Melt-Pressure Transducers Part II
advertisement

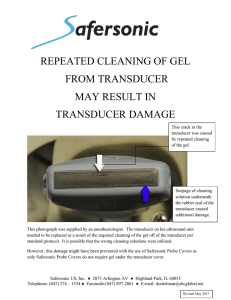
From lab to production, providing a window into the process Melt-Pressure Transducers Part II When selecting a melt pressure transducer, the first factor you should consider is the pressure range that will be measured. Available in ranges between 0 to 25 psi and 0 to 30,000 psi, transducers must be operated within their stated pressure range to ensure proper functioning. A transducer can be damaged if the extruder is operated at pressure levels beyond the transducer's rated capability, resulting in inaccurate pressure readings. Next, make sure that the transducer's electrical output is compatible with the extrusion control system. The distance the wire must run, the transducer's proximity to other equipment, and the amount of electrical noises present in a given system all influence the type of output that is required to provide usable data. Durable construction and coating selection are other critical factors to be addressed. The transducer's lower sensing diaphragm should be between 0.004 and 0.005 inches thick to ensure durability and remain stable at varying temperatures. Some transducers with thicker diaphragms are more rugged but less accurate than other designs. On some models, the diaphragm is attached to the unit by welding across the diaphragm's circumference. This place stress directly on the diaphragm itself. Other designs employ a diaphragm itself. Other designs employ a diaphragm cap that shifts all the stresses behind the diaphragm. Diaphragms can be coated to prevent damage from abrasion and corrosion. The coating must be chosen for its ability to withstand the effects of the specific process the transducer is monitoring. Several coatings are available with varying degrees of abrasion and corrosion resistance, depending on the specific process to be monitored. A transducer can be damaged if the extruder is operated at pressure levels beyond the transducer's rated capacity. In high temperature applications (400 to 600°F), a poorly designed transducer will fluctuate with temperature changes and give inconsistent readings. A well-built transducer will compensate for such shifts, providing a reading as close to the measured point as possible. Melt-Pressure Transducers Part II Melt-pressure transducers are generally accurate to within ±0.25 to ±1% of full-scale output. Transducer accuracy is determined by its linearity, repeatability and hysteresis. Linearity is the maximum deviation of the transducer output from a defined straight line during a calibration cycle. Repeatability simply refers to the ability of a transducer to reproduce readings under identical conditions of pressure and temperature. Accuracy is gauged by totaling all the deviations of a transducer's output from a specified straight line. Periodically, transducers must be calibrated to ensure precise readings. One way to accurately calibrate transducers is to select a model with internal calibration, such as an 80-percent-of-full-scale, internal-shunt-calibration resistor that is built into the transducer. Located in the strain-gage bridge, the compensation resistor offers fast and precise transducer-to-instrumentation calibration. Internal calibration can be bypassed if external shunt calibrations at other values are needed. A final consideration is the ability of the transducer supplier to support its products. A responsive engineering department and service organization will, for example, help minimize unproductive downtime if a problem with the transducer occurs. A supplier's ability to provide custom units can also solve problems associated with specialized applications. Installation and Maintenance Incorrect mounting and installation is one of the most common causes of damage to transducers. Forcing a transducer into a hole that's too small or has been incorrectly machined will crush the sensing diaphragm. Make sure that the mounting hole is properly gauged to prevent thread galling. Attempting to screw a transducer into an incorrectly sized mounting hole will damage the unit's threads and result in improper functioning. Forcing a transducer into a hole that's too small or has been incorrectly machined will crush the sensing diaphragm. Before starting the extruder drive, turn on the heater bands and allow enough time for the plastic to reach a molten state. Failure to follow this procedure can damage the transducer and extruder. The extruder barrel should also be warm before the transducer is removed. Otherwise, cold melt and material adhering to the transducer tip can damage the diaphragm as the transducer is removed from the barrel. Since cleaning materials and procedures can ruin the transducer diaphragm, always remove transducers from the machine before cleaning the extruder barrel. After the extruder is cleaned, remove any hardened plastic from the mounting holes before reinserting the transducers. Don't use wire brushes or knives to clean solidified polymer from the transducer tip. To Melt-Pressure Transducers Part II prevent damage to the diaphragm, heat the probe to the melt temperature, not to exceed 750°F (for most models), and remove the polymer with a soft cloth. Hot fluidized-bed cleaning systems can also be used to safely clean transducers. By following these guidelines, the extrusion processor will be assured of years of reliable service and accurate pressure measurement. www.dynisco.com ©2016. Dynisco reserves the right to make changes without notice. Refer to www.dynisco.com for access to Operator Manual and other support documentation. Hotline1-800-Dynisco 38 Forge Parkway www.dynisco.com Franklin, MA 02038 Phone +1 508 541 9400 USA Fax +1 508 541 6206 Emailinfoinst@dynisco.com Dynisco Dynisco Europe, GmbH Pfaffemstr. 21 Phone 74078 Hellbronn Fax Germany Email +49 7131 297 0 +49 7131 297 166 dyniscoeurope@dynisco.com Dynisco Shanghai Building 7A, No. 568 Longpan Rd Malu Jiading, 201801 China Phone +86 21 34074072-819 Toll Free +86 400 728 9117 Fax +86 21 34074025