line. Hence the reaction is second order. The slope of the
line is the reaction rate coefficient and equals 0.9 liter/(g mole h). Point values for k are also
obtained from the integrated continuity equation:
rA = -
or
dCA
= kCA2
dt
✳
1
1 1
=k
CA CA0 t
Introducing the pairs CA t yields
Time (h) Acetic acid concentration (moles/l)
1
0.8608
2
0.8928
3
0.9143
4
0.8523
8.2 The following data on the conversion of hydroxyvaleric acid into valerolacetone
were collected
Time (min)
0
Acid concentration (gmole/l) 19.04
48
17.6
76
16.9
124
15.8
204
14.41
238
13.94
289
13.37
Determine a suitable kinetic model by means of both the differential and integral
method of kinetic analysis.
Solution
Differential method:
From the above data, the rates have first to be determined.
t
Δt
0
CA
Δ CA Δ CA/Δ t
CA
ln C A
19.04
48
48
1.44
0.03
18.32
2.908
0.7
0.025
17.25
2.848
1.1
0.0229
16.35
2.794
1.39
0.0174
15.11
2.715
0.47
0.0138
14.18
2.651
0.57
0.0112
13.66
2.414
17.6
28
76
16.9
48
124
15.8
80
204
14.41
34
238
13.94
51
289
13.37
Rate equation for an n-th order reaction:
rA = k C An
Logarithmizing both members :
ln rA = ln k + n ln C A
From the plot Δ CA/Δ t vs. C A , it follows that n ≈ 3.
Hence
rA = k C3A
A plot of rA vs C3A should give a straight line, the slope of which is k. It follows:
k
5 ✴ 10
6
l 2 /g mole 2 min
Integral method:
rA = -
dC A
= k C3A
dt
from which
1/2
C1/2
A - C A0 = 2 kt
Introducing the pairs CA t yields:
2t
C1/2
C1/2
A
A0
4.698×10-4
7.428
12.47
20.57
23.88
28.36
k
4.89×10-6
4.89
5.03
5.04
5.02
4.91
96
152
248
408
476
578
8.3 The batch saponification of ethyl acetate,
CH 3 COOC 2 H 5
NaOH
✵ CH COONa
3
C 2 H 5 OH
was carried out in a 200 ml reactor at 26°C. The initial concentrations of both
reactants were 0.051 N.
a) From the following time versus concentration data, determine the specific rate
and tabulate as a function of composition of the reacting mixture.
Time (sec) NaOH (mol/liter)
30
0.0429
90
0.0340
150
0.0282
210
0.0240
270
0.0209
390
0.0164
630
0.0118
1110
0.0067
b) Determine a suitable reaction rate model for this system.
Solution
Time (sec) NaOH (gmole/liter)
0
0.0510
30
90
-Δ C/Δ t
30
0.0081
0.000270
60
0.0089
0.000148
60
0.0058
0.0000967
60
0.0042
0.00007
60
0.0031
0.0000517
120
0.0045
0.0000375
240
0.0046
0.0000192
480
0.0051
0.0000106
0.0340
0.0282
210
0.0240
0.0209
390
0.0164
630
0.0118
1110
-Δ C (gmole/liter)
0.0429
150
270
Δ t (sec)
0.0067
Figure 8.3-1
Rate
(gmoles/liter sec.)
0.000270
0.000148
0.0000967
0.00007
0.0000517
0.0000375
0.0000192
0.0000106
Composition
(NaOH, gmole/liter)
0.04695
0.03845
0.03110
0.02610
0.02245
0.01865
0.01410
0.00925
2
CA ✸ CB
gmoles ✷
✶ 10 4
liter
22.04
14.78
9.67
6.81
5.04
3.48
1.99
0.856
Figure 8.3-2
- rA = k C A C B
k
Δ ( rA )
Δ (C A C B )
10 ✺ 10
10 ✺ 10
5
4
10
1
liter
gmoles ✹ sec.
Integral method:
dCA
2
2
= k CA C B =kCA2 =kC A0
1-x
dt
-d CA0 1-x
dCA
dx
=
=CA0
= k C2A0 1-x
dt
dt
dt
- rA = -
x
0
t
dx
1-x
2
2
= k CA0 dt = k C A0 t
0
x
= k CA0 t
1-x
x/O
0.1588
0.3333
0.4470
0.5294
0.5902
0.6784
0.7686
0.8686
[x/(1-x)]/O
0.1888
0.5000
0.8085
1.125
1.440
2.110
3.32
6.61
t, time/O
30
90
150
210
270
390
630
1110
Figure 8.3-3
Slope: k CA0 =
Hence, K =
4.5
= 0.00529
850
✻
0.00529
sec-1
liter
=0.104
0.051 g moles/liter
g mole s
8.4 A daily production of 50,000 kg (50 tons metric) of ethyl acetate is to be produced
in a batch reactor from ethanol and acetic acid:
C 2 H 5 OH CH 3 COOH ✼ CH 3 COOC 2 H 5
H 2O
(A)
(S)
(B)
(R)
The reaction rate in the liquid phase is given by
rA
k (C A C B
C R CS K )
At 100°C
k 7.93 ✽ 10 6 m³/kmols
K 2.93
A feed of 23 percent by weight of acid, 46 percent alcohol, and no ester is to be used,
with a 35 percent conversion of acid. The density is essentially constant at 1020 kg/m³.
The reactor will be operated 24h per day, and the time for filling, emptying , and the
like, is 1 h total for reactors in the contemplated size range. What reactor volume is
required?
Solution
The conversion will be based on CH 3 COOH (B)
Component
A)
C2 H5 OH
B)
CH3 COOH
R) CH3 COOC2 H5
H2 O
S)
Composition at θ=0, Ҳ B=0 at conversion Ҳ B at Ҳ Bf = 0.35
MW
kg/kg
kmol/m³
Cj
Cjf
46
0.46
10.20
10.20-3.91 Ҳ B
8.83
60
0.23
3.91
3.91 (1-Ҳ B)
2.54
88
0
0
3.91 Ҳ B
1.37
18
0.31
17.56
17.56+3.91Ҳ B
18.93
The batch reaction time is found from (8.1-5) by numerical integration:
χ Bf
θ
C B0
0
dχ A
rB χ B
3.91
7.93 ✿ 10
0.35
6
0
CACB
dχ
1
C R CS
2.93
7270 s ✾ 2h.
Thus, the number of batches per day is
24 hr
2 1 hr
8 batches
The daily production rate per m³ reactor volume is used to find the necessary volume:
V
50,000 kg R
kg ❀
kmol R
❀
per batch 88
8 batches 1.37
kmol
m³
52 m³
8.5 A gas-phase decomposition A ❁ R S is carried out with initial conditions of
T0 300 K, p t 5 bar, and V0 0.5 m³. The heat of reaction is –6280 kJ/kmol, and
the heat capacity of A, R, and S are 125.6, 104.7, and 83.7 kJ/kmol K, respectively.
The rate coefficient is
k
1014 exp
10,000 ❂
h
T
1
a) Compute the conversion-time profile for isothermal conditions. Also, determine
the heat exchange rates required to maintain isothermal conditions.
b) Compute the conversion-time profile for adiabatic conditions.
Solution
For the reaction A ❃ R S , in the gas phase, the general batch reactor design equation is
(8.1-4):
χ Af
θ
N A0
0
dχ A
V rA χ A
The rate equation given contains species concentrations, which in general are given by (8.18):
CA
C A0
1 χ A z 0 T0 p t ❄
1 εA χ A z T p t0
Therefore, in general the mode of operation must be chosen – i.e., constant volume (where the
simpler equation (8.1-5) is used), constant pressure p t p t0 , or other conditions. However,
for the special case of first order reactions, this choice is not necessary, since the mass
balance requires VrA :
VrA
VkC A
kN A
kN A0 (1 χ A )
Thus, for this special case
χ Af
θ
0
dχ A
k T 1- χA
For an ideal gas, the initial number of moles is
N A0
Pt0 V0
R T0
(5 atm) (0.5 m³)
m³ atm
) (300❅K)
(0.082
kmol ❅K
0.1016 kmol.
a) Isothermal operation T ❆ T0
Here,
θ
1
k T0
χ Af
0
dχ A
1 χA
1
ln 1 χ A
k T0
with
k T0
1014 exp ❇ 10,000/300❈ 0.334 h
Computed values are shown in the graph below.
The heat balance is (8.2-1):
mtcp
dT
dθ
V
Δ H rA
Q
Δ H k N A0 1 χ A
Q
1
For part a) with isothermal conditions,
dT
❉0
dθ
and the heat transfer required is
Qθ
Δ H k T0 N A0 1 χ A
kcal ❊
0.334 h
kmol
kcal
50.9 1 χ A
h
1500
Δ H k T0 N A0 e
1
k T0 θ
0.1016 kmol 1 χ A
These values are also shown in the graph below.
b) For adiabatic operation the temperatures (for substitution into the rate coefficient)
must first be determined with the heat balance:
m t cp
dT
dθ
Δ H N A0
dχ A
dθ
Q (adiabatic => Q → 0)
The mean specific heat is found from thermodynamics:
mtcp
❏ NA ~
Nt ❍
■ Nt
NR ~
Cp R
Nt
Cp A
N A0 30 15χ A ▲ 40 N A0
NS ~
Cp S
Nt
N A0 ❋ 1 χ A 30
χ A 25
χ A 20 ●
4.064 kcal/❑C
With an approximately constant m t c p , the heat balance can be directly integrated:
T
Δ H N A0
χA
mtcp
T0
For the varying m t c p :
T
ΔH
❖ 15
ln ▼1
χA
15
◆ 30
T0
T0
~
Cp R
~
❖
Cp R
ΔH
~
~ ln ▼1 χ A
Cp S Cp A ▼◆
~
Cp S
~
Cp A
Thus, the values for m t c p = constant are:
T
300◗K
( 1500)
χA
40
300 37.5 χ A
~
Cp A P
Tad
300 37.5 (1) 337.5; 340.6❘K, exact
The adiabatic batch reactor holding time is found by numerically integrating:
χ Af
θ
0
dχ A
❯
10,000
1 χA
1014 exp ❙
❚ 300 37.5χ A
The values are given in the graph.
Figure 8.5-1
8.6 A desired product P is made according to the following reaction scheme:
A
1
2
X
3
Y
P
Discuss qualitatively the optimum temperature profile for the two cases: (a) E 2 > E3
> E1; (b) E2 > E1 > E3. Describe your reasoning carefully.
Solution
a) E2 > E3 > E1
The temperature should be high at the beginning of the reaction to speed up reaction 1;
reactions 2 and 3 are not yet important then. Later in the reaction, T should be decreased
to decrease the P lost to X and Y.
Therefore, the profile should be rather sharply decreasing.
b) E2 > E1 > E3
Again start with high temperature and decrease with time. However, the profile should
not be as steep to avoid excessive loss of P to Y.
8.7
One method of decreasing the large initial heat release in a batch reaction is to utilize
“semibatch” operation. Here, the reactor initially contains no reactant and is filled up with
the reacting liquid-thus, there is an inflow but no outflow, and the reacting volume
continuously changes. The mass balances are:
Total:
dV
dt
F0'
Reactant A:
d
VC A
dt
F0' C A0
kVCA
(a) Show that the reactant concentration at any time is, with isothermal operation,
CA
C A0
F0' 1 e kt
k V0 F0' t
where V0 = initial volume.
(b) Derive an expression for the rate of heat release and sketch the curve.
Solution
a) Mass balance
Total:
dV
dt
F0❱
Integrating
V
V0
Reactant A:
or
F0❲t
d
VC A
dt
dC A
dt
V
(1)
F0❳ C A0
dV
dt
CA
where C A0
kVC A
F0❨ C A0
(2)
kVC A
A conc. of incoming stream
Substitute (1) into (2)
V0
F0❩ t
dC A
dt
❫
❭
dC A
dt
C A F0❩
F0❬
k
V0
❪
F0❩ C A0
CA
F0❬ t
k V0
F0❩ t C A
F0❬C A0
V0 F0❬ t
(3)
Integrating factor
e
❝
F0❜
dt
V0 F0❜ t
k
❛
V0
e ❴kt
F0❞t e kt C A
F0❡ C A0
k V0 F0❡ t
CA
ln V0 F0❜ t ❵
V0
F0❢C A0
kV0
0
Const.
F0❞C A0
dt
V0 F0❞t
F0❞t e kt
const.
e
V0 F0❡ t
Applying the B.C. at t = 0, C A
F0❨ t e kt
V0
kt
F0❞C A0 kt
e
k
C
(4)
0
const.
V0
F0❣C A0
k
Eq. (4) becomes
CA
CA
C A0
F0❡ C A0
k V0 F0❡ t
F0❤ 1 e kt
k V0 F0❤t
F0❡ C A0 .
e
k V0 F0❡ t
kt
(5)
b)
MC p
Q
dT
dt
Δ H rA V Q
Δ H rA V
Δ H kC A V
Substitute (1) and (5) for C A and V respectively:
Q
ΔH k
C A0 F0✐ 1 e kt
V0
k V0 F0✐ t
F0✐ t
Δ H C A0 F0✐ 1 e
kt
or
Q
Δ H C A0 F0❥
1 e
kt
(6)
Figure 8.7-1
8.8 In a batch reactor having a volume V = 5 m 3 , an exothermic reaction A → P is
carried out in the liquid phase. The rate equation is
rA = kC A
with
7900 −1
k = 4 × 10 6 exp −
s
T
The initial temperature T0 of the reaction mixture is 20°C and the maximum
allowable reaction temperature is 95°C. The reactor contains a heat exchanger
with area A k = 3.3 m 2 , and it can be operated with steam ( Tr = 120°C ,
U = 1360 W / m 2 °C ) or with cooling water ( Tr = 15°C , U = 1180 W / m 2 °C ).
The times required for filling and emptying the reactor are 10 and 15 min,
respectively. Other physicochemical data are : ∆H = −1670 kJ / kg ;
ρc p = 4.2 × 10 6 J / m 3 °C ; M A = 100 kg / kmol ; C A 0 = 1 kmol / m 3 .
The desired conversion is x Af ≥ 0.9 , and the batch reaction and complete
reaction cycle times along the steam and water consumption rates are to be
determined for the following policies of operation:
(a) Preheat to 55°C, let the reaction proceed adiabatically, start cooling when
either T = 95°C or x A = 0.9 occurs, and cool down to 45°C.
(b) Heat to 95°C, let the reaction proceed isothermally until x A = 0.9 occurs,
cool down to 45°C. [See H. Kramers and K.R. Westerterp, Elements of
Chemical Reactor Design and Operation, Academic Press, New-York
(1963).]
Solution
(a) The complete reaction cycle time can be divided into the time required for heating
from 20 to 55°C, the time required to reach T 95❦C or x A 0.9 , the time required to
cool down to 45°C, and the time required for filling and emptying the reactor.
- The time required to heat up adiabatically from 20 to 55°C can be calculated from an
energy equation
UA k (Tr
T)
V♠c p
dT
dt
♥
UA k t
dt
V♠c p 0
T 55❧ C
T0 20❧ C
dT
(Tr
T)
Integrating yields
V♣c p
tH
UA k
Tr T ♦
Tr T0
ln
2016 s
33.6 min
- To know whether T 95❦C or x A 0.9 is reached first, the temperature when reaching
x A 0.9 is calculated, again with from an energy equation based on adiabatic operation
dT
Vrc p
dt
V(
sH ) ✉
dC A
dt
V(
sH )C A 0
dx A
dt
T
dT
t
(
T0 55q C
sH ) C A 0
rc p
x Af 0.9
dx A
xA0 0
Integrating
T
T0
(
✇H )C A 0
♠c p
This shows x A 0.9 is reached before T
conversion is calculated from
x af
90.78✈C
95✈C
95❦C . The time required to obtain a 0.9
0.9
tR
C A0
0
0.9
dx A
kC A0 (1 x A )
0
0.9
dx A
7900 ①
(1 x A )
T(x A )
4 ② 10 6 exp
dx A
①
0
7900
(1 x A )
( Δ H)C A0
xA
ρc p
4 ② 10 6 exp
T0
The integration can be done numerically and finally yields
tR
4064.1 s 67.7 min
- The time required to cool down from 90.78°C to 45°C is found in the same way as the
time to heat up
tC
V④c p
UA k
ln
Tr T
Tr T0
③
4997 s
83.3 min
The complete cycle time is then found from a summation including the time required for
filling and emptying the reactor.
t tot
tH
tR
tC
t F/E
209.6 min 3.5 h
(b) The complete reaction cycle time can be divided into the time required for heating up
from 20 to 95°C, the time required to reach x A 0.9 , the time required for cooling down
to 45°C, and the time required for filling and emptying the reactor.
- The time required to heat up from 20 to 95°C can be calculated in the same way as in (a)
UA k (Tr
T)
dT
V⑥c p
dt
⑦
UA k t
dt
V⑥c p 0
T 95⑤ C
T0 20⑤ C
dT
(Tr
Integrating yields
tH
V⑨c p
UA k
ln
Tr T ⑧
Tr T0
6487 s 108.1 min
- The time required to reach a conversion of 0.9 is calculated from
T)
x af 0.9
tR
dx A
7900 ❶
4 ⑩ 10 exp
(1 x A )
(95 273.15)
6
0
1201 s
1
1.92 ⑩ 10
3
ln 1 x af
20.0 min
- The time required to cool down from 95 to 45°C is again given by
V❸c p
tC
UA k
ln
Tr T
Tr T0
❷
5290 s
88.2 min
The complete cycle time is then found from a summation, including the time required for
filling and emptying the reactor.
t tot
tH
tR
tC
t F/E
241.3 min 4 h
1
A❹R
8.9
2
A 1 7 sec 1
A 2 5000 sec 1
ρ mix 1000 kg/m³
C p 4.187 kJ/kg❺C
E1 41,868 kJ/kmol
E 2 83,736 kJ/kmol
y A0 0.5
MWR 100 kg/kmole
MWsolvent 20 kg/kmole
x Af 0.8
Tmax 800 ❻K (maximum allowed temperature)
a) determine optimum isothermal operating temperature
b) resulting batch holding time
c) determine required heat exchange rate
Solution
a)
E2
2
E1
From Fig. 8.4.2.A-2,
From Fig. 8.4.2.A-1,
α
β
θf A 2
θf , A1
θf, opt
β
❽ u
❼
2
1 A2
β A12
0.08 for x rf
2 .2
0.8
eq. (8.4.2.A-c)
1 ❾ 5000 ❾
1276 sec
0.08
49
21.3 min
E1
R ln θ f A 1 u
Topt
eq. (8.4.2.A-e)
10000 kcal/kmole
(1.276 sec) (7 sec 1 ) ❿
kcal
ln
1.987
2.2
kmole ➀K
Topt
Topt
605.7 ➁K
800➁K ok
The heat balance to determine the heat exchange requirements is
mt Cp
dT
dθ
Δ H V rA
(8.2-1)
Q
Without the reactor volume given, find (kW/m³):
Q
V
ρF cp
dT
dθ
Δ H rA
dT
dθ
For isothermal operation,
0
1000 kg/m³
100 20 kg/kmol
Also, C A0
E1
ΔH
Then,
➂
Q
V
E2
8.33 kmol/m³
10000 kcal/kmol
Δ H A1 e
E1/RT
1 xA
(10000) (8.3) 7 e
A2 e
10000/R (607.5)
E1/RT
x A C A0
1 xA
5000 e
20000/R (607.5)
xA
The reaction times are found from the integrated mass balances:
x eq
or
1 βu α
x eq
1
τ
θ
θf
θ
(21.3 min)
u
1
1 0.08 (2.2)1
ln 1 x/x eq
Computed values are:
1
0.8503
1
0.8503 ➃
ln 1 x A /0.8503
2.2
(8.4.2.A-g)
(8.4.2.A-f)
1
xA
0
0.05
0.1
0.2
0.4
0.6
0.8
-Q/V kcal/m³ s
143
135
126
109
75.8
42.2
8.5
θ (min)
0
0.50
1.029
2.20
5.22
10.05
21.3
b) Determine the optimum temperature profile as a function of conversion and as a
function of processing time.
Initially, the reaction will be run at the maximum allowable temperature
0.
➅ T Tmax 800➄K at x A
Determine Topt at x Af
B3end
B2
xA
1 xA
A2 E2
A1 E1
0.8
0.8
0.2
4.0
(5000) (20,000)
(7) (10,000)
1428.6
E1 E 2
10,000 kcal/kmole
R
1.987 kcal/kmole ➇K
B2 B3 end 5714.4
1 ok
B1
Topt1
1
ln B2 B3
B1
Topt
581.8➇K at x rf
Calculate x Ac such that T
(800➌K)
1
and
B3
0.3777
and
x Ac
0.274
5032.7➇K
800➉K at x A
xA
Topt1
➈
x Ac
1
ln ➊(1428.6) B3 ➋
5032.7➌K
x Ac
1 x Ac
Use (8.4.2-4) to compute values of Topt for x Ac
0.274
➆
➆
➆
➆
➆
➆
0.8
Tmax
➆
➆
➆
➆
➆
➆
0.8 :
1
ln ➍1429 B 3 ➎,
5033
B3
xA
1 xA
xA
x Af
(8.4.2-4)
xA
0.3
0.4
0.5
0.6
0.7
B3
0.429
0.667
1.00
1.50
2.333
Topt (°K)
784
734
693
656
620
To get Topt as a function of process time, values of θ need to be calculated:
xA
C A0
θopt
dx
r ( x, Topt )
x Ac A
(8.4.2-5)
xA
dx
A 1e
x Ac
E1/RTopt
1 xA
E 2 /RTopt
A 2e
xA
Note that
➑
exp ➏
➏
➐
Ei
R Topt
➑
exp ➏
➐
E i ln B 2 B 3
R B1
B 2 B3
Ei
E1 E 2
Thus
xA
θ
→
➒
➔A1
➒
x Ac ➓
1 1 x➣
1 x
B2 x
2
A2
1
1 1 x➣ ➒
x dx
B2 x
➒
xA
(408 sec)
Integrating:
θ
θ
➙
408 ↔ln
↕
1 xA
➝
408 ➛ln 1 x A
➜
For x A
➟
x Ac
0.274, T
xA
1 xA
xA
1 xA
0
x Ac
0
x Ac
0.058 sec .
800➞K always;
x Ac
θ
xA
dx A
E1
1 xA
➡ RTmax
➢
A1 exp ➠
dx
0.03x 0.013
E2
xA
➡ RTmax
➢
A 2 exp ➠
1
ln 1 2.308 x A sec .
0.03
x Ac
x dx
2
1- x
Use Simpson’s rule to evaluate the integral.
Table 8.9-2
xA
0
0.05
0.1
0.2
0.274
0.3
0.4
0.5
0.6
0.7
0.8
θ opt (sec)
0
4.05
8.71
20.6
33.3
39.4
73.6
135.2
248.2
470.8
985.4
T opt (°K)
800
800
800
800
800
784.1
733.7
692.8
656.2
620.4
581.8
From Table 1
vs. 1276 sec. for optional single temperature.
Figure 8.9-1 depicts Topt vs. θ and xA vs. θ.
c) To determine the heat exchange requirements, use the same heat balance as in part a)
θ kcal/s ➤
V m³
1000
dT
dθ
ρccp
dT
dθ
Δ H γA
➧
➧
➥
➦
➥
➦
83000 ➥7 exp ➥
5032.7
1 xA
Topt
Figure 8.9-1
➧
5000 exp ➥
➥
➦
10065
xA
Topt
xA
0
0.05
0.1
0.2
0.274
0.3
0.4
0.5
0.6
0.7
0.8
Topt (°K) dT/dθ (Fig. 6) -(Q/V) kcal/m³ s θopt (sec.)
800
0
1077
0
800
0
953
4.05
800
0
827
8.71
800
0
576
20.6
800
-0.461
1157
33.3
784
-1.82
3353
39.4
734
-0.952
1760
73.6
693
-0.471
883
135.2
656
-0.235
445
248.2
620
-0.125
234
470.8
582
-0.05
93
985.4
Note the sudden jump in cooling requirements when the optimal decreasing
temperature profile demands cooling of the reacting mixture. The requirements are
also much more severe for the single temperature case.
Figure 8.9-2
8.10 In Example 8.4.2.B, the dimensionless equations for a parallel reaction were
derived:
1
Q (desired)
2
S
A
The initial conditions are x A
xQ
0 at τ
0.
a) Derive an expression for the optimal single temperature for max u ➨x Q τ
b) For the parameters α
1/2 , what is u opt ? If E 1
2, β
1 ➩.
83736 kJ/kmol , what is
Topt ?
Solution
a) From Example 8.4.2.B, the equation for xA is:
dx A
dτ
u βu α 1 x A
For given u, this can be integrated to
1 xA
e
u βu α τ
Then, the desired yield is found from
or
dx Q
dτ
u 1 xA
xQ
u
1 e
u βu α
u βu α τ
ue
u βu α τ
The maximum x Q is found from
dx Q
dτ
0
τ 1
which after some algebraic rearrangement gives:
1 u
1
u 1 α β uα
➭
1
1
e
σ
1
, σ ➫ u β uα
The value of u that satisfies this relation leads to the optimal temperature level.
b) For α
2, β 1/2 :
1 σ
1
u 1 u
1
e
σ
➯
1
, σ
u
1 2
u
2
Iterative calculations give u ➲ 1.3 , as indicated on Fig. 8.4.2.B-2, leading to
x Q max 0.535 .
➳
8.11 An endothermic third order reaction 3A
2B C is carried out in a batch
reactor. The reaction mixture is heated up to 400°C. The reaction then proceeds
adiabatically. During the heating up period, 10 mol% of A is converted. From this
instant on, what is the time required to reach a conversion of 70%?
ΔH
25000 kcal/kmol
V 1 m³ constant
C pm 0.59 kcal/kg K
➵
mt
950 kg
N A0
10.2 kmol
10000
RT
ln k
2
5 k in m³/kmol A /s
Solution
The relation x/T is given by
x
x0
T0
λ T T0
➸
400 C
➺
m t Cp
where λ
950 0.59
25000 10.2
Δ H N A0
➺
0.0022
Hence,
x
(1)
0.1 0.0022 673 T
The temperature corresponding to a conversion of 70% thus is 400°K.
The continuity equation for reactant A reads:
dN A
dθ
θ
NA
rA V
dN A
rA V
N A0 1 x
C A0 V 1 x
x
θ
C A0
dx
r
x0 A
x
θ
C1/2
A0
x0
x
C A0
x0
dx
k1 x
3
dx
kC 3A0 1 x
3
(2)
Changing variables in (2):
673
θ
C1/2
A0
310000/2T -5
dt
[0.9 0.0022 (673 T)3 ]
400
The integral is evaluated numerically and equals 1.427∙106.
Hence
1.427 ➻ 106
θ
2
10.2
13700 s
3.8 h .
Chapter 9
➼
9.1. A gas phase reaction, A 2R , is carried out in a tubular plug flow reactor at T =
60°C and pt = 4.75 atm. The feed consists of 50 mol% A and 50 mol% inert at a rate
of 4000 kg/h. The molecular weights of A and inert are 40 and 20, respectively, and
the rate coefficient is k = 2000 h-1. Determine the reactor size for 35% conversion of
A.
Solution
When the reaction is assumed to be first order, then:
p
➽ kC ➽ k RT
➽ ky
rA
A
A
A
pt
RT
yA is obtained from the relative between composition and bed depth:
Inlet
A
Inert
R
Hence, y A
➪ 12
x
and rA
x
Bed depth z
1
1-x
1
1
0
2x
➾2
➮ kpRT ➬➴➷ 12 xx ➘➶➹
➚2
t
The continuity equation for reactant A reads
rA dV
or
V
✃
➱F
A0
dx where rA given by (1)
RTFA0
kp t
x
0
2 x
1 x dx
After integration:
❐ 3ln 1 x x❒
❮ RTF
kp
4000
200
F ❰
kmol A/h
❰
M
M
3
A0
V
t
A0
A
inert
Hence:
V
Ñ 333 Ñ 200 Ï
➪ 0.082
2000 Ñ 4.75 Ñ 3
3ln 0.65
Ð ➪ 0.181 m³
0.35
x
ÒÒÓ ÒÒÓ
9.2. The process A k 1 B k 2 R is carried out in a tubular reactor with plug flow.
Both reactions are of first order. The feed consists of pure A. Given the following
data
CA0
F0'
Ω
k1
NA0
= 0.05 kmol/m³
= 0.15 m³/h
= 2.10-3 m²
= 172.5 h-1
= 10.2 kmol
Calculate the length of the tube to maximize the yield of B in the cases:
a) k 2 k 1 /2
b) k 2 k 1 .
Ô
Õ
What are the exit concentrations of A, B, and R in both cases?
Solution
ÖÖ× B ÖÖ× R
ÛØr Ü k C
ØØ
ÚØr Ü k C k C
ØØC Ü C C C
Ù
F dC Ý r Ω dz
k1
A
k2
A
1
A
B
2
B
R
'
0
1
A0
B
A
F0' dC B
A0
e
Ω k1z/F0'
Ý r Ω dz
B
ÝΩ k C
2
F0' dC B
Ω dz
k 2CB
ß C Þ kk C k
B
1
2
B
A
ÝC
CA
A
A0
e
- k 1C A0 e
B
Ýk C
1
A0
Ω k1z/F0'
e
e
Ω k1z/F0'
dz
k1Ω z/F0'
Ω k 2 z/F0'
1
The maximum of CB/2 is found from
dC B
dz
à 0:
zx á
F0'
Ω k1
k2
ln
k1
k2
1) 2k 2 â k 1 ã z â 0.603 m
F0'
2) k 2 å k 1 ä By the l'Hôpital’s rule, it follows:
æ 0.435 m
Ω k1
Exit concentrations
1)
C A ç C A0 e
CB ç
Ω k1z/F0'
k 1C A0
e
k 2 k1
ç 0.0125 Kmol/m³
Ω k1z/F0'
e
Ω k 2 z/F0'
ç 0.025 Kmol/m³
C R ç 0.05 0.025 0.0125 ç 0.0125 Kmol/m³
2)
C A è 0.0184 Kmol/m³
l' Hôp.
C B ëé
éê k1C A0
Ωz
e
F0'
k 1Ω z/F0'
è 0.0184 Kmol/m³
C R è 0.0132 Kmol/m³
9.3. a) Repeat the derivations of Section 9.3-1, but for a zeroth order reaction
b) Given the data
FA0 ì 20 kmol/ h
C p ï 0.5 kcal/kg îC
T0 æ 300 íK
x0 ñ 0 ; x ñ 1
Δ H ò 10000 kcal/kmol
E õ 9000 kcal/kmol
k 0 ô 3.27 ó106 h
m ö 1000 kg/h
1
Calculate the reactor volume and exit temperature when the reaction is of
zeroth order.
c) Compare with the volume required when the reaction is carried out
isothermally α) at T = T0; β) at T = (T0 + Te)/2 where Te is the exit temperature
of the adiabatic reactor.
Solution
a) Energy equation
FA0 dx
Δ H ÷ mC p dT
x ÷ x0
λ T T0
λ÷
mC p
FA0
ΔH
Continuity equation
x
v
dx
ø
FA0 x 0 k
x
ø
dx
k e E/RT
x0 0
ø
λ
ø e E/RT dT
k 0 T0
T
1 E
E
ù u ú dT ù 2 u
u R
RT
ú
u
v
λE e u
du
ù
FA0 k 0 R u 0 u 2
u
eu
The integral can be solved as
du
u2
u0
Ei u
b)
u
ð eu ý
þ uû
ÿ
üu
Ei u 0
1000 ✂ 0.5
✁ 0.0025
FA0 Δ H
20 ✂ 10000
x x0
1
ΔT ☎
☎
☎ 400✄K
λ
0.0025
E
9000
u✆
✆
✆ 6.4
RT 2 ✝ 700
E
9000
u0 ✞
✞
✞ 15
RT0
600
λE 0.0025 ✡ 9000
✠
✠ 3.44 ✟10 6
k 0R
3.27 ✟106 ✡ 2
λ✁
mC p
✁
u
0
eu
du
u
u0
FA0
✌
20 ✛ V ✌ 6.88 ✍10
✌
6.88 ✍10
✌ 1.17
5
☛217934
6.4
eu ✗
✕
u ✕✖15
✔
5 ✚
✒✘
✘
✒✙
✓
E i 6.4
✑
E i 15 ✎
✎
✏
94 117.935 234956☞
m³
c) When the reaction is carried out isothermally
V
FA0
✜
x
k 0 e E/RT
✢
V✜
FA0 e E/RT
x
k0
x at T0 = 300°K : V = 20 m³
x at (T+T0)/2 = 500°K
V = 0.0496 m³
9.4. Prove that the curve x/(V/Ft0 ) , where x is the conversion, V is the total reactor
volume and Ft0 the total molar inlet flow rate of reactant plus inert diluent, is
independent of the dilution ratio for a reversible reaction where both forward and
reverse reactions are of first order only.
Solution
Consider the reaction A ✣ B
Continuity equation for species A:
dx
V
d
F0
✪
✩
r ✪ k✧ p A
★
pB ✦
✤
K✥
(1)
Relation composition - bed depth:
Inlet
1
0
γ
A
B
Diluent
✫1
from which p A
Further: Ft0
✮
✬
1 x
p t and p B
1 γ
F0 1 γ
✭
x
1 γ
pt
Bed depth z
1-x
x
γ
γ
✫1
γ
(2)
(3)
Substitution of (2) and (3) in (1):
1
dx
1 γd V
Ft0
✵
k
1
✴
✲1
γ✳
x
x✱
✯ pt
K✰
from which 1 γ and so γ cancels.
9.5
Derivation of a rate equation for the thermal cracking of acetone from
nonisothermal data:
When submitted to thermal cracking conditions, acetone decomposes according
to the overall reaction
that may be considered irreversible in the range of practical interest (700° to
750°C). Ketene and methane are not the only products, however. In the range
considered, ethylene, carbon monoxide and dioxide, hydrogen, and carbon are
also obtained, probably according to the overall reactions
From isobaric experiments at atmospheric pressure in a laboratory flow reactor
with 6 mm inside diameter and 1.20 m length, Froment et al. [1961a] obtained at
750°C the x-versus-V/FA0 diagram of Fig. 1, where
xA
✶
moles of acetone decomposed
moles of acetone fed
xK
✶
moles of ketene formed
moles of acetone fed
It can be seen how the curves do not extrapolate through the origin. This results
from the fact that not all of the volume accounted for is at the reference
temperature considered.
(a) Use the equivalent reactor volume concept to reduce the data to
"isothermal" conditions. Use the short-cut method to estimate the
Figure 1
Acetone cracking. Conversion versus space-time diagram at 750°C. From Froment et
al. [1961a and b].
Figure 2
Acetone cracking. Short-cut method for estimation of activation energy. From
Froment et al. [1985a and b].
Figure 3
Acetone cracking. Temperature profiles for calculation of equivalent reactor volume.
From Froment et al. [1961a and b].
(b)
activation energy. Figs. 2 and 3 are given. In Fig. 2 xK and pA are plotted
versus log FA' 0 for two series of experiments, one at 750°C, the other at
710°C. Verify if the conditions for a satisfactory estimate of E are fulfilled.
Fig. 3 shows the temperature profiles, allowing to obtain the equivalent
reactor volumes. Show that, after accounting for the equivalent reactor
volumes, the curves xK versus VR/FA0 extrapolate through the origin.
Use the corrected conversion versus space-time curves to derive a rate
equation. Postulate the form
rA ✷ k p An
Apply the differential and integral methods of kinetic analysis (see Chapter
2) to determine the rate coefficients and order at the different
temperatures. To work out the integral method of kinetic analysis, it is
necessary to express pA as a function of xk. A rigorous expression would
only be possible if all reactions taking place were exactly known. Therefore,
undertake an empirical fit of this function.
Solution
(a) The short-cut method is used to estimate the activation energy. In Fig. 2, the two xK lines
are parallel, while although side reactions do occur, equal values of pA correspond very nearly
to equal xK. The conditions for a satisfactory estimate of E are fulfilled. The horizontal
distance between the two parallel xK lines leads to a value of 216,900 kJ/kmol. This value
looks quite plausible. E for the cracking of diethyl ether is 223,000 kJ/kmol, for dimethyl
ether 196,800 kJ/kmol.
With this value of E and the temperature profiles, the equivalent reactor volumes may
be obtained as shown in Fig. 3. The curve xK versus VR/FA0 is shown in Fig. 4. The curves
now extrapolate through the origin. With such a diagram the derivation of a rate equation may
now be undertaken.
Figure 4
Acetone cracking. Corrected conversion versus space-time curves. From Froment et al.
[1961a and -b].
(b) When a rate equation of the form
rA ✸ kp nA
is postulated, the continuity equation for acetone reacting into ketene becomes
VR 1 x dx k
✹
FA 0 k 0 p nA
(a)
(b)
The differential method is based on (a), the integral on (b).
Differential Method of Kinetic Analysis
The rate rA has to be derived from a pA-versus-VR/FA0 plot by graphical differentiation or by
fitting a mathematical function to the experimental points first and then differentiating
analytically. The values of k and n are then obtained from a log plot of (a) by means of a least
square fit of the points to a straight line. The results are shown in Table 1.
Integral Method of Kinetic Analysis
Before the integral in (b) may be worked out, it is necessary to express pA as a function of xK.
A rigorous expression would only be possible if all reactions taking place were exactly
known. Therefore, an empirical fit of this function was undertaken. The function was found to
be, for the temperature range investigated of 710° to 750°C,
p A ✺ (1 1.05x K ) 2
Figure 5
Acetone cracking. Determination of the order of the reaction at 750°C. From Froment et al.
[1961a and -b].
Figure 6
Acetone cracking. Arrhenius diagram. From Froment et al. [1961a and -b].
Equation (b) then becomes
for all n ≠ 1/2:
k❁
1
V
1.05 R (2n
FA 0
❀
✾
(1
1) ✿
1
1.05x K ) 2 n
✽
1
1✻
(c)
✼
for n = 1/2:
k❂
1
V
1.05 R
FA 0
ln
1
1 1.05x K
(d)
It follows that, when the values of xK and VR/FA0 corresponding to the different experiments
are substituted in (c) or (d), k becomes a function of n only for each experiment. The point of
intersection of the k-versus-n curves should give the value of k at the temperature considered
and the unique value of n. This is shown in Fig. 5 for 750°C. The order is found to be 1.5, also
at 730° and 710°C. This order is quite plausible on the basis of radical mechanisms for the
reaction. The values of k are given in Table 1. The Arrhenius diagram for k is shown in Fig. 6.
A value for E = 221,500 kJ/kmol is obtained, very close to that obtained by the shortcut method, 216,900 kJ/kmol, so that no iteration is required.
The rate equation for the ketene formation from acetone may therefore be written
rA
9.6
❉
❈
exp❆ 22.780
❇
26,600 ❅ 1.5
❃ pA
T ❄
Thermal cracking of ethane:
The results given in Section 9.3.2 for the thermal cracking of naphtha and of a
mixture of ethane-propane were obtained with very detailed radical kinetic
schemes for these processes [Willems and Froment, 1988a and b]. The present
problem formulates ethane cracking in terms of a drastically simplified
molecular model containing 7 reactions. This reaction scheme and the
corresponding kinetic model was derived from the radical scheme developed by
Sundaram and Froment [1977]. Table 1 gives the kinetic parameters of these
reactions. It should be mentioned that the kinetic parameters for the reverse
reactions (2) and (5) were obtained from equilibrium data. Table 2 is the matrix
of stoichiometric coefficients α ij defined by
N
j ❊1
α ij A j
❋
0
i = 1, 2, …, 7
TABLE 1
MOLECULAR REACTION SCHEME bAND KINETIC PARAMETERS FOR THE
THERMAL CRACKING OF ETHANE
a
Units m3/kmol s; for first order s−1. bFrom Sundaram and Froment [1977].
TABLE 2
MATRIX OF STOICHIOMETRIC COEFFICIENTSa
a
From Sundaram and Froment [1977].
The following heat flux profile was generated from uncoupled simulations of
the heat transfer in the furnace firebox: first tube: 96 kJ/m2s; second tube: 84;
third: 80; fourth: 71; fifth: 63; seventh, eighth, ninth, and tenth tubes: 59.
Calculate the profiles of ethane conversion, temperature and pressure
(smoothed) in the coil. The ethane conversion is limited to 60 % to limit the coke
formation.
Solution
Use (9.3.2-1) to (9.3.2-7) and the equations for the pressure drop in straight tubes and in
bends given in Chapter 9. The set of equations can be integrated by means of Runge-Kutta
routines or, in case of an extreme stiff set of equations, the Gear routine [1971].
Simulation results are shown in Figure 9.6-1 and 9.6-2.
Figure 9.6-1
Ethane cracking. Reactor simulation. (Methane conversion, process gas temperature, and total
pressure versus reactor length.)
Figure 9.6-2
Ethane cracking. Product distribution versus conversion.
9.7 Consider the following data for the enzymatic hydrolysis of n-benzoyl 1-arginine
ethyl ester (BAEE) by trypsin bound to particles of porous glass in a fixed bed
reactor:
CA0 = 0.5 mM
xV/F0' min F0' ● FA0 /C A0
5.90×10-2
8.03
9.58
9.46
14.72
18.00
0.438
0.590
0.670
0.687
0.910
0.972
1
a) For Michaelis-Menten kinetics, show that a plot of 1/C A0 x A ln 1 x A
versus V/FA0 x A should give a straight line, from which the constants can be
determined.
b) Compute values for the constants.
Solution
a) According to the Michaelis-Menten theory for enzymatic processes, the mechanism of the
enzymatic hydrolysis of BAEE to glass particles might be based upon the following reaction
scheme:
1
S+E
3
SE
2
P+E
where: - BAEE = the substrate
- glass particles = the product.
The reaction rates for S and P may be written as
d❍S■
❏ k1❍S■❍E ■ k 2 ❍SE ■
dt
Substituting ❑SE ▲ ▼ E
❑E ▲ where E
d◆S❖
P k1◆S❖ k 2 ◆E❖ k 2 E
dt
Also,
is the total enzyme concentration:
(1)
d◗P❘
❙ k 3 ◗SE ❘ ❙ k 3 E
dt
(2)
k◗E❘
On assumption of steady state conditions, (1) and (2) are equal. Hence:
k2 k3 E
k 1 ❚S❯ k 2 k 3
❚E ❯ ❱
(3)
Substitution of (3) in (1) yields:
d❲S❳ k 3 E ❲S❳
❨
dt
K M ❲S❳
where K M
k2
❩
k3
k1
is the Michaelis-Menten constant.
Hence, the reaction rate might be written as:
rA
where
k 1' C A
k '2 C A
❬
(4)
❛C A ❜ ❭BAEE❪ ❜ ❭S❪
❫
❫ '
❵k 1 ❜ k 3 E
❫
'
❫
❴k 2 ❜ K M
Substitution of (4) in the continuity equation, reminding that C A
dV FA0
V
FA0
or
V
FA0
x
❞
0
❡
❝
dx rA
k '2
k 1'
C A0 1 x
dx
C A0 1 x
k '2 ln 1 x
C A0
k 1'
1
x
k 1'
Hence:
V
xFA0
❧
k '2 ❦ ln 1 x
✐
k 1' ❥ xC A0
1
❤
❢
❣
x
k 1'
This equation represents a straight line for
r ln 1 x
v
vs. ♣
xC A0
xFA0
q
1
♦
♠
♥
❝
C A0 1 x , yields:
FA0 s C A0 F0' and C A0 s 0.5 t 10 3 kmol/m³
v
✉ min/kmol m³✈
xFA0
269.41
272.20
285.97
275.40
323.52
370.37
⑨ k '2
⑥ k ' ⑩ 0.0219
⑥ 1
Linear regression yields: ⑧
⑥ 1 ⑩ 208.1129
⑥k'
⑦ 1
❹K M ❺ 1.05 ❻10- 4 kmol/m³ ❺ 0.105 mM
❶
Hence: ❸
❶k E ❺ 4.81 ❻ 10-3 kmol/m³ min ❺ 4.81 mM/min
❷ 3
⑤ ln 1 x
③
④ xC A0
1
2631.29
3022.37
3309.44
3381.52
5292.19
7357.10
②
✇
①
Chapter 10
10.1. Kermode and Stevens [1965] studied the reaction of ammonia and for maldehyde
to make hexamine:
4NH 3 6HCHO
(A)
(B)
❼ (CH ) N
2 6
4
6H 2 O
The continuous flow reactor was a 490-cm3 baffled stainless steel tank stirred at
1800 rpm, with several precautions to ensure almost perfect mixing. The overall
reaction had a rate
rA
❽ kC C
A
2
B
mol A/l s
with k = 1.42 × 103 exp(-3090/T). The reactants were fed in streams of 1.50 cm3/s,
with the ammonia concentration 4.06 mol/l and the formaldehyde concentration
6.32 mol/l. the temperature in the reactor was 36°C. Calculate CA and CB, the
concentrations in the reactor and in the effluent.
Solution
To be provided.
10.2. A perfectly mixed flow reactor is to be used to carry out the reaction A
rate is given by
rA
❿ kC
A
❾ R . The
kmol/m³ s
with
k
➄ 4 ➃ 10 exp
6
➂➀
➁
8000
s
T(K)
1
Other physicochemical data are
ΔH
MA
➅ 167,480 kJ
➈ 100 kg/kmol
ρcp
C A0
➇ 4,187 kJ/m³➆C
➉ 1 kmol/m³
At a temperature of 100°C and desired production rate of 0.4 kg/s, determine (a) the
reactor volume required at a conversion of 70 percent; (b) the heat exchange
requirement.
Solution
The basic design equation is (10.2.2-1):
xA
x A0 ➊
V
V
rA ➊
kC A0 1 x A
FA0
FA0
To produce 0.4 kg/s of “R”:
FR ➌ FA0 x A ➌
0.4 kg/s
kmol
➌ 4 ➋ 10 -3
100 kg/kmol
s
At 70% conversion:
FA0 ➎
4 ➍ 10 -3
kmol
➎ 5.71 ➍ 10 -3
0.7
s
Also,
FA0 5.71 ➍ 10 -3
m³
F ➎
kmol/s ➎ 5.7 ➍ 10 -3
➎
3
s
C A0 1 kmol/m
'
0
a) At T = 100°C = 373°K
k ➐ 4 ➏ 10 6 exp
8000 ➓
➐ 1.938 ➏ 10 3 s
➑
373 ➒
1
Thus,
FA0 x A
V➔
➔
kC A0 1 x A
4 ➜ 10 3 kmol/s
➔ 6.88 m³
3
1 ➛ kmol ↔
(1.938 ➜ 10 s ) ↕1 3 → (1 0.7)
➙ m ➣
b) The heat balance is (10-4.1-2):
0 ➝ T0
T
τ rA
λ C A0
Qr
Then,
1 C A0 Δ H
1 kmol/m³ 40,000 kcal/kmol
➎
➎
λ
ρf cp
1000 kcal/m³➞C
and
τ
rA
6.88 m³
1.938 ➟10 -3 s
➠ x A ➠ 0.7 τk 1 x A ➠
-3
C A0
5.7 ➟10 m³/s
Thus, the heat removal is found from:
1
1 0.7
Qr
➢
T0
τ rA
λ C A0
T
➢
(if T0 ➢ T)
0
40➡C 0.7
➢
28➡C
In dimensional terms:
ρC p F0' Q r
Q
➤
Q
➤ 160 kcal/s
kcal ➨➭
➭
-3
➤ ➩1000
➦➩ 5.7 ➯10
m³➥C ➧➫
➫
m³ ➨
➦ 28➥C
s ➧
The stability of the design point should also be checked, with (10.4.1-8) and (10.4.2-12):
➼
1. 1 kτ ➺1
➺
➻
2. 1 kτ
UA k
ρc p F0'
➘
➶1
➶
➹
➸
➳➲
➳
➵
1 E kτ
necessary but not sufficient
λ RT² 1 kτ
UA k ➪➾ 1 E kτ
➽
ρc p F0' ➾➚ λ RT² 1 kτ
A typical heat transfer coefficient for turbulent liquid flow is:
U ➷ 1000
W ❒
BTU ➱
kcal
✃ ❮ 175
➬ ➷ 0.239
m²K ❐
h ft² ➴F ➮
s m² ➴K
For a heat exchanger area of 20m², the criteria can be computed:
1 E kτ
8000 2.339
❰ 40
λ RT² 1 kτ
(373) 2 1 2.339
Ö UA
k
Ô
Ô ρc F '
Õ p 0
Ó
ÑÏ
Ñ
Ò
0.239 20
1000 5.7 Ð10
3
Ï
❰ 1.611
0.838
Then,
1. 1 2.339 1 0.838 Ü 6.139 Û 1.611 Ú× STABLE
Ù
2. 1 2.339 1 0.838 Ü 4.177 Û 1.611Ø steady - state
10.3. The first order reversible reaction
1
A
R
2
is carried out in a constant-volume perfectly mixed flow reactor. The feed
contains only A, at a concentration of CA0, and all initial concentrations are zero.
a) Show that the concentration of A is given by
CA
1 k 2τ
Ý
C A0 1 k 1 τ k 2 τ
k2
k1
k2
e
t τ
k 1e 1 k 1τ k 2 τ t τ
k 1 k 2 1 k 1τ k 2τ
where τ Þ V/F' Þ mean residence time.
b) Find C A /C A0 at steady state, and also show that for very rapid reactions,
k 1 , k 2 à ß , the equilibrium concentration is
k
CA
1
Ká 1
â
k2
C A0 1 K
c) For very rapid reactions, k 1 , k 2 à ß , show that , in general,
CA
1
ã
C A0 1 K
1
1 K
e
t
τ
and explain how this can be physically interpreted as the final steady-state
equilibrium minus the equilibrium “washout”.
Solution
a) The basic mass balance are
V
dC A
ä F' C A0
dt
V
dC R
ä F' 0 C R
dt
CA
V k 1C A
V k 1C A
k 2CR
k 2CR
Adding the equations gives:
τ
d
CA
dt
C R å C A0
CA
CR
This standard form differential equation has the solution (with zero initial concentrations):
t
CA
dt'
C R ç e æ e t' /æ C A0
t/
0
ç C A0 1 e t/æ
τ
Then, the mass balance for species “A” becomes:
τ
dC A
dt
1 k1τ k 2 τ C A è C A0
C A0k 2 τ 1 e
t τ
Again, this is a standard, with solution
CA é e
t
1 k1τ k 2 τ t τ
e1
k 1 τ k 2 τ t' τ
C A0
C A0k 2 τ 1 e
0
t' τ
dt'
τ
or
CA
1 k 2τ
ê
C A0 1 k1τ k 2 τ
k2
k1
k2
e
t τ
k1e 1 k 1 τ k 2 τ t τ
k1 k 2 1 k1τ k 2 τ
b) For steady state, t ì ë , leading to
CA
1 k 2τ
í
C A0 1 k1τ k 2 τ
For irreversible reactions, k 2 î 0 , the usual result is obtained
CA
1
ï
C A0 1 k 1 τ
For very rapid reactions, k1τ, k 2 τ ññ 1 , the steady state result becomes
k
CA
k2τ
1
,K ò 1
ó
ó
k2
C A0 k 1 τ k 2 τ 1 K
This is a “quasi-equilibrium” answer, wherein the reaction is essentially at equilibrium,
always, in the time ~ holding time, τ.
c) For very rapid reactions, k 1 τ, k 2 τ ôô 1 , but for finite times t/τ ~ 1.0, the last term of part a) is
very small, but the others become (as in part b)):
CA
1
õ
C A0 1 K
1
1 K
e
t/τ
Note that CA (t = 0) = 0, the correct initial state, but that the empty contents are “washed out”
to lead to the final ( t ì ë ) equilibrium steady state; the second term is similar to a physical
wash out.
10.4. For a first order reaction, the conversion to be expected in as series of n stirred
tanks can be formed from Fig. 10.2.2-1. Alternatively, at a given conversion level,
and for a given rate coefficient and mean residence time, kτ, the total volume
required to carry out the reaction can be determined.
a) With this basis, plot Vtotal Vplug flow versus the fraction of unreacted reactant,
1 x A , for varies values of n = 1, 2, 5, 10, 40. Study the effect of utilizing several
stirred tank reactors in series compared to a plug flow reactor.
b) Add further lines of constant values of the dimensionless group kτ total to the
plot. These are convenient for reactor design calculations.
Solution
The conversion to be expected for n-stirred tanks in series is given by (10.2.2-7); when
rearranged, this is:
ü k nV ù ö n 1 x
ú
÷
A
û F' ø
1/ n
1 (or utilize Fig. 10.2.2-1)
For the same size plug flow reactor,
☎
✂k
✄
VPF ✁
ð ÿ lný 1 x A þ
F'
These results can then be divided to give
nV
VPF
✟
k, F' const.
n 1 xA
ln
1/ n
1
1 xA
1
✞
✆
✝
For example, with n = 5, at a conversion level of xA = 0.9, Fig. 10.2.2-1 gives nVk / F' ✠ 2.9 ;
Thus:
(nV)
VPF
✡
2.9
2.9
✡
✡ 1.26
ln(1/0.1) 2.303
The figure gives the final results:
10.5. a) For the reversible consecutive reactions
3
1
A
R
4
2
S
taking place in a steady state , constant-volume perfectly mixed reactor, show
that the concentration of R, when the feed contains only A at concentration CA0,
is:
CR
C A0
✑
k 1τ ✏
k 2τ ✌
✍1
☛
1 k 1 τ ✍✎
K b ☛☞
✏ k 1τ
✍
✍1 k τ
1
✎
1
Ka
✌✏
1 ☛☛✍✍ 1
☞✎
k 2τ ✌
☛ k 2τ
K b ☛☞
where
k1
= equilibrium constant for the first equation
k2
k
Kb ✒ 3
k4
Ka
✒
b) For both reactions irreversible, show that the results of part (a) reduce to the
equation given in Section 10.3.
c) If the first reaction is very rapid, it is always close to its equilibrium as R is
reacting further to S. Explain how this can be represented by k 1 ✔ ✓ but
K A ✕ finite, and find the expression for C R /C A0 by appropriately reducing
the result of part (a). This is similar to a rate-determining step situation, and
is more simply derived by taking the first reaction to always be instantaneous
equilibrium, C A ✖ C R /K A . Show that a new derivation of the mass balances
with this basis leads to the same result as above. Note that this is a useful
technique in more complex situations of this type, when the general
expression may not be possible to derive.
Solution
a) The steady-state mass balances are:
F' C A0 ✢ F' C A
F' C R0 ✩ F' C R
F' CS0 ✰ F' CS
✜
Vk1 ✚✚ C A
✙
1
C R ✗✗
Ka
✘
✛
★ 1
✥
★
Vk1 ✦✦
C R C A ✣✣ Vk 3 ✦✦ C R
✧ Ka
✤
✧
✯ 1
✬
Vk 3 ✭✭
CS C R ✪✪
✮ Kb
✫
(1)
✥
1
CS ✣✣
Kb ✤
(2)
(3)
Adding:
F' C A0
C R0
C S0 ✱ F' C A
CR
CS
(4)
For the simplest case of C R0 ✲ 0 ✲ C S0 .
C S ✳ C A0
CA
CR
(5)
Then using the dimensionless variables x i ✴ C j /C A0
1 ✻ xA
0 ❂ xR
✺
τk1 ✸✸ x A
✷
1
x R ✵✵
Ka
✶
✹
❁ 1
✾
❁
τk1 ✿✿
x R x A ✼✼ τk 3 ✿✿ x R
❀ Ka
✽
❀
(6)
1
1 xA
Kb
✾
x R ✼✼
✽
(7)
Solving (6)
x A 1 τk1 ❃ 1
Substitute (8) into (7)
τk1
xR
Ka
(8)
❉
τk 1
Ka
0 ❊ x R ❇❇1
❈
τk 3 ❆
❄
K b ❄❅
τk 3
❉ τk 3
❇
❇K
❈ b
❆
1
τk 1 ❄❄
❅
τk 1
xR
Ka
1 τk 1
τk 3
Kb
and solve for xR:
xR
▲
τk 1 ❑ τk 3 ❍
■1
❋
K b ❋●
1 τk 1 ■❏
❑
■
■1
❏
τk 1 1
τk 1 K a
❍❑
1❋❋■■1
●❏
(9)
τk 3 ❍
❋ τk 3
K b ❋●
(Note possible ERROR in text k 2
▼
k3 )
b) For both reactions irreversible, KA, KB ❖ ◆
Then
xR
P
τk 1
1
1 τk 1 1 τk 3
(10)
which is the result given in Section 10.3.1.
c) Another interesting limiting case is when k 1 , k 2
equation (9) reduces to
xR
❨
❳
❱1
❱
❲
❳ 1
❱
❱K
❲ a
❘◗,
τk 3 ❯
❙
K b ❙❚
❯❳
1❙❙❱❱1
❚❲
but KA is finite; then the general
(11)
τk 3 ❯
❙ τk 3
K b ❙❚
In this situation, reaction "a" is in quasi equilibrium, and reaction b is the rate limiting one;
this is the reactor analogue of similar situations in Chapters 1 and 2.
An alternate derivation of (11) is to first let k 1 ❬ ❩ ; then C A ❭ C R /K A . To eliminate the
indeterminate term k1 C A C R /K A ❪❴ 0 ❫ , (6) and (7) are added, and solved with the quasi
equilibrium relation x A ❵ x R /K A :
1 ❣ xA
or
xR
1
❧ Ka
♠
1 ♥ x R ❦❦
❢
τk 3 ❞❞ x R
❡
❥
♠
✐
❦
❧
1❤❤ τk 3 ❦ x R
1
1 xA
Kb
xR
❝
❛
❛
❜
♠ 1
1 ♠❦
1 x R ❦❦
❦
Kb ❧
❧ Ka
❥❥❥
1❤❤ ❤❤ ❤
❤
✐✐✐
or
xR
✉
t
r1
r
s
t 1
r
rK
s a
qt
1♦♦rr1
♣s
τk 3 q
♦
K b ♦♣
τk 3 q
♦ τk 3
K b ♦♣
(12)
(12) is identical to (11), but was found without first having a general solution, (9). Thus, for a
rapid reaction in a sequence, a more direct derivation of concentrations is possible, a possible
great advantage for reactions other than first-first order.
10.6 Consider the startup of a perfectly mixed flow reactor containing a suspended solid
catalyst. For a first-order reaction, rA ✈ kC A , and assuming constant volume, show that
the outlet concentration of reactant A is
C A (t)
C A (0)
1
1
⑧
⑦
⑥
C A0
C A0
(1 ⑥ ε)V
(1 ⑥ ε)V
⑤
⑤
k
1⑦
k
④1 ⑦
④
F③
F③
⑤
exp ⑥ ④1 ⑦
(1 ⑥ ε)V ② F ③
t
k ✇
F③
① εV
where
C A (0) = initial concentration
C Ai = feed concentration
ε = void fraction, not occupied by solids
εV = fluid volume
Note that the steady state (t → ∞) result depends only on the group (1 ⑩ ε)Vk/F ⑨ , the solid
catalyst inverse space velocity-rate coefficient group, but the transient effects also require
knowledge of (F ❷/εV) ❶1 , or the fluid mean residence time.
Solution
It is assumed that the flows entering and leaving the reactor containing the catalyst slurry are
only fluid (e.g., filters); other situations would be more common, but the internal catalyst
amount (“hold-up”) need not be the same as in the feed (or product) as discussed for actual
reactors in Chap. 14, and only this simplest of cases will be considered here. The mass balance
then is, with units for each term:
❸V
m 3f
m3
dC A
❻ F❺(C AO ❹ C A ) ❹ V (1 ❹ ❸)kC A
dt
m3
kmol m 3f kmol
M 3 m 3c kmol
❼❿❽
❼❾❽m 3 c
s m 3f
m 3 m 3cs m 3f
m 3f s
Rearranging into standard form for integration:
εV dC A ➅ V ➀1 ➇ ε ➁k
C A ➂ C AO
➈ ➃1 ➈
F ➆ dt ➄
F➆
Then,
→➛
➓ ➔ ↕ 1➜
CA
❿e ➙
C AO
V ➉1➓ ➣ ➊k F↔
t
F↔
➣V
t
➏
C A (O)
F➏
➑ e ➓ ➋ ➌t e ➓ ➋ ➌t dt ➏ ➒
C AO
➐V
O
C (O)
➑
❿ e ➓ ➋ ➌t A
C AO
1 ❾ e ➓ ➋ ➌t
V➍1 ❾ ➐ ➎k
1➑
F➏
which can be further rearranged into the text result. Again note the transient vs. steady-state
variables.
10.7 In a process to make compound R, the following reactions occur:
➟ ➝➝➞ 2R
A ➟ A ➝➝➞ 2S
A B
1
2
a)
b)
Based on the text discussion, explain why the optimum chemical environment would
be high B and low A concentration.
An idealized reactor configuration to achieve this is a reactor with side stream feeds
of A, as shown below:
where f(V) (in m3 side feed/ h m3 reactor volume) is the distribution of side feed
additions along the reactor length (volume) to be determined. Assuming the reactor to
be plug flow, derive the following mass balances:
➡ ➠ f(V)
dF
dV
Total:
➢ ➧ ➤ ➦ C f ➢V ➤ ➥ k C
➢ ➧ ➤ ➦ ➥k C C
d
F CA
dV
d
B:
F CB
dV
A:
c)
AW
1
1
A
ACB
➥k C
2
2
A
B
As an approximate optimal design, the conditions will be used that the side feed be
adjusted to main CA = constant (i.e., CA = CAO = CAL). Also, a high conversion of A is
desired, and to simplify the calculations, it will be assumed that the side feed
concentration is high, CAW >> CA = CAO = CAL. For these special conditions, show that
the three mass balances become
➫ ➭ constant ➩ F➫
O ➩ C f(V) ➨ k C C ➨ k C
dC
F➫
➩ ➨k C C
dV
F
O
AW
1
B
d)
e)
1
B
AL
2
2
AL
B
Using the simplified balances, determine the total reactor volume required as a
function of FO’, CA1, CBO, and CBL.
Show that the side feed distribution as a function of reactor length, to maintain the
above condition of constant CA, is given by:
f(V)
➳ CC
AL
AW
f)
AL
k 2 C AL
➲ k C e➯
1
BO
k 1C AL V/FO'
As a final condition, equal stoichiometric feeds of A and B are to be used:
VL
FO ' C BO ➸ FO ' C AO ➵ C AW f(V)dV
O
Show for this case that the relationship between the outlet levels of A and B is;
C AL ➻
g)
C BL
1➺
k 2 C BL
ln
k 1 C BO
A useful measure is the reactor yield of the desired R:
Y➼
total R formed
total A fed
For k2/k1 = 1, compare the yield as a function of conversion with that found in a single
perfectly mixed reactor and with a single plug flow reactor without the side feeds.
Note:
This problem was first solved by van de Vusse and Voetter (1961), who also considered
more general cases and a true mathematically optimal profile, f(V). These latter results
were rather close to the approximately optimal basis of CA = constant. Finally, such an
ideal scheme might be implemented in practice by using a series of stirred tank reactors
with intermediate feed additions of A.
Solution
a)
The local fraction yield is:
➚➾
Thus to have a high ➪,
rR
rR ➽ rS
➾
2k1C A C B
2k1C A C B ➽ 2k 2 C A
2
➾
1
k 2 CA
1➽
k1 C B
CA
should be as small as possible, which means C B ➶ C A .
CB
b)
A total mass balance over
➹V yields:
F' | V ➷ F' | V ➱ ➮V ➬f (V)➴V ➘ O
F' | V ➱ ➮V ➷ F' | V
➘ f (V)
➴V
dF'
➘ f (V)
dV
A balance on A yields:
(F' C A ) | V ❐ (F' C A ) | V Ï ❰V
❒C AW f (V)❮V ❒ rA ❮V ❐ O
(F' C A ) | V Ï ❰V ✃(F' C A ) | V
❐ C AW f (V) ❒ rA
❮V
d
(F' C A ) ❐ C AW f (V ) ✃ k 1C A C B ✃ k 2 C A 2
dV
A balance on B yields:
(F' C B ) | V Ñ (F' C B ) | V Õ ÔV
d
(F' C B ) Ñ rB
dV
c)
Ó rB ÒV Ñ O
Ñ Ð k 1C A C B
Special restrictions:
CA = const. = CAO = CAL
CAW >> CA = CAO = CAL = small number
With these restrictions, very little side feed quantity need be added to maintain a constant
Ú CA
×× FOÖ × FÖ . Therefore, the total balance becomes:
Ù C AW
CA = CAL; i.e., f(V) Û FOÖ ØØ
V
Ý ß f (V Ý)dVÝ
FÝ à FO
FÝ
Ý
FO
ß 1Þ
O
V
O
f (V Ý)
dV Ý Ü 1
Ý
FO
á.
Therefore, the total flow is approximately constant Fá â FO
The two component balances then become:
d
(FåC A ) ä O ä C AW f(V) ã k 1C AL C B
dV
dC
d
(FåC B ) ä Få B
dV
dV
ä ãk1C AL C B
ã k 2 C AL 2
remembering CA = CAL = const.
d)
Integrating the B-component balance
FOæ
k 1 C AL
é
Vç
CB
C BO
dC æB
C æB
V
ç
dV
O
FOæ
C
ln BO
k 1 C AL
CB
è
CB
ç
C BO e ë k1C AL V / FO
ê
or
VL
e)
ç
FOæ
C
ln BO
k 1 C AL
C BL
From the A-component balance:
f (V) ï
ï
f)
C AL
(k C
C AW 1 B
î
C AL
(k C
C AW 2 AL
k 2 C AL )
from part (d)
î
k1C BO e
í
k 1C AL V / FOì
)
For equal total feeds:
V
ò C
FO
BO
ó
ò C
FO
AO ñ C AW f ( V )dV
O
now,
VL
f (V)dV ù
O
C AL
C AW
VL
O
k 2 C AL
ø
C AL ý
V
ük C
C AW 2 AL L
k 1C BO e û k1C AL V / FO dV ÷
ú
ÿ
ÿ
ð
C BO FO
C AL
C AL ý k 2 C BO
ln
ü
C AW k1 C BL
ÿ
C BO þ C BL
C AL
✄ C BL
✁1 þ
✁ C
BO
✂
Thus
✌k
✝ C BL
C
C
✍ C BO ☛ FO✍ C AL ✞ FO✍ C AL ☞ 2 ln BO ✞ BO
FO
k1 C BL
C AL
✡ k
C
C BO ☛ C AL ✟✟1 ✞ 2 ln BO ✞ C BO ✝ C BL
✠ k1 C BL
or,
from
part (e)
ð
C BO FO
☎
1 þ e ✆ k 1C AL VL / FO
C AL
C
C AL ý k 2
ð ln BO
FO
ü
C AW ü k1
C BL
ð
FO
ö
ô
ô
õ
from part (d)
k 2 C BL
C
ln
✏ 1 ✎ BL
k1 C BO
C AL
C BL
C AL ✏
k
C
1 ✎ 2 ln BL
k1 C BO
g)
For any reactor:
yield of R: Υ R ✓
✑ (C BO ✒ C BL )
tot. R formed 2 (B reacted) 2FO
✓
✓
✑ C BO
tot. A fed
B fed
FO
✘ C
✚R ✕ 2✖✖1 ✙ BL ✕ 2✔ B
✗ C BO
We need ✛ B in terms of ✜ A
Plug Flow (with side streams)
✤A ✣
A in ✢ A out B in ✢ A out C BO ✢ C AL
C
✣
✣
✣ 1 ✢ AL
A in
B in
C BO
C BO
Substitute C AL from part (f)
✥A ✧ 1✦
C BL / C BO
(1 ✦ ✥ B )
where: (1 ✒ ✛ B ) ✓ C BL / C BO
✧ 1✦
k 2 C BL
k2
1✦
ln
1✦
ln(1 ✦ ✥ B )
k1 C BO
k1
Since k1 ★ k 2 here,
✩A ✫ 1✪
Plug Flow (with side streams)
✩ ✪ ln(1 ✪ ✩ B )
1✪ ✩B
(1 ✪ ✩ B ) ln(1 ✪ ✩ B )
✫ B
✫ ✩B ✪
1 ✪ ln(1 ✪ ✩ B )
1 ✪ ln(1 ✪ ✩ B )
1 ✪ ln(1 ✪ ✩ B )
Perfectly Mixed (C A ✬ C AL C B ✬ C BL )
✰ (C AO ✯ C AL ) ✮ (k1C AL C BL ✭ k 2 C AL 2 )V
Mass Balance A: FO
✳ (C BO ✲ C BL ) ✱ k1C AL C BL V
Mass Balance B: FO
writing in terms A : FO
✶ C AO ✵ A ✴ (k1C AL C BL ✷ k 2 C AL 2 )V
of conversion B : FO
✶ C BO ✵ B ✴ k1C AL C BL V
taking ratio:
C BO ✺ k 2 C AO (1 ✻ ✵ A )
✵ A C BO ✺ k 2 C AL
✸1 ✷
✸1 ✷
✴
✴
k1C BO (1 ✻ ✵ A )
C AO ✸✹
✵ B C AO ✸✹ k1 C BL
Since C AO ✼ C BO ✽ k1 ★ k 2
1❁ ✿A
✿A
✾ 1❀
❂ ✿ B 2 ❁ 2✿ B ❀ ✿ A ✾ O
✿B
1❁ ✿B
❆ ❃ A ❅ 2❃ B ❄ ❃ B 2 PMR
Plug Flow (no side streams)
dC A
❈ ❇k1C A C B ❇ k 2 C A 2
dt
dC B
rB ❈
❈ ❇ k1C A C B
dt
rA ❈
1st order linear DE
taking ratio:
dC A k 2 C A
dC
C
k1 ❍ k 2
❊
❉ 1 ❋❋
❋❋● A ❊ A ❉ 1
dC B k1 C B
dC B C B
The solution is:
C
C
CA
❏ ln C B ■ const ; with B.C.@ C B ❑ C BO , A ▲ AO
C B C BO
CB
❖
CA
C
◆ ln B ▼ 1
CB
C BO
In terms of conversion
1❊ PA
❉ ln(1 ❊ P B ) ◗ 1
1❊ PB
● P A ❉ P B ❊ (1 ❊ P B ) ln(1 ❊ P B )
Summarizing:
yield of R ▲ ❙R ▲ 2❘ B
Plug Flow (side stream)
PA ❉ PB ❊
(1 ❊ P B ) ln(1 ❊ P B )
1 ❊ ln(1 ❊ P B )
Plug Flow (no side stream)
❚ A ❱ ❚ B ❯ (1 ❯ ❚ B ) ln(1 ❯ ❚ B )
Perfectly Mixed Reactor
❲ A ❨ 2❲ B ❳ ❲ B 2
Plug flow with no side streams
10.8 A perfectly mixed reactor is to be used for the hydrogenation of olefins and will be
operated isothermally. The reactor is 10 m3 in size, and the feed rate is 0.2 m3/s, with a
concentration of CA0 = 13 kmol/m3. For the conditions in the reactor, the rate expression is
rA
❭
CA
kmol
2
(1 ❬ C A ) m 3 ❩ s
It is suspected that this nonlinear rate form, which has a maximum value, may cause
certain regions of unstable operation with multiple steady states.
a) From the reactor mass balance, determine if this is the case by plotting rA and
(1/τ1/τ AO
❪
C A ) on the same graph
b) To what concentration(s) should the feed be changed to avoid this problem?
Note:
This problem was investigated by Matsuura and Kato [Chem. Eng. Sci., 22, 17 (1967)], and
general stability criteria are provided by Luss [Chem. Eng. Sci., 26, 1713 (1970)].
Solution
❴
For the perfectly mixed reactor with V = 10 m3, FO
basic mass balance equation is (steady state):
C AO
or
❝
CA
❛
V
r
F❜ A
rA
❛ ❵
❫
0.2 m 3 / s, C AO ❫ 13 kmol/m 3 , the
rA ❡
❡
❤ 0.2 m 3 / s
1
❡
(C AO ❞ C A ) ❡ ❢
❢ 10 m 3 (13 ❞ C A )
(1 ❥ C A ) 2 ✐
❣
CA
1
(13 ❞ C A )
50
This can be solved for CA by plotting the LHS and RHS vs. CA –see the figure.
a)
Note that there are three possible steady state solutions; again, it can be shown that the
center one is unstable; the slope of the loss of “A” by reaction-curve is steeper than the net
supply of “A” by the flow streams-line.
b)
This problem can be avoided by either 1) decreasing CAO < ~ 12 kmol/m3, or 2) increasing
CAO > ~ 13.6 kmol/m3 (but at a very low conversion). Then, for the given τ and kinetics,
there will be unique steady states. (Alternatively, τ could be changed!)
A criterion that guarantees stability, for any value of τ, was provided by Luss (1970):
♥
d
ln rA (C A )
♠(C AO ❦ C A )
dC A
❧ ❦1
S
Applying this gives CAO < 8 kmol/m3 – it seems from the figure that indeed only one
intersection is then ever possible. However, for τ = 50 s, this is a very conservative criterion (8 <
12).
Figure 10.8-1
10.9 Using the expressions for the necessary and sufficient conditions for stability of a stirred
tank chemical reactor as derived in Chapter 10,
a) Show that for a single endothermic reaction the steady state is always stable.
b) Show that for an adiabatic reactor the slope condition
s trA
q
C AO qr tχ A
♣
♦1 ✇
♦
c)
s
s dQ H
q1 ✈ q
q
r dT
r
τ
♣ τ
s trA
✉♦
q
♦ λC AO r tT
S
S
is sufficient, as well as necessary.
If the reactor is controlled on concentration
Q H (χ , y) ② Q H (y) ① υχ
show that it is not always possible to get control of an unstable steady state. Note here
that Q H ③ Q H (χ , y) , and be careful of the criteria that you use.
Solution:
a)
The stability criteria:
⑤
④1 ❺
④
⑧ ⑨r A
⑥
C AO ⑥⑦ ⑨❹ A
⑧
⑧ dQ H
❸ ⑥1 ❸ ⑥⑥
⑥
⑦ dT
⑦
S ❻
❶
⑤ ❶
❷④
④ ⑩C AO
S Q
⑧ ⑨r A
⑥⑥
⑦ ⑨T
S T
and
❽
❼
➁
❿❿
➂➀
❽
❾❼
Q
T
with ➇ ➆ ➅ f c p / C AO (➄➃H)
Now, for endothermic rxn, Δ H > 0, λ < 0
Thus, need to determine the signs of the other parts of the expression.
For most rxn,
➉rA
➈
➉T
O.
➍ E / RT
C AO (1 ➋ ➊ A )
eg., simple 1st order rA ➌ A O e
➣rA
➣T
➏
➔ →E
A O e ↔ E / RT ➒
➓ RT
➛rA
Also, for most rxn,
eg. 1st order:
Also,
➡Q H
➡T
➠
➛➙ A
➟rA
➟➞ A
↕
➝
2
C AO (1 ➑ ➐ A ) ➏
O
E
RT 2
kC A
O.
(But NOT autocatalytic forms, in Prob. 10.8!)
kC AO (➜1)
O
e.g., for Q H ➦
➎
UA K
(T ➢ Tr )
➤
➥ f c p FO
QH
dT
➫
UA K
➨
➩ f c p FO
➧
O
Thus,
➲
➯
➳
➺
➸
➭ O always (except special cases)
➵O
Q
➽
➼
➻ O (because of λ < O)
T
and so for any values of the parameters
➚
➾
➹
➚
➾
➹
➚
➶➾
➚
➾
Q
Q
➚
➪➾
➚
➪➾
T
T
The criteria are always satisfied.
An alternative way to illustrate this is based on the S.S. equation:
1
C AO
rA (➱ A , T) ➮
➬
[T ➴ TO ➘ Q H (T)]
➷
The slope of the RHS is
UA K
Ð ❐ dQ H
Ð❐
1❰
Ñ eg. ✃1 ❰
✃
dT
Ï ✃ ❮ f c p FO❒
Ï
and is negative for λ < O (endothermic). Thus, the figure has the appearance:
b)
It is seen that there is only one possible intersection (no multiple S.S.) for most rate
expressions, and QG-curves. However, recall the above restrictions, which mean here that
certain rate forms could have QG-curves leading to multiple S.S.
For adiabatic reactions, QH Ò O , and so
Õ
Ô
Ó1
Q
The “slope” criterion then becomes
×
Ö
Ù
×
Ö
1
Q
×
ØÖ
T
or
Û
Ú
Ý
Û
ÜÚ
T
If this is true, the “dynamic” criterion
Û
Ú
c)
Ý
Û
Þ1 Ü Ú
T
is certainly also true. Thus, for an adiabatic reactor, the “slope” criterion is necessary and
sufficient.
The heat removal term is given as
Q H (ß A , T ) ã Q H (T ) â á(ß A
à ß A, S )
with å ä O (for ç A è ç A, S æ O , cool it)
The linearized Taylor-series expression then becomes
QH
ó
ó
ñ òQ H
Q H ,S í îî
ï òT
ñ òQ H
S
ñ òQ H
Q H ,S í îî
ï òT
y í îî
ï òì A
ì é new
term ê
S
y í ëì
S
When substituted into the linearized heat balance, it becomes
ý
dy
dt
ö ý
õ
õ üC AO
ù úr A
÷
÷ úÿ
A
ø
ö
ý
þ ð ÿ þ õ1 þ
üC AO
õ
S
ù úrA
÷÷
ø úT
ù úQ H
û ÷÷
S ø úT
S r
ô
New term
Assuming solutions of the form
✄, y ✂ e mt / ✁
the eqn. becomes
✝ ✌
✆
✆ ☞C AO
✠ ✡r A
✞✞
✟ ✡✎ A
✝
✌
✍ ✏ ✎ ✍ ✆m ☛ 1 ✍
☞C AO
✆
S
✠ ✡r A
✞✞
✟ ✡T
✠ ✡Q
☛ ✞✞ r
S ✟ ✡T
y☎O
S
Which together with the corresponding equation leads to the following determinant for n:
✓
✚ ✖ ✗rA
✔
✛ ✒m ✘ 1 ✛
C AO ✔✕ ✗✢ A S
✒
✓ ✚ ✖ ✗rA
✔✔
✛✜
✒
✒ ✙C AO ✕ ✗✢ A S
or m 2 ✤ a 1m ✤ a O ✣ O
with
✚ ✖ ✗rA
✔
C AO ✔✕ ✗T
✓
✚
✛ ✒m ✘ 1 ✛
✙C AO
✒
✖ ✗rA
✔✔
✕ ✗T
S
✖ ✗Q
✘ ✔✔ r
S ✕ ✗T
✑O
S
✧
✯ ✪★ ✮rA
✲ ✦1 ✬
★
✦ C AO ✩ ✮✱ A
✧
✯ ✪★ ✮rA
a O ✲ ✦1 ✬
★
✦ C AO ✩ ✮✱ A
a1
S
S
✧
✮Q
✰ ✦1 ✰ ✪★ H
✦ ✩ ✮T
✧ ✪ ✮Q H
✦1 ✰ ★
✦ ✩ ✮T
S
S
✧ ✯ ✪ ✮rA
✬✦
★
✦ ✭C AO ✩ ✮T
✧ ✯ ✪ ✮rA
✬✦
★
✦ C AO ✩ ✮T
✥
S
✪1 ✬✫
★
S✩ ✭
NEW
Thus, here the “dynamic” criterion (a1 > 0) remains identical to the case with no
concentration control:
✴
✳
✷
✴
✶✳
Q
✴
✵✳
T
However, the “slope” criterion (aO > 0) becomes:
✿
✾
❁
✿
✾
Q
✿
❀✾
✸1 ✽ ✻✼ ✹
T
✺
new
Therefore, the “slope” criterion becomes easier to satisfy (the R.H.S. is smaller), but this is
only a necessary condition. The overall control of the reactor may, or may not, actually be
significantly improved. This is in contrast to the temperature control strategy discussed in
the text, which always (at least in principle) can improve the control.
10.10 Show that recycling the effluent of a CSTR reactor has no effect on the conversion.
Solution:
Denote the mole fractions of A in streams (1), (2) and (3) by y A , y A , y A ,
O
1
2
Balance on streams (1), (2) and (3):
(1 ❃ ❂ )FA O y A 1
❄ y A O FA O ❃ ❂FA O y A 2
(1)
❆ y A1 ) ❅ VkC nA O y nA 2
(2)
Continuity equation for component A
(1 ❈ ❇ )FA O ( y A 2
Substitution of (1) into (2):
y A O ❋ ❊y A 2
(1 ❋ ❊)FA O ( y A 2 ●
(1 ❋ ❊)
) ❉ VkC nA O y nA 2
or
yA2 ■ yAO
y nA
2
❍
VkC nA
O
(3)
FA O
Since (3) is independent of α, recycling has no influence on the conversion.
10.11 Consider two CSTR reactors in series. For a given total volume, determine the optimal
distribution of the subvolumes for a) first order reaction; b) second order reaction.
Solution:
1)
First order reaction
First reactor:
❏ A 1 ▲ rA V1 / FA O ▲ kC A O (1 ❑ ❏ A 1 )V1 / FA O
or
P A1 ❖ 1 ◆
1▼
1
kC A O
FAO
(1)
V1
Second reactor:
❘ A 2 ❙ ❘ A 1 ◗ rA V2 / FA O
or
1
kC A O
❯ A2 ❚ 1 ❲
1❳
Letting
kC A O
FAO
FAO
❳ kC A O (1 ❲ ❱ A 2 )
V1
V2
FA O
(2)
❨a,
❪ A1 ❭ 1 ❬
1
1 ❩ a (V1 ❩ V2 ) ❩ a 2 V1V2
To maximize ❫ A , S ❵ 1 ❴ a (V1 ❴ V2 ) ❴ a 2 V1V2 must be maximum. In terms of V1 and
2
the given total volume (V2 = V – V1):
S ❞ 1 ❝ aV ❝ a 2 V1 (V ❜ V1) ❛ Max
Hence:
dH
❡ 0 or a 2 V ❣ 2a 2 V1 ❢ 0
dV1
Hence:
V1 ❤ V2 ❤ V / 2
2)
Second order reaction:
First reactor:
✐ A 1 ❦ rA V1 / FA O ❦ kC 2A (1 ❥ ✐ A 1 ) 2
O
Letting b ❧
FA O
kC 2A
V1
FA O
(3)
and solving (3) for ♠ A
1
O
q b
b
t A1 s 1 r
♥ ♦♦
r1
2V1
♣ 2V1
2
♥1
(4)
Second reactor:
✉ A 2 ① ✉ A 1 ✇ kC 2A (1 ✈ ✉ A 2 ) 2
O
V2
FA O
or
⑧A2 ⑦ 1 ⑤
b
b2
b2
2b
⑥
⑤
⑤
2V2
V22 2V1V2 V2
b ④
b
②②1 ⑤
4V1 ③ 4V1
In terms of V2 and the given volume V (V1 = V - V2):
❷A2 ❶ 1 ⑨
b
b2
b
4b(V ⑩ V2 ) ⑨ b 2
⑩
⑨
2
2V2
V2 2V2 (V ⑩ V2 )
To maximize ❸ A , d❹ A / dV2 must be zero:
2
2
Vb 2 ❺ 2b 2 V2
2bV2 ❻ Vb
1 ❽ 2b 2
❺
0 ❾ ❻ 2 ❻ ❼❻ 3 ❻
2
2
V2 2 ❼ V2
2V2 (V ❻ V2 )
2V22 (V ❻ V2 ) 2
2b
❻
*
4b(V ❻ V2 ) ❺ b 2
b2
V2 (V ❻ V2 ) 4b(V ❻ V2 ) ❺ b 2
1
b2
V22
❺
b2
b
4b(V ❻ V2 ) ❺ b 2
❺
2V2 (V ❻ V2 ) 2V2 (V ❻ V2 )
This equation should be solved numerically.
(5)
CHAPTER 11
❿ R + S are given by:
kK (p ➂ p ➁ p /K)
(1 ➀ K p ➀ K p ➀ K p )
11.1 a) The kinetics of the catalytic reaction A
r
dx
W
d
FA 0
A
A
R
S
(1)
2
A
A
R
R
S
S
The reaction is carried out isothermally in a packed bed reactor with plug flow at
275°C. The feed contains 0.155 moles water per mole of reactant. Water is not
adsorbed on the catalyst and acts purely as an inert diluent. Given the following
data
Ft0
= 4.2 kmol/h (total flow rate)
ρb
= 1500 kg/m3
dt
= 0.05 m
k
= 4.3593 [kmol/kg cat h]
pt
= 3 atm
KA
= 0.43039 [1/atm]
K
= 0.589 [atm]
KR + KS = 2.8951 [1/atm]
Calculate the length of the reactor required to reach an exit conversion of α)
40%; β) 70%.
b) Suppose the reaction is carried out under the same conditions in a multitubular
reactor. The tube length is 3 meters. The total feed per tube is 4 kmoles/h. An
annual production of 20,000 metric tons of product is required. The molecular
weight of the product is 44. One year on stream is equivalent to 8000 hours.
Determine the number of tubes required to meet the production.
Solution
a.α. To relate the conversion x vs. W/FA0, the continuity equation (1) has to be
integrated. This requires the partial pressures to be expressed as a function of the
conversion and total pressure
A
Inlet of reactor
1
Axial coordinate z
1-x
R
0
x
S
0
x
Water
0.155
0.155
1.155 x
➃
➆ pA
1➅ x
pt
1.155 ➄ x
pR = pS =
x
pt
1.155 ➇ x
(2)
Substitution of (2) in (1), separation of variables, followed by formal integration yields
d
W
FA0
1
kK A
x
1➊ x
pt
1➉ KA
➉ K R ➉ KS
1.155 ➉ x
1.155 ➉ x p t
1➈
x
1➊ x
pt ➊
K 1.155 ➉ x
1.155 ➉ x
2
p
2
dx
2
t
or
W
FA0
where
1
kK A
(A1 ➋ B1 x ➋ C1 x 2 )dx
A 2 ➋ B2 x ➋ C2 x 2
A1 = (1.155+KApt)2
A2 = 1.155pt
C1 = [1−KApt + (KR + KS)pt]2
B2 = −0.155pt
B1 = 2 A 1C1
C2 = −pt (1 + pt/K)
Upon integration
W
FA0
1
(D1 ➌ D 2 ➌ D 3 )
kK A
(3)
where
D1
A1
B 22 ➍ 4A 2 C 2
log
2C 2 x ➎ B 2 ➍ B 22 ➍ 4A 2 C 2
2C 2 x ➎ B 2 ➎ B 22 ➍ 4A 2 C 2
D2
B1
D
log(A 2 ➐ B 2 x ➐ C 2 x 2 ) ➏ logA 2 ➏ B 2 1
2C 2
A1
D3
C1
➍ log
B 2 ➍ B 22 ➍ 4A 2 C 2
B 2 ➎ B 22 ➍ 4A 2 C 2
B 2 ➑ 2A 2 C 2 D1
B
x
➑ 22 [log(A 2 ➒ B 2 x ➒ C 2 x 2 ) ➑ logA 2 ] ➒ 2
x
A1
C 2 2C 2
2C 22
The desired conversion is substituted into the RHS of (3), and the corresponding W/FA0
value is calculated. The following table summarizes the results for a few values of x.
x
W/FA0
_______________________________________
0.10
0.15
0.20
0.25
0.30
0.35
___________
0.40
0.1309
0.2357
0.3812
0.5885
0.9006
1.4304
_____________
2.7266
It follows that W/FA0 should be 2.7266, so that:
W
FA0
πd 2t b
L
4FA0
2.7266
and FA0 = Ft0/1.155
Hence L =
2.7266 ➓ 4 ➓ 4.2
= 3.366 m
➔ (0.05) 2 ➓ 1500 ➓ 1.155
a.β. Solution is not possible, since the required conversion is far beyond the equilibrium
conversion corresponding to the operating conditions.
b) We first proceed by calculating W/FA0 with respect to one tube
W
FA0
πd 2t
Lρ b
4
Ft0
1.155
π → (0.05) 2 → 3 → 1500 → 1.155
4→ 4
2.551
From a linear interpolation between the values of the last rows of the Table of Problem
11.1.a, it follows that x ➣ 0.393. Hence the production per tube amounts to:
4
↔ 0.393 1.361 kmol R/h
1.155
Since a capacity of 20 000 T is required, the number of tubes is:
20000000 ↕ 56.818
44 ↕ 8000 ↕ 1.361
41.75
42 tubes.
11.2 Discuss whether the following is correct or wrong:
a) The relation conversion vs. reactor length is linear for a zero order reaction
without heat effect carried out in an adiabatic reactor;
b) In an adiabatic reactor the relation temperature vs. conversion is a straight line
for first order reactions only.
c) Optimization of a multibed adiabatic reactor turns out to be roughly equivalent
with distributing the catalyst in equal amounts over the different beds.
Solution
a) Correct
b) Wrong
c) Wrong
11.3
a) Consider an isothermal fixed bed reactor with axial mixing superposed on plug
flow conditions, in which an irreversible first order reaction takes place. Show that,
for a given set of operating variables, the effect of axial diffusion decreases with
increasing reactor length.
b) Given the values
us
ε
Pea
= 0.01 m/s
= 0.4
=2
dp
= 0.004 m
ρb
= 1200 kg/m3
k = 1.E-5 m3/kg cat s
Compute the CA profiles in tubular reactors with axial mixing as a function of
total length and compare with the plug flow profile.
c) Verify for this case if a bed depth of 50 d p is sufficient for eliminating axial
mixing effects.
d) On what basis has the 50 dp-rule been established?
e) Explain why the concentration profiles under axial mixing conditions never
converge to the plug profile, not even in the limiting case L → ∞.
Solution
a) The continuity equation for the isothermal case is given by:
d 2CA
dC
εD ea
➙ u s A ➙ rA ρ B
2
dz
dz
or
d 2CA
dC
➛ α’ A ➛ β’C A
2
dz
dz
with
α’
0 (first order reaction)
us
kρ B
and β '
; α’ and β’ > 0
εD ea
εD ea
0
z
0
α’(C A0 ➜ C A )
z
L
dC A
dz
Boundary conditions:
Integration yields:
➜
dC A
dz
0
CA = Ae(α+β)z + Be(α–β)z
➝'
with ➝
2
1
α ' 2 ➞ 4β '
2
; β
A and B are obtained via the boundary conditions
x
➡ dCA
dz
A(α ➠ β)e(α ➤ β)L ➠ B(α ➟ β)e(α ➢ β)L
➩B A
CA
➦ ➨ ➧ 2➥ L
e
➧➜➦
Ae ➸z e ➳z ➲
➫ ➲ ➯ 2 ➳ L ➵➳ z
e e
➯➭➫
2➻ C A 0 ➺ C A
xz = 0
➼
➺
dC A
dz
➽ ➪ ➚ 2➶ L
e
➚➾➽
2➽ C A 0 ➾ A 1 ➪
➴ A➘ 1 ➷
0
z L
➘ ➷ ➹ 2➬ L
➘ ➷ ➹ 2➬ L
e
➴A ➹➴
➹e
➹➴➘
➹➴➘
2➱C A 0
A
➮
2➱ 1 ❒
❰
Denominator: ➦ 1 ➨
➮ ➱ ❒ ❐ 2❮L
➮ ➱ ❒ ❐ 2❮ L
➱ ❒ ❐ 2❮L
e
e
e
✃ ➱ 1❒
✃ ❐ 1✃
❐✃➱
❐✃➱
❐✃➱
❰ ➦ ➨ ➧ 2➥L
➦ ➨ ➧ 2➥L
e
e
➜ ➧ 1➨
➧➜➦
➧➜➦
1
➧➜➦
1
ÑÐÏ
➦ ➧ ➜ ➦ ➨ ➦ ➦ ➨ ➧ e 2➥ L ➜ ➧ ➧ ➜ ➦ ➨ ➧ ➦ ➨ ➧ e 2 ➥ L
Ï Ò Ñ 2 e 2Ó L Ð Ñ Ð Ï
2
(1)
Ù CA
Üz
×ÖÕ e
2 2Ú L
ÕØ× e
Ö ×ÖÕ
2ÕC A 0
Ô Úz
e
2
Ø
ÕØ×
×ÖÕ
e 2 Ú L e ÛÚ z
It follows from this formula that C A(z) is only a function of the reactor length L if all
other operating variables are fixed (including particle size). Differentiation with respect
to L yields:
2ÞC A 0 (à ß Þ)e åz â (Þ á à) 2 â 2à e 2ãL Ý ãz Þ á à 2ãL äãz
dC A
ß
e á
e e
2
dL
àßÞ
(Þ á à) 2 e 2ãL ß (à ß Þ ) 2
ì
2éC A 0 (ë ê é)e èz
é ì ë 2 æ L çæ z
e e
í 2ë
2 2æ L
2
ëêé
(é ì ë) e ê (ë ê é)
2ÞC A 0 (à ß Þ )e åz
2
(Þ á à) e
ò 2ñ
2ã L
ß (à ß Þ )
ñòî
ñïî
e 2óL e ôóz ((î ò ñ) 2 e 2óL
2øC A 0 (ú ù ø )e ÷z e 2õL
2
(ø û ú ) e
2õ L
ù (ú ù ø )
2
ß 4Þà C A 0 (à ß Þ
2
( Þ á à) e
2ã L
ß 2à(Þ á à)
2 2
2
2 2
ß (à ß Þ )
2 2
e ã z e 2ã L
ï (ñ ï î )
ù 2ú(ø û ú)
) e åz e 2 ã L
2
2
(Þ á à)e ãz
e õz
2
ß 2à(Þ á à)
2(Þ á à)
àßÞ
e 4ã L e ä ã z
)
ù 2ú(ú û ø )(ú ù ø )e
á (à ß Þ )e
öõ z
äã z
It is easily seen that this expression has always a negative value (see also (1): β > α).
This means that increasing the reactor length tends to decrease the concentration of A
(in other words: increase the conversion) in each point of the reactor and thus diminishes
the influence of axial mixing.
b)
Z
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.160
0.180
0.200
0.220
0.240
0.260
0.280
0.300
0.320
L=25 DP
0.970635
0.947752
0.925410
0.903685
0.887520
axial mixing
L=50 DP
0.970635
0.947752
0.925409
0.903592
0.882289
0.861489
0.841179
0.821350
0.802068
0.787720
plug flow
L=100 DP
0.970635
0.947752
0.925409
0.903592
0.882289
0.861489
0.841179
0.821348
0.801934
0.783077
0.764616
0.746590
0.728989
0.711803
0.695022
0.678636
0.976286
0.953134
0.930531
0.908464
0.886920
0.865888
0.845354
0.825307
0.805735
0.786628
0.767974
0.749762
0.731982
0.714623
0.697676
0.681131
0.340
0.360
0.380
0.400
0.662637
0.647016
0.631827
0.620525
0.664979
0.649209
0.633814
0.618783
c) In this case it is sufficient because the difference between the CA/CA values calculated
with the two models is only of the order of 8.55 % at 10 dp, and of the order of 0.35 %
at 50 dp.
d) On the basis of simulations.
e) Both profiles never coincide completely because of the boundary conditions
associated with the axial diffusion model. For L ≠ ∞, the boundary conditions at both
the inlet and outlet of the reactor with axial mixing do not agree with circumstances
assumed for the plug flow model without axial mixing. For L = ∞, the outlet boundary
condition is also met for the ideal plug flow reactor. The inlet condition, however, is
not.
11.4 Calculate the heat transfer parameters of the two dimensional pseudo
homogeneous models for the design of the reactor for hydrocarbon oxidation of
Section 11.7.3, using the correlations given in Section 11.7.1. Compare the values of
0
calculated from the expressions given by a) Kunii and Smith and b) Zehner and
λ er
Schlünder. Determine their sensitivity with respect to the solid conductivity.
Additional data:
λs
= 1 kcal/m.h.°C = 1.163.10-3 kJ/m s °K
λg
= 0.0429 kcal/m h °C = 4.99 10-5 kJ/m s °K
P
= 0.8
β
= 0.95
dp
= 0.003 m
dt
= 0.0254 m
Tm
= 382°C
ε
= 0.38
Solution
1) Static contribution ü er
Kunii and Smith:
ð
rv
0.1952 þ 655
0.38 .2 100
1ÿ
2.0.64 .8
= 0.1813 × 218.0114
= 50.95
✄✂
rs
✁
.8 655
0.1952
1.2 100
3
3
kcal
m 2 ýC h
= 36.56
✆☎
✟ 2 ✠ ✟1 ✝ ✟ 2
✡s
✡g
as
✞ ✝ 0.26
0.216
☛1
☛2
23.3
0.043
0.125
✗
✒ rv d p
✔ 1✑ ✖
✑
✎g
✍0er
✍g
✌☞
0.08
✖(1 ✕ ✔)
1
✎g
1 d p ✒ rs
✑
✑✏
✓
✎g
✎s
50.95 ✘ 0.003
✚
0.38 1 ✙ .95
✙
0.0429
0.95 ✘ 0.62
1
2 ✘ 0.0429
✙
1
0.003 ✘ 36.56
3
✙
0.08
0.0429
= 1.6662 + 6.199
= 7.8652
✛0er
0.3374 kcal/m °C h
Zehner and Schlünder:
B
✜1✣ ✢
2 .5
✢
✦ rs d p
✥g
✬
10 / 9
4.307
36.56 ✤ 0.003
0.0429
2.557
✧1 ✪ (2.5566 ✩ 1)0.0429★ 4.307 1 ✪ 2.557 ✫ 0.0429
3.307
ln
✩
2
4.30 ✫ 0.0429
1 ✪ (2.5566 ✩ 4.307) 0.0429
✧1 ✪ (2.5566 ✩ 4.307) 0.0429★
✮
5.007
(2.557 ✭ 4.307)
2.4307
= 9.6286 - 3.5755 - 1.0782 = 4.9747
✲0er
✲g
(1 ✯ .62 )(1 ✰ 0.38 ✱ 2.557) ✰
2. .62
1 ✰ (2.5566 ✯ 4.307)0.0429
0.2126 ✴ 1.9717 ✳ 8.4702
✵0er
✵g
8.8894
0.3814 kcal/m °C h
2) Dynamic contribution ✶ er
✸ter
✸g
✷ Re Pr
.14
✻
✹ dp
1 ✺ 46
2
dt
✼ 0.0853
✾ter
g
❀ter
0.0853 ✽ 121 ✽ 0.691
0.0429 ✿ 7.1301 0.3059
❁ er ❁ er0 ❂❁ter
with
K & S ❃ ❅ er
0.3374 ❄ 0.3059
0.6433 kcal/m h °C
Z & S ❈ ❇ er
0.3814 ❆ 0.3059
0.6873 kcal/m h °C
which corresponds well with the .67 from the article.
Wall coefficient:
Scatters:
8❉
❋WdP
❉ 20
❊g
❍W
8 ● 0.0429
0.003
❑W ❏
20 ■ 0.0429
= 286.0
0.003
114.4
or 114.4 ≤ αW ≤ 286.0 ◆ ▼ W 134 kcal / m 2 h▲C
(article)
but De Wasch & Froment
P 0W ❖
αW
0.0115d t
Re
dp
kcal
m 2 h ❙C
❘ 0W ◗ 11.781
if ❚ 0W
❱ 0W
70
81.8
kcal
m 2 h ❯C
1
hw
dt
❨ w 8❲ er
1
1
0.0254
❬
134 8 ❩ 0.6433
1
1
0.0254
❬
134 8 ❩ 0.6873
1
hw
hw
❳
80.66
(K & S)
82.77
(Z & S)
Sensitivity of ❭0er for ❪ s
(K & S)
❪ s = .8 Kcal/m∙h°C
❫s
18.65 ❵ ❴1
❫g
0.048
❜ ❛ 0.084
❝2
❞0er
❞g
0.38(1 ❢ .95
0.13
50.95 ❡ 0.003
❢
0.0429
= 1.6662 + 5.615
0.95 ❡ 0.62
)
1
2 ❡ 0.0429
❢
1
0.003 ❡ 36.56
3 ❡ 0.8
❢
0.084
0.0429
= 7.281
✐0er
0.3124 kcal / m❤C ❣ h
20 % decrease of ❪ s
7.4 % decrease of ❭0er
❧s
1.2 kcal / m ❦ h ❥C
❫s
❫g
24.4 ♥ ♠1
❝2
0.041
❜ ❛ 0.076
0.13
♦0er
♦g
1.6662 q
0.95 ♣ 0.62
1
2 ♣ 0.0429
q
1
0.003 ♣ 36.56
3 ♣ 1.2
q
0.076
0.0429
= 1.6662 + 6.7278
= 8.394
r0er
0.3601 kcal / mtC s h
20 % decrease of ✉ s
6.7 % decrease of ✈0er
Sensitivity of ✈0er for ✉ s
✉ s = .8
B = 4.307
① rs d p
✇p
④
2.557
1 ③ 2.557 ② 1
0.0429
4.307
.8
0.0429
1 ③ 2.557 ② 4.307
.8
0.0429
3.307
.8
ln
0.0429
0.0429
1 ③ 2.557 ② 4.307
4.307
.8
.8
1 ③ 2.557
2
⑦
5.307
(2.557 ⑤ 4.307)
2 ⑥ 4.307
4.666
ln 4.9234 ⑧ 3.6495 ⑧ 1.0782
0.8211
9.0590 ⑨ 3.645 ⑨ 1.0782
4.3314
❹0er
❹g
1 ⑩ .62 1 ❶ 0.38 ❸ 2.557 ❶
2 .62❷
1 ❶ 2.557 ⑩ 4.307
0.0429
.8
= 0.4192 + 7.5275
= 7.9467
❼0er
0.3409 kcal / m❻C ❺ h 20 % decrease of ✉ s
results in 10.62 % decrease of ✈0er
❿s
1.2 Kcal / m ❾ h❽C
1 ➁ 2.557 ➀ 1
➂
0.0429
4.307
1 .2
0.0429
2.557 ➀ 4.307
1 .2
1➁
0.0429
3.307
1 .2
ln
0.0429
0.0429
1 ➁ 2.557 ➀ 4.307
4.307
1 .2
1 .2
1 ➁ 2.557
2
➅
5.307
(2.557 ➃ 4.307)
2 ➄ 4.307
5.1739 ln 7.0882 ➆ 3.5277 ➆ 1.0782
10.1327 ➇ 3.5277 ➇ 1.0782 5.5268
0
➋ er
➋g
0
0.4192 ➈
2 ➊ .62➉
.93...
20 % increase of
0.4163 kcal / m➍C ➌ h
➎ er
0.4192 ➈ 9.2845
➏s
9.15 % increase of
9.7037
results in
0
➐ er
11.5 Check whether multiple steady states can occur in the case of the case of the
hydrocarbon oxidation of Section 11.7.3, but considering only the reaction A → B.
Required data:
-∆H = 307000 kcal/kmol = 1285350 kJ/mol
➏s
= 1 kcal/m h °C = 1.163 10-3 kJ/m s °K
Tf = 655°K
E = 27000 kcal/kmol = 113044 kJ/kmol
R = 1.98 kcal/kmol °K = 8.3144 kJ/kmol °K
Cf = 0.4145 10-3 kmol/m3
De = 5 10-4 m2/h
(Satterfield – Mass Transfer in Heterogeneous Catalysis).
Solution
➒
E
RTf
27000
1.987 ➑ 655
20.75
( ↕ ↔H ) D e C f
➣ s Tf
➙
307000 ➔ 5 → 10 ➓4 ➔ 0.4145 → 10 ➓3
1 ➔ 655
9.7 10 ➓5
so that βγ = 0.002, which is less than 1 and less than 4(1 + β) = 4.0004. Hence, only
one steady state is possible.
11.6 A tubular, fixed bed catalytic reactor is to be used for a highly exothermic
reaction, and the preliminary design must consider the possibility of a hot spot.
The following parameters have been established in the initial design estimates:
➛Tas
➜
600
1.5
400
32000
➝ 40
2 ➞ 400
TRe f
E
➟
RTref
k BC A0 V
3
FA 0
UA
22.5
F ' ➠c p
dimensionless adiabatic temperature rise
dimensionless activation energy
reaction rate group or the number of reactor units
number of heat transfer units
a) Will there be an excessive hot spot for the set of parameters given in the preliminary
design ?
b) An obvious (if expensive) way to overcome a hot spot problem is to add diluent to
the reactor feed. What must the dilution be to achieve a design 10 percent safer than
the hot spot minimum dilution ?
c) Indicate how the two parameters of the hot spot analysis are altered by the following
design choices:
➡
➡
➡
➡
Decrease inlet (reference) temperature by 10 K.
Decrease the tube diameter by 20 percent.
Increase the reactor length by 20 percent.
Change the catalyst to lower the activation energy by 40 percent.
d) The reactor designed in part (b) is expected to undergo two changes during extended
operation: the catalyst activity will decrease by 30 percent and the heat transfer
coefficient will decrease by 20 percent. The loss in catalyst activity will be
compensated by raising the reactor temperature enough to keep kB constant.
Investigate the probability of developing a hot spot in the reactor under the revised
conditions.
Solution
The two parameters in the Barkelew analysis are determined:
➦Tad
E
S
1.5 (40) 60
➥
➢➤
T0 RT0
UA F0' 1
➧
'
V kV
➨F0 C P
A U
V ➨C P k V
N
22.5
3
7.5
N/S = 7.5/60 = 0.125
a)
These values of (S, N/S) are far into the “Runaway” region.
b)
Adding diluent would decrease CA0 in
( ➭ ➫H ) C A 0
➩gCP
Tad
➫
(and might also increase F0' , leading to an increase in U-unknown).
Thus, the parameter S will decrease, N will remain ~ constant, and N/S will
increase:
Dilution by a factor of 10 gives
S new
60
10
6.0,
➯
N
S
10(0.125) 1.25
new
which is essentially on the critical curve. A further 10 % would then require
dilution by a factor of 11, leading to:
S = 5.5 and N/S = 1.36
c)
1. Decrease T0 by 10°K: T0,new = 390
Tad
➲
const.
S new
k v ,new
kV
T0
S
T0,new
➳
exp
➵
2
400
5.5
390
2
➳
➳
16000
1
1
➵
390 400
5.8
0.359
➸ ➺ 0 , new
➺0
N new
gas
T
Tnew
400
390
1.0256
7.5
(1.0256)(0.359)
20.37
(N/S)new = 20.37/5.8 = 3.51
These values are far into the Insensitive region.
2. Decrease tube diameter by 20 %: Rt,new/Rt = 0.8
S = const. = 5.5
N new
N
➻
Rt
R t ,new
7 .5
0 .8
9.38
(N/S)new = 9.38/5.5 = 1.70
This is less sensitive-better heat transfer.
3. No effect.
4. Lower activation energy by 40 %: Enew = 19200.
S new
S
cal
gmol
➼ E new
5.5 (0.6) 3.3
E
If rate constant kr0 unchanged, N = const. = 7.5
= (N/S)new = 7.5/3.3 = 2.27
Less sensitive.
d) Decrease activity by 30 % but increase T0 to keep rate constant:
(0.7 A)e-E/RT0,new = Ae-E/RT0
Find
T0,new = 403.6
As in part (c.1)
S new
T0
S
T0,new
➽
2
➽
5.5
400
403.6
2
Also decrease U by 20 %. (Unew/U) = 0.8
5.40
N new
N
➾ U new ➾ T0 , new
U
T0
➾ 403.6
7.5 (0.8)
400
= 6.054 (remember kV = const. here)
(N/S)new = 6.054/5.40 = 1.121
This is very close to Runaway conditions.
11.7 Fixed bed reactor for styrene production
(a) Introduction
Styrene is produced by catalytic dehydrogenation of ethylbenzene on an iron catalyst. The
reaction is endothermic and reversible and takes place with an increase in the number of mole.
Consequently, styrene conversion is favored by high temperatures, low pressures, and dilution
of the feed by means of an inert component, such as benzene or, more generally, steam. The
steam also serves as a heat carrier, reducing the temperature drop in adiabatic operation.
(b) Reactor
Operating conditions
Molar feed rates:
Ethylbenzene: 707
kmol/h
Styrene:
7.104
kmol/h
Benzene:
0.293
kmol/h
Toluene:
4.968
kmol/h
Steam:
7777 kmol/h
Inlet temperature of the mixture: T0 = 620°C
Inlet pressure: 2.37 bar
Reactor dimensions
Inner diameter: 7 m
0
( W / FEB
) total = 62 kg cat. h/kmol
Additional data
Catalyst equivalent diameter: dp = 0.0055 m
Catalyst internal void fraction: εs = 0.4
Tortuosity of the catalyst: τ = 3
Catalyst density: ρs = 2500 kg/m3 cat.
Void fraction of the bed: εB = 0.4312
Bulk density of the catalyst bed: ρB = 1422 kg/m³
(c) Kinetics
The main reaction is:
C6H5 – CH2 – CH3
C6H5 – CH = CH2 + H2
(1)
3 parallel reactions occur:
C6H5 – CH2 – CH3 → C6H6 + C2H4
(2)
C6H5 – CH2 – CH3 + H2 → C6H5 – CH3 + CH4
(3)
C6H5 – CH = CH2 + 2H2 → C6H5 – CH3 + CH4
(4)
Reactions (1), (2), and (3) were assumed to be both catalytic and thermal. Reaction (4) was
assumed to be catalytic. Only the main reaction (1) was assumed to be reversible.
The following rate expressions were proposed for the above catalytic (rcj) and thermal (rtj)
reactions [Lee, W.J., Froment, G.F., Ind. Eng. Chem. Res., 47, 9183 (2008)]:
k 1 K EB p EB ➪
rc1
rc 2
rc3
rc 4
p ST p H 2
K eq
1 ➚ K EB p EB ➚ K H 2 p H 2 ➚ K ST p ST
2
k 2 K EB p EB
1 ➶ K EB p EB ➶ K H 2 p H 2 ➶ K ST p ST
2
k 3 K EB p EB K H 2 p H 2
1 ➹ K EB p EB ➹ K H 2 p H 2 ➹ K ST p ST
2
k 4 K ST p ST K H 2 p H 2
1 ➶ K EB p EB ➶ K H 2 p H 2 ➶ K ST p ST
➘
rt1
k t1 p EB ➴
rt 2
k t 2 p EB
rt 3
k t 3 p EB
2
p ST p H 2
K eq
where
➷
Ei
RT
ki
A i exp ➬
k ti
A ti exp ➱
Kj
A j exp ❒
➮ E ti
RT
✃ ❐H j
RT
for i = 1, 2, 3, 4 and j = EB, ST, H2.
The rate parameters are given in Table 1, the thermodynamic parameters in Table 2.
TABLE 1
RATE PARAMETERS
TABLE 2
THERMODYNAMIC PARAMETERS
The following relation is used for the calculation of Keq:
❮
K
exp
Ï
❰G
o
RT
and
K Ñ (P o ) Ð
K eq
where Po is the standard state pressure (1 bar) and Ó
Ò i , with αi the stoichiometric
i
coefficients.
(d) Physicochemical data
ÔG
o
Ô H Õ TÔS
o
o
ÖH 298.15 ×
o
with
ÖH
ØS
o
T
o
o
ØS 298.15 Ù
o
298.15
T
298.15
ÖC p dT
o
ØC p
dT
T
The heat capacities are calculated in the form of cubic functions of T.
C pj
a j Ú b jT Ú c jT 2
Ú d jT
3
The coefficients are given in Table 3 [Reid, R.C., Prausnitz, J.M., and Sherwood, T.K., The
Properties of Gases and Liquids, 3rd ed., McGraw Hill, New York (1977)].
TABLE 3
COEFFICIENTS IN THE CUBIC HEAT CAPACITY EQUATION AND STANDARD
HEATS AND GIBBS FREE ENERGIES OF FORMATION
The mixture viscosity can be calculated using Wilke's approximation. The viscosities of
ethylbenzene, styrene, benzene, and toluene can be calculated using the corresponding-states
method of Thodos [Perry, R.H., Green, D.W., Perry's Chemical Engineers' Handbook, 7th ed.,
McGraw-Hill (1997)]. The viscosities of hydrogen and steam can be calculated using the
Chapman-Enskog equation.
The inert steam being largely present, Wilke's equation can be used for the calculation of the
diffusion coefficients of the different species in the gas mixture. The binary diffusion
coefficients can be calculated from the atomic diffusion volumes, according to:
D AB
0.00143 T 1.75
PM 1AB2 [( Û )1A3 Ü ( Û )1B3 ]
(e) Reactor model
The reactor is assumed to be adiabatic with plug flow. Axial dispersion can be ignored. Mass
transfer limitations inside the catalyst pellet are to be accounted for by calculating the
effectiveness factors. Heat transfer limitations inside the catalyst pellet can be neglected. The
catalyst activity is assumed to be constant. Use the conversion of ethylbenzene and the
conversions of ethylbenzene to the different products in the set of continuity equations. Use the
Ergun equation to describe the pressure drop.
(f) Simulation
Simulate the profiles of conversion into styrene, benzene, and toluene, and the temperature and
pressure profiles in the reactor.
Solution
The conversions are defined as:
Conversion of ethylbenzene:
Conversion of EB into product j:
x EB
xj
0
FEB
Ý FEB
0
FEB
Fj Þ Fj0
0
FEB
for j: ST, BZ, TO, H2, H2O, CH4, and C2H4.
Steam is considered as an inert, so that xH2O is zero all along the reactor.
Species continuity equations
0
Written in terms of ( W / FEB
):
dx EB
0
d ( W / FEB
)
ã1 rc1 â ã 2 rc 2 â ã3 rc3 â (rt1 â rt 2 â rt 3 ) á
dx ST
0
d ( W / FEB
)
è1 rc1 é è 4 rc 4 ç rt1 æ
dx BZ
0
d ( W / FEB
)
î 2 rc 2 í rt 2 ì
dx H 2
0
d ( W / FEB
)
õ1 rc1 ó õ 3 rc3 ó 2õ 4 rc 4 ô (rt1 ó rt 3 ) ò
åB
äb
àB
ßb
(a)
(b)
ëB
êb
(c)
ñB
ïb
(d)
The other conversions, xTO, xCH4, and xC2H4 can be solved from algebraic equations which are found by
combining (a) to (d):
x TO
x EB ö x ST ö x BZ
x CH 4
x TO
and
x C2H 4
x BZ
The calculation of the effectiveness factors is discussed later.
Energy equation
The energy equation is given by:
6
m j c pj
j 1
dT
0
d ( W / FEB
)
0
FEB
÷
4
(ý üH ri ) ûi rci ú rti
i 1
ùB
øB
with j: EB, ST, BZ, TO, H2, and H2O. Because of their limited concentrations in the reactor, CH4 and
C2H4 are neglected.
The mass flow rates of the different components can be expressed in terms of the corresponding
conversions:
For EB:
m EB
For the other species j: m j
0
M EB FEB
(1 þ x EB )
0
M j (Fj0 ÿ FEB
x j)
where Mj is the molar mass of species j (Table 4).
TABLE 4
MOLAR MASS
The heats of reaction i can be calculated from:
H 0298
H ri
✁ a i T ð 298.15 ✁
ci 3
T
3
✁
ð 298.15 3 ✁
bi 2
T
2
di 4
T
4
ð 298.15 2
ð 298.15 4
The required data are shown in Table 5.
TABLE 5
DATA FOR THE CALCULATION OF THE HEATS OF REACTION
Pressure drop equation
The pressure drop equation is given by:
☎
dp t
0
d ( W / FEB
)
f
0
u s G FEB
✄Bd p✂
The Ergun equation is used for the calculation of the friction factor f:
f
1✝ ✆B
✆
a✞b
3
B
1✝ ✆B
Re
For a cylindrical packing:
a = 1.28 and b = 458
The Re number is particle diameter based.
The viscosity of the gas mixture is calculated from:
✠m
y j✠ j
n
j 1
n
k 1
y k ✟ jk
where yj are the species mole fractions and the
✍ jk
☛ ✌j
1☞
✌k
☛
12
8 1☞
☛ Mk
14
Mj
Mj
Mk
12
2
✡ jk
are calculated using Wilke's approximation:
The viscosities of EB, ST, BZ, and TO are calculated from the corresponding-states method from
Thodos:
✑✒ 4.610Tr0.618 ✏ 2.04 exp ✏ 0.449Tr ✎ 1.94 exp ✏ 4.058Tr ✎ 0.1
where
✔ Tc1 6 M ✓1 2 Pc✓ 2 3
Tr
T
Tc
✕ in ✕P
M in kg/kmol, Pc in atm, and T and Tc in K.
For H2 and H2O, the Chapman-Enskog equation is used:
✙ 26.69
MT
✘ 2✗✖
with σ the hard sphere diameter in Å, ✛ ✚ the collision integral, and μ in μP.
For H2, ✛ ✚ is given by the Lennard-Jones potential function (non-polar molecules):
✣✤
A
✢ C exp(✜ DT*) ✢ E exp(✜ FT*)
T *B
T*
✦
T
✥
where
and A = 1.16145, B = 0.14874, C = 0.52487, D = 0.77320, E = 2.16178, F = 2.43787.
For H2O, the Stockayer potential function (polar molecules) is added:
0.2✧ 2
✛ ✚ (Stockmayer) ✛ ✚ (Lennard ✩ Jones) ★
T*
The values of the required properties are listed in Tables 6 and 7.
TABLE 6
PROPERTIES FOR THE CALCULATION OF THE VISCOSITY FOR EB, ST, BZ, AND TO
TABLE 7
PROPERTIES FOR THE CALCULATION OF THE VISCOSITY FOR H2 AND H2O
Effectiveness factors
The effectiveness factors can be calculated from
V
✭i
0
rci Ps , j ✬ s ✫ rti Ps , j ✪ s dV
rci Pj ✬ s ✫ rti Pj ✪ s V
The functions Ps,j(r), inside the pore from r = 0 to dp/2, are found by resolving the species continuity
equations within the catalyst (r is the internal coordinate) (Section 11.9):
1 d ✳ 2 dPs ,EB
r
dr
r 2 dr
RT
✮✲ s rc1 ✰ rc 2 ✰ rc 3 ✰ ✱ s rt1 ✰ rt 2 ✰ rt 3 ✯
D e,EB
1 d ✺ 2 dPs ,ST
r
dr
r 2 dr
✸
RT
✴✹ s rc1 ✸ rc 4 ✷ ✶ s rt1 ✵
D e,ST
1 d ❁ 2 dPs ,BZ
r
dr
r 2 dr
❀
RT
✻✿ s rc 2 ✾ ✽ s rt 2 ✼
D e,BZ
1 d ❈ 2 dPs ,TO
r
dr
r 2 dr
❇
RT
❂❆ s rc 3 ❅ rc 4 ❅ ❄ s rt 4 ❃
D e,TO
1 d ❏ 2 dPs ,H 2
r
dr
r 2 dr
❋
RT
❉■ s rc1 ❋ rc 3 ❋ 2rc 4 ❍ ● s rt1 ❋ rt 3 ❊
D e,H 2
1 d ◗ 2 dPs ,CH 4
r
dr
r 2 dr
1 d ❳ 2 dPs ,C 2 H 4
r
dr
r 2 dr
p s,H 2O (r )
P
RT
❑❖ s rc 3 ◆ rc 4 ◆ ▼ s rt 4 ▲
D e,CH 4
❲
RT
D e ,C 2 H 4
❘❱ s rc 2 ❯ ❚ s rt 2 ❙
p H 2 O (const.)
The presence of inert steam allows the use of Wilke's equation for diffusion through stagnant
components for the calculation of the diffusion coefficients of the species in the gas mixture:
1
D jm
1
1❨ yj
yk
1 D jk
N
k
The binary diffusion coefficients can be calculated from the atomic diffusion volumes according to:
D AB
0.00143 T 1.75
PM 1AB2 [( ❩ )1A3 ❬ ( ❩ )1B3 ]
with
DAB in cm2/s
T in K
M AB
1
1
2
❪
MA MB
❭1
MA and MB in kg/kmol
❫ j is calculated by summing the atomic diffusion volumes.
The properties required for the calculation of the binary diffusion coefficients are listed in Table 8.
TABLE 8
PROPERTIES FOR THE CALCULATION OF THE BINARY DIFFUSION COEFFICIENTS
The effective diffusion coefficients are calculated from:
D e, j
❵ s D jm
❴
Integrate numerically.
Figures 11.7-1 and 11.7-2 show the different conversion profiles, the temperature and pressure
0
profiles, and the profiles of the effectiveness factors as a function of ( W / FEB
).
The parametric sensitivity for the inlet temperature and concentration can be verified.
Figure 11.7-1
Ethylbenzene dehydrogenation into styrene. Conversion versus (W/FEB0) profiles.
Figure 11.7-2
Ethylbenzene dehydrogenation into styrene. Profiles of the temperature, pressure, and effectiveness
factors as a function of (W/FEB0).
11.8
Determine the units of the rate coefficients k1, k2, k3, and of the adsorption coefficients in
the rate equations of Example 11.9.1.A, Table 11.9.1.A-2.
Solution
To be provided.
11.9 (a) Repeat the calculation of the primary methane steam reformer presented in Example
11.9.1.A. Assume constant effectiveness factors based on the calculations shown in Figure
11.9.1.A-7.
(b) Repeat the calculation as in (a), but using the 2-dimensional reactor model of Section
11.10. Verify the radial temperature uniformity in the reactor.
Solution
To be provided.
CHAPTER 12
12.1
(a) Starting from the Navier-Stokes equations (12.3-1)-(12.3-5), derive the Reynoldsaveraged Navier-Stokes equations.
(b) Calculate the Reynolds-averaged reaction rate for a second-order reaction: r =
kCACB. Consider the extreme cases of no and complete micro-mixing.
Solution
To be provided.
12.2
Cold-shot cooling in a fixed bed ammonia synthesis reactor
Consider a fixed bed ammonia synthesis reactor with fresh feed quenching between
the adiabatic beds. Consider in particular the quenching zone in between the first
and the second bed. Assuming that the temperature and the composition of the gas
mixture at the exit of the first bed are uniform, verify by means of a 3-dimensional
simulation if such is still the case at the inlet of the second bed.
Simulation model:
Use the Reynolds-averaged Navier-Stokes equations as described in Section 12.5.
Account for the effects of turbulence via the turbulent viscosity and conductivity, as
described in Sections 12.5.1 and 12.5.2, and using the standard k-ε model and wall
functions. The set of coupled partial differential equations can be solved with a CFD
code. Verify the grid independency of the results.
Data:
Reactor inner diameter: 1.5 m
Operating pressure: 200 bar
Quenching zone height: 1 m
Cold-shot configuration:
- 5 axially aligned tubes, open at both ends
- diameter: 0.1 m
- height: 0.1 m
- distance of the top of the cold-shot tubes to the exit of the first bed: 0.1 m
- radial position: 1 central, 4 at 0.5 m from the center of the reactor
First bed mass flow rate: 500∙103 t/y
Exit temperature first bed: 510°C
Total cold-shot mass flow rate: 127.02∙10 3 t/y
Cold-shot temperature: 250°C
cpg = 3500 J/kg K
As a first approximation, a constant gas density of 50 kg/m3 can be assumed. Next,
account for variations in the gas density.
Alternative configurations can be studied, for example, closing the bottom ends of
the cold-shot tubes.
The importance of turbulence (and of its accurate modeling) can also be studied.
Solution
Geometry and grid generation
The geometry and grid have to be generated with a grid generator. Figure 12.2-1 shows the
geometry with an example of a grid.
Figure 12.2-1
Cold-shot cooling in a fixed bed ammonia synthesis reactor. Quench zone geometry and grid. In blue: different
inlets; in red: outlet.
Verify the grid independency of the simulation results by repeating the calculations on a finer
grid.
Simulation model
Use the Reynolds-averaged Navier-Stokes equations. Account for the effects of turbulence via
the turbulent viscosity and conductivity and using the standard k-ε model and wall functions.
Boundary conditions
Depending on the CFD solver used, the inlet mass flow rates can be directly imposed or an inlet
velocity has to be calculated and imposed.
For a constant gas density of 50 kg/m3, the inlet velocity at the top of the quench zone, that is, at
the exit of the first bed, can be calculated to be 0.18 m/s. The cold-shot inlet velocities can be
calculated to be 1 m/s.
Simulation results
Figure 12.2-2 shows the temperature profile in an axial cross section through 3 of the cold-shot
tubes. The temperature is seen to become quite uniform when approaching the exit of the quench
zone, that is, the inlet of the second bed. A more detailed picture of a radial cross section at the
inlet of the second bed is given in Fig. 12.2-3. Two radial temperature profiles at the exit of the
quench zone are shown in Fig. 12.2-4. The maximum temperature difference at the inlet of the
second bed is seen to amount to 5°C.
Figure 12.2-2
Cold-shot cooling in a fixed bed ammonia synthesis reactor. Quench zone. Temperature profile in an axial cross
section through 3 of the cold-shot tubes.
Figure 12.2-3
Cold-shot cooling in a fixed bed ammonia synthesis reactor. Quench zone. Temperature profile in a radial cross
section at the exit of the quench zone (inlet second bed).
Figure 12.2-4
Cold-shot cooling in a fixed bed ammonia synthesis reactor. Quench zone. Radial temperature profiles at the exit of
the quench zone (inlet second bed). Red curve: below a line of 3 cold-shot tubes; Black curve: line rotated 45° with
respect to the line corresponding to the red curve.
The uniformity in the velocity field can also be studied. Figure 12.1-5 and -6 show respectively a
vector plot of the velocity in an axial cross section through 3 of the cold-shot inlet tubes colored
by the velocity magnitude and a radial profile of the velocity magnitude at the exit of the quench
zone (inlet of the second bed). Some non-uniformity in the velocity profile is observed. The
latter will be reduced when entering the second bed.
Figure 12.2-5
Cold-shot cooling in a fixed bed ammonia synthesis reactor. Quench zone. Velocity vector profile colored by the
velocity magnitude in an axial cross section through 3 of the cold-shot tubes.
Figure 12.2-6
Cold-shot cooling in a fixed bed ammonia synthesis reactor. Quench zone. Velocity magnitude profile in a radial
cross section at the exit of the quench zone (inlet second bed).
12.3 Consider the following flow system:
where a fraction α of the flow passes through the second tank V2.
a) For an impulse function input to tank V1, derive the RTD for the complete system that would
be measured at C(t).
b) Show that, for the special flow split,
❜❛
V2
V1 V2
The overall RTD becomes as for a single, perfectly mixed region!
Note that this example illustrates that overall perfect mixing, as measured by RTD, need not mean that the
specific details of the flow system are a simple perfect mixer. Further discussion is provided by T.
Fitzgerald, Chem. Eng. Sci., 29, 1019 (1974).
Solution:
a)
The overall output concentration would be:
C( t ) ❞ (1
❝)C1 ( t ) ❝C 2 ( t )
The mass balances for C1 and C2 are:
dC1
dt
dC 2
V2
dt
F❡C1
❣ M 0 ❤( t )
V1
❣ ❢F❡C1 ❢F❡C 2
The solution for C1 is as in this chapter:
C1
❥
M0
V1
e F✐t / V1
Then
dC 2
dt
♠F❧ C ♥ ♠F❧ M o e F❦t / V1
2
V2 V1
V2
and
C2
t
qFs M 0 e F♦t♦ / V e ♣F♦t / V dt s
r e ♣F♦t / V
2
r q
M0
V2 V1
1
0
2
V2 V1
q
V2
1
1
V1
e
♦
F t / V1
e
♣F♦t / V
2
Finally
②
M ✇
C( t ) ④ 0 ✇(1 ③ )e F⑤t / V1
V1 ✇
✇①
③
V2 1
V2
1
1
③V1
e F ⑤t / V1
e
⑥F⑤t / V2
✈
t
t
t
t✉
b)
For the special case ⑧ ⑦
C( t ) ❷
❷
V2
V1
,1 ⑩⑨
V1 V2
V1 V2
❽ V1
e F❶t / V1
❻
❼ V1 V2
M0
e F❶t /( V1 V2 )
M0
V1
V1
V1
e F❶t / V1
V1 V2
❺
e F❶t /( V1 V2 ) ❸
❹
V2
This is the RTD for a perfectly mixed reactor with total volume (V1+V2)!
12.4 Find the mean and variance for the RTD of Fig. 12.6.4.A-1.
Solution:
The RTD is: E (❿) ➀
1
❾2
U(❿ ❾1 )e (❿ ❾1 ) / ❾ 2
Then the moments about the origin are:
➌
1
e ➋1/ ➋ 2 ➌ ➍ / ➋ 2
( ➍ ➋1 ) / ➋ 2
U(➉ ➁1 )e
d➉ ➂
e
d➉
➊0 ➂
➁
➁
2 0
0 2
➋
1
e➋1/ ➋ 2
/ ➋2
➍
➂
➁2e
➂ 1 (properly normalized)
➁2
➌
➋1
➅
e➋1/ ➋ 2 ➌ ➍ / ➋ 2
e➋1/ ➋ 2 2 ➍ / ➋ 2 ➈ ➉
➆➆
d➉ ➂
1➃➃
➉e
➁2e
➊1 ➂
➁2 ➋1
➁2
➁
➇ 2
➄➌
➂ ➁1 ➁2 (total ➋ ➎ sum of ➋ for each reactor)
➌
e➋1/ ➋ 2
e ➋1/ ➋ 2 3 ➍ / ➋ 2 ➈ ➉2
2 ➍ / ➋2
➆➆ 2
➉e
➁2e
d➉ ➂
➊2 ➂
➁2 ➋1
➁2
➇ ➁2
➂ ➁12
2➁1➁2
➉
2
➁2
➋1
➅
2 ➃➃
➄➌
2➁22
Then, the variance, or second moment about the mean, is
➏ 2 ➐ ➒ 2 ➒12 ➐ ➑ 2 ➐ ➏ 22
Thus, the total variance for the system is that of the perfectly mixed reactor alone; this is because the plug
flow reactor response has ➓12
0 . The more general situation is given in Chapter 12.
12.5 Derive equations (12.6.4.B-d), (12.6.4.B-e), and (12.6.4.B-f). It might be helpful to first derive
the first-order reactions results.
Solution:
The results for plug flow (PF) and perfectly mixed (PM) reactors are:
2nd Order
1st Order
PF
CA
C AO
→
CA
C AO
e k➔1
↔
(1 kC AO ➣1 ) 1
(Table Chapter 1)
PM
CA
C AO
➙
CA
C AO
1
1 k↕ 2
(Chapter 10)
1
➜
4kC AO ➛ 2
2kC AO ➛ 2
(Chapter 10)
Then, with C1 as the intermediate concentration level:
For 1st order reaction
PF +PM
C A1
C AO
➤
PM+PF
→
e k➔1
C A1
C AO
CA
C A1
➠
CA
CAO
➙
CA
C A1
➞
1
1 k➝ 2
CA
C AO
→
C A C A1
➢
C A1 C AO
→
e
k➥1
1 k➡ 2
(b)
The same result, (b), is found for either case.
For 2nd order reaction
PF+PM
➦
➙
1
1 k↕ 2
e k➟1
e
k➧1
1 k↕ 2
(b)
CA1
1
➩
CAO 1 kCAO➨1
1 1 4kCA1➨ 2
CA
➩
CA1
2kCA1➨ 2
➫
1
CA
➩
CAO
1 4kCAO➨ 2 (1 kCAO➨1 )
2kCAO➨2
1
PM+PF
1 1 4kCAO➭2
CA1
➯
CAO
2kCAO➭2
CA
1
➯
CA1 1 kCA1➭1
➲
CA
➯
CAO 2kCAO➭2
1
1 4kCAO ➭2
kCAO➭1 1
1 4kCAO➭2
12.6 Given the reactor configurations
If the total volume V = V1+V2 and the ratio V1/V2 are imposed, what should be the ratio of the
volumes V1/V2 in the second configuration to obtain the same exit conversion, XA2 for a first order
reaction? For a second order reaction?
Solution:
1.
a) First order reaction
plug flow reactor:
FA dx A ➳ rA dV1
O
For a first order reaction: rA ➵ kC A ➵ kC A
Hence,
O
1 xA
kC A V1
O
FA
O
xA ➸ 1 e
1
or
x A1 ➻ 1 e k➺1 , where ➽1 ➼
C A V1
O
FA
O
Perfectly mixed reactor:
V
x A ➳ rA 2
2
FA
xA
1
O
➳ kC A O (1 x A 2 )
V2
FA
1 e k➾1
O
or
e k➶1
xA ➪ 1
2
1 k➚ 2
where ➘ 2 ➹
b)
C A V2
O
FA
O
Second order reaction
➴ plug flow reactor: FA O dx A ➳ rA dV1
For a second order reaction: rA ➷ kC 2A ➷ kC 2A (1 x A ) 2
O
Hence, x A ➮ 1
1
1
kC A ➬1
O
➴ perfectly mixed reactor:
x A ✃ rA
2
V2
FA
1
1
kC A ➱1
0
0
or
xA Ò 1
2
Ð
1
❰1
2kÑ 2 C A ❰
0
1
Ï
❮
❐
kC A Ñ1 ❐
0
❒
4kÑ 2 C A
1
0
(2)
2.
a) First order reaction:
Ó perfectly mixed reactor:
VÔ
x ÔA Õ rA 2
1
FA
0
kÖ×2
x ×A Ø rA
1
1 kÖ×2
or
Ó plug flow reactor:
FA O dxÙA1 Ú rA dV1Ù
dx ÛA
dV1Û
CA k
Ü
0
10 x ÛA FA
0
Hence
1 xàA1
1 xàA1
ße
kÝÞ1
After substitution of x áA
1
xãA 2 ä 1
e kåæ1
1 kâã2
(3)
b)
Second order reaction:
ç
perfectly mixed reactor:
è é rA FV2è
xA
1
A0
ê ë k(1 x êA
xA
or
ç
1
1
0
í î 1 kìí C1
2 A
xA
ê
) 2 C 2A V2 / FA
1
1
0
ìí
4k 2 C A
0
1
0
plug flow reactor:
ï
dVï
ñ
ï F
dx A1
kC 1 x A
2
A0
1
2
A0
Hence
ú 1
ø1 xó
øù A
1
÷
ó õõö ô kC A ò1ó
1
1 xA
è
0
2
and after substitution of x A :
1
è é1
xA2
2kC A 0
ûè
1
2
1 4kC A 0
kC A 0
ûè 1
1
ûè
2
1 4kC A 0
ûè
(4)
2
Equations (1) and (3) are identical so that the ratio V1/V2 must be the same in both configurations to
obtain the same exit conversion for a first order reaction.
For the second order reaction, equating the RHS’s of (2) and (4) yields
ý ÿþ
ý
ý ü
1 1 4 V2
4 V2
1 ✄
1
1
;
✁1
2 V2 ✂ 1
V1 ð
2 V2
V1 1 1 4 V2
ý
ý ü ý ü
ý ü
✆☎
k
C 2A
FA
0
(5)
0
This relation is now written as a function of the total volume V and the ratio of the volumes V 1/V2 =✝,
respectively V’1/V’2 =✝’. Therefore the set of equations (6) is first solved for V1 and V2.
✡V ☞ V1 V2
✞
✠ V1
✞V ☞ ☛
✟ 2
✌V
1 ✌
V
V2 ✍
1 ✌
V1 ✍
(6)
→
and similarly for the second configuration. Substituting (7) into (5) yields
✘
(1 ✎) ✖1
✗
1
✕
4✑ V
✓✒
1 ✎ ✑✎V ✔
1
1 ✎✏
1
1 ✎✏ 4✑V
1 ✎✏
✎✏
2
or
✦✧ ✥
✣
A
✜
A 2 ✢ ✤V(A 2) A
1
✛
2✙
✚
12.7 Calculate the effect of recycle upon the conversion in tubular reactors with plug flow.
Solution:
Continuity equation for reactant A:
rA dV ✩ (1 ★)FA dx A
0
For an nth order reaction:
(1 x A ) n kC nA dV ✫ (1 ✪)FA dx A
0
0
dx A
(1 x A
)n
✭
kC nA
0
(1 ✬)FA
0
dV
(7)
VkC nA
xA
0
(1 ✯ )FA
0
2
✮
xA
1
dx A
(1)
(1 x A ) n
Balance on component A in the three streams (1), (2), (3)
✰x A 2 FA 0
Hence, x A ✳
1
1.
FA x A ✱ (1 ✰) x A FA
0
0
1
0
✲x A 2
(2)
1 ✲
0th order reaction:
From (1):
Vk
(1 ✴ )FA
xA ✶
2
✵ xA2
xA ✵
1
0
xA
2
1 ✴
Vk
FA
0
2.
1st order reaction:
From (1):
VkC 2A 0
(1 ✸ )FA 0
✷
x A1
x A2
1 xA2
1 x A1
dx A
✷ ln
✷ ln
(1 x A )
1 x A1
1 xA2
(4)
or
VkC A
xA ❀ 1
2
FA
e
✾
✼
1 ✿ ✼1 e
✼
✼✽
0
0
❂
1
1
VkC A
FA
0
❁
0
✻
❂
1 ❁✹
✹
✹
✹✺
1
It is interesting to consider two extreme cases:
VkC A
1)
α→ 0
xA ❃ 1 e
2
FA
0
0
This is indeed the equation for the tubular reactor with plug flow.
(5)
2)
α→ ∞
xA ❄
2
VkC A / FA
0
0
1 VkC A / FA
0
0
This is indeed the equation for the perfectly mixed continuous reactor.
12.8 Suppose a reactor system consists of many piston flow reactors in parallel:
From Chapter 9 (or 1), the exit concentration in any one of them is, with a first-order reaction,
C A ( L)
❇ e ❆kL / F❅
C A0
a)
If the reactor lengths are arranged according to the gamma distribution,
P a 1▼
❑
❖ L ▲
f ( L) ◗ ◆
❘
1
L❘
L❊
❍
exp ❋ (■ 1) ❈
L❉
❏(■ 1)
●
x
where L ❙ mean length ❙ Lf (L)dL (check this)
0
show that the total output of the system is given by
x
C A ( L)
C
f (L)dL
❫
CA0
C A0
0
❩
L ❭k ❲
❯❯
❫ ❳❳1
❨ ❪ 1 F❬ ❱
b)
(❚ 1)
For the special case of α = 0, the exponential distribution, the result of part (a) becomes
❞ L❢k ❛
C
❴
❣ ❜❜1
CA0 ❝
F❡ ❴❵
1
which is the result for a single perfectly mixed reactor (Chapter 10). Discuss this result in view of
reactor flow models.
Solution:
a)
The average over the distribution of lengths, L, is found from:
❤
① 1t
C
⑤ e ❦kL / F❥ ✇✉
r
CA0
✈ L s
0
① 1t
⑤ ✇✉
r
✈ L s
✐
1
✐
1
❤
1
④(① 1)
0
L✐
L♥
q
exp ♦ (① 1) ❧ dL
L♠
④(① 1) ♣
q ✇ ③k ① 1 t ♥
r dL
L s❧♠
♣ ✈ F②
L✐ exp ♦ ✉
Now the gamma-function is defined as
⑥
⑧(z) ⑦ e
ax a z x z 1dx
0
Identifying x ↔ L, z ↔ α+1, a ↔
❹ ❽k ❻ 1 ❶ , the integral is evaluated as
❷
⑨
❺ ⑩
❸ F❼
C
➇ 1➁
➈ ➄➂
❿
CA 0 ➃ L ➀
❾
1
➆k ➇ 1 ➁
➊ ➄➂
❿
L ➀
➉(➇ 1) ➃ F➅
( ❾ 1)
➄ L ➆k ➁
1❿
➈➂
➃ ➇ 1 F➅ ➀
b)
1
(
❾
1)
➉(➇ 1)
For α = 0, the result of part a) becomes
➐ L➓k ➍
C
➋
➒ ➎➎1
CA0 ➏
F➑ ➋➌
1
➒ ➐➎1
➏
Vk ➍
➋
F➑ ➌
1
This result, that for a perfectly mixed reactor, is because the distribution average is identical to
segregated flow with an exponential distribution of residence times; the two are identical for first
order reactions.
12.9 Derive (12.7.2-11) and plot a few curves for various values of the parameters.
Solution:
It is convenient to use a dimensionless form with C = CA/CA0, x ↔ x/L, τ = L/u, Pe a = uL/D:
1 d 2C
Pe a dz 2
dC
dx
k→C ➔ 0
(1)
1 ➣ C( O )
1 dC
(O )
Pe a dx
(2)
dC
(1 ) ↔ 0
dx
(3)
Equation (1) is a linear differential equation, with the standard solution
C↕
P
(1 a ) z
Ae 2
P
(1 a ) z
Be 2
(4)
with
a ➛ 1 4k➙ / Pe a
Now
1
(1 a ) z
Pe
dC
↕ A a (1 a )e 2
dz
2
1
(1 a ) z
Pe
B a (1 a )e 2
2
(5)
Using the B.C. at z = 1 gives
B
1 a Pe a a
e
➜
a
1 a
(6)
Next, using (4) and (5) in the B.C. at z = 0 gives
➢ 1 a Pe a a 1 a
➟
A ➤ ➠1
e
1 e Pe a a ➝
2
➡ 1 a
➞
1
The solution is then
Pe a
C↕
e 2
(1 a ) z
1 a
2
P
1 a Pe a 2 (1 a ) z
e
e
1 a
(1 a ) 2 Pe a a
e
2(1 a )
at z = 1, the numerator becomes
2a Pe a / 2 Pe a a / 2
e
e
1 a
and algebraic rearrangement yields:
(7)
C(1) ➥
4a e Pe a / 2
(1 a ) 2 e Pe a a / 2
(8)
(1 a ) 2 e Pe a a / 2
The two independent parameters are (kτ) and Pe a.
12.10 Show that for an axial dispersion flow system with variable density, area, velocity, and
dispersion coefficients between two adjacent sections, equating total fluxes leads to the boundary
condition.
➭ C1 ➨
➭C ➨ ➭C ➨
➭C ➨
➩➩ ➦➦ D1 d ➩➩ 1 ➦➦ ➲ ➩➩ 2 ➦➦ D 2 d ➩➩ 2 ➦➦
dz ➫ ➯1 ➧ ➫ ➯ 2 ➧
dz ➫ ➯ 2 ➧
➫ ➯1 ➧
Solution:
The proper balance at a boundary surface between two regions is based on the mass (moles) of species A
per time being conserved:
➳1 N A1 ➵ ➳ 2 N A 2
(1)
Now
N A1 ➪ u1C A1
J A1
➪ u1C A1 ➚1D1
d ➾ C A1 ➻
➼
➸
dz ➼➽ ➚1 ➸➺
(2)
Thus
➱1u1C A1 ➱1➮1D1
d ➬ C A1 ➘
➴
➶ ✃ ➱ 2 u 2C A2
dz ➴➷ ➮1 ➶➹
➱ 2➮ 2 D 2
d ➬ C A2 ➘
➴
➶
dz ➴➷ ➮ 2 ➶➹
(3)
From the total continuity equation:
❒1u1❐1 ❮ constant ❮ ❒ 2 u 2❐2
Dividing each side of (3) by the appropriate constant gives
C A1
➯1
D1 d ➭ C A1 ➨ C A 2
➩
➦➲
➯2
u1 dz ➩➫ ➯1 ➦➧
D 2 d ➭ C A2 ➨
➩
➦
u 2 dz ➩➫ ➯ 2 ➦➧
Note: probably ERROR in text Problem statement.
(4)
CHAPTER 13
13.1
A 0.1 m column is loaded with 5 kg of sand. The size distribution is as follows
dp × 102 (cm)
weight fraction X
7.8 and larger
6.5
5.2
3.9
2.6 and smaller
0.2
0.25
0.4
0.1
0.05
The density of the sand by displacement methods was measured to be 2600 kg/m3. The
sand is to be fluidized with air at 100°C. Atmospheric pressure is 772 mm Hg. Estimate
the minimum fluidization velocity. Calculate the composite particle diameter by means of
1
xi
d pi
dp
Solution
For the calculation of the minimum fluidization velocity the following expression is used:
u mf
1.118 *10 Ñ13 d P
1.82
(Ï s Ð Ï g ) 0.94
Ï g 0.05❰ 0.88
with the corresponding dimensions: dp [µm]
Òs [kg/m3]
µ [NS/m2]
The composite particle diameter is calculated by means of the expression:
dp
1
xi
d pi
dp (102cm)
%
xi/dpi
7.8
6.5
5.2
3.9
2.6
0.2
0.25
0.4
0.1
0.05
0.0256
0.0385
0.0769
0.0256
0.0192
0.1858
dp
1
5.318 * 10 -2 cm
0.1858
or dp = 538.1 µm
The density of the fluid is required at inlet pressure and a temperature of 100°C.
The inlet pressure is calculated from the outlet pressure and the expected pressure drop:
pout = 772 mm Hg
pressure drop Óp:
ÔD 2
S
4
Õp
W
S
78.54 cm 2
5
78.54
0.06366 kg / cm 2
0.0616 atm
46.83 mm Hg
pinlet = 772 + 46.83 = 818.83 mm Hg
Density of the air
Ög
o
1.29294 (density of air 0°C, 1 atm)
× g 1.29294 *
273.2 818.83
*
760
373.2
1.0198 kg / m 3
Density of the sand
Ø S 2600 kg / m 3
Viscosity of the fluid (see Perry’s Chemical Engineers Handbook)
Ú
0.21 * 10 Ù3
u mf
1.118 *10
u mf
0.22 m / s
1p = 0.1 NS/m2
-13
Û538.1Ü1.82 Û2600 Þ 1.0198Ü0.94
0.88
Û0.9673Ü0.06 0.21 *10 Ý 4
13.2
æ
Tigrel & Pyle (C.E.S., 26, 133, 1971) used the following expression for the
catalyst deactivation function in a fluidized bed
å
1
ã 2é è ç
R
2
ã
æ0
ä
â
à
à
á
ß1 / 2
WR
E'
; ì R k 0R exp(ë
) t R and
FS
RT
tR
function for the catalyst entering the fluidized bed.
where
t
ê
; tR
When the particles are perfectly mixed the average of
ù
1
ø
expöö
÷
ø
õ
ó erfcö
öù
÷ 0
2 ó
ñ R ù0 ô
2
1
õ
ó
2ñ R óô
í0
î
is the value of the deactivation
in the reactor,
ï
is given by:
ò
2ñ R
and the rate of catalytic cracking of gasoil e.g., is represented by
r
kc 2 ú
where c is the gasoil concentration.
Tigrel & Pyle adopt a two-phase model for the fluidized bed, assuming perfect mixing of
gas in the emulsion phase and plug flow in the bubble phase and a transfer of gas
between bubble and emulsion phase.
Considering a mean bubble size derive the following expression for the fraction of feed
component A unconverted at the top of the bed
yT
✂ exp(✁ z )
1✁
2
ð
1 ✁ ✂e ✆z ✁
4k * ✄
☎
þ✁ 1 ☎
1 ✁ ✂e ✆z ✁
2û1 ✁ ük * ✄ þÿ
ý
us
u mf
kH
kH
k*
z
✟
u
u
u
uaV
u = superficial gas velocity (cm/sec)
ua = absolute bubble rising velocity (cm/sec)
us = downward velocity of catalyst particle (cm/sec)
K = transversal mass transfer coefficient (cm3/sec)
H = total bed height (cm)
V = bubble volume (cm3).
where ✞ 1 ✝
and
Plot the conversion as a function of the fluid velocity for solids velocities of 1.0, 3.0, and
10 cm/sec for a mean bubble diameter of 30 cm, a value of ✠0 = 0.9 and a reactor height
of 9 m.
Solution
Continuity equation for the feed component A in the bubble phase
✡ uaV
dy
b
dx
K(y b ✡ y e )
(1)
and since ye = constant over the total height integration leads to
ye ☛ yb
(y e ☛ y b )o
where Z
exp(☛ Zz)
kH
and z
uaV
(2)
x
H
at the exit, where z = 1 and yb = (yb)T
☞y B ✌T
y e ✎ (1 ✍ y e ) exp(✍ z)
(3)
since yb = 1 at z = 0.
Continuity equation for A in the emulsion phase
Since the emulsion phase is completely mixed, the equation may be written on the total
volume of the emulsion phase. Amount of A entering emulsion phase with flow:
✏u mf ✒ u S ✑x 1
Amount of A flowing out:
✓u mf ✕ u S ✔y e
Amount of A reacted:
H k ✖y e2
Net amount of A transferred between the two phases:
at z = 0
z=1
yb
✗y e ✚ (1 ✙ y e )✘
✛y b ✜T
y e ✤ (1 ✣ y e )e ✢ Z
Since the amount of gas flowing through a unit cross section in the bubble phase is
✥u ✧ u mf ✦ , the amount of A transferred is:
★u ✫ u mf ✩★1 ✫ y e ✩ 1 ✫ e ✪ Z
so that
✬u ✯
u mf ✭✬1 ✯ y e ✭ 1 ✯ e ✱ Z
✰ ✬u mf ✯
u s ✭✬1 ✯ y e ✭ Hk ✮y e2
(4)
At the exit, after mixing the effluent from both phases:
✲u ✴
u s ✳y T
Let
✲u ✴
1✶
✷
u mf ✳✲y b ✳T
✵ ✲u mf ✴
u mf
u
us
u
✸
u s ✳y e
(5)
k*
kH
u
(5) and (6) can be written:
✽
yT
1✼ ✻
✿1 ❃
Let
❊
✹y b ✺T ✾
y e ❀ 1 ❃ ❄e ❅ Z
1✼ ✽ ✼ ✻
ye
1✼ ✻
(6)
k * y e2 ❁
(7)
2❏
(8)
❃❂
1 ❈ ❉e ❋ Z ❈ ❇
2k * ❆
So that (7) becomes:
y e2
■
2●y e
from which y e
❍
2●
▲❏ ❑
0
❏
2
❑
Substituting (3) into (6) leads to
y1
◗e
❙Z
1P ❖
❘
1 P ◗e ❙ Z P ❖
ye
▼1 P ❖ ◆
(9)
Substituting (8) into (9) finally leads to
yT
❭ exp(❩ Z)
1❩ ❬
❫
1 ❩ ❭e ❴ Z ❩ ❬
2❚1 ❩ ❬ ❯k * ❪
2
❨
❲
❲
❳
4❪k *
1❫
1 ❩ ❭e ❴ Z ❩ ❬
❱
❩1
Conversion vs. fluidization velocity: figure in paper of Tigrel & Pyle.
13.3
Design a fluidized bed reactor for the production of acrylonitrile by
ammoxidation of propylene, with air as the oxidizing agent. The required
production of acrylonitrile is 40,400 tons/year (count on approximately 8000
h or 340 days).
The process achieves a 78 percent conversion of propylene at 400°C and atmospheric
pressure. The rate constant of the reaction considered as a first-order process in k = 1.44
m3/kg cat.h at 400°C. The volume fraction of propylene in the feed is 0.24. The catalyst
used has a mean particle diameter d p 51❵ and the following size distribution:
dp(m)
(×106)
5
15
25
35
45
55
65
75
85
95
105
115
p(dp)(m-1)
(×102)
6
22
46
76
118
170
200
152
99
63
36
12
The solid density is 2500 kg/m3; the specific heat: 0.2 kcal/kg°C. The void fraction ❛ of
the packed bed is 0.5. At the minimum fluidization velocity u mf = 7.2 m/h the void
fraction ❛mf is 0.6. Gas properties: ❜g = 1 kg/m3; cp = 0.25 kcal/kg°C; ❝ = 0.144 kg/h m;
De = 0.14 m2/h.
Solution
Removing the heat of reaction necessitates an internal heat exchanger. This exchanger
will also help to limit the bubble diameter. Take vertical tubes of 0.06 m OD on a 0.14-m
triangular pitch. This limits the effective diameter of the bubbles to 0.1m. Note that this is
a very crude way of determining the (average) bubble diameter, which is the main
variable in the Kunii and Levenspiel model.
Select the superficial velocity of the feed to be: 1800 m/h. The feed rate of propylene is:
(40.4 × 106)/(8000 × 53 × 0.78) = 120 kmol/h and the total gas flow at standard
conditions = 120/0.24 × 22.4 – 11,200 m3/h. The bed diameter is found to be 3.45 m and
the number of vertical tubes 552.
With us = 1800/h, ubr and ub can be calculated:
u br
ub
0.711❞12.70 ❢ 10 ❢ 0.1❡
1/ 2
1800 ❤ 7.2 ❣ 2530
2530 m / h
4322.8 m / h
The mass transfer coefficients are calculated from (13.5.3-4) and (13.5.3-5):
✐k bc ❥b
7 .2
0.141 / 2 ❧ 12.70 ❧ 10 7
4 .5 x
♠ 5.85
0 .1
✐0.1❥5.4
♥k ce ♦b
6.78t
✈ 0.6 ✇ 0.14 ✇ 4322.8 s
q
0.13
✉
r
1/ 2
1/ 4
4464 h ❦1
4100 h ♣1
The bulk density of the emulsion phase is found from
❜s = 2500 kg/m3
❜e = bulk density of bed at mf = ❜s(1-❛mf) = 2500 × 0.4 = 1000 kg/m3
and, since
u ① u mf
ub
fb
1800 ① 7.2
4322.8
0.414
it follows that
③e
1① fb
fb
1000 ②
0.586
0.414
1420 kg / m 3
According to Rowe and Partridge,
Viz
Vb
1.17
⑤ ④1
so that, with
ub
⑥u mf / ⑧ mf ⑦
⑨
4322.8
⑥7.2 / 0.6 ⑦
360
and ⑩c = ⑩e
❷c
Viz
Vb
1000 ❶
1.17
359
3.26 kg / m 3
Since only 1.5 percent of the bed solids are in the bubbles, the volume fraction of solids
in the bubble is obtained from
❽b
❸1 ❻ ❼ mf ❹❸1 ❻ f b ❹
fb
❺ 0.015 0.01
m 3s
m3b
and the catalyst bulk density in the bubble phase is found to be
❿b
➀ b ❿s
0.01 ❾ 2500
With
k
m3
1.44
kg cat.h
Equation (13.5.3-13) finally becomes
25 kg / m 3 b
➈ 4322.8
➆
➄
➄
➄
➄
1.44➄ 25 ➇
➄
➄
➄
➄
➅
dC Ab
dz
1
1.44
➇
4460
1
3.26 ➇
1
1.44
1
➇
4100 1.420
➃
➁
➁
➁
➁
➁C Ab
➁
➁
➁
➁
➂
After integration:
CA
C Ai
1➋ xA
0.22
➑
exp➏ ➋
➐
1080 ➒ L f
4322.8
➎
➌
➍
exp➉➋ 0.25L f ➊
from which Lf = 6.04 m. The total bed volume may be calculated to be 56.6 m3, the
emulsion volume 33 m3, and the amount of catalyst, W, roughly 33,000 kg.
Assuming plug flow, one would obtain from 1–x = e-k(W/F’), where F’ would be the total
feed rate in m3/h at 400°C, an amount of catalyst of 29,031 kg. Assuming complete
mixing of the gas phase one would obtain from F’➓x = k(1–x)W an amount of 67,980 kg.
13.4
Simulation of the Cracking of Gasoil in a Riser Reactor
Use the one-dimensional plug flow model with slip between the phases
described in Section 13.6 and the 10-lump kinetic model presented in Section
13.8.1 and applied in Sections 13.8.2.1 and 13.8.2.2.
The following information required for the simulation, is based upon a paper
by Shah et al. [Shah, Y.T., Huling, G.P., and Paraskos, J.A., Ind. Eng. Chem.
Proc. Des. Dev., 16, 1 (1977)].
Reactor geometry: dt = 0.85 m; Z = 30 m
Catalyst: d p = 8.0 × 10-5 m; ρs = 1500 kg cat./m³ cat.; cps = 1.003 kJ/kg K
Coke content of catalyst entering the riser: 0.15 wt-%
Flow rates: m s = 980 tons/h; m GO = 49 tons/h
Reactor inlet temperature: 770 K
The gasoil has the same composition as that already given in Table 13.8.2.1-1.
Solution
The model equations are of the type introduced in Section 13.6. Continuity equations for the gasphase components are
u s,g
dC i
dz
k ij' C j
j
1 ↕ K Arh C Arh
↔ s [1 ➣ → ( z )]➔
(a)
The superficial flow velocity of the gas, us,g, and the void fraction ε(z) are updated in each Δ z
used in the numerical integration. First, the weight fraction of component i is calculated from
Ci M i
Ci M i
wi ( z )
i
Then, the density of the gas, ρg, is obtained from
1
MV
➙ g ( z)
i
Mi
wi
where MV is the molecular volume at pt and T.
The continuity equation for the coke on the catalyst can be written
ms
dC C
dz
'
➧➥
k 10
jC j
➩
➥ j 1 ➨ K Ar C Ar
➦
h
➤➡
➡➠ s M C [1 ➟ ➞(z)]➜➝➛
➢
h
(b)
The energy equation for an adiabatic riser is written
(mGO c pg ➻ m s c ps )
dT
dz
➫
10 i 1
k ij' C j
i 1 j 1
1 ➻ K Arh C Arh
➺ s (➵ ➸H ij )[1 ➵ ➳( z )]➯➲➭
(c)
The heat capacity of the catalyst, cps is taken to be constant throughout the reactor, but that of the
gas is calculated from
c pg
➼
i
w i C 0p (i)
Mi
in which C0p(i) (in kJ/kmol K) is the molar heat capacity of lump i at the reactor temperature.
The reaction enthalpy Δ Hij for the formation of i out of j is obtained from the molar
enthalpies Hi and Hj:
➾H ij
Hi ➽ H j
where
Hi
➶H f0, i ➪ ➚TT c 0p (i)dT
0
and Δ H0f,i is the standard enthalpy of formation of i at T0 (in kJ/kmol).
The results are given in Figs. 13.4-1 through -5 [see also Schockaert, T., Ph.D. Thesis,
Rijksuniversiteit Gent (1988)].
Figure 13.4-1
Yield profiles of the lumps of the HFO fraction in the riser reactor.
Figure 13.4-2
Yield profiles of the lumps of the LFO fraction in the riser reactor.
Figure 13.4-3
Void fraction profile in the riser reactor.
Figure 13.4-4
Weight percent coke versus height in the riser reactor.
Figure 13.4-5
Temperature profile in the riser reactor.
13.5
Simulation of a circulating fluidized bed riser reactor for the gasification of biomass
(synthesis gas production).
Reaction mechanism and kinetics
The reaction mechanism accounts for pyrolysis of biomass and tar, gas-phase
combustion, the water gas shift reaction, and combustion and gasification of char [Di
Blasi, C., Chem. Eng. Sci., 55, 2931 (2000)].
The biomass pyrolysis is described by the following global reaction [Di Blasi, C., Chem.
Eng. Sci., 55, 2931 (2000); Sheth, P.N., and Babu, B., Proc. Nat. Conf. Env. Cons.
(NCEC-2006), pp. 453-458 (2006)]:
k p1
Biomass ➘ wCp1Char ➹ wGp1Gas p1 ➹ wTp1Tar
(p1)
The weight fractions of char, gases, and tar produced, as well as the composition of the
gases produced depend on the type of biomass used. For 0.5-1.0 cm wood chips, Di Blasi
et al. [Di Blasi, C., Signorelli, G., Di Russo, C., and Rea, G., Ind. Eng. Chem. Res., 38,
2216 (1999)] experimentally found wCp1 0.33 , wGp1 0.48 , and wTp1 0.19 , and a gas
composition corresponding to 3.1 wt% CH4, 15.6 wt% CO, 27.1 wt% CO2, 52.1 wt%
H2O, and 2.1 wt% H2. Tar (liquid at ambient conditions and as such also referred to as
liquids) groups the carbonaceous components of high molecular mass. Their
stoichiometric composition can be represented by CH1.522O0.0228 [Bryden, K.M., and
Ragland, K.W., Energy Fuels, 10, 269 (1996)] and their mean molecular mass is taken 95
kg/kmol [Corella, J., Aznar, M.P., Delgado, J., and Aldea, E., Ind. Eng. Chem. Res., 30,
2252 (1991)]. At the temperatures in the reactor, the tar can be considered to be gaseous.
The char produced has the same size as the biomass particles, but a lower density. The
heat required for the biomass pyrolysis can be provided by the combustion of the
pyrolysis gases and the tar, as described hereafter.
Tar can undergo so-called secondary pyrolysis, described by:
➴ Gas
k p2
Tar
p2
(p2)
The composition of the gases produced is fixed and to be determined experimentally.
Starting from wood, the gases resulting from the secondary pyrolysis were measured to
typically contain 20.0 wt% CH4, 50.0 wt% CO, and 30 wt% CO2 [Di Blasi, C., Signorelli,
G., Di Russo, C., and Rea, G., Ind. Eng. Chem. Res., 38, 2216 (1999)]. The secondary
pyrolysis is slightly exothermic.
The following gas phase reactions account for the combustion of tar, CH4, CO,
and H2 [Di Blasi, C., Chem. Eng. Sci., 55, 2931 (2000)]:
➷
➬ ➮ 0.867 O ➱ CO ➮ 0.761H O
CH ✃ 1.5 O ❐ CO ✃ 2 H O
2 CO ❮ O ❒ 2 CO
2H Ï O ❰2H O
k c1
Tar CH1.522O 0.0228
2
2
kc 2
4
2
2
kc3
2
2
kc 4
2
2
2
(c1)
(c2)
(c3)
(c4)
The combustion reactions are highly exothermic and can provide the heat required for the
primary pyrolysis.
The water gas shift reaction is also to be accounted for:
Ð
CO H 2O
Ñ CO Ð H
k wg
2
2
(wg)
Finally, the combustion of char and the gasification of char by CO2, H2, and H2O are
described by:
Ï ❰ CO
C Ó CO Ò 2 CO
C Õ 2 H Ô CH
C O2
kc5
2
k g1
2
kg2
2
4
(c5)
(g1)
(g2)
kg3
C Ö H 2O × CO Ö H 2
(g3)
The char combustion is exothermic, whereas the char gasification reactions are
endothermic.
The reaction kinetics found in the literature is summarized in Table 1. Because of
the different types of solids involved (biomass, char), all reaction rates are expressed per
m 3r . Values for the pre-exponential factors and the activation energies are given in Table
2. The combustion of hydrogen is considered infinitely fast.
A fraction of the char leaving the reactor can be recycled.
TABLE 1
REACTION RATE EQUATIONS
Reaction
Rate equation
Units
Ref.
(p1)
rp1
k p1 (a v ) B Ù sB Ø B
[kg B /m 3rs]
[1]
(p2)
rp 2
k p 2 Ú C TAR
[kmol/m3rs]
[2]
(c1)
rc1
0 .5
k c1 Û Tg C TAR
C O2
[3]
(c2)
rc 2
0 .5
k c 2 Ü Tg C CH
4 C O2
[3]
(c3)
rc3
k c3 Ý C CO C 0O.25
2 C H 2O
[3]
(c4)
rc 4
k c4 Þ C H2 C O2
[3]
(wg)
rwg
k wg à (C CO C H 2O
(c5)
~r
c5
k c5 (a v ) C á sC C O 2
[6]
(g1)
~r
g1
k g1 (a v ) C â sC C CO 2
[7]
(g2)
~r
g2
k g 2 (a v ) C ã sC C H 2
[7]
(g3)
~r
g3
k g 3 (a v ) C Ú sC C H 2O
[7]
ß C CO 2 C H 2 / K wg )
k p1
Ap11 exp(Ts / B p11 ) ä Ap12 exp(Ts / B p12 ) ;
kj
A j exp(å E j / RTs ) for j: (c5), (g1), (g2), (g3);
kj
A j exp(æ E j / RT ) for j: (p2), (c1), (c2), (c3), (c4), (wg);
εs
1å ε
[4; 5]
ε sB ä ε sC ä ε s _ Inert .
References:
[1]
Sheth, P.N., and Babu, B., Proc. Nat. Conf. Env. Cons. (NCEC-2006), pp. 453-458 (2006).
[2]
Lede, J., Ind. Eng. Chem. Res., 39, 893 (2000).
[3]
Bryden, K.M., and Ragland, K.W., Energy Fuels, 10, 269 (1996).
[4]
Biba, V., Malecha, J., Macak, J., and Klose, E., Ind. Eng. Chem. Proc. Des. Dev., 17, 92 (1978).
[5]
Yoon, H., Wei, J., and Denn, M.M., AIChE J., 24, 885 (1978).
[6]
Kashiwagi, T., and Nambu, H., Combustion Flame, 88, 345 (1992).
[7]
Groeneveld, M.J., and van Swaaij, W.P.M., Chem. Eng. Sci., 35, 307 (1980).
TABLE 2
THERMODYNAMIC AND KINETIC DATA (REFERENCES: SEE TABLE 1)
Reaction Kinetic and Thermodynamic data
Units
-10
-10
(p1)
[m/s]
, A p12 8.10156 10
Ap11 1.1183 10
[1/K ]
B p12 104.5661
Bp11 68.48684,
[J/kg biomass]
è çH p1 -418 10 3
(p2)
A p2
5.9 10 7
E p2
123.5 10 6
ê éH p 2 42 10 3
(c1)
(c2)
(c3)
(c4)
(wg)
(c5)
(g1)
(g2)
(g3)
A c1
9.2 10 6
E c1
80.235 10 6
A c2
9.2 10 6
6
E c2
80.235 10
A c3
1.3 1011
E c3
125.590 10 6
A c4
1 1011
E c 4 83.144 10
A wg 2.78
E wg
12.58 10 6
AE
0.0265
EE
32.9 10 6
A c5
5.67 10 9
E c5
160 10 6
A g1
1 10 7
E g1
218 10 6
A g2
1 10 5
E g2
218 10 6
A g3
1 10 5
E g3
218 10 6
6
Ref.
[1]
[1/s]
[J/kmol]
[J/kg TAR ]
[2]
[kmol/m 3r s]
[J/kmol]
[3]
[kmol/m 3r s]
[J/kmol]
[3]
[kmol/m 3r s]
[J/kmol]
[3]
[kmol/m 3r s]
[J/kmol]
[3]
[mol/m 3r s]
[J/kmol]
[-]
[J/kmol]
[4],
[5]
[kmol/m 3r s]
[J/kmol]
[6]
[kmol/m 3r s]
[J/kmol]
[7]
[kmol/m 3r s]
[J/kmol]
[7]
[kmol/m 3r s]
[J/kmol]
[7]
Reactor model
For the simulation of the circulating fluidized bed riser the one-dimensional plug flow
model with slip between the gas and solid phases as described in Section 13.6 can be
used.
When calculating the primary pyrolysis and the char combustion and gasification reaction
rates, the variation of the particle size (char) by the combustion and gasification reactions
is to be accounted for.
The biomass pyrolysis, reaction (p1), is relatively slow and gas-solid mass transfer
limitations can be neglected. Gas-solid mass transfer limitations encountered in the
combustion and gasification of char — reactions (c5) and (g1)-(g3) — can be accounted
for as described in Chapter 3. For rc5, for example:
rc5
(a v ) C ì sC
1
(1 / k m ) ë (1 / k c5 )
C O2
(a)
The gas-solid mass transfer coefficient, km, can be calculated according to [Gupta, A.S.,
and Thodos, G., AIChE J., 9, 751 (1963)]:
km
2.06 u g Re í0.575 Sc í 2 3
(b)
where Re is the particle diameter based Reynolds number. The particles used in the
simulations are considered small enough to allow neglecting intra-particle diffusion
limitations.
The gas-solid heat transfer can be modeled in terms of the gas-solid heat transfer
coefficient and the temperature difference between the gas and the solid phase:
Qgs
ε s av hgs Tg î Ts
(c)
The gas-solid heat transfer coefficient is modeled as [Gupta, A.S., and Thodos, G.,
AIChE J., 9, 751 (1963)]:
hgs
2.06 ρ g c p , g u g Re ï0.575 Pr ï 2 3
(d)
Data
The circulating fluidized bed riser is 12 m tall and operated adiabatically.
Consider the gasification of 650 µm biomass particles, assumed ash free. The moisture
content of the biomass fed is 10 wt% on a dry basis. The moisture evaporation is assumed
to be infinitely fast. The biomass is fed at room temperature (300 K), whereas the air fed
is preheated to 600 K. The air is considered to be composed of oxygen (21 %) and
nitrogen (79 %). Atmospheric pressure operation is considered. The air inlet velocity is
2.5 m/s. A fraction of the char leaving the reactor is adiabatically recycled.
The reactor temperature can be controlled by adjusting the feed air to dry biomass weight
ratio and the char recycle. In general, high-temperature biomass gasification allows
reducing the production of char and liquids, but faces the ash melting problem (ash
melting temperature ≈ 900 - 1100 K). Consider simulations with different inlet air to dry
biomass weight ratios, corresponding to outlet temperatures close to and well above the
ash melting temperature. (For example, for a reactor outlet temperature of 1350.5 K, the
inlet air to dry biomass weight ratio is 1.0, the char-to-biomass mass flow ratio at the
bottom of the reactor is ≈ 0.6 with 90% of the char leaving the reactor being recycled
adiabatically. For a reactor outlet temperature of 1004.5 K, the inlet air to dry biomass
weight ratio is 0.5.)
Additional data:
- diffusivity = 2.0∙10 -5 m2/s
- viscosity = 5.3∙10-5 Pa s
- conductivity = 0.17 W / m K
Solution method
Solve the set of species continuity and energy equations using a fourth-order RungeKutta routine.
Solution
Modeling the riser with a one-dimensional plug flow model with slip between the phases, the gas
phase species continuity equations can be written (with all terms in [kmol / m 3r s] ):
For N2:
ñ ò g u g C N2
0
ñz
For species i: O2, H2, H2O, CO, CO2, and CH4:
ü ý g u g Ci
üz
û w p1, G
rp1 w Gp1 ù i
ù Mi
ú
ø
öõ r
ö p2
÷
û w p 2, G M TAR
ù i
ù
Mi
ú
ø
öõóô r
ö j i ,j j
÷
with ug the interstitial gas phase velocity and j = (c1)-(c5), (g1)-(g3), (wg).
For the solid phase species, the continuity equations can be written (all terms in [kg / m 3r s] ):
For the biomass (B):
ÿ
sB
ðB us
ÿz
þ rp1
where εsB is the biomass solids volume fraction.
For the char (C):
✄ ✆ sC ☎ C u s
✄z
rp1 w Cp1 ✂ M C ✁ r j
j
with j = (c5), (g1)-(g3).
The gas phase energy equation can be written (with all terms in [J / m 3r s] ):
ò g ✡ g c p ,g u g
ñ Tg
ñz
☛ ✝✟ ✠H j ✞ r j ✟ Q gs
with j = (p2), (c1)-(c4), and (wg).
The solid phase (biomass + char) energy equation can be written:
✗
✔ ✑ Ts
✕✕ u s ✚ ✙ s, k ✘ k c p, k ✒✒
k
✖
✓ ✑z
✚ ☞✏ ✎H j ✌ r j ✍ Q gs
j
with j = (p1), (c5), and (g1)-(g3), and k: Biomass and Char.
When calculating the primary pyrolysis and the char combustion and gasification reaction rates,
the variation of the particle size (char) by the combustion and gasification reactions is to be
accounted for. Considering spherical particles, the specific external particle surface area, av, is
given by:
av
6
dp
(e)
The size of the char particles gradually reduces from d max
pC ✛ d pB and (av)C at position z can be
estimated from:
z
✜d pC (z) d pB ✢3 1 ✦ ✧0 M C ✜rc5 ✥ rg1 ✥ rg 2 ✥ rg 3 ✢dz ✣FBIn w Cp1 ✤
(f)
The required data on the standard heats of formation and specific heat capacities are given in
Table 13.5-1.
TABLE 13.5-1
SPECIFIC HEAT CAPACITY AND STANDARD HEAT OF FORMATION
0
Cp = A + B×T + C×T² + D×T³
Hf
Species
(J/kmol)
A
B
C
D
Unit
-5
N2
31150
-13.6
0.0268
-1.2∙10
J/kmol K
7
-5
CH4
-7.48∙10
19238
52.1 1.20E-02 -1.13∙10
J/kmol K
8
-5
CO
-1.11∙10
30870
-12.9
0.02789
-1.3∙10
J/kmol K
8
-5
CO2
-3.94∙10
19800
73.4 -0.05602
1.72∙10
J/kmol K
8
-6
H2O (g)
-2.42∙10
32240
1.9
0.01055
-3.6∙10
J/kmol K
-6
H2
27140
9.3 -0.01381
7.65∙10
J/kmol K
7
-5
TAR
-7.78∙10
93450
-40.7
0.0804
-3.5∙10
J/kmol K
-5
O2
28110 -0.00368
0.01746
-1.1∙10
J/kmol K
8
H2O (l)
-2.86∙10
75263
J/kmol K
Wood
1659
J/kg K
Char
989
J/kg K
The simulations being carried out in 1D, fluxes, that is, in [kg/m 2rs] , can be used for expressing
the amounts of biomass converted and products formed in a reactor of given length.
Table 13.5-2 summarizes the results of the simulation of the gasification of biomass in a CFB
riser for two different reactor outlet temperatures. Increasing the specific biomass inlet flux, that
is, decreasing the feed air to dry biomass weight ratio, proportionally increases the specific
biomass conversion rate. The latter is defined as the mass of dry biomass converted per unit
volume reactor and per unit time. The reactor temperature, however, logically decreases and, per
kg dry biomass converted, less dry gas and more char is produced, as well as a small amount of
liquids. As a result, despite the proportionally increasing specific biomass conversion rate, the
specific dry gas production is not much increased. The main difference in the dry gas composition
is a decrease in the CO and an increase in the CO2 content. The LHV of the dry gas and liquids
produced only slightly decreases, however, due to the somewhat higher CH4 and H2 content. This
shows the reason for CFB riser type biomass gasifiers to be operated at temperatures well above
the ash melting temperature. Figure 13.5-1 schematically summarizes the simulation results at a
reactor outlet temperature of 1350.5 K and Figure 13.5-2 shows the calculated axial concentration
and temperature profiles in the CFB riser for a reactor outlet temperature of 1271.6 K. The dry
gas composition predicted by the simulation model corresponds reasonably well (± 15%) with
data reported in the literature [Zwart, R., “Technical, Economic and Environmental Potential of
Cofiring of Biomass and Waste in Natural Gas Fired Turbines and Combined Cycles,” ECN-RX03-003, Mar. (2003)].
Figure 13.5-1
Schematic overview of the simulation of the gasification of biomass in a circulating fluidized bed riser.
Reactor outlet temperature of 1350.5 K.
TABLE 13.5-2
SIMULATION RESULTS
Outlet temperature [K]
1350.5
1004.5
Specific biomass conversion rate
[kg dry biomass/(m³r s)]
0.12
0.24
Biomass inlet flux [kg dry biomass/(m²r s)]
1.464
2.929
Air to dry biomass weight ratio
1.000
0.500
Dry gas
1.63
0.95
Char
0.18
0.32
Liquids
0.00
0.00
H 2O
0.29
0.32
Dry gas production [Nm³/(m²r s)]
2.16
2.39
Specific dry gas production [Nm³/(m³r s)]
0.18
0.20
N2
41.6
37.6
CH4
4.5
8.2
CO
22.3
8.5
CO2
13.0
26.1
H2
18.7
19.3
Liquids
0.0
0.2
0
0
6.4
6.1
Product selectivity
(kg/kg dry biomass converted)
Produced dry gas composition
(vol. %, dry basis)
O2
Produced dry gas LHV (incl.
liquids)
[MJ/Nm³]
4.5E-03
3.5E-03
N2
H2O
3.0E-03
CO2
2.5E-03
H2
CO
2.0E-03
CH4
1.5E-03
TAR x200
O2
1.0E-03
Concentration [kg/m³reactor]
4.0E-03
5.0E-04
0.0E+00
0
2
4
6
8
10
12
Height [m]
2500
Temperature [K]
2000
1500
Tg
Ts
1000
500
0
0
2
4
6
8
10
12
14
Height [m]
Figure 13.5-2
Calculated axial concentration and temperature profiles. Reactor outlet temperature of 1271.6 K.
CHAPTER 14
14.1 Calculate the pressure drop for a trickle bed reactor in which air and water
flow down at room temperature through a packed bed of glass beads (0.2 cm
diameter). The superficial gas and liquid velocities are resp. 5 and 0.2 cm/s. The
void fraction of the bed is 0.4. Use the correlations presented in 14.3.2 and
compare the results.
Solution
u sG = 5 cm/s = 0.05 m/s
u sL = 0.2 cm/s = 0.002 m/s
dp = 0.002 m
T = 20°C
★L = 998.2 kg/m3
★G = 1.2046 kg/m3
✩G = 1.769 10-5 kg/m s
✩L = 1.03 10-3 kg/m s
✪ = 0.4
a) Larkins: (14.3.2-1)
log
✲2
✳
✲L ✫ ✲G
0.416
2
✱ ✲ ✮
log ✯ L ✬ ✫ 0.666
✯✰ ✲ G ✬✭
✴L and ✴G are the single phase pressure drops calculated by means of the Ergun equation.
Re ✸
d PG
✷(1 ✶ ✵)
Re L ✹
0.02 ✺ 998.2 ✺ 0.002
✹ 6.461
1.30 ✻ 10 ✼3 ✺ .6
Re G ✽
0.002 ✾ 1.2046 ✾ 0.05
✽ 11.346
1.769 ✿ 10 ❀5 ✾ .6
❍P
3
❋2 ❇1❉ ❈ ❄
● 3❅
❂ Re(150 ❁ 1.75 Re)
L ❊d P ❆ ❈ ❃
1.03 2 ◗ 10 ❚6 P .6 ▼
: ❙L ❘
◆ ❑ 6.461 (150 ❏ 1.75 ■ 6.461)
998.2 ■ 0.002 3 ❖ .4 ▲
3
Liquid
❯ 467.30
kg
❯ 467.30 Pa m
m 2s 2
(1.769 ❫ 10 ❛5 ) 2 ❭ .6 ❨
❩ ❲ 11.346 (118.2 ❱ 11.346)
1.2046 ❪ 0.002 3 ❬ .4 ❳
3
: ❵G ❴
Gas
❜ 211.21 kg m 2 ❜ 211.21 Pa m
❞L
❝ 0.1724
❞G
log
log
❣2
0.416
❡
❡ 0.5979
❣ L ❢ ❣ G 0.1724 2 ❢ 0.666
❣2
❡ 10 .5979 ❡ 3.9621
❣L ❢ ❣G
♥ Pa ❦
♦ 2 ❤ 2688.35❧ ✐ ❤ .2653 atm m
♠m❥
b) Sweeney (14.3.2-2)
✈ ✇L s
t✇ q
✉ 2r
13
✈✇ s
①t Gq
✉ ✇2 r
13
♣1
②1L3 ④ ②1G3 ③ ②12 3
7.76 ⑥ 5.96 ⑤ 13.72
♥ Pa ❦
♦ 2 ❤ 2580.02 ❧ ✐ ❤ .2546 atm m
♠m❥
c) Midoux (14.3.2-3)
❸ ❹2 ⑩
❶❹ ⑧
❷ L⑨
0 .5
❸❹ ⑩
❻ 1❺ ❶ L ⑧
❷❹G ⑨
⑦ 0 .5
❸❹ ⑩
❺ 1.14❶ L ⑧
❷❹G ⑨
⑦0.27
❾ 1 ❽ 0.6723 ❽ 0.8070 ❼ 1.14
❿ 2.5923
➁2
➀ 6.67
➁L
➈ Pa ➅
➉ 2 ➂ 3116.89➆ ➃ ➂ .3076 atm m
➇m➄
14.2 Calculate the liquid hold up for the case considered in the previous problem.
Solution
Liquid hold up
Midoux (14.3.2-5)
0.40
➏➐ ➌
0.66➍➍ L ➊➊
➎ ➐G ➋
➓L ➒
0.40
➏ ➐L ➌
1 ➑ 0.66➍➍ ➊➊
➎ ➐G ➋
➔ 0.476 of the void fraction filled with liquid.
14.3 Check by means of the diagram 14.3.2-2 in which regime the reactor described
in Problem 1 operates.
Solution
Re L ↕ 6.46 ↔
➣
Re G ↕ 11.35→
Trickle flow
14.4 Design of a Packed Column for Carbon Dioxide Absorption (after Danckwerts
and Sharma [15]).
Carbon Dioxide is to be absorbed at 20 atm abs (20.3 bars) and 30°C from a gas
stream of 900 kmol/h with the following molar proportions: N2/H2/CO2: 1/3/1.33 by
means of a 2.5-molar monoethanolamine (MEA) solution
CO2 + 2R2NH → R2NCOO- + R2NH2+
The CO2 content is to be reduced to 2.10-3 percent. The content of dissolved CO2 in
the MEA will be 0.15 and 0.40 mol CO2/mol MEA at the top and bottom of the
column, respectively. A column packed with 1 1/2 in. Rashig rings will be used.
The model is that of Section 14.2.2, which assumes the gas and liquid to be in plug
flow.
Furthermore, since the reaction is very rapid, the bulk concentration of A is taken to
be zero.
The amount of CO2 to be absorbed is
900 ➛
1.33
➙ 225 kmol h
5.33
so that the liquid flow rate has to be
L➜
225
➜ 360 m 3 h
(0.40 ➝ 0.15)2.5
The choice of the column diameter is based on the gas flow rate that would give
flooding at the bottom. From Fig. 14.3.1-1 it follows that for (L F' ) ➟ L ➟ g ➞ 2.66
(with ➠g calculated from the ideal gas law) the gas flow rate leading to flooding is
obtained from
G f2 (a V ➥ 3 )(➤ L ➤ W ) 0.2
➡ 0.007
g➢ g ➢ L
Since (a V ➧ 3 ) ➦ 400 m i2 m 3r and ➩ L ➩ W ➨ 1.5 , it follows that Gf = 5400 kg/m2h.
A column diameter of 2.75 m is chosen, giving a mass flow rate of about half this
value, 2628 kg/m2h, and a liquid mass flow of 60,840 kg/m2h.
From experimental results of Danckwerts and co-workers, kL is taken to be 0.792
m/h and a'v, for the given L, 140 mi2/mr3. Henry's coefficient depends on the ionic
strength of the solution. Van Krevelen and Hoftijzer [16] related the coefficient to
that in pure water and to the ionic strength. The correction for the ionic strength is
weak in this case: from a value of 35.7 m3 atm/kmol in pure water, H for the MEA
solution is increased to 40. DB, the diffusivity of MEA in a 2.5-M solution at 30°C
was estimated by Danckwerts and Sharma to be 2.77×10-6 m2/h and that of CO2, DA
to be 5.04×10-6 m2/h.
The rate coefficient of the reaction at 30°C is 36.7×106 m3/kmol h.
It is safe to check at this point whether the back pressure of CO2 above the liquid is
negligible. This requires data on the stoichiometric equilibrium constant (kmol/m3)
of the reaction:
➫R 2 NH➭2 ➫CO 2 ➭
KC ➳
➯
R 2 NCOO ➲ R 2 NH 2
Provided the concentration of free CO2 is less than that of free amine, the
concentration of free MEA is CBO(1-2➵) and that of R2NCOO- and of R2NH2+ is
CBO➵, where ➵ is the number of moles of CO2 absorbed per mole of total amine and
CBO is the initial concentration of MEA. The equilibrium concentration of CO2 is
then given by
C CO 2 ➻ K C
➸2
(1 ➺ 2➸ ) 2
Danckwerts and Sharma selected a value of 9.0 × 10-6 kmol/m3 for KC. At the top of
the column, where ➵ = 0.15, the equilibrium concentration of CO2 is 4.1×10-7
kmol/m3. The corresponding back pressure is found, using Henry's law, to be 1.6 ×
10-5 atm while the partial pressure of CO2 at the top of the column is 2.10-5×20 =
40.10-5 atm; therefore, the back pressure is negligible. The same conclusion would
be arrived at for the conditions at the bottom of the column.
The kGa'v value was taken from a correlation mentioned in Norman [17] for air in
ammonia at 20°C and 1 atm total pressure.
k G a'v ➷ c
G
➴
➘LL ➾
➚
➼
➪ ➹ ➽
0.72 ➶
0.38
When kGa'v is expressed in kmol/m3h atm and G and ➬LL/➮ in kg/m2h, the constant
c has the value 0.03975. With S.I. units (bar and s, instead of atm and h) c =
0.09015. This correlation can be used provided it is corrected for the total pressure
and adapted to the system CO2-MEA by accounting for the Schmidt numbers.
These contain the viscosities of mixtures N2, H2, CO2, and the diffusivity of CO2 in
such mixtures, and the corresponding values for the air-ammonia mixtures. Using
the correlations developed in Reid and Sherwood [18] the Schmidt number for the
gas mixture is calculated to be 0.80 and that for the air-ammonia mixture 0.65. Now
kGa'v is calculated as follows, for an average G of 1758 kg/m2h and an average
2
➬LL/➮ of 60543 kg/m h:
k G a ' v Ï 0.03975(1758)
Ð
24.65
0.72
kmol
m 3 h atm
(60543)
Ð
0.65 ❐
❒
➱
❮ 0.80 ✃
0.38 ❰
23
❰ 1 ❐
❒
➱
❮ 20 ✃
0.00685 kmol m 3 s bar
The rate of the global phenomenon can be written as
NA
Ñ
k G p t ( y AG
Ò
y AGi ) Ñ FA k L C Ai
Setting up a continuity equation for B in a differential volume element of the
column, assuming plug flow for both phases, leads to
LdC B
Ô
2 N A a ' v Ódz
which becomes, after integration
C B ×1.75 M
dC B
NA
C B × 0 .5 M
with N A
Ø
Ö
2a ' v Õ Z
L
FA k L C Ai .
The integral has to be calculated numerically. This requires a relation between N A
and CB. The latter is obtained as follows. To find NA at any point in the column, set
pAi = ptyAGi = pA as a first approximation. Calculate CAi from CAi = pAi/H and the
free amine concentration CB from a material balance. Then the groups
(a/b)(CB/CAi)(DB/DA) (with a = 1 and b = 2) and Ú Ù kD AL k L are computed.
Entering these values into the enhancement factor diagram yields F A = NA/kLCAi
and therefore NA. Knowing NA the assumed value of pAi may be checked from
NA/kGpt = yAG – yAGi. If there is no agreement, iteration is necessary until two
successive values of pAi coincide. For example, the detailed calculations are given
for a position in the column where pA = 4.0 atm (i.e., where yAG = 0.20). The flow
rate of inerts = 900 × (1+3)/(1+3+1.33) = 675 kmol/h. At the top the CO2 flow rate
is (675 × 2.10–5)/(1–2.10–5) = 13.5 × 10-3 kmol/h. The amount of CO2 absorbed
above the selected position is 169.2 kmol/h. A balance on the top yields the
concentration of free amine at the chosen position, CB.
CB Û
kmol
360 Ü 2.51(1 Ý 0.30) Ý 2 Ü 169
Û 0.81 3
360
m
To calculate the value of kGa'v at the position, the mass flow rate of gas has to be
calculated:
28 à 6
675 ß
à 169.2 ß 44
kg
4
Þ 2232 2
3.14
m h
ß (2.75) 2
4
The value of kGa'v becomes
è 2232 å
k G a'v á æ
ã
ç 1758 ä
0.72
â 24.65 á 29.27
kmol
á 0.00813 kmol m 3s bar
m 3 h atm
Since pAi is taken to equal pA the concentration at the interface is found to be
C Ai é
4
é 0.1 kmol m 3
40
Now ê can be calculated:
íë
k' C B D A
kL
ë
3.67 ì 10 6 ì 0.81 ì 5.04 ì 10 î6
ë 15.4
0.792
Such a high value of ê justifies setting the concentration of CO2 in the bulk liquid
equal to zero.
The parameter curves in the Van Krevelen and Hoftijzer diagram were originally,
according to the film theory, (a/b)(DB/DA) (CB/CAi). To account for the results of
the penetration theory, indicating that the mass transfer coefficients are proportional
to the square roots of the diffusivities, Danckwerts and co-workers have used
(a / b)(C B / C Ai ) D B / D A as the parameter group in the Van Krevelen and
Hoftijzer diagram. The value of the latter group amounts to
CB
DB
0.81 2.77 ñ 10 ó6
ò
ï
ï 3 .0
2C Ai
D A 2 ñ 0.1 5.04 ñ 10 -6
From Chapter 6 (Figure) the enhancement factor is found to be 3.5. Using the
original parameter group, the value of which would be 2.2, FA would amount to 3.0.
Finally, NA can be calculated from
N A a'v ô
p Ab
1
H
ö
k G a ' v FA k L a ' v
ô
4 .0
1
40
ö
29.27 3.5 õ 0.729 õ 140
ô 29.2
kmol
m 3r h
With this value pAi is found to be 3.0 atm instead of 4.0 as assumed. A second cycle
of calculations is necessary, leading to NAa'v = 33.22 kmol/mr3h and a third to NAa'v
= 33.98 kmol/mr3h. Further iterations are unnecessary, so that the calculations can
proceed to the next increment in pA. The height of the column is found to be 4.60
m. Note that, as the top of the column is approached, the CO2 content becomes so
low that CB varies little and pseudo-first-order behavior is achieved. In that part of
the column the calculations could be based on Chapter 6, with CA = 0, of course.
14.5 Design Aspects of a Packed Column for the Absorption of Ammonia in Sulfuric
Acid (after Ramm [14]).
This example features the calculational aspects encountered with instantaneous
second order reactions. The inlet partial pressure of ammonia in the gas entering the
absorber at essentially atmospheric pressure is 0.05 atm (0.051 bar) the exit partial
pressure is to be 0.01 atm (0.0101 bar). The total gas flow rate is 45 kmol/h. The
liquid phase enters the column at the top and flows countercurrently with the gas at
a rate of 9 m3/h. The inlet concentration of sulfuric acid is 0.6 kmol/m3. Consider
the operation to be isothermal at 25°C. Determine the exit concentration of the
sulfuric acid and the required interfacial area.
The irreversible equation
2NH3 + H2SO4 → (NH4)2SO4
A
B
corresponds to the situation discussed in Chapter 6, whereby the reaction occurs in
a plane in the liquid film or coincides with the interface. Depending on the case, the
equation for NA is given by (6.3.c-3) or (6.3.c-8) and it first has to be checked
which one should be used.
Let kG = 0.3 kmol/m2h atm = 9.6×10-5 kmol/m2s bar, kL = 0.005 m/h and the Henry
coefficient 0.0133 kmol/m3 = 0.0131 kmol/m3bar. Whether (6.3.c-3) or (6.3.c-8) are
applicable depends on C'B = bDANA/aDBkL or, since NA = kGpA, when the reaction
plane coincides with the interface C'B = (bDAkG/aDBkL)pA. Suppose, as a first
approximation, DA = DB, then
C' B ÷
0.35
p A ÷ 35p A
2 ø 0.005
At the bottom of the column, where pA = 0.05 atm
C' B ù 35 ú 0.05 ù 1.75 kmol m 3
and at the top, where pA = 0.01 atm
C' B ù 35 ú 0.01 ù 0.35 kmol m 3
which is lower than CB = 0.6 kmol/m3. The CB at the bottom can be calculated from
an overall balance:
Fû(p A ) in ý (p A ) out ü
0.05 ý 0.01
þ Lû(C B ) in ý (C B ) out ü þ 45 ÿ
þ 9û0.6 ý (C B ) out ü
2
2p t
so that CB = 0.5 kmol/m3, which is lower than C'B = 1.75 kmol/m3.
Consequently, the column has to be calculated in two parts: the top part in which
CB>C'B so that (6.3.c-8) has to be applied and the bottom part in which CB<C'B and
in which (6.3.c-3) is valid. The location of the dividing line may also be obtained by
means of a material balance, on the bottom part, for example:
F
(p A ) in ð p A a
✁ L(C' B ðC B ) ✁ 45(0.05 - p A ) ✁ 2
pt
b
9
(35p A ð 0.5)
from which pA = 0.0166 atm = 0.0168 bar and the corresponding C'B = 35pA = 0.58
kmol/m3.
Calculation of the Bottom Part
In this part
✟
C B ✂ C' B and N A ✡ K G ✝✝ p A ✠
✞
a DA CB ✆
✄
b D B H ✄☎
1
1
H
1
0.0133
1
☛
☞
☛
☞
☛
K G k G k L 0.35 0.005 0.18
so that
K G ÷ 0.180
kmol
÷ 4.94 ø 10 ✌5 kmol m 2 s bar
2
m h atm
The continuity equation for A in a differential element is written as
✎F
where O is the total interfacial area.
dp A
✍ N A dO
pt
After substitution of NA and integration:
✒
0.0166
0.05
pK
dp A
✏ t GO
a DA CB
F
pA ✑
b DB H
To perform the integration CB has to be related to pA by means of a material balance
on the bottom part. This leads to
✒
0.0166
0.05
K
dp A
✏ pt G O
✓F
F
✙ ✓ F✖
(p A ) in ✑ (C B ) out
✗1 ✒
✔p A ✑
2L
✘ 2 L✕
where ✚ = (a/b)(DA/HDB). The equation is easily integrated and yields O = 180 m2.
Calculation of the Top Part
In this part CB>C'B and NA = kGpA so that
✜
0.01
k
dp A
✛ pt G O
F
pA
0.0166
from which O = 65 m2. The total required interfacial area is 245 m2. The total
volume of the column follows from V = 0/a'v where a'v would be calculated from
the correlation by Onda at al. (14.3.1-2).