King Fahd University of Petroleum & Minerals
Mechanical Engineering Department
ME 322: MANUFACTURING PROCESSES
Semester (191)
Homework # 1
Assigned on: 17/09/2017
Due date: 24/09/2019
Use this page as a cover page for your HW
Warning: Copying any problem or part of a problem will
result in zero grade for the whole homework.
Name: _____________________________ ID #: _________________ Section #: _____
#
Marks Grades
1
20
2
15
3
20
4
15
5
15
6
15
Total 100
Problem 1 (20 points)
A local manufacturing company is starting a new batch-production of 5200 machined parts. The starting
work part costs 7.50 SR, each. Part handling time for each cycle = 3.5 min, and machining time per part
= 3.26 min. It takes 180 min to set up the machine for the whole production. Equipment cost rate = 125.00
SR/hr, and labor cost rate = 75.00 SR/hr. Both rates include overhead costs. The cutting tool in the
operation costs = 42.00 SR, and it must be changed every 20 parts. Tool change time = 3.5 min.
Availability of the machine tool = 94.0%, and the scrap rate = 4.0%. Determine:
a)
b)
c)
d)
required time (hours) to complete the batch;
production rate of good parts;
total cost of the batch;
cost of good-finished part.
Problem 2 (15 points)
A production machine was purchased seven years ago for an installed price of 735,000$. At that time it
was anticipated that the machine would last 10 years and be used 4000 hours per year. However, it is now
in need of major repairs that will cost 135,000$. If these repairs are made, the machine will last five years,
operating 4000 hours per year. Applicable overhead rate = 35%. Determine the equipment cost rate ($/hr)
for this machine: a) before repair (original); b) after repair.
Problem 3 (20 points)
A production machine operates in a semi-automatic cycle but a worker must attend the machine 100% of
the time to load parts. Unloading is accomplished automatically. The worker’s cost rate = 27$/hr
including applicable labor overhead rate. The equipment cost rate of the machine = 18.00$/hr including
applicable overhead costs. Cost of the starting parts = 0.15$/pc. The job runs several months so the effect
of setup can be ignored. Each cycle, the actual process time = 24 sec, and time to load the part = 16 sec.
Automatic unloading takes 5 sec. A proposal has been made to install an automatic parts-loading device
on the machine. The device would cost 23,000$ and would reduce the part loading time to 6 sec each
cycle. Its expected life is 4 years. The device would also relieve the worker from full-time attention to
the machine. Instead, the worker could assist four machines, effectively reducing the labor cost to 25%
of its current rate for each machine. The operation runs 250 days per year, eight hours per day (assume
availability = 100% and without scrap). Determine the cost per part produced: (a) without the parts
loading device; (b) with the parts loading device installed. (c) How many days of production are required
to pay for the automatic loading device? In other words find the breakeven point.
Problem 4 (15 points)
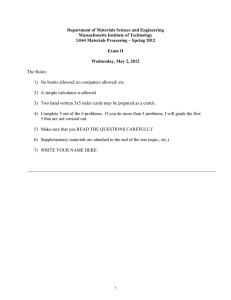
The down sprue shown in the figure is used to deliver liquid
cat iron (density = 7.80 g/cm3) at a flow rate of 2000 cm3/s.
Starting with Bernoulli equation, determine:
(a) the velocity of the molten metal at the bottom of the
sprue (3);
(b) the area at the bottom of the sprue (3);
(c) the area at the top (2) of the sprue (neglect friction).
Problem 5 (15 points)
Total solidification times of three casting geometries of the same volume are to be compared:
(1) a sphere with diameter = 12.5 cm; (2) a cylinder with a diameter = height; (3) a cube. The
same casting alloy is used for all three cases.
(a) Determine the relative solidification times for each geometry.
(b) Which geometric element would make the best riser? Why?
(c) If the mold constant = 3.25 min/cm2 in Chvorinov's rule, compute the total solidification
time for each casting.
Problem 6 (15 points)
A flat plate is to be cast in an open mold whose bottom has a square shape of 25.0 cm by 25.0 cm. The
mold is 5.0 cm deep. A total of 1,000 cm3 of molten aluminum is poured into the mold. Solidification
shrinkage is known to be 6.0%, which is a volumetric contraction, not a linear contraction. Table 7.1
lists the linear shrinkage due to thermal contraction after solidification. If the availability of molten
metal in the mold allows the square shape of the cast plate to maintain its square dimension until
solidification is completed, determine the final dimensions (width and height) of the plate.
 0
0