PIPING/MECHANICAL
HANDBOOK
BECHTEL CONSTRUCTION OPERATIONS
INCORPORATED
https://boilersinfo.com
Second Edition.
Bechtel Corporation 1997. All rights reserved.
Contains confidential information proprietary to Bechtel
not to be disclosed to third parties without Bechtel's prior
written permission.
Printed in the United States of America.
https://boilersinfo.com
Forward
This handbook is not under controlled distribution. Rather, it is intended for use as a training text
in conjunction with detailed training provided by subject matter experts. The handbook has been
developed to assist in the training and development of Bechtel Piping and Mechanical Field
Engineers and Superintendents and is part of Bechtel's overall technical training program. The
handbook is also intended to provide useful guidelines, information, and data to assist field
personnel in making day-to-day decisions. All reference materials included in this handbook are
for illustration purposes only and shall not be used for actual work execution.
The handbook is not intended to replace codes, standards, procedures, or engineering
specifications. The handbook does, however, provide a ready reference guide that may be used
in conjunction with the project requirements.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
https://boilersinfo.com
FRWD-1
Table of Contents
Piping/Mechanical Handbook
TABLE OF CONTENTS
SECTION 1
CORPORATE PIPING/MECHANICAL PROCEDURES
SECTION 2
SAFETY
SECTION 3
DUTIES AND RESPONSIBILITIES
SECTION 4
PIPING/MECHANICAL DESIGN DRAWINGS
SECTION 5
PIPE SIZES AND MATERIALS
SECTION 6
PIPE JOINTS AND BENDING
SECTION 7
VALVES
SECTION 8
STRAINERS AND TRAPS
SECTION 9
FIELD PIPING GUIDELINES
SECTION 10
UNDERGROUND AND EMBEDDED PIPING SYSTEMS
SECTION 11
INSULATION AND HEAT TRACING
SECTION 12
HANGERS AND SUPPORTS
SECTION 13
CLEANING AND FLUSHING METHODS
SECTION 14
LEAK TESTING
SECTION 15
MECHANICAL EQUIPMENT
SECTION 16
PUMPS
SECTION 17
AIR COMPRESSOR SYSTEMS
SECTION 18
HEAT EXCHANGERS
SECTION 19
HVAC SYSTEMS
SECTION 20
CHILLER SYSTEMS
SECTION 21
FANS AND BLOWERS
SECTION 22
CONVEYOR SYSTEMS
SECTION 23
CRUSHERS AND PULVERIZERS
SECTION 24
BEARINGS AND LUBRICATION
SECTION 25
GLOSSARY
SECTION 26
REFERENCES
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
https://boilersinfo.com
TOC-1
Section 1
Corporate Piping/Mechanical Procedures
General
Piping and Mechanical components form the heart of almost all industrial construction projects.
Whether the project is for a Mining and Metals, Petroleum, Chemical, Power, or Defense
application, the mechanical system requirements have many common features.
Due to the diversity of markets that Bechtel serves, however, it is not possible to develop a single
corporate procedure applicable to the installation of piping and mechanical systems for all Bechtel
projects. As a result, Bechtel corporate procedures require that each construction project develop
specific installation procedures or guidelines that are appropriate for the project. These
procedures must address specific customer requirements and local regulations. The project must
also provide:
•
•
•
•
Craft training
Periodic inspection of tools and equipment
Preplanning of work operations
Monitoring and inspection of completed work
To assist construction projects in the development of project specific procedures, Generic
Construction Project Procedures have been developed. These procedures provide a starting
point for the development of the project procedures and normally are based on procedures
developed at other construction projects.
The following corporate instruction requirements are applicable:
SITE MANAGERS MANUAL
Site Managers Manual Instruction S4.4, Field Engineering, defines the general responsibilities of
the Field Engineering as part of the project construction team. Instruction S4.5, Quality Control
Program, defines the project requirements to develop and implement a construction quality
control program on the project.
FIELD ENGINEERING MANUAL
The Field Engineering Manual contains several instructions that are applicable to Piping and
Mechanical work on projects. These include:
Instruction F2.4, Project Procedure Development, provides requirements for the development of
project specific procedures
Instruction F3.1, Project Quality Control Plan, provides requirements for the development of a
project specific quality control plan.
Instruction F3.2, Project Constructability Program, provides requirements for implementing a
constructability program on the project.
Instruction F4.3, Construction Rigging Plans, establishes specific requirements for the preparation
of rigging plans for Bechtel construction sites.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
https://boilersinfo.com
1-1
Section 1
Corporate Piping/Mechanical Procedures
Instruction F4.5, Welding Control, provides requirements for developing and implementing
welding controls on the project.
Instruction F4.6, Standard Engineering Deliverables, summarizes agreements between the
Bechtel corporate Construction and Engineering Committees on standard engineering design
deliverables that will be provided for each project.
Instruction F5.1, Quantity Reporting, summaries requirements for developing a project quantity
reporting plan.
GENERIC CONSTRUCTION PROJECT PROCEDURES
The following generic procedures related to the control of Piping and Mechanical work activities
are typical of the types of Generic Construction Project Procedures that are available:
03501-1, Underground Piping Installation
03502-1, Above Ground Piping Installation
03502-2, Field Fabrication of Pipe Spools
03505-1, Pressure Testing of Piping
03507-1, Insulation Installation
03602-1, Rotating Equipment
03603-1, Column, Vessel, Tank, and Exchanger Installation
03606-1, Boilers and Fired Heaters
Additional generic procedures related to Piping and Mechanical work operations are available on
the On-Line Reference Library.
CONSTRUCTION QUALITY MANUAL
Instruction Q3.5, Quality Verification, describes the corporate requirements for the implementation
of a independent inspection program on construction projects.
SAFETY PROCEDURES
Corporate safety procedures and requirements are addressed in Section 2 of this handbook.
1-2
Piping/Mechanical Handbook
https://boilersinfo.com
1996:Rev.2
Section 2
Safety
GENERAL
Bechtel is committed to a ZERO INJURY safety philosophy in all of its construction work activities.
The installation of piping components and mechanical equipment can result in serious accidents
and injuries if not properly planned and executed. As a consequence performing piping and
mechanical installation work safely is one of the principle features of Bechtel's overall safety
program.
OCCUPATIONAL SAFETY AND HEALTH ADMINISTRATION (OSHA) SAFETY REGULATIONS
Requirements for safe construction rigging work practices in the United States are defined in the
Code of Federal Regulations Title 29 Part 1926, Safety and Health Regulations for Construction.
This document is organized into various "subparts" that each address a particular aspect of
construction work operations. The subparts applicable to piping and mechanical work operations
are discussed below:
Subpart D - Occupational Health and Environmental Controls
This subpart establishes requirements for noise, ventilation, illumination, and hazardous materials
controls. Since many piping and mechanical work activities involve performing the work in tight
quarters with high noise levels, a clear understanding of the provisions of this subpart is
important.
A hardhat, safety glasses, and hearing protection (e.g. ear plugs) should always be worn in
the work area.
Subpart E - Personal Protective and Life Saving Equipment
This subpart establishes minimum requirements for the use of fall protection devices including
safety belts, lifelines, lanyards, and safety nets. The execution of piping and mechanical work
operations often requires individuals to work in elevated locations subject to falls and the
requirements of this subpart are designed to prevent serious injuries that could result from a fall.
Subpart G - Signs, Signals, and Barricades
This subpart establishes minimum requirements for signaling and controlling traffic flows. Since
piping and mechanical work operations often involve rigging and the movement of equipment and
materials on roadways, the requirements of this subpart define the minimum signaling and
barricading requirements required.
Subpart H - Materials Handling, Storage, Use, and Disposal
This subpart provides minimum requirements for the use of material handling equipment including
rope, slings, chains, shackles, and hooks. The requirements of this subpart are very specific and
it is important that material handling capacities are clearly understood.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
https://boilersinfo.com
2-1
Section 2
Safety
Subpart I - Tools - Hand and Power
This subpart defines requirements for the handling and use of hand tools, power operated tools,
abrasive wheels and tools, and jacks. All of these devices are used extensively in piping and
mechanical work activities and requirements of the subsection must be understood.
Subpart J - Welding and Cutting
Since almost all piping and mechanical work operations involve welding and cutting operations,
the requirements of this subpart are directly applicable to all work activities. Particular emphasis
should be placed on the requirements for fire prevention.
Subpart K - Electrical
This provisions for electrical lockout in this subpart are important for work that is performed in the
vicinity of energized electrical systems.
Subpart N - Cranes, Derricks, Hoists, Elevators, and Conveyors
This subpart provides specific requirements for the control of heavy lift rigging equipment at the
construction site. The subpart addresses requirements for rigging hand signals, rigging equipment
and hardware inspections, posting of crane load charts, and rigging work execution.
Subpart T - Demolition
This subpart defines safety regulations for the demolition of buildings and materials. Since many
retrofit work operations involve demolition activities, these regulations would be directly
applicable.
ROLE OF THE FIELD ENGINEER IN SAFETY
The Piping or Mechanical Field Engineer is a direct contributor to the safety of the work
operations at the construction site. Since all safe work operations must begin with preplanning,
the Field Engineer makes a direct contribution to safety by reviewing the planned work with safety
in mind. The Field Engineer is typically responsible to develop a detailed work package for work
planned by the Superintendent, verify the required materials are available and obtain the required
permits to perform the work. The following specific types of questions might be asked by the
Field Engineer to ensure the work can be done safely:
•
•
•
•
•
2-2
How will the materials get to the work location? Can preassembly be done to avoid
performing work in tight or cramped quarters?
Does the work require the use of hazardous materials? Are MSDS sheets available at the site
for all materials that are required to be used?
Have all the required permits (e.g. confined space entry permits) been obtained to allow the
work to be performed? Are there any special requirements that supervision or the craft need
to be aware of prior to starting the work?
Have all special equipment tagging requirements been satisfied?
Are all the required materials available on the site? Have the materials been inspected for
damage or flaws that might cause injury during installation?
Piping/Mechanical Handbook
https://boilersinfo.com
1996:Rev.2
Safety
•
•
•
•
•
Section 2
Has a thorough review for potential underground obstructions such as existing utilities,
energized electrical cables and process lines been performed prior to authorizing the work to
proceed?
Is the proposed work site free of potential fire hazards? Is the housekeeping adequate?
Are trenches or excavations adequately sloped or shored? Is a special shoring design
required due to the depth or location of the excavation or trench?
Have required rigging plans been prepared and approved? Have the requirements of the
approved rigging plan been reviewed with the craft who will perform the work?
Is the scaffolding required to perform the work properly erected? Is a special scaffold design
required to access the work location?
1996:Rev.2
Piping/Mechanical Handbook
https://boilersinfo.com
2-3
Section 3
Duties and Responsibilities
GENERAL
Exact duties and responsibilities of the Piping or Mechanical Field Engineer vary from project to
project depending on the scope of the work and the specific contractual requirements. A generic
position description for a Mechanical Field Engineer is shown in Attachment 3-1. A generic
position description for a Piping Field Engineer is shown in Attachment 3-2.
QUALITY
Ensuring the quality of the work done on a project is one of the major goals and objectives of the
Field Engineer. This goal is more than making sure that the craft are using the latest drawing
revision or that a system has been installed to project specifications. It must include monitoring
how the client perceives the progress toward project completion.
To keep job quality at the highest level possible and maintain a positive client perception of the
work that has been completed, the Field Engineer must ensure that:
•
•
•
•
•
•
•
•
Project specifications and standards are met
Work discrepancies are quickly identified and corrected
Quality standards are maintained - do not compromise
Teamwork within the organization is developed and maintained
Materials are properly controlled
Constructability reviews are performed before work is released for construction
Construction safety is considered in all work released to the craft for work
Project quantities are properly reported and forecast
MATERIAL CONTROL
Field Engineering material control duties will vary from project to project. A sample of material
control duties may include:
•
•
•
•
•
Preparing Field Material Requisitions (FMR)
Preparing Material Receipt Instructions (MRI)
Performing receiving inspection of material delivered to the construction site
Verifying that the proper paperwork has been received from the vendor with each order
Designating proper material storage levels
When preparing requisitions and ordering material the Field Engineer must provide a complete
material description of each item needed. For example, when specifying 2 1/2 inch diameter A106
grade B seamless carbon steel pipe, schedule 40, a key word in the material specification could
be seamless. If the word seamless did not appear in the material requisition, the wrong material
could be delivered to the site.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
https://boilersinfo.com
3-1
Section 3
Duties and Responsibilities
Suppliers and the Field Procurement buyer may not be aware of all project specifications and the
job could incur additional costs and schedule delays from restocking or replacing incorrect
material. Material stock codes which completely define particular materials should be used
whenever possible to ensure the right material is purchased, received, and released for
installation.
Field material storage is normally handled by the Field Procurement group. The Field Engineer,
however, should have a working knowledge of required storage levels including requirements for
nitrogen blankets, and lay-up and should periodically check material laydown and warehouse
areas for proper storage. The Field Engineer should also ensure that any required maintenance
is performed on equipment while in storage.
CONSTRUCTABILITY
Constructability, as defined by the Construction Industry Institute (CII), is "the optimum use of
construction knowledge and experience in planning, design, procurement, and field operations to
achieve overall project objectives.”
Constructability is an ongoing process of integrating construction knowledge and experience into
conceptual design, procurement, detailed engineering, and field construction operations which
provides the opportunity to reduce project costs and improve project schedules.
The ability to influence project costs and to incorporate construction experience and methods into
a project plan and design is greatest during the very earliest stages of a project. Therefore, the
greatest benefit of the constructability process will be derived with the earliest establishment and
implementation of a constructability plan on a project.
Bechtel's Constructability Program provides construction input to the design process by taking
ideas and lessons learned on projects and applying them to present and future projects within the
company. The Constructability Handbook describes the Bechtel Constructability Program in more
detail. The Field Engineer plays an important role in the successful implementation of the
Bechtel's Constructability Program.
Bechtel’s corporate Lessons Learned and Best Practices are compiled and are available through
several ways:
•
•
•
•
3-2
On-Line Reference Library (OLRL) contains lessons learned and best practices sections
which can be accessed by computer link to a regional office. This information is listed by
general subject title and can be retrieved at the construction site.
Periodic construction newsletters and bulletins which provide information from other projects
and corporate initiatives.
Periodic project meetings to review site progress and project lessons learned.
The final Project Historical Report for completed projects which compile significant lessons
learned on the project.
Piping/Mechanical Handbook
https://boilersinfo.com
1996:Rev.2
Duties and Responsibilities
Section 3
The Field Engineer participates in the Constructability Program in several ways:
•
•
•
Review project designs for constructability and suggest enhancements to improve the
construction process on the project.
Since the construction craft build what the engineer visualizes, solicit constructability ideas
from the craft and craft supervision to take advantage of their knowledge of what can and
cannot be built.
Contribute to the corporate Lessons Learned Program to ensure that project field experience
is captured for use by future projects.
LESSONS LEARNED
The Field Engineer can make an important contribution to the organization by sharing
experiences and knowledge with the rest of the company. Proposed Lessons Learned are
typically recorded on a form similar to that shown in Attachment 3-3 and are submitted to site
management for review and approval. Approved lessons are entered into the corporate On-Line
Reference Library (OLRL).
Project Lessons Learned should be identified and submitted at all stages of the project and must
not be used as a dumping ground for identifying problems. Do not submit a problem statement or
existing condition without offering a suggested solution or opportunity for improvement.
SAFETY
New personnel on the site are typically given a general safety orientation covering the following:
•
•
•
Specific job requirements
Potential hazards
General refresher of safety practices expected from each worker
The Field Engineer plays a very important role in the administration of the safety program at the
construction site. Some typical responsibilities include:
•
•
•
•
•
•
•
Ensure that work is preplanned with safety in mind
Monitor work areas for safety and housekeeping
Maintain personal safety and set the example
Develop appropriate safety permits, clearances, and tagging requirements
Monitor subcontractor work for safe practices
Ensure Material Safety Data Sheets are available for the materials in use at the site
Ensure field design activities take worker safety into consideration
1996:Rev.2
Piping/Mechanical Handbook
https://boilersinfo.com
3-3
Section 3
Duties and Responsibilities
COST AND SCHEDULE
Project Cost Performance
Work performance at the job is tracked using the Jobhour Reporting System. A weekly cost
report showing cost codes by each discipline is standard. The cost codes are tracked and
evaluated to indicate how individual commodities are performing. An example is cost code P-11
that follows 2-inch diameter and smaller carbon steel pipe. Pipefitters, Teamsters, and Operating
Engineers all charge to this cost code.
Parallel to the labor charges, the Field Engineer prepares a periodic report showing accepted
quantities completed for the same time frame. The cost department then uses the quantities
reported to calculate earned job-hours which is the product of the installed quantities and the
budget unit rate. The budget unit rate is the number of job-hours the project has been given to
install a unit length of pipe (usually a foot or a meter).
The actual job-hours charged are then divided by earned job-hours to calculate a cost code
performance factor (PF). A PF of 1.0 or less indicates that materials are being installed at less
than the budget for the project and is favorable. A PF greater than 1.0 indicates that budgets are
being exceeded. In summary,
EARNED JOB-HOURS = (BUDGET UNIT RATE) X (QTY INSTALLED)
PERFORMANCE FACTOR = (ACTUAL JOB-HOURS) / (EARNED JOB-HOURS)
Project Schedules
The project plan or schedule is made up of several smaller plans. They include a 90/180 day
plan, near term schedules (1 to 4 weeks), and daily work schedules. The 90/180 day schedule is
based on a code account structure. Each activity will show the quantities to be installed and the
manpower to be utilized for each period. Manpower will be summarized at the bottom and broken
down by craft. A summary of all 90/180 day schedules will yield total project manpower
requirements by craft.
The near term schedule describes in detail all the resources required and quantities of work to be
accomplished to achieve interim milestone dates. This level schedule is what the Field Engineer
normally will use to plan material, work packages, and testing that will be required on the project.
The schedule provides the definition of what will be needed on the project in the coming weeks.
The basic guidance for project scheduling is to plan your work and work your plan.
FIELD CRAFT SUPPORT/COMMUNICATION
It is important that the Field Engineer develop the habit of checking with craft supervision each
morning on what is being worked in assigned areas or on assigned systems. This will help plan
daily work activities and allows for review of completed work for quality and progress reporting.
One aspect of field support is to discuss with the craft the work ongoing. This develops good
open communication and there will not be any "we vs. they" attitudes. Problems or questions
should be reviewed early to prevent major reworks or confusion on how something was
completed.
3-4
Piping/Mechanical Handbook
https://boilersinfo.com
1996:Rev.2
Another part of craft support is problem resolution. This may involve discussions with the
supervisor, Project Field Engineer, or Design Engineer to resolve and correct the condition. It
may also require the generation of nonconformance reports, discrepancy reports, field change
requests, or field change notices to document the resolution of the problem.
TYPICAL JOB ACTIVITY FLOW
Early Project Phase
•
•
•
•
•
•
•
•
•
•
Review engineering drawings
Meet client representatives
Review quantity tracking requirements
Order field material
Help in temporary site services layout and design
Do underground piping
Scope hydrostatic tests and system turnovers
Order testing equipment
Review schedules taking material and scoping needs into consideration and discuss any
concerns with supervision
Work with supervision and project controls on erection sequences of large equipment and
assist in developing rigging plans.
Peak Construction Project Phase
•
•
•
•
•
•
•
•
•
Receive and track material
Provide field support to superintendents and craft
Review completed installations for correctness against drawings
Punchlist any discrepancies in completed work
Start hydrostatic testing and releasing for insulation
Set equipment as it arrives
Lubricate stored material as needed and maintain lubrication records
Maintain client interface
Continue quantity reporting
Project Completion Phase
•
•
•
•
•
•
Develop punchlists and complete physical work
Tie-in equipment
Complete hydrostatic, flushing, and start-up testing
Complete valve packing and flange torque checks
Complete as-builts
Turnover systems to client
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
https://boilersinfo.com
3-5
Section 3
•
3-6
Duties and Responsibilities
Surplus extra material
Piping/Mechanical Handbook
https://boilersinfo.com
1996:Rev.2
Duties and Responsibilities
Section 3
SAMPLE MECHANICAL FIELD ENGINEER POSITION DESCRIPTION
ATTACHMENT 3-1
POSITION:
MECHANICAL FIELD ENGINEER
The Mechanical Field Engineer is responsible to the Project Field Engineer for adherence to
specifications for all equipment installation work.
DUTIES AND RESPONSIBILITIES:
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Provides technical assistance to the Mechanical or Equipment Superintendent, Area
Superintendent and Area Engineer and keeps them informed on matters relating to quality
control.
Establishes with the client personnel, parameters on testing, installation and turnover of
systems and major equipment.
Determines area priorities for equipment installation through consultation with Area
Supervision.
Establishes communications with Design to resolve field problems.
Reviews the project schedule and working with the Mechanical or Equipment Superintendent
and Area Engineer, develops the 90/180 day schedules as required.
Performs inspection of all equipment installation work in progress on a continuing basis.
Witnesses tests and completes final equipment checks and tests prior to client turnover.
Assists the Mechanical Superintendent and Area Engineers in solving equipment problems.
Implements inspections of equipment installations.
Executes field takeoffs from design drawings and provides input to the quantity tracking
system.
Reports weekly installed quantities to the Cost Engineer.
Writes material requisitions for all equipment testing equipment, spare parts, gaskets, and
lubricants required for the job.
Maintains an open dialogue with site and factory vendor representatives to assess
requirements and needs for having vendor representatives at the site.
NOTE: Having vendor representatives at the site is normally required during the startup of
large and/or complex product moving systems such as pumps, compressors, turbines,
conveyors, boiler systems, and moving/feeding systems.
Assists Area Engineers on equipment related problems to obtain vendor information,
substitutions and other design related problems.
Assists the Field Procurement Supervisor in the inspection and receipt of piping materials and
in the setting up of site controls for storage, protection, and maintenance of permanent plant
equipment and associated materials.
Maintains as-built information for equipment installations.
Determines the scope of any equipment installations not shown on the design drawings, such
as seal water piping.
1996:Rev.2
Piping/Mechanical Handbook
3-7
Section 3
•
•
•
•
•
•
•
•
•
3-8
Duties and Responsibilities
Establishes with the design office, those permanent materials and construction materials to be
ordered by the field, establishes cut off dates for Regional Office material requisitioning and
issues field material requisitions as required.
Assists the Superintendent in establishing equipment delivery priority.
Monitors off-site equipment fabrication through expediting to coordinate the proper priority
flow of equipment to the site. Also maintains updated delivery schedules from the fabricator.
Determines the amount of equipment erection to be done in the field. Designs the field
fabrication and assembly facilities for field pre-assembly work with a complete building layout
and material list. Coordinates efforts with craft supervision to determine the amount of
prefabrication work is to be performed and how much will be fabricated at the site prior to field
erection.
Monitors code-designed systems to coordinate flow of information to welding and material
control to properly control code documentation.
Prepares necessary documentation for installation and/or repair of code-stamped equipment.
Implements regular maintenance schedule for equipment in field storage and installed
equipment prior to turnover to the client.
Maintains maintenance records as required for turnover to the client.
Develops labor saving methods of equipment installation such as prefabrication of assemblies
or off-site pre-assembly.
Piping/Mechanical Handbook
1996:Rev.2
Duties and Responsibilities
Section 3
SAMPLE PIPING FIELD ENGINEER POSITION DESCRIPTION
ATTACHMENT 3-2
POSITION:
PIPING FIELD ENGINEER
The Piping Field Engineer is responsible to the Project Field Engineer for adherence to
specifications for all piping installation work.
DUTIES AND RESPONSIBILITIES:
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Provides technical assistance to the Piping Superintendent, Area Superintendent and Area
Engineer and keeps them informed on matters relating to quality control.
Establishes with the client personnel, parameters on testing, installation and turnover of
systems.
Determines area priorities for piping installation through consultation with Area Supervision.
Establishes communications with the Piping Design Group to resolve design problems.
Reviews the project schedule and working with the Piping Superintendent and Area Engineer,
reviews the 90/180 day schedules as required.
Performs inspection of all piping work in progress on a continuing basis. Witnesses tests and
completes final P&ID checks prior to turnover to the Client.
Assists the Piping Superintendent and Area Engineers in solving piping problems.
Issues job wide inspection criteria that may be over and above the normal piping inspection.
Executes field takeoffs from design drawings and provides input to the project quantity
tracking system.
Reports weekly installed quantities to the Cost Engineer.
Assists Superintendent in establishing pipe spool, pipe support, and valve delivery priority.
Writes material requisitions for all pipe testing equipment, test blinds, gaskets, etc. required
for the job.
Assists Area Engineers on piping related problems to obtain vendor information, substitutions,
and other design related piping problems.
Assists the Field Procurement Supervisor in the inspection and receipt of piping materials and
in the setting up of project controls for storage and protection of piping materials.
Maintains record prints with as-built information for all piping systems when required.
Underground systems must be as-built prior to backfill.
Determines the scope of any piping areas not shown on the normal piping drawings, such as
steam tracing, package unit interconnection piping, and lubrication systems on equipment.
Establishes with the design office, those permanent materials and construction materials to be
ordered by the field, establishes cut off dates for Regional Office material requisitioning and
issues field material requisitions as required.
Analyzes the need for field shop spooling and assists supervision in determining the amount
of piping to be shop fabricated.
1996:Rev.2
Piping/Mechanical Handbook
3-9
Section 3
•
•
•
•
•
•
Duties and Responsibilities
Monitors the off-site spool fabrication to coordinate the proper priority flow of spools to the
site. Also maintains updated delivery schedules from the fabricator through the expediting
department.
Monitors code designed systems to coordinate flow of information to welding and material
control in order to properly control this documentation.
Develops labor saving methods of pipe installation such as prefabrication of assemblies,
bending, or off-site pre-assembly.
Determines the amount of small bore pipe (two inch and under) fabrication to be done in the
field. Develops field sketches of site fabrication facility based on input from Superintendent
and craft General Foremen. Field sketches to provide a complete building layout and material
list. This will require close coordination with supervision to determine how much will be
fabricated at the erection point and how much is fabricated in the weld bay.
Designs both large and small bore piping hangers when required.
Generates piping insulation, penetration sealing, painting, and heat tracing releases.
3-10
Piping/Mechanical Handbook
1996:Rev.2
Duties and Responsibilities
Section 3
SAMPLE PROJECT LESSON LEARNED REPORT
ATTACHMENT 3-3
Project Information
Project Number:
Project Name:
Project Description:
Customer Name:
State (Province) /
Country:
Construction Manager:
Global Industry Unit: Advanced Systems
Type of Contract:
Engineering
Procurement
Construction (Direct Hire)
Construction
Management
Startup
Maintenance
Value of Contract: 0
Construction Type: Green Field
Lesson Infomation
Date:
Title:
Category: Architectural
Keywords:
Existing Condition:
Solution:
Photo Available:
Electronic Format
Paper (Hard) Copy
Please transmit (attach) photos with (to) this form.
Impact Information
Please provide actual or best estimate information if available
Cost of Equipment /
Material (in dollars) to
Implement:
Cost of Equipment /
Material (in dollars)
Savings:
1996:Rev.2
0
Engineering
0
Procurement
0
Construction
0
Engineering
0
Procurement
0
Construction
Piping/Mechanical Handbook
3-11
Section 3
Cost of Labor (in dollars)
to Implement:
Cost of Labor (in dollars)
Savings:
Schedule (in weeks) to
Implement:
Schedule (in weeks)
Savings:
Duties and Responsibilities
0
0
Engineering
Procurement
0
0
Engineering
Procurement
0
0
Engineering
Procurement
0
0
Engineering
Procurement
Approval Information
Originator:
Site Manager:
Construction Manager:
Field Engineering
Manager:
Disposition:
3-12
0
Construction
0
Construction
0
Construction
0
Construction
Date:
Date:
Date:
Date:
Piping/Mechanical Handbook
1996:Rev.2
Section 4
Piping/Mechanical Design Drawings
GENERAL
The primary drawings that a Piping/Mechanical Field Engineer will use in the course of completing
a field assignment are:
•
•
•
•
•
•
•
•
•
Piping and Instrument Diagram (P&ID)
Piping Isometric
Plot Plans
Piping Class Sheets
Piping Support Details and Hanger Drawings
Vendor Drawings and Manuals
Instrument and Tubing Drawings
Standard Instrument Details
Steam Heat Tracing Drawings
These drawings along with project installation specifications provide quality guidelines for properly
completing the assigned system.
Piping and Instrument Diagram
The single most important drawing for the installation of piping systems is the Piping and
Instrument Diagram (P&ID). It provides the base design description of the required pipe routing
and sizing, flow direction and slope, instrumentation and controls, insulation, heat tracing, and
equipment and/or instrument references. This provides a road map to finding other drawings,
vendor data, and piping information to properly complete the installation. The P&ID does not
however provide dimensional data or physical locations of any commodities.
The Piping Line List and the Instrument Index are issued documents which often provide this
information.
PIPING ISOMETRIC AND PLOT PLAN DRAWINGS
Piping Isometric and Plot Plan drawings provide plant references and physical dimensioning that
are not on the P&ID. Along with dimensioning and locating the pipe itself, the drawings also show
the physical installation guides, including:
•
•
•
•
•
Hanger location references to plant coordinates and piping commodities
Specific installation details and/or requirements
Material requirements for both the shop and/or field
Correct valve orientation
Existing equipment outlines
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
4-1
Section 4
•
•
•
•
•
•
•
•
Piping/Mechanical Design Drawings
Pull or dismantling space
Piping class
Pressure test requirements
Spools
Welds (including welded attachments)
Valves
Hangers
Specialty items with unique tag numbers
For bulk piping systems, Engineering supplies a detailed Bill of Material for each drawing listing
the required material including material description, quantities, stock code numbers, flange
gasket, and flange bolting. Other information that engineering provides includes coating and
slope requirements for the detailed piping system, connecting equipment nozzle numbers, tap
orientations, stress relief and NDE requirements for piping welds, and standard details for vents
and drains.
PIPING CLASS SHEETS
Piping class sheets specify the material and code requirements for designated piping system
pressure and temperature ratings. A sample Piping Class Sheet is shown in Attachment 4-1.
HANGER DRAWINGS
Hanger drawings provide a detailed drawing of the pipe support, and include the following:
•
•
•
•
•
•
Detailed bill of materials
Building location and elevation reference
Piping dimensional reference for installation location
Welding requirements
Line reference numbers
Design loads (on some projects, hanger loads are determined from standard load tables
and/or charts based on pipe size, span, and support member size)
VENDOR DRAWINGS AND MANUALS
Drawings supplied by vendors will vary by manufacturer but generally provide:
•
•
•
•
•
4-2
Outline drawings
Material types
Parts listing
Weights and Centers of Gravity
Field test requirements
Piping/Mechanical Handbook
1996:Rev.2
Piping/Mechanical Design Drawings
•
•
Section 4
Operating pressures and temperatures and data (e.g. pump curves)
Start-up, operating, and maintenance procedures
INSTRUMENT AND TUBING DRAWINGS
Design Engineering provides a standard set of drawings for the Mechanical Field Engineer to use
in the installation process. The Piping/Mechanical Field Engineer will match the instrument
category and service fluid and instruct the craft in which detail should be used. The standard
usually will show routing, vents and drains, manifolds, bill of material and stock codes.
HEAT TRACING DRAWINGS
Heat tracing drawings provide the Mechanical Field Engineer with:
•
•
•
•
Heat tracing category
Plant location
Piping isometric and line number
Manifold locations with specific tap numbers for tie-in of both steam and condensate tubing.
1996:Rev.2
Piping/Mechanical Handbook
4-3
Section 4
Piping/Mechanical Design Drawings
SAMPLE PIPING CLASS SHEET
ATTACHMENT 4-1
Class (XXX)
ASME B31.1 Power Piping Code
Primary Rating 150 LB @ 600 oF
Pipe:
Fittings:
Flanges:
Plate:
Bolting:
Gaskets:
Valves:
Joints:
Notes:
4-4
26" and larger
Seamless ASTM A-672, Gr. B70 SCH. (later
if required).
12" thru 24"
Seamless ASTM A-106, Gr. B STD. WALL
1
2 /2" to 10"
SCH. 40
2" and smaller
SCH. 80
26" and larger
ASTM A234 GR. WPBW seam weld, butt
weld, wall thickness to match pipe
1
2 /2" thru 24"
ASTM A234 GR WPB or WPBW seamless
or seamweld, butt weld, wall to match pipe
2" and smaller
ASTM A-105 3000# socket weld SCH. 80
ASTM A-105, bored to match pipe.
26" and larger
150# welding neck R.F.
1
2 /2" thru 24"
150# slip-on, R.F.
2" and smaller
150# socket weld, R.F.
ASTM A515 GR. 70
Bolts
Stud bolts, ASTM A-193 GR. B7
Nuts
Heavy hex, ASTM A-194, GR 2H
All Sizes
SEE NOTE 2
ASBESTOS FREE SPIRAL WOUND
SEE PS-22
Welded except at flange equipment connections. Field weld end
preparation and weld end transition (ref. PS-06)
1. This piping shall not be used where service temperature exceeds
o
775 F.
2. Flexitallic Style CG with Flexite-Super filler or equal for design
temperature not exceeding 1000 oF. Metal Strip used shall be
stainless steel TP304.
3. Pipe minimum walls (pipe schedules) are based on design
conditions of 200 PSIG @ 400 oF.
Piping/Mechanical Handbook
1996:Rev.2
Section 5
Pipe Sizes and Materials
STANDARD PIPING SIZES
Piping is divided into three major categories:
•
•
•
LARGE BORE PIPE generally includes piping which is greater than two inches in diameter
SMALL BORE PIPE generally includes piping which is two inches and smaller in diameter
TUBING is supplied in sizes up to four inches in diameter but has a wall thickness less than
that of either large bore or small bore piping and is typically joined by compression fittings
The term diameter for piping sizes is identified by nominal size. The manufacture of nominal
sizes of 1/8 inch through 12 inches inclusive is based on a standardized outside diameter (OD).
This OD was originally selected so that pipe with a standard wall thickness will have the inside
diameter (ID) of the size stated. The 14 inch and larger sizes have the OD equal to the nominal
pipe size. Pipe sizes 3/8 inch, 1 1/4 inches, 3 1/2 inches, 4 1/2 inches, and 5 inches are considered
to be nonstandard and should not be used except to connect to equipment having these sizes. In
these cases the line is normally increased to a standard size as soon as it leaves the equipment.
Tubing is sized to the outside diameter for all applications and pressure rating is dependent on
varying wall thicknesses. Refer to industry handbooks for more information.
Schedule (Wall Thickness)
Pipes are manufactured in a multitude of wall thicknesses, these have been standardized so that
a series of specific thicknesses applies to each size of piping. Each thickness is designated by a
schedule number or descriptive classification, rather than the actual wall thickness. The original
thicknesses were referred to as standard (STD), extra strong (XS), and double extra strong
(XXS). These designations or weight classes have now either been replaced or supplemented by
schedule numbers in most cases.
Schedules begin with 5 and 5S, followed by 10 and 10S, then progress in increments of ten
through Schedule 40 (20, 30, 40) and finally by increments of twenty to Schedule 160 (60, 80,
100, 120, 140, 160). Wall thickness for schedule 40 and STD are the same for sizes 1/8 to 10
inches. Schedule 80 and XS also have the same wall thickness for 1/8 inch through 8 inch
diameter pipe.
Schedules 5 and 10 are generally used for stainless steel piping. Even though it is available in
schedules allowing thinner walls, schedule 80 is generally the minimum size used for 2 inch and
smaller carbon steel piping. This may result in pipe that is stronger than needed, but the greater
mechanical strength of schedule 80 pipe is required where threaded connections are used. The
extra wall thickness also allows for longer spans between supports.
Length
Pipe is usually supplied in random lengths. The shortest, longest, and average length may vary
for piping of different materials, sizes, and wall thickness schedules. Typically an average length
of 20 feet is used for carbon steel pipe, but double random lengths are available from most
suppliers and is generally preferred, especially for rack installations.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
5-1
Section 5
Pipe Sizes and Materials
Pipe ends
Pipe may be obtained with plain, beveled, or threaded ends. Plain ends (PE) are cut square and
reamed to remove burrs. This type of end is needed when being joined by mechanical couplings,
socket weld fittings, or slip-on flanges. Beveled ends (BE) are required for most butt-weld
applications. Threaded ends (TE) are used with screwed joints and are ordered noting threads
on both ends or one end (TBE or TOE).
NOTE: Electrical conduit dies cannot be used to cut pipe threads since this type of threaded
connection will typically fail the piping pressure test. The electrical conduit threads are straight
versus tapered for piping.
STANDARD PIPING MATERIALS
Carbon Steel Pipe
Carbon Steel is one of the most commonly used pipe materials. The specifications that cover
most of the pipe used are published by the American Society for Testing and Materials (ASTM)
and American Society of Mechanical Engineers (ASME). Carbon Steel Material specification
ASTM A106 is available in grades, A, B, and C. These grades refer to the tensile strength of the
steel, with grade C having the highest strength. Common practice is to manufacture the pipe as
A106 Grade B.
ASTM A53 is also commonly specified for galvanized or lined pipe or as an alternate to A106.
The testing requirements for A53 are less stringent than for A106. Three types of carbon steel
pipe are covered by A53. These are type E or electric resistance welded, type F or furnace-butt
welded, and type S or seamless. Type E and S are available in grade A and B, comparable to
grades A and B of A106.
Stainless Steel Pipe
Austenitic Stainless Steel pipe commonly referred to as "stainless steel" is virtually non-magnetic.
Stainless steel is manufactured in accordance with ASTM A312 when 8-inch or smaller sizes are
needed. There are eighteen different grades, of which type 304L is the most widely used. Grade
316L has high resistance to chemical and salt water corrosion, and is therefore used in
applications where this characteristic is needed. The "L" denotes low carbon content and is best
suited for welding. Larger sizes (8 inches and up) of stainless steel pipe are covered by ASTM
A358. Extra light wall thickness (Schedule 5S) and light wall (Schedule 10S) stainless steel pipe
is covered by ASTM A409.
Chrome-Moly Pipe
Chromium-Molybdenum Alloy Pipe is commonly referred to as "chrome-moly". Ten grades of this
type pipe material are covered by ASTM A335. Appropriate grades of chrome-moly pipe are
sometimes used in power plants applications requiring good tensile property retention at high
temperatures, especially when the added corrosion resistance of stainless steel is not required.
Chrome-moly pipe is used extensively in heat exchangers. Special care must be exercised when
fabricating or welding this material, since it must be annealed (stress relieved) after being joined.
5-2
Piping/Mechanical Handbook
1996:Rev.2
Pipe Sizes and Materials
Section 5
Plastic Pipe
Thermoplastic Pipe is commonly referred to plastic pipe and is categorized into two principal
groups.
Thermoplastic pipe is available in a great variety of plastic compositions including:
•
•
•
•
•
Polyvinyl chloride (PVC)
Polyethylene (PE)
Acrylonitrile-butadiene-styrene (ABS)
Polyamide (nylon)
Polypropylene
Thermoplastic pipe is most commonly supplied in PVC material. It also comes in many grades
like steel pipe. It can be obtained threaded or with plain ends for solvent (cement) or thermal
welding. Solvent welding joining is normally used. Some types also include the use of couplings.
Advantages of this material it is very easy to install, and its light weight and socket joints make it
economical for temporary services.
Disadvantages are the temperature limitations and the support spacing required to prevent
sagging.
Thermosetting (Fiberglass) Pipe is made of a plastic that takes a permanent set or hardens
when heated to the curing temperature in the mold. After this initial set the material cannot be
softened by heat or be thermally welded. The principal thermosetting plastic is made of fiberglass
reinforced epoxy, the strongest is helically interweaved glass filaments under tension.
Fiberglass pipe can be obtained in a great variety of sizes and wall schedule like steel pipe.
There are three types of connection methods used to join fiberglass pipe:
•
•
•
Threaded ends for screwed joints
Plain for use with socket type fittings
Adhesive welded bell and spigot taper joints
The adhesive consists of a plastic resin and a catalyst, which thermally set after being mixed and
applied as a joint filler material.
Concrete Pipe
Concrete Pipe is made from a mixture of portland cement, sand, gravel, and water. It is
manufactured as:
•
•
•
Plain (unreinforced)
Reinforced concrete pipe
Prestressed concrete pressure pipe
1996:Rev.2
Piping/Mechanical Handbook
5-3
Section 5
Pipe Sizes and Materials
The usual method for joining this pipe is by bell and spigot ends. The spigot end of one pipe is
inserted into the bell of the mating piece, then the joint is sealed with mortar or a joint compound.
It may also have a provision for a rubber gasket to seal the joint.
Copper Piping
Copper Piping is typically joined with solder fittings and is used for potable water lines in plumbing
systems and for air lines in service air systems.
Nickel and Nickel Alloy Piping
Nickel and Nickel Alloy Pipe has a great resistance to alkalis such as caustic soda and potash.
Nickel and nickel alloys are sometimes used for high temperature applications. Inconel, Incoloy,
and Monel are commonly used nickel alloys.
Cast Iron Piping
Cast Iron Pipe has good corrosion resistance. Ductile iron is commonly used for underground
piping in fire protection systems.
Duriron pipe is a form of cast iron that has a high silicon content that makes it extremely hard. Its
chief advantage is strong resistance to most commercial acids. This pipe is sometimes used for
water treatment chemicals and acid drainage systems. Cast iron pipe is used for floor drains,
sewage, fire protection, or where heavy loads may occur over the underground service pipe.
Special Piping Applications
Other piping materials such as plastic lined, glass lined, concrete lined, and steam jacketed are
utilized in special project applications.
5-4
Piping/Mechanical Handbook
1996:Rev.2
Section 6
Pipe Joints and Bending
GENERAL
Pipe joints are used to couple runs of piping, provide branches from main runs, change direction
of piping, join different diameters or schedules, and connect to valves and equipment. The
common types of joints are:
•
•
•
•
•
Butt welds
Socket welds
Screwed joints
Bolted flanges
Mechanical couplings
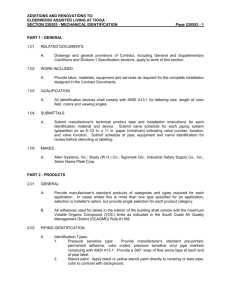
FIGURE 6-1 - BUTT WELD JOINTS
Butt welded joints similar to those shown in Figure 6-1 are the most common type of joint used for
2 1/2 inch and larger piping systems. This type of joint is not normally used on 2 inch and smaller
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
6-1
Section 6
Pipe Joints and Bending
piping, except when high stress, corrosion, or other conditions that would effect joining or the type
of joining process. The end preparations must be of a standard type similar to the examples
shown. The end preparations are designated by welding codes and standards.
FIGURE 6-2 - BACKING RING CONFIGURATION
Using configurations similar to that shown in Figure 6-2, backing rings are sometimes used to
prevent weld splatter, filler metal intrusion, and globules from forming inside the pipe during
welding. The ring serves as an alignment aid and becomes a permanent part of the pipe joint.
Backing rings are not used in systems when there is a concern that particles may become
trapped between the pipe and ring.
Socket welded joints are almost
exclusively used in joining small bore
piping. As shown in Figure 6-3, the
joint is fit up by slipping the plain end
into the socket connection. An
advantage with this type of joint is that
the filler metal cannot enter the main
pipe bore. The socket weld relies on a
circumferential weld for both its sealing
and strength which is one reason it is
used instead of screwed or flanged
joints.
FIGURE 6-3 - SOCKET WELD JOINT AND COUPLING
The inside diameter of the socket is a few thousandths larger than the outer diameter of the
piping, so that it will fit into the socket. A gap of 1/16 inch at the bottom of the socket is normally
required to allow expansion between the bottom of the fitting and the pipe. This prevents the
weld from possibly cracking due to thermal stress during welding or high temperature services.
Threaded or screwed joints similar to those shown in Figure 6-4 are normally used on low
pressure systems since there is a greater potential of leaks through the threaded connection.
Pipes and fittings for screwed joints in low pressure systems usually have National Pipe Taper
(NPT) threads. Pipe threads are cut by dies and the resultant threads are rough and imperfect. A
6-2
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
pipe joint compound or thread sealant must be used to prevent leakage around the threads. The
joint compound also acts as a lubricant when tightening the fitting to the pipe.
FIGURE 6-4 - THREADED OR SCREWED JOINTS
FIGURE 6-5 - BOLTED FLANGE
Bolted Flange Joints similar to that shown in Figure 6-5 are required where pipe, piping
components, or equipment must be disassembled for maintenance. They are required when
joining glass, high density polypropylene (HDPE), or other lined piping. Sometimes they are used
to join prefabricated shop spools.
1996:Rev.2
Piping/Mechanical Handbook
6-3
Section 6
Pipe Joints and Bending
Bolted flanges are not generally used for critical applications subjected to pressure or
temperature extremes, or systems containing radioactive or highly corrosive fluids. As an
exception, special precision machined sealing surfaces are sometimes used for severe service
applications, and may be seal welded when necessary.
FIGURE 6-6 - WELDED 90 DEGREE ELBOWS
6-4
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
Welded Pipe Fittings
Elbows make an angle between adjacent pipes. As shown in Figure 6-6, there are standard
elbows of 90 degrees and 45 degrees. Special order angles are also available. The centerline to
face dimension for long radius 90 degree elbow is 1.5 times the nominal pipe diameter. For
example, a 6 inch diameter long radius has a face to centerline dimension of 9 inches. While a
short radius 90 degree elbow is only 1 times the face to centerline dimension. The 6 inch short
radius elbow has a 6 inch face to centerline length.
Reducing Elbows like the type shown in Figure 6-7 are 90 degree elbows with two different size
ends. The face to centerline dimension is that of the larger nominal dimensional standard long
radius elbow.
FIGURE 6-7 - REDUCING ELBOW
FIGURE 6-8 - 180 DEGREE RETURN
180 Degree Return fittings similar to one shown in Figure 6-8 are used for making a 180 degree
angles in piping systems.
Reducing Tee pipe fittings similar to the one shown in Figure 6-9 are the same as a standard tee
except that the branch line connection is smaller in size. When stating the size for the reducing
tee, the run sizes are stated first and the branch size last. For example, 6 inch x 6 inch x 4 inch.
FIGURE 6-9 - REDUCING TEE PIPE FITTING
FIGURE 6-10 - STRAIGHT TEE PIPE FITTING
Straight Tee pipe fittings have three openings as shown in Figure 6-10. Two have the same axis
while the third is perpendicular to this axis for connecting a branch line.
Concentric Reducers similar to the one shown in Figure 6-11 are pipe fittings with different
nominal diameters on each end while maintaining the same centerline and is used to connect
different sizes of piping.
1996:Rev.2
Piping/Mechanical Handbook
6-5
Section 6
Pipe Joints and Bending
FIGURE 6-11 - CONCENTRIC REDUCER
FIGURE 6-12 - ECCENTRIC REDUCER
An Eccentric Reducer is a pipe fitting with different nominal diameters on each end. As shown in
Figure 6-12, this fitting is flat on one side with an eccentric centerline. When measuring the
centerline difference, the ID rather than the OD must be used because of possible wall thickness
changes in the fitting. Eccentric reducers are used for connecting different size pipes especially
at centrifugal pump inlet connections for preventing air pockets which may cause the pump to
cavitate.
Pipe Caps similar to the one shown in
Figure 6-13 are specialized fittings that
are used to close an open pipe end.
FIGURE 6-13 - PIPE CAP
FIGURE 6-14 - STRAIGHT LATERAL PIPE FITTINGS
Straight Lateral pipe fittings have three outlets as shown in Figure 6-14, two of which have the
same axis and a third on the side joined at a 45 degree angle from the main axis for the purpose
of connecting a branch line.
As shown in Figure 6-15, Reducing Lateral fittings
are similar to straight laterals except that the
branch connection is smaller in size.
FIGURE 6-15 - REDUCING LATERAL
PIPE FITTING
Weldolets similar to that shown in Figure 6-16 are
integral reinforcement fittings used for branch
connection strength.
As shown in Figure 6-17, Weld Saddle fittings are
used to reinforce intersecting welded joints. They
are not intended for use as a pressure retaining fittings.
6-6
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
FIGURE 6-16 - WELDOLET DETAIL
Section 6
FIGURE 6-17 - WELD SADDLE DETAIL
Threaded and Socket Weld Pipe Fittings
Full Couplings as shown in Figure 6-18 are
used to join a pipe segment to another pipe
or pipe fitting.
Screwed Unions like the detail shown in
Figure 6-19 is basically a screwed joint that
can be disassembled within a completed
system for subsequent maintenance.
Unions are normally furnished with steel to
steel and stainless steel seats. It is
preferred that unions be installed so that
flow enters the end with the union ring or nut.
FIGURE 6-18 - FULL COUPLING JOINT
Another precaution is that when the craft are
welding a socket weld union that care must be
taken to not let arcing occur across the faces.
This is caused by not having the union tight when
welding and will usually cause the fitting to leak
during hydrostatic testing. A union may also have
a restriction orifice or dielectric washer or gasket
installed between the seating.
Reducing unions similar to the detail shown in
Figure 6-20 provide a pipe line size reduction and
are also sometimes referred to as a reducers or
couplings.
FIGURE 6-19 - SCREWED UNION DETAIL
FIGURE 6-20 - REDUCING UNION
1996:Rev.2
Piping/Mechanical Handbook
6-7
Section 6
Pipe Joints and Bending
A Swage Nipple is a reducing fitting used to
join piping of different sizes. Care must be
taken in matching the correct pipe schedules
and end styles when ordering. Swages are
available in both concentric and eccentric
types. A concentric swage nipple detail is
shown in Figure 6-21.
FIGURE 6-21 - CONCENTRIC SWAGE NIPPLE
Reducing Inserts as shown in Figure 6-22 are
used for insertion into a larger fitting to connect
a smaller pipe. Reducing inserts for small bore
piping are available in a multitude of size
combinations, so that reduction can be made
from any nominal size pipe to any other smaller
nominal size.
The inserts are available in three styles,
depending on the amount of reduction, and in
3000 and 6000 psi ratings. Inserts are also
available for reducing from a nominal pipe size to
a tubing size. These inserts are used for
instrumentation connections. Reducing inserts for
changing from socket welded fittings to threaded
pipe can be obtained by special order.
FIGURE 6-22 - REDUCING INSERT
Pipe Nipples are available in various materials, or can be made in the field to a required length.
As shown in Figure 6-23, Stock nipples are available as fully threaded close nipples, or in various
lengths with both ends threaded (TBE). They also can be supplied with either a plain end or butt
weld end.
FIGURE 6-23 - PIPE NIPPLES
Bushings similar to the detail shown in Figure 6-24 are
used to join a smaller size pipe to a larger fitting or
valve. Bushings are available with hexagon head
(wrenching flats) or a flush head (face bushing). They
are available in a full range of reductions, so that a
single bushing may be used to reduce from any size to
one of a smaller size. Some clients will not allow the
use of this type fitting.
FIGURE 6-24 - BUSHING DETAIL
6-8
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
As shown in Figure 6-25, 90-Degree Street
Elbows is a standard 90 degree fitting with
one end having a integral nipple. Street
elbows are used to combine a directional
change with a fitting to fitting screwed joint
make-up.
Half-Couplings similar to the detail shown in
Figure 6-26 are used to join a smaller branch
to a butt weld main run. Half-couplings must
be shaped to fit the pipe and beveled for
welding. They are generally ordered prebeveled if they are to be field welded.
FIGURE 6-25 - 90 DEGREE STREET ELBOW
DETAIL
Half-couplings are allowed only in 2-inch and
smaller sizes and only where the branch does not
exceed one-fourth of the nominal main branch
pipe size. Thus a 2-inch half coupling can go on
a 8-inch and larger pipe only.
FIGURE 6-26 - HALF COUPLING DETAIL
Pipe cap and bar plug closures similar to the
details shown in Figure 6-27 are used for closing
open pipe ends.
Figure 6-27 - PIPE CAP AND BAR PLUG DETAILS
Pipe Flanges
Flanges are manufactured in a variety of shapes, sizes, and materials. Shape variations are
required to match the different methods of pipe attachments and different types of seals.
Attachment methods include:
•
•
•
•
Threading
Socket welding
Butt welding
Lapped joints
Seal variations are required for different flange facing styles. Raised face flanges are the
standard. Others facing styles include flat, ring joint, small tongue and groove, large tongue and
groove, and seal welded. The facing style as well as the type of gasket and service conditions
1996:Rev.2
Piping/Mechanical Handbook
6-9
Section 6
Pipe Joints and Bending
affect the requirements for flange surface finish. The service conditions include pressure,
temperature, corrosive, and fluid state.
A serrated flange surface finish is the most common and uses a soft gasket. The serrations are
in the form of concentric rings, but spiral serrations (somewhat like a phonograph record) are also
common. A smooth finish is used for harder gaskets and on ring joints, tongue and groove, and
most high pressure services.
TABLE 6-1 - 4 INCH FLANGE OUTSIDE
DIAMETERS FOR VARIOUS PRESSURE
RATINGS
Pressure Rating
Outside Diameter
150 psi
9 inches
300 psi
10 inches
600 psi
10 3/4 inches
900 psi
11 1/2 inches
1500 psi
12 1/4 inches
Flanges are divided by classes, which is
normally rated by working pressure in
pounds per square inch (psi). They are
available in a variety of primary pressure
ratings (classes), ranging from 25 psi to
2500 psi. Pressure ratings are affected
by the strength of the material, the
service temperature, and size of the
flange. Pressure ratings are explained in
more detail in the piping class section.
Flange hubs have a larger outside
dimension for larger size pressure ratings
and may also have additional bolting to
service the increase in pressure. Table
6-1 lists the outside diameter of a 4 inch
flange for various pressure ratings.
Each type of flange is available with any one of several different styles of facing. One style of
facing may be more commonly used for a particular type of flange, however. Facings can be a
flat face with a large full face contact gasket, a ring joint style used with ring gasket having a small
contact surface area, and patented facings that use a metal to metal seal without a gasket.
Selection of the proper flange facing depends on a combination of many factors which include
flange material, gasket material, bolt strength, operating pressure and temperature, and fluid
properties contained. A facing having a large contact area and a serrated finish might be used
with a thick, relatively soft rubber gasket if the piping is for cold water flowing at low pressures.
Such a facing is not practical for use with a hard gasket like a metallic type, because excessive
bolt loads would be required to obtain an effective seal. Where a hard gasket is required, a
facing having both a small and smooth contact area would be needed, thus reducing the bolt load
required for sealing and likewise lowering flange stress. The following descriptions cover the
more common styles of facings available.
Flat Face Facings are commonly used for mating with 125 pound cast iron flanges on equipment,
valves, or fittings. They are used in conjunction with a full face gasket which minimizes the strain
on the flanges and thus reduces the chances of cracking the more brittle non-steel flange.
Raised Face Facing is the most common facing on steel flanges. A facing height of 0.06 inch
(about 1/16 inch) is customary for 150 and 300 pound flanges. A facing height of 0.25 inch is
common on 400 pound and higher classes of flanges. The raised face dimension on the 150 and
300 pound class is included in the minimum flange thickness. On the other classes, the raised
face must be added to the flange thickness.
6-10
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
Tongue and Groove Facing has a gasket that is confined within the groove. The gasket contact
surface is considerably smaller than the total face area thus reducing the bolt load for effective
sealing. Confinement of the gasket within the groove prevents blowout and precludes extension
of the gasket into the bore area. Another advantage is that gasket erosion is virtually eliminated
by the minimal contact between the gasket and line fluid. The groove face is almost always
installed on the valve or equipment. An installation preference of the tongue flange on the
downstream side, but this does not affect the seal and is thus not required. When ordering you
must specify whether the tongue or groove face is required.
Ring Joint Facing uses a solid metal ring gasket, so the sealing surface on the flanges must be
accurately machined to a very smooth finish. The ring gasket must likewise be accurately
machined from solid metal. This style of facing is the most expensive, but it is the most effective
for high operating pressure and temperatures.
The narrow gasket contact surface and very smooth finish enable a tight seal with relatively low
bolt loads. The ring gasket is octagonal or oval shape so that the seal is made tighter by the
increasing sealing force that results from the internal pressure of the line fluid. Gasket
deterioration is prevented by selection of a material that is compatible with the fluid. The
recessed sealing surfaces are inherently protected from mechanical damage during handling and
storage, but it is essential that the finish be protected from corrosion if the flanges are not made
of a corrosion resistant material.
Seal Welding Facings are sometimes used on systems encountering severe service conditions.
The two common styles are Sarlun and Sargol. The sealing surfaces are accurately machined to
a very smooth finish and are joined without a gasket. This metal to metal seal is adequate for
some applications, but a seal weld is sometimes necessary. The design incorporates a lip to
facilitate the making of the seal weld.
FIGURE 6-28 - WELD NECK FLANGE
FIGURE 6-29 - SOCKET WELD FLANGE
Flange Styles
Weld Neck Flanges like the sample shown in Figure 6-28 are the most common type of flange
used and preferred for the majority of service conditions. The long tapered hub and gentle
transition provides reinforcement of the flange. This increases the strength of the fitting and
distributes stresses so that this style flange can withstand extreme temperature, shear, impact,
bending, and vibratory loading. The flanges can be bored to match any special ID requirements
and should be ordered to match the piping being used.
1996:Rev.2
Piping/Mechanical Handbook
6-11
Section 6
Pipe Joints and Bending
As shown in Figure 6-29, Socket Weld Flanges are counterbored to accept the end of the pipe.
The flange is attached to the pipe by an external fillet weld and has the same inherent
weaknesses as the slip-on flange. Socket weld flanges are most commonly used on two inch and
smaller piping. The socket size must be specified to match the corresponding outside diameter or
schedule of the pipe.
Slip-on Flange shown in Figure 6-30 is sometimes preferred because of its lower installation cost
and because it can accommodate slight misalignment. The calculated strength of the slip-on
flange under internal pressure is approximately two-thirds that of the weld neck style flanges, and
its life under fatigue is about one-third that of the weld neck. For these reasons, the slip-on
flange is limited in its use. ANSI B31.1 code for power piping restricts the use of slip-on flanges
to the 300 lb rating for sizes exceeding 4 inch diameter.
FIGURE 6-30 - SLIP-ON FLANGE
FIGURE 6-31 - THREADED FLANGE
The Threaded Flange shown in Figure 6-31 is attached by screwing the flange onto the threaded
end of the pipe. As with other threaded fittings, its use is restricted to systems having relatively
low operating temperatures and pressures. Cyclic thermal or bending stresses may cause
leakage through the threads after a few cycles. Sealing with an external fillet weld may be
required for some applications.
The Lap Joint Flange shown in Figure 6-32 is
chiefly used in piping systems that will be
frequently dismantled. The flange is free to
revolve on the pipe thus avoiding the problem of
accurate alignments. Its pressure holding
capability is the same as slip-on flanges, but
fatigue is only a tenth that of weld necks. The
use of this type of flange should be avoided in
high bending locations.
FIGURE 6-32 - LAP JOINT FLANGE
6-12
Orifice Flanges are used for instrumentation
connections and typically are used in
conjunction with an orifice plate and flowmeter
to measure or indicate flow. The flanges have
four small holes drilled through to the process
fluid. These holes are tapped for connecting
instrument lines, and are plugged when not
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
used. The orifice plate has a hole that is smaller than the bore of the pipe. This smaller size
creates a flow restriction and a pressure drop occurs on the downstream side of the plate. The
differential pressure drop is measured through the mating flanges which is used for the
instrument readout. The flanges are furnished in pairs and usually have integral jacking bolts to
permit spreading the flanges to remove the orifice plate.
Orifice flanges are not required for uninstrumented restriction plates used for flow restriction.
Nevertheless, they are sometimes used, even though not required for instrumentation, because
the jack bolts permit easy removal of the restriction plate. Orifice flanges are available in 300
pound and higher pipe classes. They are made as threaded, slip-on, and weld neck flange types.
The weld neck type is preferred because the other methods require that the pipe be drilled though
the pipe wall after the flanges are attached. The orifice tap locations and orientations are
covered under a separate section.
Insulating Flanges can be any one of the basic
styles. A typical insulating flange detail is
shown in Figure 6-33. Sometimes the insulated
joint is made with two different types of flanges,
such as where a threaded cast iron flange from
an underground line is mated to a weld neck
carbon steel flange of an exposed line. In this
case, an insulated joint is used to prevent
electrolysis. Another example is where
dissimilar metals are joined together. A copper
or bronze flange has electromotive force (EMF)
that differ from the EMF of a steel flange. The
flanges are insulated from each other by a
dielectric gasket and bolting. These gaskets,
sleeves, and washers are available as kits
specified by flange type, size, and pressure
rating. Micarta is a strong, tough, and durable
FIGURE 6-33 - INSULATING FLANGE DETAIL
brand of plastic material that is often used as
the dielectric insulator. It is important that longer
bolts are ordered since they do not usually come with the kits.
Blind Flanges are used to blank off the open ends of flanged piping, valves, and equipment.
FLANGE BOLTING
Flanges have equally spaced bolts in multiples of four, so that valves or fittings can be positioned
to face in any quadrant. Identification symbols are used for flange bolting. The symbol is on the
top of the head of machine bolts or on one end of a stud bolt. All bolting must be long enough to
ensure that the bolt will have one or two full threads showing beyond the nut when the joint is
complete.
Both excessive or inadequate initial bolt stress can cause leakage at the joint. Accurate
prestressing of the connection is required for proper operation. Prestressing methods include:
•
•
Tightening by hand wrench
Tightening by calibrated power torque wrench
1996:Rev.2
Piping/Mechanical Handbook
6-13
Section 6
•
•
Pipe Joints and Bending
Hydraulic tensioning
Bolt or stud elongation measurement correlation to stress
Bolts or studs that are 1 3/4 inch or larger should be prestressed by either direct hydraulic
tensioning or by elongation measurement.
Before prestressing, all bolts should be thoroughly coated with an antiseize compound to allow
removal. Bolting sequencing is not performed in a clockwise rotation, but across the face to
properly draw the flanges together. Also stress on the bolting should be increased in a step
manner to bring the bolts up equally to prevent from rolling the gasket. Both of these two actions
help in stopping poor gasket setting, which can cause leakage.
To assemble bolted flange connections:
•
•
•
•
•
•
•
•
Thoroughly clean the flange faces prior to fitup
Rig the flanges into position with the bolt holes aligned and check the flange faces for
parallelism using a dial indicator or other means
Provide a coating of an antiseize compound on the flange bolts and install the gaskets, bolts,
and nuts
Tighten flange bolts in the following incremental steps using a sequence pattern shown in
Attachment 6-1
Step 1: 25% of minimum required stress or torque
Step 2: 50% of minimum required stress or torque
Step 3: 100% of minimum required stress or torque
NOTE: Minimum required stress or torque values to be determined from project technical
specifications
If leakage occurs during hydrostatic testing, relieve the test pressure on the system, tighten
the flange bolts in the following incremental steps using a sequence pattern shown in
Attachment 6-1, and repressurize the system
Step 4: 150% of minimum required stress or torque
If leakage continues, proceed to next step
Step 5: 200% of minimum required stress or torque
NOTE: Acceptability of tightening flange bolts to 200% of minimum required stress or torque
to be confirmed using project technical specifications
If leakage persists after additional tightening, check for the following after the completion of
the hydrostatic testing:
4 Flange alignment
4 Flange surface defects or dirt
4 Flange bolt thread failure
Reassemble the joint using a new gasket and recheck the flange for leakage
NOTE: Depending on code and project criteria, zero flange leakage may or may not be a
criteria for acceptance of the hydrostatic test
6-14
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
The Flanged Connection Data Sheet shown in Attachment 6-2 provides a method of recording
flange assembly work. Attachment 6-3 provides a table of bolt and stud torque values and
Attachment 6-4 provides a summary of the technical data to convert bolt or stud elongation to
induced stress.
GASKETS
The function of a gasket is to provide a seal between flange sets. Gaskets are normally rated to
match the flanges being used. It would be possible to list hundreds of different gaskets if all the
various materials, compositions, constructions, and shapes were considered. Service conditions
such as pressure, temperature, and corrosiveness of the fluid must be considered when the
gasket is selected. The primary materials are rubber, asbestos or fiber, and several types of
metal. The common thickness of gaskets are approximately 1/8 inch. Flat or full face gaskets
provide sealing on low pressure systems with low to moderate temperatures.
Spiral wound gaskets provide better temperature and pressure resistance than flat face gaskets.
They are normally color coded by the manufacture to allow for inspection after the joint is
completed by the craft. This coding identifies both the windings and filler material. These
standards are titled "Color Coding of Gaskets" published by the Fluid Sealing Association. A
good installation practice is to have the flange faces coated with a graphite lubricant (i.e. neverSeize) to allow the gasket to be removed without having to spend extra time cleaning the flange
face surfaces.
FLEX JOINTS
When the temperature of a pipe system is changed, there is a corresponding change in both
length and diameter. The amount of this expansion or contraction is directly proportional to the
dimension of the pipe and change in temperature.
AXIAL MOVEMENT
LATERAL OFFSET
ANGULAR ROTATION
FIGURE 6-34 - TYPES OF EXPANSION JOINT MOVEMENTS
There are four methods to handle expansion:
•
•
•
Inherent flexibility in the pipe through fittings, changes in direction, and loops
Packless expansion joints
Slip joints
1996:Rev.2
Piping/Mechanical Handbook
6-15
Section 6
•
Pipe Joints and Bending
Swivel joints
As shown in Figure 6-34, expansion joints give a system flexibility by permitting motion between
pipe sections or equipment.
Bellows type expansion joints are used for low and intermediate pressures. They have sections
made of a ductile material such as rubber, copper, or stainless steel, that permit repeated flexing
without fatigue failure. Both axial and angular movement is allowable. Three types of bellows
type expansion joints are shown in Figure 6-35.
NON-EQUALIZING
SELF-EQUALIZING
HYPTOR
FIGURE 6-35 - TYPES OF BELLOWS TYPE EXPANSION JOINTS
For higher service pressures, the bellows can be reinforced with special bands to limit radial
expansion.
FIGURE 6-36 - EXPANSION JOINT WITH REMOVABLE SPACERS
Sleeve or slip joints as shown in Figure 6-37 are used on plain end piping, and provided axial
movement from 2 to 12 inches and little angular misalignment. They also can be used to connect
different size piping. The principal disadvantage of a slip joint is that it depends on packing for
fluid tightness. The use for swivel joints are primarily in low pressure steam and water systems.
A sample expansion joint is shown in Figure 6-36.
Mechanical Couplings also can also fall into this category of connection. They are available in
several different material grades for different services and can be used to join different types of
6-16
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
material not normally connected, such as PVC to carbon steel. They also will allow small
misalignments both axially and transversely in the connection.
FIGURE 6-37 - SLIP TYPE EXPANSION JOINT
Installation and Handling Guidelines
The following guidelines apply to the handling and installation of expansion joints:
•
•
•
•
•
•
•
•
•
•
The joints should be moved to the installation site in the original shipping containers or on
shipping pallets.
The joints should never be rolled or dragged into place.
The joints should not be lifted with a chain, rope, or sling which bears on the corrugations,
sliding sleeve (for slip-type) tie rods, limit rods, shipping bars, or lubrication or packing fittings.
If lifting will deflect an expansion joint, lifting beams or strong backs should be used.
Remove end caps, remove desiccant, and inspect for cleanness just prior to installation.
Piping installation should be substantially complete prior to installing the expansion joint and
should be properly aligned with hangers, anchors, and guides installed.
Do not distort the expansion joint to compensate for piping misalignment.
Determine if the expansion joint must be precompressed prior to installation. This is normally
required when the installation temperature varies substantially from the system operating
temperature.
Ensure bellows type expansion joints are properly oriented for flow through the joint.
Check the interior and exterior of the expansion joint for objects that have become lodged
between the corrugations or in the slip joint that could affect the operation of the joint.
1996:Rev.2
Piping/Mechanical Handbook
6-17
Section 6
•
•
•
•
•
•
•
Pipe Joints and Bending
Check the bellows, lining, end connections, and shipping braces for nicks, cuts, or dents.
Make sure purge and drain connections and/or lubrication or packing fittings will be accessible
after installation.
Prior to welding, protect the expansion joint from arc strikes or weld splatter with flame
retardant blankets or sheet metal.
Prior to hydrotesting, verify that:
4 Shipping rods, braces, and spacers are removed
4 Protective paper cover on the sliding sleeve joints is removed
4 Piping system temporary hydrostatic test and permanent anchors, guides, and supports
are installed
The expansion joint is capable of withstanding the hydrostatic test pressure
Insulation should not be installed in direct contact with the bellows corrugations or in the
vicinity of the sliding joint.
After installation, provide a protective cover over the expansion joint to protect it from damage.
PIPE BENDING
Bending of Ferrous Pipe and Tubing of small diameters (under 2 1/2 inch OD) of standard and
relatively light wall thicknesses is usually bent cold. Larger diameter and heavier wall pipe is
generally bent hot. Where the quantity of identical bends is substantial and the heavy bending
equipment is available, cold bending may be more economical than hot bending. The bending
radius, the number of identical bends required, and the chemical composition and metallurgical
properties of the pipe material are the deciding factors.
Industry experience has demonstrated the practicability of using a piping bending radius of five
pipe diameters to keep expensive friction losses, erosion, and turbulence to a minimum. For
tubing, many different bending radii are used in accordance with the requirements of the design.
Cold Bending
Cold Bending is done extensively with pipe in nominal diameters up to 2 1/2 inch OD and with
tube in diameters up to 4 inch OD, little use is made of cold bent piping in larger diameters.
In a ram-type bender two pressure dies are mounted in a fixed position on the frame of the
machine. Their mounting pins, however, are free to rotate. The bending form is attached directly
to the piston rod of the hydraulic cylinder. Although normally the pipe is bent to the radius of the
bending form, bending to larger radii is possible by limiting the advancement of the ram.
As the cold working of the bending operation becomes more severe, the inside of the pipe must
be supported with mandrels.
Hot Bending
Hot Bending is extensively used for making individual bends in piping of sizes 2 1/2 inches and
larger. Prior to hot bending, the pipe is generally sand filled. This facilitates more uniform
bending and minimizes excessive thinning and ovality. The sand also helps to maintain the pipe
6-18
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
at the hot-bending temperatures and thus provides longer bending cycles within a limiting
temperature range.
The pipe is normally heated in specially designed furnaces. The furnace directs the gas flames in
a circular path along the furnace wall. This avoids direct impingement of the flames on the pipe
surface, which minimizes hot spots, excessive oxidation, and scaling. Temperatures for heating
prior to hot bending of ferrous piping materials normally range from 1900 °F to 2050 °F. When it
has reached the bending temperature, the pipe is placed on bending tables where it is bent to the
specified radius. On ferrous materials, hot bending is generally not done below 1600 °F.
Sometimes, several heating and bending cycles may be required.
After the pipe is bent and cooled, the sand is removed from the inside of the piping. In carbon
and low-alloy steel, the excessive scale on the pipe inside is removed by turbining, blasting, or
other cleaning methods.
Where sand filling is not done, it may be advantageous, in the case of ferrous and some
nonferrous materials, to fill the pipe inside with argon or nitrogen gas. This will minimize scaling
and eliminate subsequent cleaning operations. The change in wall thickness of hot bends usually
is slightly greater and more nonuniform than in cold pipe bends. For hot-bent piping, a fivediameter radius is most widely used. However, hot bends can be made to smaller radii.
1996:Rev.2
Piping/Mechanical Handbook
6-19
Section 6
Pipe Joints and Bending
TYPICAL FLANGED BOLTING SEQUENCES
ATTACHMENT 6-1
6-20
4 BOLT FLANGED CONNECTION
8 BOLT FLANGED CONNECTION
12 BOLT FLANGED CONNECTION
16 BOLT FLANGED CONNECTION
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
TYPICAL FLANGED BOLTING SEQUENCES
ATTACHMENT 6-1
20 BOLT FLANGED CONNECTION
24 BOLT FLANGED CONNECTION
1996:Rev.2
Piping/Mechanical Handbook
6-21
Section 6
Pipe Joints and Bending
ATTACHMENT 6-2
FLANGED CONNECTION DATA SHEET
NUMBER.:
PROJECT NO.:
PAGE 1 OF
PROJECT NAME:
FLANGE TYPE:
FLANGE RATING:
PIPING CODE:
BOLT/STUD MATERIAL GRADE/SPECIFICATION:
NUMBER OF BOLTS OR STUDS REQUIRED:
NUT MATERIAL GRADE/SPECIFICATION:
GASKET TYPE:
CLEANING SOLUTION:
METHOD OF FLANGE TIGHTENING:
TORQUE
BOLT ELONGATION
MINIMUM REQUIRED TORQUE OR BOLT STRESS:
TIGHTENING SEQUENCE TORQUE OR BOLT ELONGATION STEPS:
SEQUENCE STEP 1 (25% OF MINIMUM):
SEQUENCE STEP 2 (50% OF MINIMUM):
SEQUENCE STEP 3 (100% OF
MINIMUM):
VERIFICATION CHECKS:
YES
NO
N/A
FLANGE FACES CLEAN
FLANGE FACES ALIGNED
CORRECT GASKET INSTALLED
CORRECT BOLT/NUT SIZE
CORRECT BOLT/NUT MATERIAL
CORRECT TIGHTENING SEQUENCE
FINAL TORQUE/BOLT ELONGATION:
M&TE USED:
DESCRIPTION
DESCRIPTION
DESCRIPTION
CALIBRATION DUE DATE
CALIBRATION DUE DATE
CALIBRATION DUE DATE
REMARKS:
FIELD ENGINEER:
6-22
DATE:
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
FORM T_FLANGE.DOT 1996:REV.0
1996:Rev.2
Piping/Mechanical Handbook
6-23
Section 6
Pipe Joints and Bending
INDUCED BOLT STRESS
ATTACHMENT 6-3
BOLT
DIAMETER
1/2"
5/8"
3/4"
7/8"
1"
1 1/8"
1 1/4"
1 3/8"
1 1/2"
1 5/8"
1 3/4"
1 7/8"
2"
2 1/4"
2 1/2"
2 3/4"
3"
3 1/4"
3 1/2"
3 3/4"
4"
NOTE:
THREADS
PER INCH
13
11
10
9
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
ROOT AREA
(SQ. IN.)
0.1257
0.2018
0.302
0.419
0.551
0.728
0.929
1.155
1.405
1.680
1.980
2.304
2.652
3.423
4.292
5.259
6.324
7.487
8.749
10.109
11.567
ROOT TO SHANK
RATIO (A1/A2)
0.641
0.658
0.683
0.697
0.702
0.732
0.757
0.778
0.795
0.810
0.823
0.834
0.844
0.861
0.874
0.885
0.895
0.902
0.909
0.915
0.921
BOLT DATA SHOWN ABOVE BASED ON:
1/2" TO 1": COARSE THREAD, SERIES UNC AND NC
1 1/8" TO 4": 8 THREAD SCREWS, SERIES 8N
6-24
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Section 6
INDUCED BOLT STRESS
ATTACHMENT 6-3
BOLT
DIAMETER
(IN)
1/2"
5/8"
3/4"
7/8"
1"
1 1/8"
1 1/4"
1 3/8"
1 1/2"
1 5/8"
1 3/4"
1 7/8"
2"
2 1/4"
2 1/2"
2 3/4"
3"
3 1/4"
3 1/2"
3 3/4"
4"
30,000 PSI
TENSION
APPROX.
LOAD
TORQUE
(LB)
(LB-FT)
4257
30
5780
60
9060
100
12570
160
16530
245
21840
355
21870
500
34650
680
42150
800
50400
1100
59400
1500(*)
69120
2000(*)
79560
2200(*)
102690
3150(*)
123760
4400(*)
157770
5920(*)
189720
7720(*)
224610
262470
303270
347010
-
45,000 PSI
TENSION
APPROX.
LOAD
TORQUE
(LB)
(LB-FT)
6386
45
10170
90
13590
150
18855
240
24795
368
32760
533
41805
750
51975
1020
63225
1200
75600
1650
89100
2250(*)
103680
3000(*)
119340
3300(*)
154035
4770(*)
193140
6600(*)
236655
8880(*)
284580
11580(*)
336915
393705
454905
520515
-
60,000 PSI
TENSION
APPROX.
LOAD
TORQUE
(LB)
(LB-FT)
8514
60
13560
120
18120
200
25140
320
33060
490
43680
710
55740
1000
69300
1360
84300
1600
100800
2200
118800
3000(*)
138240
4000(*)
159120
4400(*)
205380
6360(*)
257520
8800(*)
315540
11840(*)
379440
15440(*)
449220
524940
606540
694020
-
NOTES:
1.
TORQUE VALUES SHOWN AS (*) FOR INFORMATION ONLY; USE DIRECT TENSION
OR BOLT ELONGATION ON THESE SIZES
2.
UNIT ELONGATIONS FOR INDUCED BOLT STRESSES:
a.
30,000 PSI: 0.0010 IN/IN
b.
45,000 PSI: 0.0015 IN/IN
c.
60,000 PSI: 0.0020 IN/IN
3.
THIS TABLE NOT TO BE USED WHERE INDUCED BOLT STRESS WILL APPROACH OR
EXCEED YIELD STRESS ON THE BOLT MATERIAL. SPECIFICALLY, DO NOT USE THIS
TABLE FOR ASTM A307 MACHINE BOLTS OR ANY STAINLESS STEEL BOLTING
EXCEPT FOR SA-564, GR. 630 (17-4PH).
4.
UNIT ELONGATIONS BASED ON A MODULUS OF ELASTICITY OF 30,000,000 PSI
1996:Rev.2
Piping/Mechanical Handbook
6-25
Section 6
Pipe Joints and Bending
ELONGATION METHOD BOLT AND STUD TENSIONING
ATTACHMENT 6-4
Elongation-Stress Correlation
The correlation of bolt or stud induced stress to total bolt elongation can be defined by the
following linear equation:
S = E * e/L
Where:
S = Induced Stress at the Thread Root Area (psi)
E = Modulus of Elasticity (30,000,000 psi)
e = Bolt or Stud Elongation (inches)
L = Effective Bolt or Stud Length (inches)
The effective bolt or stud length is determined as shown below:
Bolt or stud elongations during the tensioning process should be measured with a calibrated dial
indicator or other comparable instruments, accurate to with 0.001 inches. Measured elongations
must be with 10% of the calculated value to ensure accurate tensioning.
For fully threaded bolts or studs, the required elongation to achieve a given stress can be
computed as:
L*S
E
For a given induced stress level, a unit elongation, (e/L in units of inches/inch), can therefore be
calculated as:
e
=
e
L
=
S
E
Values of unit elongation for three different induced stress levels are shown in Attachment 6-3.
When a bolt or stud is not fully threaded, the required elongation to achieve a certain induced
stress level can be determined as follows:
eTOTAL = (S/E) * {l1 + (A1/A2) * l2}
6-26
Piping/Mechanical Handbook
1996:Rev.2
Pipe Joints and Bending
Where:
Section 6
eTOTAL = Total Bolt Elongation (inches)
S = Stress to be Induced in Area A1 (psi)
E = Modulus of Elasticity (30,000,000 psi)
l1 = Length of Engaged Bolt Thread (inches)
l2 = Length of Bolt Shank (inches)
A1/A2 = Ratio of Root Area to Shank Area (dimensionless)
The following figure illustrates the these definitions:
Example:
For a 1 inch diameter bolt
Required Induced Stress, S = 45,000 psi
Modulus of Elasticity = 30,000,000 psi
A1/A2 = 0.702 (See Attachment 6-3)
l1 = 2 inches
l2 = 4 inches
eTOTAL =
45,000 psi
30,000,000 psi
* {2" + (0.702) * (4")}
eTOTAL = 0.00721 inches
NOTE: If an allowance for the unthreaded portion of the bolt shank had not been made in the
above calculation, the required bolt elongation would have been determined to be 0.009 inches
resulting in an induced stress of 56,156 psi which is 25% higher than intended.
1996:Rev.2
Piping/Mechanical Handbook
6-27
Section 7
Valves
GENERAL
In industrial piping, the control of flow is very important. Mechanical devices used for flow control
are called valves. The principal functions of valves are:
•
•
•
•
•
Starting and Stopping Flow
Regulating or Throttling Flow
Preventing Back Flow
Regulating Pressure
Relieving Pressure
Steel valves are classified by nominal pipe size (NPS) and by pressure-temperature service
ratings. There are two service ratings; a Primary Rating and a Cold Working Pressure Rating:
•
•
The Primary Rating is a pressure rating established by standards and accepted practice at an
elevated temperature.
The Cold Working Pressure Rating is the rating at ambient temperature (minus 20°F to
100°F). This rating is referred to as the CWP (Cold Working Pressure) Rating. This rating is of
most interest when determining hydrostatic testing limits.
The Primary Rating is expressed in terms of steam. Steam ratings are used as a basis for
determining the suitability of a material for a given application. The Cold Working Pressure
Rating is usually designated by the mark WOG, which stands for Cold Water, Oil or Gas,
non-shock.
TABLE 7-1 - HYDROSTATIC TEST PRESSURES AT
100°°F OR LESS
Pressure
Class
150
Maximum Allowable
Pressure
425 psi
300
1100 psi
600
2175 psi
900
3250 psi
1500
5400 psi
2500
Contact Vendor
Cast and forged steel valves bear a
mark such as 150, 300, 600, etc.
These figures denote the maximum
pressure in pounds per square inch
(psi) at a certain temperature (usually
800 °F) for which an item is suited. A
certain 600-pound valve may be
suited for 600-pound pressure at
temperatures up to 850 °F. But if the
temperature exceeds that point, say
up to 1000 °F, the valve is not
recommended for pressures over
170 pounds.
As tabulated in Table 7-1, all ratings
are the maximum allowable non-shock pressure (psig) at the tabulated temperature (°F). The
pressure-temperature tables should be consulted to select the pressure class of product required
to meet the conditions of the intended service.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
7-1
Section 7
Valves
VALVE MATERIALS
Valve Body and Bonnet
Valve bodies and bonnets are made of brass or bronze mainly in the smaller sizes and for
moderate pressures and temperatures. Cast iron is used in all sizes up to working steam
pressures of 250 pounds, temperatures of 450 °F, and hydraulic pressures of 800 pounds. Cast
steels are used for more severe service. For high temperature service, valve bodies of the
chromium-molybdenum alloy steels are available. Forged steel is used in small valve bodies
which are machined and drilled out. This is not a practical method in larger sizes, although valves
up to 8 inches have been made from solid stock. For the more corrosive services, valves made of
AISI Type 304 and Type 316 stainless steels are available as standard sizes.
Castable materials used for valve bodies and bonnets include:
•
•
•
•
•
Cast Carbon Steel (ASTM A216, Grade WCB)
Cast Chrome-Moly Steel (ASTM A217, Grade C5 and Grade WC9)
Cast Type 304 Stainless Steel (ASTM A351, Grade CF8)
Cast Type 316 Stainless Steel (ASTM A351, Grade CF8M)
Cast Iron (ASTM A126) and Cast Bronze (ASTM B61 and B62)
Forged materials include:
•
•
•
Carbon Steel (ASTM A105 an A181)
Chrome-Moly Steels (ASTM A182, Grades F5, F11 and F22)
Stainless Steels (ASTM A182, Grades F-304, F-316 and F-347)
In some cases, valve bodies may be the same material as the pipe.
VALVE CONSTRUCTION
Valves are manufactured in standard sizes ranging from 1/2 inch through 36 inch nominal pipe
size. Valves may be as simple as a small plug valve (cock) having only four parts, or as complex
as a motor-operated control valve having hundreds of parts. The valves most frequently
encountered will have several parts that are functionally comparable and bear the same or similar
names.
Body
The valve body connects to the system piping, houses the internal valve parts, and provides a
pressure boundary as well as the passage for fluid flow. Bodies are made from a great variety of
metals and alloys. Thus, a body material can be selected on the basis of compatibility with
system piping and suitability for service conditions.
Most valves for ordinary uses have bodies made from appropriate grades of iron, steel or bronze
castings. Cast bodies are prone to have material flaws that may elude detection by all surface
type nondestructive examinations and their detection is only possible through use of volumetric
methods such as ultrasonic or radiographic examination. Forgings contain fewer defects and are
1996:Rev.2
Piping/Mechanical Handbook
7-2
Valves
Section 7
therefore generally used for the bodies of valves in critical service piping. Some very large valve
bodies are made from two or more forgings that are machined and welded together, then run
through a final machining process to true up interfacing surfaces. For critical services, a
radiographic examination is then performed.
Trim Materials
The removable internal metal parts that contact the line fluid are collectively known as the valve
trim. This includes parts such as the seat ring, disc or plug, glands, spacers, guides, bushings,
and internal springs. Parts not considered trim include the body, bonnet, packing, yoke, and
similar items. Valve trim parts are frequently made of materials that are compatible with but not
the same as the body material. Likewise, trim parts of different materials are often used within
the same valve assembly. Discs or plugs, and seat rings are pressure-retaining parts and need to
conform to specification requirements.
Disc
Most valves have a disc or plug that stops flow through the valve when pressed against a
stationary seat, or seats, in the body (closed) position. In the open position, the disc is moved
away from the seat to allow fluid flow. The plug or ball performs the same functions in plug
valves and ball valves. Many different styles of discs are used. Some bear little resemblance to
the flat, circular shape for which they were originally named, but the name is almost universally
recognized for this valve part.
Seat
Valves may be provided with integral seats or replaceable seat rings, depending on the valve
size. Small valves generally have screwed-in or welded-in seat rings, while larger valves have
seating surfaces made up of a hardened treatment of the base body metal. Fluid flow through the
valve is shut off by the seal formed between the disc and the seat.
The valve leakage rate is a function of the effectiveness of this seal.
Industry Standards
Valve body thickness and other design data are given in applicable valve standards. Standards
for metallic valves and their components have been established by ASTM and are mostly
incorporated in ANSI, while the American Petroleum Institute (API) has developed various valve
specifications for its industry. In addition, other standards of beneficial interest to the valve user
are available, particularly those published by the Manufacturers' Standardization Society of the
Valve and Fittings Industry (MSS).
Some of the commonly used standards follow:
ANSI B2.0 - Pipe threads
ANSI B16.1 - Cast iron pipe flanges and flanged fittings
ANSI B16.5 - Steel pipe flanges, flanged valves and fittings
ANSI B16.10 - Face-to-face and end-to-end dimensions of ferrous valves
ANSI B16.20 - Ring-joint gaskets and grooves for steel pipe flanges
1996:Rev.2
Piping/Mechanical Handbook
7-3
Section 7
Valves
ANSI B16.21 - Nonmetallic gaskets for pipe flanges
ANSI B16.34 - Steel valves, flanged, and butt welding ends
ANSI/ASTM A181 - Forged or rolled-steel pipe flanges, forged fittings, and valves and parts for
general service
ANSI/ASTM A182 - Forged or rolled alloy steel pipe flanges, forged fittings, and valves and parts
for high temperature service
MSS SP-25 - Standard marking system for valves, fitting, and flanges
NISS SP-45 - Bypass and drain connection standard
API 593 - Ductile iron plug valves
API 594 - Wafer-type check valves
API 595 - Cast-iron gate valves
API 597 - Steel venturi gate valves
API 599 - Steel plug valves
API 600 - Steel gate valves
API 602 - Compact cast steel gate valves
API 603 - Class 150 corrosion resistant gate valves
API 604 - Ductile iron gate valves
API 606 - Compact carbon steel gate valves (extended bodies)
API 609 - Butterfly valves to 150 psig and 150 °F.
API 6D - Pipeline valves
VALVE CATEGORIES
The main valve categories, based on the different body styles include:
•
•
•
•
•
•
•
Gate Valves
Globe Valves
Check Valves
Plug Valves
Ball Valves
Butterfly Valves
Safety Relief Valves
Besides these main categories, various other types of valves such as 3-Way, Swing, Stop Check,
Diaphragm, and Pinch valves are available for special purposes. Control Valves, which may use
basic design features of any of these main valve categories but which serve special operating
functions, are described in later in this manual. Valves can be obtained with ends flanged,
threaded for screwed connections, recessed for socket welding, or beveled for butt welding.
1996:Rev.2
Piping/Mechanical Handbook
7-4
Valves
Section 7
Gate Valves
Gate Valves have a significant feature of having less flow obstruction and lower turbulence within
the valve creating only a small pressure drop across the valve. A typical cross section view of a
gate valve is shown in Figure 7-1.
The main variations of gate valve
designs are by the type of disc or
wedge. These include the solid
wedge disc, double disc, flexible
wedge disc and split wedge disc
and vented disc. Three types of
discs are shown in Figure 7-2. Solid
wedges are of one piece
construction, solid web type. The
seating surfaces are precision
machined to a mirror finish to
provide full seating contact between
the wedge and seats.
The double disc makes closure by
descending between two parallel or
tapered seats in the valve body.
Double disc with parallel faces are
seated by being spread against the
body seats. A disc spreader makes
contact with a stop in the bottom of
the valve and forces the disc apart.
FIGURE 7-1 - GATE VALVE CROSS-SECTION VIEW
Flexible wedge discs are of one
piece construction but are cut out
between the two seats in such a
way as to provide a small degree of
flexibility. It is this "flexibility" that
makes the disc tight on both faces
over a wide range of pressures.
FIGURE 7-2 - GATE VALVE DISK TYPES
1996:Rev.2
Piping/Mechanical Handbook
7-5
Section 7
Valves
The split wedge disc is a two piece, wedge disc that seats between matching tapered seats in the
body. The spreader device is simple, and integral with the disc halves.
Vented discs generally used in cryogenic services are a flexible wedge with a hole drilled in one
side to allow even seating pressure on a downstream wedge for positive shutoff.
Globe Valves
As shown in Figure 7-3, Globe Valves are commonly constructed with its inlet and outlet in line
and with its port opening at right angles to the inlet and outlet. This seating construction
increases resistance to the flow and permits close regulation of fluid flow. The globe valve is
used principally in throttling service to control the flow to any desired degree. Flow is in the
bottom (under the seat) and out the top.
The main variations of globe valve
design are by the type of disc. Typical
disc types are shown in Figure 7-4.
These include plug type, composition
and conventional discs.
The plug disc is cone shaped with the
seat ring having a matching cone
shaped center. The wide bearing
surfaces of the long, tapered plug type
disc and matching seating offers high
resistance to the cutting effects of dirt,
scale, and other foreign matter.
FIGURE 7-3 - GLOBE VALVE CROSS SECTION VIEW
The composition disc unit consists of a
metal disc holder, composition disc and
retaining nut. The flat face of the
composition disc seats like a cap
against the seat opening. The disc is
normally circular shaped, approximately
a 3/16 inch thick flat piece of material
(compressed fiber or plastic). Closure
is effected against a thin lip protruding
from and actually constituting the valve
seat.
FIGURE 7-4 - GLOBE VALVE DISC TYPES
1996:Rev.2
Piping/Mechanical Handbook
7-6
Valves
Section 7
The conventional disc is the oldest kind of globe valve. The basic design feature is a flat
surfaced though slightly tapered valve seat that is fitted with a disc of convex configuration that
used the taper in the seat for closing. This type of seating has only a narrow line of contact that
normally assists an easy pressure tight closure.
Check Valves
Check Valves are entirely automatic in their operation and are activated internally by the flow of
fluid or gases which they regulate. As shown in Figure 7-5, check valves permit the flow in only
one direction and if the flow stops or tries to reverse its direction, the check valve closes
immediately and prevents backflow. As soon as the pressure in the line is re-established, the
check valve opens and the flow is resumed in the same direction as before.
There are three basic designs of check
valves:
•
•
•
Swing check
Lift check
Wafer (2 swinging flappers closed by a
spring)
Swing Check Valves
In the swing check, the disc is hinged at the
top and seats against a machined seat in
the tilted bridge wall opening. As shown in
Figure 7-6, the disc swings freely in an arc
FIGURE 7-5 - CHECK VALVE DETAIL
from the fully closed position to one
providing unobstructed flow. The valve is kept open by flow, with the size of the opening varying
with the volume of the flow.
Lift Check Valves
For lift check valves, the flow is the same as through the globe valve. Consequently, there is
turbulence within the valve and some pressure drop occurs.
A general detail for a Lift Check Valve is shown in Figure 7-6. Lift check valves can be divided
into three different types.
Horizontal-Lift Check Valve
The horizontal-lift check valve has an internal construction similar to the globe valve. The disc,
which is seated on a horizontal seat, is equipped with guides above and/or below the seat and is
guided in its vertical movement by integral guides in the seat bridge or valve bonnet. The disc is
seated by backflow, or by gravity when there is no flow, and is free to rise and fall depending on
the pressure under it. These valves are normally only installed in the horizontal position, however,
can be installed in a vertical position with upward directed flow.
1996:Rev.2
Piping/Mechanical Handbook
7-7
Section 7
Valves
Vertical-Lift Check Valve
The vertical-lift check valve has the same guiding
principle as the horizontal lift check. It is
equipped with a free-floating guided disc that
rests when inoperative on the seat. These valves
are of practical use only when installed in a
vertical piping system with an upward directed
flow.
Ball Check Valve
The ball check valve is similar to the horizontal or
vertical lift check valve. Instead of a guide disc, a
ball serves as the flow control medium. When
operating, the ball is constantly in motion,
reducing the effect of wear on any particular area
of its sphere.
On some vertical-lift check valve designs, the
disc or ball is spring loaded for improved
performance in vertical applications.
FIGURE 7-6 - CHECK VALVE DESIGNS
Plug Valves
As shown in Figure 7-7, Plug Valves are composed of a tapered or cylindrical plug fitted snugly
into a correspondingly shaped seat in the valve body. The plug is provided with an opening in
line with the flow opening in the valve body. The porthole or flow opening in the plug may be
round, oblong or diamond shaped. The valve is opened by turning the plug so that the opening in
the valve body and plug are in line and is closed by turning the plug so that the plug opening is at
right angles to the valve body opening. Small plug valves are usually referred to as plug cocks.
Plug valves are either lubricated or non-lubricated. For non-lubricated valves, the plug may be
inserted from the top or bottom of the valve body. The use of cylindrical plugs is often preferred
since they are less likely to experience galling or freezing than conical plugs. In some designs,
plastic seats are often molded into grooves of the plug to provide better seals, and bottom springs
assist in operation.
The lubricated plug valve is designed with grooves in the plug which permits the lubricant to seal
and lubricate the valve as well as to function as a hydraulic jacking force to lift the plug within the
body, thus permitting easy operation. The lubricant is forced into its various distribution channels
by a special lubricant gun that fits a button head fitting on top of the plug. The straightway
passage through the port offers no opportunity for sediment or scale to collect. The valve plug,
when rotated, wipes foreign matter from the plug.
1996:Rev.2
Piping/Mechanical Handbook
7-8
Valves
Section 7
Ball Valves
Ball Valves are used in many of the
processing industries. As shown in
Figure 7-8, a ball valve is similar to a plug
valve except the plug in a ball valve is
spherical instead of being tapered or
cylindrical. Like the lubricated plug
valves, these valves are quick opening.
They also provide a very tight closure on
viscous or hard to hold fluids. Ball valves
are non-sticking and pressure drop
through the valve is reduced to a
minimum due to the full pipe size opening
in the ball.
Ball valves are made in three general
patterns:
FIGURE 7-7 - PLUG VALVE DETAIL
•
•
•
Venturi port
Full port
Reduced port
The venturi port has a reduced diameter
venturi configuration. The full port valve has
an inside diameter equal to the inside
diameter of the pipe. The reduced port
generally involves one pipe size smaller than
the line size.
Butterfly Valves
Butterfly Valves are low pressure valves of
simple design, which are used to control and
regulate flow. They are characterized by fast
operation and low differential pressure drop.
They require only a quarter turn from closed
to full-open position. Butterfly valves are not
intended for pressure tight services. Rubber
seat butterfly valves are manufactured in a
wide range of sizes, from 2 inch diameter to
11 feet in diameter and more. However, in
industrial applications valves are usually
found in ranges from 2 to 24 inches.
FIGURE 7-8 - BALL VALVE DETAIL
1996:Rev.2
Piping/Mechanical Handbook
7-9
Section 7
Valves
FIGURE 7-9 - BUTTERFLY VALVE DETAIL
As shown in Figure 7-9, the butterfly valve consists of the valve body, shaft and butterfly disc, and
sealing gland. As shown in Figure 7-10, the valve design has been diversified by introducing
three different valve bodies without variations in the interaction between seat and disc. The
flanged butterfly valve has a short valve body and is flanged at both ends. If necessary, welding
ends, in lieu of flanges, can be provided. Butt welding of butterfly valves is not a standard
connecting method and is not desirable because of possible damage to the seating surfaces.
The lug-wafer butterfly valve has a shortened valve body with protruding lugs whose bolt circle
matches adjoining flanges.
FIGURE 7-10 - BUTTERFLY VALVE DESIGNS
7-10
Piping/Mechanical Handbook
1996:Rev.2
Valves
Section 7
Tapped holes can be provided and cap screws can be used to fasten the lugs individually to each
flange, thus permitting the valve to be used as a dead-end valve also. The wafer butterfly valve
consists of a short body like the lug wafer but without the lugs. This valve can be inserted and
centered between two adjoining flanges. Gaskets may be molded onto the body or may have to
be inserted for a satisfactory flanged joint.
Most butterfly valve component parts are of metallic materials with stem and disc often furnished
in a higher alloy material than that of the body because of service requirements. The valve body,
which is also the valve seat when the butterfly disc reaches a perpendicular position, is often lined
with rubber or plastic materials to provide a pressure tight shutoff. When the stem protrudes
through the valve body, a gland sealing is provided to eliminate fluid loss at this point.
Safety and Relief Valves
Safety and Relief Valves are mounted directly on piping, pressure vessels, and equipment that is
subject to potentially dangerous overpressure in case controls malfunction. They are set to open
automatically at a set pressure to relieve system pressure before it gets high enough to cause
damage. A typical safety relief valve is shown in Figure 7-11.
Safety Valves are also known as pop safety
valves. They are a spring loaded, quick
opening, full flow valve for systems containing
pressurized, compressible fluids such as
steam, air, or other vapors or gases.
Manufacturers set and test each safety valve
in accordance with code requirements, then
seal the set pressure and overpressure
adjusting devices. The set pressure is
adjusted by increasing or decreasing the
spring compression. Spring pressure holds
the valve closed until the set pressure is
reached, at which time the system fluid
pressure forces the valve completely open.
Spring pressure forces the valve disc back to
the seat when the fluid pressure drops slightly
below the opening pressure. The difference
between the opening (set) pressure and the
closing (resetting) pressure is called
blowdown. The blowdown can be adjusted by
an adjusting ring that forms a chamber
(huddling chamber) below the disc. The valve
is usually equipped with a hand lever so that it
can be tested periodically. Hand levers are
prohibited, however, for noxious and
flammable gas applications.
FIGURE 7-11 - SAFETY RELIEF VALVE DETAIL
1996:Rev.2
Piping/Mechanical Handbook
7-11
Section 7
Valves
Relief Valves are similar to a safety valve but open only slightly at set pressure. Instead of
immediate full opening, they open wider if the pressure increases above the set pressure. Relief
valves are normally used for liquids, such as water or oil, where release of a small volume will
rapidly lower the pressure.
Safety Relief Valves combine the features of a relief valve and a safety valve. The valve will
crack open to slowly relieve built-up pressure or pop fully open in case of rapid pressure
increases. The valves are suitable for liquid and saturated steam service. A typical application is
in hot water heating systems, where steam might be generated by uncontrolled heating. The
diameter of the piping on the downstream side of the relief valve is always larger than the piping
on the upstream side.
Depending on client requirements, all safety and relief valves are required to be tested 30-90
days prior to start-up to verify valve set points.
Rupture Discs
A cruder and much less costly device than spring loaded or electrically actuated safety valves for
pressure relief is the rupture disc.
A rupture disc is a pre-bulged membrane made of various metals, depending on the service for
which it is intended. A disc may be used instead of a safety valve or installed ahead of a safety
valve if:
•
•
•
•
The disc has ample capacity
The maximum pressure rating of the disc does not exceed maximum allowable pressure of
the system being protected
The area of the disc is at least equal to the area of an equivalent relief valve
The disc is guaranteed to burst within plus/minus 15 percent of its specified bursting pressure.
In most cases where a safety valve is used in conjunction with a rupture disc, the rupture disc is
set to relieve at 20 percent above the safety valve. The safety valve will take care of all normal
over pressurization, while the rupture disc will take care of excessive pressures and will protect
the system in case of safety valve failure.
VALVE STEM VARIATIONS
The stem is the link that connects the valve operator or actuator to the sealing disc, plug, or ball.
A particular motion (travel) is necessary to open and close a valve. Linear motion is needed for
gate and globe valves, whereas rotary motion is needed for ball, plug, and butterfly valves.
Stems should always be oriented between the horizontal and vertical position.
Types of stems for gate, globe and angle valves are shown in Figure 7-12 and are summarized
as follows:
7-12
Piping/Mechanical Handbook
1996:Rev.2
Valves
Section 7
Rising Stem with Outside Screw and Yoke (OS&Y)
In this arrangement the outermost part of the stem is threaded. The stem is smooth along the
part that is inside the valve, and is sealed (packed) so that the threads are isolated from the fluids
that are in the line. Two styles are available; one having the handwheel fixed to the stem so that
they rise together, and the other having a threaded sleeve that causes the stem to rise through
the handwheel. In both styles, the position of the stem indicates the position of the valve disc.
Rising Stem with Inside Screw
This is the simplest and most common
stem arrangement for smaller size low
to moderate pressure gate, globe, and
angle valves. The threaded part of the
stem is inside the valve body and the
stem packing is along the smooth part
that projects to the outside. The
threads are thus in contact with the
process fluid inside the valve. The stem
and handwheel rise when the valve is
opened, thus indicating the position of
the valve disc. Only the smooth end of
the stem is exposed to the atmosphere.
Non-rising Stem with Inside Screw
FIGURE 7-12 - GATE, GLOBE, AND ANGLE VALVE
STEM VARIATIONS
In this arrangement the stem turns, but
does not rise when the valve is opened.
Instead, the disc travels up and down
the stem threads when the stem is
turned to open and close the valve.
The stem threads are exposed to the
line fluid; thus limiting use to fluids that
will not corrode or erode the threads or
leave deposits on them.
Sliding Stem
This stem does not turn. Instead, it is moved straight out or in to open and close the valve. The
most common application is for handlever operated quick opening valves. Other applications are
in control valves that are operated by hydraulic or pneumatic cylinders.
BONNET DESIGN VARIATIONS
The joint between the body and bonnet must be pressure tight under the service conditions for
which the valve is to be used. Bonnets are made of materials that are the same as or compatible
with the valve body. The bonnet is a pressure retaining component of the valve; thus bonnets
1996:Rev.2
Piping/Mechanical Handbook
7-13
Section 7
Valves
must conform to code requirements. Several types of bonnets are available for various service
conditions. The basic types that are most commonly used are:
•
•
•
•
•
Threaded Bonnet
Union Bonnet
Bolted Bonnet
Pressure Seal Bonnet
Seal Welded Bonnet
The Threaded Bonnet shown in Figure 7-13
is the simplest and least expensive bonnet
joint. A metal to metal seal is effected
between the body and bonnet. This type is
suitable for many small low pressure valve
applications. It is commonly used in these
applications where the valve will not require
frequent dismantling.
The Union Bonnet also shown in Figure 7-13
is a two piece design consisting of the
bonnet and a ring that slips over the bonnet.
The ring is called a bonnet ring or union
bonnet ring. It has internal threads that
mate with external threads on the valve
FIGURE 7-13 - BONNET VARIATIONS
body. Metal to metal seals are effected
between the body and bonnet and the bonnet and ring.
The Bolted Bonnet type shown in Figure 7-13 uses a gasket to seal the joint between the body
and bonnet. The bonnet has a flange that is bolted to a mating flange on the body. Various
flange facings and gasket styles are used. Some designs have the bonnet secured by studs that
are screwed into tapped holes in the valve body. Others have machine bolts or studs with a nut
on each end, in which case the body flange has holes drilled through to match the holes in the
bonnet flange.
In a Pressure Seal Bonnet, the bonnet gasket is placed in a recess between the bonnet and the
valve body. A retaining ring is positioned above the gasket (seal ring). The gasket is wedge
shaped, so that line pressure pushing outward against the underside of the bonnet will cause the
bonnet to wedge the gasket tightly against the body wall. Thus the higher the pressure, the tighter
the seal. The sealing surface along the body wall must be accurately machined, ground, or
lapped to a very smooth finish.
Seal Welded Bonnet is sometimes referred to as the breechlock design. The usual arrangement
is a threaded bonnet that is screwed into the body until a metal to metal seal is formed between a
bonnet lip and mating body lip. The lips are then seal welded. The joint is leaktight, and will
remain so as long as disassembly is not required.
7-14
Piping/Mechanical Handbook
1996:Rev.2
Valves
Section 7
STUFFING BOX AND SEALS
Most stem operated valves have their stem sealed by packing that is compressed between the
stem and bonnet. The area within which the packing is compressed is commonly called the
stuffing box or packing box. The packing is usually compressed by tightening a packing nut or
packing gland bolts. As shown in Figure 7-14, various stuffing box arrangements are available.
Packing Nut without Gland
This arrangement includes an internally threaded packing nut that is screwed onto matching
external bonnet threads. The packing is compressed between the inside walls of the nut and the
top of the bonnet.
Packing Nut with Gland
In this arrangement, a gland is provided between
the packing nut and the packing. The gland
absorbs the packing nut torsion, thus preventing
packing gall.
Bolted Gland
A gland, gland flange, and gland bolts with nuts
are used in this arrangement. The packing is
compressed by tightening the nuts on the gland
bolts. The mating surfaces on the gland and
flange are similar to a ball and socket joint. This
allows the flange to swivel if the nuts are unevenly
tightened on the gland bolts, thereby maintaining
uniform pressure on the gland and packing.
Injection Type
A
B
C
D
E
=
=
=
=
=
Packing Nut without Gland
Packing Nut with Gland
Bolted Gland
Injection Type
Lantern Type
FIGURE 7-14 - STUFFING BOX AND
SEALS
In this arrangement, an injector fitting is provided
on the valve bonnet. A passageway leads from
the fitting to the stuffing box area within the
bonnet. The packing is replenished by injecting
plastic material through the injector fitting. The
packing can thus be replenished while the valve is
open, closed, or being cycled. This feature is
advantageous for valve applications entailing
considerable packing wear.
Lantern Type
The Lantern Ring is a spacer between rings of packing. During fabrication, it is relieved to
provide voids that act as cooling chambers or collect fluid that leaks past the lower packing rings.
Lantern rings with an upper and lower set of packing are used in power plant valve stuffing boxes
where stem leakage detection is desirable in high pressure, high temperature services. The
leakage is drained off through a leakoff fitting in the bonnet, thus providing for essentially zero
leakage through the upper packing rings. During system turnover, valves should be checked to
1996:Rev.2
Piping/Mechanical Handbook
7-15
Section 7
Valves
determine if the packing is installed since suppliers may ship valves with the packing loose (i.e.
uninstalled).
VALVE TRIM
Bronze trim is commonly used in valves intended for mild service, such as water at moderate
temperatures and pressures. Stainless steel is used where increased strength, durability, and
corrosion resistance are required. Type 316 stainless steel forgings conforming to ASTM A182
are suitable for many general service applications. Alternatively, these parts may be machined
from type 316 bar stock conforming to ASTM A276. Severe service applications may require
hardened grade 630 (17-4PH) wrought stainless steel trim conforming to ASTM A564.
Additional erosion and corrosion resistance for severe service applications can also be attained
by applying Stellite or Colmonoy hard facing to the seating surfaces of grade 316 stainless steel
trim. These hard facings are patented alloys; Stellites being various compositions of tungsten and
chromium particles in a cobalt base, and Colmonoy being very hard crystals of chromium boride
in a nickel base. Where severe corrosive conditions are a prime consideration, the trim may be
one or a combination of various nickel or cupronickel alloys known by trade names such as
Hastelloy, Inconel, and Monel.
Non-standard trim such as Stellite can significantly increase the price and delivery time of valves
and require special coordination with design engineering and procurement.
FIGURE 7-15 - MANUAL HANDWHEELS
Valve Operators
Externally operated valves are opened, closed, or adjusted by applying some type of force to the
stem. There are two basic types of operators for applying this force:
•
•
Manual
Powered
The simplest form of manual operator is the handwheel. Electric motors or solenoids, or hydraulic
or pneumatic devices may be used on powered operators. Actuating devices for powered
7-16
Piping/Mechanical Handbook
1996:Rev.2
Valves
Section 7
operators are sometimes automatic, such as for control valves, and sometimes are manually
switched, such as a push-button switch for an electric motor operated valve. Power operated
valves often also have a handwheel for emergency operation in case of a power failure.
FIGURE 7-16 - HANDWHEEL TYPES
Manual Operators
1996:Rev.2
Piping/Mechanical Handbook
7-17
Section 7
Valves
The handwheel is the most common means of operating smaller low pressure valves with a
rotating stem. In the simplest form, the force applied to the handwheel is transmitted directly to
the stem. The amount of manual power that would be required to turn the handwheel on a large
high pressure valve makes this arrangement impractical for such applications. A variety of
manual operators as shown in Figure 7-16.
As shown in Figure 7-15, wrenches or keys are sometimes supplied on small shutoff valves
having a removable operator as a safety feature. The operator must be placed on the stem to
open or close the valve, and is then removed. Hand levers are used to turn the stem on valves
that are fully opened or closed by one-quarter or one-half turn. Examples of this arrangement are
plug, ball, and butterfly valves. Hand levers are also used on manually operated sliding stem
valves.
FIGURE 7-17 - FLOOR STAND AND CHAINWHEEL DETAILS
A Hammer Blow Handwheel is used on large valves that would be somewhat difficult to operate
with an ordinary handwheel. The handwheel is turned rapidly and forcefully until the two
handwheel lugs strike the anvil that is attached to the stem. This hammering action increases the
torque that is transmitted to the stem to force the disc tightly against the seat in large valves that
require high torque for complete shutoff, or to free a disc that is wedged against the seat. When
extra torque is not needed, the handwheel is simply turned in the same manner as any other
handwheel (prior to final seating during closing or after initial freeing during opening).
Gears are supplied for many large high pressure valves requiring more operating torque that can
be directly applied through a handwheel. Gear operators are used to multiply the torque from the
handwheel. Bevel gears, spur gears, or worm gears may be used.
Extension Stems are used to operate a valve from a distance or to extend the stem through a
platform, floor, or wall. Extension stems are often used in nuclear power plants so that valves in
radiation zones can be operated from shielded areas. They are available as straight extensions,
with universal joints, or with right angle gear drives. A right angle drive is commonly used to avoid
line of sight orientation of operators for valves in high radiation systems. Floor stands or wall
sleeves are sometimes used for this purpose.
7-18
Piping/Mechanical Handbook
1996:Rev.2
Valves
Section 7
Floor Stands, shown in Figure 7-17, are used to guide, support, and shield an extension stem for
a valve that is operated through a floor or platform. Floor stands are available in a variety of
styles, with or without indicators.
Chain Wheels, also shown in Figure 7-17, permit operation of the valve from floor level when the
valve is above a normal reach. The chain wheel can be attached to the handwheel, or it can
replace the handwheel. Hammer blow chain wheels are also available.
Pneumatic Cylinder Operators
Pneumatic cylinders, shown in Figures 7-18 and 7-19, are ideally suited for fast operation of large
gate valves. The cylinder contains a double acting piston. Pressurizing one end will push the
piston back to open the valve, and pressurizing the other end will reverse the action. The air
supply is controlled by a small 4-way valve or a 2-way valve with a spring loaded piston. This
valve may be manually operated or may have a manually or automatically controlled solenoid
operator. The cylinder can be used on sliding stem valves, or adapted to externally threaded
rising stem valves.
The pneumatic piston operator designed for reciprocating stem positioning, may easily be
adapted for butterfly valves and other types of valves by use of proper linkages and mounting
brackets. Other types used for quarter turn actuation are:
•
•
•
•
•
Cylinder with rack and pinion
Cylinder with linkage
Electric gear drive rotary with linkage
Electric gear drive rotary direct connected,
hydraulic or pneumatic rotary vane
Cylinder with spiral thread
The Hydraulic Cylinder operates on the same
principle as the pneumatic cylinder, and has
similar applications. A hydraulic pumping unit
is usually needed to supply pressurized
hydraulic fluid.
Cylinders with rack and pinion may employ a
double end piston with one rack and pinion or
pressure at one end may be replaced by a
spring. Two separated double end pistons,
each carrying a rack, may be ported to give an
additive output.
Cylinder mounting methods due to the variety
of bonnet and stem configurations becomes a
major consideration. When the actuator
design is controlled by the company producing
the valve, both may be designed for one
another.
1996:Rev.2
FIGURE 7-18 - VALVE PNEUMATIC
OPERATORS
Piping/Mechanical Handbook
7-19
Section 7
Valves
In many cases, the bonnet bolts are used to hold a bracket. Flange bolting offers a firm and well
oriented point for bracket attachments. A spindle on a pipe saddle makes the unit easily
removable. Pipe brackets suspending the actuator above the valve place no stress on the valve
body. The bracket may be screwed to an end connector.
Use of a solenoid (a soft iron core that can move within the field set up by a coil surrounding the
core) is a common means of opening or closing a valve. Instrumentation valves are sometimes
operated by an electric solenoid. This application is typically used on small valves, but
occasionally is used on valves up to 4 inches in size. The solenoid may be controlled by a
manually operated pushbutton switch, but it usually has remote or automatic controls. The valve
is normally held in one position, such as closed, by a spring. As shown in Figure 7-20, the
solenoid moves the stem to the opposite position, such as fully open, and the spring returns the
stem to the original position when the solenoid is de-energized. A typical application is for low
pressure air service, especially in instrumentation.
Solenoids cannot actuate large valves or valves with high pressure drops without undesirable
large solenoid currents. For such service, the solenoid operates a small pilot valve to admit line
pressure for operation of the main valve.
For on-off control, particularly where short valve strokes are needed, solenoids offer a high
response speed. They are coupled to the valve stem either directly, or indirectly through
mechanical or pneumatic mechanisms.
Solenoid operated valves are used extensively for emergency shutoff service or automatic
opening of a valve simultaneously with the operation of a pump or other piece of equipment.
Many electric valves used for emergency shutoff are magnetic, but cannot be considered as
solenoid operated. The valve may be globe or rotating gate type, and, in either case, held open
by electromagnets. Upon loss of current (due to the action of a pilot switch or failure of electrical
service), the valve closes by a combination of spring action, weight of parts, and sometimes, fluid
7-20
Piping/Mechanical Handbook
FIGURE 7-19 - PNEUMATIC VALVE OPERATOR DETAIL
1996:Rev.2
Valves
Section 7
flow in the line.
1996:Rev.2
Piping/Mechanical Handbook
7-21
Valves
Item No.
1
2
3
4
5
6
7
8
9
Description
Body
Bonnet
Main Disc
Pilot Disc
Disc Inserts
Piston Ring
Disc Pin
Sleeve
Spring
Section 7
Item No.
10
11
12
13
14
15
16
17
18
Description
Stem
Spring Retainer
Stem Pin
Plunger
Fixed Core
Coil Base
Coil
Coil Cover
Lock Nut
FIGURE 7-20 - SOLENOID MOTOR ACTUATED VALVE
Control Valves
Control valves are a functional rather than a design classification. Control valves have design
features that have been developed and refined specifically for improvement of control valve
performance. As shown in Figure 7-21, control valves have an actuator that is powered by
energy from an independent source. The actuator moves the valve closure member in response
to an external signal. The movement is proportionate to the signal. Valve closure member
position changes in relation to the valve port or ports are thus controlled by and in proportion to
the external signal. Fluid flow through the valve is controlled by the valve closure member, so
that position changes will throttle, stop, start, or alter the routing of the flow. Control valves can
therefore be used to regulate a variety of process conditions, including flow rate, pressure,
temperature, liquid level, and input or output routing.
1996:Rev.2
Piping/Mechanical Handbook
7-21
Section 7
Valves
Variations in control valve
configurations are practically endless,
but the most common arrangements
have a globe type valve with specially
designed trim and a pneumatically
operated diaphragm actuator. Ball,
butterfly, diaphragm, rotary plug, and
sliding gate valves are also used as
control valves. Actuators can also be
pneumatic pistons (cylinders),
hydraulic cylinders, electric solenoids,
and various combinations of these.
FIGURE 7-21 - CONTROL VALVE
It is particularly important to maintain
access and removal space for control
valves when selecting an installation
location.
Control Valve Actuators
Pneumatically operated control valve actuators are the most popular type in use, but electrohydraulic actuators are also widely used. The spring and diaphragm pneumatic actuator is most
commonly specified, due to its dependability and its simplicity of design. Pneumatically operated
piston actuators provide integral positioner capability and high stem force output for demanding
service conditions. Adaptations of both spring and diaphragm and pneumatic piston actuators
are also available for installation on rotary shaft control valves.
Electro-hydraulic actuators are more complex and more expensive than pneumatic actuators.
They offer advantages where no air supply source is available, where low ambient temperatures
could freeze condensed water in pneumatic supply lines, or where usually large stem forces are
needed. The following is a summary of the design and operating characteristics of some popular
actuator styles:
Diaphragm Actuators
These are widely available in a great range of sizes. The two basic types of diaphragm actuators
are shown in Figure 7-22. One type is generally called a direct acting diaphragm actuator, and
the other a reverse acting diaphragm actuator.
The direct acting type has a spring that holds the valve in the open position when the air chamber
above the diaphragm is not pressurized. Air pressure counteracts the spring force, and fluid
pressure against the valve closure member, to push the valve stem downward. The air pressure
is controlled by a positioner, so that the pressure is increased when the valve closure member
must be moved closer to the set (for closer throttling), and further increased if the valve is to be
completely closed. The reverse acting type works in the opposite manner. The spring force holds
the valve in the closed position and air pressure moves it to a partially open (throttled) or fully
open position. The chamber above the diaphragm in a reverse acting diaphragm actuator must
be vented.
1996:Rev.2
Piping/Mechanical Handbook
7-22
Valves
Section 7
Diaphragm actuators are simple, reliable, and available in a multitude of sizes, which is why they
are used on most control valves. However, the diaphragm will not withstand high pressure.
Thus, a very large actuator is needed to operate a valve having high unbalanced or generated
force.
Item No
15
17
18
19
20
21
22/22A
26
30
31
32
33
34
35
36
37
Description
Packing Box Gasket
Yoke
Cap Screw
Gasket
Packing Nut
Snap Ring
Actuator Spring
Actuator Stem
Packing Box
Nut (Actuator Stem)
Yoke Packing
Spring Guide
Spring Button
Pipe Plug
Spring Adjuster
Bushing
Item No
39
40
41
43
44
45
46
56
57
70
71
72
73
74
76
Description
Diaphragm
Diaphragm Plate
Diaphragm Washer
Upper Diaphragm Case
Lower Diaphragm Case
Diaphragm Case Cap Screw
Diaphragm Case Nut
Travel Indicator Scale
Machine Screw
Ball & Retainer
Spring Barrel
Spring Barrel Cap
Ball Bearing Race
Cap Screw
Spacer Ring
FIGURE 7-22 - DIAPHRAGM ACTUATORS
1996:Rev.2
Piping/Mechanical Handbook
7-23
Section 7
Valves
Piston Actuators
Unlike diaphragm actuators,
hydraulic and pneumatic cylinders
are made to withstand high
pressures. Therefore, these are
often more suitable for a valve
that requires high operating force.
The cylinder contains a single
acting or double acting piston. As
shown in Figure 7-23, the single
acting piston is spring loaded and
functions in much the same
manner as a diaphragm actuator.
The double acting piston is moved
back and forth by pressurizing or
increasing the pressure on one
side while concurrently exhausting
or decreasing the pressure on the
other side. Double acting
pneumatic pistons with positioners
are more commonly used than the
other piston types for control
valve actuators.
Electro-Hydraulic Actuators
Item No.
1
2
Description
Yoke
Stem Lock
Item No.
19
20
3
4
Stem Lock Bolt
Stem Lock Nut
21
22
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Piston Rod
Piston Rod O-Ring
Adapter Screw O-Ring
Base Plate
Base Plate O-Ring
Nut (Actuator Stem)
Piston Rod Washer
Piston Rod O-Ring
Travel Stop
Seal Tube
Seal Tube O-Ring
Caution Plate
Drive Screw
Loading Tubing
Assembly
23
24
25
26
27
28
29
30
31
32
33
34
35
36
Description
Connector
Regulator-Positioner
Assembly
Elbow
Actuating Tubing
Assembly
Rate Spring
Dome
Spring Button Assembly
Seal Tube Retainer
Seal Tube Gasket
Spring
Dome Retaining Ring
Adapter Screw
Adapter Nut
Stem Boot
Travel Plate
Travel Plate Screw
Travel Plate Nut
Name Plate
These actuators require only
electrical power to the motor and
an electrical input signal from a
controller. They are ideal for
isolated locations where
pneumatic supply pressure is not
available but where precise
control of valve plug position is
needed. The units are usually
self contained, including motor,
pump, and double acting
hydraulically operated piston
within a weather proof or
explosion proof casing.
FIGURE 7-23 - PISTON ACTUATOR
1996:Rev.2
Piping/Mechanical Handbook
7-24
Valves
Section 7
Valve Positioners
Many valve positioners have been developed and are presently available. In function, they are
alike, although there are various shapes, styles, and operating principles. Positioners are
generally mounted on the side of diaphragm actuators and on the top of piston actuators. They
are connected mechanically to the valve stem or piston so that stem position can be compared
with the position dictated by the controller.
An auxiliary positioner is used for systems where it is necessary to:
• Split range the controller output to more than one valve
• Amplify the controller output signal pressure above the standard range to provide increased
actuator thrust or stiffness
• Provide the best possible control with minimum overshoot and fastest possible recovery
following a disturbance or load change where long controller instrument lines are involved
Pneumatic Positioners
The positioner schematic shown in Figure 7-24 shows a pneumatic positioner connected for
double acting service on a piston actuator. Tension on the range spring provides feedback to the
positioner, which will vary as the stem position changes. The spring loading force is applied
through the lever and cam to the positioner's input capsule. Control instrument pressure is
applied between the diaphragms in the input capsule. Therefore, the input capsule serves as a
force balance member, matching the valve stem position (as measured by tension on the range
spring) to the control instrument signal.
When the opposing forces balance exactly, the system will be in equilibrium and the stem will be
in the exact position called for by the control instrument. If the opposing forces are not in
balance, the input capsule will move up or down, and by means of the pilot valves, will change the
output pressures. This will move the stem until the tension on the range spring opposes exactly
the control instrument pressure.
FIGURE 7-24 - PNEUMATIC POSITIONERS - SCHEMATIC
1996:Rev.2
Piping/Mechanical Handbook
7-25
Section 7
Valves
Electro-Pneumatic Transducers
Shown in Figures 7-25 and 7-26, the transducer receives a direct current input signal and uses a
torque motor, nozzle flapper, and pneumatic relay to convert the electric signal to a proportional
pneumatic output signal. Nozzle pressure operates the relay and is piped to the torque motor
feedback bellows to provide a comparison between input signal and nozzle pressure. The
transducer can be mounted directly on a control valve and operate the valve without need for
additional boosters or relays. On-off electro-pneumatic transducers are also available and are
commonly used to replace solenoid valves in intrinsically safe systems.
FIGURE 7-25 - ELECTRO-PNEUMATIC POSITIONER - SCHEMATIC
Control Valve Bodies and Trim
Basic body styles are essentially the same as those used for manually operated valves. Globe,
angle, and Y-pattern bodies are used and these have a reciprocating valve closure member that
functions in the same manner as the disc in a comparable manually operated valve. However, in
a control valve, the closure member is called a plug or valve plug instead of a disc. Again, this is
a reciprocating plug and not the rotary plug that constitutes the closure member in a plug valve.
Rotary plugs are also used in some control valves. Ball valves, butterfly valves, and diaphragm
valves are sometimes used as control valves. The globe style body, however, is the most
commonly used type. Plugs and seats in globe style control valves are much more specialized
than comparable parts of manually operated globe valves. Several different plug shapes are
used, and each shape is designed for a specific combination of fluid characteristics and operating
conditions.
1996:Rev.2
Piping/Mechanical Handbook
7-26
Valves
Section 7
FIGURE 7-26 - ELECTRO-PNEUMATIC TRANSDUCER
VALVE BODIES
As shown in Figure 7-27, valve bodies come in single ported, double ported, and three way body
configurations.
Single Port Valve Bodies
This is the most common body style and is simple in construction. The bodies are available in
various forms including globe, angle, bar stock, forged, and split constructions. These are
generally specified for applications with stringent shutoff requirements.
Many modern single seat valve bodies use a cage style construction to retain the seat ring,
provide valve plug guiding, and provide a means for establishing a particular flow characteristic.
The cage style trim offers advantages in ease of maintenance and in interchangeability of cages
to alter valve flow characteristics. Cage style, single seat valve bodies can also be easily
modified by change of trim parts to provide reduced capacity flow, noise attenuation, or reduction
or elimination of cavitation. Normal flow direction is most often up through the seat ring and, in
the case of valves with cage style trim, the flow direction is out through the openings in the cage
wall.
Double Ported Valve Bodies
1996:Rev.2
Piping/Mechanical Handbook
7-27
Section 7
Valves
In this style, force on the plug tends to be balanced as flow tends to open one port and close the
other. These valves normally have higher capacity than single ported valves of the same line
size. Many double ported bodies are reversible, so the valve plug can be installed as either "push
down to open" or "push down to close." Port guided valve plugs are often used for on-off or low
pressure throttling service. Top and bottom guided valve plugs furnish stable operation for severe
service conditions.
FIGURE 7-27 - VALVE BODY TYPES
Three Way Valve Bodies
Three pipeline connections to provide general converging (flow mixing) or diverging (flow splitting)
service. Designs utilize cage style trim for positive valve plug guiding and ease of maintenance.
1996:Rev.2
FIGURE 7-28 - BALANCED PLUG - CAGE TYPE
Piping/Mechanical Handbook
7-28
Valves
Section 7
Balanced Plug, Cage Style Valve Bodies
As shown in Figure 7-28, this body style is single ported in the sense that only one seat ring is
used. Cage style trim is used to provide valve plug guiding, seat ring retention, and flow
characterization. In addition, a sliding piston ring type seal between the upper portion of the valve
plug and the wall of the cage cylinder virtually eliminates leakage of the upstream high pressure
fluid into the lower pressure downstream system. Interchangeability of trim permits choice of
several flow characteristics, noise attenuation or anticavitation components. For most available
trim designs, the standard direction of flow is in through the cage openings and down through the
seat ring.
Valve Bonnets
The bonnet normally provides a means of mounting the actuator to the body and houses the
packing box. On control valve bodies with cage style trim, the bonnet furnishes loading force to
prevent leakage between the bonnet flange and the body and also between the seat ring and the
body. The tightening of the body to bonnet bolting compresses a flat sheet gasket to seal the
body to bonnet joint, compresses a spiral wound gasket on top of the cage, and compresses
another flat sheet gasket below the seat ring to provide the seat ringbody seal. The bonnet also
provides alignment for the cage (which in turn guides the valve plug) to ensure proper valve plug
seat ring alignment.
Valve Plugs
The valve plug is the moveable part of a globe style control valve assembly which provides a
variable restriction to fluid flow. Several valve plug styles are available. Three common plug
styles are shown in Figure 7-29. Each is designed to provide a specific flow characteristic, to
permit a specified manner of guiding or alignment with the seat ring, or to have a particular
shutoff or damage resistance capability.
Valve plugs are designed for either two position or throttling control. In two position applications,
the valve plug is positioned by the actuator at either of two points within the travel range of the
assembly. In throttling control, the valve plug may be positioned at any point within the travel
range as dictated by the process requirements. Although some valve plugs are reversible, most
are designed for either "push down to open" or "push down to close" action. The contour of the
valve plug surface adjacent to the seat ring is instrumental in determining the inherent flow
characteristic of a conventional globe style control valve.
Common flow characteristics include:
Linear Flow
A valve with an ideally linear inherent flow characteristic produces flow rate directly proportional to
the amount of valve plug travel, throughout the travel range. For instance, at 50 percent of rated
travel, the flow rate is 50 percent of maximum flow and at 80 percent of rated travel, the flow rate
is 80 percent of maximum flow.
1996:Rev.2
Piping/Mechanical Handbook
7-29
Section 7
Valves
Equal Percentage Flow
For equal increments of valve plug travel, the change in flow rate with respect to travel may be
expressed as a constant percent of the flow rate at the time of the change. The change in flow
rate observed with respect to travel will be relatively small when the valve plug is near its seat and
relatively high when the valve plug is nearly wide open. Therefore, a valve with an inherent equal
percentage flow characteristic provides precise throttling control through the lower portion of the
travel range and rapidly increasing capacity as the valve plug nears the wide open position.
Equal Percentage
Linear
Quick Opening
FIGURE 7-29 - VALVE PLUGS
Quick Opening Flow
A valve with a quick opening flow characteristic provides a maximum change in flow rate at low
travels. The curve is basically linear through the first 40 percent of valve plug travel, then flattens
out noticeably to indicate little increase in flow rate as travel approaches the wide open position.
Cages for Globe Valve Bodies
In valve bodies with cage guided trim, flow characterization is determined by the shape of the flow
openings or "windows" in the wall of the cylindrical cage. As the valve plug is moved away from
the seat ring, the cage windows are "opened" to permit flow through the valve. Standard cages
have been designed to produce linear, equal percentage, and quick opening inherent flow
characteristics.
Cage guided trim in a control valve provides a distinct advantage over conventional valve body
assemblies in that maintenance and replacement of internal parts is much simplified. The
inherent flow characteristic of the valve can be easily changed by installing a different cage.
Valve Plug Guiding
Accurate guiding of the valve plug is necessary for proper alignment with the seat ring and
efficient control of the process fluid. The common methods used are listed below:
1996:Rev.2
Piping/Mechanical Handbook
7-30
Valves
Section 7
Top and Bottom Guiding
Valve plug is aligned by guide bushings in the bonnet and bottom flange.
Cage Guiding
The outside diameter of the valve plug is in close proximity to the inside wall surface of the
cylindrical cage throughout the travel range. Since bonnet, cage, and seat ring are self-aligning
on assembly, correct valve plug/seat ring alignment is assured when valve closes.
Top Guiding
The valve plug is aligned by a single guide bushing in the bonnet or valve body.
Top and Port Guiding
Valve plug is aligned by a guide bushing in the bonnet or body and also by the valve body port.
Stem Guiding
Valve plug is aligned with the seat ring by a guide bushing in the bonnet that acts on the valve
plug stem.
1996:Rev.2
Piping/Mechanical Handbook
7-31
Section 8
Strainers and Traps
STRAINERS
Various devices are used to remove suspended matter from piped fluids. The devices are called
by many names, depending on how they are made and where they are used. Examples include:
•
•
•
•
•
Absorbers
Filters
Screens
Sediment Separators
Strainers
These classifications may overlap or even be synonymous in many cases. For the purposes of
this handbook, all particle removing devices will be categorized as strainers.
Strainers remove solid particles from liquids as compared to filters which are used either to
remove solids from liquids and gases, or to separate heavier fluids (liquid or gas) from lighter
fluids. Strainers generally have a permanent screen that can be cleaned by emptying, washing,
or blow down. Filters have a permanent element or a replaceable element that is disposed of
when clogged. Filters generally intercept smaller particles than do strainers.
Strainers are generally placed in the main line, so that all of the process fluid passes through
them. A strainer used as a sediment separator in a pump intake line, to protect the pump, would
have to be a full-flow strainer. In other cases a partial-flow strainer would be adequate, and a
small branch or bypass line is used for such applications. Partial flow filtration may be adequate
to prevent buildup of particles that are generated in small quantities, such as corrosion products
in condensate lines.
Strainers are either permanent plant components designed for the life of the plant or temporary
components for the removal of construction
residue during initial startup. In either case,
space for maintenance and removal access
must be maintained.
Types of Strainers
Several common types of strainers include:
• Basket Strainers
• Wye Strainers
• Self-cleaning Strainers
• Tee Strainers
• Start-up Strainers
FIGURE 8-1 - SINGLE BASKET STRAINERS
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
8-1
Section 8
Strainers and Traps
The type designations are the result of descriptive names related to the strainer shape, strainer
housing configuration, unique features of the strainer, or the intended use.
Basket Strainers
These strainers have a basket like
screen in a housing that often
resembles a check valve body or a
pipe tee with the branch outlet
closed, especially in the smaller
sizes.
The larger sizes have specially
designed bodies that sometimes
resemble cylindrical or cubical tanks
with side outlets and a removable
top. Some have integral vents and
drains. The basket (screen) can be
made of perforated metal if
relatively large particles are to be
intercepted, or of woven wire (wire
cloth) for smaller particles.
Perforated metal screens are
designed by hole size and centerto-center spacing.
FIGURE 8-2 - DUPLEX STRAINER BASKET DETAIL
Wire cloth screen size is usually designated by a mesh number such as 20 mesh, which would
have a grid of 20 openings per linear inch in each direction or 400 openings per square inch.
Particles larger than the screen openings are trapped in the basket.
The basket must be periodically removed, emptied, cleaned, and reinserted. Basket strainers are
thus not suitable for lines carrying fluids that are
heavily contaminated with coarse particulate
matter. They do provide protection against any
large particles that might occasionally be
dislodged from piping walls or equipment
components. Single basket strainers shown in
Figure 8-1 are adequate for many applications,
but duplex basket configurations shown in
Figures 8-2 and 8-3 are sometimes needed. The
twin configuration allows switching so that flow
can continue through one basket while the other
is cleaned. Basket strainers are normally
permanent line components.
FIGURE 8-3 - DUPLEX BASKET STRAINER
8-2
Piping/Mechanical Handbook
1996:Rev.2
Strainers and Traps
Section 8
Wye Strainers
As shown in Figure 8-4, the housing for this type of strainer resembles a Y-pattern valve body or
a lateral pipe fitting with the branch end at the bottom and is typically used in steam systems.
Particles are trapped inside a cylindrical screen cartridge, and removed through a blowdown or
cleanout port in the Y-branch closure. The port is either plugged during normal operation, or
connected to a blowdown valve and drain line. The screen may be perforated metal or wire cloth.
The wire cloth screen size is usually designated by mesh number, in the same manner as basket
strainers. Wye strainers are suitable for permanent applications and are more appropriate than
basket strainers in lines that are susceptible to considerable scale buildup.
Self-Cleaning Strainers
These are also called scraper strainers. As
shown in Figure 8-5, they are made in vertical
patterns and Y-patterns and the bodies are
similar to those of basket strainers and wye
strainers. An important difference is that selfcleaning strainers have a hand operated or
motor driven scraper inside the screen. The
typical scraper is a helically curved knife-like
element that is turned to dislodge particles
from the screen wall. The particles settle to
the bottom of the strainer housing, from
where they are periodically blown down. Selfcleaning strainers are advantageous in
applications where fluid impurities are
continuously removed at a relatively high rate.
Otherwise, the intercepted particles might
collect along the screen wall area nearest to
the outlet, thus impeding flow.
FIGURE 8-4 - WYE STRAINERS
FIGURE 8-5 - SELF-CLEANING STRAINERS
1996:Rev.2
Piping/Mechanical Handbook
8-3
Section 8
Strainers and Traps
Tee (Bathtub) Strainers
FIGURE 8-6 - TEE STRAINERS
Shown in Figure 8-6, these strainers are
sometimes called tee strainers because of
the housing shape, and sometimes called
bathtub strainers because of the screen
shape. They can be used in permanent
applications requiring only infrequent
cleaning, but are primarily intended for
temporary use during startup. A significant
advantage with this type of strainer is that
the screen can be easily removed and
discarded once it is no longer needed.
The housing remains in place as a
permanent line component and the flow
characteristics of the line are not disturbed
or materially altered by removal of the
screen.
Startup Strainers
These strainers are temporarily placed in the line for use during startup. They are placed in line
segments leading to equipment not having permanent strainers. Their purpose is to intercept
construction residue that would damage equipment and pumps if not removed from the line fluid.
Figure 8-7 shows various startup strainers designed to intercept the following construction
residue:
•
•
•
•
•
Dirt
Corrosion scale
Weld spatter
Foreign materials
Loose materials such as nuts and
bolts
Startup strainers are removed after the
lines have been purged. Removal of the
strainer leaves the affected pipe section in
an unimpeded flow condition for normal
operation. The following describes the
various types commonly used:
•
•
•
Flat Strainers (Pancakes)
Conical Strainers
Perforated Metal Strainers
FIGURE 8-7 - STARTUP STRAINERS
Flat strainers can be perforated plate
without a screen, perforated plate with a wire cloth overlay, and a flat ring (orifice plate) with a
wire cloth screen. These strainers cause considerable flow restriction, and can quickly become
8-4
Piping/Mechanical Handbook
1996:Rev.2
Strainers and Traps
Section 8
clogged in a heavily contaminated line. The flat strainer is installed between two flanges, thus it is
easily removed when no longer needed. A spacer ring of the same thickness as the strainer plate
must be installed between the flanges when the strainer is removed.
Conical strainers and basket strainers are the preferred type where there is adequate line space
for installation. They are installed in a removable pipe section (spool), with the ring between two
flanges. The most effective flow direction for these strainers is that they be installed with the
cone pointed upstream. The cone is obtainable as:
•
•
•
•
Perforated metal without wire cloth
Perforated metal with wire cloth on the outside or inside (this is the preferred choice)
Unreinforced wire cloth (this is not a preferred choice since it is subject to failure)
Multi-mesh wire cloth which is a fine mesh of small diameter wire reinforced by a more open
mesh of larger diameter wire
It is not good practice to install perforated metal strainers with wire cloth inside the cone with the
cone pointed downstream. If the cone is pointed downstream, a broken strainer will release
collected material into the pump. If the cone is pointed upstream, however, the strainer will
collapse plugging the line and the trapped materials will not be released.
A spacer ring must be installed between the pipe flanges when the strainer is removed.
Alternatively, the cone may be cut from the strainer ring and the ring used as the spacer.
Strainer Screen Material
As previously mentioned, there are two basic styles of screen material:
•
•
Perforated metal plate
Wire cloth
Each is available in various sizes, and made
from several metals or alloys. Common
materials are carbon steel, various stainless
steels, brass, bronze, copper, aluminum,
nickel, monel, Hastelloy, and titanium. As
shown in Figure 8-8, perforated metal screen
sizes are normally designated by hole size
and center-to-center spacing of the holes,
but some catalogs list hole size and number
of holes per square inch. Wire cloth is
designated by mesh number, wire size, and
style of weave.
FIGURE 8-8 - STRAINER SCREEN
MATERIAL TYPES
Mesh number designates the number of openings per lineal inch. The openings are counted from
center-to-center of adjacent wires. A square mesh as shown in Figure 8-9 is the most common
pattern for strainer screens, but oblong (rectangular) meshes are also made. Square mesh has
the same count (number of openings) in each direction, and can be designated in two ways:
•
By count in each direction
1996:Rev.2
Piping/Mechanical Handbook
8-5
Section 8
•
Strainers and Traps
By a single number that applies to both directions
FIGURE 8-9 - STRAINER SCREENS AND MESHES
A square mesh screen having 20 openings per lineal inch could thus be called a 20 x 20 mesh or
a Number 20 mesh. Both counts are needed for an oblong mesh, such as 5 x 10 mesh for 5
openings in one direction and 10 openings in the other direction. The clear opening (space)
between adjacent parallel wires is also sometimes specified, instead of mesh number. In this
case, the cloth is called, "space cloth" rather than wire cloth. Strainers are made with wire cloth
having a square mesh as fine as 100 x 100.
The preferred method of designating wire size is by diameter, in decimal parts of an inch, such as
0.016 inch diameter wire. Wire as small as 0.0045 inches is used for strainer screens (100 x 100
mesh, 0.0055 inch opening).
Weave
A plain weave as shown in Figure 8-10 is the most common weave for wire cloth used for strainer
screens. Plain weave wire cloth has parallel wires running the length of the cloth (warp wires),
and these are crossed at right angles by wires running across the width of the cloth (shute wires).
The crossing wires alternately pass over one and under the next wire, in each direction.
FIGURE 8-10 - MESH WEAVES
The wires are crimped (corrugated)
to lock them in place. A double
crimp is most common. A dutch
weave, instead of plain weave, is
sometimes used. The dutch
weave has warp wires that are
larger than the shute wires. There
are many more weave styles, but
they are rarely used for strainer
screens.
STEAM TRAPS
8-6
Piping/Mechanical Handbook
1996:Rev.2
Strainers and Traps
Section 8
A steam trap is really a separating trap, it is able to separate condensate and steam. When a
steam trap discharges condensate it does so from a higher pressure to a lower pressure. If the
pressure at the outlet side of the trap was the same or higher than the pressure at the inlet side,
the trap would not be able to work. With an inlet pressure greater than the outlet pressure,
condensate will be discharged and depending on the pressure differential, can be made to travel
quite a long way including up vertical slopes.
Steam traps can be broadly divided into four main groups:
•
•
•
•
Mechanical
Thermodynamic
Impulse
Thermostatic
Mechanical Traps
As the name implies, the traps in this group do the job mechanically, using the difference in
density between steam and condensate. They open to condensate and close to steam by the
action of a float, which may be either a closed float (generally a hollow ball) or a device shaped
like a bucket with the open end either facing upward (open top bucket trap) or downward (inverted
bucket trap). The movement of the float operates a valve.
Ball Float Type
As shown in Figure 8-11, the ball float steam traps are sometimes referred to as closed float
traps, or just float traps. There are different kinds of floats.
Outwardly, ball float traps vary in size and shape according to the manufacturer. The mechanical
movement inside, however, is similar in all of them with some variations. A very simple example
of the type of mechanical movement involved in this type of trap is the ball valve in toilet tank. In
this case, a metal arm is connected to a valve at one end and a hollow metal ball at the other.
The ball rises and falls with the water level and either opens or closes the valve depending on the
water level. The valve action in turn fills the tank to the desired level.
With a ball float trap, condensate from the plant
enters the inlet port. As the condensate water level
rises, the ball rises with it which enables the water to
then able to flow out through the valve. When the
flow of condensate to the trap slows, the water level
in the trap falls which lowers the ball and covers the
outlet.
FIGURE 8-11 - BALL FLOAT TYPE
TRAP
1996:Rev.2
When steam follows the condensate, the ball seals
off the valve, and the steam cannot escape. The
addition of more condensate flowing to the trap will
re-float the ball and will gradually uncover the valve
so that the water can again escape. Depending on
the rate of condensation, the flow of condensate from
the trap will vary which is described a continuous
Piping/Mechanical Handbook
8-7
Section 8
Strainers and Traps
discharge action.
8-8
Piping/Mechanical Handbook
1996:Rev.2
Strainers and Traps
Section 8
Loose Float Type
The advantage of this type of steam trap is that it has no working parts. This results in little or no
maintenance or repairs.
The principle disadvantage of this type trap, is that the outlet is lower than inlet. This provides a
water seal through which the steam cannot blow. While this provides a positive steam seal, it
means that air cannot get out to activate the trap. As a consequence, air has a tendency to lockup the steam trap and must be removed from the system. To alleviate this situation, a hand air
cock has to be fitted to the trap.
Another disadvantage of this type of trap is that there may be difficulty in getting proper seating of
the large ball on the small outlet hole.
Float and Lever Type
In this type of trap, the float arm connects the ball to the outlet valve. As the ball rises, the
movement gradually opens the valve and lets out some of the water. If condensate is coming to
the trap more quickly than it is releasing, the ball will continue to rise with the rising water level
and open the valve wider releasing more water. Until an equilibrium is reached in condensate
entry and discharge, the ball will continue to rise until it reaches the limit of travel. If the trap is
properly sized, the ball should never reach the limit of travel unless the outlet valve is partly
blocked by a foreign object such as a piece of rust or pipe scale.
If the trap is correctly sized for the operating conditions and the outlet is not blocked, the ball will
stop rising at a certain point. This will occur when the flow of condensate leaving the trap
matches the flow into it. As the flow of water to the trap declines, the water level inside the trap
will fall and the ball will fall with it. As a result, the outlet valve will begin to close. When the flow
of condensate to the trap increases, the reverse occurs and the flow of water from the trap will
increase.
Advantages of This Type
This type of trap will work equally well with either heavy or light condensate load and is not
affected by wide and sudden pressure changes.
Disadvantages of This Type
It is possible for the ball float and the thermostatic element to be damaged by water-hammer or
by condensate with corrosive substances in it. If the trap is fitted with a thermostatic air release, it
should not be used on superheated steam.
A general disadvantage applicable to all ball float traps and others in the mechanical group is that
the size of the discharge hole is governed by the power of the float and the steam pressure.
Bucket Type (Mechanical)
In this type, the trap valve is operated by a bucket instead of a ball float as those previously
described. The bucket normally has straight sides on either of the two basic traps:
1996:Rev.2
Piping/Mechanical Handbook
8-9
Section 8
•
•
Strainers and Traps
Open top bucket trap
Inverted bucket trap
Open Top Bucket Trap
As shown in Figure 8-12, the operation of an open
top bucket trap can best be explained by comparing
its operation to an open drinking glass in a wash
basin. If the drinking glass is set right side up in the
basin and then the basin is filled with water, the
drinking glass will float. If a hand is held above the
glass as the water continues to fill, the glass will
continue to rise until it reaches the hand where it will
be stopped. With the water continuing to fill the
basin, the water will eventually crest the lip of the
glass and spill into the glass. The glass will then
sink to the bottom of the basin.
FIGURE 8-12 - OPEN BUCKET TYPE
TRAP
With the open top bucket trap, condensate enters and begins to fill the body of the trap
surrounding the bucket. The bucket floats, taking with it the spindle and valve. When the valve
reaches the seat, the bucket cannot rise any more and as the condensate level continues to rise,
it soon reaches the top of the bucket and begins to spill into it. When the bucket is full, it drops to
the bottom of the trap, drawing the valve away from its seat. The pressure of the steam following
the condensate into the trap forces the water out and up the central tube. It passes through and
leaves the trap.
As the condensate has been blown out, the bucket becomes buoyant and floats once again to
close off the valve. The cycle continues depending on whether condensate or steam is coming to
the trap. It should be noted that this type of trap has a steam blast discharge due to the sudden
release of condensate and steam from the trap.
Advantages of This Type
Traps of this type are usually sturdy, and there is not much in them that can go mechanically
wrong. Under certain conditions, they can be used on superheated steam. They can be used on
high pressure systems and can withstand water-hammer better than most types of mechanical
traps.
Disadvantages of This Type
Normally, this trap makes no provision for air venting, so an air cock is usually provided at the top
of the trap. This cock can be replaced with a thermostatic air vent, or liquid expansion type vent.
Inverted Bucket Type
As shown in Figure 8-13, the inverted bucket type trap can also be explained with the same
analogy of the drinking glass and the wash basin. In this example, the wash basin is filled first.
The drinking glass is then held upside down and sunk carefully and evenly toward the bottom of
8-10
Piping/Mechanical Handbook
1996:Rev.2
Strainers and Traps
Section 8
the basin. The glass will tend to push upward as it is being immersed. If the hand is removed
from the inverted glass, the glass will at once bob up to the surface of the water.
This is the same type of action that occurs with
a inverted bucket steam trap. As condensate
enters the trap, the water level in the trap rises
both inside and outside the bucket. The bucket
remains at its lowest position and the valve is
open. With the valve open, the condensate
water is able to escape quickly through the
open valve.
FIGURE 8-13 - INVERTED BUCKET TYPE
TRAP
When steam enters the trap, however, it blows
into the inverted bucket and floats it. This
movement closes the valve and the trap is now
shut which prevents the steam from escaping.
When additional condensate enters the trap, the
steam in the bucket is blown out and the bucket
sinks which opens the discharge valve to let out
the water. This type of trap has a blast
discharge.
Advantage of This Type
The working parts of the traps are simple and mechanically reliable. Under certain conditions, the
trap can be used on superheated steam and can withstand all but the most severe water-hammer
conditions.
Disadvantages of This Type
This type of trap does not respond very well to fluctuations of pressure or condensate load.
There should always be a small amount of water in the bottom of the trap body to act as a seal
around the lip of the bucket. It is possible for the trap to lose this water seal which allows steam
to blow through the outlet.
This situation can happen when there is a sudden drop in steam pressure which causes some of
the condensate in the trap to flash into steam. This permits the water seal around the base of the
bucket to escape allowing the bucket to sink and opening the valve. If the rate at which
condensate is coming to the trap is less than the rate at which the pressure is blowing it out
through the open valve, the water does not get a chance to collect at the bottom of the trap and
remake the seal. If significant pressure variation is expected, a check valve should be used on
the line in front of the inverted bucket trap.
In a superheated steam system, the high temperature of the steam can also cause the
condensate to flash and cause the inverted bucket trap to lose its water seal. Once again, a
check valve in front of the trap will avoid this situation.
1996:Rev.2
Piping/Mechanical Handbook
8-11
Section 8
Strainers and Traps
THERMODYNAMIC GROUP
Thermodynamic traps work on the difference in velocity between steam and condensate flowing
across a simple valve disc. They close to high velocity steam but open to lower velocity
condensate.
Thermodynamic steam traps are mechanically simple. The trap consists of body which carries
the inlet and outlet connections, a top cap, and a freely floating disc. The body has two
concentric seat rings formed in it. The inner ring surrounds the inlet orifice and the outer ring is
close to the top cap. Between the two seat rings is the outlet passage. The seat rings and the
disc are ground flat to allow the disc to seat on both the rings at the same time and seal off the
inlet from the outlet and close the trap tight.
The top cap includes a projecting boss which acts as a stop for the disc, limiting its upward travel.
Thus, there is always a space between the top of the disc and the underside of the cap. This
space is called the control chamber. This chamber and the gap left between the edge of the disc
and the side of the cap are an important feature in the operation of the trap.
When the disc seats on the outer ring, it seals off the control chamber from the outlet. If the trap
is connected to a cold system because steam has not been turned on yet, the trap will initially
receive air and cold condensate at comparatively low pressure when the steam supply valve is
opened. The condensate then passes up the inlet orifice, lifts the disc, and flows radially outward
and into the outlet passage.
As the system warms up, the pressure in the steam space increases and starts to push the
condensate faster through the trap. The condensate also gets hotter and as it drops in pressure
in passing through the trap from inlet to outlet, some of it flashes to steam. When this happens in
a thermodynamic trap, a mixture of flash steam and condensate begins to flow radially across the
underside of the disc from the center toward the edge. Because the flash steam occupies a
larger volume than the same weight of condensate the speed of flow increases. As the
condensate continues to get hotter, more flash steam is formed and the flow across the underside
of the disc continues to increase.
When the pressure of condensate and flash steam increases as it speeds up going through the
trap, the static pressure against the disc falls. This drop in static pressure causes the disc to
move toward the seat rings and results in a reduction in the speed and dynamic pressure of the
condensate and flash steam. The repositioning of the disc causes the static pressure in the trap
to rise and the disc will push away from the seats again.
As the disc throttles the condensate and flash steam load, some of the condensate and steam is
deflected up through the gap between the edge of the disc and the cap and fills the control
chamber. This produces a static pressure which presses down on the entire top surface of the
disc. This is sufficient to overcome the inlet pressure and forces the disc firmly against the seat.
In this closed position, the inlet is sealed off from the outlet by the inner seating ring and the flash
steam and condensate are trapped in the control chamber by the outer seating ring. As heat is
lost from the control chamber, the pressure on the top of the disc falls until it is no longer strong
enough to hold the disc down against the inlet pressure and the disc rises and the trap again
discharges condensate.
8-12
Piping/Mechanical Handbook
1996:Rev.2
Strainers and Traps
Section 8
If there is no condensate waiting to be discharged when the trap opens, a tiny amount of
high-pressure steam will rush through it and cause the disc to seat again. This is why the trap is
called thermodynamic. It opens because of thermal losses from the top cap and closes due to
the dynamic action of steam or flashing condensate.
Advantages of This Type
Thermodynamic traps will work over the full range of pressures up to the maximum for which the
materials used without any adjustment or change of valve size. They can be used on
superheated steam and at high pressures and are not damaged by water-hammer or vibration.
They are very small in size and yet have a large condensate handling capacity.
There is only one moving part, the hardened stainless steel disc. Because they are made from
stainless steel, they will stand up to corrosive condensate.
Disadvantages of This Type
Thermodynamic traps are not reliable if the inlet pressure falls much below 8 psi or the backpressure rises above 50 percent of the inlet pressure. This is because in either circumstance the
speed of flow across the underside of the disc is reduced too much for the necessary low
pressure to occur. If the pressure at the trap inlet builds up slowly during startup, it can discharge
a lot of air. But, if the pressure builds up quickly, high speed air can shut the trap in the same
way as steam, and it will bind.
IMPULSE TRAPS
Impulse traps depend on the ability of condensate at high temperature and pressure to flash to
steam at a lower pressure. The flashing of condensate to steam governs the movement of a
sliding type valve by causing pressure changes in a control chamber above the valve.
As shown in Figure 8-14, the sliding main valve is hollow
with an orifice at the top, and has machined on it a small
external disc which acts as a piston. The piston disc
moves up and down with the cylinder and is a guide for
the valve unit. At the bottom position, the main valve
seals into the seat orifice, but there is still a path for the
condensate to flow through the trap by way of the
clearance between the piston, cylinder and the orifice in
the main valve body.
This is the position of the valve when the system is not in
use. When steam is on the system, trapped air and then
condensate reach the trap, and the resultant pressure
under the piston lifts the main valve, and the trap
discharges its contents. Some of the condensate will
FIGURE 8-14 - IMPULSE TYPE TRAP
pass up the gap between the piston and the conical
cylinder into the chamber above the valve and through the orifice out the trap discharge. When
this happens, there is a drop in pressure as the water flows through the gap so that the pressure
above the piston will be lower than that below it. Therefore, the valve will be held open.
1996:Rev.2
Piping/Mechanical Handbook
8-13
Section 8
Strainers and Traps
When the condensate temperature equals that of the steam temperature, some of it flashes to
steam as it passes through the gap into the chamber above the piston valve. The steam collects
in the chamber where it tries to escape through the orifice in the piston valve.
Because it has a much greater volume than an equal weight of condensate, the flash steam takes
longer to pass through orifice and starts building up a higher pressure in the chamber. This will
eventually force the piston-valve down the cylinder.
Due to the taper of the conical section, the rate of flow is reduced and the trap settles down to
discharging condensate at the designed rate.
If steam reaches the trap, the pressure will build up above the piston-valve and close it. Because
of the orifice, there is always a leak of steam across the trap. Due to this feature, it does not
provide a dead shutoff.
Advantages of This Type
An impulse trap, although small in size, can handle a large volume of condensate. These traps
will work over a great range of steam pressures with no dimensional changes in valve size.
These traps can be used on high pressure and superheated steam systems, but will leak steam if
no condensate is present. The valve is not subject to air-binding.
Disadvantages of This Type
Impulse traps do not provide a dead seal and will leak steam even on very light loading
conditions. Dirt can easily affect the performance because of the small clearance between the
piston and cylinder. Impulse traps will pulsate on light loads causing noise, water-hammer, and
mechanical damage. They will not work against back pressures if it is greater than 40 percent of
the inlet pressure.
THERMOSTATIC TRAPS
The traps in the thermostatic group open or close according to the temperature inside their
bodies. At any given pressure, saturated steam has a certain fixed temperature, but condensate
at the same pressure can cool down to a lower temperature. Thermostatic traps detect steam
from condensate because of this difference in temperature. The valve is operated by a
thermostatic element which are either balanced pressure type or liquid expansion type.
It consists of a thermostatic element with a valve plug on the bottom of the element. The upper
part of the element is permanently attached so that any movement of the element due to
expansion or contraction must take place at its free end. When the element expands, the valve
enters the seat area and seals it off. The element is filled with a alcohol mixture that has a lower
boiling point than water. Thus, the element will expand when it is subjected to steam and
condensate temperatures. This expansion continues until the plug is held firmly in the seat.
The pressure inside the element, created by the expansion of the alcohol, will hold the valve
firmly in the seat until the mixture is cooled and allows the element to contract. The line pressure
then lifts the valve off the seat and allows the condensate and air to escape. Discharge
temperature is less than that of the steam. This type of trap works intermittently. It is the
difference in temperature between the steam and the condensate that operates the trap, by
8-14
Piping/Mechanical Handbook
1996:Rev.2
Strainers and Traps
Section 8
setting up the difference in pressure between the inside and the outside of the thermostatic
element.
Advantage of This Type
Although this type of trap is usually small in size, it has a large condensate handling capacity.
When the trap is cold, the valve is wide open, giving the trap the ability to discharge air on
startup. The trap will not freeze in exposed positions, unless the condensate backs up in the
exhaust line due to some malfunction in the system. The trap will automatically adjust itself to
any variations in steam pressure up to its designed pressure. The trap is easily maintained.
Disadvantage of This Type
The thermostatic element is made of a very flexible type of material which is easily damaged by
the action of water-hammer and possible corrosion. The trap does not work well in superheated
systems.
1996:Rev.2
Piping/Mechanical Handbook
8-15
Section 9
Field Piping Guidelines
PIPE ROUTING
The following parameters are typically used to check or perform pipe routings:
• Check proposed pipe routing against civil
and architectural drawings for concrete
wall, masonry block wall, and structural
steel locations.
• Check proposed pipe routing against
equipment locations, and electrical cable
routings.
• Route the pipe to reduce the quantity of
hangers by allowing the piping to be
supported from the building steel.
• Run piping to minimize both the total
footage and number of field connections.
Field connections should be easy to
reach and allow for occasional directional
adjustment in either horizontal or vertical
axes.
• Check piping connections to equipment, look at nozzle elevation and orientation,
piping size, pressure rating and flange facing style.
• Refer to insulation schedule for thickness and spacing requirements to accommodate
movements.
• Always maintain head room clearances consistent with good engineering practices
4
4
4
4
•
•
•
•
3'-0" minimum clear width for walkways
6'-8" above walkways per OSHA 1910.37 paragraph(i)
13'-0" above any traffic, but not below the pipe way structure
22'-0" at a railroad crossing
Avoid routing pipe within electrical panel door swing areas
Avoid placing pipe in any equipment removal areas
Maintain adequate clearance from the floor to permit easy field erection
Provide sufficient number of bends per design criteria to accommodate thermal
expansion
• Make sure valves and other in-line devices are accessible for operations and
maintenance
• Trap or drain all steam and air lines
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
9-1
Section 9
Field Piping Guidelines
• Vent all high points in liquid lines
• Drain the low points at all pockets
• Run parallel piping runs together to
allow multiple line usage of hangers
• Check proper valve orientation and
dismantling space
Consider how the piping will be
supported and what types of hangers
can be used. Do not route pipe
diagonally across the plant. It will
occupy more space and can be difficult
to support.
Vent and Drain Requirements
Vents are installed to remove air from fluid systems at their high points. Drains serve to
remove fluid from the low points or pockets. Hydrostatic testing of the piping system may
require additional vents and drains to be added to support removal of either air or fluid,
while the client may have them plugged after the testing to eliminate possible leak paths.
Additional drains may be required during startup testing and flushing.
Relief Valve Vent Requirements
Relief blow-offs should always be directed or located away from human traffic, air intakes,
or confined spaces.
Instrument Tap Orientation
The major types of instrument taps are pressure, temperature, and flow monitoring. None
of these connections should be located in the lower half of the horizontal pipe. The
preferred location is based on a combination of the type of instrument and the system flow
medium (gas, liquid, or steam). Most gases are lighter than air and consequently are best
monitored with a top connection on a horizontal pipe line. These systems are also subject
to condensation or moisture on the bottom. Liquid or steam on the other hand is best
suited to a side connection at the centerline because of potential air at the top of the pipe
or condensate or dirt on the bottom of the pipe.
Other types of flow control design considerations include:
• Flanges are often required in the header and must be accounted for in the routing.
• Make sure clearances are provided from other pipe and structures.
9-2
Piping/Mechanical Handbook
1996:Rev.2
Field Piping Guidelines
Section 9
• Straight runs of piping should be on the upstream and downstream side of the flow
element. A rule of thumb to use if no design information exists is to provide ten (10)
diameters upstream and five (5) diameters downstream from the flow element.
Sample points are required to provide operational sampling of the piping fluid. They
should be located in sections of the line that will see continuous flow, and should not be
located in stagnant flow areas. It is preferred that these connections be oriented at the
horizontal centerline or slightly above this centerline. Under no circumstance should the
connection be made from the bottom of the pipe.
1996:Rev.2
Piping/Mechanical Handbook
9-3
Section 10
Underground and Embedded Piping Systems
UNDERGROUND PIPING
Underground piping is installed early in the project concurrently with civil foundations, earth work,
and electrical duct banks. Prior to beginning any excavation, existing buried commodities must
be reviewed to identify any potential obstructions. In instances where underground obstructions
cannot be avoided, excavation is performed manually or by the use of an air spade or hydrostatic
excavation system.
Excavation activities at operating facilities must be done only with the approval and close
involvement of plant operations and maintenance personnel. Excavation permits documenting
verification of existing commodity locations is normally required at all Bechtel construction sites.
Typical buried piping systems include:
•
•
•
•
•
Fire protection
Storm water sewers
Potable water
Natural gas
Drainage piping
Fire protection is usually installed in a ring around the site to encompass the work area with a
header provided for all branches. The system must meet National Fire Protection Codes (NFPA)
and any local code requirements. The fire protection system equipment is supplied with
Underwriters Laboratory (UL) or Factory Mutual (FM) approval and must be so identified.
Depending on the type of piping system used, thrust blocks are installed for fire protection piping
at changes in direction, at tees, and at fire hydrants . Thrust blocks provide lateral restraint to
waterhammer and loads imposed by water flow. They are usually constructed of poured concrete
or concrete block constructed at desired locations after the piping system has been installed and
tested.
Storm Water and Drainage systems are installed at the same time as the fire protection system,
but require that the slope and elevation of the pipe be maintained and checked per the design
drawings prior to the backfill of the trench. Specified slope tolerances ensure the completed
system will maintain a self-cleaning fluid velocity and prevent the formation of traps and pockets.
The pipe material used for drainage systems may include pre-cast concrete, carbon steel, PVC,
or HDPE.
Coatings
Coating and lining systems provide excellent corrosion resistance properties and provide the
required smoothness to maintain flow capacity in the line. External coating systems protect steel
pipe by electrically insulating the coated pipe from the environment. When reinforced, the
coatings provide additional resistance to physical damage.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
10-1
Section 10
Underground and Embedded Piping Systems
Common types of underground pipe coatings include:
•
•
•
Coal-Tar Enamel
Coal-Tar Epoxy
Hot or Cold Epoxy Enamel Applied Tape
Coal-Tar enamel is typically applied in a shop environment. To apply the coating, hot enamel is
placed on the pipe wall surface and then the exterior coating is covered with paint or kraft paper.
Pipe shipped or stored at cold temperatures (typically encountered in the winter months) may
require a different coating system since the coal-tar enamel is subject to cracking in cold weather.
The Cold-Applied Tape process uses a cold primer and cold-applied tape. This can be used on
steel pipe for soil conditions. Tape with both polyvinyl chloride and polyethylene backings are
used. Thickness of tapes vary depending on the overlap and performance condition
requirements including where mechanical damage may occur due to handling and construction.
Testing of underground piping coatings is done with high voltage, low amperage holiday detectors
and is done immediately prior to backfilling.
Cathodic Protection
This method of protecting underground piping is typically provided when soil resistivity is low.
Pipe protection can be provided by either sacrificial anodes or an impressed current system. This
will help prevent accelerated corrosion of the underground system.
Cathodic protection systems are usually specialized installations and their design, installation, and
inspection are best left to specialists.
EMBEDDED PIPING
The installation of piping systems embedded in concrete should comply with the following
installation guidelines:
•
•
•
•
•
•
•
Verify top of concrete elevations for floor drains, equipment drains, and clean-outs to ensure
embedded piping is properly positioned. Pay particular attention to floor slope requirements.
Piping that penetrates slabs or walls must be extended beyond the concrete surface to allow
sufficient space to make up the next joint.
The embedded portion of piping systems must be hydrostatically tested prior to concrete
placement.
Do not embed mechanical joints in concrete unless specifically required by the design
drawings.
Check project requirements for cutting or modifying reinforcing bar and for added reinforcing
at penetrations prior to embedded piping installation.
As-built embedded piping systems prior to concrete placement.
Do not secure embedded piping by welding to other piping or to reinforcing bar.
10-2
Piping/Mechanical Handbook
1996:Rev.2
•
Ensure that embedded piping is adequately secured so that it will not move during the
concrete placement. See Figures 10-1 through 10-6 for typical support details.
FIGURE 10-1 - TYPE A - SUPPORT ANCHORED
TO MUD MAT
FIGURE 10-2 - TYPE B - PIPE CLAMP
SUPPORTED FROM REBAR MAT
FIGURE 10-3 - TYPE C - PIPE SECURED TO
REBAR MAT WITH TIE WIRE
FIGURE 10-4 - TYPE D - SUPPORT PIPE FROM
REBAR SUPPORT FRAMEWORK
FIGURE 10-5 - TYPE E - PROVIDE SUPPORT
FRAME FOR LARGE PIPING
FIGURE 10-6 - TYPE F - PROVIDE CLAMP AND
ROD TO SUPPORT PIPE
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
10-3
Section 10
•
Underground and Embedded Piping Systems
Provide sufficient restraint for the piping system to resist floating, movement, or deflection of
the piping resulting from the concrete placement buoyant forces. Table 10-1 provides
approximate buoyant forces and allowable pipe spans. The suggested allowable spans
calculated based on:
L
=
[SaZ/1.2F]1/2
Where the following applies to the pipe in question:
Sa =
Allowable Stress (1500 psi)
Z
=
Section Modulus (in3)
F
=
Greater of Wt or Br (lb/ft)
L
=
Span (ft)
•
•
•
•
•
Protect all piping openings prior to the concrete placement to prevent concrete from entering
the system. Plastic or metal caps, expandable test plugs, or wood or metal blind flanges are
acceptable. Cloth or paper is not acceptable.
Protect valves located in the vicinity of the concrete placement by providing a wooden or
plastic enclosure around the valve.
Make sure the embedded piping is properly coated per project requirements prior to concrete
placement.
All embedded piping testing and welding documentation must be complete prior to the
concrete placement.
If system connects to a piece of equipment nearby, check equipment location and
configuration drawings.
10-4
Piping/Mechanical Handbook
1996:Rev.2
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
10-5
Section 10
10-6
Underground and Embedded Piping Systems
Piping/Mechanical Handbook
1996:Rev.2
TABLE 10-1
SUGGESTED MAXIMUM SPANS FOR EMBEDDED CARBON STEEL PIPING
Pipe Size
(inches)
1"
1 1/2"
2"
2 1/2”
3"
4”
6”
8”
10”
12”
14”
16”
18”
20”
22”
24”
WHERE:
NOTES:
Wt =
Br =
L =
1.
2.
© 1996 Bechtel Corp.
Schedule
40 (STD)
80 (XS)
40 (STD)
80 (XS)
40 (STD)
80 (XS)
10S
40 (STD)
80 (XS)
10S
40 (STD)
80 (XS)
10S
40 (STD)
80 (XS)
10S
40 (STD)
80 (XS)
10S
40 (STD)
80 (XS)
10S
40 (STD)
60 (XS)
10S
STD
XS
10
30 (STD)
XS
10
30 (STD)
40 (XS)
10
STD
XS
10
20 (STD)
30 (XS)
10
20 (STD)
30 (XS)
10
20 (STD)
XS
Wt
(lbs/ft)
2.05
2.48
3.60
4.40
5.10
6.30
5.89
7.86
9.50
7.94
10.78
13.11
11.78
16.30
19.96
23.77
31.48
39.86
36.97
50.30
63.20
55.54
74.70
87.10
76.33
98.60
112.30
98.70
114.30
129.60
123.80
141.70
159.30
152.00
171.80
191.80
182.00
204.60
226.80
215.50
240.30
265.20
251.20
278.40
304.90
Br
(lbs/ft)
N/A
N/A
0.24
N/A
1.00
N/A
3.23
0.97
N/A
5.69
2.44
N/A
10.95
5.77
1.58
26.62
16.93
7.33
47.46
32.27
17.46
75.89
54.04
39.84
108.79
83.36
67.56
123.70
105.80
88.26
167.30
146.80
126.60
217.70
194.50
171.60
274.60
248.60
223.20
337.90
309.40
281.00
407.90
376.70
346.20
L
(feet)
9'
9'
11'
11'
12'
12'
12'
13'
13'
13’
14’
15’
14’
16’
16’
14’
18’
20’
15’
20’
22’
15’
22’
24’
16’
24’
25’
19’
24’
26’
19’
24’
27’
19’
24’
28’
19’
24’
28’
18’
23’
28’
18’
23’
28’
Total Weight of Pipe and Water in Pipe (lbs/ft)
Resultant Buoyant Force Based on 150 lb/ft3 Concrete (Buoyant Force Minus Weight of Empty Pipe) (lbs/ft)
Suggested Maximum Span (ft)
Spans are based on maximum combined bending and shear stress of 1500 psi and a maximum mid span
deflection of 0.1".
This table not intended to limit placement of supports wherever special conditions exist.
Piping/Mechanical Handbook
10-7
Section 11
Insulation and Heat Tracing
THERMAL INSULATION
Insulation is defined as any material that resists the transfer of heat energy. The purpose of
thermal insulation is therefore either to keep heat confined in the mechanical system or to keep it
excluded from the system by preventing or resisting heat transfer. Typical insulation details are
shown in Figure 11-1.
The four functions of
insulation for hot piping and
equipment are:
•
•
•
•
Conserve heat
Protect personnel
Maintain temperature for
process control
Preventing fluid freezing
in cold climates
There are two basic types of
thermal insulation:
•
•
Mass Insulation
Reflective Insulation
Mass insulation is made up
of small pockets or spaces
that trap air or gases that are
separated by solid
structures. The voids
provide resistance to the
heat transfer process.
FIGURE 11-1 - TYPICAL INSULATION DETAILS
Mass type insulation includes:
Calcium Silicate which is a compound of lime and silica with reinforcement fibers molded into pipe
shapes, sizes, including elbows. It is used in applications with system temperatures up to 1200oF.
Even though the dust caused by working with Calcium Silicate may be a safety concern, the
insulation material is more rigid and more durable than other insulating materials.
Mineral-Fiber Insulation which is available in both blankets and shapes. It is made from rock and
slag fibers which have been bonded together. It is used in applications with system temperatures
to 1500oF.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
11-1
Section 11
Insulation and Heat Tracing
Glass Type insulation is available in several forms including glass wool, fiber board, and felted
glass fibers. Some forms of glass type insulation are designed for temperature services up to
1000oF.
Reflective insulation materials
include Aluminum or Stainless
Steel sheets or foil used for the
construction of reflective
blankets. The temperature limits
for the aluminum materials are
approximately 1000oF. The
stainless steel materials are
adequate for temperature ranges
up to 1500oF.
The inner layer of insulation is
normally installed as the
insulating material and the outer
metal cover is installed to protect
the insulation from damage.
Insulating jackets or protective
covers are usually aluminum or
stainless steel sheeting.
FIGURE 11-2 - TYPICAL PIPE INSULATION SECUREMENT
DETAILS
Personnel protection insulation is
normally provided on hot piping
that is not required to be
insulated for design
requirements but which can be
reached by a person standing on
the ground or the nearest
platform. Normally personnel
protection insulation is provided
on uninsulated piping with
operating temperatures above
140oF and within 7 feet of the
ground or 3 feet from the
platform edges or ladders.
Flange connections typically have removable sections or a flexible blanket assembly placed over
the joint which permit easy future removal. Nameplates, code plates, pipe plugs and blind nipples
should be left exposed or have a small removable section of insulation placed over them.
Removable insulation covers should be:
•
•
•
•
One piece construction wherever possible
Fabricated in multiple sections when a one piece cover exceeds 60 pounds total weight
Constructed with edges that butt tightly together to minimize heat loss and provide a cover of
neat finished appearance
Resistant to water, oil, and steam
11-2
Piping/Mechanical Handbook
1996:Rev.2
Insulation and Heat Tracing
•
•
•
Section 11
Constructed to prevent the entry of fluids or moisture into the internal insulating material
Constructed to fit snugly around the contours of the component being insulated, including
valves, flanges, straight pipe, and fittings
Constructed with no sharp edges or protrusions on the outer surface
Equipment Insulation
Equipment insulation blocks, boards, or blankets are normally attached to the equipment surface
with joints staggered and the edges tightly butted and sealed with insulation cement, except in
those cases where expansion or contraction joints are provided. Typical equipment insulation
details are shown in Figure 11-3. Insulation is normally attached by one of the following methods:
•
•
•
•
Vendor furnished and installed attachment devices
Welded attachments installed to secure the insulation
Stainless steel, copper coated steel, or aluminum steel wire
Stainless steel or aluminum bands
Insulation Jacketing and Surface Finish
Prior to the installation of the insulation jacketing, the installed insulation must be verified to be
complete and properly installed. Joints provided for thermal expansion or contraction must be
filled with insulating mastic material or mineral fiber batting.
The jacketing on both piping and equipment insulation should be fastened with bands wherever
possible. When bands cannot be used due to the piping or equipment configuration, the
jacketing may be secured with sheet metal screws. Typical details for securing insulation to
piping is shown in Figure 11-2.
Jacketing joints and openings must be sealed with a caulking material when the insulation system
contains a moisture or vapor barrier and the system is installed outdoors. Removable insulation
jacketing must overlap adjacent pipe by an amount equal to the insulation overlap.
ACOUSTICAL INSULATION
Acoustical insulation, like thermal insulation has two layers. The absorptive layer typically
consists of a glass or mineral fiber and the barrier layer being loaded vinyl, such as Sound Fab
manufactured by Sound Coat Company or loaded mastic, such as Muffl-Lag manufactured by
Childress Products Company. Some installations will have thermal insulation already existing and
in those instances, the acoustical absorptive layer is applied directly over the thermal insulation
without modifying the thermal system.
1996:Rev.2
Piping/Mechanical Handbook
11-3
Section 11
Insulation and Heat Tracing
FIGURE 11- 3 - TYPICAL EQUIPMENT INSULATION DETAILS
HEAT TRACING
Four typical heat trace systems include:
•
•
•
•
Electrical Heat Trace
Bare Steam Trace
Heat Transfer Cemented Steam Trace
Hot Water
11-4
Piping/Mechanical Handbook
1996:Rev.2
Insulation and Heat Tracing
Section 11
Electrical heat trace systems are installed by simply wrapping electrical trace around piping and
equipment to provide mild winterization protection. Some high temperature piping systems
require the use of a layer of insulation between the pipe and heat trace to avoid damage to the
heat trace.
Bare Heat Transfer Cemented Steam Trace and Hot Water Trace systems are applied by placing
and banding tubing along the piping runs and looping the tubing around equipment and valves.
The function of the steam trace is to maintain the process fluids at temperature levels that provide
proper flow characteristics.
Insulation Materials
Insulation materials made from asbestos and certain other fibers can pose serious health hazards
and special precautions must be taken when handling these materials. Check the manufacturer’s
Material Safety Data Sheet (MSDS) for special handling instructions.
1996:Rev.2
Piping/Mechanical Handbook
11-5
Section 12
Hangers and Supports
GENERAL
Pipe supports are designed to restrain piping in relation to an axis. The X-axis by normal
convention is north and south, the Y-axis is up-down, and the Z-axis east-west. They may be
combined into several categories for pipe supports:
•
Gravity - load of pipe and insulation
•
One Axis - loading along one axis with either positive and/or negative values
•
Two Way - loading in two planes both positive and negative directions
•
Anchor - loads in three planes along with resistance to moments from three axes
C-CLAMP
BEAM CLAMP
WELDED ATTACHMENT
PIPE CLAMP
ADJUSTABLE RING
HEAVY DUTY PIPE CLAMP
FIGURE 12-1 - ROD HANGER COMPONENTS
Rod Hangers
The rod hanger is a simple gravity support using a threaded rod between the structure and the
piping. This hanger provides an inexpensive method of supporting most pipe sizes. Figure 12-1
shows various types of rod hanger components that are typically used with this type of support.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
12-1
Section 12
Hangers and Supports
FIGURE 12-2 - SPRING CAN APPLICATIONS
Spring Can Supports
A Spring Can support is a rod hanger with a spring inserted. This hanger provides the same
relative load carrying capacity in both the cold and hot conditions where thermal growth would be
in the vertical axis. Manufacturers generally supply spring cans in six different styles to suit any
construction condition or orientation. As shown in Figure 12-2, spring can styles vary by height
space, rod type, and access conditions available as follows:
•
•
•
•
•
•
Type A are for unrestricted height spaces
Type B are suited for limited spaces
Type C is also utilized in limited space with a single plate structural attachment
Type D places the spring can above the supporting steel with adjustment from the top
Type E places two spring cans above the supporting steel in a trapeze arrangement
Type F are used for floor mounted supports
12-2
Piping/Mechanical Handbook
1996:Rev.2
Hangers and Supports
•
Section 12
Type G are designed to use two rods like a trapeze style support
Spring cans are shipped to the job with both the hot and cold load shown and travel stops
installed to maintain the cold load setting until the completion of startup activities or turnover to
the client.
Frame or Box Hangers
A Frame or Box hanger is made up from
smaller structural steel shapes that are
welded together to provide support in
one or more axes. They are primarily
used as two-way loading restraints. The
labor and material cost for this type of
support can be higher than the two
previous styles. A typical two-way box
hanger is shown in Figure 12-3.
FIGURE 12-3 - TWO-WAY RESTRAINT BOX HANGER
Anchors
Anchors are normally welded
directly to the pipe system to
provide a three-way direction
and three-way rotation
restraint and anchorage for
the piping system.
Sway Struts
A Sway Strut is a
manufactured support. This
hanger will provide support
in both positive and negative
directions in one plane while
allowing lateral movement.
A typical sway strut detail is
shown in Figure 12-4.
1996:Rev.2
FIGURE 12-4 - SWAY STRUT ASSEMBLY
Piping/Mechanical Handbook
12-3
Section 12
Hangers and Supports
Shock Arrestors
FIGURE 12-5 - HYDRAULIC SHOCK SUPPRESSOR
Mechanical and Hydraulic
Shock Arrestors both
provide movement restraint
during dynamic loading
while allowing the pipe
unrestrained motion under
normal plant operating
conditions. The
mechanical snubber acts
like a axial clutch that
converts linear motion into
angular acceleration.
The hydraulic snubber operates on fluid velocity. When the motion of the pipe exceeds a set
point value, the velocity of the fluid in the snubber is stopped and the assembly becomes a rigid
strut. A typical hydraulic shock suppressor detail is shown in Figure 12-5. Both these supports
are recommended for piping subjected to shock, sway, or vibration caused by earthquakes, water
hammers, or other transient forces.
PIPE STRAP
SPRING CUSHION HANGER
PROTECTION SADDLE
SADDLE SUPPORT
STANDARD U-BOLT
RISER CLAMP
FIGURE 12-6 - HANGER COMPONENTS
12-4
Piping/Mechanical Handbook
1996:Rev.2
Hangers and Supports
Section 12
Hanger Components
A variety of hanger components are available to support piping systems. Each component is
designed for a specific function and examples are shown in Figure 12-6.
ROLLER CHAIR
PIPE GUIDE
PIPE SLIDE
FIGURE 12-7 - PIPE GUIDES AND ROLLERS
Pipe Guides and Rollers
Pipe guides and rollers provide gravity support while still allowing piping system thermal
expansion and contraction. Typical guide and roller details are shown in Figure 12-7.
PIPE ANCHOR
1/4 BEND SPIGOT END ANCHOR
1/8 BEND ANCHORS
FIGURE 12-8 - SOCKET CLAMP ASSEMBLIES
Socket Clamp Assemblies
Socket clamps support and restrain bell and spigot piping connections and are typically used in
fire protection systems. Typical socket clamp assembly details are shown in Figure 12-8.
1996:Rev.2
Piping/Mechanical Handbook
12-5
Section 12
Hangers and Supports
PIPE SUPPORT MATERIAL
Structural steel is the most common material used for pipe supports. This section will define
some of the common codes and standards associated with structural steel and review some
common materials, shapes, and connections.
Structural Steel Codes and Standards
The following codes and standard associations cover the majority of requirements for both
structural steel and pipe supports.
American Institute of Steel Construction
AISC is a nonprofit trade association representing and serving the fabricated structural steel
industry of the United States.
The AISC publishes the Manual of Steel Construction, the Specification for the Design,
Fabrication and Erection of Structural Steel for Buildings, the Code of Standard Practice for Steel
Buildings and Bridges.
American Iron and Steel Institute
AISI Specification for the Design of Cold Formed Steel Structural Members. This specification
covers the design of structural members which are cold formed to shape from carbon and low
alloy steel sheet or strip used for load carrying purposes in buildings. There is a similar
specification for cold formed stainless steel structural members.
Steel Structures Painting Council
SSPC produces a two volume manual. Volume I covers good painting practice and Volume 2
covers painting systems and specifications.
Common Material Grades
The AISC Specification for the Design, Fabrication and Erection of Structural Steel for Buildings
states that structural steel must conform to any one of a number of ASTM grades of steel.
The carbon range for most of the structural steels is 0.15-0.29 percent (mild carbon steel), with
manganese up to 1.60 percent.
ASTM A36 (structural steel) is a weldable mild carbon steel and has a guaranteed minimum yield
of 36 ksi for all shapes and for plates up to 8 inches in thickness. This grade of steel is
considered to be the workhorse steel and is the most common steel in use today.
ASTM A529 (structural steel with a 42 ksi minimum yield point) is a higher strength carbon steel
available in plates and bars up to 1/2 inches in thickness or diameter and shapes. Where 0.02
percent copper is specified, A529 has an atmospheric corrosion resistance equal to twice that of
structural carbon steel without copper. This steel is used in the relatively light structural members
of standard steel buildings.
ASTM A242 (high strength, low alloy structural steel) is a very broad specification stipulating
minimum mechanical properties and limits the maximum carbon and manganese for weldability.
The specification is limited to material up to 4 inch plate. Generally, these steels have enhanced
12-6
Piping/Mechanical Handbook
1996:Rev.2
Hangers and Supports
Section 12
atmospheric corrosion resistance of at least two times that of carbon steels with copper, or four
times carbon steel without copper.
When self weathering (unpainted) steels are specified, A242 is normally specified with the added
requirement that the steel have from four to six times the corrosion resistance of carbon steel.
Self weathering is the term used to describe a steel that has chemical properties allowing it to
form a very dense and tight oxide (rust), which in effect seals the base metal from further
oxidation and therefore affords a means (other than a coating) of protecting the steel from further
corrosion. For this to occur, the steel must be exposed to the elements (alternately dry and wet).
The tight oxide, or patina as it is called, gives a deep-brown appearance and is frequently used in
structures for aesthetic reasons, as well as from the low maintenance point of view.
ASTM A441 (high strength, low alloy structural manganese vanadium steel) is a weldable steel
with reasonable moderate carbon and manganese content with an added alloy to increase
strength. A441 is suitable for welding, riveting, or bolting. The atmospheric corrosion resistance
of this steel is about twice that of carbon steel. This specification is limited to material up to 8
inches in plate and bar thicknesses. For thicknesses over 4 inches, the yield point is 40 ksi.
ASTM A572 (high strength, low alloy columbium-vanadium steels of structural quality) covers six
grades or strength levels for shapes, plates, sheet piling, and bars. Grades 42 and 50 are
intended for bolted or welded construction of all structures, while grades 60 and 65 are intended
for bolted construction of bridges and for welded or bolted construction of other applications.
Available grades vary for groupings of shapes and thicknesses of plates. When 0.20 percent
minimum copper is specified, the A572 steels provide atmospheric corrosion resistance similar to
A242 and A441 steels.
ASTM A588 (high strength, low alloy structural steel with 50 ksi minimum yield point to 4 inches
thick) was specifically created to maintain a higher yield point level for heavier shapes and thicker
plates. The specification covers shapes, plates, and bars for welded and bolted construction. It
is intended primarily for use in welded bridges and buildings where savings in weight and added
durability are important. The atmospheric corrosion resistance is about four times that of carbon
steel without copper. The material makes available all shapes at a 50 ksi yield stress level. Plate
yield points vary from 42 ksi to 50 ksi, depending upon the thickness of the material (the 50 ksi
yield applies to material up to 4 inches in thickness). Similar to A242, this grade of steel is also
used for self-weathering applications. A588 also has enhanced toughness characteristics
(resistance to sudden fracture in the presence of notches, dynamic loads, and reduced
temperatures).
ASTM A514 (high yield strength quenched and tempered alloy steel plate, suitable for welding) is
a heat treated steel in plates in thicknesses up to 6 inches and is primarily intended for use in
welded bridges and other structures.
ASTM A53 (welded and seamless pipe) grade B covers hot formed seamless and welded black
and hot dipped galvanized round steel pipe in nominal sizes 1/8 inch to 26 inches inclusive with
varying wall thicknesses. Grade B furnishes a guaranteed minimum yield of 35 ksi, although 36
ksi is used in the AISC Manual design tables. Type E (electric resistance welded) and type S
(seamless) are both provided. Both are suitable for welding.
ASTM A500 (cold formed welded and seamless carbon steel structural tubing in rounds and
shapes) covers steel round, square, rectangular, or special shaped structural tubing for welded or
bolted construction. The tubing is provided in welded sizes with a maximum periphery of 64
1996:Rev.2
Piping/Mechanical Handbook
12-7
Section 12
Hangers and Supports
inches and a maximum wall thickness of 0.500 inches, and in seamless with a maximum
periphery of 32 inches and a maximum wall thickness of 0.500 inches. It is produced in three
grades, A, B, and C, and, depending on whether it is round or shaped (square, rectangular, or
special) tubing, the yield point varies from 33 ksi to 50 ksi. Under the specification, the maximum
sizes would be about 20 inches diameter round, 16 by 16 inches square, or 20 by 12 inches
rectangular (although these maximum sizes may not be produced).
ASTM A501 (hot formed welded and seamless carbon steel structural tubing) covers square,
round, rectangular, or special shaped structural tubing for welded or bolted construction. Square
and rectangular (common sizes 3 inches by 2 inches to 10 inches by 6 inches) tubing is furnished
in sizes 1 inch to 10 inches across the flat sides with wall thicknesses 0.095 inches to 1.000 inch,
depending on size, and round tubing is furnished in nominal diameters 1/2 inch to 24 inches with
nominal (average) wall thicknesses 0.109 to 1.000 inch, depending upon size.
ASTM A618 (hot formed welded and seamless high strength, low alloy structural tubing) covers
three grades of square, rectangular, round, and special shaped tubing for welded and bolted
applications in buildings and bridges. For enhanced corrosion resistance, grades I and III are
specified.
ASTM A570, grades 45 and 50 (hot rolled carbon steel sheets and strip, structural quality).
ASTM A606 (steel sheet and strip, hot rolled and cold rolled, high strength, low alloy, with improved corrosion resistance).
ASTM A607 (steel sheet and strip, hot rolled and cold rolled, high strength, low alloy, columbium
and/or vanadium).
Steel Product Classification
In response to a recognized need to improve and standardize the designation for structural steel
shapes, the Committee of Structural Steel Producers of AISI developed standard nomenclature
for structural steel shapes. These designations enable all mills to use the same identification in
ordering, billing, and specifying. These designations for various types of shapes are presented in
the AISC Manual of Steel Construction.
Sheet piling sections begin with the letter P for piling, with the succeeding letter or letters defining
the configuration followed by a two digit number, which indicates the weight of the section in
pounds per foot. H-piles are designated by HP followed by the section depth, and the weight of
the section in pounds per foot.
Steel plate is designated by all dimensions in inches, fractions of an inch, or decimals of an inch.
As an alternative, thickness may be specified in pounds per square foot. The semifinished
product of the mill goes through rolling mills to produce structural steel shapes, plates, bars,
pipes, tubes, or sheet.
The W-Shape Section is the most commonly used shape; it has two horizontal elements, called
flanges, and a vertical member, referred to as a web. This shape was previously called a wide
flange shape, and was designated by the symbol WF. Essentially, W shapes have the inner and
outer edges of the top and bottom flange parallel. The same inside to inside of flange dimension
is maintained (with a slight variation by groups) for a given depth category of shape. The
12-8
Piping/Mechanical Handbook
1996:Rev.2
Hangers and Supports
Section 12
designation W 24 x 76 means a W shape, nominally 24 inches deep (outside to outside of flange)
and weighing 76 pounds per lineal foot of span.
The S-Shape Section is a rolled shape that also has two parallel flanges and a web. However,
the inner surfaces of the flange have a slope of approximately 162/3 % (2 inches in 12 inches).
These shapes were previously called American Standard beams. The designation S 24 x 100
means an S shape 24 inches deep (outside to outside of flange) and weighing 100 pounds per
lineal foot of span. Some of the S24 and S20 groupings have depths in excess of 24 inches and
20 inches, respectively.
The American Standard Channel Section is a cross section that was formerly designated by a
turned symbol depending on whether the section's web was vertical or horizontal. However, the
symbol C is now used regardless of the orientation of the web. The inner surface of both flanges
of the C shape have a slope of approximately 16 2/3 percent (2 inches in 12 inches). The
designation C12 x 20.7 indicates an American Standard Channel with a depth (outside to outside
of flange) of 12 inches and a weight of 20.7 pounds per lineal foot. To indicate the position of the
channel (web horizontal or vertical), the engineer may indicate the appropriate position by the old
symbol in addition to the usual designation.
The letter HP indicates bearing pile shapes having two parallel flanges with parallel flange
surfaces and a web element. The web and flange thicknesses and the width of flange and depth
of section are nominally equal in the HP shape. A HP 14 x 73 designates an HP shape nominally
14 inches in depth (outside to outside of flange) and 73 pounds per lineal foot.
The letter M refers to shapes that cannot be classified as W, HP, or S shapes. Similarly, MC
designates channels that cannot be classified as American Standard Channels. These shapes
are not as readily available as W, S, HP, or C shapes.
Angle Shapes have two legs of rectangular cross section that are normal to one another. The
inner and outer surface of each leg is parallel. Equal leg or unequal leg angles are available.
The thickness of each leg is the same. The symbol L is used to designate an angle shape. L 6 x
4 x 5/8 designates an unequal leg angle whose large leg is 6 inches long and 5/8 inches thick and
whose short leg is 4 inches long and 5/8 inches thick.
Structural Tees (WT or ST Sections) are obtained by splitting the webs of various beams. They
may be split from a W shape (WT) or from the S shape (ST). These shapes have a single
horizontal flange and a web or stem. WT 12 x 38 designates a structural tee cut from a W shape
whose depth (tip of stem to outside flange surface) is nominally 12 inches and weighs 38 pounds
per lineal foot.
Bars are generally classified as 6 inch or less in width and 0.203 inch and over in thickness.
These sections can be rectangular (flat), circular, or square. An example is Bar 2 1/2 x 1/2
indicates a flat bar 2 1/2 inches wide and 1/2 inch thick. Widths are normally specified in 1/4 inch
increments and thicknesses are normally specified in 1/8 inch increments.
Plates are rectangular in shape, generally over 6 inches in width and 0.230 inches and over in
thickness or over 48 inches in width and 0.180 inch and over in thickness. Sheared plates are
rolled between horizontal rolls and trimmed (sheared or gas cut) on all edges. Universal plates
(UM) are rolled between horizontal and vertical rolls and trimmed (shear or gas cut) on the ends
only.
Types of Connectors
1996:Rev.2
Piping/Mechanical Handbook
12-9
Section 12
Hangers and Supports
There are two basic types of structural steel connecting methods:
•
•
Bolting
Welding
Sometimes bolting and welding are combined on a single connection.
Welding is as economical as any mechanical means of connecting. AWS D1.1 is the nationally
accepted specification that covers all the facets of welding in the United States. It is referred to in
the AISC Specification, as well as in most other specifications and codes.
The two basic types of structural steel bolts include, the "common" or machine bolt (ASTM A307)
and the high strength bolts (ASTM A325 and A490). ASTM A193 bolts may also be specified for
some pipe hangers. The chemical and physical properties of bolting materials are found in the
applicable ASTM Specification. The AISC Manual includes a reprint of Specification for
Structural Joints Using ASTM A325 or A490 Bolts. These specifications cover the hardware
requirements, allowable working stresses, installation procedures and methods, as well as
inspection procedures. Table 12-1 shows typical tensile strengths for common bolting materials:
TABLE 12- 1 - STRUCTURAL BOLTING STRENGTHS
MIN YIELD
STRENGTH
BOLT TYPE
A307
A325
60 ksi
(to 1" dia.)
1
1
(1 /8" - 1 /2")
A490
MIN TENSILE
STRENGTH
92 ksi
120 ksi
81 ksi
105 ksi
125 ksi
150 ksi
B7
105 ksi
Common bolts are also referred to as A307, machine, unfinished, or rough bolts. These bolts
should meet ASTM A307, Specification for Low Carbon Steel Externally and Internally
Threaded Standard Fasteners. This type of bolt is significantly cheaper than high strength bolts.
They generally have heads and nuts with no marking on the head surface. The bolts are
available in 1/4 to 4 inch diameter.
Threads are unified coarse thread series (UNC Series), class 2A (see ANSI B1.1, Unified Screw
Threads). Common bolts are easily tightened by using spud wrenches. The tension induced by
turning is usually low, and it is usually considered that no clamping force is developed.
The most common mechanical fastener is the high strength A325 bolt with heavy hexagonal nuts
and having heavy hexagonal heads. These bolts have shorter thread lengths than other bolts.
A325 bolts come in three types.
Type 1 is produced from a medium carbon steel (available sizes are from 1/2 inch to 1 1/2 inch in
diameter).
12-10
Piping/Mechanical Handbook
1996:Rev.2
Hangers and Supports
Section 12
Type 2 is produced from low-carbon martensite steel and is limited to 1/2 inch to 1 inch diameter
sizes. This type should not be hot dipped galvanized.
Type 3 is produced from steels with self weathering characteristics comparable to ASTM A588
and A242 steels and are available in sizes from 1/2 inch to 1 1/2 inch in diameter.
Identifying marks on the heads of each of the three types of A325 bolts distinguish them. At the
option of the manufacturer, Type 1 bolts are identified by the mark "A325" and the manufacturer's
symbol and by three radial lines 120° apart. Type 2 bolts are identified by three radial lines 60°
apart. Type 3 bolts are identified by the mark "A325" underlined and, at the option of the
manufacturer, any other additional marks to identify the bolt as a self weathering type.
The A490 bolt is stronger than the A325 bolt and is produced from an alloy steel. A490 bolts are
marked by "A490" and the manufacturer's symbol.
The heavy hexagonal nuts for A325 bolts are similarly marked for identification on at least one
face. These marks are the manufacturer's symbol and the number "2" or "2H," by three equally
spaced circumferential lines or by the mark "D" or "DH." The nuts for A325 type 3 bolts are
marked on one face by three circumferential marks and the number "3" in addition to any other
marks desired by the manufacturer. A490 nuts are marked by "2H" and the manufacturer's mark
or by "DH." Washers for A325 type 3 bolts bear the mark "3" near the outer edge of one face and
any other marks desired by the manufacturer.
All high strength bolts (HSBs) are heat treated by quenching and tempering. High strength bolts
installed in bearing connections not subject to direct tension are only required to be brought to a
snug tight condition and do not require any specific pretensioning. A snug tight condition is
defined as sufficient tightening to bring the two faying surfaces of the bearing connection into
contact without the evidence of a gap.
HSBs that are used in slip limited connections and connections subject to direct tension are
required to be pretensioned. This pretension, induced by nut rotation, produces a high clamping
force, which allows the contact surfaces to carry loads solely by friction. With this pretension,
there will be little or no increase in internal bolt tension when a load is applied to the connection.
Tightening may be accomplished by direct tensioning, turn of the nut, torque wrenches, or load
indicating washers.
Torque control bolts are also commonly used for high strength bolts that require pretensioning.
These bolts are supplied with a spline that twists off at the predetermined torque required to
pretension the bolt.
All HSB dimensions conform to ANSI B18.2.1, American National Standard for Square and Hex
Bolts and Screws and the heavy hex nut dimensions conform to ANSI B18.2.2. Threads are
Unified Coarse Thread Series as specified by ANSI B1.1, American National Standard for
Unified Screw Threads and have class 2A tolerances for bolts and class 2B tolerances for nuts.
Dimensions of the washers conform to those of the Specification for Structural Joints Using ASTM
A325 or A490 Bolts issued by the Research Council on Riveted and Bolted Structural Joints of
the Engineering Foundation. Unless otherwise specified, washers are circular.
A second basic specification covering HSBs is entitled Structural Joints Using ASTM A325 or
A490 Bolts, which is approved by the Research Council on Riveted and Bolted Structural Joints
(RCRBSJ) of the Engineering Foundation. This specification is endorsed by both AISC and the
1996:Rev.2
Piping/Mechanical Handbook
12-11
Section 12
Hangers and Supports
Industrial Fasteners Institute (IFI). The specification covers the design and assembly of structural
joints using high strength bolts. The AISC Specification dealing with HSBs conforms to the
RCRBSJ specification. This specification covers:
•
•
•
•
•
•
•
The specification requirements for bolts, nuts, and washers
The dimensions of the bolts, nuts, and washers
Bolted parts
Permissible joint surface coatings (paint is permitted without consideration as to type in
bearing joints and certain contact surface coatings are permitted with friction joints)
Design stresses for applied tension, shear, and bearing
Acceptable installation procedures which include the minimum tension corresponding to the
size and grade of fastener
Required inspections
Oversized and Slotted Holes
All standard holes for HSB should be 1/16 inch greater than the nominal bolt diameter. The holes
can be punched (provided the thickness of material is no more than 1/8 inch greater than the
nominal bolt diameter), sub-punched and reamed or drilled.
Oversized holes for HSB are not allowed to be more than:
•
•
•
3
/16 inch greater than the nominal bolt diameter for bolts equal to or less than 7/8 inch in
diameter
1
/4 inch greater than the nominal bolt diameter for 1 inch diameter bolts
5
/16 inch greater than the nominal bolt diameter for 1 1/8 inch and greater diameter bolts
Oversized holes can be used in any or all plies of slip limited connections. Hardened washers
should be used over oversized holes in an outer ply.
Short slotted holes are nominally 1/16 inch wider than the nominal bolt diameter, and have a
maximum length 1/16 inch greater than the maximum allowable oversize hole size. Short slotted
holes may be used in any or all plies of both slip limited and bearing type connections. In bearing
connections, the slots should be normal to the direction of loading. In slip limited connections, the
slots may be in the direction of loading. Hardened washers must be used over exposed short
slotted holes.
Long slotted holes are also nominally 1/16 inch wider than the nominal bolt diameter and have a
1
length larger than 2 /2 times the nominal bolt diameter. In bearing connections, the slots should
be normal to the direction of loading. These slots may be used in slip limited connections
regardless of direction of loading. A minimum 5/16 inch thick plate structural steel grade washer or
continuous bar having standard holes completely covering the slot should be used where long
slotted holes are used on an outer ply of the connection. If hardened washers are required, they
must be placed over the outer surface of the plate washer or continuous bar. The slots may be
used in only one of the connected parts of either bearing or slip limited connections at an
individual contact surface.
12-12
Piping/Mechanical Handbook
1996:Rev.2
Hangers and Supports
Section 12
Bolting Installation Procedure
Both ASTM A325 or A490 bolts may be installed by any of the installation methods mentioned
previously. Tightening may be done by turning either the bolt head or the bolt nut and preventing
the unturned element from turning. All fasteners in a connection should be tightened to the
minimum tension called for in the specification.
Turn of the Nut Tightening
The turn of the nut tightening method is a strain control procedure, as contrasted with a torque
control procedure (as is the case with the torque wrench, torque control bolt or calibrated wrench
methods). The effectiveness of the method depends on the uniformity of the starting point from
which rotations of the turned element (usually the nut) are measured. This starting point is called
the snug tight position. This position is defined as the position at which the faying surfaces of the
connection are in full contact and no gap is present. After the snug condition is achieved, further
nut rotation results in bolt elongation or deformation, which produces the required clamping force.
Required nut rotations are stipulated in the specification.
The normal bolt tightening procedure is to bring enough bolts into a snug tight condition so the
connection surfaces have good contact. Additional bolts are then placed in the remaining holes
and these bolts are also brought to a snug tight condition. All bolts are then tightened by the
amount prescribed by the specification. The tightening procedure should systematically progress
from the most rigid part of the connection to the free edges. To retain a uniform level of
deformation in all the bolts, the required nut rotation is different for different bolt lengths.
This method of bolt torquing is the least consistent and requires the highest intensity of inspection
to verify proper torquing since the inspection must be done at the time of tightening.
Calibrated Wrench Tightening
When using calibrated wrenches to tighten a connection, efforts must taken to ensure the torque
wrench is properly calibrated. This installation method is one of torque control. The tightening
procedure is further checked by verifying during actual installation that the turned element rotation
from snug position is not greater than the prescribed amount. The identical recommended
sequence of tightening designated for the turn of the nut method is prescribed for this method of
installation.
It is recommended that the wrench be used to verify previously tightened bolts which may have
loosened by the tightening of other bolts in the same connection. This retightening is not
considered to be reuse of the bolt. A325 bolts may be reused, but A490 and galvanized A325
bolts may not be reused after pretensioning.
1996:Rev.2
Piping/Mechanical Handbook
12-13
Section 12
Hangers and Supports
Direct Tension Tightening
Direct tension devices pull the bolt to apply the required pretension to the bolt. An example of a
direct tension system is the Huck Bolt tensioning system.
Torque Control Bolts
Torque control bolts are the easiest bolting system to install, torque, and inspect. Using a light
weight electric torque wrench, the bolts are installed and tightened. When the required bolt
pretension is achieved, the twist off wrench attachment breaks off ensuring proper tightening.
Bolt Inspection
The inspection of bolts installed by the turn of nut or calibrated wrench method is usually made at
the time of installation to ensure that the proper procedure is used. An additional inspection
method is through the use of an inspecting wrench (a torque or power wrench), which can be
adjusted in the same manner as described for calibrated wrench tightening. With the direct
tension indicator, inspection is also made at the time of installation.
CONCRETE ANCHOR BOLTS
Concrete anchor bolts are used to fasten hanger base plates and other commodities to concrete
walls and floors. Typically, a hole is drilled into the concrete and the anchor is set to
manufacturers directions. There are several suppliers of concrete anchor bolts with a variety of
styles. Construction site installation specifications or instructions must be followed when installing
any type of concrete anchor. Three typical concrete anchor bolting methods include:
•
•
•
Concrete Expansion Anchor
Adhesive Bonding
Maxi-Bolts
To install a concrete expansion anchor, a hole is drilled in the concrete that is only slightly larger
than the anchor bolt diameter. After the hole is drilled, it should be checked for proper depth,
angularity, and cleanliness. The anchor is typically inserted by lightly hammering the anchor into
the hole. A protective device should be used on the threads to prevent damage while
hammering. After the anchor is set in the hole, the base plate is placed over the anchors and the
anchor nuts tightened. The bolt anchors itself in the concrete hole by the expansion of the
wedges at the bottom of the anchor bolt when the anchor nut is tightened.
Adhesive anchors are installed in a similar manner as expansion anchors. The anchor hole is
drilled to a prescribed size, and the hole is filled with a bonding compound or chemical cartridge.
The anchor bolt is then inserted into the hole per manufacturer recommendations. The
advantage of this type of anchor include:
•
•
•
There are fewer mechanical components involved
The user can be much surer of obtaining the desired holding capacity when the bolt is set
The exact location of the anchor bolt holes is not critical
12-14
Piping/Mechanical Handbook
1996:Rev.2
Hangers and Supports
Section 12
Maxi-bolts are also installed in a similar manner as expansion anchors except that a second
drilling operation is performed that cuts a conical shape at the bottom of the hole. This conical
shape accepts the maxi-bolt sleeve wedges that expand when the bolt is tightened and provide
the holding force that secures the bolt. This particular anchor is called a "ductile anchor". This
means that failure of the anchor system will occur in the anchor bolt itself rather then from anchor
withdrawal or pull-out from the concrete as can happen with the previous two systems.
Do not mix different styles of concrete anchors on the same baseplate. If possible, it is also
recommended that the project only use a single type of concrete anchor to reduce tooling and
training.
HANGER INSTALLATION GUIDELINES
•
•
•
•
•
•
•
•
Check that the correct materials and sizes are installed.
Check that the installation specification tolerances are satisfied.
Check that the location and orientation of the pipe is correct.
Check that pre-engineered components are installed per supplier instructions.
Install spring cans with the travel stops in the cold load setting
Verify that material substitutions are acceptable such as:
4 Larger hanger rod sizes
4 Larger structural shapes
4 Thicker plate materials
Locking devices should be installed on all bolted connections, by methods such as:
4 Double nuts
4 Half or jam nuts
4 Staking
4 Locking nuts
Welding substitutions are normally allowed by installation specifications. One example would
be placing the weld metal on the inside of a wide flange rather than on the outside of the
flange. Even though the weld symbol on the hanger drawing pointed to the outside of the
flange.
LINE BALANCING
This process sets the hanger loads at the design cold load setting position for critical systems as
specified in the design documents. The process involves using several dynamometers to
measure the actual loads at the hangers. A typical set-up is as follows:
•
•
•
•
Verify all rigid supports are carrying a load.
Verify that all piping is insulated and at ambient temperature. Water systems should be filled.
Verify that the spring cans are at their cold load setting with the travel stops removed.
Install the dynamometers at the first three consecutive rigid supports, counting from the
terminal end.
1996:Rev.2
Piping/Mechanical Handbook
12-15
Section 12
•
•
•
•
•
•
•
Hangers and Supports
Adjust the tension at each dynamometer until all are carrying the design cold load as indicated
on the support drawing.
The readings should be within plus or minus five percent of their design load reading, if not,
adjust the tension in the adjacent support within the plus or minus 5 percent goal.
With all the dynamometers reading their design goal, check and adjust the closest spring can
if needed.
Recheck the dynamometers on the end and adjust if required.
Transfer the load from the first dynamometer to the hanger by adjusting or shim as needed.
After the load transfer, check the other supports again and if within range, remove the
dynamometer and proceed to the next hanger.
Set-up and adjust the next hanger down the line. Repeat for the second and third and
continue the process on down the line. When branches exist, do one branch at a time.
Branches less than 2 inch are generally excluded from the balancing process.
Pump Alignment
Pump alignments are easier when the first few piping supports closest to the pump are
adjustable. If a rigid hanger is within the first few supports, have the hanger built with larger gaps
around the pipe and position the pipe correctly with shims. The shims should only be tack welded
to allow for possible future modification during pump alignment.
12-16
Piping/Mechanical Handbook
1996:Rev.2
Section 13
Cleaning and Flushing Methods
MAINTAINING CLEANLINESS DURING CONSTRUCTION
The following guidelines should be followed to maintain system cleanliness during fabrication,
installation, and rework operations:
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
To keep a system clean, start with clean materials. During work operations, keep the
materials in a clean condition.
Apply rust preventatives to the internal surfaces of carbon steel components. Preventatives
must normally be removed prior to turnover.
Keep openings into components sealed when work is not actually in progress.
Perform localized cleanup after completing work operations and prior to reclosing the system.
Protect clean systems in the vicinity of foreign matter or dirt producing work operations. This
can be done by establishing clean areas and by using internal dams or external encapsulation
when systems are opened.
Establish a foreign object and access control procedures for clean areas.
Immediately remove all visible metal particles or chips after cutting.
Do not use flame cutting in areas where slag may blow into inaccessible surfaces.
Do not cut pipe in a vertical position if there is a possibility of cutting chips falling into
inaccessible areas.
Clean grinding dust from a ground out area prior to breaking through the wall or root pass to
prevent the dust from entering the clean system.
Use magnetic drill bits to drill holes in carbon or alloy steel pipe to minimize the entry of metal
particles. Frequently clean holes during the drill operation.
Use hole saws when cutting chips cannot be easily removed form internal surfaces. Holes
should be cleaned just prior to breaking through and the plug should be immediately be
removed.
Clean the ends of threaded pipe to remove lubricant and metal chips at the completion of
threading.
Provide an oil-free air blow of all field fabricated piping assemblies, including valves, to
remove loose foreign material.
Seal the openings in completed field fabricated piping assemblies until installed. Provide
desiccant on the inside of the completed pipe assembly if required by the project
specifications.
Prior to fitting or bolting up flanged or other mechanical joints, clean flange faces of mill
varnish or other preservatives.
Cover tack welded pipe joints to prevent the entry of dust until the joint is to be welded out.
Follow access control and foreign object control procedures when working on clean systems.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
13-1
Section 13
Cleaning and Flushing Methods
Cutting Lubricants
Cutting lubricants can have a detrimental effect on a number of critical process systems including
vacuum, oxygen, and argon systems. Wherever possible, lubricants on critical systems should be
removed after the completion of cutting, threading, drilling, or hole sawing. If there is a possibility
that the lubricant will remain in the system, the type of lubricant used should be approved by the
engineer or the manufacturer of the affected equipment.
In general, lubricants used on stainless or carbon/alloy systems should meet the following criteria:
•
•
•
•
Contain less than 1% by weight total organic and inorganic halogen (chloride, fluoride,
bromide, and iodine)
Contain less than 200 ppm by weight of inorganic halogen
Contain less than 1% by weight sulfur
Contain less than 1000 ppm by weight low melting point metals (lead, bismuth, zinc, mercury,
antimony, and tin). No individual low melting point metal must exceed 200 ppm. Mercury
must not exceed 50 ppm.
Ordinary oil based cutting lubricants may be used on non-critical carbon and alloy steel systems.
The cutting lubricants used on lube oil and hydraulic systems must be compatible with the oils
normally used during system operation.
Desiccants
Desiccant bags are used to control the humidity level in enclosed systems. The bags are
normally placed in a perforated container attached to the pipe end cap. The container is not
normally allowed to come in contact with the interior surface of the pipe. Humidity indicating cards
should also be placed at an opening remote from the desiccant bag location. A transparent
plastic end cap is used to permit monitoring of the card. The location and number of desiccant
bags should be marked on the outside of the pipe or on the end cap.
The quantity of desiccant required may be computed as follows:
U = 1.2V
Where:
V =
Volume of the interior system in cubic feet
U =
Units of desiccant which is defined as the quantity of desiccant that will absorb 3.0
grams of moisture at 20% relative humidity with air temperature at 77 oF as stated
by the manufacturer.
The desiccant used should consist of nondeliquescent, nondusting, chemically inert, dehydrating
agents. Desiccants satisfying military specification MIL-D-3464, Type II satisfy this requirement.
The desiccant should be provided in bags and contain less than 0.25% halogen. The bags
should be puncture, tear, and burst resistant. If the dessicant bag is opened inside a piping
system, the system should be immediately cleaned to remove the dessicant material.
13-2
Piping/Mechanical Handbook
1996:Rev.2
Cleaning and Flushing Methods
Section 13
Cleanliness Requirements for Field Purchased Materials
Stainless steel materials must be delivered to the site in a "metal clean" condition and the
surfaces must be free of particulate foreign material such as metal particles, chips, weld slag,
filings, grinding dust, or rust. Surfaces should also be free of organic films and foreign materials
such as oils, grease, paints, and nonsoluble preservatives or inhibitors.
Carbon steel and alloy steel materials should be free of particulate foreign materials (metal
particles, chips, weld slag, or filings). Thin, nonflaking, soft, scattered rust film is permissible,
however, hard rust, mill scale, or heavy rusting is not acceptable since it will be more difficult to
clean at the site and will increase construction costs. The pipe surfaces should also be free of
organic films and foreign materials such as oils, grease, and paints. A water soluble, inorganic
rust preventative coating (such as phosphate preservatives) should be applied to the interior pipe
surface after cleaning. Pickled piping should be coated with a light oil film or rust preventative.
Phosphate preservatives are composed of 0.5% by weight.
MECHANICAL CLEANING METHODS
The following is a summary of various mechanical methods used in cleaning piping and
components:
Handwiping
•
•
Cloths or rags should be lint-free
Water or solvent is typically used in conjunction with the handwipe cleaning process
Wire Brushing
•
•
Either hand or power driven wire brushing is an effective method of cleaning small sections of
piping
Use corrosion resistant brush material on stainless steel components and do not use the
same brushes on both stainless and carbon steel
Tube Cleaning Brushes
•
•
•
•
•
Air, water, or electric powered expanding type power brushes that drive air or water through
the brush provides a method of power flushing the interior surfaces of piping
The water used to flush the interior surfaces of the piping must be compatible with the piping
system cleanliness
Do not use air driven brushes that require lubricated air if the motor air enters the pipe
Do not use tube cleaning brushes through valves, strainers, flow orifices, or other sensitive
components
Avoid using tube cleaning brushes through socket welded or short radius fittings
1996:Rev.2
Piping/Mechanical Handbook
13-3
Section 13
Cleaning and Flushing Methods
Grinding
•
•
•
Grinding wheels and discs used for cleaning should only be vitrified or resinoid bonded
aluminum oxide or silicon carbide
Aluminum oxide flapper wheels and buffing discs provide effective mechanical cleaning on
exterior surfaces
Rotary files can be used for localized cleaning but should be faced with tungsten or titanium
carbide
Shot or Grit Blasting
•
•
•
•
•
•
Blasting is typically performed to the Steel Structures Painting Council (SSPC) standards
Do not blast through sensitive components
Only use iron-free grit for blasting stainless steel surfaces
Sand grit may be used on carbon steel buttwelded piping
Do not blast areas requiring liquid penetrant examinations
For 2 inch and smaller piping, a radial type blast nozzle may be inserted into the pipe to blast
the interior surface
Mechanical cleaning operations are usually followed by hand cleaning of accessible internal
surfaces and by air blow or water rinse of inaccessible internal surfaces. Air blowing is preferred
after a shot or grit blast.
VACUUM CLEANING
Vacuum cleaning can be used for the removal of metal chips and airborne foreign materials while
working or for local cleanup subsequent to work operations.
AIR BLOWING
Filtered, oil-free compressed air is used in the following applications to clean piping:
•
•
Local cleanup of foreign material produced during erection or fabrication
Drying of previously wetted systems
Care must be exercised to direct the air blow and particles away from internal surfaces of the
components being cleaned. Particles must also not be blown through or at sensitive components.
SOLVENT CLEANING
The following solvents are typically used to clean piping:
•
•
Alcohol
4 Ethyl alcohol (Ethanol)
4 Methyl alcohol (Methanol) anhydrous
4 Isopropyl alcohol
Acetone
13-4
Piping/Mechanical Handbook
1996:Rev.2
Cleaning and Flushing Methods
•
•
•
Section 13
Toluene (Toluol) which is useful in removing silicone based lubricants
Naphtha
Distilled Petroleum Spirits or Mineral Spirits
NOTE:
This solvent is preferred due to its low flammability potential.
It is important to note that alcohol, acetone, toluene, and naphtha are extremely hazardous and
flammable and must be dispensed in sealed containers and only used in well ventilated locations.
Refer to the manufacturer Material Data Safety Sheet (MSDS) for important information on how
to safety use these products. In general, prolonged exposure to the skin must be avoided.
For lined piping, solvents used for cleaning must be compatible with the lining material. When
bristle brushes are used in conjunction with solvent cleaning, they must be nonshedding.
WATER BLAST CLEANING
Water blast cleaning or hydrolasing consists of a high pressure (more than 1000 psig), low
volume (20 gpm or less) water jetting of the internal surfaces of the piping system to remove rust,
mill scale, oil, and other foreign materials. Radial type spray nozzles that drag the supply hose or
push type cleaning nozzles should be used. When cleaning carbon steel or alloy steel piping,
0.5% to 1% by weight of trisodium phosphate should be used.
Water quality must be compatible for use on the piping system being cleaned. The hydrolaser
water jet must not come in contact with valve seats, flow nozzles, or other sensitive components.
After cleaning carbon steel and alloy steel systems, the pipe must be dried by air blowing or other
methods.
SYSTEM FLUSHING METHODS
Several methods of system flushing are used to clean piping systems. In general, the water used
for flushing must be compatible with the system being cleaned. After the completion of the flush,
carbon steel and alloy steel systems must be air dried.
Recirculating Flush
This flushing method uses a single batch of water which is recirculated under pressure through
the piping system in a closed path at a prescribed velocity through strainers, filters, or
demineralizers to remove debris and water impurities.
Velocity Flush
A cleaning technique that utilizes the ability of the rapidly flowing liquid or air to scrub, sweep, and
scour foreign material from internal walls of the system. Particles picked up in the flush are sent
out as waste or trapped and collected on mesh screens or filters. The effective velocity should
exceed the design flow rate by two times through the system to perform as desired.
1996:Rev.2
Piping/Mechanical Handbook
13-5
Section 13
Cleaning and Flushing Methods
Soaking Method
This process is used when it is not possible to achieve flow by the recirculating method due to the
inlet connections or tube shapes for vessels. The disadvantage of this method is that it requires a
stronger solution to perform the cleaning and sampling is not as accurate.
Acid Cleaning
This process cleans the internal surfaces of water touched pressure parts to remove mill scale
and rust. The acid solution reacts with iron scale and forms ferric oxide.
Chemical Cleaning
This process uses the circulation of a hot alkaline water or citric acid solution through the pipe
systems to remove oil, grease, fitting lacquers, preservatives, inhibitors, and possible siliceous
materials from carbon steel piping and equipment. The hot alkaline water is followed by an acid
solution flush to remove iron oxide and mill scale. The acid solution flush liquid is neutralized and
flushed out of the piping system.
CLEANING ADDITIVES
Wetting Additives
Wetting agents are used to improve the contact of a cleaning solution with the pipe and
equipment. The additives reduce the surface tension of the cleaning solution and thereby
enhance the cleaning of the metal. Because they are detergent based, the wetting agents tend
to foam which may not be acceptable in all applications.
Anti-Foam Agent
These agents are sometimes used when detergents are added to chemical cleaning solutions.
Their use maintains a low foaming level during cleaning and discharging of the solution to the
waste collection system or tank.
Acid Inhibitors
When added to the cleaning solutions, these inhibitors allow higher cleaning temperatures and
slow the reaction between the cleaning solution and the piping or equipment base metal.
Chemical Cleaning Set-up
Temporary equipment is usually required to perform any on-site cleaning. A P&ID should be
marked up and reviewed showing:
•
•
•
•
•
Scope of the cleaning
Desired flow path
All temporary piping and instruments
Heating source for the operation
Strainer and filter locations
This type of cleaning operation is best subcontracted to specialty subcontractors.
13-6
Piping/Mechanical Handbook
1996:Rev.2
Cleaning and Flushing Methods
Section 13
Temporary Piping
All temporary pipe should adhere to the following:
•
•
•
•
Pipe should be Schedule 40 minimum
Welded joints should be used to prevent leaks
Check gaskets to ensure they are compatible with the heat and chemicals being used
Monitor the system to prevent over pressurization
Temporary Instruments
•
•
•
Make sure temporary glass site gauges installed
Provide differential pressure gauges across strainers to indicate fouling or flow reduction
Install temperature indicators to monitor flushing temperatures
Solution Heating Equipment
There are two methods for heating chemical cleaning solutions.
•
•
Direct contact method
Steam supply heat exchanger
Flushing Safety
Safety measures such as warning signs, barriers, or temporary personnel insulation should be
considered. Review all chemical flushing with the Site Safety Representative before starting the
flush. Safety and OSHA regulations must be observed for proper protection of personnel and
equipment.
Chemical Cleaning Set-up
Mechanical cleaning (line-pig) can be used to knock loose dirt and sand particles and remove oil
and grease from the interior piping walls. Filtered well water, plant water, or city water is normally
used for line-pigging of the system. The drums and coolers required for the cleaning are normally
prepared by the vendors prior to the equipment arriving at the site.
Following the mechanical cleaning and field assembly of required temporary piping, the acid
solution is applied to remove scaling. Whenever possible, agitate the piping to shake any loose
materials free. After the acid cleaning, rinse the system with fresh water. When using citric acid,
a fresh water rinse is not normally performed.
The descaled pipe is then passivated to prevent further corrosion by applying a phosphate
coating. Any of three different solutions are typically used:
•
•
•
Monosodium phosphate
Disodium phosphate
Sodium nitrate
1996:Rev.2
Piping/Mechanical Handbook
13-7
Section 13
Cleaning and Flushing Methods
Note: When using citric acid in the first step, raise the pH level to 9 or 10 with ammonia and then
add sodium nitrate.
After being passivated, the system is dried using dry nitrogen or filtered, dry compressed air. Do
not flush the passivated system with water. After drying, inspect the piping to be sure it is free
of rust, mill scale, or other foreign material and restore and close the system tightly. Blanket the
system with inert gas, apply a rust preventative, or fill the system with oil to minimize rusting in the
system. Finally, paint, varnish, or otherwise protect the exterior pipe and fitting surfaces.
For systems provided with an inert gas blanket, a periodic check of the system should be made to
ensure the gas blanket remains in the system.
Lube Oil Flushing
Prior to any lube oil flushing operation, it is important to check supplier, engineering, and client
requirements for the flushing operation to ensure that the criteria for the conduct and acceptance
of the flush is clearly understood. It is best to have a specific procedure or instruction defining the
flushing operation approved by all parties prior to the start of the work.
The first step in lube oil flushing is to chemically clean and passivate all associated piping, heat
exchangers and vessels. The following are the normal steps used in a lube oil flush:
•
•
•
•
•
•
•
•
•
•
Prepare jumpers around seals and bearing housings as close as possible to the bearings.
Charge the system with the specified oil. If this oil is not available, Turbine Oil 32 may be
substituted with supplier and/or engineering approval. The fill amount should give an
operating level near that for which the system was designed.
Install 100 mesh screen in the return line to the reservoir.
Circulate the flushing oil for a minimum of 4 hours at the maximum recommended temperature
while hammering the piping, switching valves, and cycling bearing and seal oil rundown tanks
(if so equipped). Clean the 100 mesh screen and circulate the flushing oil for 4 more hours
with continued hammering and cycling. Remove and inspect the 100 mesh screen again.
The screen should be essentially clean with no evidence of magnetic particles or dirt on the
screens. If not, repeat the flushing process in 4 hours increments until the screens are clean.
When clean, remove all temporary jumpers, and reconnect all permanent piping. Install 100
mesh screens at the inlet to each bearing. Install blinds in the seal oil system, if so equipped,
so as not to flush through the seals. If the unit has a oil lube coupling, install 100 mesh
screen in the oil outlet line to the coupling.
Unless otherwise specified by the supplier, continue to circulate the flushing oil in 4 hour
increments until all screens are clean.
When clean, remove temporary jumpers, reconnect all permanent piping, remove screens,
replace filters and clean filter housings. Check pump inlet screens and clean if needed.
Circulate oil for a minimum of 8 hours.
Discard filters and clean the filter housings. The client may want to see the discarded screens
to verify the adequacy of the lube oil flush.
Drain the flushing oil, inspect and clean reservoirs, replace filters, charge with service oil and
continue circulating until the system is turned over to startup or the client.
13-8
Piping/Mechanical Handbook
1996:Rev.2
Cleaning and Flushing Methods
Note:
Section 13
If service oil was used for flushing and the system is clean, there may not be a reason to
drain the flushing oil. The client should concur with this decision.
Plant Steam Start-up
The set-up to perform plant steam starting begins when the system is being placed in service.
Begin with a walkdown of the system looking for any discrepancies, checking the hydrotesting
restoration. The following steps represent one method to start-up for plant steam and are done
with concurrence and direction of Startup and/or Client representative:
•
•
•
•
•
•
•
Check gaskets and valve line ups.
Tag-out the system as needed
Open drain valves
Close all steam trap inlets to prevent clogging
Start Boiler and open isolation valves
As the system heats up let the condensate and steam run freely out the open drains. After the
condensate has slowed to a steady rate begin opening steam trap branches and closing the
drains.
Replace or repair any steam trap not functioning properly.
1996:Rev.2
Piping/Mechanical Handbook
13-9
Section 14
Leak Testing
GENERAL
Leak testing is required by most codes prior to initial operation and each piping system must be
tested to ensure leak tightness. The field test is normally a hydrostatic leak test. There are
several other types of testing depending on service fluid and there are six different testing
methods that can be used at most construction sites.
•
•
•
•
•
•
Hydrostatic testing which uses water under pressure
Pneumatic testing which uses gas or air under pressure
Inservice testing which involves a walkdown for leakage when the system is put into operation
Vacuum testing which uses negative pressure to check for leakage
Static head testing which is normally done for drain piping with water with a known static head
pressure left in a standpipe for a set period of time
Tracer leak method for inert gas leak detection
Hydrostatic Leak Testing
The test fluid used for the test is normally water unless there is a possibility of damage from
freezing or if the system operation will have adverse effects from any residual water left in the
piping. One example would be in a cryogenic system which operates at a very cold temperature.
Moisture from the hydrostatic test would need to be removed prior to placing the system into
operation. Removal of this moisture could impede the startup process.
Test pressure is normally set at 1.5 times the design pressure of the line depending on the
applicable piping code or standard used for the design and construction. The source for the
design pressure is the Line Designation Table issued by engineering.
Pneumatic Leak Testing
The fluid medium used for pneumatic testing is either compressed air or nitrogen gas. The test
pressure by code is usually 1.1 times the design line pressure. Pneumatic testing involves the
potential hazard of releasing energy stored in the compressed gas. Care must be taken by
gradually increasing pressure in steps up to the test pressure, holding only as long as the code
requires, then reducing to the design pressure for inspection of the joints. The inspection of joints
is done utilizing a soapy-water mix that bubbles when air is escaping.
Inservice Leak Testing
This category of testing is limited in scope to what is allowed by code (ASME B31.3, Category D,
Fluids, for example). The pressure shall be gradually increased in steps until the operating
pressure is reached. Then the pipe shall be inspected. This test is usually completed by the
client when the system is put into service by the client.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
14-1
Section 14
Leak Testing
Vacuum Leak Testing
This is the hardest type of test with which to find a leak. One method is the pressure decay
process in which a fixed vacuum pressure is maintained on the system for a preset time.
Locating a leak using this method is quite difficult. Traditional methods of a candle or smoke
machine have been used, but with larger sized units, this is not practical. Gas detection methods
can be used when sampling is done at the ejector area.
Static Head Leak Testing
This test method is also known as a drop test. In most cases an additional piece of pipe may
have to be added to the highest point to reach the required head pressure. After the system is
filled, the water height is noted. After the required hold period (e.g. 3 hours), the height is
checked for any decrease and the hold time is recorded. Check and correct any joint(s) that are
visually leaking.
Tracer Leak Method
The use of helium gas for leak detection is employed for this type of testing. The process
introduces small amounts of gas into the system or vessel under air pressure. This allows for
detection using an aspiration probe across areas of potential leakage.
LEAK TEST PERFORMANCE
When the system nears completion, the first step in preparing for testing is to develop a punchlist
(or moan list) of the open items still requiring construction completion. To develop the punchlist, a
desk review between the P&ID drawings and piping isometrics for any discrepancies should be
done. Review valve types, flow directions, branch tie-ins, and any material changes (i.e. spec
breaks). Check all in-line equipment and components to verify they can withstand the test
pressure.
After the cross check is complete, inspect the system using the piping isometrics and/or P&ID's.
Typically, systems are inspected for:
•
•
•
•
•
•
•
Completed and torqued flanges with no missing bolts or gaskets
All gravity supports installed
Proper pipe routing
Correct valve type and orientation
Vents and drains installed to allow proper filling and draining
Proper material type verified using color codes or markings, and heat numbers recorded if
required by code
All required piping stress relief, weld examinations, and welding documentation completed
and acceptable
For gas systems, additional gravity supports may be required to be temporarily added to support
hydrostatic test weights.
14-2
Piping/Mechanical Handbook
1996:Rev.2
Leak Testing
Section 14
Since requirements vary from project to project, the project will normally prepare a specific
checklist of items that need to be checked before hydrostatic testing is allowed to proceed.
Test Package Preparation
The P&ID along with a leak test cover sheet make up a test package. The test cover sheet has
the test number, date, test pressure, material fluid type, release and acceptance signatures. Test
results should be recorded on a pressure test data sheet similar to the one shown in Attachment
14-1.
Obtain a clean set of P&ID drawings and mark up the scope of the leak test, show boundary
valves or test blind locations. Also identify any valves which must have the internals removed or
must be blocked in position.
The test pressure is calculated by using the code requirements for the leak test method times the
largest design line pressure. Check the required test pressure by reviewing all line numbers
within the test boundary against the Line Index for the highest design pressure. Two checks for
proper test pressure are that equipment will not be over pressured by reviewing the vendor prints
and vendor equipment manuals for maximum allowable test pressures and also the elevation of
the test gauges versus the piping should be reviewed for head loss. Head loss is the elevation
difference between the test gauges and the piping being tested (Head Loss in PSIG = Elevation
Difference in feet X 0.4327 PSI/FT).
Test release authorizations depend on the project and may include the welding field engineer,
instrumentation field engineer, mechanical field engineer, hanger field engineer, quality control
inspector, superintendent, third party representative, and client representative. The piping or
hanger field engineer will have to verify that the lines are supported to handle the hydrostatic test
loads. The client may also walkdown the package before the test can be performed.
Hydrostatic Test Preparation
A sample hydrostatic test setup is shown in Attachment 14-2.
All joints, including welds and flanges, of the system to be tested are left uninsulated and
exposed for examination during the test. Some insulation may be installed on straight runs or
previously tested piping. Piping designed for vapor or gas must be reviewed and checked to
ensure that it can support the weight of the test liquid.
All gravity supports should be installed or provisions made to provide temporary shoring for the
test. Also check that all spring cans have the travel stops installed to handle the hydrostatic test
loading. Expansion joints shall have testing restraints installed to prevent any over pressurization
damage. Equipment which is not to be tested shall be disconnected from the system or isolated
by test blinds. All non-boundary valves in the test boundary should be in the open position.
Tagging and lock out of any valves or blinds to be used as isolation points for system tests must
be done per project procedures. Tagging provides protection for both the craft doing the test and
any person who will come in contact with the system being tested. A valve line up data sheet
similar to the one shown in Attachment 14-3 is normally used to summarize required valve
positions to support the test.
1996:Rev.2
Piping/Mechanical Handbook
14-3
Section 14
Leak Testing
Calibrated relief valves that are sized to pass the full flow of the equipment used to fill the system
should be installed as close as possible to the filling connection and to the low point of the
system. The relief valve set pressure should be set to prevent system pressure from exceeding:
•
•
•
•
The maximum allowable pressure of the lowest rated component in the test boundary
The maximum allowable seat or backseat pressure for boundary valves
The maximum allowable set pressure for gagged system relief valves
The maximum allowable pressures established by the applicable code or project specification
To fill the system, it is preferable that the system be filled from the lowest points possible to avoid
air from being trapped in the system. For sloped piping systems, filling should be done against
the slope. The system should be monitored during filling to identify any leakage due to static
head.
Entrapped air should be vented from the system to the greatest extent possible prior to the
pressure test. The presence of entrapped air will not prevent the required test pressure from
being attained but it will take longer to achieve the required pressure. This occurs because
additional liquid must be added to the system as the air is compressed. Entrapped air may also
be absorbed into solution at higher test pressures and may come out of solution if liquid
temperatures are increased. This makes test pressures difficult to maintain. Large amounts of
entrapped air can be disclosed by tapping on the pipe in the area where trapping is suspected.
Over pressurization can occur in systems that are filled with water during a cool period (e.g. in the
morning) and that are then allowed to heat up during a warmer period (e.g. the afternoon) before
the test is completed. A way to prevent this from happening is to not leave the test gauges
unattended and bleed the line pressure to maintain the maximum allowable test pressure.
Test Gauges
Test equipment used should be recorded on a pressure test data sheet similar to the one shown
in Attachment 14-1. Calibration checks of the pressure test gauges should be performed per the
project specifications. 1% accuracy gauges are generally acceptable. Always depressurize the
gauge after the test and verify the gauge returns to a "zero" reading.
Pressurizing the system should be done slowly and visual checks of the system should be
performed during the pressurization to identify any leaks that occur. Test pumps should have a
capacity greater than the allowable system leakage to maintain the required test pressure. Two
or more test pumps can be used for this purpose. During the test, it may be required to correct
leakage from flanged joints, screwed connections, valve bonnets and other mechanical or gland
type joints.
If the system examination pressure is different than the maximum test pressure, the system
should be held at the test pressure for the prescribed period before it is lowered to the
examination pressure. When examining the system for leakage, any condensation on the system
should be wiped from the system to provide a clear view of the piping joints.
After the testing is completed, the system should be drained and laid up. The piping may be
simply drained and left to air dry or have hot air blown through to remove any water. In draining
the system, the following precautions should be exercised:
14-4
Piping/Mechanical Handbook
1996:Rev.2
Leak Testing
•
•
•
•
•
•
Section 14
First, make sure all system vents are open
Vents on tanks pressure vessels should be open and functional to avoid damage during
draining
The rate of drainage should not exceed the allowable rate of the building or temporary
drainage system
Disposal of test liquids containing surface preservatives or other water additives must meet
local and project environmental requirements
Make sure temporary piping and instrument connections are relieved of pressure prior to
being disconnected
Make sure downstream pressure is relieved in systems containing check valves if the valves
were not gagged open
The system may be left in a wet lay up condition to prevent internal rusting. When a wet lay up
occurs the system should have tags on the valves warning of the pipe conditions.
Cold Weather Testing
In general, hydrotesting with water should not be performed when the air temperature is at or
below 40 oF. Unless, a suitable method is used to heat the test water and piping. During cold
weather, the following options may be utilized to warm the metal temperature to acceptable
levels.
•
•
•
Steaming the line
Running warm water through the pipe
Energizing steam tracing on the line
NOTE:
This may be a safety hazard and should be avoided if possible unless the piping
insulation is completed except for the area adjacent to the field welds that need to be
observed during the test.
Another alternative may be to mix antifreeze with the hydrotest water. Use of antifreeze may not
be allowed on some projects, however, since there may be environmental concerns with using
and disposing of a large volume of antifreeze.
Finally, extra care and caution should be used when draining systems in cold weather to assure
all pockets are drained and no water remains that may freeze.
Pneumatic Testing
Pneumatic testing can be performed completely with gases or with a combination of liquid and
gas. In the case of the later, the test method is referred to hydropneumatic testing. This test
method requires a smaller volume of gas to pressurize the system and as a consequence
reduces the danger associated with pneumatic testing.
Typically, pneumatic tests are conducted with filtered, oil-free air, nitrogen, carbon dioxide, or
other suitable nonflammable gas. Test temperatures are normally equal to the vessel or system
temperature and above the nil-ductility transition temperature. Compressors or gas cylinders with
1996:Rev.2
Piping/Mechanical Handbook
14-5
Section 14
Leak Testing
regulators may be used as the pressure source. The pressure source should have a capacity
greater than the allowable system leakage rate to maintain the required test pressure.
When performing any type of pneumatic testing, the following safety precautions must be taken
to avoid a rupture in the system or the test equipment:
•
•
•
•
•
•
•
Correctly sized and calibrated relief valves are installed
All personnel in the area of the test are notified that the test will be performed
All unnecessary personnel are removed from the area
The immediate area is blocked or roped off per project safety procedures
The pressure source is connected and temporary piping is capable of withstanding the test
pressure
Properly calibrated test gauge is installed in the system to monitor the pressure build up
If leakage is discovered, the system must be released and the leakage repaired prior to
proceeding with the test
When performing pneumatic testing, the test gauge(s) is normally installed at a remote location
some distance from the system undergoing testing. For larger pneumatic tests, a sonic detector
is used for examination from a safe distance. For smaller pneumatic tests (less than 100 psig), a
leak detector solution may be used to examine for system leakage. Acceptable leak detection
solutions include:
•
•
•
A solution of liquid soap and water
Linseed oil
A commercially available leak detection solution
If verification of leak rate is required, flowmeters and totalizing meters are used to monitor the
test.
After the test is completed, the pressure in the system is relieved. The following precautions
should be exercised when releasing the system pressure:
•
•
•
Make sure any residual downstream pressure is relieved in systems containing check valves
that were not gagged open
Make sure temporary piping and instrumentation is relieved prior to disconnecting the
pressure source
Gases should be vented to the outside atmosphere and not inside the building
Test Blinds
Test Blind thickness requirements are tabulated in Attachment 14-4. It is important to order
required blinds and longer bolting as early as possible to avoid project schedule delays.
14-6
Piping/Mechanical Handbook
1996:Rev.2
Leak Testing
Section 14
ATTACHMENT 14-1
PRESSURE TEST DATA SHEET
TEST NUMBER.:
PROJECT NO.:
PAGE 1 OF
PROJECT NAME:
TEST INFORMATION
SYSTEM DESCRIPTION:
DESCRIPTION OF TEST BOUNDARIES:
PIPE CLASS:
TEST METHOD:
(SPECIFY):
DESIGN TEMPERATURE:
HYDROSTATIC
PNEUMATIC
DESIGN PRESSURE:
OTHER
TEST MEDIUM:
APPLICABLE CODE:
TEST REQUIREMENTS
REQUIRED TEST PRESSURE:
TEST TEMPERATURE:
REQUIRED TEST DURATION:
AMBIENT TEMPERATURE:
GAUGE PRESSURE CALCULATION
ELEVATION DIFFERENCE BETWEEN GAUGE AND HIGH POINT:
TIMES FACTOR:
PLUS REQUIRED TEST PRESSURE:
EQUALS REQUIRED GAUGE PRESSURE:
PRE-TEST REVIEWS
FIELD ENGINEER:
DATE:
CODE INSPECTOR:
DATE:
TEST RESULTS
TEST DATE:
ACTUAL GAUGE PRESSURE:
START TIME:
AM
PM
FINISH TIME:
AM
PM
PRESSURE DROP:
TEST EQUIPMENT
IN:
TYPE:
RANGE:
CAL. DATE:
CAL. DUE:
TYPE:
RANGE:
CAL. DATE:
CAL. DUE:
TYPE:
RANGE:
CAL. DATE:
CAL. DUE:
TYPE:
RANGE:
CAL. DATE:
CAL. DUE:
min
REMARKS:
TEST ACCEPTANCE
FIELD ENGINEER:
DATE:
CODE INSPECTOR:
DATE:
FORM T_HYDRO.DOT 1996:REV.0
1996:Rev.2
Piping/Mechanical Handbook
14-7
Section 14
Leak Testing
SAMPLE HYDROSTATIC TEST SETUP
ATTACHMENT 14-2
14-8
Piping/Mechanical Handbook
1996:Rev.2
Leak Testing
Section 14
SAMPLE HYDROSTATIC TEST SETUP
ATTACHMENT 14-2
NOTES:
1. 18” GBD78 DESIGN PRESSURE = 350 PSIG
CODE MINIMUM TEST PRESSURE = 1.5 x 350 PSIG = 525 PSIG
CODE MINIMUM TEST PRESSURE INCLUDING HEAD =
(1.5 x 350 PSIG) + (63 FT HEAD x 0.4327 PSI/FT) = 553 PSIG
MAXIMUM TEST PRESSURE = 974 PSIG (18” LINE); 1100 PSIG (1/2”, 3/4”, & 1” LINES)
2. 10” GCD24 DESIGN PRESSURE = 400 PSIG
CODE MINIMUM TEST PRESSURE = 1.5 x 400 PSIG = 600 PSIG
CODE MINIMUM TEST PRESSURE INCLUDING HEAD =
(1.5 x 400 PSIG) + (20 FT HEAD x 0.4327 PSI/FT) = 609 PSIG.
MAXIMUM TEST PRESSURE = 912 PSIG (10” LINE); 925 PSIG (1/2”, 3/4”, & 1” LINES).
3. ACTUAL TEST PRESSURE WHEN TESTED TOGETHER 10” GCD24 WILL SET THE TEST
PRESSURE FOR 18” GBD78 AS FOLLOWS:
CODE ALLOWABLE MINIMUM TEST PRESSURE AT POINT A IS 609 PSIG LESS 25’ 4-1/2” HEAD TO
ACCEPTANCE GAUGE, OR:
(1.5 x 400 PSIG) + (20 FT HEAD x 0.4327 PSI/FT @ 70 °F) - (25.375 FT HEAD x 0.4327 PSI/FT @
70 °F) = 598 PSIG.
THIS SATISFIES CODE MINIMUM ALLOWABLE TEST PRESSURE FOR BOTH LINES AND FALLS
WITHIN MAXIMUM ALLOWABLE TEST PRESSURE FOR BOTH LINES.
4. POINT A: POINT AT WHICH CODE MINIMUM TEST PRESSURE MUST BE SATISFIED FOR GCD24
LINE (609 PSIG).
5. POINT B: POINT AT WHICH CODE MINIMUM TEST PRESSURE MUST BE SATISFIED FOR GBD78
LINE (553 PSIG).
6. PUMP GAUGE READING: 598 PSIG + (72 FT x 0.4327 PSI/FT) = 629 PSIG
7. MINIMUM HOSE WORKING PRESSURE SHOULD BE 700 PSIG. BURST PRESSURE SHOULD BE
1000 PSIG MINIMUM.
8. RELIEF VALVE SETTING: 625 PSIG x 106% + (2 FT HEAD x 0.4327 PSI/FT @ 70 °F) = 664 PSIG.
9. OPERATOR GAUGE READING: 598 PSIG + (56 FT HEAD x 0.4327 PSI/FT) = 622 PSIG.
10. ACCEPTANCE GAUGE:
MINIMUM GAUGE RANGE = 1.5 x 598 PSIG = 797 PSIG.
MAXIMUM GAUGE RANGE = 4 x 598 PSIG = 2392 PSIG.
USE 0 - 1000 PSIG GAUGE WHICH HAS 5 PSIG GRADATIONS AND 1/4% ACCURACY.
11. ACCEPTANCE GAUGE READING:
609 PSIG AT POINT A - (25.375 FT HEAD x 0.4327 PSI/FT) = 598 PSIG.
READING GAUGE AT 600 PSIG DUE TO GAUGE GRADUATIONS WHICH STILL FALLS WITHIN
CODE MAXIMUM ALLOWABLE TEST PRESSURE.
ATTACHMENT 14-3
1996:Rev.2
Piping/Mechanical Handbook
14-9
Section 14
Leak Testing
VALVE LINE-UP DATA SHEET
TEST NUMBER.:
PROJECT NO.:
PAGE 1 OF
PROJECT NAME:
SYSTEM:
VALVE NUMBER
DESCRIPTION
POSITION
TAG NUMBER
REMARKS:
INITATOR:
DATE:
REVIEWED BY:
DATE:
FORM T_VLV_LU.DOT 1996:REV.0
14-10
Piping/Mechanical Handbook
1996:Rev.2
Leak Testing
Section 14
TEST BLIND FABRICATION DATA
ATTACHMENT 14-4
A = BLIND PLATE DIAMETER
B = PADDLE HANDLE WIDTH
C = HANDLE HEIGHT
D = BLIND THICKNESS
t = required blind thickness
d = nominal diameter of pipe
P = line design pressure (psig)
S = allowable material stress
GENERAL NOTES:
1. PLATE MATERIAL TYPES
A-36, S=12,600 PSI
A-285 GR. C, S=18,350 PSI
A-570 GR. 36, S=16,300 PSI
t=d
3 P
x
16 S
Note: This will provide a safety factor of 1.7 of yield. These same values may be used for A36
plate, however, the safety factor will be reduced to 1.4
TEST BLIND THICKNESS SCHEDULE A285 Grade C
t, Test Blind Thickness
PIPE
SIZE
TEST
PRESSURE
100
300
500
700
1000
1500
2000
A
B
C
2
1
41/2
11/2
27/8
1
51/8
2
35/8
1
51/4
3
5
1
61/8
1
1
1
1
3
1
5
4
63/16
1
63/4
1
1
3
3
1
5
3
6
1
8 /2
1
1 /2
11 /2
1
3
3
1
5
3
8
105/8
11/2
125/8
1
1
5
3
7
10
123/4
11/2
14
3
5
3
12
15
1 /2
1
15 /2
1
1
3
18
161/4
11/2
161/2
5
1
20
23
11/2
173/4
5
11/8
1
A = BLIND
DIAMETER
1996:Rev.2
1
B = GRIP
WIDTH
/8
/8
/4
/4
/8
/2
/8
/8
/4
/4
/8
/2
/8
/4
/2
/8
/8
/8
/4
/8
/2
/4
/8
/2
/8
/2
/8
/8
/4
/4
1
/8
11/8
11/4
/4
1
11/8
11/4
11/2
1
1 /8
1
1 /8
3
1 /8
5
1 /8
/8
15/8
17/8
21/4
25/8
11/2
13/4
21/8
21/2
27/8
3
7
C = HEIGHT FROM CENTER OF PADDLE TO TOP OF
GRIP
Piping/Mechanical Handbook
14-11
Section 15
Mechanical Equipment
GENERAL
Mechanical equipment can generally be classified in three major groups:
•
•
•
Stationary Equipment or non-rotating equipment including columns, vessels, drums, heat
exchangers, filters, shop fabricated tanks, unassembled components such as condensers,
and field erected tanks.
Rotating Equipment including horizontal and vertical packaged process pumps, large common
bed frame or individual base mounted pumps and drivers, vertical and horizontal direct or belt
driven compressors, and large process fans.
Process equipment items which are not specifically defined as either stationary or rotating.
These include Package or Skid Mounted Units, Conveyor Assemblies, Cranes and Monorails,
Valve Operators, Heaters, and Boilers.
Storage and Maintenance
Equipment must be properly stored and protected at the construction site to maintain the
equipment in a condition equivalent to its condition when it was shipped by the supplier. Specific
instructions for storage and maintenance at the construction site are typically provided by the
manufacturer or supplier in the equipment manual or installation instructions. The Field Engineer
is responsible to ensure that these instructions are followed.
In operating plants, special instructions for storage and preservation of permanent plant
equipment and materials are sometimes provided by the client which may exceed manufacturer
requirements. Equipment storage typically includes the following:
•
•
•
•
•
•
All nozzles and openings are cleaned, coated, and covered with temporary wooden, plastic, or
metal covers which are taped or otherwise secured to the flange or fitting.
For outside storage, equipment cribbing and enclosures are sometimes provided to protect
the equipment from the elements.
Contact rust preventatives, desiccants, vapor phase inhibiting oils, or other substances
specified by the supplier or manufacturer is applied or installed.
Internal strip heaters are installed in electric motors or other items to prevent condensation
from forming.
A routine program of equipment shaft rotation, lubrication, and motor meggering is
established.
An inert gas purge is established to prevent condensation from forming.
CONSTRUCTION PERFORMANCE
Pre-Installation Checklist
The installation of major equipment is normally preplanned through the preparation of an
installation checklist that describes the tasks to be performed and lists the working documents to
be used in performing each task.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
15-1
Section 15
Mechanical Equipment
This checklist is assembled using project documents including vendor instructions, manufacturer
design drawings, engineering specifications, code requirements, and client requirements. The
Mechanical Field Engineer also notifies the vendor when it is necessary for site work.
Rigging and Transport
Rigging diagrams and studies may be prepared by the Mechanical Field Engineer with the input
and guidance of the responsible Superintendent. All rigging work operations must be preplanned
to ensure the safety of the lift. However, formal rigging plans and diagrams are required for all
lifts exceeding fifty (50) tons. The minimum documentation for a rigging plan is typically a single
sketch indicating pick points, weights, load radius, crane type, and critical clearances. Wherever
possible, the rigging diagram should be cross referenced to any vendor supplied instructions. If
vendor instructions are not available, the Mechanical Field Engineer should obtain the required
information to ensure that supplier and manufacturer instructions are understood and complied
with.
Rigging diagrams (for equipment less than 50 tons) may be prepared by the Mechanical Field
Engineer with the input and guidance of the responsible superintendent. These plans typically do
not require formal approval, however.
Before loading any equipment for transportation from one location to another, vendor shipping
documents should be checked for transportation blocking and tie-down requirements. The
blocking provided must provide adequate support to avoid excessive loadings on shafts,
couplings, running gear, and moving parts. All packing, shipping bolts, tie-downs, dampers, and
cushions must be replaced if damaged and tightened prior to transport.
Maintenance
Vendor supplied equipment storage and maintenance instructions must be reviewed before the
equipment arrives on the site. Necessary preventative maintenance instructions must then be
provided to the craft. These instructions must take the conditions at the construction site and the
duration of the storage into consideration.
Judgment must be exercised in the implementation of preventative maintenance during
construction to avoid meaningless maintenance or to prevent equipment damage. Examples of
this may include:
•
•
Vendor instructions may require that lubricating oil be changed every three months. Since
this requirement may assume that the equipment is in operation, this maintenance action may
be excessive during construction when the equipment is not in operation. In this instance, a
more reasonable maintenance action is to verify every three months that the oil reservoir is
still full and that the oil has not separated.
Vendor instructions for electric motors may require that the motor be greased every month.
Performing this maintenance action during construction could damage the motor since the
grease is not being consumed by the operating motor and the excessive grease could cause
the motor to fail when put into operation. In this case, a more reasonable approach would be
to perform no periodic greasing until the motor is put into operation.
15-2
Piping/Mechanical Handbook
1996:Rev.2
Mechanical Equipment
Section 15
In determining the required preventative maintenance, the Mechanical Field Engineer must verify
that the maintenance action is reasonable for a piece of equipment in storage during construction
and must consider the consequences of the maintenance action on the equipment itself.
Prerequisites to Setting Equipment
The following items must be checked prior to setting equipment on its foundation:
Foundation and Anchor Bolt Preparation
•
•
•
•
•
•
•
Tops of foundation surfaces are cleaned and roughened.
Check anchor bolt sleeves for foreign material which may have accumulated and recheck
immediately before positioning the equipment.
Check anchor bolts for plumb, alignment, and projection.
Correct any bent or misaligned bolts.
Equipment centerlines and elevations
After surface preparation, establish the North-South and East-West centerlines and the
centerlines of pump nozzles and mark the centerlines on the foundation.
Establish a reference elevation mark on the foundation at approximately six (6) inches below
the bottom of the sole or base plate.
Equipment Preparation
•
•
Before placing the equipment, check pipe flanges, nozzles, conduit, junction boxes, and any
other items which require external connection to verify they are in the locations shown on the
drawings.
Remove all traces of loose foreign material from the underside of the base which will be in
contact with the grout.
Leveling and Adjustment of Machinery
•
•
•
Check that the equipment is placed on the foundations and properly supported to prevent
warping.
Level the equipment with jack screws, flat shims, or pairs of wedges. Use of single wedges is
not a good practice.
Ensure that the shims or pairs of wedges provide proper support for the equipment and
prevent distortion of the base prior to grouting.
Shimming
•
•
•
Shims are typically saw cut, cold rolled steel plates, 2" x 4" from 1/16" to 3/4" thick and may be
specified in the erection drawings.
Shims should be free of burrs and not flame cut or sheared. The Mechanical Field Engineer
should approve the use of a shim size smaller than 2" x 4" since smaller sizes may not provide
adequate support.
Do not use galvanized, laminated, or painted shims.
1996:Rev.2
Piping/Mechanical Handbook
15-3
Section 15
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Mechanical Equipment
Shim packs are placed adjacent to and on either side of the anchor bolts with sufficient
intermediate packs to support the equipment without strain or distortion of the base.
Shims should not protrude from equipment base.
Use an adequate number of shims to permit leveling and alignment of the equipment without
flex or distortion of the foundation.
Use a maximum number of thick shims.
After checking, the Surveyor should spray paint the shim packs to indicate proper elevation for
setting the equipment has been verified. This will permit an easy check if the equipment has
been altered after survey verification.
Place dry pack grout around the shim pack to protect against movement.
When required by the project specifications or supplier instructions, remove shims after
grouting.
Shim removal should be done immediately after the initial set of the grout but typically not less
than 24 hours after grouting.
Make sure that the equipment frame is supported on the grout, and not on the leveling screws
or shims.
Sole Plates are typically set to within 1/16" of the reference centerlines and leveled to within
0.003" measured diagonally across the corners prior to setting the equipment.
If two or more plates are required, each additional plate should be set in relation to the first
plate so the variation in elevation is within the prescribed tolerance (typically 0.005").
Check that foreign material is removed from bottom of the sole plate before placing it on the
foundation.
Place steel plates (typically 3/16" X 1" square) under the leveling screws to prevent them from
cutting into the concrete foundation.
Check location, elevation, and leveling of sole plates.
Do not place equipment on an ungrouted sole plate.
Leveling
All machinery must be leveled by a precision (machinist) level on machined surfaces of the base
or sole plates to the accuracy recommended by the manufacturer's installation instructions.
Normally the accuracy requirement is not great for small machinery items, but becomes quite
critical for extremely heavy or large pieces of machinery. An accurate machinist's level reading a
maximum of 0.005 inch per foot, per graduation, is normally used for leveling. All equipment
should be leveled and checked before grouting.
Unless otherwise required by the manufacturer, the driven unit should be first set to the correct
elevation and this elevation used as the datum to set the driver unit. Electric motors and turbines
are usually positioned from the driven equipment. Equipment should be positioned and leveled to
within 1/16" of the design centerline location by means of shims placed under the machined feet or
bases. A sufficient number of shims should be provided under motors (minimum of 0.012"
thickness) and turbines (minimum 0.020" thickness) to allow for hot alignment of the equipment
without foundation changes.
15-4
Piping/Mechanical Handbook
1996:Rev.2
Mechanical Equipment
Section 15
The flange faces of pumps and turbines and the machined surfaces of motor and pump mounts
must be plumb and level when the equipment is set. If there is a discrepancy between the pump
flanges and the mounting surfaces, the cause for the discrepancy must be determined before
allowing the connection to proceed. All equipment anchor bolts should be tightened firm, equal,
and sufficient to hold the equipment against accidental disturbance. There should be sufficient
anchor bolt adjustment available to permit further tightening after the grout has set.
Prior to beginning the actual alignment of the equipment, the following preplanning should be
done:
•
•
•
•
•
•
•
•
Make sure the equipment is properly set and leveled
Make sure the right coupling has been supplied for the equipment
Make sure the right tools are available and are properly calibrated
Tag out or lock out electrical motors
Remove preservative materials from the equipment that will interfere with the alignment work
Review the manufacturer's alignment instructions thoroughly
Check for strain imposed on the equipment housing by improper attachment to the base plate
by loosening the driver and driven hold down bolts (retighten bolts after check)
Locate the magnetic center of the drive motor (if the location is not marked on the shaft, the
mid-point of the shaft's horizontal travel may be used instead)
Rough Shaft Alignment
For rotating equipment requiring coupling alignment, a Coupling Alignment Data Sheet should be
prepared. A sample sheet is shown in Attachment 15-1. The rough alignment is accomplished
prior to grouting to assure that no machining of the base plate is required to obtain the final
alignment.
Dial indicators calibrated to a standard test block are employed in determining the run out at the
outside diameter and face. Readings should be within the tolerances specified by the
manufacturer. If these are not available, the angular alignment shall be corrected to 0.002" TIR
and parallel alignment shall be corrected to within 0.001" TIR. Shims are used to bring the driver
into satisfactory alignment.
The end clearance (gap) shall be within tolerances specified by the manufacturer, or to within
0.002" if such information is not available.
The machinery must be free of strain and distortion in the rough aligned position. Hold down
bolts should be loosened and tightened, using the dial indicator on the coupling to assure that
units are uniformly supported. Soft feet must be corrected.
1996:Rev.2
Piping/Mechanical Handbook
15-5
Section 15
Mechanical Equipment
FIGURE 15-1 - CHECKING RIM RUNOUT WITH A
DIAL INDICATOR
FIGURE 15-2 - DETERMINING FACE RUNOUT
WITH A DIAL INDICATOR
FIGURE 15-3 - DETERMINING ANGULAR
ALIGNMENT USING THICKNESS GAUGES
FIGURE 15-4 - DETERMINING ANGULAR
ALIGNMENT USING A DIAL INDICATOR
FIGURE 15-5 - DETERMINING PARALLEL
ALIGNMENT USING A STRAIGHTEDGE AND A
THICKNESS GAUGE
FIGURE 15-6 - DETERMINING PARALLEL
ALIGNMENT USING A DIAL INDICATOR
15-6
Piping/Mechanical Handbook
1996:Rev.2
Mechanical Equipment
Section 15
For sleeve bearing motors, the motor must be located so that the coupling gap does not exceed
that specified by the coupling manufacturer when the motor is centered at the midpoint of its axial
travel. Following alignment, the coupling shall be coated with the coupling lubricant and protected
with a non-absorbent covering to prevent entry of foreign material. Couplings should not be
made up or lubricated until just prior to startup of the equipment to facilitate alignment checks and
driver testing.
Typical runout and alignment work methods are shown in Figures 15-1 through 15-6.
Grouting
With the coupling disconnected, the equipment is grouted per the manufacturer instruction or the
project specification. After the grout has thoroughly set (usually 7 days), the foundation bolts
should be tightened and all leveling points rechecked to be sure that the machinery was not
disturbed during grouting.
After the grout has set and alignment rechecked, piping connections can be installed. Flange
faces must be parallel and in line with equipment flanges to avoid strain from being transferred to
the equipment. At each equipment flange, a test blind should be installed with a gasket on each
side. This test blind should be left in place until final equipment alignment.
Preparing for Storage
Prior to final installation, the equipment storage instructions should be reviewed. For equipment
that is to be set in an area in which other work is in progress, special requirements may be
required. These may include the construction of enclosures or the covering of equipment to
prevent damage or contamination by work activities around the storage area.
FINAL INSTALLATION
Cleaning and Lubrication
Contact rust preventatives, desiccants, vapor phase inhibiting oils and other substances used as
a preservative should be removed in accordance with the vendor or manufacturer requirements
prior to initial lubrication. Nozzles, bearing housings, and strainers should be inspected for dirt or
other foreign matter. Internals should be cleaned and dried.
The removal of contact firm film type preservatives should be done either wiping the surface with
solvent soaked cloths or by flushing internal cavities with solvents. With either approach, the
solvents used should not harm the item or other interconnecting material.
Internal Preservatives which are compatible with the operating lubricant may remain in place
provided evidence of compatibility is available.
Manufacturer or vendor instructions should be consulted for required lubrication specifications.
The list of recommended lubricants shall be obtained from the customer. Generally the equipment
lubricant specified shall be maintained and topped off as necessary prior to turnover.
1996:Rev.2
Piping/Mechanical Handbook
15-7
Section 15
Mechanical Equipment
Installation of Packing (if not installed by manufacturer)
Pumps shall not be packed until immediately prior to startup. A record should be made of the
type and number of packing rings installed. Each ring of packing must be firmly seated in the
stuffing box. Do not seat packing by forcing packing rings one on top of the other.
The cut of the packing is to be installed per vendor recommendations. Alternate the cut of
successive rings at 45 degrees on either side of the shaft centerline. Check to see that lantern
rings are in proper alignment with the flushing or sealing lines connected to the stuffing box. The
high pressure throttle bushings on multi-stage pumps must be piped to a point of lower pressure
to prevent backpressure from allowing foreign material to enter the system.
Installation of Mechanical Seals (if not installed by manufacturer)
Care must be taken in handling mechanical seals to ensure that dirt or other foreign material does
not come in contact with any part of the mechanical seal assembly. The stuffing box should be
flushed to remove all foreign material and the seal must be installed absolutely clean. A light coat
of machine oil should be placed on the seal face to protect the seal face during startup. Check
the seal flushing line to ensure that there is a flow of liquid across the seal faces and that the
stuffing box is flooded before starting the pump.
Rotation Check and Magnetic Centering
When an electric motor is coupled to mechanical equipment, the axial position of the motor and
the axial clearance in the coupling should be established with the motor rotor on its electrical or
rotating center. If the electric center is not marked, the rotating center shall be considered the
mid-position between the two extremities of the rotor end play. The direction of rotation of the
motor shall be verified by the Electrical Field Engineer.
Motor Run-In
After rotation is checked, the coupling half is secured on the motor and the coupling guard is
installed. If the coupling guard cannot be installed, a safety screen must be provided around the
motor coupling. It is important to observe all electrical safety precautions when performing the
run-in. The motor run-in typically is performed for two hours and the Electrical Field Engineer
normally monitors the motor for vibration and heat-up of the bearings.
Coupling Installation, Belt or Chain Alignment
Couplings should be mounted, gapped, and lubricated in accordance with the manufacturer
instructions. The type, manufacturer, and serial number of the coupling should be recorded on
the Coupling Alignment Data Sheet. A check should be made on all tapered bore couplings to
assure that a minimum of 75 percent contact is made between the bore and the tapered shaft
end.
Coupling guards, Vee belts, chains, and any other exposed moving components should be
verified to be installed in accordance with manufacturer instructions.
Typical belt or chain driven alignment work methods are shown in Figures 15-7 and 15-8.
15-8
Piping/Mechanical Handbook
1996:Rev.2
Mechanical Equipment
Section 15
FIGURE 15-7 - DETERMINING FACE RUNOUT WITH A STRAIGHTEDGE
FIGURE 15-8 - SHAFT ALIGNMENT AND BELT TENSIONING USING A STRAIGHTEDGE
Piping Fit-Up
1996:Rev.2
Piping/Mechanical Handbook
15-9
Section 15
Mechanical Equipment
After Hydrostatic Testing and prior to final piping fit-up, an inspection of equipment nozzles
should be made to ensure that no foreign material has contaminated the wetted parts. All
shipping blocks and protective coatings should be removed and bearings inspected and cleaned.
To minimize rework, piping installation should begin at the equipment nozzle. System closure
should be at a point where pipe strain, due to misalignment, is dissipated at the equipment
nozzle.
Piping should be connected to the equipment and bolted up with dial indicators on the shafts of
the equipment to ensure that the fit-up does not violate the alignment of the driven equipment.
Flange to flange connections must be free of stress deflection. Stress relieving should not be
performed on installed piping systems to remove piping strain without an approved procedure to
avoid damage to equipment or piping.
Generally, final pipe fit-up is performed in accordance with approved erection procedures.
Auxiliary piping and instrument connections are installed per the manufacturer requirements and
project specifications.
Final Alignment
Rotating equipment should be rechecked for alignment after connecting piping has been
tightened. If movement of dial indicators exceeds the tolerance, the piping alignment should be
corrected and procedure repeated. If two or three pumps have a common piping manifold, they
must be checked simultaneously to ensure that adjustment of one pump is not affecting the
others. Axial and angular alignment must conform to the tolerances established by the
manufacturer.
When required by the manufacturer, adjustments for thermal expansion must be incorporated into
the alignment procedure. Generally the expansion limits of rotating equipment may be dependent
on many variables such as size, type, and application. For alignment of this type, the
manufacturer's instructions must be consulted. The driven unit should be set to correct elevation.
This elevation should be verified by survey instrument and entered as the "datum" on the
Coupling Alignment Data Sheet.
The following general information applies to alignments:
Factory Mounting and Alignment
Machinery mounted on a common baseplate at the factory may be properly aligned prior to
shipment. All baseplates are somewhat flexible and cannot be relied on to maintain the factory
alignment. Alignment checks should be performed in the field to ensure that the factory
alignment has been maintained.
Field Mounting of Driver
When the driven unit is factory installed and the driver is field installed, the hold down bolt holes
should not be drilled and tapped until the motor has been initially aligned.
15-10
Piping/Mechanical Handbook
1996:Rev.2
Mechanical Equipment
Section 15
Aligning Pumps
After the pump is installed, the suction and discharge flanges should be aligned. The driver
should then be aligned to the pump. During piping installation, shaft movement should be
monitored with alignment tools to make sure no stresses build up in the pump to piping
connections.
Flexible Coupling Alignment
The manufacturer normally specifies a minimum separation for the coupling halves so they will
not strike one another when the driver rotor moves toward the driven machinery. An allowance
for thrust bearing wear should also be made in setting the coupling halves.
Alignment of Gear Type Couplings
Gear type coupling covers must be moved to allow room for alignment measurements on the
coupling hubs.
Turbomachinery Alignment
The alignment of large turbomachinery is complex and must be performed in accordance with
specific manufacturer instructions.
Factors Affecting Misalignment
The following factors may contribute to misalignment after proper installation:
•
•
•
•
•
•
•
•
Movement of the foundation
Piping strains caused by:
4 Improper pipe support
4 Improper pipe alignment to the driven machinery
4 Strains caused by thermal expansion or contraction of the connecting piping
Wear on the bearings
Distortion of the baseplate by an adjacent heat source
Shifting of the building structure
Improper grouting of the baseplate
Excessive variation in ambient temperature
Improper shim support
Alignment Tools
The following manual tools are normally used for alignments:
•
•
•
•
•
Magnetic base dial indicator holder
Dial indicators with 0.0005" and 0.001" divisions and a minimum face diameter of 1.25"
Adjustable clamping straps for mounting dial indicators
Thickness gauges
Extension mirror(s)
1996:Rev.2
Piping/Mechanical Handbook
15-11
Section 15
•
•
•
Mechanical Equipment
Vernier caliper
Inside micrometer
Straightedge
There have been recent enhancements in alignment tools that have greatly simplified alignment
work. The following are two examples of alignment devices that are currently available:
Alignment Computers
Alignment of rotating equipment can be a very time consuming activity on a construction project.
Quite often, alignments are performed over and over in an attempt to achieve specified coupling
alignment tolerances. Alignment computers are available to provide useful adjustment
requirements which can drastically reduce this alignment period.
The "Coach and Coach II" alignment computers manufactured by Acculign, Inc., of Willis, Texas
have been used successfully on a number of Bechtel Construction projects. These are self
contained, hand held units which come with software programs for virtually every alignment
situation. Both units offer identical features and differ only in the alignment methods they are
capable of handling.
Features of these units include:
•
•
•
•
•
•
The ability to select a sketch matching the alignment method used.
Easy entry of alignment readings and data
A "Class of Alignment" feature that eliminates unnecessary fine tuning and tells the craft when
to quit.
The computer will calculate and display angular misalignment of the coupling. Additionally,
information is provided to the user for shim changes and required horizontal movements to
improve alignments.
Automatic checks are performed to make sure the dial indicator and micrometer readings add
up.
The unit will calculate the fourth coupling reading if only three readings are possible.
Laser Alignment Systems
Bechtel has also successfully used laser alignment equipment for precision alignments. These
devices are particularly effective when aligning long shafts to precise tolerances. Bechtel
currently owns an "Optalign" laser alignment system manufactured by Pruftechnik AG of
Ismaning, Germany.
The laser alignment system offers greater precision and faster speed than dial indicator systems
during the alignment process.
15-12
Piping/Mechanical Handbook
1996:Rev.2
Mechanical Equipment
Section 15
INSTALLATION CHECKS
The following installation checks are to be used as guides for the installation and inspection of the
various types of equipment:
Pumps
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Mount motors on the baseplate; many new pumps are shipped with their drivers mounted and
are rough aligned at the factory
When the driver half of the coupling is installed in the field, it must be shrunk (not driven) on
the driver shaft
Driver pads must not be marked and drilled until shaft centerlines of both the driven machine
and driver line up, coupling faces parallel, and the distance between shafts is checked to fit
the coupling used. When the driver does not contain thrust bearings, the motor must be
placed in the center of its axial travel to measure coupling spacing. This initial alignment must
be accurate enough to eliminate the necessity of undercutting bolting, reaming the motor feet,
or shifting the driven equipment.
Driver pads must be drilled and tapped to a minimum depth equal to the bolt diameter, and
the bolts shall be long enough to engage thread to this same depth.
Suction and discharge flanges shall be covered to prevent entry of foreign material.
Make final alignment of pump and driver for cold setting, or approximate hot setting.
Couplings should not be out more than 0.003" from desired setting, set for hot condition as
recommended by manufacturer.
Alignment should be done with suction and discharge piping disconnected and then checked
again after bolting up the connecting piping.
Greasers and lube glasses should be removed and tagged to avoid damage during
construction, and should be replaced prior to turnover.
Check rotation, nameplate speed and horsepower against the data sheets and driver.
Run-in the uncoupled motor prior to turnover and check bearing temperature and vibration
during the run-in. Make the first check within 15 minutes from the start of the run-in and check
starter operation. Remove preservative oils, if necessary and install all operating lubricants.
Install temporary startup strainers in suction piping.
Check all vents, drains, seals, flushing, and bypasses for conformance to specifications and
drawings. Flush seal oil lines before connecting to seals.
Install permanent packing if pump is shipped with temporary packing. Certain pumps may
have mechanical seals.
Clean suction strainers if water is being circulated prior to startup.
1996:Rev.2
Piping/Mechanical Handbook
15-13
Section 15
Mechanical Equipment
Large Compressors
•
•
•
•
•
•
•
•
•
Have manufacturer representative check all components and auxiliaries prior to grouting.
Grout under supervision of manufacturer representative.
Pickle lube oil, seal oil, and suction piping where required by specification. Inspect lines which
were pickled by manufacturer in shop.
Clean and flush all lubricating and seal oil systems before installing operating lubricants per
specifications and manufacturer recommendations.
Install temporary startup strainers. Visually inspect all suction lines to be sure all solids are
removed.
Perform cold alignment as directed by manufacturer's representative and obtain the approval
of the manufacturer's representative on the Alignment Data Sheet.
Perform running tests as directed by manufacturer's representative and check all auxiliaries,
safety devices, control, and instruments for proper operation.
Perform hot check of alignment and dowel, if required. Determine if this must be witnessed by
the customer's representative.
Obtain written confirmation from the manufacturer's representative that the installation was
made in accordance with recommendations provided.
Large Synchronous Motors
•
•
•
•
•
Have the manufacturer's representative check the installation and the breaker settings.
Check all safety devices and interlocks.
Check rotation and ability of machines to synchronize.
With motor running, check motor temperature indicators and select hottest point and connect
to temperature alarm.
Check that the second motor will synchronize with first motor operating.
Turbines (Small Auxiliary)
•
•
•
•
•
•
Mount turbine on baseplate.
Perform alignment for cold or for approximate hot setting. Follow manufacturer
recommendations.
Install any lube oil piping required.
Remove preserving lubricants, if necessary, clean and install running lubricants prior to turn
over.
Install all accessories required and insulate if required.
Check operation and setting of overspeed trip, when uncoupled (by startup).
15-14
Piping/Mechanical Handbook
1996:Rev.2
Mechanical Equipment
Section 15
Circulation Test
Circulation tests are performed by construction when specified in the contract documents:
•
•
•
As part of the mechanical acceptance test and prior to startup of the plant, all equipment is
operated with water or other media as specified. Caution must be taken to not overload the
motors driving any of the equipment.
Operation must be under close supervision to prevent damage to the equipment and is
continued until the equipment has demonstrated its ability to operate continuously in a
satisfactory manner.
Equipment having suction strainers or filters are operated with water or other media until the
strainers or filters remain reasonably clean.
Final Acceptance and Records
Records should be maintained which provide verification of completion and summaries of
readings and calculations for work performed. Documentation should include but not be limited to
the following:
•
•
•
•
•
•
•
•
Completed Checklist
Manufacturer's Installation Instructions
Rigging Diagrams (as necessary)
Coupling Alignment Data Sheet - Preliminary
Coupling Alignment Data Sheet - Final
Equipment Maintenance Record
Any special instructions required for installation.
Acceptance by the manufacturer and/or client representative.
1996:Rev.2
Piping/Mechanical Handbook
15-15
Section 15
Mechanical Equipment
ATTACHMENT 15-1
COUPLING ALIGNMENT DATA SHEET
PROJECT NO.:
PROJECT NAME:
UNIT NO.:
DESCRIPTION:
EQUIPMENT NO.:
SYSTEM / SERVICE:
LOCATION:
PO/ITEM NO.:
REFERENCE DOCUMENT NO.
REV. NO.
PAGE 1 OF
REMARKS
MANUFACTURER:
MFG S/N:
COUPLING TYPE:
S/N & MODEL:
MANUFACTURER RECOMMENDED GAP:
SINGLE ROTATION
RIM RUNOUT A
FACE RUNOUT A
RIM RUNOUT B
ALIGNMENT:
HOT
DOUBLE ROTATION
FACE RUNOUT B
COLD
ALL READINGS TO NEAREST:
INDICATOR ON:
0.0005 INCH
ANGULAR ALIGNMENT
OFFSET (PARALLEL) ALIGNMENT
DRIVER
DRIVEN
OTHER:
NOTE: RUNOUT READINGS TAKEN FACING PUMP COUPLING, ROTATING CLOCKWISE
INSPECTION DESCRIPTION
ACCEPTED
NOT ACCEPTED
N/A
REMARKS
HOLD DOWN BOLT CHECK
COUPLING CLEANLINESS
PUMP/MOTOR BASE GROUT
COUPLING GUARD INSTALLED
PIPE STRAIN CHECKED
FIELD ENGINEER:
DATE:
FORM T_ALIGN1.DOT 1996:REV.0
15-16
Piping/Mechanical Handbook
1996:Rev.2
Mechanical Equipment
Section 15
ATTACHMENT 15-2
CHAIN OR BELT DRIVEN EQUIPMENT ALIGNMENT SHEET
PROJECT NO.:
UNIT NO.:
PAGE 1 OF
PROJECT NAME:
DESCRIPTION:
EQUIPMENT NO.:
SYSTEM / SERVICE:
PO / ITEM NO.:
LOCATION:
REFERENCE DOCUMENT NO.
REV. NO.
REMARKS
MANUFACTURER:
MFG S/N:
BELT/CHAIN TYPE, SIZE:
INSPECTION DESCRIPTION
ACCEPTED
NOT ACCEPTED
N/A
REMARKS
EQUIPMENT SHAFTS PARALLEL IN
VERTICAL & HORIZONTAL PLANES
PULLEYS/SPROCKETS ALIGNED
BELT/CHAIN TENSION CORRECT
HOLD DOWN BOLT CHECK
PULLEY / BELT CLEANLINESS
EQUIPMENT BASE GROUT
GUARD INSTALLED
PIPE STRAIN CHECKED
FIELD ENGINEER:
FOLLOW-UP ALIGNMENT CHECKS
ALIGNMENT CHECK NO.:
DATE:
1
2
3
4
DATE
FIELD ENGINEER INITIALS
PARALLELISM
PULLEY/SPROCKET ALIGNMENT
BELT/CHAIN TENSION
PIPE STRAIN CHECKED
FORM T_ALIGN2.DOT 1996:REV.0
1996:Rev.2
Piping/Mechanical Handbook
15-17
Section 16
Pumps
GENERAL
There are more pumps in use than any other type of industrial machine except for electrical
motors. Pump capacity is expressed as the flow rate, or volume, usually in gallons per minute, at
which the pump can discharge against a given pressure or head. Total head is the sum of the
total suction lift plus the discharge head.
Total dynamic suction lift is the sum of two factors:
•
•
Vertical distance of the pump above the liquid
Frictional resistance in the suction pipe
Total discharge head is the sum of three factors:
•
•
•
Vertical distance of discharge above the pump
Frictional resistance in the discharge pipe
Pressure required at the end of the pipe
The two main divisions of pumps are positive and non-positive displacement.
POSITIVE DISPLACEMENT PUMPS
Positive displacement pumps as the name implies work on the principle of displacement. Liquid
enters the pump through the suction port and is ejected forcibly out the discharge port by
displacement. The two types of positive displacement pumps are reciprocating pumps and rotary
pumps.
Reciprocating Pumps
The three types of Reciprocating pumps are:
•
•
•
Piston
Plunger
Diaphragm
These pumps are normally used in boiler feed systems, hydraulic systems, and in self priming
applications. Reciprocating pumps can be described as pumps that have a backward and
forward motion. The motion of the piston as it moves away from the cylinder head draws liquid
into the cylinder through a suction valve. On the return stroke, the suction valve closes and the
liquid is forced out through the discharge valve.
The difference between a piston and a plunger pump are:
•
•
The piston is shorter than the stroke while plunger is longer than the stroke
The seal on the piston pump is on the piston while the seal on the plunger
pump is on the cylinder
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
16-1
Section 16
Pumps
The diaphragm type pump employs a rubber or neoprene bladder in place of the piston or
plunger. This type of pump is used to remove water from trenches, flooded foundations, drains,
and other places where there is a high proportion of mud, silt, or sand to the water.
Rotary Pumps
There are four basic types of rotary pumps:
•
•
•
•
Vane
Screw
Gear
Lobe
Rotary pumps are typically used to pump oil in hydraulic systems. They are simple in design,
have few parts, and like reciprocating pumps are positive acting. Rotary pumps use a rotary
motion to carry the fluid from the inlet to the outlet. The pumps consist primarily of two cams or
gears, one of which is rotated from an outside source of power. A close fitting casing surrounds
the gears and contains the suction and discharge connections.
The liquid fills the spaces between the gear teeth and is carried around the outside of the gears.
When gear teeth mesh, the liquid is squeezed out and into the discharge port. After the liquid is
discharged, the gear teeth separate which creates a partial vacuum and allows new liquid to fill
the void. This process creates an even and continuous flow. Since this style of pump requires
close clearances, the pumps perform best when the liquid has some lubricating properties.
NON-POSITIVE DISPLACEMENT PUMPS
Centrifugal Pumps
Centrifugal pumps, as shown in Figure 16-1, are supplied in single and multi-stage designs. This
type of pump utilizes centrifugal force to add energy to the liquid. A centrifugal pump takes liquid
from the center of impeller vane rotation and
throws it outward and away from the center of
rotation into the casing or volute. In the
process, energy is imparted and the liquid
pumped. This pump is used to pump water in
relatively low volume and pressure conditions.
FIGURE 16-1 - CENTRIFUGAL PUMP
16-2
Piping/Mechanical Handbook
1996:Rev.2
Pumps
Section 16
Diffuser-Type Centrifugal Pump
Diffusion or turbine type centrifugal pumps are used in high pressure and high temperature
applications. They differ from the casing type in that the rotating impeller is surrounded within the
casing by stationary guide vanes. The diffusion vanes provide gradually expanding passages in
which the direction of flow is sharply changed and the velocity head becomes pressure head
before the water reaches the circumference of the casing and flows toward the discharge outlet.
In the diffuser type pump, the velocity head is converted into pressure head more completely than
the volute type, and its efficiency may be higher.
Multistage Pumps
The multistage centrifugal pump is essentially a high head or high pressure pump. It consists of
two or more stages depending on the pressure required in the system. Each stage is essentially
a separate pump. However, they are all located in the same housing and all impellers are
attached to the same shaft.
The first stage receives the water directly from the source through the suction pipe, builds the
pressure up to the correct single stage pressure, and passes it on to the next succeeding stage.
In the last stage, the pressure has reached its design value and is discharged into the piping
system. Multistage pumps are installed for continuous service, handling hot or cold liquids,
industrial, pipe line, and boiler feeds.
1996:Rev.2
Piping/Mechanical Handbook
16-3
Section 17
Air Compressor Systems
GENERAL
The air compressor is the heart of any compressed air system. The compressor takes in
atmospheric air, compresses it to the pressure desired, and pumps the air into supply lines or into
air receivers, which act as short term accumulators.
Compressed air has many uses:
•
•
•
•
•
Powering air operated tools and devices such as rams or multiport valves
Operating delicate instruments
Agitating and atomizing liquids
Blowing soot
Conveying materials
There are a number of variations in the design, construction, and method of air compression in
commercially available air compressors.
Compressor Functions
Atmospheric air is a mixture of gases, mainly nitrogen and oxygen and always contains some
water vapor.
Pascal's Law states that when a gas is confined under pressure in a closed container, the
pressure is transmitted equally in all directions by the gas. For this reason, compressed gas
tanks are cylinders with spherical ends to contain the pressure more effectively.
To better understand how compressors work, it is important to understand what changes take
place in atmospheric air to produce pressure. The air pressure stays constant as long as the
temperature and the container size remain the same. By adding heat to the container the air
molecules become more active which increases the internal container air pressure. This pressure
increase can be read on the pressure gauge. This is reflective of Charles' Law, which states:
"If the volume of a confined quantity of gas remains the same, the change in
pressure of the gas varies with the change in the temperature of the gas."
The implication is that as the temperature increases, the pressure increases proportionally.
Charles' Law also states:
"If the pressure of a confined quantity of gas remains the same, the change in
volume of the gas varies with the change in the temperature of the gas."
The implication here is that as the temperature changes, the volume changes proportionally.
We can also change the pressure by reducing the size of the container. By squeezing the mass
of air into a smaller space, molecular travel is restricted. There is no speed change but the
molecules hit the walls with greater frequency, so the pressure is greater. This action is reflective
of Boyle's Law, which states:
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
17-1
Section 17
Air Compressor Systems
"The absolute pressure of a confined quantity of gas varies inversely with its
volume, if its temperature does not change."
This means that as the volume is decreased in a closed container, the pressure will increase.
Since air cannot be compressed without its temperature changing, Boyle's and Charles' Laws
operate together according to the Ideal Gas Law.
Using compressed air to perform work requires the application of all the points covered thus far.
Pascal's Law states that pressure developed in a confined gas is equal at every point touched by
the gas. If Piston 1 moves 5 inches displacing 50 cubic inches of air (5 inches x 10 square
inches), the 50 cubic inches of air acts on the 50 square inches of Piston 2, causing it to move
1 inch (50 cubic inches divided by 50 square inches). The 5 to 1 pressure increase is directly
opposite of the 1 to 5 piston travel decrease.
It is important to understand these basic principles when dealing with compressors.
Basic Types of Compressors
There are two major design classifications of compressors:
•
•
Positive displacement
Dynamic
Positive Displacement Compressors
In positive displacement compressors, successive volumes of air are confined within a closed
space and pressure is increased by reducing the volume in the closed space. Units of this type
may be further classified as reciprocating or rotary. These classifications in turn can be
subdivided by design features.
Reciprocating Compressors
This type of compressor draws air into the cylinders through valves during the suction stroke. At
the end of the discharge stroke, air leaves at higher pressure. Separate valves are provided for
inlet and outlet of the air.
The arrangement of reciprocating compressor frames and cylinders vary with capacity, discharge
pressure, intended service, drive, and other factors. Compressed air pressures range from
100-6,000 psi.
Some elements of reciprocating compressors are:
•
•
•
•
•
Cylinders, heads, pistons, inlet and discharge valves
Power transmitting parts, including piston and connecting rods, crosshead, crankshaft, and
flywheel
Lubrication system
Cooling system
Controls
17-2
Piping/Mechanical Handbook
1996:Rev.2
Air Compressor Systems
Section 17
Reciprocating Compressors are classified according to their operation:
•
•
Single or double-acting
Single or multistage
A compressor that compresses air at only one end of the cylinder is called a single-acting
compressor, while a compressor that compresses air at both ends of the cylinder is called a
double acting compressor.
A stage is a step or cycle that the compressor uses to compress air to its final pressure. A single
stage compressor is one which draws air in from the atmosphere and compresses it to its final
pressure in one stroke. Multistage compressors draw air in at atmospheric pressure and
compress it in two or more strokes. The compressor can be constructed with multiple cylinders,
each with a different piston diameter.
In general, single stage compressors are more economical for pressures below 100 psi, with
multistage compressors being more economical above 100 psi. The Compressed Air and Gas
Institute provides performance ratings on various types of compressors.
Rotary Compressors
Although compressed air over 100 psi is commonly used, many plants require lower pressure air
(50 to 75 psi) with a moderate-to-high flow. Compressors that supply air for these types of
applications are usually of the rotary type.
Rotary compressors are also classified into two
separate types:
•
•
Positive displacement
Dynamic
Rotary compressors with mechanically separated
inlet and discharge ports are positive displacement
type, while those with no method of separating the
ports are dynamic type rotary compressors.
Positive displacement rotary compressors include
sliding vane, dry screw, wet screw, liquid ring, and
lobe types. Dynamic compressors include centrifugal
and axial flow types that are similar to liquid pumps.
FIGURE 17-1 - SINGLE STAGE ROTARY
Sliding Vane rotary compressor traps air between
vanes as the rotor passes inlet opening. As the rotor
turns toward the discharge port, the volume of between any two vanes decreases. This causes
air pressure to rise to rated discharge value. Vanes slide in and out of slots as the rotor turns,
and are held against the casing by centrifugal and spring force.
Rotary Compressor pressures vary from 50 psi for one stage to much higher pressures for
additional stages. Capacities are up to 5,000 cfm, approximately.
The Two Lobe rotary compressor has identical impellers held in a fixed relationship to each other
by external gears. When impellers rotate, each traps air between its outer surface and the
1996:Rev.2
Piping/Mechanical Handbook
17-3
Section 17
Air Compressor Systems
casing. When the impeller upper tip passes the top edge of the casing, it permits discharge to
begin. The bottom tip of the impeller pushes enclosed air into the discharge piping, compressing
it against the backpressure. Lobe type two- and three-element designs have capacities from 5 to
approximately 50,000 cfm. Pressures above 15 psi are obtained by operating two or more units
in series.
The Liquid-Piston rotary compressor has a round multiblade rotor that revolves in an elliptical
casing partly filled with liquid, usually water. When the rotor turns, the blades form a series of
buckets, which carry the liquid. The liquid follows the casing contours due to centrifugal force and
alternately leaves and returns to the space between blades (twice each revolution). As liquid
leaves the bucket, air is drawn in. When liquid returns, it compresses the air to discharge
pressure. Liquid-piston compressors handle up to approximately 5,000 cfm. Single-stage units,
as shown in Figure 17-1, can develop pressures to 75 psi.
Dynamic Compressors
Dynamic compressors use rotating elements to accelerate air. Velocity is converted to static
pressure by a diffusing action. Total energy in a flowing air stream is constant. Entering an
enlarged section, flow rate is reduced and some of the velocity energy turns into pressure energy.
Thus, static pressure is higher in the enlarged section. Dynamic compressors include centrifugal,
axial, and mixed-flow designs. They are designed to deliver large amounts of air (as high as
100,000 cfm) at pressures up to 125 psi.
Smaller units are used for low pressure operations. These are usually considered to be blowers
rather than compressors, but still have the same construction as their larger counterparts.
Centrifugal Compressors usually take in air at the impeller eye, accelerating it radically. Some
static pressure rise occurs in the impeller, but most is in the diffuser section of the casing, where
velocity is converted to static pressure. Multistage compressors handle 500 to over 150,000 cfm
at pressures as high as 150 psi. Typical of all centrifugal compressors, the impeller must rotate at
high speeds to be efficient.
Axial-flow compressors accelerate air in a direction generally parallel to the shaft. Units resemble
turbines; each pair of moving and stationary blade rows forms a stage. Pressure rise per stage is
relatively small. Axial blowers have capacities from a few cfm to more than 100,000 cfm at
pressures from 1 to 50 psi.
Compressor Accessories
Although the compressor is key to any air system, a number of auxiliary devices are needed to
ensure reliability, continued operation, and reduced maintenance of both the compressed air
system and the system(s) it serves. Accessories can be broken down into two major categories:
•
•
Primary air treatment
Secondary air treatment
Primary air treatment is treatment of the air prior to and after it leaves the air compressor. The air
is treated because it is taken from dirty or contaminated surroundings. In addition, air always
contains some moisture. Treatment of the air to remove contaminants and moisture is performed
by certain accessories including:
17-4
Piping/Mechanical Handbook
1996:Rev.2
Air Compressor Systems
•
•
•
•
•
•
•
Section 17
Intake air filters
Inter and aftercoolers
Moisture separators
Traps
Dryers
Receivers
Silencers
Intake Air Filters are filters that remove most of the dirt and other solid contaminants prior to the
air entering the compressor. The filter units can be of the wet or dry type, depending on
application. Dry filters usually have a felt or cotton material packed into a wire screen and may be
in the form of a replaceable cartridge element. All of these filters may be cleaned with an
appropriate solvent.
Wet filters are mounted in a shallow oil reservoir. Air entering the top of the filter is directed
downward into the oil and then upward through the filter medium. Any oil carried along with the
air is trapped on the filter, along with any dirt or other contaminants.
Intercoolers and aftercoolers are used to transfer the heat generated by the compression of air to
either a cooling water medium or to the atmosphere. The intercooler is a cooler that is used
between stages on multistage compressors. Less power is needed to compress the air because
cooling between stages reduces the volume of air that is compressed in the next stage.
Aftercoolers are similar to the intercoolers and can also be cooled by air or water.
Caution must be exercised as to the amount of cooling provided. If too much cooling is provided
to the intercooler, the air will be cooled to a temperature at which the water vapor in the air
condenses. Water forming in the intercooler can be carried into the compressor high-pressure
stage and cause mechanical damage. Cooling provided by the aftercooler usually cannot lower
the temperature of the air enough to condense all of the water vapor. This means that some
water vapor is still in the air, along with some oil vapor, when it leaves the compressor.
Moisture Separators remove the water and oil vapors that are condensed in the aftercoolers.
Most systems have mechanical separators which give the air a swirling motion or cause the air to
suddenly change direction.
On the swirling type, centrifugal force moves the oil and moisture to the outside of the separator
while the separated air travels up through a center passage. With a sudden change in direction,
the heavier droplets of oil and water cannot change direction as easily, slam into the separator
wall, and drop into the bottom of the separator while the air is directed to the discharge line. Oil
scrubbers work on this principle. Other types utilize a large chamber that lowers the air velocity,
allowing the particles to drop to the separator bottom. Separators of this type remove up to 95
percent of the liquid from the airstream.
Traps are devices that may either be separate from or integral to the moisture separator. Most
are float trap arrangements where in accumulation in the bowl lifts the float, opens the trap valve,
and allows the moisture to drain. The drain valve is positioned above the bottom of the bowl to
prevent solid particles from lodging between the valve and seat. The accumulation of sludge is
removed through a drain plug.
1996:Rev.2
Piping/Mechanical Handbook
17-5
Section 17
Air Compressor Systems
Dryers are used to condense the moisture in the compressed air after the aftercoolers. It is
important to reduce the moisture content of the compressed air as much as possible to prevent
the condensation of this air when reduced to atmospheric pressure while being used. There are
several types of dryers used in the industry.
The refrigerated air dryer utilizes a heat exchanger, moisture separation section and refrigeration
system. The warm air first enters a heat exchanger to lower its temperature slightly. The air then
comes into contact with the refrigerant coil which lowers the air temperature to about 35 oF, which
will cause the water vapor to condense. The air then flows back through the heat exchanger prior
to entering the system. The moisture is then drained away, removing most of the water vapor.
For more complete moisture removal other filter dryer combinations must be used.
The other major dryer-type unit is the adsorption dryer. This unit is usually a dual dryer
arrangement with one chamber in use at a time. The other chamber is regenerated and placed
on standby. An automatic timer is used to switch dryer chambers, but the chambers may be
manually switched over as well. Air enters the four-way valve and is directed to the left chamber.
Inside the chamber, the air passes downward through a desiccant bed and the up through a
return tube in the center. Air is then directed through another four-way valve and into the air
system. As the air passes through the desiccant bed, moisture is attracted to the surface of each
granule of desiccant material and held on the surface. While air is being dried in the left
chamber, the right chamber is being regenerated.
Heated air flows through the discharge line, up through the desiccant, and out the inlet line. The
warm air carries away the moisture in the desiccant bed. After a prescribed length of time, the
heat is turned off and the hot desiccant bed is allowed to cool down. It is then placed in standby
and is ready for air drying.
Prefilters are used with these dryer units to prevent any particles from being carried into the
desiccant bed. Afterfilters are used to prevent desiccant from being carried into the rest of the
compressed air system. It is also very important to prevent oil and other impurities from passing
into the desiccant bed, since they would clog up the passages and cover the surface of the
desiccant granules.
Receivers are tanks used to store the compressed air. They must be sized correctly for the
volume of air in the system and for peak air flow demand to ensure the overall system pressure
does not drop too low.
Secondary air treatment is used to ensure the proper operation of the pneumatic system in order
to protect components and increase their service life. The following types of equipment are
involved in secondary air treatment:
•
•
•
Separators
Filters/strainers
Lubricators
Separators are similar to the separators used for primary air treatment. They are either the
gravity or centrifugal type. The gravity type removes only large particles from the air. The
centrifugal type may be of several different designs which will remove either large or minute
particles, depending on the requirements of the system.
17-6
Piping/Mechanical Handbook
1996:Rev.2
Air Compressor Systems
Section 17
Filters will be referred to as micron-filters. A micron is approximately 0.00004 inch in size. Smoke
particles usually range on the order of 0.01 to 1 micron in size. Compressed air has dust particles
which range between 0.1 and 10 microns in size and fine oil particles in the 0.01 to 0.8 micron
range. Filters are classified as surface or depth. Surface filters collect particles on a single
surface and depth filters collect particles on several layers which have openings in the filter media
of several different sizes.
Wire mesh surface filters or strainers are used to remove larger particles in the compressed air
system. Strainers used in the line may be made of metal ribbons, discs, or plastic impregnated
paper. Ribbon elements are usually tapered with the thicker section on the outside and usually
remove particles larger than 40 microns. A strainer is usually placed in line just ahead of the filter.
Depth filters may be of the dry or wetted type and are used according to application. Dry filters
rely on the filter medium to remove particles. Wetted filters depend on a coating or a bath of oil to
aid in collecting and holding particles. Air leaving the wetted filter will always contain some oil.
One type of dry filter is the adsorption type which consists of an adsorbing medium, such as
carbon or chemicals. Particles collect on the surface of the material, drop off the filter, and settle
in the bottom of the bowl. Absorption filters, such as desiccant filters, are also used. These draw
the moisture vapors into an absorbing medium. Most absorbing filters use material which
changes color as it absorbs the moisture. Most of these types are in the 0.5 micron and above
range.
In a wetted filter, such as the oil bath type, air is directed through the top of an oil bath prior to
passing through the filter medium. The filter medium, coated with oil, holds the particles. These
filters are very efficient and can remove 100 percent of particles 3 microns and larger. They can
also be cleaned whenever necessary, while most of the dry-type filters must be replaced.
Lubricators are used to ensure the addition of lubricating oil to the compressed air for use with
tools, controls, and cylinders which require lubricated air to reduce wear and corrosion. The air is
first routed through a strainer and filter and then lubricated to ensure that the air supplied to
equipment requiring lubrication is water-free and uncontaminated.
The Fine Lubricator supplies a fine, suspended oil mist into the airstream. Metered oil from the
reservoir enters the oil mixing chamber and is atomized by a small stream of air. This oil-air
mixture is directed against a deflector which separates oil droplets larger than 2 microns. The
larger oil droplets fall into the reservoir, and the oil mist leaves the lubricator and mixes with the
main airstream. Vanes or flow guides are usually provided to vary the amount of lube oil with
changes in air flow.
Typical Compressed Air System Arrangements
Air enters the compressor through the intake filter, where dust and other impurities are removed.
The air then enters the first stage through the intake valves, and is compressed. In this stage, the
pressure is elevated and heat is produced during the compression cycle.
The air then goes to the intercooler and gives up some of its heat to the cooling water flowing
through the intercooler tubes. Moisture in the air is also condensed during the cooling cycle. The
moisture is removed from the cooler by means of a trap.
1996:Rev.2
Piping/Mechanical Handbook
17-7
Section 17
Air Compressor Systems
The cool air then enters the intake valves of the second stage, where the pressure is elevated
even more. During the compression cycle, heat is once again produced. The hot air leaves the
second stage and enters the aftercooler, where the cooling water, flowing through the tubes,
cools the air and condenses the moisture in the air.
The air leaving the aftercooler enters a moisture separator which is a mechanical device used for
removing the moisture from the air. The collected water is removed by a trap.
A prefilter is installed downstream of the moisture separator to filter out moisture and condensed
oil.
The air enters a dryer where the air is removed of moisture adsorption. Condensed moisture is
removed by traps if the desiccant becomes saturated. This type of dryer is called the
regenerative type, because it can be rejuvenated by heat.
The receiver stores the air. Any water that collects in the receiver is removed by traps. The air
then finally enters the distribution system.
Typical Compressor Safety Devices
Some typical compressor safety devices include:
Relief Valves
Located on each compressor stage discharge sides to relieve excessive pressure.
Overspeed Shutdown
Trips out drive when compressor exceeds predetermined safe speed.
Oil-Failure Shutdown
This device protects bearings by stopping unit when oil pressure fails.
Jacket-Water Valve
Shuts down compressor if water pressure fails.
Over-Pressure Shutdown
Stops compressor when discharge pressure goes above pre-set safety value.
Excessive Temperature Shutdown
For isolated compressors this gives protection against high discharge temperature.
Main-Bearing Protection
Thermal shutdown devices stop compressor if bearing temperature goes too high.
TROUBLESHOOTING GUIDE
The following are some of the problems that occur in water and air-cooled compressors:
17-8
Piping/Mechanical Handbook
1996:Rev.2
Air Compressor Systems
Section 17
Water-Cooled Compressors:
Problem
Discharge pressure low
Cause
Demand greater than compressor's capacity; rings worn; leaky packing;
wrong speed; excessive leakage in system
Problem
Not enough capacity
Cause
Too much leakage in piping or valves; discharge pressure too high; wrong
speed, clogged filter; worn piston and rings
Problem
Compressor does not deliver air
Cause
Dirty intake filter; suction line clogged; improper installed valves
Problem
Excessive compressor vibration
Cause
Unit not properly secured to foundation; wrong type of foundation; piping not
correctly supported; incorrect alignment
Problem
Compressor overheats
Cause
Broken valve strips; not enough cooling water; air-intake filter clogged;
discharge pressure too high; internal leakage
Problem
Compressor overloads motor
Cause
Belts on driver too tight; pressure or speed too high; discharge line clogged;
wrong motor hookup
Problem
Compressor knocks
Cause
Loose flywheel or pulley; too much clearance in wrist-pin bushing, crankpin, or
main bearings; loose valve or piston nut
Air-Cooled Compressors:
Problem
Not enough capacity
Cause
Excessive leakage in pipes, fittings, or valves; discharge pressure too high;
wrong speed; clogged intake filter; worn pistons and rings; leaky cylinder
head gaskets; belt slips; intercooler leaks
Problem
Compressor overheats
Cause
Valve strips broken; direction of rotation wrong; intake filter clogged;
discharge pressure too high; internal leakage; not enough lubricating oil
Problem
Compressor knocks
Cause
Loose flywheel of pulley; loose valve in cylinder or loose unloader; excessive
end play in motor rotor; too much wristpin or crankpin bearing clearance; belt
not aligned; unlevel mounting
1996:Rev.2
Piping/Mechanical Handbook
17-9
Section 17
Air Compressor Systems
Problem
Excessive compressor vibration
Cause
Unit not properly secured to foundation; wrong foundation; shipping blocks
not removed from under base; motor rotor out of balance; one cylinder in a
two cylinder unit not working; incorrect alignment
Problem
Circuit breaker trips
Cause
Low voltage; press switch differential too small; unit starting against a full
load; motor defective; compressor or motor binding
COMPRESSOR OPERATION AND MAINTENANCE
The best guide to compressor operation and maintenance is the manufacturer's instruction
manual. It is important to carefully follow the manufacturer installation instruction and associated
auxiliaries.
Once a compressor is on the line and working right, regular inspection, lubrication, and
overhauling, when done properly pay big dividends. The instruction manual is the best guide for
required service.
Air Removal Equipment
Compressors have uses other than compressing air for the operation of tools. Compressors are
also used for the removal of air from a system or piece of equipment, such as condensers, to
improve operation and efficiency. Any of the various types of compressors discussed above can
be used for this job.
In the specific case of condensers, air that enters the condenser must be removed to maintain a
vacuum. If the air and gas were allowed to remain, they would blanket the tube surfaces, reduce
heat transfer, and eventually destroy the vacuum. A high vacuum must be maintained at all times
to reduce the turbine back pressure, increase turbine efficiency, and recover the condensate at
the lowest possible temperature.
Another important system from which air is removed is the condenser waterbox. The cooling
water level in the condenser waterbox should be as high as possible. Air that is entrained in the
cooling water collects in the top section of the waterboxes and if allowed to remain, would
eventually replace the cooling water. This would then restrict water flow through the top section
of condenser tubes and would reduce the condenser's ability to maintain a vacuum.
Air Ejectors (Steam-Jet Air Pumps)
Steam jet air pumps operate by converting the energy of high pressure, high temperature steam
into a high velocity jet. This conversion is accomplished through a steam nozzle. The high
velocity jet entrains and accelerates the air and gases at the suction chamber of the steam jet.
Motive steam and non-condensables then pass through a diffuser, which is designed to compress
the mixture to a pressure greater than that existing at the suction of the jet without creating
excessive turbulence. One or more stages may be used.
17-10
Piping/Mechanical Handbook
1996:Rev.2
Air Compressor Systems
Section 17
During the initial evacuation and operation periods, a hogging jet and a set of operating jets,
respectively, are required. Thus, the hogging jet handles larger quantities of air than do the
operating jets.
A hogging jet compresses air from the condenser to atmospheric pressure, in one stage. In most
cases, the motive steam and entrained air are discharged to the atmosphere.
A two-stage steam jet is frequently used to remove the non-condensables from a condenser
during operation. This ejector is furnished with an intercooler and aftercooler. By compressing in
two-stages, and by use of coolers to condense the motive steam, the steam consumption of the
multistage ejector is maintained at a minimum. Condensate from the main condenser is used as
the cooling medium.
This permits recovery of the available heat in ejector motive steam. The air ejector drains are
usually returned to the main condenser, and this condensate is returned to the system.
Steam jet equipment has the following advantages:
•
•
•
•
High reliability due to no moving parts
Very low maintenance
Lower initial cost
Operation at practically no cost.
Mechanical Vacuum Pumps
Steam ejectors have been used widely in the past. Recently, the trend has shifted to mechanical
pumps. Mechanical vacuum pumps can be used for both initial and continual evacuation of the
air in leakage to a unit during operation.
Mechanical vacuum pumps have desirable features:
•
•
•
•
•
They lend themselves most economically to push button operation from a remote point.
They eliminate the need for auxiliary steam and costly high pressure steam piping.
Since they discharge vapor and gases to the atmosphere, the possible recycling of noncondensables is eliminated.
They can be located without restrictions that might be imposed by other types of equipment.
Since they are not dependent on steam for operation, they can be operated at any time
desired, during the startup of a unit.
A typical two-stage mechanical vacuum pump. Operation would be as follows:
Hogging Sequence:
1996:Rev.2
Piping/Mechanical Handbook
17-11
Section 17
Air Compressor Systems
During initial air evacuation only the first stage is used. Air and non-condensables enter the gas
inlet flow to the first stage; the first stage discharges the air to the separator tank. Here the air
and non-condensables are exhausted to atmosphere.
Holding Sequence:
At approximately 7 inches Hg absolute (ABS) the second stage comes into operation. Gas and
non-condensables enter the inlet of the first stage, then discharge to the second stage. The
second stage discharges to the separator, where the air and non-condensables separate from the
water. The air and non-condensables are exhausted to atmosphere.
Air-Leakage Meters
Air leakage meters are installed in vent piping from the aftercondenser in steam ejectors or in gas
discharge lines on mechanical pumps. There are various designs of piston type meters.
Air leakage meters are important in determining how much air leakage is occurring in the system.
Comparing air leakage on running units with new unit operation can warn the operator of
excessive air leakage or faulty equipment.
17-12
Piping/Mechanical Handbook
1996:Rev.2
Section 18
Heat Exchangers
GENERAL
A heat exchanger or interchanger is a device which transfers heat from one fluid to another
through a container wall. In a typical process industry application, a heat exchanger may be a
vessel in which an outgoing processed hot liquid transfers some of its heat to an incoming cold
liquid about to be processed. The amount of heat transferred is therefore not lost and can be
used again.
Heat exchangers can also be used to cool process fluids. For example, an outgoing cold gas
may take up part of the heat from an incoming warmer gas, as in a liquid-air plant.
Double Pipe Exchangers
As shown in Figure 18-1, a double pipe or fintube exchanger consists of two pipes, one inside
another. The inner tube is usually finned to provide a larger surface for heat transfer. Double
pipe exchangers are used where flow and necessary temperature transfer are rather small.
1.
2.
3.
4.
5.
6.
7.
SHELL ASSEMBLY
TUBE ASSEMBLY
COVER PLATE
COMPRESSION FLANGE
SEALING RING
SPLIT RING
FINTUBE FITTING FLANGE
8.
9.
10.
11.
12.
13.
14.
FINTUBE STUB END FLANGE
TUBE RETURN BEND CONNECTOR
TUBE RETURN BEND CONNECTOR
TUBE RETURN BEND CONNECTOR
SHELL NOZZLE COMPANION FLANGE
COVER PLATE BOLTING
TUBESIDE BOLTING
15. SHELL NOZZLE BOLTING
16. BRACKET BOLTS
17. COVER GASKET
18. FINTUBE GASKET
19. SHELL NOZZLE GASKET
20. NAMEPLATE
FIGURE 18-1 - DOUBLE PIPE EXCHANGER
Fintube exchangers are generally used when one fluid is gaseous, viscous, or of small quantity.
They are particularly desirable for high pressure services because their small diameter is
conducive to low cost construction. Their modular design assures maximum flexibility of
application since sections can be stacked vertically or horizontally to attain desired heat transfer.
It is also easy to reuse these units in other services since one or more sections may be used as
needed. The fins can be welded to the tube to form a unit. Fins can also be formed by an
extrusion process. For special applications they may be on the inside or on both inside and
outside of the parent pipe.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
18-1
Section 18
Heat Exchangers
FIGURE 18-2 - TEMA SHELL AND TUBE EXCHANGER TYPES
18-2
Piping/Mechanical Handbook
1996:Rev.2
Heat Exchangers
Section 18
The shell side is furnished with companion flanges so that piping can be connected to a beveled
end. Tubeside connections are supplied with a flanged assembly to allow the tube hairpin to be
disconnected from the piping. The tube or hairpin section will be pulled from the return bend
housing end.
These units are almost always installed as multiple modules. They are normally spoken of in
multiples such as "3 wide by 2 high" which refers to 6 modules installed in 2 layers, 3 side by side
units. Support saddles are provided with bolt holes on all four sides for modular bolting and are
not fixed to the shell assembly, leaving foundation spacing. Sometimes one or two units are
bolted to vertical steel columns.
1.
PASS PARTITION
2.
BLIND FLANGE
3.
LIFTING RING
4.
CHANNEL FLANGE
5.
CHANNEL CYLINDER
6.
CHANNEL NOZZLE
7.
CHANNEL FLANGE
8.
STATIONARY TUBE SHEET
9.
SHELL FLANGE (CHANNEL END)
10. INSTRUMENT CONNECTION
11. SHELL NOZZLE
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
IMPINGEMENT BAFFLE
TUBE
TIE ROD
SPACER
SHELL CYLINDER
TRAVERSE BAFFLE
SUPPORT PLATE
STUD
HEX NUT
SHELL FLANGE (COVER END)
SHELL COVER FLANGE
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
GASKET
BACK-UP RING
SPLIT-KEY RING
VENT CONNECTION
SHELL COVER CYLINDER
SHELL COVER HEAD
FLOATING HEAD COVER
FLOATING TUBE SHEET
DRAIN CONNECTION
SUPPORT SADDLES
FIGURE 18-3 - TYPICAL SHELL AND TUBE HEAT EXCHANGER
Shell and Tube Exchangers
Shell and tube type exchangers of the type shown in Figure 18-3 are most commonly specified
for process plants. These exchangers are designed in accordance with the TEMA (Tubular
Exchanger Manufacturers Association) code. Figure 18-2 lists typical TEMA shell and tube heat
exchanger types. TEMA also specifies exchanger part types in a letter code.
Referring to the type AES exchanger shown in Figure 18-4, flow entering the nozzle, Item 6, at
the channel or tubeside end meets the pass partition, Item 1, and is diverted into the tubes. The
tubes, Item 13, route flow to the other end and back to the channel outlet nozzle. Shell side fluid
enters nozzle, Item 11, and makes contact with the outside of the tubes. Transverse baffles, Item
17, are located so that they force the fluid to flow up and down, making the most efficient tube
contact and attaining maximum heat transfer on its way to the outlet nozzle.
1996:Rev.2
Piping/Mechanical Handbook
18-3
Section 18
Heat Exchangers
The tube bundle is
comprised of the
tubesheet, Item 8, and
the tubes attached to the
tubesheet. By removing
the channel section, the
entire tube bundle can be
pulled out from the
exchanger for cleaning,
repairs or total
replacement. Not all
exchangers have
removable tube bundles.
Nonremovable tube
bundle exchangers are
called fixed tubesheet
types.
FIGURE 18-4 - TEMA TYPES AES SHELL AND TUBE EXCHANGER
1.
2.
3.
4.
5.
6.
CHANNEL COVER
CHANNEL FLANGE
INSTRUMENT CONNECTION
CHANNEL NOZZLE
PASS PARTITION
SHELL
7.
8.
9.
10.
11.
12.
SHELL NOZZLE
LIQUID LEVEL CONNECTION
SHELL COVER
WEIR
CHANNEL
TUBESHEET
13.
14.
15.
16.
17.
SHELL FLANGE
SUPPORT
TIE RODS AND SPACERS
SUPPORT PLATES
TUBES
FIGURE 18-5 - TEMA KETTLE TYPE SHELL AND TUBE EXCHANGER
Kettle Type Exhangers
In the kettle type exchanger shown in Figure 18-5, the heating fluid always enters the channel top
nozzle, Item 4, and exits via the bottom channel nozzle. The main purpose of the shell side is to
vaporize liquid entering the shell nozzle, Item 7, near the shell flange, Item 13. Vapor exits
through the shell nozzle, Item 7, at the top of the exchanger shell. The weir, Item 10, is a dam
18-4
Piping/Mechanical Handbook
1996:Rev.2
Heat Exchangers
Section 18
designed to keep the tube bundle covered with liquid at all times. Surplus liquid overflows the
weir and into the shell cover area. A level controller is piped to the Liquid Level Connections,
Item 8, and maintains liquid level in this section at about half the weir height. Surplus liquid exits
via the shell nozzle, Item 7, in this section. Normally a level gage allows visual examination of the
liquid level behind the weir.
FIGURE 18-6 - INDUCED DRAFT AIR COOLED HEAT EXCHANGER
Air Cooled Heat Exchangers
Air cooled heat exchangers are those in which the cooling is done by blowing or drawing air
across finned tubes. Air cooled exchangers may be either induced draft as shown in Figure 18-6
or forced draft as shown in Figure 18-7 which means that the fans may either be mounted above
the tube sections, drawing the air up through the tubes and exhausting to the atmosphere, or the
fans may be mounted below the tube sections, drawing the air from the atmosphere and forcing it
up through the sections. The commodity temperature from the coolers can be controlled by:
•
•
•
The use of two speed fans
Adjustable louvers
A combination of the two
Two speed fans have the definite advantage of conserving horsepower and are usually provided.
The range of control gained by this means is obviously limited and, for this reason, adjustable
louvers are quite often provided where more precise control is required such as in extremely cold
1996:Rev.2
Piping/Mechanical Handbook
18-5
Section 18
Heat Exchangers
climates. The louvers may be manually or automatically controlled by the commodity outlet
temperature. The fans may also have adjustable pitch blades for further temperature control.
This is usually done automatically through a hydraulic drive.
FIGURE 18-7 - FORCED DRAFT AIR COOLED HEAT EXCHANGER
A significant feature of the dry coolers is the finned tubes. It is necessary that the tubes have
these fins to increase the surface in contact with the air where the heat transfer rate is usually
quite low. Since these fins must be relied on to conduct the bulk of the heat from the commodity
inside the tubes to the air outside, it is important that they maintain a good thermal bond with the
tubes at all times.
There are several different types of fin construction. The best and most durable type is that in
which the fins are an integral part of the tube itself and are formed by extrusion of the tube
through a die. This type of tube, however, is usually rather expensive. At least one manufacturer
attaches the fins by routing a groove in the tube wall and forcing the fin tightly into this groove. In
some cases, the fin is wrapped around the tube and then soldered to the tube. This provides a
very high thermal efficiency. In some cases, the fins are wound in a tight helix about the tube and
soldered at each end. This design depends on pressure to hold the fin against the tube and air
gaps between the fin and tube reduce the thermal transfer.
18-6
Piping/Mechanical Handbook
1996:Rev.2
Section 19
HVAC Systems
GENERAL
Plant Heating System
The plant heating system:
•
•
Maintains the minimum design ambient air temperature for equipment protection during normal
plant operating conditions and during plant shutdown
Provides heating for personnel comfort in the offices and in other occupied areas
As an example, the plant heating system would provide heating for the following areas in a fossil
power plant:
•
•
•
•
•
•
Turbine and boiler areas
Auxiliary services area
Control room complex area
Administration, shops, and warehouse building
Flue gas desulfurization building
Water treatment building
Heating systems for the surge pond pump house, cooling tower pump house, coal handling area, and
other yard buildings are not part of this system.
The major components of the plant heating system include:
•
•
•
•
•
•
•
Heat exchanger
Heating water boiler
Hot water circulating pumps
Hot water expansion tank
Air separator
Chemical feeder
Fan coil units
Heating and Ventilating Systems
The heating and ventilating systems perform the following typical functions:
•
•
•
Provides adequate ventilation to dissipate heat rejection from operating equipment
Maintains space design temperature ranges for various modes of plant operation, including
shutdown, in conjunction with the plant heating system
Furnishes filtered ventilation air to minimize airborne dust in the plant
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
19-1
HVAC Systems
•
•
•
Section 19
Provides air movement from the turbine area towards the boiler area to minimize backflow of coal
dust
Removes contaminated air to eliminate health hazards, nuisances, or fire dangers
Pressurizes areas to minimize outside air infiltration
The heating and ventilation requirements are based on the following:
•
•
•
Minimum amount of outside air necessary to provide building pressurization
Heat losses during low ambient outdoor air conditions
Heat gains from mechanical and electrical equipment
HVAC System Design
Heating, ventilating, and air conditioning systems provide the proper atmospheric environment for
the facility. The criteria for the facility environment may be based on personnel occupancy or on
mechanical or electrical equipment operation requirements. The HVAC system maintains
temperature, humidity, and dust levels within established limits to satisfy health regulations and
limits established by the equipment design. The following codes are normally used for the design
of HVAC systems:
ASHRAE
American Society of Heating, Refrigerating and Air Conditioning Engineers
SMACNA Sheet Metal and Air Conditioning Contractors National Association
AMCA
Air Moving and Conditioning Association
In establishing the design criteria for the HVAC system, both outdoor and indoor conditions are
considered. Outdoor design conditions can be determined from the ASHRAE Data Book,
Weather Bureau data, or site meteorology data. Designs are typically based on conditions that
will not be exceeded by more than 1 percent of the time on either extremely hot summer days or
extremely cold winter days.
Indoor design criteria will vary on the intended use of the facility. All office areas and areas
housing sensitive electrical and instrumentation equipment are typically air-conditioned and
maintained at an ambient temperature of 75°F ± 5°F with a maximum relative humidity of 60
percent throughout the year. In the unoccupied areas of the facility, the indoor design conditions
are determined by the electrical and mechanical equipment ambient requirements. Generally,
these areas are typically maintained at a maximum temperature of 104°F during the summer and
a minimum of 50°F during the winter.
HVAC systems also serve to prevent the accumulation of explosive gases and to regulate
building pressures. For example, certain areas of the facility may contain equipment and material
that release combustible gases such as hydrogen or methane. To prevent accumulation and
concentration of these gases, the HVAC system may be designed to provide large air-change in
these areas. Battery rooms and coal silos are typical examples of this type of condition.
In some cases, it is also desirable to control building air pressures when control of air flow
direction is necessary. In these cases, the HVAC system is used to provide negative or positive
19-2
Piping/Mechanical Handbook
1996:Rev.2
Section 19
HVAC Systems
pressure boundaries inside the building. An example of this application is in the negative pressure
boundary established to prevent the release of coal fumes from a coal silo.
FIGURE 19-1 - AIR-CONDITIONING SYSTEM FUNCTIONAL DIAGRAM
Air-Conditioning Loads
To size the air-conditioning system, the system must accommodate not only external heat and
cooling but also internally generated heat and cooling loads. The following are examples of the
loadings typically considered in a HVAC system design:
•
•
•
•
Heat transfer from the outside
Heat load from equipment
Heat transfer from hot pipes and equipment
Lighting systems
1996:Rev.2
Piping/Mechanical Handbook
19-3
HVAC Systems
•
•
•
Section 19
Personnel
Infiltration
Outside air supplied to the air-conditioning system
The process of calculating the load on an HVAC system is interactive since several factors
contribute to the loadings. Generally, a factor of safety is included in the preliminary calculations
to minimize the impacts of subsequent changes.
A typical functional diagram for an air-conditioning system is shown in Figure 19-1. A functional
diagram for a split or air cooled condenser system is shown in Figure 19-2.
FIGURE 19- 2 - FUNCTIONAL DIAGRAM OF SPLIT SYSTEM (AIR COOLED CONDENSER)
Typical HVAC Equipment
The following are some of the typical types of HVAC equipment:
Disposable Low/Medium Efficiency Filters
These filters are made of glass fibre material. Filters with high dust holding capacity are made of
pleated media formed as bags (usually 36 inches deep) to provide a large surface. Another type
is the automatically renewable media roll filter which uses a motor to continuously move the large
roll of filter media that is located in the path of the air flow.
19-4
Piping/Mechanical Handbook
1996:Rev.2
Section 19
HVAC Systems
High Efficiency Particulate Air (HEPA) Filters
These filters are designed to provide a particulate removal efficiency of 99.97 percent for 0.3
micron particle size. It consists of a fiberglass media enclosed in a particleboard frame.
Fans
Vaneaxial, propeller, centrifugal, and power roof ventilation fans are commonly used in HVAC
systems. Centrifugal fans are designed with forward curved, backward curved, or radial fan
blades. The forward curved blades have lower initial costs but the backward curved designs have
lower operating costs. Fan bearings are typically rated for approximately 100,000 hours of
operation. Fan sound levels are typically limited to no more than 95 db at 5 feet from the fan.
FIGURE 19- 3 - SIMPLIFIED REFRIGERATION CYCLE
Air Handling Units (AHU)
AHU’s consist of a fan and a cooling coil mounted inside a sheet-metal box. The fan section
located downstream of the cooling coil section is insulated on the inside with thermal and sound
insulation. Cooling coils are either direct expansion or chilled water type. Cooling coils are made
of copper-nickel tubes with aluminum fins. Copper fins are used in highly corrosive atmosphere
applications. For heating systems, the coil is a hot water, steam, or electric heating coil. Coils are
typically designed for 150 psig. AHU’s are also called fan coolers.
1996:Rev.2
Piping/Mechanical Handbook
19-5
HVAC Systems
Section 19
Chillers
Chillers generate chilled water for use in the cooling coils of air handling units. The machine
consists of a package consisting of a centrifugal refrigeration compressor, a tube and shell heat
exchanger called a compressor and another tube and shell heat exchanger called an evaporator.
A simplified refrigeration cycle is shown in Figure 19-3. There are two types of chillers:
•
•
Open type in which the motor, compressor, and their coupling are open to the atmosphere.
Hermetic type in which the compressor and motor are hermetically sealed in a steel shell.
Chillers are capable of capacity control down to 10 percent of its full capacity. Due to concerns
related to ozone depletion in the atmosphere, the refrigerant used in chillers is being changed
from freon to other materials.
Ducts
Sheet-metal ducts are used to distribute filtered, cooled, and heated air to conditioned areas.
Duct design and fabrication are typically done in accordance with the SMACNA code. Ducts for
air-conditioned areas are typically designed for an air velocity less than 1500 feet per minute. In
some applications such as in power plants, however, ducts may be designed for air velocities
over 2000 feet per minute. Air flow measuring stations are used in duct systems at points where
accurate air flow measurement is required.
19-6
Piping/Mechanical Handbook
1996:Rev.2
Section 20
Chiller Systems
GENERAL
A liquid chilling system cools water, brine, or other secondary refrigerant liquid for air-conditioning
or refrigeration purposes. The system may be either factory assembled and wired or shipped in
sections for erection in the field. The most frequent application is water chilling for air
conditioning, although both brine cooling for low temperature refrigeration and chilling of fluids in
industrial processes are also common uses.
The basic components of a liquid chilling system include a compressor, a liquid cooler
(evaporator), a condenser, a compressor drive, a refrigerant flow control device, and a control
center, and may also include a receiver, an intercooler, or a subcooler. In addition, certain
auxiliary components may be employed, such as an oil cooler, an oil separator, an oil return
device, a purge unit, an oil pump, a refrigerant transfer unit and additional control valves.
Principles of Operation
Liquid (usually water) enters the cooler where it is chilled by refrigerant liquid evaporating at a
lower temperature. The refrigerant gas produced is drawn into the compressor, which increases
the pressure of the gas so that it may be condensed at a higher temperature in the condenser.
The condenser cooling medium is warmed in the process. The condensed liquid then flows to the
evaporator through a metering device.
Both hermetic and external drive liquid chilling machines are available. An external drive machine
uses a compressor which may be driven by a turbine, an engine, or an external electric motor.
The compressor driver is easily accessible for repair or replacement. A drive shaft seal is
necessary to isolate the refrigerant and oil from the atmosphere.
A hermetic unit employs a hermetic compressor with an electric motor totally enclosed in a
refrigerant atmosphere. The possibility of refrigerant leakage to the outside through a shaft seal
is eliminated and motor operating noise is subdued by the housing. Since forced refrigerant
cooling of the motor is very effective, smaller, less expensive motors are used. The need for a
heavy external base to preserve motor to compressor shaft alignment is eliminated. Hermetic
machines are less expensive than external drive machines and are quieter.
External drive machines are often used because of a desire to apply steam turbine, gas turbine,
gas engine, or synchronous motor drives.
Liquid Chiller Controls
The chilled liquid temperature sensor sends an air pressure (pneumatic control system) or
electrical (electronic control system) signal to the control circuit, which modulates compressor
capacity in response to leaving or return chilled liquid temperature change with load.
The water temperature controller is a thermostatic device which unloads or cycles the compressor(s) when the cooling load drops below minimum unit capacity. An anti-recycle timer is
sometimes used to limit starting frequency.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
20-1
Section 20
Chiller Systems
On centrifugal or screw compressor chillers, a current limiter or demand limiter limits compressor
capacity during periods of possible high power consumption (such as pulldown) to prevent
excessive current draw.
Reciprocating Liquid Chillers
The reciprocating compressor is a positive displacement machine which maintains fairly constant
volume flow rate over a wide range of pressure ratios. Three types of compressors are commonly
used in liquid chilling machines:
•
•
•
Welded Hermetic
Semi-hermetic
Direct Drive Open
Open liquid chillers are usually more expensive than hermetic chillers, and are declining in use for
this reason. Hermetic motors are generally suction gas cooled in which the rotor is mounted on
the compressor crankshaft.
Condensers may be evaporative, air, or water cooled. Water cooled versions may be either tube
in tube or shell and coil for low cost, or shell and tube for compactness. Most shell and tube
condensers can be repaired, while the other types must be replaced if a leak occurs on the
refrigerant side.
Air cooled condensers are much more common than evaporative condensers. Less maintenance
is needed for air cooled heat exchangers than for the evaporative type. Remote condensers can
be applied with packages without condensers.
Coolers are usually direct expansion, in which refrigerant evaporates while flowing inside tubes
and chilled liquid is cooled as it is guided several times over the outside of the tubes by shell side
baffles. Tube in tube coolers are sometimes used with small machines.
The thermal expansion valve modulates refrigerant flow from the condenser to the cooler to
maintain enough suction superheat to prevent any unevaporated refrigerant liquid from reaching
the compressor.
Oil cooling is not usually required for air conditioning. However, oil cooling may be accomplished
by a refrigerant cooled coil in the crankcase or by a water cooled oil cooler. Oil coolers are often
used when extra oil cooling ability is needed.
Control Considerations
A reciprocating chiller is distinguished from centrifugal and screw compressor operated chillers by
its use of increments of capacity reduction rather than continuous modulation. Therefore, unique
arrangements must be used to establish precise chilled liquid temperature control while
maintaining stable operation free from excessive on/off cycling of compressors, or unnecessary
loading and unloading of cylinders.
To help provide good temperature control, return chilled liquid temperature sensing is normally
employed by units with steps of capacity control. Leaving chilled liquid temperature sensing has
20-2
Piping/Mechanical Handbook
1996:Rev.2
Chiller Systems
Section 20
the advantage of preventing excessively low leaving chilled liquid temperatures if chilled liquid
flow falls significantly below the design value.
Centrifugal Liquid Chillers
The centrifugal compressor offers a wide range of capacities continuously modulated over a
limited range of pressure ratios. By altering items such as number of stages, compressor speed,
impeller diameters, and choice of refrigerant, it can be used in liquid chillers having a wide range
of chilled liquid temperatures and cooling fluid temperatures. Its ability to operate at greatly
reduced capacity makes for more on-line time with infrequent starting.
Both open and hermetic compressors are used. Open compressors may be driven by steam
turbines, gas turbines or engines, or electric motors, with or without speed changing gears.
Packaged electric drive chillers may be of the open or hermetic type and use two pole, 50 Hz or
60 Hz polyphase electric motors, with or without speed increasing gears. Hermetic units use only
polyphase induction motors. Speed increasing gears and their bearings in both open and
hermetic type packaged chillers operate in a refrigerant atmosphere and the lubrication of their
contacting surfaces is incorporated in the compressor lubrication system. Magnetic and SCR
(silicon controlled rectifier) motor controllers are used with packaged chillers.
Flooded coolers are commonly used, although direct expansion coolers are employed by some
manufacturers in the lower capacity ranges. The typical flooded cooler uses copper tubes which
are mechanically expanded into the tube sheets, and in some cases, into intermediate tube
supports as well.
Since refrigerant liquid flow into the compressor increases power consumption, mist eliminators or
baffles are often used in flooded coolers to minimize refrigerant liquid entrainment in the suction
gas.
The condenser is generally water cooled, with refrigerant condensing on the outside of copper
tubes. Very large condensers may have refrigerant drain baffles which direct the condensate
from within the tube bundle directly to the liquid drains, reducing the thickness of the liquid film on
the lower tubes.
Control Considerations
The chilled liquid temperature sensor in centrifugal systems is usually placed in thermal contact
with the leaving chilled water. In electrical control systems, the electrical signal is transmitted to
an electronic control module which in turn controls the operation of an electric motor or motors
positioning the capacity controlling inlet guide vanes. A control limiter is usually provided on
electric motor-driven machines. An electrical signal from a current transformer in the compressor
motor controller is sent to the electronic control module. The module thus receives indications of
both the leaving chilled water temperature and the compressor motor current. The portion of the
electronic control module responsive to motor current is called the control limiter.
Additional operating controls are needed for appropriate operation of oil pumps, oil heaters, purge
units and refrigerant transfer units. An anti-recycle timer also is included to prevent excessively
frequent motor starts. Multiple unit applications require additional controls for capacity modulation
and proper sequencing of units.
1996:Rev.2
Piping/Mechanical Handbook
20-3
Section 20
Chiller Systems
Safety controls must be provided for the protection of the unit under abnormal conditions. Safety
cutouts that may be required are:
•
•
•
•
•
•
High condenser pressure
Low evaporator refrigerant temperature or pressure
Low oil pressure
High oil temperature
High motor temperature
High discharge temperature
Screw Liquid Chillers
The screw or helical rotary compressor is a positive displacement machine with nearly constant
flow performance. Compressors for liquid chillers are oil injected, resulting in several benefits
over non-oil injected screw compressors, including:
•
•
•
•
•
•
•
Reduced operating noise
Lower operating speed
Increased thermal and volumetric efficiencies
Ability to operate at very high pressure ratios
Elimination of timing gears
Lower discharge temperature
Smaller condensers when a portion of the total heat rejection is accomplished by an oil cooler
The cooler may be flooded or direct expansion. The flooded cooler is more sensitive to freezeup, requires more refrigerant, and requires closer evaporator pressure control. The direct
expansion cooler requires closer mass flow control, is less liable to freeze, and returns oil to the
oil system rapidly.
A suction gas high pressure liquid heat exchanger is sometimes incorporated into the system to
provide subcooling.
Flooded coolers are used in units with a capacity larger than about 400 tons. Direct expansion
coolers are also used in larger units in the range up to 800 tons.
The condenser may be included as part of the liquid chilling package when water cooled. Air
cooled liquid chilling packages are also available. When remote air cooled or evaporative cooled
condensers are applied to liquid chilling packages, a liquid receiver generally replaces the water
cooled condenser on the package structure. Water cooled condensers are the cleanable shell
and tube type.
Oil cooler loads are substantial because oil injected into the compressor absorbs a portion of the
heat of compression. Oil cooling is by one the following methods:
•
A water cooled oil cooler using condenser water, evaporative condenser sump water, chilled
water, or a separate water or glycol to air cooling loop.
20-4
Piping/Mechanical Handbook
1996:Rev.2
Chiller Systems
•
•
•
•
Section 20
An air cooled oil cooler using an oil to air heat exchanger
Refrigerant cooled oil cooler (where oil cooling load is low)
Liquid injection into the compressor
Condensed refrigerant liquid thermal recirculation
Control Considerations
The screw chiller provides continuous capacity modulation, from 100 percent capacity down to 10
percent or less. Leaving chilled liquid temperature is sensed for capacity control. Safety controls
commonly required are:
•
•
•
•
•
•
Oil failure switch
High-low pressure cutout
Cooler flow switch
High oil or discharge temperature cutout
Hermetic motor inherent protection
Oil pump and compressor motor overloads.
FIGURE 20-1 - FLOODED TYPE LIQUID COOLER
The compressor is automatically unloaded before starting. Once it starts operating, the slide
valve is controlled hydraulically by a temperature load controller energizing the load and unload
solenoid valves.
The temperature load controller provides protection against motor overload due to higher than
normal condensing temperatures or low voltage conditions. An anti-recycle timer is used to
prevent overly frequent recycling. Oil sump heaters are energized during the off cycle. A hot gas
capacity control is used to prevent automatic recycling at no load conditions such as is often
1996:Rev.2
Piping/Mechanical Handbook
20-5
Section 20
Chiller Systems
required in process liquid chilling. A suction to discharge starting bypass is sometimes used to
aid starting and to allow the use of standard starting torque motors.
Liquid Coolers
The liquid cooler, or evaporator, is the part of a chiller system in which the refrigerant is
vaporized, thereby producing a cooling effect on the water, brine, or any other stable fluid.
Flooded Shell and Tube Type
In the flooded cooler, the refrigerant is vaporized on the outside of bare or augmented surface
tubes which are submerged in evaporating liquid refrigerant within a closed shell. The cooled
liquid flows through these tubes, which may be straight, U-shaped, or coiled. See Figure 20-1 for
a typical detail.
Space is usually provided above the tubes submerged in the boiling refrigerant for the separation
of liquid droplets from the leaving vapor. This space may or may not contain liquid droplet
eliminators, depending on the particular cooler design.
Ammonia flooded coolers are usually designed with bare steel tube surfaces, while flooded
coolers using other common refrigerants will usually be designed with nonferrous tubes having
extended or otherwise enhanced surface on the refrigerant side.
Refrigerant feed methods for flooded coolers often control, in some manner, the liquid level in the
cooler, although the liquid refrigerant flow is sometimes metered in accordance with operating
conditions. This control can be accomplished by a low pressure float valve, a high pressure float
valve on single cooler systems, a constant pressure expansion valve, a thermostatic expansion
valve, a float switch and solenoid valve combination, a restrictor, or a fixed or variable orifice.
The suction connections, or refrigerant outlets from coolers used with centrifugal compressors,
are usually high on the side of the shell, or at the top, above the eliminator section. They may be
round or take the form of a transition section from a flared rectangular or elliptical opening to a
round connection.
Coolers for centrifugal compressors ordinarily have integrally finned or otherwise augmented
nonferrous tubing for water cooling service. Ferrous tubes may be used for material compatibility
and prime surface tubes may be used when the relationship of inside and outside heat transfer
coefficients does not justify extra external surface.
Direct Expansion Coolers
A direct expansion cooler, as shown in Figure 20-2, is generally of the shell and tube type, with
the evaporating refrigerant inside the tubes and the liquid cooled on the shell side. Usually, a
baffle arrangement (segmental type design) is provided on the shell side to increase the shell side
velocity across the tubes and thereby increase the coefficient of heat transfer.
The refrigerant feed device is usually a thermostatic expansion valve controlled by the amount of
superheat in the refrigerant vapor leaving the evaporator. Dual valve operation may be applied,
particularly on large size chillers and where load variations extend beyond the capability of one
20-6
Piping/Mechanical Handbook
1996:Rev.2
Chiller Systems
Section 20
valve alone. A superheater may be used beyond the liquid valve control point to further
superheat suction vapor by heat exchange with warm refrigerant liquid from the condenser.
FIGURE 20-2 - DIRECT EXPANSION TYPE LIQUID COOLER
The direct expansion cooler is especially suitable where the liquid is to be cooled to a temperature
approaching its freezing point. Any malfunction of the system that results in freezing, unless
repetitive, normally does not seriously damage the cooler. Direct expansion coolers are paired
with positive displacement compressors such as reciprocating, rotary, or screw types. The liquid
chilled is most commonly water, although applications with brines are also common.
An important item in the performance of a direct expansion cooler is the number of refrigerant
passes through the shell. Increasing the number of passes increases the uniformity of distribution
of the liquid refrigerant among the individual tubes of the various tube passes.
1996:Rev.2
Piping/Mechanical Handbook
20-7
Section 21
Fans and Blowers
GENERAL
Fans and blowers are air moving devices used for space or process ventilation. They may also
be used to handle other gaseous substances in a closed process system or as a fuel-air mixer for
combustion.
The fan is also the heart of any air conditioning system. It is an air pump which creates a
pressure difference and causes air flow. The impeller does work on the air, imparting to it both
static and kinetic energy, varying in proportion to the fan type. A general diagram of a fan
identifying key components is shown in Figure 21-1.
1.
2.
3.
4.
BLADE
SHROUD
HUB
SHAFT
5.
6.
7.
8.
BACK PLATE
INTERMEDIATE SHROUD
INDUCTOR VANE
SHROUD STIFFENER (INNER)
9. HOUSING
10. SHROUD STIFFENER (OUTER)
11. INLET CONE
FIGURE 21-1 - FAN COMPONENTS
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
21-1
Section 21
Fans and Blowers
Fans are generally classified as centrifugal fans or axial flow fans according to the direction of air
flow through the impeller. In addition, the mixed flow fan combines the characteristics of
centrifugal and axial flow fans.
FIGURE 21-2 - TYPES OF CENTRIFUGAL FANS
21-2
Piping/Mechanical Handbook
1996:Rev.2
Fans and Blowers
Section 21
Centrifugal Fans
The centrifugal fan, shown in Figure 21-2, is a radial flow fan. The air is turned as it passes
through the impeller or wheel which is usually housed within a scroll. It is designed to accelerate
the air by centrifugal action, which creates the necessary pressure difference to cause flow.
General drive arrangements of centrifugal fans is shown in Figure 21-3 and directions of rotation
and discharge are shown in Figure 21-4.
FIGURE 21-3 - CENTRIFUGAL FAN DRIVE ARRANGEMENTS
1996:Rev.2
Piping/Mechanical Handbook
21-3
Section 21
Fans and Blowers
Forward Curve
The forward curve centrifugal fan is characterized by the shape of the tip of the blades which are
actually curved forward in the direction of rotation. Blades are always located at the very tip of
the wheel, are usually narrow in proportion to the diameter of the wheel, and are closely spaced.
The performance characteristic of this fan is one of increasing pressure with decreasing volume.
The horsepower required by this fan decreases from the point of free delivery, where the fan is
operating against no pressure, to the point of shutoff, where no air is flowing. The decrease is
rapid near the free air end, leveling off near the no flow end of the volume curve.
The forward curve centrifugal fan is available in single width, single inlet, and double width-double
inlet types. Light, medium, and heavy duty designs in many sizes are available. This type of fan
is primarily used for handling air for general ventilation, heating and air conditioning systems, and
roof ventilators. It is more sensitive to poor inlet or outlet conditions than other types.
FIGURE 21-4 - DIRECTION OF ROTATION AND DISCHARGE FOR CENTRIFUGAL FANS
Radial Blade Fans
The radial blade centrifugal fan is best known, in variations of the paddle wheel design, as a
materials handling fan or a mill exhauster. As these names imply, it is used primarily on systems
handling dust, shavings, paper, cuttings, moisture, heat, corrosives, or for actually conveying
materials such as grain, plastic beads, wool, and other solids. The fan housing is usually made in
a heavy gauge fabricated steel, cast iron, cast aluminum, or other material. The heavy
construction is intended to provide resistance to abrasion, impact, and corrosion.
The performance characteristic of the radial blade fan shows that for a given speed, the pressure
rises, as the air flow is restricted. When the maximum pressure point is reached, the pressure
decreases slightly as the flow is further decreased to the point of shutoff. The efficiency reaches
a maximum at approximately the point of highest pressure. The maximum horsepower is at free
delivery, and it decreases as resistance pressure is applied to the fan.
21-4
Piping/Mechanical Handbook
1996:Rev.2
Fans and Blowers
Section 21
Radial blade centrifugal fans of light construction are often used for handling air only. They are
also good fans for general application. They can be operated successfully in parallel or in series.
By nature of their construction, they can be run at high speeds, and therefore develop high
pressures.
Backward Curve Fans
The backward curve blade centrifugal fan is commonly used for all types of ventilating systems
except those carrying abrasive or other materials that might build up on the blades. There are
many blade width and angle designs of this type of fan. Some fans are designed with blades
having airfoil sections which help to increase efficiency and reduce noise level. These fans are
somewhat larger than other types for a given capacity, but they usually show the highest
efficiency and have the most desirable performance characteristics. This fan has a wider range
of useful performance in the region of maximum efficiency.
FIGURE 21-5 - AXIAL FAN COMPONENTS
Axial Flow Fans
The axial flow, or propeller type fan, as shown in Figure 21-5, consists of a rotating propeller or
fan wheel, which imparts motion to the air or gas by an action similar to that of a screw. It
employs the aerodynamic principles of an airplane wing, where the motion and angle of an airfoil
create the pressure difference necessary to cause flow. Once thought to be usable only for
operation at very low pressures (less than one inch), propeller fans are now being used for
1996:Rev.2
Piping/Mechanical Handbook
21-5
Section 21
Fans and Blowers
applications in all pressure ranges. The three general types of axial flow fans are shown in Figure
21-6.
Propeller Fans
A motor and propeller mounted together with an orifice ring comprise what is most often referred
to as a ventilating fan. There are many variations of this arrangement. Some have long shaft
extensions, direct connected as shown below while others have bearings and sheaves for belt
drive and close coupled belted arrangements. This particular fan style is used mostly for
applications which require the handling of large volumes of air at pressures up to one inch of
water. There are propeller designs available which will operate in the range of the tubeaxial fans
at normal speeds and will reach two or three inches static pressure. Propellers having true airfoil
sections are more efficient than those made of stampings.
The width of the propeller blade and the number of blades is not indicative of the fan's capacity or
its ability to work against pressure. The designer strives for a fan to have an almost flat power
curve characteristic. Generally, fans with narrow to medium width blades and two to eight blades,
have what is termed a flat power curve. The power requirement rises only slightly from free air to
about the midrange and then drops slightly with an upswing near the condition of no flow.
Increasing the number of blades will usually decrease the free air volume and increase its ability
to work against pressure. These light duty, wide blade fans are seldom used for industrial
applications.
Tubeaxial Fan
The tubeaxial fan is a propeller fan mounted in a cylindrical tube or duct and is often called a duct
fan. It may be direct connected or belt driven. The best belt driven designs have the belt and
bearing housings enclosed to isolate them from the airstream. Fans of this type may use a
variety of propeller designs and operate in normal pressure ranges up to four inches water gauge.
FIGURE 21-6 - AXIAL FLOW FAN TYPES
21-6
Piping/Mechanical Handbook
1996:Rev.2
Fans and Blowers
Section 21
This particular arrangement of the propeller fan, by virtue of its construction, is most adaptable to
ventilating of industrial processes. It can be built of materials which will stand up under light
abrasion, temperatures of up to 800 oF or more, or air heavily contaminated with corrosive
chemicals or explosive vapors. The tubeaxial performance characteristics are similar to those of
the orifice type propeller fan. It is very easily installed as the fan itself becomes a portion of the
dust system and will operate equally well at the inlet, in the middle, or at the discharge end of the
duct. These fans can operate in parallel or they can be staged by mounting them in series.
Some tubeaxial fans have fairly large hubs (fifty percent or more of the wheel diameter). This
increases the ability to work against pressure for a given speed or conversely enables the fan to
work against the same pressure at a lower speed.
Vaneaxial Fan
The vaneaxial fan is a variation of the axial flow design which operates in the medium to high
pressure ranges. Two to twelve inches water gauge is the expected pressure range for a single
stage. The performance of the vaneaxial fan shows the pressure to rise steeply to a maximum
point and then dip sharply. The pressure rises again to a higher value at the point of shutoff. The
increased operating pressure characteristic is the result of a combination of propeller and guide
vanes. The vanes may be located at either the inlet or the discharge. In some designs, both inlet
and discharge vanes are used. The function of the vanes is to recover energy of rotation and
convert it into useful work. The efficiency of the vaneaxial fan rises to a maximum near the
midrange peak pressure point. Its efficiency is higher than the efficiency of other types of axial
flow fans.
Vaneaxial fans can be designed to handle high temperatures and chemically contaminated air,
but are not recommended for abrasives, dust, stringy materials, or overspray. If dirt is allowed to
build up on the guide vanes and fan blades, it will spoil the performance of the fan.
Mixed Flow Fans
The mixed flow or compound flow fan combines the actions of both the basic axial and centrifugal
types. It is similar in external appearance to the axial flow fan. The physical application would be
the same as that of the axial flow type, and its performance has characteristics which are
common to both centrifugal and propeller fan designs. Although the mixed flow fan is not new in
basic design, its development has lagged behind the centrifugal and propeller fan development.
As shown in Figure 21-7, the mixed flow fan casing is
cylindrical and incorporates the venturi inlet to the
impeller and guide vanes at the discharge. The impeller
has blades which form an entry similar to that of the
propeller fan. The blade configuration is carried off at an
angle and the discharge edge has the design of the tips
of a centrifugal wheel.
FIGURE 21-7 - MIXED FLOW FAN
The mixed flow fan impeller, with its compound blade
curvature, is made to discharge the air conically. The
casing and guide vanes provide for the recovery of the
radial component of discharge and convert the discharge
to axial flow. The performance is similar to that of the
forward curve centrifugal fan.
1996:Rev.2
Piping/Mechanical Handbook
21-7
Section 21
Fans and Blowers
The zone of maximum efficiency is broader than for the centrifugal fan which makes it more
versatile for application in the higher efficiency ranges. The efficiency of the mixed flow fan is not
as high as that of the vaneaxial fan.
The mixed flow fan combines the best performance features and physical characteristics of the
centrifugal fan and the vaneaxial fan. The mixed flow fan can be installed as a part of its duct
system since its flow is axial. It is larger and heavier than the vaneaxial fan but smaller and
lighter than the centrifugal.
21-8
Piping/Mechanical Handbook
1996:Rev.2
Section 22
Conveyor Systems
GENERAL
Conveyors include all fixed and portable equipment for conveying material between two fixed
points with a continuous or intermittent forward drive. A typical conveyor layout is shown in
Figure 22-1.
FIGURE 22-1 - TYPICAL TROLLEY CONVEYOR LAYOUT AND DETAIL
Overhead Conveyors
Overhead conveyor systems are defined in two general classifications:
•
•
Trolley conveyors
Power and free conveyors
Each type of overhead conveyor serves a definite purpose.
Trolley conveyors, often referred to as overhead power conveyors, consist of a series of trolleys
or wheels supported from or within an overhead track and connected by an endless propelling
means, such as chain, cable, or other linkages. Individual loads are usually suspended from the
trolleys or wheels. Trolley conveyors are utilized for transportation or storage of loads suspended
from one conveyor which follows a single fixed path. Track sections range from lightweight "tee"
members or tubular sections, to medium and heavy duty I-beam sections. Normally this type of
conveyor is continually in motion at a selected speed to suit its function.
Power and free conveyor systems, as shown in Figure 22-2, consist of at least one power
conveyor, but usually more, in which the individual loads are suspended from one or more free
trolleys. The free trolleys are not permanently connected to the power source and are propelled
by the conveyor through all or part of the system. Additional portions of the trolley system may be
propelled manually or by gravity.
The load carrying member of a trolley conveyor is the trolley or series of wheels. The load hanger
(carrier) is attached to the conveyor and generally remains attached unless manually removed.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
22-1
Section 22
Conveyor Systems
The trolley conveyor can employ any chain length consistent with allowable propelling means and
drive(s) capability. The track layout always involves horizontal turns and commonly has vertical
inclines and declines.
1.
2.
3.
4.
RECLAIMING EMPTY CARRIERS
LOADING CARRIERS AT WORK STATIONS
INSPECTION AND ROUTING
OVERHEAD STORAGE
5.
6.
7.
DELIVERY TO ASSEMBLY LINES
PICK-UP OF ASSEMBLED COMPONENTS
DELIVERY TO SHIPPING AREAS
FIGURE 22-2 - TYPICAL POWER AND FREE CONVEYOR ROUTING
The following components or devices are used on trolley conveyor applications:
Trolley Assembly
The assembly includes the wheels and their attachment portion to the propelling chain or cable.
Assemblies are adapted to particular applications to suit loading, duty cycle and manufacturer
design.
Carrier Attachment
These are made in three main styles:
•
•
•
Enclosed tubular type in which the wheels and propelling means are carried inside
Semi-enclosed tubular type in which the wheels are enclosed and the propelling means is
external
Open tee or I-beam type in which the wheels and propelling means are carried externally
Sprocket or Traction Wheel Turns
Any arc of horizontal turn is available. Standards usually vary in increments of 15 to 180 degrees.
Roller Turns
22-2
Piping/Mechanical Handbook
1996:Rev.2
Conveyor Systems
Section 22
Any arc of horizontal turn is available. Standards usually vary in increments of 15 degrees from
15 to 180 degrees.
Track Turns
These are horizontal track bends without sprockets, traction wheels, or rollers.
Track Hangers, Brackets, and Bracing
These conform to track size and shape, spaced at intervals consistent to allowable track stress
and deflection applied by loading and chain or cable tensions.
Chain Take-Up Unit
These units are required to compensate for chain wear and variable ambient conditions, this unit
may be traction wheel, sprocket, roller, or track turn type. Adjustment is maintained by screw,
screw spring, counterweight, or air cylinder.
Incline and Decline Safety Devices
An "anti-backup" device will ratchet into a trolley or the propelling means in case of unexpected
reversal of a conveyor on an incline. An "anti-runaway" device will sense abnormal conveyor
velocity on a decline and engage a ratchet into a trolley or the propelling means. Either device
will arrest the uncontrolled movement of the conveyor.
Drive Unit
Usually sprocket or caterpillar type, these units are available for constant speed or manual
variable speed control. Drive motors commonly range from fractional to 15 horsepower.
Equipment Guards
Often it is desirable or necessary to guard the conveyor from contaminants. Employees must
also be protected from accidental engagement with the conveyor components.
Transfer Devices
Usually unique to each application, automatic part or carrier loading, unloading, and transfer
devices are available.
Power and Free Conveyor
The power and free conveyor is used wherever there is a requirement for other than a single fixed
path flow (trolley conveyor). Power and free conveyors may have any number of automatic or
manual switch points. A system will permit scheduled transit and delivery of work to the next
assigned station automatically. Accumulation (storage) areas are designed to accommodate inprocess inventory between operations. A typical power and free conveyor operation diagram is
shown in 22-3.
Addition of secondary free track surface is provided for the work carrier to traverse. This free
track is usually disposed directly below the power rail but is sometimes found alongside the power
rail. The power and free rails are joined by brackets for rail (freetrack) continuity. The power
chain is fitted with pushers to engage the work carrier trolley.
1996:Rev.2
Piping/Mechanical Handbook
22-3
Section 22
Conveyor Systems
Entering the work station: Trolleys 1 and 2 are entering a work station whose operator has closed the stop.
The lever arm will rise upon contacting the stop, the pusher pawl will tower and disengage from the pusher
and the first trolley will stop. In like manner, the second trolley will halt behind the first.
Accumulating at work station: Trolleys 1 and 2 have accumulated behind the closed stop. Trolley 3 is
approaching and will pause behind Trolley 2.
Release from work station: The operator has completed work on the live loaded trolleys and opened the
stop Trolleys 1 and 2 are already in motion and moving away. Trolley 3 is about to be engaged with the next
pusher and Trolleys 4 and 5 will move out on the following two pushers in sequence. As each trolley moves
away, the following lever arm lowers, the pawls rise and the pusher pawl engages the next oncoming pusher.
FIGURE 22- 3 - POWER AND FREE CONVEYOR OPERATIONS
The pushers are pivoted on an axis parallel to the chain path and swing aside to engage the
pusher trolley. The pusher trolley remains engaged on level and sloped sections. At automatic or
manual switching points, the leading dispatch trolley head which is not engaged with the chain is
propelled through the switch to the branch line. As the chain passes the switching point, the
pusher trolley departs to the right or left from pusher engagement and arrives on a free line,
where it is subject to manual or controlled gravity flow. Automatic switching from a powered line
to free line Power and Free work carriers is done with a code device on the work carrier and a
decoding (reading) device along the track in advance of the track switch. On each carrier, the
free trolley carries the code selection, manually or automatically introduced, which identifies it for
a particular destination or routing. As the free trolley passes the reading station, the trolley
intelligence is decoded and compared with a preset station code and its current knowledge of the
switch position and branch line condition. A decision is then made which results in the correct
positioning of the rail switch.
Automatic switching from a free line to a powered line Power and Free work carriers can be
reentered into the powered lines either manually or automatically. The carrier must be integrated
22-4
Piping/Mechanical Handbook
1996:Rev.2
Conveyor Systems
Section 22
with traffic already on the powered line and must be entered so that it will engage with a pusher
on the powered chain.
Power and Free conveyor components are the same as on trolley conveyors described above.
The following are some of the components unique to power and free systems:
Track Switch
This is used for diverting work carriers either automatically or manually from one line or path to
another. Automatic track switch stops are usually operated pneumatically or electromechanically.
Track switches are also used to merge two lines into one.
Trolley Stops
This device is used to stop work carriers which operate either automatically or manually on a free
track section or on a powered section.
Storage
Portions or spurs of Power and Free conveyors are usually dedicated to the storage or
accumulation of work carriers.
NONCARRYING CONVEYORS
Flight Conveyors
Flight conveyors, similar to the diagram shown in Figure 22-4, are used for moving granular,
lumpy, or pulverized materials along a horizontal path or on an incline seldom greater than about
40 percent. Their principal application is in handling coal.
Flight conveyors may be classified as:
•
•
•
FIGURE 22-4 - FLIGHT CONVEYOR
Scraper type in which the element (chain
and flights) rests on the trough
Suspended flight type in which the flights
are carried clear of the trough by shoes
resting on guides
Suspended chain type in which the chain
rests on guides, again carrying the flights
clear of the trough
These types are further differentiated as single
strand and double strand. For lumpy material,
the latter has the advantage since the lumps
will enter the trough without interference.
The continuous flow conveyor serves as a conveyor, as an elevator, or as a combination of the
two. It is a slow speed machine in which the material moves as a continuous core within a duct.
The element is formed by a single strand of chain with closely spaced impellers, somewhat
resembling the flights of a flight conveyor.
1996:Rev.2
Piping/Mechanical Handbook
22-5
Section 22
Conveyor Systems
Continuous flow conveyors and elevators do not require a feeder. They are self loading to
capacity and will not overload, even though there are several open or uncontrolled feed openings.
This occurs because the duct fills at the first opening and automatically prevents the entrance of
additional material at subsequent openings.
Screw Conveyors
The screw or spiral conveyor,
shown in Figure 22-5, is used
widely for pulverized or granular,
noncorrosive, nonabrasive
materials when:
•
•
FIGURE 22-5 - SCREW CONVEYOR DISCHARGE TYPES
STANDARD PITCH SINGLE FLIGHT
STANDARD PITCH WITH PADDLES
The required capacity is
moderate
The distance is not more than
about 200 feet
The path is not too steep it can
be made dust tight by a simple
cover plate. If the length
exceeds that advisable for a
single conveyor, separate or
tandem units are arranged.
Screw conveyors may be inclined
and a standard pitch helix will
handle material on inclines up to
35 degrees. The standard screw
conveyor helix has a pitch
approximately equal to its outside
diameter. Short pitch screws are
advisable for inclines above 29
degrees. Three basic conveyor
flight and pitch types are shown
in Figure 22-6.
DOUBLE FLIGHT STANDARD PITCH
FIGURE 22-6 - BASIC CONVEYOR FLIGHT AND PITCH TYPES
Variable pitch screws, with short pitch at the feed end, automatically control the flow to the
conveyor so that the load is correctly proportioned for the length beyond the feed point. With a
short section either of shorter pitch or of smaller diameter, the conveyor is self-loading to capacity
and does not require a feeder.
22-6
Piping/Mechanical Handbook
1996:Rev.2
Conveyor Systems
Section 22
Ribbon screws are used for wet and sticky materials which might otherwise build up on the
spindle. Paddle screws are used primarily for mixing materials such as mortar and paving
mixtures. One typical application is to churn ashes and water to eliminate dust.
Standard designs have a plain or galvanized steel helix and trough. For abrasives and corrosives
such as wet ashes, both helix and trough may be of hard faced cast iron. For simple abrasives,
the outer edge of the helix may be faced with a renewable strip of stellite or similar extremely hard
material.
CARRYING CONVEYORS
Apron Conveyors
Apron Conveyors, as shown in Figure 22-7, are specified for granular or lumpy materials. Since
the load is carried and not dragged, less power is required than for screw or scraper conveyors.
Apron conveyors may have a stationary skirt or side plates to permit increased depth of material
on the apron. Sizes of lumps are limited by the width of the pans and the ability of the conveyor
to withstand the impact of loading. Only end discharge is possible. The apron conveyor consists
of two strands of roller chain separated by overlapping apron plates, which form the carrying
surface, with sides 2 inches to 6 inches high. The chains are driven by sprockets at one end,
take-ups being provided at the other end. The conveyors always pull the material toward the
driving end. For light duty, flangeless rollers on flat rails are used. For heavy duty, single flanged
rollers and T rails are used.
Bucket Conveyors and Elevators
FIGURE 22-7 - APRON CONVEYOR
Open top bucket carriers are similar to apron
conveyors, except that dished or bucket shaped
receptacles take the place of the flat or
corrugated apron plates used on the apron
conveyor. The carriers will operate on steeper
inclines than apron conveyors (up to 70
degrees) since the buckets prevent material
from sliding back. Neither sides extending
above the tops of buckets nor skirtboards are
necessary.
V-bucket carriers are used for elevating and conveying nonabrasive materials, principally coal
when it must be elevated and conveyed with one piece of apparatus. The length and height lifted
are limited by the strength of the chains and seldom exceed 75 feet. The carrier consists of two
strands of roller chain separated by V-shaped steel buckets. Material is received on the lower
horizontal run, elevated, and discharged through openings in the bottom of the trough of the
upper horizontal run. The material is scraped along the horizontal trough of the conveyor, as in a
flight conveyor.
1996:Rev.2
Piping/Mechanical Handbook
22-7
Section 22
Conveyor Systems
Pivoted bucket carriers, shown in
Figure 22-8, are used primarily where
the path is a run-around in a vertical
plane. Their chief application has been
for the dual duty of handling coal and
ashes in boiler plants. They require
less power than V-bucket carriers, as
the material is carried and not dragged
on the horizontal run. The length
seldom exceeds 500 feet and the
height lifted seldom exceeds 100 feet.
They can be operated on any incline
and can discharge at any point on the
horizontal run.
POSITIVE DISCHARGE
CENTRIFUGAL
DISCHARGE
FIGURE 22-8 - BUCKET CONVEYORS AND
ELEVATORS
The carrier consists of two strands of
roller chain, with flanged rollers,
between which are pivoted buckets,
usually of malleable iron. The material
is fed to the buckets by a feeder at any
point along the lower horizontal run, is
elevated, and is discharged on the
upper horizontal run. The tripper is
mounted on wheels so that it can be
moved to the desired dumping position,
engages the cams on the buckets and
tips them until the material runs out.
The buckets always remain vertical
except when tripped. The chain rollers
run on T rails on the horizontal sections
and between guides on the vertical
runs.
Bucket elevators are of two types:
•
•
Chain and bucket in which the buckets are attached to one or two chains
Belt and bucket in which the buckets are attached to canvas or rubber belts
Either type may be vertical or inclined and may have continuous or noncontinuous buckets.
Bucket elevators are used to elevate any bulk material that will not adhere to the bucket. Belt and
bucket elevators are particularly well adapted to handling abrasive materials which would produce
excessive wear on chains. Chain and bucket elevators are frequently used with perforated
buckets when handling wet material, to drain off surplus water. The length of elevators is limited
by the strength of the chains or belts. They may be built up to 100 feet long.
Continuous bucket elevators usually operate at 100 ft/min or less and are single or double strand.
The contents of each bucket discharge over the back of the preceding bucket.
22-8
Piping/Mechanical Handbook
1996:Rev.2
Conveyor Systems
Section 22
Belt Conveyors
The belt conveyor is a heavy duty conveyor available for transporting large tonnages over paths
beyond the range of any other type of mechanical conveyor. The capacity may be several
thousand tons per hour, and the travel distance several miles. It may be horizontal or inclined
upward or downward, or it may be a combination of these. There are special belts with molded
designs to assist in keeping material from slipping on inclines. They will handle pulverized,
granular, or lumpy material. A sectional view of a typical belt conveyor is shown in Figure 22-9.
FIGURE 22-9 - SECTIONAL BELT CONVEYOR EXPLODED VIEW
In its simplest form, the conveyor consists of a head or drive pulley, a take-up pulley, an endless
belt, and carrying and return idlers. The spacing of the carrying idlers varies with the width and
loading of the belt and usually is 5 feet or less. Return idlers are spaced on 10 foot centers or
slightly less with wide belts. Sealed antifriction idler bearings are used almost exclusively, with
pressure lubrication fittings.
Belt width is governed by the desired conveyor capacity and maximum lump size. The standard
rubber belt construction has several plies of square woven cotton duck or synthetic fabric such as
rayon, nylon, or polyester cemented together with a rubber compound and covered both top and
bottom with rubber to resist abrasion and keep out moisture. Top cover thickness is determined
1
3
1
by the severity of the job and varies from /16 to /4 inch. The bottom cover is usually /16 inch. By
placing a layer of loosely woven fabric, called the breaker strip, between the cover and outside
fabric ply, it is often possible to double the adhesion of the cover to the carcass. The belt is rated
according to the tension to which it may safely be subjected which is a function of the length and
lift of the conveyor.
High Strength Belts are used for belt conveyors of extremely great length, a greater strength per
inch of belt width is available through the use of improved wearing techniques that provide
1996:Rev.2
Piping/Mechanical Handbook
22-9
Section 22
Conveyor Systems
straight warp synthetic fabric to support the tensile forces. The number of plies is reduced to two
instead of as many as eight so as to give excellent flexibility. Widths to 60 inches are available.
Return belt idlers carry the empty belt on the return
run. Available options include a rollers, or urethane
treads.
Return belt training idlers train the belt and protect its
edges from injury caused by misalignment. Also
available with rubber steel tread rolls. Positive action
type for belts operating in one direction. Actuating shoe
type for reversible belts. For quicker, more sensitive
belt alignment, a 2-roll design is also available.
Return belt rubber tread idlers are used when wet or
sticky materials tend to cling to the belt, where
corrosion resistance is required, or where chemical
attraction to iron or steel is involved.
Caster-camber return belt training idlers train return
belt operating in one direction when handling materials
that tend to adhere to carrying side of belt. Also
eliminates build-up on frame members. Available with
steel or rubber tread rolls..
Return belt beater idlers remove excessive amounts
of tenacious materials that adhere to the belt.
FIGURE 22-10 - RETURN BELT IDLER PULLEYS
These belts are used for long single length conveyors and for high lift, extremely heavy duty
service such as for taking ore from deep open pits, thus providing an alternative to a spiraling
railway or truck route.
Idler Pulleys-Troughing idlers are usually of the three pulley type with the troughing pulleys at 20
degrees. 35 and 45 degree idlers are also common which increase the volume capacity of a belt.
The bearings, either roller or ball type, are protected by felt or labyrinth grease seals against the
infiltration of abrasive dust. A belt running out of line may be brought into alignment by shifting
slightly forward one end or the other with a few idler sets. Return belt idler pulleys are shown in
Figure 22-10 and troughed and flat idler pulleys are shown in Figure 22-11.
Drive Belt slip on the conveyor drive pulley is destructive. There is little difference in tendency to
slip between a bare pulley and a rubber lagged pulley when the belt is clean and dry. A wet belt
will adhere to a lagged pulley much better, especially if the lagging is grooved. Heavy duty
conveyors exposed to the possibility of wetting the belt are generally driven by a head pulley
lagged with a 1/2 inch rubber belt and with 1/4 by 1/4 inch grooves spaced 112 inches apart and
preferably, diagonally as a herringbone gear.
Conveyor drive motors generally have high starting torque, moderate starting current inrush, and
good characteristics when operating under full load. Typically double squirrel cage AC motors are
used.
For Heavy Duty Belt Conveyor Drives intended for extremely heavy duty, it is essential that the
drive torque be built up slowly or serious belt damage will occur. For this reason, drives are
22-10
Piping/Mechanical Handbook
1996:Rev.2
Conveyor Systems
Section 22
typically dynamic clutches. This has a magnetized rotor on the extended motor shaft, revolving
within an iron ring keyed to the reduction gearing of the conveyor. The energizing current is
automatically built up over a period that may extend to 2 minutes, and the increasing magnetic
pull on the ring builds up the belt speed.
Troughed belt idlers for general carrying service are
available with roll inclinations of 20° and 35°.
Variable troughed belt idlers placed between the final
troughing idler and the head pulley support the belt
during its transition from a concave to a flat contour.
The end rolls can be adjusted vertically to match the
changing contour of the belt during this critical period of
transition.
Troughed belt rubber cushion idlers protect the belt
by absorbing impacts at loading and transfer points.
Design features include removable end brackets.
Flat belt idlers are used for handling bulk materials
where it is desirable to plow off material at one or more
intermediate points along the conveyor..
Troughed belt training idlers automatically train belts
and protect belt edges from injury caused by
misalignment. Positive action type for belts operating in
one direction; actuating shoe type for two- directional
operation (reversing).
Flat belt rubber cushion idlers protect the belt by
absorbing impacts at transfer points. Fixed shaft type is
for average service. Live shaft type is for heavy duty
service.
Troughed belt picking and feeder conveyor idlers
carry the load in a wide, thin layer where picking and
sorting are required or where a shallow bed of material
is required to minimize degradation. Standard design
features rubber cushion center roll and steel end rolls.
Also available with all steel or all rubber cushion rolls.
Flat belt training idlers automatically train the belt and
protect the belt edges from injury caused by
misalignment. Available in the positive action type for
belts operating in one direction.
FIGURE 22-11 - FLAT AND TROUGHED IDLER PULLEYS
For Take-ups for short conveyors, a screw take-up is normally used. For long conveyors, a
weighted gravity take-up is normally used to allow for occasional cutting and resplicing of the belt.
Trippers and Shuttle Conveyors
The load may be removed from the belt by a diagonal or V-plow, but a tripper that snubs the belt
backward is standard equipment. Trippers may be:
•
•
Stationary
Manually propelled by crank
1996:Rev.2
Piping/Mechanical Handbook
22-11
Section 22
•
Conveyor Systems
Propelled by power from one of the snubbing pulleys or by an independent motor.
The discharge may be chuted to either side or back to the belt by a deflector plate.
Magnetic pulleys are frequently used as head pulleys on belt conveyors to:
•
•
•
Remove tramp iron, such as stray nuts or bolts, before crushing
Concentrate magnetic ores from nonmagnetic material
Reclaim iron from foundry refuse
A chute or hopper automatically receives the extracted material as it is drawn down through the
other non-magnetic material, drawn around the end pulley on the belt, and finally released as the
belt leaves the pulley.
Fixed or movable type trippers are used for discharging material between the ends of a belt
conveyor. A self propelling tripper consists of two pulleys, over which the belt passes. The
material is discharged into the chute as the belt bends around the upper pulley. The pulleys are
mounted on a frame carried by four wheels and are power driven. Taking power from the
conveyor, the tripper is actuated by a lever on the frame and stops alongside the rails and
enables the tripper to move automatically between the stops and distribute the material.
Shuttle conveyors are frequently used in place of trippers for distributing materials. They consist
of a reversible belt conveyor mounted upon a movable frame and discharging over either end.
Feeders
When material is drawn from a hopper or bin to a conveyor, an automatic feeder is typically used.
A reciprocating plate feeder, consisting of a plate mounted on four wheels, forms the bottom of
the hopper. When the plate is moved forward, it carries the material with it. When it is moved
back, the plate is withdrawn from under the material and allows it to fall into the chute. The plate
is moved by connecting rods from cranks. The vibrating feeder consists of a plate inclined
downward slightly and vibrated by:
•
•
•
A high-speed unbalanced pulley
Electromagnetic vibrations from one or more solenoids
The slower pulsations secured by mounting the plate on rearward inclined leaf springs
Pneumatic Conveyors
The pneumatic conveyor transports dry, free flowing, granular material in suspension within a pipe
or duct by means of a high velocity airstream or by the energy of expanding compressed air
within a comparatively dense column of fluidized or aerated material. A typical pneumatic
conveyor system is shown in Figure 22-12. Principal uses are:
•
•
•
Dust collection
Conveying soft materials, such as chemicals (soda ash, lime, salt cake)
Conveying hard materials, such as fly ash, cement, silica metallic ores, and phosphate
22-12
Piping/Mechanical Handbook
1996:Rev.2
Conveyor Systems
Section 22
For conveying soft materials, a fan is used to create a suction. The suspended material is
collected at the terminal point by a separator upstream from the fan. The material may be moved
from one location to another or may be unloaded from barge or rail car. Since abrasion is no
problem, steel pipe or galvanized metal ducts are satisfactory.
FIGURE 22-12 - TYPICAL PNEUMATIC CONVEYOR SYSTEM
For conveying hard materials, a water jet exhauster or steam exhauster is used on suction
systems, and a positive displacement blower on pressure systems. A mechanical exhauster may
also be used on suction systems if there is a bag filter or air washer ahead of the exhauster.
The power requirement for pneumatic conveyors is much greater than for a mechanical conveyor
of equal capacity, but the duct can be led along practically any path. The vacuum cleaner action
provides dust free operation, sometimes important when pulverized material is unloaded from
boxcars through flexible hose and nozzle.
1996:Rev.2
Piping/Mechanical Handbook
22-13
Section 23
Crushers and Pulverizers
GENERAL
In the processing of minerals, ores, rocks, and other similar materials, it is usually necessary to
reduce large pieces of material to small particle sizes. This cannot be done in a single step, but
instead generally requires two or three steps, depending on the physical nature of the material
and the particle size required. The rough, preliminary, or secondary breaking of large pieces into
smaller pieces is termed crushing. This may be accomplished by impact, attrition, shear, or
pressure, or by a combination of all four.
•
•
•
•
Impact crushing requires one body to strike another with a sharp blow.
Attrition crushing refers to grinding or rubbing the material between two surfaces.
Shear crushing size reduction is accomplished with a cutting or cleaving action.
Pressure crushing is accomplished when large pieces are crushed between two surfaces with
direct pressure.
Various machines and devices are employed in the industry to achieve crushing. Jaw Type,
Gyratory, and Roll Type crushers will be discussed.
Pulverizing or grinding is generally related to those operations where the size of the product is
small. The fineness of the product will vary with the type of material and may be as large as one
inch or as small as one micron or less. In some fields, grinding may cover product sizes even
outside of these ranges. Since the product may be as large as one inch, the feed can be as large
as five inches. Grinding equipment will be discussed under three different categories:
•
•
•
Impact machines
Roller mills
Attrition mills
JAW TYPE CRUSHERS
Jaw crushers operate on the principle of compression in which the material is squeezed with great
force between a fixed surface and a movable surface. The fixed surface is often referred to as
the anvil jaw. The two jaws form a V-shaped chamber, wide at the top and narrow at the bottom,
within which the crushing takes place. The other two walls of the chamber are formed by the
frame. Both jaws are usually essentially flat, except that in some models they may have shallow
vertical ribbing. A few models use curved jaw surfaces, to reduce any tendency to clog.
The surface of the movable jaw forms an angle of a little less than 30 degrees with the vertical
anvil jaw. In some designs, both jaws lean back from the vertical to form an angle with each other
of about the same size. The swinging jaw is suspended at one point and receives its motion from
an eccentric shaft on which it rides at its unsupported end. Jaw crushers must be designed and
built for heavy duty, so that bearing design and lubrication are important.
In operation, the charge is introduced at the top. As the swinging jaw moves out, the charge slips
down. When the jaw moves in, the space remaining is too small, placing the material under
severe compression, and resulting in crushing. On the next outward motion, the crushed material
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
23-1
Section 23
Crushers and Pulverizers
slips down again into a narrower space, and the cycle is repeated. It typically takes 8 to 10 such
slips for most of the material to reach the bottom, where it is discharged. The width of the
discharge is adjustable, and controls the size of the final product. At the end of its working stroke,
the movable jaw is brought back to its starting position by a spring acting through a tension rod.
The jaws may operate between 200 and 3,000 openings per minute. Jaw crushers are generally
belt-driven, and are usually fitted with heavy flywheels.
The two oldest types of jaw crushers are the Blake crusher and the Dodge crusher.
Blake-Type Crusher
In the Blake or double toggle crusher shown in Figure 23-1, the swing jaw is suspended from the
top. Its bottom lip has the maximum motion. The eccentric acts on the pitman which in turn
affects a toggle joint. One toggle plate rests on the frame, while the other imparts motion to the
movable joint. Maximum force is exerted when the jaw is at the extreme of travel on its working
stroke, which is where this great force is most needed. The discharge opening is adjustable. The
swing jaw tends to force the material upward, causing a rubbing action against the jaws. Such
rubbing action results in rapid wear on the jaw faces, increases the amount of fines produced,
and tends to reduce the effective capacity of the crusher. In most models, the fixed jaw is vertical
and flat, while the movable jaw face may either be flat or curved, and set at an angle from the
vertical.
FIGURE 23-1 - BLAKE TYPE OR DOUBLE TOGGLE JAW
CRUSHER
Since there is considerable
motion between the jaws at the
point of discharge, there tends
to be a large variation in the
size of the product discharged
from the Blake type crusher.
The jaw faces are usually made
of a special hard alloy due to
the amount of wear in service
and are so arranged as to be
easily removed for replacement.
Since the Blake type crusher
has its maximum motion at the
discharge end, it has a
minimum tendency to choke
and may therefore be used for
materials that have some
tendency toward caking.
Variations of the Blake type are the Denver and Dalton types which are also top pivoted. These
models which are sometimes called single toggle types, also have an overhead eccentric which
gives the movable jaw some up and down motion.
Dodge Type Crusher
In the Dodge type crusher shown in Figure 23-2, the swinging jaw is pivoted at the bottom. The
discharge opening has almost no motion and the greatest movement is at the top. While the
capacity of a given size Dodge is less than that of the same size Blake, the final product
23-2
Piping/Mechanical Handbook
1996:Rev.2
Crushers and Pulverizers
Section 23
discharged is of more uniform size. The Dodge does not, however, readily clear itself when
choked and is therefore limited in use to free flowing materials. The Dodge also cannot take as
large sized feed as does the Blake. For these reasons, the Dodge is less commonly used than
the Blake and is normally used where:
•
•
•
Tonnage requirements are lower
The material is dry and free flowing
Considerable fines are desired
1.
2.
3.
FRAME
MAIN BEARING CAP
OIL WELL COVER
4.
5.
6.
7.
8.
9.
10.
OIL WELL COVER SPRING
SWING JAW SHAFT BOX
BREAKING PLATE
SHIM
PITMAN
PITMAN CAP
PITMAN PIN
11. PITMAN EYE BOLT
12. PITMAN JAW SPRING CAP
13. SWING JAW AND PITMAN
WELL COVER
14. SWING JAW COVER
15. SWING JAW
16. FLYWHEEL
17. ECCENTRIC SHAFT
18. LOOSE PULLEY
19. TIGHT PULLEY
20. SWING JAW SHAFT
22
23
24
LEFT HAND SIDE LINER
RIGHT HAND SIDE LINER
PLAIN STATIONARY JAW PLATE
25
26
29
30
31
32
33
PLAIN SWING JAW PLATE
HOPPER
STATIONARY JAW PLATE BOLT
SWING JAW PLATE BOLT
BOG BOLT
OUTBOARD BEARING
OUTBOARD BEARING CAP
FIGURE 23-2 - DODGE TYPE CRUSHER
GYRATORY CRUSHER
The gyratory crusher, shown in Figure 23-3, has a central vertical, cone shaped rotating element,
working in a conical chamber which is open at the top. The truncated cone crushing head is
mounted on a vertical shaft which in turn is driven eccentrically. This gives the crushing head
both a rotary motion and a gyratory motion. The space between the cone and the chamber wall
1996:Rev.2
Piping/Mechanical Handbook
23-3
Section 23
Crushers and Pulverizers
decreases gradually, with the narrowest gap being at the bottom of the crushing space. At this
level, the material drops out of the crusher through a chute.
1.
2.
3.
4.
5.
6.
FEED OPENING
MANTLE
2-ARM SPIDER
POWER DRIVE
MACHINE HOUSING
CONCAVE INTERIOR
7.
8.
9.
10.
11.
12.
BEVEL GEARS
ROLLER BEARINGS
SHAFT
SPIDER ARMS AND RIMS
BOTTOM DISCHARGE
LOCKNUT
13.
14.
15.
16.
17.
18.
V-BELT
DUST SEAL
TWO PIECE MANTLE
BRONZE BEARINGS
HYDRAULIC ADJUSTMENT
FEED POINT
FIGURE 23-3 - GYRATORY CRUSHER
The material to be crushed is fed into the open top. As the crushing head gyrates, it comes
closer to the chamber wall at one spot and moves away from the chamber wall on the opposite
side. A material charge is loaded when the gap is at its maximum. At the next half gyration, this
gap is reduced which places the material under compression and results in the crushing action.
The size of the final product may be adjusted by raising or lowering the central shaft, thus
changing the spacing between the crushing head and the chamber wall. In the larger gyratories,
the shaft extends beyond the truncated cone of the crushing head, and is supported by a bearing
in a spider across the open top. Gyratory crushers are essentially continuous in action. Gyratory
crushers may be designed for either primary crushing of large material, or for smaller, lighter "fine
reduction" work.
23-4
Piping/Mechanical Handbook
1996:Rev.2
Crushers and Pulverizers
Section 23
ROLL TYPE CRUSHERS
Single roll toothed crushers,
shown in Figure 23-4, function
by impact, shear and
compression. They pull the
material between the roll and
a fixed anvil. They are
particularly useful for friable
materials, even when wet and
sticky. Made in sizes with
capacities to 800 tons per
hour and greater, such
crushers produce a negligible
quantity of fines.
FIGURE 23-4 - SINGLE-ROLL CRUSHER
Double roll crushers consist of two identical steel rimmed rolls mounted with their axes horizontal,
on suitable bearings and frame, made to revolve toward each other at equal speeds. Each roll is
driven by its own pulley. The material to be crushed is fed from above, and is discharged
beneath the rolls. In the usual form, one roll is made movable so that tramp iron or other
unbreakable material may be passed without damage to the equipment. This is accomplished by
mounting the bearings of one roll on a slide, and holding the roll to its work by springs and tension
rods. The diameter of the roll is generally greater than the width of the face, and may run two or
three times as great. The distance between the rolls, called the crusher setting, is adjustable and
controls both the size of the final product and the capacity.
Crushing rolls are generally used for secondary or intermediate crushing. Their capacity is high.
The rolls may be smooth, or may have tooth like or knife like projections.
IMPACT MACHINES
As the name implies, the primary force behind size reduction in these units is impact. It may be
impact created between the particles themselves, but more often it is impact between the particles and adjacent parts of the mill. Other forces such as attrition, compression, and shear may
also contribute to a lesser extent.
Hammer Mills
The hammer mill is generally defined as a unit with the hammers mounted on a horizontal shaft or
to discs on the shaft, with feed entering the top, sides, or ends of the unit but with discharge
always at the bottom. The hammer mill is one of the more versatile comminuting or pulverizing
machines. It can be used for a variety of materials and over a wide range of product sizes. One
reason for this is the number of arrangements that can be made within the machine.
The hammer can be fixed, swinging, or the rolling ring type. As shown in Figure 23-5, the
hammers can have different sizes, shapes, and numbers which are particularly suitable for the
material or size reduction desired.
1996:Rev.2
Piping/Mechanical Handbook
23-5
Section 23
Crushers and Pulverizers
FIGURE 23-5 - HAMMER MILL HAMMER TYPES
Up-Running Type Hammer Mills
As shown in Figure 23-6, the Up-Running Type Hammer Mill impacts the feed with the hammers
while it is suspended in the air and is thrown against the breaker plate where further impact
occurs. The breaker plate is generally designed so the material rebounds into the path of the
hammers for further impact. This is particularly true when no grates or screens are used at the
bottom of the mill because all the grinding has to occur in the area between the breaker plate and
the hammers. Oversize material which cannot pass through the grate openings is then subjected
to further action by the hammers.
REVERSIBLE HAMMERMILL
UP-RUNNING
NON-REVERSIBLE HAMMERMILL
DOWN-RUNNING
FIGURE 23-6 - HAMMERMILLS
23-6
Piping/Mechanical Handbook
1996:Rev.2
Crushers and Pulverizers
Section 23
Down-Running Type Hammer Mills
As shown in Figure 23-6, the Down-Running Type Hammer Mill subjects the material to impact by
the hammers while it is supported against the breaker plate. This type of hammer mill is used for
friable materials since the unit provides a shorter period of grinding action than in the up-running
machine. With some materials, there is a tendency for plugging with this type of mill so units are
made with a traveling breaker plate.
Rolling Ring Type Hammer Mills
As shown in Figure 23-7, the Rolling
Ring Type Hammer Mill provides some
impact action but the majority of the
grinding occurs by the compressive
forces imparted to the material as it is
caught between the rolling ring and
grinding plate or screen. The basic
machine is still a hammer mill,
however.
Vertical Hammer Mills
FIGURE 23-7 - ROLLING RING HAMMER MILL
There are a number of varieties of
Vertical Hammer Mills but they all have
the common feature of fixed hammers
on a vertical shaft. Size reduction
takes place by the impact action of the
hammers and attrition between the
particles and on the walls of the unit.
One of the more popular types of vertical hammer mills uses air classification to remove material
from the grinding zone and additional air and mechanical separation in a separate chamber with
oversize material returned for regrinding. As the feed enters, it is subjected to the impact of the
hammers. The heavier, larger particles are thrown to the outside by centrifugal force and are
therefore subject to the impact by hammers traveling at the highest linear speed. Air entering
through the bottom carries the fines material up into the classifying chamber where it is separated
into product and oversize. The air can be recirculated after removal of the product or it can be
discharged with or without fines separation.
1996:Rev.2
Piping/Mechanical Handbook
23-7
Section 23
Crushers and Pulverizers
Horizontal Impact Mills
As shown in Figure 23-8, material is fed to the
Horizontal Impact Mill on to a rotating disc. As the
feed comes to the rotor, it begins to pick up some
circumferential velocity, and centrifugal force moves it
toward the periphery of the rotor where it comes in
contact with impact pins on the rotor. This results in
some pulzerization, but additional grinding takes place
as the material strikes the stationary pins in the
housing of the unit.
ROLLER MILLS
FIGURE 23-8 - HORIZONTAL
IMPACTOR
The primary crushing or grinding action in roller mills is
a compression mechanism. Impact forces would
rarely come into play, but attrition may be important,
especially in the finer sizes. All roller mills operate by
compressing the material between the surfaces with at
least one of them rotating.
Single Roll Crushers
The action of Single Roll Crushers depends on the tooth design present on the single roll.
Variations may range from a few protrusions distributed along the length and diameter of the roll
to a number of toothed segments similar to saw blades. As the material is fed to the machine, it
is subjected to the impact of the teeth or the housing, plus shearing action as the teeth try to draw
the material through the unit. Sometimes the teeth may run through channels to give a combing
effect and discharge may be through a screen.
Crusher Rolls
Crusher Roll grinding equipment consists of a set of rolls rotating toward each other at the same
or different speeds. The coefficient of friction between the material and the rolls is utilized to
draw the material down into the nip of the roll where it can be subjected to the compressive
crushing action. Smooth rolls are sometimes used, but the effective friction can be increased
considerably by corrugating the rolls or by using saw tooth rolls. The corrugations can be varied
in depth, sharpness, design, number of cuts per inch, and spiral pattern. The type of corrugation
and the relative speed of the two rolls will cause the compressive crushing to be supplemented by
cutting, shearing, and tearing action.
Roller Mills
In addition to being a general category of crushing rolls, Roller Mills are also a specific type of roll
that operates with rollers rotating against a stationary ring. Crushing in a roller mill takes place as
the rollers revolve against the pulverizing or bull ring and material is fed between the rollers and
the ring by plows moving ahead of the rollers. The rollers themselves are attached to a freely
swinging vertical shaft which is fastened to a spider on the main vertical shaft. No power is
supplied to the rollers. Their rotation is caused by friction between the rollers and the material
23-8
Piping/Mechanical Handbook
1996:Rev.2
Crushers and Pulverizers
Section 23
being crushed. The crushing force is obtained by the centrifugal force imparted to the rollers as
the central shaft rotates. Commercial units normally have 5 or 6 rollers.
Bowl Mills
The Bowl Mill is similar to the roller mill and takes its name from the bowl whose rim serves as one
of the grinding surfaces. Unlike the roller mill, the bowl of this unit rotates while the roller journals
remain stationary. The centrifugal forces developed in the bowl cause the material to gravitate to
the rim, where it is crushed between the rollers and the rim. Compression springs force the rollers
against the material, and adjustments can be made to the roller journals to establish the proper
angle to the ring and to compensate for wear. Because of the centrifugal force on the material, it
always lines the grinding ring so there is no direct contact between the rollers and the ring. The
action in the mill causes the material to move upward and out of the grinding zone where the
fines are removed by the air stream for classification and the oversize returns to the feed line for
further pulverizing.
Ring Roll Mills
Ring Roll Mills are similar to a bowl mill except that the pulverizing roll rotates in a vertical plane
instead of in a horizontal plane. As with the bowl mill, the ring rotates and the roller journals are
stationary. The compression springs on the rollers will develop a force up to 60,000 pounds on
the rollers. Centrifugal force holds the material on the ring and prevents metal to metal contact.
As the material is reduced in size, it falls off both sides of the ring and escapes to the bottom of
the mill where it is taken away for separate classification.
ATTRITION MILLS
Grinding by attrition is generally most applicable when the product has to be fine. The attrition
can be either between the material and surfaces of the mill or between the particles themselves.
Wear of the mill parts is quite high where the attrition is between the mill and the material, so self
attrition is very desirable.
Disc Mills
This is probably the most widely used type of attrition mill and the term "attrition mill" is often used
synonymously with "disc mill". There are a large number of varieties of disc mills, some operating
in horizontal planes and others in vertical planes. In some, grinding takes place across a
relatively wide disc face, and in others only a small ring is used as the grinding surface. They all
have in common the establishment of the product size by the clearance between the mating
parts, and all grinding is accomplished between the material and the mill parts so grinding plate
wear can be high.
In the single runner disc mill one disc is rotated while the other remains stationary. In a double
runner unit both discs rotate, usually in opposite directions, but differential speeds in the same
direction can be used. The grinding plates are usually an alloy steel and various patterns are
used on the surface to accomplish various grinding objectives. The clearance between the plates
is usually adjustable, with spring loading, in increments as small as 0.001 inch while the unit is in
operation.
1996:Rev.2
Piping/Mechanical Handbook
23-9
Section 23
Crushers and Pulverizers
Material is fed into the center of the discs with a special feeder plate which is usually used to
impart a radial flow of the feed into the grinding space between the discs. Centrifugal force
carries the material to the outside as it is ground.
Impeller Attrition Mills
This type of unit is somewhat of a jet mill and a disc mill combined. Feed enters the center of the
mill and is carried to the inside periphery by an impeller. The inside periphery of the unit is of a
corrugated or stone construction, and as the material is processed, attrition takes place until the
product is fine enough to escape through a clearance port. In some units, the inner periphery
consists of conical shaped corrugated baffle plates in which one of the plates rotates but in some
units, only the impeller rotates. The clearance between the two baffle plates can be adjusted to
give the desired product size. Most of the grinding is accomplished by jet attrition action but
impact and shear forces may also come into play.
Fluid Energy Mills
As the name implies, fluid energy is used to accomplish the size reduction in these units.
Generally the fluid is air at 45-115 psi or steam at 100-250 psi. The fluid is admitted through
nozzles tangential to the periphery of the unit and carries the material around the unit until is has
been reduced to a size that can be carried out by the exit fluid stream. The size reduction takes
place by impact and attrition between the particles and to some extent with the inside of the unit.
Centrifugal force acting on the larger particles keeps them in the machine.
Vibro Energy Mill
The Vibro energy mill accomplishes its pulzerization by means of vibration energy which causes
material to be subjected to attrition, impact, and shear forces. The unit consists of an annular
chamber which is caused to vibrate by an electric motor and eccentric weights. A vertical
planetary gyration is superimposed on a horizontal planetary gyration each at 1150 cycles per
minute and results in a three dimensional, high frequency vibration of the unit.
23-10
Piping/Mechanical Handbook
1996:Rev.2
Section 24
Bearings and Lubrication
GENERAL
The function of a bearing is to keep the shaft or rotor in correct alignment with stationary parts
under the action of radial and transverse loads. Bearings that give the rotor its radial positioning
are known as line bearings, while bearings that locate the rotor axially are known as thrust
bearings. In most cases, thrust bearings serve in a dual capacity as both thrust and radial (line)
bearings. Bearings may be rigid or self aligning. Self aligning bearings will automatically adjust to
changes in the angular position of the shaft.
Bearings must be made of materials which will withstand varying pressures and yet permit the
surfaces to move with minimum wear and friction. In addition, they must be held in position with
very close tolerances to permit freedom of movement and quiet operation. To meet these
requirements, good bearing materials must possess a combination of the following
characteristics:
•
•
•
•
•
The compressive strength of the bearing alloy at maximum operating temperatures must be
such that it can withstand high loads without cracking or deforming.
Bearing alloys must have great resistance to high fatigue factors to prevent cracking and
flaking under different operating conditions.
Bearing alloys must have high thermal conductivity to prevent localized hot spots with
resultant fatigue and seizure.
The materials used in bearing alloys must be capable of retaining an effective oil film.
These alloys must have a resistance to corrosion.
Bearings are generally classified as:
•
•
Sliding surface (friction) bearings
Rolling contact (antifriction) bearings
Sliding Surface or Friction-Type Bearings
Sliding surface bearings may be defined in a broad sense as those which have sliding contact
between their surfaces. If each surface is not lubricated, sliding friction is developed as each
body slides or moves on the surface of the other.
Examples of sliding surface bearings include
•
•
•
Journal bearings
Guide bearings
Thrust bearings
Journal Bearings
Journal bearings are extensively used in industry and may be subdivided into different styles or
types. The most common journal bearings are solid bearings, half bearings, and two part or split
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
24-1
Section 24
Bearings and Lubrication
bearings. A typical solid journal bearing application is the wrist or gudgeon pin bearing in a trunk
piston of an engine. These bearings are commonly referred to as bushings.
The split type journal bearing is used extensively in marine propulsion shafting and also in the
automotive industry. They are less expensive than a full bearing of any type since the load is
exerted in only one direction. The split bearing is used more frequently than any other friction
type bearing and can be adjusted to compensate for wear. Allowances can be easily made to
provide the proper clearance for lubrication film between the journal and bearing shell.
Guide Bearings
Guide or cross head bearings act as steady points for guiding the longitudinal motion of a shaft or
other part. These bearings are found in reciprocating units of machinery, such as air
compressors, and are used to convert the rotary motion of the crankshaft into the reciprocating
motion of the piston.
Thrust Bearings
Thrust bearings are used to limit the movement of the shaft in a longitudinal direction while it is
rotating. Thrust bearings sometimes are combined functionally with journal bearings.
FIGURE 24- 1 - TYPES OF ROLLER BEARINGS
Antifriction Type or Rolling Contact Bearings
Rolling contact bearings, more commonly known as roller bearings or ball bearings, are defined
as bearings which have rolling contact between their surfaces. These bearings take advantage of
the fact that it requires less energy to overcome rolling friction than sliding friction. In this type of
bearing, the rollers or balls are usually assembled between two rings, or races, while the contact
faces of these rings are contoured to fit the balls or rollers. The basic difference between roller
and ball bearings is that with roller bearings the load surfaces consist of two straight line contact
points, while the load surfaces of ball bearings consist of two tiny spots. These contact areas are
diametrically opposite each other in both types. Theoretically, the area of the spot or line of
contact is infinitesimal. Various types roller bearings are shown in Figure 24-1.
24-2
Piping/Mechanical Handbook
1996:Rev.2
Bearings and Lubrication
Section 24
The amount of contact will differ depending upon the distortion of the bearing material under the
imposed load. Therefore, bearing materials must be made of hardened steel to withstand
distortion under load. Distortion will create unwanted friction which defeats the purpose of having
bearings.
Bearings having small contact areas and subjected to high loading conditions must be carefully
lubricated if they are to have the antifriction properties they are designed to provide. Improper
lubrication will cause cracking and pitting and will bring about the generation of enough heat to
blue the steel, and possibly weld the bearing components together. If these conditions are
allowed, the bearing will completely fail.
Both sliding surface and rolling contact bearings may be further classified according to their
function. These can be radial, thrust, and angular contact bearings. Radial bearings are
designed to carry a load in a perpendicular direction to the rotational axis and to limit motion in a
radial direction.
Thrust bearings only carry axial loads, a force parallel to the axis of rotation which tends to cause
endwise motion of the shaft.
FIGURE 24- 2 - ANTI-FRICTION ROLLER BEARING MOUNTINGS
Angular contact bearings are actually a combination of radial and thrust bearings and can support
both radial and thrust loads. They are rarely used alone, however, if they are used alone, they
must be mounted in a manner similar to single row tapered roller bearings. Normally, angular
1996:Rev.2
Piping/Mechanical Handbook
24-3
Section 24
Bearings and Lubrication
contact ball bearings are used in pairs with their side faces especially ground at the factory to
permit them to be mounted side by side.
Some ball, tapered roller, and cylindrical roller bearings are also made with tapered bores. This
type of bearing may be mounted directly on the shaft.
The simplest forms of radial bearings are the integral and the insert types. The integral bearing is
formed by surfacing a part of the machine frame with the bearing material. The bearing must be
resurfaced when the maximum allowable clearance is reached because there is no way of
compensating for wear.
The insert bearing is a plain bushing inserted into and held in place in the machine frame. They
may be made into solid or split bushings consisting of the bearing material alone, or may be
enclosed in a shell or casing.
The insert solid bushing bearing, like the integral type, has no means for adjustment due to wear
and must be replaced when the maximum clearance is reached.
Various types of roller bearing mountings are shown in Figure 24-2.
Pivoted-Shoe Type of Radial Bearing
The pivoted shoe is a more complicated design of radial bearing. This type consists of a shell
containing a series of pivoted pads or shoes, faced with a bearing material.
The plain pivot or single disc type of thrust bearing consists of the end of a journal extending into
a cup shaped housing, the bottom of which holds the single disc of bearing material. The multidisc type thrust bearing is similar to the plain pivot bearing except that several discs are placed
between the end of the journal and the housing. Alternate discs of bronze and steel are generally
used. The lower disc is fastened in the bearing housing and the upper one to the journal, while
the intermediate discs are free.
The multi-collar thrust bearing consists of a journal with thrust collars integral with, or fastened to
the shaft. This type of collar fits into recesses in the bearing housing which are faced with
bearing metal. The design of this bearing is frequently used on horizontal shafts carrying light
thrust loads.
Kingsbury Thrust Bearing
The pivoted shoe thrust bearing is similar to the pivoted shoe radial bearing except that it has a
thrust collar fixed to the shaft which runs against the pivoted shoes. This type of bearing is
generally suitable for both directions of rotation and is commonly found on the inboard end of a
multi-stage centrifugal pump. It is extensively used in marine main propulsion units to transmit the
thrust from the propeller to the hull of the ship. Without this bearing, a ship would not be able to
move.
This type of bearing utilizes the pivoted segmental shoe thrust pads and is commonly installed in
multi-stage pumps. It consists of pivoted segments or shoes (usually six) against which the thrust
collar revolves and operates on the principle that a wedge shaped film of oil is more readily
formed and maintained than a flat film. It can, therefore, carry a heavier load for any given size.
The wedge shaped oil film will be further discussed in the lubrication section.
24-4
Piping/Mechanical Handbook
1996:Rev.2
Bearings and Lubrication
Section 24
In a segmental pivoted shoe thrust bearing, the upper leveling plates, against which the shoes
rest, and the lower leveling plates equalize the thrust load among the shoes. The base ring,
which supports the lower leveling plates, secures the plates in place and transmits the thrust on
the bed or housing structure of the unit concerned. Shoe supports located between the shoes
and the upper leveling plates enable the shoe segments to assume the angle required to pivot the
shoes against the upper leveling plates.
Pins and dowels hold the upper and lower leveling plates in position allowing plenty of play
between the base ring and the plates to ensure freedom of movement of the leveling plates. The
base ring is kept from turning by its notched construction which secures the ring to its housing.
When the bearing is operational, the bearing faces are separated by an oil film so that there is no
metallic contact. The oil film forms automatically when the bearing begins to turn and is
maintained by the movement of the bearing. Because bearing faces take up an inclined position,
the oil film between the shoes and the collar is wedged shaped, the thin end pointing in the
direction of rotation.
In vertical installation the bearing is usually mounted in an oil pot or bath. Rotation of the collar or
runner maintains circulation of the oil, thus removing the heat from the wedge shaped film. This
heat is then dissipated from the outer surface of the container or is carried away through cooling
coils. When the unit is at rest, the oil film is not present and the starting frictional resistance is
high. During starting and stopping, there is some rubbing between the metals, but, as the full
area of the shoes bears against the collar or runner, the bearing is able to start without heating.
In most horizontal thrust bearings, such as are used in steam turbines, the lubricating oil system is
pressurized by an independent pump. In vertical thrust bearings, the rubbing of the metallic parts
lasts about one quarter of a turn of the shaft, with the oil film increasing with the speed. This
rubbing can be heard quite distinctly in some vertical machines and is usually accompanied by
noticeable vibration. If this symptom persists, the unit should be stopped and the problem
investigated.
The clearances that the manufacturer of the equipment has determined must be carefully
observed. These clearances take into consideration temperature changes, pressures, and speed
of rotation, and must be adhered to for equipment safety.
Shielded or Sealed Bearings
The shielded or sealed bearing belongs in the same family group as the antifriction or rolling
contact bearings. It is very popular because of unique design features which make it highly
resistant to airborne contamination and is sometimes referred to as a "sealed for life" bearing
because it never needs lubrication. Ball bearings are usually a part of the bearing and are
attached to the outer race.
Shielded bearings have variations in their design. Some use a shield (grease plate) and seals to
protect the bearing, while others have integral closures. Shields or seals may be located in the
bearing itself.
Sealed bearings contain a seal lip which rubs against the inner race and shuts off that side of the
bearing so that it keeps the lubricant in and dirt out. When two seals are used, they will keep a
grease lubricant in for the life of the bearing and should permit no ingress of contaminants. The
1996:Rev.2
Piping/Mechanical Handbook
24-5
Section 24
Bearings and Lubrication
shields that are used do not have a lip, but have a narrow clearance that will only let oil and small
particles of dirt pass.
Consideration must be given to the speed, shaft, lubricant, and atmospheric conditions in which
the bearing has to work before selecting a particular bearing.
When a shielded bearing is installed in a housing in which the grease space has been filled, the
bearing in running will tend to expel excess grease past the shields or accept grease from the
housing when the amount of grease in the bearing itself runs low.
Seals of leather, rubber, felt, plastic, or cork may be used, but they must bear against the rotating
member. Severe pressure must be avoided and some lubricant must be allowed to flow into the
area of contact. Otherwise, the seal may burn and cause seizure with subsequent scoring of the
rotating member.
Selection of Ball and Roller Bearings
Some of the advantages of ball and roller bearings are as follows:
•
•
•
•
•
•
Their starting friction is low.
The axial space is less.
An accurate shaft alignment can be maintained.
Replacement is relatively simple.
Simple lubrication is all that is required.
Both radial and axial loads can be carried by certain types.
For a specific application, five choices must be made in selecting a ball or roller bearing:
•
•
•
•
•
The bearing series
The type of bearing
The size of bearing
The method of lubrication
The type of mounting
These considerations must be flexible enough to encompass expected life and cost and
maintenance philosophy. The following questions examine the possible background and the
expected function of the bearing in the machine in which it is installed:
•
•
•
•
•
Can the bearing be expected to withstand removal and re-installation for further use?
Is it to be used in a situation where it cannot receive maintenance attention over its useful life
expectancy?
Will it be fairly free from abuse during its operational life span?
Does it have to be adjustable to take up wear?
Can the wear of the housing or shaft be tolerated during the overhaul period?
24-6
Piping/Mechanical Handbook
1996:Rev.2
Bearings and Lubrication
Section 24
A list of this nature can prevent many problems if the correct bearing for the job is installed at the
start of any project. Other considerations may become factors, such as environment, load, shafts,
and tolerances. Vendor recommendations and bearing manufacturers are direct sources of
information for the type of bearing needed for a particular application.
General Bearing Handling Precautions
There are many problems which arise from improper handling of rolling element bearings. To
ensure that the bearing is capable of achieving its designed life span and that it performs without
objectionable noise, temperature rise, or excursions from normal operational design, the following
precautions are recommended:
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Use the best bearing available for the application. It may cost more, but it is less than the cost
of the replacement value of a new rotating element.
Keep a new replacement bearing in the manufacturer supplied protective coverings as long as
possible before installation.
Do not use a brass or bronze bar to drive the bearing on to the shaft or housing. This material
splinters readily and the splinter can lodge in the bearing with devastating results. If no
hydraulic presses are available, a mild steel bar is a much better substitute. Mild steel is
softer than the hardened steel of the bearing.
Follow manufacturer instructions in handling and assembling the bearings.
Always work with clean tools, clean dry hands, and in a clean working area.
Never wash or wipe bearings prior to installation unless special procedures and instructions
state otherwise.
Do not spin uncleaned bearings, nor spin any bearing with a compressed air gun.
Avoid scratching or nicking bearing surfaces.
Never strike or press on race flanges.
Always inspect the mounting areas on the shaft and housing before installation of the bearing
to ensure that proper fits will be maintained.
If bearings have to be cleaned, use lint free rags.
Protect dismantled bearings from dirt and moisture.
Follow manufacturer instructions when heating bearings for mounting on shafts.
During the installation of the bearing into the housing or onto the shaft, ensure that the races
are started evenly so that they will not cock.
Treat used bearings, which may be reusable, as if they were new ones.
All dirt must be considered abrasive. It is important that all housings, shafts, and covers be
thoroughly clean prior to removal or installation of bearings.
Use clean filtered solvent or flushing oil to clean bearings.
Most of the preceding precautions are basically common sense activities, but they are often
overlooked in bearing installation and maintenance. Bearing failures can be expected but when a
1996:Rev.2
Piping/Mechanical Handbook
24-7
Section 24
Bearings and Lubrication
bearing fails prematurely, operational conditions and not the bearing itself is the cause. Do not
blame a bearing for failing if any of the following situations occur:
•
•
•
•
Loads or speeds were increased.
The bearing rusted or became contaminated in use or storage.
Lubrication schedules were not observed or there was improper lubrication.
The wrong lubricant has been used. It is not unusual to find maintenance and operational
personnel who believe that any lubricant will do for any type of bearing. This belief has
probably been more the blame for early bearing failure than any other single fault in the
industry. Lubricants have certain characteristics built into them to withstand adverse
operational working conditions that the bearing may be exposed to.
These are common occurrences that have extremely adverse effects on bearings.
General Bearing Maintenance
Bearing maintenance not only includes the replacement of worn out bearings, but periodic
inspection, lubrication, and protection. Proper bearing maintenance takes time to make proper
observations, check bearing temperatures, ensure proper lubricants, and ensure that machinery
is not operated under overload conditions for extended periods of time. The extra time taken
during regular maintenance procedures or overhauls can eliminate emergency breakdown and
extra work at a later time.
The downward load is distributed among several of the ball bearings, each applying a force on
the outer ring. The condition shown is with the inner ring rotating with the shaft and the outer ring
stationary. If the conditions were reversed, where the outer ring rotated and the inner ring was
stationary, the load distribution would be over the upper third of the inner ring. Certain wear
patterns can be created while the bearing is operational. If a ball bearing is used to support a
shaft having thrust or axial loads, the load is distributed through the opposite sides of the inner
and outer rings. When the thrust loading becomes excessive, the wear pattern will be located
near the edge of the raceway, which may cause damage.
When bearings are fitted too tightly into their housing or on
the shaft, a condition known as "preloading" occurs,
whereby the rollers are squeezed between the two rings
and overload the race surfaces. As shown in Figure 24-3,
a preloading condition occurs when the gap a point A
differs from that a point B. This displace the balls in the
rings and induces a stress on the bearing.
FIGURE 24- 3 - ILLUSTRATION
OF BALL BEARING PRELOADING
It can be seen that proper installation is important to proper
bearing life. Extreme caution must be exercised when
mounting bearings. Improper mounting can be determined
when the bearing is removed. Once it is removed and a
check is made on the bearing, the shaft and mounting
should also be inspected to ensure that these are not
damaged.
24-8
Piping/Mechanical Handbook
1996:Rev.2
Bearings and Lubrication
Section 24
During routine inspections, checks should be made on the bearing and housing for rust, cracks,
broken rollers or rings, broken or cracked separators, and overheating. If any of these conditions
exist, the bearing should be replaced.
Among the many reasons for bearing failure, such as improper loading, misalignment, improper
installation and others, improper lubrication remains by far the most common reason. In addition,
many bearings are subjected to moisture and corrosive fluids that react with the bearing surface,
causing chemical breakdown of the metal.
LUBRICATION
One of the main reasons for using a lubricant is to make moving parts slide or roll with greater
ease. Other factors, however, must also be considered. The lubricant must also:
•
•
•
•
Control friction by reducing wear and corrosion
Dampen shock
Limit temperature
Help to form a seal
Most lubricants today are designed to do these things in their normal day to day functions.
With the technological advances that have been made in modern machining operations, mirror
like finishes are easily achieved on bearing and journal surfaces. Even these finely finished
surfaces, however, contain areas that are made up of miniature mountain ranges which can
readily be seen under a microscope. When surfaces come in contact in the absence of a
lubricant, these points will flatten and cold weld when the unit is at rest.
With dry machined surfaces, major frictional force shears these welded points. This generates
heat and also introduces debris in the contact area which must be eliminated. This is part of the
lubricants function. It must be able to help dissipate heat build-up and to flush out undesirable
elements.
To understand the mechanics of lubrication, the basics of friction must be understood. Friction is
the force that resists sliding motion. The term "coefficient of friction" relates this friction force to
the normal load applied to the surface. In other words, it is simply the friction force divided by
load applied.
Regardless of the size of the contact area, if parts are made of the same material and support the
same weight, they will have the same coefficient of friction because the friction force is
independent of any apparent contact area. When trying to move one surface means shearing the
cold welded spots of contact, the friction force depends on the shear resistance of the metals at
that point. The force required to overcome this static friction resistance accounts for the largest
part of friction on dry machined surfaces. In simple language, this means that the friction force to
be overcome before the moving part can slide or rotate is greater than that needed to keep the
body moving. The immediate effect of introducing a lubricant is to reduce the coefficient of friction
and let the moving parts slide with less effort being expended.
When a full film of lubricant separates the surfaces, friction is created within the lubricant itself as
the fluid splits into layers to permit the movement. The top layer sticks to the top surface, while
1996:Rev.2
Piping/Mechanical Handbook
24-9
Section 24
Bearings and Lubrication
the bottom layer sticks to the bottom surface. Each successive layer travels at a lower speed,
thus shearing the layers on either side.
The sliding lubrication fluid layers is similar to the action of a deck of cards when the top card is
pushed with the bottom card held in position. With this motion, the deck splits into layers. It is
this sliding of layer upon layer that contributes to the fluid's internal friction. If dealing with a
heavy oil (oil with a greater viscosity), the layers of oil are much tougher to slide by one another.
A low viscosity oil will have less frictional build-up. This build-up of layers within the lubricant
transforms it into a hydrodynamic oil film and involves factors that must be taken into
consideration, including:
•
•
•
•
•
•
Clearance
Bearing grooving
Point of oil application
Speed
Load
Viscosity of the lubricant
In developing the fluid film formation, the mechanics are straightforward. As the journal begins
turning, it starts to roll uphill within the bearing. This action makes the journal slightly off center
since the clearance is crescent shaped and the wedge end of the crescent tucks into the load
area. As the speed of rotation increases, oil is dragged out of the crescent forming a thin film in
the bearing load area. Due to the convergence of the shaft with the bearing, oil will leave the
high load area at a higher average velocity than it had when it entered. Therefore, there is some
tendency for the fluid to back up in the wedge shaped load area. Since oil cannot be squeezed
into a smaller volume, its pressure builds up and supports the journal load.
Viscosity
In considering the load supporting capabilities of an oil, viscosity becomes an important factor
once the journal speed and bearing load has been established by the designer. Viscosity is
basically a measure of a fluid's internal resistance to motion. For example, in comparing the flow
characteristics of syrup versus kerosene, it is observed that kerosene flows much faster than
syrup. This is due to the syrup having a greater viscosity factor than kerosene.
By increasing viscosity, more loading can be supported without the possibility of overheating
taking place. A limit to viscosity must also be considered due to the higher bearing temperatures
resulting from the normal increase in fluid friction. It is important to determine a bearing's
operational temperature and the true viscosity of the lubricant at that temperature because oil
viscosity decreases as temperature increases.
Viscosity is the property that helps oil to resist being squeezed out as load is applied. One of the
reasons why low viscosity oils are used in handling heavy loads is that viscosity actually increases
slightly as the load pressures the fluid lubricant. A good rule of thumb is to use lightweight oil for
high speeds and low loads. Heavy oils are used for slow speeds and heavy loads.
The oil should not be fed in at the top of a bearing if the bearing is subjected to upward loading.
Understanding how an oil wedge is formed is the most important concept of hydrodynamic
24-10
Piping/Mechanical Handbook
1996:Rev.2
Bearings and Lubrication
Section 24
lubrication. When oil enters the slider bearing at the left and exits at the right side, the
convergence of the two surfaces causes the oil to leave the wedge area at a higher average
velocity than it entered with. Because of this convergence, back pressure builds up in the wedge
area. Since the oil cannot be compressed into a smaller volume, the pressure builds up instead.
This pressure build-up exists even when both surfaces are curved, as in a conventional sliding
bearing.
If the wedge lifts the journal off the bearing surface and keeps the journal and the bearing surface
separated during running, the oil pressure drops off suddenly when it leaves the wedge area and
enters the area where the journal and bearing surfaces diverge. Under certain circumstances,
the pressure may drop below atmospheric. Because liquids cannot withstand tension, the oil film
breaks up, and air or oil vapor bubbles form in the diverging area.
When bearing loads increase or change direction, the shaft will shift its position until all the forces
are in equilibrium. Some of the oil in the bearing area will be squeezed and will flow around the
shaft. Due to viscosity, the oil under this condition will push back this shift in shaft position. This
resistance actually adds to the load carrying ability of the oil film, provided the shaft continues
rotating. This situation cannot last forever under a constantly increasing load. However, it is most
effective in carrying reciprocating loads imposed on a piston's wrist pin or connecting rod bottom
end.
Additives
Lubricants today are called on to do more and withstand greater loads. To meet these demands,
various chemicals or additives are frequently mixed with selected base mineral oils to give the
lubricating oil better characteristics. The following exemplify typical additives:
Anti-Oxidants
These fall under two general classifications:
•
•
The true oxidation inhibitor which deters oxygen reaction with oil
The catalytic poison, or metal deactivator, which neutralizes the catalytic action
of elements such as iron and copper
Oxidation is common in mineral oils exposed to air, especially at high temperatures. Once
oxidation gets established, property changes within the oil can be expected. Under these
conditions:
•
•
•
•
Oil can become quite corrosive towards some metals
Viscosity and neutralization values increase
The color darkens
Insolubles form and deposit form later in the process
For each 18 oF rise, the oxidation rate practically doubles itself. Iron, copper, and lead speed up
oxidation in varying degrees. Oxidation inhibitors are an immediate answer since they improve oil
stability and extend the useful life. If the oil has been in service for an extended period of time,
these inhibitors tend to lose their effectiveness.
1996:Rev.2
Piping/Mechanical Handbook
24-11
Section 24
Bearings and Lubrication
Detergents
The aim of detergents is to maintain cleanliness in internal combustion engines. The detergent
acts purely in a physical manner in the crankcase by keeping it clean. In the piston ring area, it
keeps sludge or lacquer from plugging up the ring grooves.
Viscosity Index
The viscosity index additive is a colloidal substance that improves the viscosity of a mineral oil by
raising the oil's viscosity as the additive is dispersed through the oil. The resultant viscosity is
also less affected by temperature changes until the temperature reaches the point where the
colloid goes into a true solution.
Rust Inhibitors
Rust inhibitors can be broken into two categories. The first is used in turbine oil circulating
systems and is usually a polar type material whose surface activity forms an adsorbed film on
metal parts. This film prevents moisture from reaching the metal surfaces. Fatty acids are one
example of such compounds.
The second type is used in engine oils where the engine works in the presence of heavy moisture
or salt mists or where bromides in leaded fuels are present. By chemical action, a coating is
formed on the surface of the metal part that is to be protected.
Pour-Point Depressants
When an oil containing dissolved wax is chilled, the wax will crystallize. This may prevent the oil
from flowing. Pour point depressants lower the temperature at which this crystallization occurs.
The pour point of a given oil is the temperature at which flow ceases under specified cooling
conditions.
Oiliness and Extreme Pressure Compounds
Oiliness and lubricity additives reduce the coefficient of friction in the thin film region. Extreme
pressure compounds usually contain chlorine, sulfur, or both by forming a chlorine-sulfur salt on
the metal surface. This helps to minimize the wearing effect of metal to metal contact. To
encompass all of the possible conditions that involve high and low torques, it is frequently
necessary to use an oiliness additive such as the fatty materials, plus conventional sulfur and
chlorine compounds. This helps to prevent welding and seizure of contacting surfaces when the
oil film is broken.
Types of Oils
Apart from being aware of the many additives which can be obtained to satisfy special application
requirements and improve the performance of fluids, the designer must also be acquainted with
the wide variety of oils, both natural and synthetic, which are now on the market. Each has its
own special features which make it suitable for specific functions and which limit its utility in
others.
24-12
Piping/Mechanical Handbook
1996:Rev.2
Bearings and Lubrication
Section 24
Lubricating Greases
Greases are used in place of fluid lubricants because, at times, fluid lubricants experience
problems with retention, relubrication, and churning. Greases are made up from petroleum based
oils thickened by dispersions of soap, but can also consist of synthetic oils with soap or inorganic
thickeners, or oil with siliceous dispersions. In all cases, the thickening agent must be carefully
prepared and mixed with the fluid. This agent serves to immobilize the oil and functions as a
storehouse from which the oil bleeds slowly. The thickener itself possesses lubricating
characteristics, but the oil bleeding from the body of the grease functions as the main lubrication.
It has been shown that when the oil content has dropped to the level of 50 percent of the total
weight of the grease, the lubricating quality of the material is no longer reliable. In some
applications where a wetter or softer grease is used, this level of unreliability may be as high as
60 percent.
Successful application of a grease depends on a relatively small amount of mobile lubricant (the
oil bled out of the bulk) to replenish the small amount of lubricant contained in the bearing being
lubricated. It is possible that a space may exist between the bearing surface and the bulk of the
mobile grease during operation. If this space becomes large enough, then a critical delay period
will take place before the lubricant in the bearing can be replenished. Since most lubricants are
subjected to attrition due to thermal degradation, evaporation, shearing, or decomposition in the
bearing area, this delay can be detrimental to the operation of the bearing. To prevent this from
leading to failure, grease is normally applied so that the material in the cavity of the bearing
makes contact with the bearing in the lower quadrants. This ensures that the excess originally
packed into it impinges on the material in the reservoir.
It is good practice to select a good grease which has a low slump factor, and a reservoir
constructed to prevent churning. The initial action of the bearing when starting up will then be to
purge itself of excess grease and establish a flow path for bleed oil to enter the bearing.
In setting up a greasing lubrication program, careful consideration must be given to its application
because of the different characteristics that each grease displays. In some cases it may be
beneficial to bring in a consultant from an oil company and the bearing designer to determine the
correct grease for the job. The machine manufacturer usually takes this into consideration during
the design phase of the machine.
Greases are selected on the basis of the following requirements:
•
•
•
Hardness
Stability
Water Resistance
The hardness of a grease is expressed by a number system, ranging from 0 to 6. The higher the
number, the harder the grease. The softer the grease, the easier it is to apply and the more oil it
contains.
The stability of the grease is that property which helps it retain its original consistency while in
use. If the consistency of the grease changes as it becomes older, it is said to be unstable and is
an indication that the wrong grease was selected.
1996:Rev.2
Piping/Mechanical Handbook
24-13
Section 24
Bearings and Lubrication
Water resistance is the ability of a grease to resist dilution by water. Grease used for bearings
where rain or moisture can collect may require additives to enhance the water resistant
properties.
Types of Grease
Greases are made with a variety of soaps. The most popular are the lithium, or soda soap
grease, and the modified clay thickened materials. Lithium based greases can handle
temperature extremes, while a number of soda soap greases have been found to work well up to
285 oF.
Greases also vary in volatility and viscosity according to the oil base used. Volatility will affect the
useful life of the bulk applied to the bearing and the viscosity will affect the load carrying capacity
of the grease. These factors have to be considered when selecting a grease.
When used in gear boxes and slow speed journal bearings, a number of greases are thickened
with carbon, graphite, molybdenum disulfide, lead, or zinc oxide. To inhibit fretting corrosion or
wear in sliding or oscillating mechanisms, these grease additives provide greater protection of
moving parts. Listed below are some of the greases available and their applications:
Multipurpose Grease
This type of grease combines the properties of two or more specialized greases to function over a
broader range of conditions and applications. Some of the more popular greases have a soap
base of lithium, barium, or calcium complex.
The lithium base is capable of standing up to temperature extremes, is highly water resistant, and
can be pumped with little effort. Some of these lithium based greases possess high mechanical
stability.
The barium base is lower in cost and offers a high resistance to water. It can operate
continuously up to 275 oF and is compatible in most types of bearing applications. The high soap
content, however, makes its use very restrictive, and as a result, barium base greases are not
widely available. The calcium complex grease is an excellent water resistant type and has a
melting point of over 400 oF. It also resists breakdown and softening.
Specialized Greases
The scope of these greases lacks the wide application that the multipurpose greases have.
Specialized greases include those with a calcium or sodium soap base or a mixture of the two.
Aluminum or lead are often added to these greases. Synthetic greases also fall in this category.
Soap based greases may have up to 3 percent water contained within the grease, but still exhibit
excellent water resistant properties.
24-14
Piping/Mechanical Handbook
1996:Rev.2
Bearings and Lubrication
Section 24
Calcium soap grease offers good water resistance in general plant use with temperatures up to
160 oF. Beyond this temperature, the grease tends to lose the water required to maintain its
stability and separates into its original oil and hard soap. High melting point grease types are
available that are capable of holding up to 250 oF.
Sodium grease is a commonly used bearing lubricant, and is good for moderately high
temperatures of up to 250 oF with a continuous rating at that temperature. It also possesses good
adhesive and cohesive properties.
Aluminum soap base grease has reasonable water resisting capability and can be used up to
180oF.
Lead soap combines extreme pressure (E.P.) characteristics with good water resistance. It is
suitable for use in heavy industrial machinery at temperatures up to 175 oF or higher.
The synthetic greases combine a synthetic fluid with a standard soap. They can withstand
extremes of temperatures and are water resistant. Although more costly, they have superior
properties over petroleum oils including viscosity index property. They also have little or no effect
on natural or synthetic rubbers. Synthetic greases that are specifically formulated for high
temperature use do not leave the residual deposits which are commonly found with conventional
greases.
Silicone greases are completely synthetic and are usually graded according to the temperature
ranges that they will be used in. For example, one grade adequately accommodates ball bearing
temperatures ranging from -100 oF to 300 oF. A second grade is rated from -20 oF to 450 oF.
When considering high temperature grades of grease, the bearing itself must be able to withstand
these anticipated temperatures.
Solid Lubricants
A solid lubricant is a solid material placed between two moving surfaces preventing metal to metal
contact, thus reducing friction and wear. Their application is such that they fit in the boundary
and mixed film area. In the hydrodynamic region there is no wear, only fluid friction. The
possibility that the oil film can breakdown, particularly during startup and shutdown, is overcome
by the use of solid lubricants. Natural graphite, colloidal graphite, and molybdenum disulfide, are
minerals that form these solid lubricants.
Natural graphite is a black lustrous mineral and is used as a lubricant in dry form or as a mixture
with oil or grease. It is not recommended as an oil mix in general lubrication systems as it tends
to be heavy and will settle to plug up filters and passageways. It is used quite extensively in the
manufacture of oil-less bearings.
Colloidal graphite is manufactured from anthracite coal and petroleum coke in an electric furnace.
It is almost chemically pure and is inclined to be a soft greasy substance. For commercial use it
is mixed with distilled water, mineral lubricating oil, or glycerin and varnish. In some cases,
particularly in the high temperature field, the liquid that is mixed with the graphite is only used to
transport the lubricant to its working area. Selection of the vehicle depends on the temperatures
that it will be exposed to.
These graphite films are tough and highly resistant to abrasion. A film of only 0.003 inch
thickness exhibits good bearing strength and displays good resistance qualities to abrasion. The
1996:Rev.2
Piping/Mechanical Handbook
24-15
Section 24
Bearings and Lubrication
film can be applied by either dipping or spraying. It is unaffected by weather, fuels, lubricants,
water, or dilute acids.
Molybdenum disulfide closely resembles graphite in appearance but is twice as dense. It is a
chemical combination of molybdenum and sulfur and has a unique molecular structure which
forms the basis for its excellent lubrication qualities. Each lamina of the compound is composed
of a layer of molybdenum atoms that are flanked on either side with a skirt of sulfur atoms. Due
to a strong metal to sulfur bond, one of the sulfur layers hangs on to metal surfaces, while the
other side of the molecule slides easily over the adjacent molecules because of a weak sulfur to
sulfur bond.
Due to its low coefficient of friction at high temperatures, an effective subfilm of the product
remains. Oxidation starts slowly at 750 oF and continues slowly, until it becomes high at 1050 oF.
This lubricant is popular in high speed applications such as the machine tool industry.
Applying Lubricants
Probably the oldest and easiest method of applying a lubricant to a single bearing is to use a
hand held oil can. This method copes adequately with very low speed machine parts which may
only operate on an intermittent basis.
In fast moving highly loaded machinery it is necessary to use an automatic oiling device for each
bearing. The ring hangs on the shaft and has its lower end immersed in an oil well which is an
integral part of the bearing housing. As the shaft starts to rotate, the oiler ring, due to its contact
with the shaft, starts to revolve. As it revolves, it starts to drag oil from the oil well upwards to
where a scraper device removes it from the ring surface and distributes the oil to the bearing
surfaces. Once through, the oil gravitates back to the bearing oil well.
Another method is to have an oil well situated on top of the bearing, or adjacent to it, and have oil
wick feeders siphoning oil from the oil well to its appointed lubrication point. With the possible
exception of the ring-oiler, these "once through" methods are not suitable for large, high speed
pieces of machinery. A forced circulation type of lubrication technique is required to provide
continuous oil circulation. The advantages of a circulation system are that:
•
•
•
They provide adequate oil supply for both cooling and lubrication
Oil consumption is lowered by recirculation
Dirt is removed by the flushing action of the oil
An external pump forces oil through all of the bearings in the unit, and provision is made for
collecting and recirculating the oil.
In turbines and diesel engine installations, the lubricating oil can be used to control, cool, and
provide hydraulic power in addition to its lubrication functions within the unit. This type of system
uses a centralized form of lubrication. The circulating pump takes suction from a reservoir, forces
it through a cooler and then into a header system. An arterial system of pipe lines branches out
from the header to individual bearings. In diesel engines, the oil proceeds to cool the inside
crowns of the pistons after it has lubricated all bearing surfaces before returning to the sump or oil
well. Strainers in the reservoir remove particles of dirt before the oil enters the cycle once more.
An oil conditioner is usually provided in this type of system in an effort to extend the life of the oil
and to reduce bearing wear.
24-16
Piping/Mechanical Handbook
1996:Rev.2
Bearings and Lubrication
Section 24
Centralized oil systems show many advantages. The old hand lubrication method does not
provide an accurate distribution of oil or guarantee the delivery at the proper time. It also
provides a safety hazard as many bearings require a lot of personal attention and access to them
may involve ladder climbing while the machinery is in motion. The centralized system eliminates
this by automating the task. It is also much more economical.
Storage and Handling
Storage of lubricants must be conducted in such a manner that will provide complete protection
from contaminants such as dust, dirt, moisture, and other impurities. If absolute purity is required
of the supplier, this standard must be maintained in-house during storage and application. Good
storage can eliminate a host of problems. The following list of rules should be used as a
guideline in providing this protection.
•
•
•
•
•
•
•
•
•
•
•
•
Where possible, all lubricants should be stored in a clean, dry oil house that can be heated
during cold weather.
Oil, particularly grease drums, should not be stored in actual contact with steam pipes or any
heated surface, as overheating may change the physical characteristics of the oil.
If indoor space is inadequate for storing all lubricants, the lower quality grades should be
selected for outdoor storage.
Turbine, diesel, transformer, or automotive oils should not be stored in the open. Cold
weather can cause separation of fatty oils from compound type oils.
When storing oil drums outside, they should be laid on their sides on skids to prevent moisture
accumulating on the heads.
Where possible, oil stored in open areas should be shielded from the sun and weather.
All flammable materials should be kept out of the storage area and fire extinguishers should
be placed at convenient locations.
Avoid storing oil tanks made of galvanized metals. The zinc contained in the galvanizing may
react with the oils, especially with compounded oils.
Wherever practical, sealed measuring pumps should be used with filters and indicating meters
for pumping oils out of drums and tanks. This helps establish good oil consumption record
keeping.
Handling should be kept to a minimum to keep oils and greases clean and to avoid costly
spillage’s.
Clean oils should not be stored in the same area as dirty oils to avoid confusion.
All oil containers should be clearly identified with the noun name and numerical grade of the
oil they contain.
1996:Rev.2
Piping/Mechanical Handbook
24-17
Section 24
•
Bearings and Lubrication
When applying oils and greases by hand, the lubrication points should be wiped clean using a
lint free cloth to prevent ingress of potential contaminants and plastic caps should be fitted for
protecting lubrication points.
The basic rules for storing and handling oils and greases are:
•
•
•
•
Keep lubes free from water and dirt
Keep them away from extremely high or low temperatures
Use same handling equipment for same product
Maintain general cleanliness in applying all lubricants.
The operator must get to know the ingredients, the physical and chemical properties, and correct
applications of all lubricants at his disposal. A well planned schedule must also be available if a
lubrication program is to succeed.
24-18
Piping/Mechanical Handbook
1996:Rev.2
Section 25
Glossary
The following are some common field terms related to Piping and Mechanical work activities:
Alkaline Cleaning - The removal of organic particulates by converting them to an emulsified
compound.
Alloy Steel - All steels contain carbon and small amounts of silicon, sulfur, manganese, and
phosphorus. Steels which contain intentional additions of elements other than these, or which
exceed 0.60% silicon, or 1.65% manganese and/or 0.60% copper, are termed alloy steels.
Anchor - A pipe fixture that resists all piping forces and movements.
Angular Alignment - An alignment condition in which the coupling flange faces are parallel when
rotated in a coupled unit. Angular misalignment occurs when the shaft axes are concentric at the
coupling but are not parallel to each other.
Annealing - A softening heat treatment (see heat treatment).
Ash Handling - Collects and disposes of all the ash from the furnace hoppers, fly ash from the
economizer, and dust collection hoppers.
Austenitic Stainless Steel - Low carbon, iron-chromium-nickel stainless alloys containing
sufficient nickel to provide an austenitic (FCC) structure at normal temperatures. These alloys
usually cannot be hardened by heat treatment, but can be hardened by cold working. They are
normally non-magnetic, but sometimes become slightly magnetic on cold working. These have
2xx or 3xx designations. There are a few precipitation hardening grades.
Austenite - The FCC structure of steel, known also as gamma.
Average Wall - See dimensions.
Bevel - An angular cut on the I.D. or O.D. of a tube, fitting, or flange welding end.
Billet - As used in the manufacture of flanges, a round or RCS (Round Corner Square) bar with
dimensions and other characteristics suitable for forging into flanges.
Bloom - A semi-finished piece of steel, resulting from the rolling or forging of an ingot. A bloom is
square or not more than twice as wide as thick, and usually not less than 36 sq. in. in crosssectional area.
Bright Anneal - A final anneal in a controlled atmosphere to retain a shiny cold rolled finish (see
heat treatment).
Brinell Hardness - A common hardness test (ASTM E10). The tensile strength of a steel (ksi) is
approximately one half of the Brinell Hardness.
Cable Tray - The portion of the raceway system that is used to hold electrical cable.
Camber - The amount of curvature or deviation from exact straightness over any specified length
of tubing.
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
25-1
Section 25
Glossary
Carbide - A compound consisting of carbon and other elements; the most common carbides in
steel are iron and chromium carbides.
Carbide Precipitation - A phenomenon of carbides coming out of a solid solution, occurring in
stainless steel when heated into the range of 800- 1600 degrees Fahrenheit (Chromium Carbides
Precipitation).
Carbon Steel - A steel consisting of essentially iron, carbon, manganese, and silicon.
Carburizing - Adding carbon to the surface of iron-base alloys by heating the metal below its
melting point in contact with carbonaceous solids, liquids or gases. Desired hardness and
toughness properties are developed in the high carbon "case" by quenching and tempering.
Cementite - Iron carbide, a constituent of steel.
Charpy Impact Test - A test for toughness, involving an impact test on a notched specimen
(ASTM E23).
Check Analysis - An analysis of the metal after it has been rolled or forged into semi-finished or
finished forms. It is not a check on the ladle analysis, but is a check against the chemistry
ordered.
Chloride Stress Cracking - Cracking under a sustained stress in a chloride containing
environment. Austenitic stainless steels may be susceptible.
Cladding - A thin layer of metal coating that is bonded to metal core. An example would be a
stainless lining placed on a carbon steel tank.
Cleanness - The condition of having dirt and other foreign material removed to required levels.
Clinkers - A stony matter fused together, slag or cinder that will not burn and is a byproduct from
coal burning.
Coefficient of Thermal Expansion - A physical property value representing the change in length
per unit length, the change in area per unit area or the change in volume per unit volume per one
degree increase in temperature.
Cold Alignment - The alignment made when the equipment is at the ambient temperature.
Cold Drawing - A process in which tubing is drawn at room temperature through a die and over a
mandrel to achieve its final size. It may provide a better surface finish, closer tolerances, lighter
walls, smaller diameters, longer lengths, or a different combination of mechanical properties than
those possible through hot finishing or direct welding.
Cold Working - Permanent plastic deformation and work hardening of a metal below its
recrystallization temperature.
Combination Support - A component which carries both deadweight and thermal loads and
which limits piping movement in a lateral direction.
Conduit - A pipe or tube for protecting electrical wires or cable
25-2
Piping/Mechanical Handbook
1996:Rev.2
Glossary
Section 25
Condensate - Steam taken from low pressure systems, or turbine, into the condenser forming
condensate (water). The condensate is collected and reused as feedwater for boilers.
Conditioning - The removal of surface defects (seams, laps, pits, etc.) from steel. Conditioning is
usually done when the steel is in a semifinished condition (bloom, billet, slab). It may be
accomplished, after an inspection, by chipping, scarfing, grinding, or machining.
Corrosion - Chemical or electrochemical deterioration of a metal or alloy.
Corrosion Resistance - The ability to resist attack by corrosion.
Coupling Gap - The space between the flanges of the couplings which allows longitudinal
movement of the shafts. The width of this gap is specified by the manufacturer. Equipment
which experiences a considerable temperature rise during operation will have an elongation of
both shafts which will result in a decrease in the coupling gap.
Creep Strength - The constant nominal stress that will cause a specified quantity of creep in a
given time at a constant temperature. It is a measure of a product ability to withstand prolonged
stress or load without significant continuous deformation.
Critical Temperature - The temperature that must be exceeded to transform the steel structure to
austenite. It is likely to be important when metals are used above about a half of their absolute
melting temperature (above about 600 oC in steels).
Deaerator - A component designed to liberate air and gases from boiler feed water.
Deadweight Analyzed Piping - Piping below 200 oF in which the supports only need to
accommodate the weight of the piping, fluid, insulation, valves, piping components, and
associated hardware.
Decarburization - The loss of carbon from the surface of an iron base alloy as the result of
heating in an environment which removes the carbon. In medium or high carbon steels,
decarburization leads to a pronounced lowering of the fatiue limit.
Density - The mass per unit volume of a substance, usually expressed in the steel industry in
pounds per cubic inch.
Dimensions -
•
•
•
•
•
•
O.D. - Outside Diameter. Specified in inches and fractions of an inch, or inches and decimals
of an inch, or in the metric system.
I.D. - Inside Diameter. Specified in the same units as the O.D.
Wall - Wall Thickness or Gage. Specified in either fractions or decimals of an inch or by a
"wire gage" number, and/or “schedule" number.
Nominal - The stated value of the O.D., I.D., or wall dimension as used in discussion and in
tables. It need not be the theoretical (actual) size. A 1.5 inch standard pipe has an O.D. of
1.61 inches.
Maximum and Minimum - The stated permissable dimensional limits.
Basic Size - The exact theoretical size.
1996:Rev.2
Piping/Mechanical Handbook
25-3
Section 25
•
•
Glossary
Minimum Wall - Generally, the lightest wall permitted within specified tolerances. A "minimum
wall, tube, or fitting" is one whose wall thickness is not permitted to fall below the specified
nominal measurement.
Average Wall - A tube or fitting whose wall thickness is permitted to range over or under the
specified nominal wall measurement within certain defined tolerances.
Demineralized Water (Grade A) - Water that meets requirements for high purity. Where not
otherwise specified, water of the following quality generally meets the criteria of demineralized
water:
• pH at 25 oC
6.0 to 8.0
• Chloride
< 0.15 ppm
• Fluoride
< 0.10 ppm
o
• Conductivity at 25 C
< 2.0 mmhos/cm
Ductility - The ability of a tube to deform plastically. Frequently, elongation during tensile testing
is used as a measurement of this property.
Duplex Steel - The designation used for certain chromium/nickel/moly steels which exhibit
microstructures consisting of ferrite zones in an austenitic matrix at ordinary temperatures.
Duplex steels retain much of the formability of the austenitic grades but may have twice the yield
strength and the chloride stress cracking resistance of the ferritic grades.
Dye Penetrant Inspection - A simple sensitive non-destructive test employing dye or a
fluorescent chemical and sometimes black light to detect defects open to the surface.
Eccentricity The displacement of the I.D. of the tube with respect to its O.D. Eccentricity results
in the variation of wall thickness normal to seamless tubing.
Eddy Current - Non-destructive testing method using eddy current flow for the purpose of
recognizing a surface or near surface defect in the piece being tested.
Elastic Limit - A measure of the maximum stress that may be applied to a product without leaving
a permanent deformation or strain after the stress is released.
Electric Furnace Process - One of the common methods used for melting and refining stainless
and some alloy steels. It involves the use of electric power as the sole source of heat, thereby
preventing contamination of the steel by impurities in the fuel as in other melting processes.
Electric Resistance Welded Tubing - Tubing made from strip by electric resistance heating and
pressure, the strip being part of the electrical circuit. The electric current, which may be
introduced into the strip through electrodes or by induction, generates the welding heat through
the electrical resistance of the strip.
Elongation - The amount of permanent stretch, usually referring to a measurement of a
specimen after fracture in a tensile test (ASTM E8). It is expressed as a percentage of the
original gage length, which should be specified.
Endurance Limit - The maximum stress below which a material is presumed to endure an infinite
number of stress cycles. This applies to carbon or low alloy steels. Otherwise a specific number
of cycles, usually 107 is stated.
25-4
Piping/Mechanical Handbook
1996:Rev.2
Glossary
Section 25
Equalizing or Reinforcing Rings - Devices which reinforce an expansion joint bellows against
internal pressures. Equalizing rings are approximately T-shaped in cross section and reinforcing
rings are round in cross section.
Etch Test - Exposure of a specimen to acid attack for the purpose of disclosing the presence of
foreign matter, defects, segregation pattern, or flow lines.
Expansion Joint - A device containing one or more bellows or sliding joints used to absorb
dimensional changes, such as those caused by thermal expansion or contraction in a pipeline or
vessel.
Expediting Reports - Special reports issued by the procurement department, based on factory
visits by expediters.
External Cover - A device used to protect the exterior surface of an expansion joint bellows from
mechanical damage.
Extrusion - Production process in which steel is forced by compression through a die into solids
(round or special shape) or through a die and over a mandrel to form a tubular shape. An
analogy is squeezing toothpaste from a tube.
Face Runout - The perpendicular relationship of the coupling face to the shaft axis.
Fatigue Limit - (Synonymous with Endurance Limit)
Ferrite - The normal room temperature structure of iron and steel, BCC; also called alpha.
Ferritic Stainless Steels - The designation used for straight chromium stainless steels which
possess the microstructures consisting mainly of ferritic (BCC) structure at ordinary temperatures.
Ferritic stainless steels are divided into two classifications; hardenable, and non-hardenable. The
hardenable grades will exhibit a martensitic microstructure when rapidly cooled. These steels
have 4xx designations.
Ferritic Steel - Magnetic steel. The common grades are A-53 and A-106 Carbon Steel, A-335
Chrome-Moly, and Cast Iron.
Feedwater - Condensate used to feed the boiler system.
Ferrous - Any material containing iron, e.g., carbon steel, stainless steel, chrome-moly, wrought
iron, malleable iron, and cast iron.
Filtered Air - Compressed air which has been passed through a 10 micron filtering medium.
Finish - In the steel industry, refers to the type of surface condition desired or existing in the
finished product.
Finish Machine Size - Normally specified in terms of the maximum machined O.D.and the
minimum machined I.D. as applied to tubular parts. Finish machine size represents the size of
the part as it comes from the final machining operation. From this size, the forging mill can
calculate a forging size which will be guaranteed to clean up upon machining.
Flexible Coupling - A mechanical device used to connect the driver shaft to the driven equipment
shaft. This connector is flexible to allow slight movement in any direction, to absorb vibration, to
1996:Rev.2
Piping/Mechanical Handbook
25-5
Section 25
Glossary
allow longitudinal shaft drift, and to allow movement caused by thermal differentials. Flexible
couplings are not used to allow or compensate for misalignment.
Flushing - Flowing water or other fluids through a component or system at adequate velocity to
suspend and carry away foreign materials.
Fly-Ash - A fine, solid particle of non-combustible ash carried out of a bed of solid fuel by the
draft.
Foreign Material - Any undesirable material on the surface of an item, in the atmosphere, or in
process liquids or gases that may be considered detrimental to the operation of the system
components.
Forging - A general term to describe the shaping of metal by hammering or squeezing, usually in
a die, at hot working temperatures.
Fracture Strength - As usually related to the tensile test, fracture strength, or true breaking
strength, is defined as the load on the specimen at the time of fracture.
Fracture Toughness - (Kc) A material property, measurable in the lab, that correlates the stress
needed to break a high strength material, with the size of any flaw present.
Full Anneal - To put in the fully soft condition (see Heat Treatment).
Gages, Gauges - A measurement of thickness. There are various standard gages such as
United States Standard Gage (USS), Galvanized Sheet Gage (GSG), Birmingham Wire Gage
(BWG).
Galvanic Corrosion - Corrosion associated with the presence of two dissimilar metals in a
solution (electrolyte). In principle, it is similar to bathtype plating in the sense that the anode
surface has lost metal (corroded).
Grain Size - A measure of the size of individual metallic crystals usually expressed as an
average. Grain size is reported as a number in accordance with procedures described in ASTM
grain size specifications (ASTM E112). Apparent Ferrite Grain Size is the average of the size of
the ferrite grains as microscopically viewed in the normalized or annealed condition. Austenitic
Grain Size, which is usually measured by the McQuaid-Ehn method, represents the austenitic
grain size of a material at a prescribed temperature above the upper critical, frequently 1700°F.
For austenitic stainless steels, the grain size does not change upon cooling and is that observed
microscopically at room temperature.
Gantry Crane - A traveling crane on a platform supported by towers or the side frames running
overhead.
Guide - A two directional restraint.
Hanger/Support - A component designed to carry deadweight, fluid flow dynamic, seismic,
and/or thermal loads.
Hardenability - The ease of hardening a steel (obtaining martensite) as cooling from austenite.
25-6
Piping/Mechanical Handbook
1996:Rev.2
Glossary
Section 25
Hardness - A measure of the degree of a material's resistance to indentation. It is usually
determined by measuring resistance to penetration, by such tests as Brinell (ASTM E10),
Rockwell (ASTM E18), and Vickers (ASTM E92).
Heat Treatment - A combination of heating and cooling operations applied to a metal or alloy in
the solid state to obtain desired conditions or properties. Heating for the sole purpose of hot
working is excluded from the meaning of this definition. See various types below:
• Age Hardening - Hardening by time dependent precipitation from a supersaturated solid
solution, usually after rapid cooling or cold working. Naturally aged refers to atmospheric
temperature. Artificially aged refers to elevated temperatures. Aging occurs more rapidly at
higher temperatures (synonymous with precipitation hardening). Over-aging leads to
softening.
• Air Hardening - When the hardenability is high enough such that air cooling from austenite
gives a martensitic structure.
• Annealing - Annealing is a heat treatment process which usually involves a relatively slow
cooling after holding the material for some time at the annealing temperature. The purpose of
the annealing treatment may include the following:
(a) to induce softness
(b) to remove internal stresses
(c) to refine the grain size
(d) to modify physical and/or mechanical properties
(e) to produce a definite microstructure
(f) to improve machinability
• Bright Anneal - Carried out in a controlled furnace atmosphere, so that surface oxidation is
reduced to a minimum and the product surface remains relatively bright.
• Drawing - Synonymous with TEMPERING, which is preferable.
• Full Anneal - Heating to a temperature above the critical and slow cooling.
• Isothermal Anneal - Austenitizing a heat treatable alloy and cooling to and holding at a
temperature at which austenite transforms to a relatively soft ferrite-carbide aggregate.
• Normalize - Normalizing is a process which consists of heating to a temperature
approximately 100°F above the upper critical temperature and cooling in still air.
• Quenching - A process of rapid cooling from an elevated temperature, by contact with liquids
or gases.
• Soft Anneal - A high temperature stress relieving anneal usually performed in the
temperature range of 1250°F to 1350°F. This anneal reduces hardness and strength of a cold
worked steel to achieve near maximum softness.
• Solution Anneal - Heating steel into a temperature range wherein certain elements or
compounds dissolve, followed by cooling at a rate sufficient to maintain these elements in
solution at room temperature. The expression is normally applied to stainless and other
special steels.
• Stabilizing Anneal - A treatment applied to austenitic stainless steels wherein carbides of
various forms are deliberately precipitated. Sufficient additional time is provided at the elevate
temperature to diffuse chromium into the areas adjacent to the carbides (usually grain
boundaries). This treatment is intend to lessen the chance of intergranular corrosion.
• Stress Relieving - A heat treatment which reduces internal residual stresses that have been
induced in metals by casting quenching, welding, cold working, etc. The metal is soaked at a
1996:Rev.2
Piping/Mechanical Handbook
25-7
Section 25
•
Glossary
suitable temperature for a sufficient time to allow readjustment of stresses. The temperature
of stress relieving is always below the transformation range. Finish anneal, medium anneal,
and soft anneal (sub-critical) describe specific types of stress relief anneals.
Tempering - Reheating quenched or normalized steel to a temperature below the
transformation range (lower critical) followed by any desired rate of cooling.
Hot Alignment - The alignment made when the rotating equipment is within 10% of its operating
temperature. Hot alignment is usually an Owner function after turnover. If the vibration of the
rotating equipment is within established criteria, hot alignment is not usually necessary.
Hot Finished Seamless Tubing - Tubing produced by rotary piercing, extrusion, and other hot
working processes without subsequent cold finishing operations.
Hot Rolled ERW Tubing - As welded electric resistance welded tubing made from hot rolled strip
or sheet.
Hot Working - The mechanical working of metal above the recrystallization temperature. The
metal does not work harden.
Huey Test - A corrosion test for stainless steels. The weight loss per unit area is measured after
each of five 48-hour boiling cycles in 65% nitric acid. The test results are calculated and reported
as the average corrosive rate of the five cycles in inches per month (ipm). The test is used to
determine the suitability of a material for nitric acid service. Since most of the weight loss is due
to intergranular attack, the Huey test is commonly used as an indication of the resistance of a
stainless steel to intergranular corrosion.
Hydrostatic Test - A pressure test to determine the structural integrity and leak tightness of a
system or component using a test medium of water or a liquid compatible with the system or
component.
Impact Testing - There are several methods of determining the toughness of a steel, but the Izod
and Charpy notched-bar tests (ASTM E23) are used quite widely. In both tests, notched samples
are cooled or heated to the desired test temperature, then struck once with a pendulum which
fractures the specimen. The energy required to fracture the specimen, the impact strength, is
measured in foot-pounds.
Inaccessible Area - Areas or openings in a component which are not readily accessible for
cleaning or inspection during and after fabrication, and where dirt, liquids, or other foreign
materials may be trapped during fabrication.
Inclusions - Particles of nonmetallic impurities, usually oxides, sulphides, silicates, which are
mechanically held in metals and alloys during solidification.
Induction Heating - A process of heating by electrical induction.
Ingot - A cast metal shape suitable for subsequent rolling or forging.
Intergranular Corrosion - A type of electrochemical corrosion that progresses preferentially
along the grain boundaries of an alloy, usually because the grain boundary regions contain
material anodic to the central regions of the grain.
25-8
Piping/Mechanical Handbook
1996:Rev.2
Glossary
Section 25
Internal Sleeve - A device which minimizes contact between the inner surface of the expansion
joint bellows and the fluid flowing through it.
Internal Soundness - Refers to condition of inside material, lack of defects, pipe segregation,
and non-uniformity of composition.
Isophase Bus - Connects the generator to the transformers and are made with aluminum
conductors.
Isothermal Anneal - See Heat Treatment.
Izod Impact Test - See Impact Strength Testing
Jominy Test - Hardenability test performed usually on alloy steels to determine depth and degree
of hardness resulting from a standard end quenching method with cold water (ASTM A255).
Killed Steel - Steel deoxidized with an agent such as silicon or aluminum used to react with (kill)
the gases escaping during solidification. All continuous cast steels and other than low carbon
steels are killed.
Ladle - A large vessel into which molten steel or molten slag is received and handled.
Ladle Analysis - Chemical analysis obtained from a sample taken during the pouring of the steel.
Laminations - Defects resulting from the presence of blisters, seams, or foreign inclusions
aligned parallel to the worked surface of a metal.
Lap - A surface defect caused from folding the surface of an ingot, bloom, or bar during hot
rolling operations and then rolling or forging the fold into the surface.
Lateral Expansion - A measure of the ductility of a steel as a result of the impact testing
specimen examination. It's expressed as the transverse dimension of the specimen after impact
fracture versus the original dimension.
Limit Stops and Rods - Devices used to restrict the range of movement of an expansion joint.
Loops - A closed electrical circuit usually transmitting information from a remote or field mounted
device back to the control room or any central information gathering station.
Machinability - A measure of the relative ease with which steel may be machined. Special free
machining grades have added sulfur to produce brittle chips.
Machining - The deliberate removal of metal by one or more of several processes.
Macroetch - A testing procedure for locating and identifying porosity, pipes, bursts, unsoundness,
inclusions, segregations, carburization, flow lines from hot working, etc. Surface of the test piece
should be reasonably smooth or even polished. After applying a suitable etching solution, the
structure developed by the action of the reagent may be observed without a microscope.
Magnetic Center - The point at which the motor shaft will equalize its longitudinal travel while in
operation. This point is usually indicated on the shaft extension by the manufacturer. Upon
starting, the motor armature will move longitudinally within the housing until it finds the magnetic
1996:Rev.2
Piping/Mechanical Handbook
25-9
Section 25
Glossary
center of the coil. The larger the motor, the more movement and time required to find the
magnetic center.
Magnuflux Test (Magnetic Particles Test) - This test is conducted by suitably magnetizing a
ferrous material and applying a prepared wet or dry magnetic powder or fluid which adheres to it
along lines of flux leakage. It shows the existence of surface and slightly subsurface
nonuniformities.
Malleability - The property that determines the ease of deforming a metal when the material is
subjected to rolling or hammering. The more malleable metals can be hammered or rolled into
thin sheet.
Mandrel - (1) A device used to retain the cavity in hollow metal products during working. - (2) A
metal bar around which other metal may be bent, formed or shaped.
Maraging - A process of improving the mechanical strength of certain special high nickel steels.
The name was derived from two hardening reactions; martensite and aging. The maraging
strengthening mechanism is based on the age hardening (precipitation hardening) of extra-low
carbon martensite.
Martensite - A constituent in quenched steel formed without diffusion and only during rapid
cooling below the martensitic start (Ms) temperature. Martensite is the hardest of the
transformation products of austenite. The carbon is forcibly retained in solution. The more the
carbon content, the harder the martensite and the more brittle the steel.
Material Test Report - Definition of a document released by a manufacturer reporting test results
uniquely related to the product supplied for a specific purchase order.
McQuaid-Ehn Test - A special test for revealing the austenitic grain size of ferritic steels when
the steel is heated to 1700°F. and carburized. There are eight standard McQuaid-Ehn grain sizes
- sizes 5 to 8 are considered fine grain and sizes under 5 are considered course grain.
Mechanical Cleaning - The removal of foreign material by mechanical means such as wiping,
abrasive blasting, brushing, grinding, sanding, chipping, water jetting, or air blowing.
Mechanical Properties - Those properties of a material that reveal the elastic and plastic
reactions when force is applied, or that involve the relationship between stress and strain; for
example, the modulus of elasticity, hardness, tensile strength and fatigue limit. These properties
have often been referred to as "physical properties," but the term "mechanical properties" is
correct.
Mechanical Tubing - Used for a variety of mechanical and structural purposes, as opposed to
pressure tubing, which is used to contain or conduct fluids or gases under pressure, it may be hot
finished or cold drawn. It is commonly manufactured to consumer specifications covering
chemical analysis and mechanical properties.
Metallography - The science dealing with the constitution and structure of metals and alloys as
revealed by the unaided eye or by such tools as low powered magnification, optical microscopes,
electron microscopes, and diffraction or X-ray techniques.
25-10
Piping/Mechanical Handbook
1996:Rev.2
Glossary
Section 25
Metric System of Measurements - In the metric system of measurements, the principal unit for
length is the meter; the principal unit for volume, the liter; and the principal unit for weight, the
gram. The following prefixes are used for sub-divisions and multiples:
1996:Rev.2
Piping/Mechanical Handbook
25-11
Section 25
Glossary
micro = 1 /1,000,000;
milli = 1 /1000;
centi = 1 /100;
deci = 1 /10;
deca = 10;
hecto = 100;
kilo = 1000;
mega = 1,000,000.
In abbreviations, the sub-divisions are frequently used with a smaller letter and the multiples with
a capital letter, although this practice is not universally followed everywhere the metric system is
used. All the multiples and the subdivisions are not used commercially. Those ordinarily used for
length are kilometer, meter, centimeter, and millimeter; for area, square meter, square centimeter
and square millimeter; for volume, cubic meter, cubic decimeter (liter), cubic centimeter, and cubic
millimeter. The most commonly used weights are the kilogram and gram. The metric system was
legalized in the United States by an Act of Congress in 1966.
Microcleanliness - Refers to the extent or quality of nonmetallic inclusions observed by
examination under a microscope.
Micro-Etch - Micro-etching is used for the examination of a sample under a microscope. Etching
solutions tend to reveal structural details because of preferential chemical attack on the polished
surface.
Minimum Wall - Any wall having tolerances specified all on the plus side.
Modulus of Elasticity - The ratio of stress applied to a material and the resulting strain occurring
at the stresses below the elastic limit.
MCC - Motor Control Centers provide a enclosure or panel housing for electrical breakers, and
instruments. The motor control center is also a sub-feed for lighting, heating, and smaller motors.
Non-Destructive Testing - Methods of detecting defects without destroying or permanently
changing the material being tested. Test methods include ultrasonic, eddy current, magnetic
particle, liquid penetrant, x-ray, hardness testing, and all kinds of positive material identification
systems.
Non-Ferrous - Any non-iron alloy, such as copper, brass, bronze, aluminum, and plastic.
Notch Brittleness - Susceptibility of a material to brittle fracture at points of stress concentration.
Notch Sensitivity - A measure of the reduction in strength of a metal caused by the presence of
stress concentration.
Offset Length - The length of pipe perpendicular to an expanding or moving section of pipe (for
example, between the intersecting pipe and the first restraint) which absorbs the movement by
bending.
Oil-Free Air - Air that is apparently oil free as available from an oil-free air compressor, or air
which has been passed through a combination oil absorber filtering unit reducing oil vapor to 1
ppm maximum.
25-12
Piping/Mechanical Handbook
1996:Rev.2
Glossary
Section 25
Orifice - A small opening that is used to control or measure flow rate in the process fluid.
Ovality - The difference between the maximum and minimum outside diameters of any one cross
section of a tube or a fitting. It is a measure of deviation from roundness.
Oxidation - In its simplest terms, oxidation means the combination of any substance with oxygen.
Scale developed during heat treatment is a form of oxidation.
Oxide - A compound consisting of oxygen and one or more metallic elements.
Parallel (Offset) Alignment - An alignment condition in which the axis of rotation of both the
motor and the driven unit are located within identical vertical and horizontal planes. Parallel
misalignment occurs when the shaft axes are parallel but not concentric.
Particulate Matter - Finite or small particles of foreign material such as dust, slag, scale, or weld
splatter which can be seen or verified as individual particles without magnification.
Passivate - The changing of the chemically active surface of a metal to a much less active state
by the application of the proper chemical treatment or by allowing natural oxidation to occur by
exposure to air. An example of chemically passivating stainless steel would be to immerse
stainless in a hot solution of approximately 10 to 20 percent by volume nitric acid and water.
Anodizing of aluminum is another example.
Pearlite - A mixture of ferrite and cementite that occur in steels.
Pitting Corrosion - Non-uniform corrosion usually forming small cavities in the metal surface.
Photomicrograph - A photographic reproduction of an object magnified more than ten times
used to show microstructure characteristics of steel.
Physical Properties - Those properties not specifically related to reaction to external forces.
These include such properties as density, electrical resistance, coefficient of thermal conductivity
and melting point.
Pickling - Use of solutions, usually acids, to remove surface oxides from a steel product, may
also be used to provide a desired surface finish.
Piercing - A seamless tube-making method in which a hot billet is gripped and rotated by rolls or
cones and directed over a piercer point which is held on the end of a mandrel bar.
Pit - A sharp, usually small, depression in the surface of metal.
Pitting - Localized corrosion of metal resulting in surface defects.
Plane Strain Fracture Toughness - The minimum fracture toughness of a material.
Plenum - A device used to balance flow into several chambers or paths.
Pneumatic Test - A pressure test to determine the leak tightness of a system or component
using a test medium of nonflammable gas compatible with the system or component.
Porosity - Unsoundness caused in cast metals by the presence of blowholes, shrinkage cavities,
or in a weld caused by gases that did not escape the molten weld metal.
1996:Rev.2
Piping/Mechanical Handbook
25-13
Section 25
Glossary
Positive Material Identification - The definition used for any kind of non-destructive chemical
analysis capable of positively identify a grade of steel.
Post Weld Heat - Provides stress relief in the welded joint after the weld has been completed.
This is primarily required for thicker carbon steel or carbon steel alloys or for process reasons
(e.g. amine systems).
Pressure Tubing - Tubing produced for the purpose of containing or conducting fluids or gases
under pressure.
Profilometer - An instrument used for measuring surface finish. The vertical movements of a
stylus as it traverses the surface are amplified electromagnetically and recorded (or indicated) as
the surface roughness.
Purge Connections - Connections used to inject a liquid or gas between an expansion joint
bellows and the internal sleeve to keep the area clear of corrosive media.
Pyrometer - An instrument of any of various types used for measuring temperatures.
Quenching - See Heat Treatment.
Random Length - Tubing produced to a permissible variation in length.
Recrystallization - The reversion of distorted cold worked microstructure to a new soft, strain-free
structure during annealing. Typically, the required temperature is above half the melting point
unless the material is very heavily cold worked.
Reduction of Area - A measure of ductility determined in a tensile test. It is the percentage
change in cross sectional area after working.
Relay - An electromagnetic device for remote or automatic control, actuated by variations in the
conditions of an electrical circuits and in turn operating other electrical devices.
Restraint - A component which controls or limits the movement of piping. A restraint is generally
specified as single or two directional by the planes in which they restrict movement.
Rimmed Steel - A steel that is not killed, where the gases escaping during solidification are
allowed to escape. The steel froths.
Rim Runout - The concentricity of the coupling flange perimeter in relationship to the shaft axis.
Rockwell Hardness - A hardness test (ASTM E18).
Rust - Corrosion products, consisting largely of iron oxide. Such oxides may vary in color from
red to black and may form a loosely adherent covering to a tightly adherent light film.
Scale - An oxide of iron which forms on the surface of hot steel.
Seam - A tight, but unwelded imperfection on the surface of a wrought metal product.
Segregation - Nonuniform distribution of alloying elements, impurities or microphases.
Semi-Killed Steel - Steel that is incompletely deoxidized to permit the evolution of carbon
monoxide, thereby offsetting solidification shrinkage.
25-14
Piping/Mechanical Handbook
1996:Rev.2
Glossary
Section 25
Sensitization - Sensitization of stainless steel is defined as a susceptibility to preferential grain
boundary attack. Material which exhibits grain boundary carbide precipitation may or may not be
sensitized.
Service Water - Provides cooling water for the turbine and a heat sink for other processes or
system equipment.
Shear Value - Definition of fracture mode of an impact testing specimen. It is usually recorded as
percent of the total specimen area fractured in shear mode, rather than cleavage mode. It is an
indication of the fracture propagation properties of the tested steel. The higher the shear
percentage, the lower the sensitivity to fracture propagation.
Soft Anneal - See Heat Treatment.
Specification - A document defining the measurements, tests, and other requirements to which a
product must conform - typically covering chemistry, mechanical properties, tolerances, finish,
reports, marking and packaging.
Stabilizing Elements - Chemical elements added intentionally to a stainless steel to help prevent
sensitization phenomenon due to chromium carbide precipitation. Such elements (Titanium,
Columbium, Tantalum) have the function to preferentially form carbide compounds, thus
preventing the formation of chromium carbides. Typical stainless steel stabilized grades are 321,
347 and 348.
Stress Corrosion Cracking - Cracking of metals under combined action of corrosion and stress.
The stress can be either applied or residual. Austenitic stainless steels are especially
susceptible to cracking in chloride containing environments. Usually, it only occurs above a
particular temperature.
Strip - A flat-rolled steel product which serves as the raw material for welded tubing.
Structural - Includes the building steel above and below grade for all Steel structures.
Sump - A pit or reservoir serving as the collection point for drainage systems.
Swaged - A mechanical reduction of the cross sectional area of a metal, performed hot or cold by
forging, pressing or hammering.
Tap Water (Potable Water) - Water that meets public health standards for potable or drinking
water.
Tempering - See Heat Treatment.
Tensile Strength - The maximum load per square inch of original cross-sectional area carried
during a tension test to failure of the specimen. This term is preferred over the formerly-used
ultimate strength. The tensile test is described in ASTM E6 and E8.
Terminal Point - The end of the pipe which connects to a larger pipe branch connection or
equipment connection. This point is considered a moving anchor for hanger analysis.
Thermal Analyzed Piping - Piping over 200 oF in which a thermal analysis is required due to
expansion of the system in addition to deadweight support.
1996:Rev.2
Piping/Mechanical Handbook
25-15
Section 25
Glossary
Thermal Conductivity - A measure of the ease with which heat is transmitted through a material.
Thermal/Deadweight Analyzed Piping - Piping below 200 oF which must be analyzed for thermal
expansion due to thermal growth in excess of 0.1" in any direction.
Thermal Expansion - The change in pipe length resulting from temperature changes from a
given base temperature. The temperature change may be due to the temperature of the fluid or
gas or due to changes in the ambient temperature.
Thermocouples - A device used to record temperature in process fluids or during post weld heat
treatment.
Tie Rods - Rods or bar devices which restrain an expansion joint from the thrust due to internal
pressure.
Tolerance - Permissible variation.
Torsion - A twisting action resulting in shear stresses and strains.
Toughness - A measure of ability to absorb energy and deform plastically before fracturing.
Transformation Temperature - The temperature at which a change in phase occurs in steels.
The term is sometimes used to denote the limiting temperature of a transformation range.
Transverse Tension Test - A tension test for evaluating mechanical properties of a material in a
direction transverse to that of rolling.
Traveling Racks - Devices used at intakes for the plant water system Screens/Trash to remove
debris from the water.
Ultimate Strength - See Tensile Strength.
Ultrasonic Testing - The method of detecting defects in tubes or welds by passing high
frequency sound waves into a material then monitoring and evaluating the reflected signals.
Upsetting - A metal-working operation similar to forging, generally used to thicken the ends of
tubes prior to threading.
Vacuum Breakers - Devices used to prevent collapsing of vessels or piping.
Vickers Hardness Test - A common hardness test (ASTM E92).
Water Box - A box for holding water, used as a transition area between the condenser and
circulating water piping.
Work Hardening - Hardening of a metal as a result of cold working (see Cold Working).
Yield Point - The stress in a material at which plastic deformation begins.
Yield Strength - The stress at which a material exhibits a specified deviation from proportionality
of stress and strain. An offset of 0.2% is most frequently used.
25-16
Piping/Mechanical Handbook
1996:Rev.2
Section 26
References
The following references are applicable to Piping/Mechanical work activities:
AISC Manual of Steel Construction, published by the American Institute of Steel Construction, Inc.,
400 North Michigan Avenue, Chicago, Illinois 60611
ASTM Order Department, 1916 Race Street, Philadelphia, PA 19103, Telephone: 215-299-5585,
FAX: 215-977-9679
Cameron Hydraulic Data Handbook, published by Ingersoll-Rand Corporation, Woodcliff Lake, NJ
Chemical Engineering Magazine, published by McGraw-Hill, Inc., 1221 Avenue of The Americas,
New York, N.Y. 10020, Telephone: 212-512-2000
Electric Light and Power Magazine
Engineering News Record, published by McGraw-Hill, Inc., 1221 Avenue of The Americas, New
York, N.Y. 10020, Telephone: 212-512-3549, FAX: 212-512-3150
Federal and Military Specifications, Standardization Document Order Desk, Bldg. 4, Section D, 700
Robbins Avenue, Philadelphia, PA 19111-5094, Telephone: 215-697-2179, FAX: 215-697-2978
Fluid Flow Handbook published by Crane
Handbook of Air Conditioning System Design, prepared by the Carrier Air Conditioning Company,
McGraw-Hill Book Company, 1221 Avenue of The Americas, New York, N.Y. 10020
HILTI Corporation, manufacturer of concrete fasteners, P.O. Box 21148, Tulsa, OK 74121,
Telephone: 800-879-7000, FAX: 800-879-7000
ITT Grinnell Pipe Support Catalog
Lokring Corporation, manufacturer of mechanical piping couplings, 396 Hatch Drive, Foster City, CA
94404, Telephone: 415-578-9999, FAX: 415-578-0216
McMaster-Carr Catalog
Mechanical Engineering Magazine, published by the American Society of Mechanical Engineers,
United Engineering Center, 345 East 47th Street, New York, NY 10017, Telephone: 212-705-7722,
FAX: 212-705-7674
Mechanical Estimating Guidebook, by John Gladstone, McGraw-Hill Book Company, 1221 Avenue
of The Americas, New York, N.Y. 10020
National Insulation and Abatement Contractors Association, 99 Canal Center Plaza, Suite 222,
Alexandria, VA 22314, Telephone: 703-683-6422, FAX: 703-549-4838
Navco Piping Datalog published by the National Valve and Manufacturing Company (NAVCO),
c/o Basic Engineers, P.O. Box 15238, Pittsburgh, PA 15238, Telephone: 412-826-1900
© 1996 Bechtel Corp.
Piping/Mechanical Handbook
26-1
Section 26
References
Phillips Driscopipe, Inc., manufacturer of high density polyethylene piping, P.O. Box 83-3866, 2929
North Central Expressway, Suite 300, Richardson, Texas 75083, Telephone 800-527-0662, FAX:
214-783-2689
Pipe Fitters Handbook/Manual, published by Tube Turns, a division of Chemetron Corporation, P.O.
Box 32160, Louisville, KY 40232
Pipe Fitters Handbook/Manual, published by Grinnell Supply Sales Co., Marketing/Design Services,
Providence, RI 02903
Piping Guide, Volumes 1 and 2, published by Syentek Book, P.O. Box 277, Cotati, California 94928
Piping Handbook, Edited by Reno C. King, McGraw-Hill Book Company, 1221 Avenue of The
Americas, New York, N.Y. 10020
Plant Engineering Magazine
Power Engineering Magazine, published by Pennwell Publications, 1250 South Grove Avenue, Suite
302, Barrington, Illinois, 60010-5066, Telephone: 708-382-2450, FAX: 708-382-2977
Power Magazine, published by McGraw-Hill, Inc., 1221 Avenue of The Americas, New York, N.Y.
10020, Telephone: 609-426-5667, FAX: 609-426-7635
Quicky Guide to Math Functions
Standard Handbook for Mechanical Engineers (formerly Marks’ Mechanical Engineers’ Handbook),
Edited by Theodore Baumeister, McGraw-Hill Book Company, 1221 Avenue of The Americas, New
York, N.Y. 10020
Steam Book published by Crane
Steel Structures Painting Manual, Volumes 1 and 2, published by the Steel Structures Painting
Council, 4400 Fifth Avenue, Pittsburgh, PA 15213
Stockham Valves and Fittings, Box 10326, Birmingham, Alabama 35202 Telephone: 205-5926361
Swagelok Tube Fittings, manufactured by Crawford Fitting Company, 29500 Solon Road, Solon,
Ohio, 44139
Troubleshooters’ Handbook for Mechanical Systems, by Robert Henderson Emerick, P.E.,
McGraw-Hill Book Company, 1221 Avenue of The Americas, New York, N.Y. 10020
Victaulic Corporation, manufacturer of mechanical pipe couplings, P.O. Box 31, Easton, PA 180440031, Telephone: 215-559-3300, FAX: 215-250-8817
Henry Vogt Machine Company, Manufacturer of Heat Recovery Steam Generators (HRSG), P.O.
Box 1918, Louisville, Kentucky 40201-1918, Telephone: 502-634-1500, FAX: 502-634-0549,
Welded Pipe Fitting Handbook published by Ladish
Yarway Industrial Steam Trapping Handbook
26-2
Piping/Mechanical Handbook
1996:Rev.2