Enzyme and Microbial Technology 41 (2007) 312–317
High-density cultivation of oleaginous yeast
Rhodosporidium toruloides Y4 in fed-batch culture
Yonghong Li a,b , Zongbao (Kent) Zhao b,∗ , Fengwu Bai a,b
a
Department of Bioscience and Bioengineering, Dalian University of Technology, Dalian 116023, PR China
b Division of Biotechnology, Dalian Institute of Chemical Physics CAS, Dalian 116023, PR China
Received 19 December 2006; received in revised form 22 February 2007; accepted 22 February 2007
Abstract
Microbial lipid production by the oleaginous yeast Rhorosporidium toruloides Y4 was studied using glucose as carbon source, in order to realize
high-density cell culture. Batch cultures demonstrated that there was little inhibitory effect with a substrate concentration of up to 150 g l−1 . Flask
fed-batch cultures were run for 25 days and reached a dry biomass and cellular lipid content of 151.5 g l−1 and 48.0% (w/w), respectively. Using
pilot-scale fed-batch cultures in a 15-l stirred-tank fermenter for 134 h resulted in dry biomass, lipid content and lipid productivity of 106.5 g l−1 ,
67.5% (w/w) and 0.54 g l−1 h−1 , respectively. The fed-batch culture model used here featured initial nutrient-rich media and a pure carbon source
with discontinuous feeding. Gas chromatography analysis revealed that lipids from R. toruloides Y4 contained mainly long-chain fatty acids with
16 and 18 carbon atoms. The four major constituent fatty acids were oleic acid, palmitic acid, stearic acid and linoleic acid. A slight increase in
stearic acid production was found during the culture process. Based on these compositional data, microbial lipids from R. toruloides Y4 are a
potential alternative oil resource for biodiesel production.
© 2007 Elsevier Inc. All rights reserved.
Keywords: High-density cell culture; Rhorosporidium toruloides Y4; Fed-batch culture; Microbial lipid
1. Introduction
Microorganisms that can accumulate lipids at more than 20%
of their biomass are defined as oleaginous species [1]. Some
yeast strains, such as Rhodosporidium sp., Rhodotorula sp. and
Lipomyces sp. can accumulate intracellular lipids as high as
70% of their biomass dry weight. The majority of those lipids
are triacylglycerol (TAG) contained long-chain fatty acids that
are comparable to conventional vegetable oils [2]. More importantly, some of those oleaginous species show the ability to
metabolize pentoses, demonstrating the potential to produce
TAG from lignocellulosic biomass and other cheap materials
[3–5]. Recent demand for biodiesel worldwide has turned TAG
into an ever-growing and substantial consumption resource [6].
As TAGs from oil crops, woody oil plants or animal fats are
currently just balancing the demands of food supply and oleochemical industry, the quest for non-traditional TAG production
processes, especially those that can be operated continuously
∗
Corresponding author. Tel.: +86 411 8437 9211; fax: +86 411 8437 9211.
E-mail address: zhaozb@dicp.ac.cn (Z. Zhao).
0141-0229/$ – see front matter © 2007 Elsevier Inc. All rights reserved.
doi:10.1016/j.enzmictec.2007.02.008
and with no extensive arable land requirement, is pivotal for a
sustainable biodiesel industry. In this regard, microbial TAGs
may be a prospective alternative feedstock.
The basic physiology of lipid accumulation in microorganisms has been well studied. It is known that lipid production
requires medium with an excess of sugars or similar components (e.g., glycerol, polysaccharides, etc.) and limited other
nutrients, usually nitrogen. Thus, oleaginous potential is critically affected by the carbon-to-nitrogen (C/N) ratio of the culture
and other factors like aeration, inorganic salt presence, etc. [7].
Various microorganisms are capable of accumulating huge quantities of lipid when cultured on hydrophobic materials, while
lipoid production is restricted when cultivation is carried out in
nitrogen-limited sugar-based media [8–10].
The costs of microbial oil production are currently higher
than those of vegetable oil but there are many methods
to drastically improve the techno-economics of microbial
oil production processes. In particular, the exploration of
lignocellulose-based carbohydrates as feedstock may greatly
lower the costs. Process engineering that leads to a higher lipid
production rate and cellular lipid content may also contribute
in this regard. Different cultivation modes, including fed-batch
Y. Li et al. / Enzyme and Microbial Technology 41 (2007) 312–317
313
and continuous fermentations, have been used to increase
cell density of oleaginous microbes. Evans and Ratledge [11]
studied Candida curvata D growing on glucose and xylose in a
continuous fermentation process and obtained lipid production
rates of 0.16 and 0.27 g l−1 h−1 , respectively and a cell density
of around 14 g l−1 . Hassan et al. [12] optimized the growth of
Apiotrichum curvatum in a continuous culture system using
glucose and reached a lipid production rate of 0.42 g l−1 h−1
and lipid content of 31.9% (w/w). Pan et al. [13] obtained a cell
density of 185 g l−1 in an 84-h fed-batch culture of Rhodotorula
glutinis aerated with oxygen-enriched air. Yamauchi et al. [14]
obtained a cell density of 153 g l−1 and a lipid content of 54%
(w/w) using fed-batch cultures of Lipomyces starkeyi for 140 h.
The red yeast Rhodosporidium toruloides is a known microbial lipid producer and extensive characterization the oleaginous
profile of R. toruloides CBS 14 has been reported [15–17], but
its high-density fermentation has so far not been published.
We have recently identified R. toruloides Y4, a lignocellulose
hydrolysate domesticated strain of R. toruloides AS 2.1389,
originally from China General Microbiological Culture Collection Center, which can accumulate lipids up to 76.1% of cell dry
weight [18].
In this study, we developed an effective, yet simple fed-batch
fermentation system for lipid production using R. toruloides Y4.
This process greatly increased cell density as well as the rate of
lipid production.
inoculum. The cultures were incubated in an orbital shaker at a rotary rate of
200 rpm at 30 ◦ C. Twenty-five milliliter of 500 g l−1 glucose was fed in 5-ml
aliquots when residual glucose was lower than 20 g l−1 . Samples of 0.2 ml were
withdrawn every 12–24 h for residual sugar analysis and estimation of biomass.
Pilot scale fed-batch fermentation was carried out in a 15-l stirred-tank bioreactor (FUS-15L (A), Guoqiang Bioengineering Equipment Co. Ltd., Shanghai,
China) equipped with an on-line data acquisition and control system. Culture pH
and dissolved O2 were monitored with a pH meter (Mettler-Toledo, Switzerland)
and an oxygen probe (Mettler-Toledo, Switzerland). The cultivation conditions
were as follows: 10% (v/v) seed culture, temperature 30 ◦ C, pH 5.6 (by automatic control using 10.0 M NaOH), aeration at 0.9 vvm and dissolved oxygen
at 40–50% saturation. The initial culture contained 7.0 l medium. The substrate
concentration was maintained above 20 g l−1 by feeding 1000 g l−1 glucose in
500-ml aliquots in a single pour. Aliquots of 15 ml were taken at 4-h time intervals to estimate glucose concentration, cell dry weight, lipid content and nitrogen
concentration. Five cycles of substrate feeding were done and the experiment
was run for 134 h.
The feeding solution of 1000 g l−1 glucose for pilot scale fermentation was
realized, batch-by-batch, with the following procedure. Briefly, the solution was
prepared by dissolving 500 g of glucose in water to a final volume of 500 ml
at 80 ◦ C or above, autoclaved at 121 ◦ C for 15 min, and cooled. This syruplike solution had a density of 1.31 kg l−1 , and was stable for hours without
crystallization at room temperature.
2. Materials and methods
Cell optical density was recorded at 600 nm with a V-530 spectrophotometer (Jasco Corp., Tokyo, Japan). Wet cells were collected by centrifugation and
washed with the same volume of distilled water. Cell dry weight was obtained
from wet cells from a 20 ml culture broth after being dried at 105 ◦ C overnight.
The glucose concentration was determined using a SBA-50B glucose analyzer
(Shandong Academy of Sciences, Jinan, China). Residual nitrogen concentration in the culture medium was determined by estimation of the ammonia
formed using direct distillation of cell-free samples by KDN-2C type nitrogen
installation (Shanghai, China).
To determine fatty acid composition, wet cells were directly transmethylated
according to the following procedure. Wet cell pellets from 1 ml of culture were
treated in a flask with 0.5 ml of a 5% KOH methanol solution at 65 ◦ C for 50 min,
followed by the addition of 0.2 ml BF3 diethyl etherate and 0.5 ml methanol.
The mixture was refluxed for 10 min, cooled, diluted with distilled water and
extracted with petroleum ether (bp 30–60 ◦ C). The organic layer was washed
with distilled water and subjected to fatty acid compositional analysis.
Fatty acid methyl esters were analyzed using a 7890F gas chromatography instrument (Techcomp Scientific Instrument Co. Ltd.,
Shanghai, China) equipped with a cross-linked capillary FFAP column
(30 m × 0.32 mm × 0.4 m) and flame ionization detector. Operating conditions were as follows: N2 carrier gas 40 ml/min, injection port temperature
230 ◦ C, oven temperature 190 ◦ C and the detector temperature was 230 ◦ C.
Fatty acids were identified by comparison of their retention times with those of
standard ones, quantified based on their respective peak areas and normalized.
2.1. Organism, media and chemicals
Peptone (animal-tissue based containing 3% ammonium-N and 14.5% total
nitrogen), yeast extract (containing 3% ammonium-N and 9.0% total nitrogen)
and agar were purchased from Aoboxing Bio-tech. Co. Ltd. (Beijing, China).
All other chemicals and reagents were bought locally and were of analytical
reagent grade.
R. toruloides Y4 was maintained at 4 ◦ C on YPD agar slant (1% yeast extract,
1% peptone, 2% glucose and 2% agar) [19], and sub-cultured twice a month.
Inoculum was prepared by an overnight culture on YPD medium (1% yeast
extract, 1% peptone and 2% glucose, pH 5.5) at 30 ◦ C.
Batch experiments were performed using a minimal medium (pH 5.5)
containing per liter of distilled water: (NH4 )2 SO4 12.0 g, KH2 PO4 1.0 g,
MgSO4 ·7H2 O 1.5 g, yeast extract 0.5 g. Flask fed-batch medium (pH 5.5) contained: glucose 60.0 g, peptone 30.0 g, and yeast extract 30.0 g per of distilled
water. Fermenter fed-batch medium (pH 5.5) contained: glucose 60.0 g, peptone
15.7 g and yeast extract 15.7 g/l distilled water.
2.2. Batch culture
Flask cultures were conducted in duplicate in 250-ml Erlenmeyer flasks containing 50 ml of minimal medium and inoculated with 5 ml of 20-h-old preculture
((2.0–3.0) × 106 cells). The minimal medium was supplemented with glucose
to formulate a medium with an initial substrate concentration of 10, 40, 60, 90,
120, 150, 200, 300 or 400 g l−1 , respectively. The cultures were incubated in an
orbital shaker at a rotary rate of 200 rpm at 30 ◦ C. At different time intervals,
culture samples (0.2 ml) were withdrawn and the absorbance was measured at
600 nm for optical density comparison.
2.3. Fed-batch culture
Flask fed-batch cultures were performed in 250-ml Erlenmeyer flasks. The
initial culture contained 22.5 ml medium and 2.5 ml of 28-h-old precultured
2.4. Lipid extraction
Total lipid was extracted by the method of Li et al. [20]. Lipid content was
expressed as gram lipid per gram dry biomass.
2.5. Analytic methods
3. Results
3.1. Substrate inhibition studies
To determine the effect of substrate concentration on growth
profile of R. toruloides Y4, batch experiments were performed
in conical flasks with glucose concentration ranging from 10 to
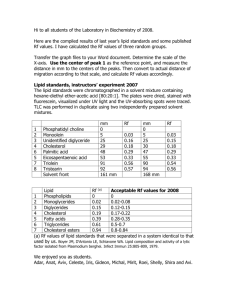
400 g l−1 . Fig. 1 shows the plots of cell culture optical density
against fermentation time. These results indicated that the yeast
314
Y. Li et al. / Enzyme and Microbial Technology 41 (2007) 312–317
Fig. 1. Effect of initial glucose concentrations on R. toruloides Y4 cell growth.
grew well on glucose as a sole source of carbon and energy at a
concentration up to 150 g l−1 . When the glucose concentration
reached 200 g l−1 , cell growth was greatly repressed and more
severe inhibitory effects were observed at even higher glucose
concentrations.
The data shown in Fig. 1 can also be converted into specific
growth rates within the first 20 h. Specifically, when the glucose
concentration increased from 40 to 150 g l−1 , the specific growth
rate of R. toruloides Y4 showed little decrease, i.e. from 0.135
to 0.119 h−1 . These data suggested that a wide range of substrate concentrations were suitable for lipid production by this
strain with no significant substrate inhibition. However, drastic
specific growth rate loss was found for the culture when glucose
concentrations were higher than 200 g l−1 .
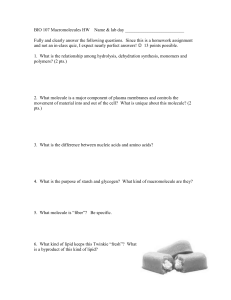
Fig. 2 shows the biomass and lipid accumulated by R.
toruloides Y4 after 120 h culture against the initial glucose
concentration. When the initial glucose concentration increased
from 10 to 90 g l−1 , the biomass and lipid yields increased from
4.7 and 1.13 g l−1 to 18.6 and 8.63 g l−1 , respectively. How-
Fig. 2. Biomass and lipids accumulated by R. toruloides Y4 vs. initial glucose
concentration.
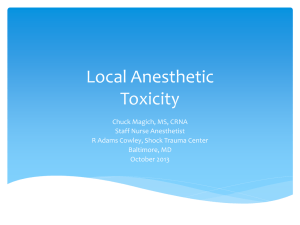
Fig. 3. Fed-batch flask fermentation profile for R. toruloides Y4.
ever, the biomass and lipid accumulation slightly dropped to
18.0 and 8.60 g l−1 for cultures with an initial glucose concentration of 120 g l−1 . These data were further reduced to 17.7
and 8.30 g l−1 , respectively for cultures with 150 g l−1 glucose.
When the substrate concentration reached 200 g l−1 , biomass
and lipid production were greatly decreased, suggesting that a
considerable inhibitory effect had occurred.
3.2. Fed-batch fermentation
The time-courses of biomass and glucose concentration for
the flask fed-batch culture over 25 days are shown in Fig. 3.
Final cell biomass, lipid and lipid content were 151.5 g l−1 ,
72.8 g l−1 and 48.0% (w/w), respectively. Thus, the overall
lipid yield and productivity were estimated to be 0.26 g g−1
and 2.91 g l−1 day−1 . These data were higher than those from
the batch culture system [18] (yield 0.23 g g−1 , productivity
2.78 g l−1 day−1 ). There was also a noticeable biomass productivity decrease during the whole process. For example, biomass
was produced at approximately 9.5 g l−1 day−1 up to 8 days,
following which it decreased to about 6.8 g l−1 day−1 . In conclusion, these flask fed-batch experiments demonstrated that R.
toruloides Y4 had the robust ability to grow in liquid culture and
reach very high cell density and that nitrogen source feeding was
not required for this process.
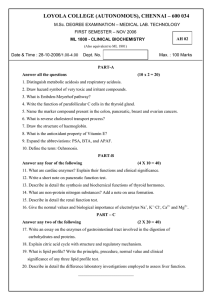
Enthused by the good results from flask fed-batch cultures,
we also conducted a pilot-scale fed-batch culture using a 15-l
stirred-tank fermenter. The typical time-course of glucose concentration, biomass and lipid production for this experiment are
shown in Fig. 4.
It was obvious that cell growth was fast during the initial
stage. Biomass increased rapidly from 0.3 to 32.2 g l−1 within
18 h, and biomass yield was 0.59 g g−1 glucose. In the period
of 10–18 h, growth was linear and biomass increased with a
high specific growth rate of about 0.13 h−1 . The first batch of
feeding medium was introduced at 18 h and repeated four times
during the 134-h-long fermentation. The overall biomass yield,
lipid yield and cellular lipid content were 0.35 g g−1 , 0.23 g g−1
and 67.5% (w/w), respectively. The overall lipid production rate
Y. Li et al. / Enzyme and Microbial Technology 41 (2007) 312–317
Fig. 4. Pilot-scale fed-batch fermentation profile for R. toruloides Y4 in a 15-l
fermenter.
was 0.54 g l−1 h−1 . Within the 134-h-long fermentation, 2500 g
of glucose was fed into the reactor, which corresponds to a final
substrate concentration of 307 g l−1 .
The ammonium-N (inorganic nitrogen) concentration in the
initial medium was 0.068 mol l−1 , however, it dropped to 0.024,
0.015, and 0.005 mol l−1 , at 6, 10, and 18 h, respectively. No
media ammonium-N was detectable after 24 h. Such a fast nitrogen source consumption pattern was in well accordance with
other R. toruloides strain [15,16]. The course of ammonium-N
depletion also correlated with the onset of lipid accumulation.
As shown in Table 1, cellular lipid contents for the 6- and 18-h
samples are 5.5% (w/w) and 18.1% (w/w), respectively, indicating that the lipid accumulation process was partially established,
although excess nitrogen sources in the culture broth favored
cell growth. Exhaustion of ammonium-N apparently greatly promoted lipid accumulation, as revealed by a lipid content of 43.8%
(w/w) in the 38-h sample. Overall, these data suggested that
nitrogen limitation, the key to oleaginity [7], could be realized
later through feeding carbon sources, while an initial cell growth
stage with excess nitrogen resources was preferred for better
efficiency.
3.3. Fatty acid compositional analysis
Lipid samples produced by the fermenter fed-batch culture
system were analyzed by gas chromatography. Relative fatty
315
acid content is shown in Table 1. It is clear that R. toruloides
Y4 is composed mainly of long-chain fatty acids with 16 and 18
carbon atoms.
These data show that the distribution of some fatty acids,
namely, C14:0 (myristic acid), C16:0 (palmitic acid), C16:1
(palmitoleic acid) and C18:3 (linolenic acid), were almost constant during the whole process. A clear decrease in the relative
content of C18:1 (oleic acid) was found, while an increase for
C18:0 (stearic acid) was observed over time. It is also interesting
to note that C18:2 (linoleic acid) showed an increased presence
during the early stage, namely from 8.2% in the 6-h sample to
11.9% in the 18-h sample. However, linoleic acid content drastically decreased when lipid accumulation initiated and turned
out to be 4.7 and 8.8%, in the 38 and 78-h samples, respectively.
It is known that fatty acid distribution impacts on the saponification number (SN) and iodine value (IV) of the particular
lipids [21], which can also determine the cetane number (CN)
of the corresponding biodiesel product. According to the empirical equation [22], with the percentage distribution shown in
Table 1, all the lipid samples could produce biodiesel with CN
values higher than 51.0. Minimal CN values have been set at
47, 49 and 51, by biodiesel standards ASTMD 6751 (USA),
DIN 51606 (Germany) and EN 14214 (European Organization),
respectively. Therefore, the FAMEs produced from the microbial
lipids of R. toruloides Y4 meet these standards.
4. Discussion
Nutrient imbalance in the culture medium has long been
known to trigger lipid accumulation by oleaginous microorganisms. When cells run out of key nutrients, usually nitrogen,
excess substrate continues to be assimilated by the cells and
converted into fat for storage. However, under nitrogen-limited
conditions, cell propagation is drastically depressed, which in
many cases restricts cell density. To achieve a high-density cell
culture for microbial lipid fermentation, different substrates and
cultivation modes have been used.
Fed-batch cultivation modes have been widely applied for
microbial lipid production. Pan et al. [13] reported on fedbatch cultures of Rhodotorula glutinis with feeding medium
containing 600 g l−1 glucose, 20 g l−1 yeast extract and 9 g l−1
MgSO4 ·7H2 O, and the final cellular lipid content was 40%
(w/w). Yamauchi et al. [14] obtained a high cell density of
153 g l−1 and lipid content of 54% (w/w) with Lipomyces
starkeyi using a complicated feeding medium and a high seed
Table 1
Fatty acid composition of R. toruloides Y4 cells during fed-batch fermentation
Cultivation time (h)
6
18
38
78
134
Lipid content (%, w/w)
5.5
18.1
43.8
61.7
67.5
Relative amount of total fatty acids (%, w/w)
C14:0
C16:0
C16:1
C18:0
C18:1
C18:2
C18:3
1.7
1.5
1.6
1.6
1.3
23.6
20.2
23.3
21.6
20.0
0.9
0.3
0.6
1.0
0.6
6.7
7.6
14.3
16.0
14.6
55.3
55.9
53.7
49.3
46.9
8.2
11.9
4.7
8.8
13.1
3.6
2.6
1.7
2.7
3.5
316
Y. Li et al. / Enzyme and Microbial Technology 41 (2007) 312–317
inoculum of 50% (v/v) was also employed in this experiment.
Ykema et al. [23] examined lipid production in various culture
modes with whey permeate using Candida curvatus. A cell density of 91.4 g l−1 and lipid content of 33% (w/w) were observed
using a partial recycling method, while both nitrogen and carbon sources were supplied. Meesters et al. [4] used glycerol as a
carbon source in fed-batch fermentation with Candida curvatus
and realized a cell density of 118 g l−1 in 50 h with a lipid production rate of 0.59 g l−1 h−1 ; however, the final cellular lipid
content was only 25% (w/w). It should be mentioned that these
previous fed-batch lipid fermentation processes simultaneously
introduced a carbon and nitrogen source, which might produce
a disfavored C/N ratio for lipid accumulation. In addition, this
feeding operation may also be complicated.
To develop an improved culture method for lipid production
with R. toruoides Y4, batch flask cultures were firstly carried
out to determine the suitable substrate concentration of the initial medium. As these experiments were targeted to define the
physiological response of the test strain to a glucose gradient, a
minimal medium was employed. It was found that R. toruoides
Y4 grew with a similar profile in glucose concentrations up to
150 g l−1 , indicating a good ability to deal with osmotic stress.
This made it possible to feed concentrated glucose solution at
long time intervals in a discontinuous way during the fed-batch
cultivation experiments.
Fed-batch flask cultures were then performed to proof-test
the cell-density limits for R. toruoides Y4. As R. toruloides has
been found to accumulate more lipids when an organic nitrogen
source was employed [15,16], we used yeast extract and peptone
as nitrogen sources in the initial medium for the shaking flask
fed-batch cultures. Such nutrient-rich initial media were also
used to promote cell growth rates and to increase the duration
of the growth phase. During the feeding stage, only a carbon
source was introduced. At the end of the 25-day-long fermentation experiment, dry cell biomass reached 151.5 g l−1 , while
cellular lipid content was 48.0% (w/w). Thus, our data formally
established a two-stage fed-batch strategy for microbial lipid
production.
Although the flask fed-batch fermentation obtained a high
biomass, it took 25 days for one cycle and the lipid content was
relatively low. To further increase the growth rate and lipid content, experiments were done in a 15-l stirred-tank bioreactor.
Cell density and lipid content reached 106.5 g l−1 and 67.5%
(w/w) over a 134-h fermentation. The overall lipid productivity
was 0.54 g l−1 h−1 , which was much higher than that found in
the flask fed-batch culture (approximately 0.12 g l−1 h−1 ). Fatty
acid compositional analysis revealed that four major constituent
fatty acids were oleic acid, palmitic acid, stearic acid and linoleic
acid. Individual fatty acid distributions varied with progression
of the culture. A slight increase in stearic acid content was
found during the culture process; while oleic acid content was
decreased. Based on the fatty acid analysis data, FAMEs made
from microbial oil by R. toruloides Y4 have a great potential for
biodiesel production.
In conclusion, we described a simple fed-batch process for
lipid production by oleaginous yeast R. toruoides Y4 with high
cell density. The process features a nutrient-rich initial medium,
sole carbon source feeding and is convenient for large-scale
operation. This strategy significantly improves biomass and lipid
productivity and will be useful for further engineering of costeffective microbial lipid production processes.
Acknowledgements
This work was supported by National Basic Research Program of China (973 Program) (no. 2004CB719703) and CAS
“100 Talents” program.
References
[1] Ratledge C, Wynn JP. The biochemistry and molecular biology of
lipid accumulation in oleaginous microorganisms. Adv Appl Microbiol
2002;51:1–51.
[2] Rattray JBM. In: Ratledge C, Wilkinson SG, editors. Microbial lipids, vol.
1. London/New York: Academic press; 1989. p. 555–697.
[3] Zhao ZB. Toward cheaper microbial oil for biodiesel. China Biotechnol
2005;25(2):8–11.
[4] Meesters PAEP, Huijberts GNM, Eggink G. High-cell-density cultivation
of the lipid accumulating yeast Cryptococcus curvatus using glycerol as a
carbon source. Appl Microbiol Biotechnol 1996;45:575–9.
[5] Papanikolaou S, Chevalot I, Komaitis M, Marc I. Single cell oil production
by Yarrowia lipolytica growing on an industrial derivative of animal fat in
batch cultures. Appl Microbiol Biotechnol 2002;58:308–12.
[6] Meher LC, Sagar DV, Naik SN. Technical aspects of biodiesel production by transesterification—a review. Renew Sust Energy Rev
2006;10(3):248–68.
[7] Moreten RS. Physiology of lipid accumulation yeast. In: Moreton RS,
editor. Single cell oil. London: Longman; 1988. p. 1–32.
[8] Montet D, Ratomahenina R, Galzy P, Pina M, Graille J. A study of the
influence of the growth media on the fatty acid composition in Candida
lipolytica diddens and lodder. Biotechnol lett 1985;7:733–44.
[9] Papanikolaou S, Chevalot I, Komaitis M, Aggelis G, Marc I. Kinetic profile of the cellular lipid composition in an oleaginous Yarrowia lipolytica
capable of producing a cocoa-butter substitute from industrial fats. Ant
Leeuwen 2001;80:215–24.
[10] Papanikolaou S, Galiotou-Panayotou M, Chevalot I, Komaitis M, Marc
I, Aggelis G. Influence of glucose and saturated free-fatty acid mixtures
on citric acid and lipid production by Yarrowia lipolytica. Curr Microbiol
2006;52:134–42.
[11] Evans CT, Ratledge C. A comparison of the oleaginous yeast Candida
curvata, grown on different carbon sources in continuous and batch culture.
Lipid 1983;18:623–9.
[12] Hassan M, Blanc PJ, Granger LM. Lipid production by an unsaturated fatty acid auxotroph of the oleaginous yeast Apiotrichum curvatum
grown in a single stage continuous culture. Appl Microbiol Biotechnol
1993;40:483–8.
[13] Pan JG, Kwak MY, Rhee JS. High density cell culture of Rhodotorula
glutinis using oxygen-enriched air. Biotechnol Lett 1986;8:715–8.
[14] Yamauchi H, Mori H, Kobayashi T, Shimizu S. Mass production of lipids by
Lipomyces starkeyi in microcomputer-aided-fed-batch culture. J Ferment
Technol 1983;61:275–80.
[15] Evans CT, Ratledge C. Influence of nitrogen metabolism on lipid accumulation in oleaginous yeasts. J Gen Microbiol 1984;130:1693–704.
[16] Evans CT, Ratledge C. Influence of nitrogen metabolism on lipid accumulation by Rhodosporidium toruloides CBS 14. J Gen Microbiol
1984;130:1705–10.
[17] Evans CT, Ratledge C. Phosphofructokinase and the regulation of the flux
of carbon from glucose to lipid in the oleaginous yeast Rhodosporidium
toruloides. J Gen Microbiol 1984;130:3251–64.
[18] Li YH, Liu B, Zhao ZB, Bai FW. Optimized culture medium and fermentation conditions for lipid production by Rhodosporidium toruloides. Chin
J Biotechnol 2006;22(4):650–6.
Y. Li et al. / Enzyme and Microbial Technology 41 (2007) 312–317
[19] Sherman F. Getting started with yeast. Meth Enzymol 2002;350:3–41.
[20] Li ZF, Zhang L, Shen XJ, Lai BS, Sun SQ. A comparative study on four
method of fungi lipid extraction. Microbiology 2001;28(6):72–5.
[21] Kalayasiri P, Jayashke N, Krisnangkura K. Survey of seed oils for use as
diesel fuels. J Am Oil Chem Soc 1996;73:471–4.
317
[22] Krisnangkura K. A simple method for estimation of Cetane index of vegetable oil methyl esters. J Am Oil Chem Soc 1986;63:552–3.
[23] Ykema A, Verbree EC, Kater MM, Smit H. Optimization of lipid production in the oleaginous yeast Apiotrichum curvatum in wheypermeate. Appl
Microbiol Biotechnol 1988;29:211–8.