Novel Ester for use in Cold Drawing

Novel Ester for use in Cold Drawing
John Eastwood, Andrew Swallow
Uniqema Ltd, Wilton, UK
Abstract
This paper presents a low viscosity ester that can be used both as an additive and a basefluid in cold drawing applications. The product is a hydrolytically stable, biodegradable ester with an improved environmental profile. This paper presents a variety of test data for this product in neat, synthetic and soluble formulations in comparison to alternative solvent technology .
Colour copy available at www.uniqema.com/lubricants/lit/confer.htm
1 Introduction
Esters are a versatile and diverse range of products, which are used in a wide variety of lubricant applications, for example, in metalworking fluids, fire resistant and biodegradable hydraulic fluids, greases, chain oils, gear oils, air and refrigeration compressor oils, turbine oils and automotive engine oils. Their use has increased in recent years and is set to continue, especially as applications become more demanding and as legislation and / or governmental funding supports the greater use of lubricants derived from renewable raw materials.
Many products that are generally classified as esters are often the result of complex reactions involving one or more alcohols with one or more acids. Given the range of alcohols and acids available commercially it is possible to manufacture a considerable number of esters, each with it’s own distinct physical and chemical properties.
Through the appropriate selection of acids and alcohols it is possible to design esters that have specific chemical and physical properties. Some of the most important properties that can be influenced include viscosity at high and low temperatures, pour point, hydrolytic stability, oxidative stability, volatility, biodegradability and boundary and elasto-hydrodynamic lubrication properties.
This paper details one such ester that has been designed for use as a basefluid, a lubricity enhancer, a cleaning fluid, and an additive carrier in a variety of applications.
2 Evaluation of the Lubrication Properties of Esters
There are a variety of methods, both standard and non-standard that can be used to evaluate the performance of a test fluid in a number of different lubricating regimes. In order to demonstrate the versatility of this new ester it has been evaluated both as a neat product and as part of a formulated emulsion.
2.1
Mini-Traction Machine
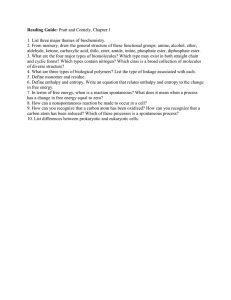
The Mini-Traction Machine (MTM) consists of a highly polished rotating steel ball on a sliding steel disk
(Figure 1). The average surface roughness of the ball and disk is approximately 0.01 and 0.1 microns respectively. A load of 36N is applied to the ball, which gives a nominal pressure of 1 GPa in the contact area. The ball and disk are positioned inside a reservoir, which is partially filled with the test fluid of choice, sufficient to cover the disk and approximately one third of the ball. The unit is sealed and the test fluid heated to the desired temperature, typically 40°C or 100°C.
By appropriate control of the rotation of the ball and sliding of the disk, an effective sliding speed from 0.01 m/s to 4 m/s can be achieved. The use of a stationary ball allows determination of the coefficient of friction
© 2005 UNIQEMA Ltd, All rights reserved
in the boundary lubrication regime, whereas the use of a rotating ball allows determination of coefficient of friction in the mixed and elastohydrodynamic lubrication regime.
Figure 1: Mini Traction machine assembly Figure 2: Idealised Stribeck Curve
In applications, such as aluminium fin stamping, any fluid that is remaining on the machined part needs to be clean burning. PAG’s are typically added to the solvent in order to improve lubricity and also because of their clean burn properties
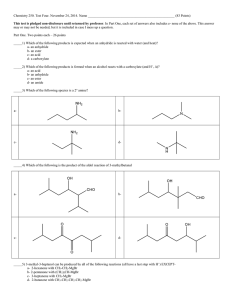
A test profile of 36N load, stationary ball was run for the test fluids in order to compare a standard hydrocarbon solvent (Isopar H) with the new ester, as well as using a standard ISO VG 150 polyalkylene glycol (PAG) as an additive (8% treat rate) in both fluids for comparison. The results shown in Figure 3 show that for the same load / speed, the use of a minor amount of the ester in the solvent can ensure a forming operation is run in the mixed lubrication regime compared to boundary lubrication when the solvent is run alone. This ester, which is of a low viscosity (4.1 cSt @ 40°C), can be used as a basefluid as well as an additive and we can see from the data in Figure 3 that a further reduction in friction is possible by use of the product in this way.
0.4
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0
0.01
0.1
Mean Speed m/s
1
Isopar H
Isopar H + New Ester
Isopar H + PAG
New Ester + PAG
New Ester
Figure 3: Stribeck curve for Test Fluids
10
2.2 Falex Machine
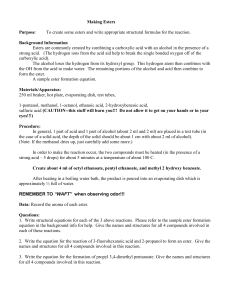
A standard falex machine consists of a steel rotating pin to which a load is applied via two opposed steel Vblocks mounted on a set of loading jaws. The standard operating mode is with the reservoir filled with sufficient test fluid to cover the contact zone. After the initial running in of the assembly the load is incrementally increased via a ratchet mechanism until failure of the pin occurs or the maximum load of
3000 lbs is achieved. Uniqema has modified this standard test in order to assess the performance of emulsions within this flooded test environment by adding a circulatory system to the Falex machine
© 2005 UNIQEMA Ltd, All rights reserved
reservoir in order to keep the emulsion constantly replenished. This circulatory system has a total capacity of 4 litres and consists of a reservoir (with temperature control) and a pump (12 litres / hour). The test fluid is pumped into the contact area in order to keep the contact zone flooded and is allowed to freely drain away back to the circulatory system reservoir.
Figure 4. Falex machine showing assembly for emulsion
Base
Fluid
%
100
92
92
92
92
92
92
92
8
8
High Visc
Ester
8
4
4
Phosphate
Ester
4
8
Trisulphide
8
4
Isopar H
Falex
(Load to fail)
Visc @
40°C
1.58
2.62
1.35
Table 1: Formulations and Falex Test results of neat oil fluid evaluation
New Ester
Falex
(Load to fail)
Visc @
40°C
< 250 1.20 950
< 250
756
642
621
> 3000
785
> 3000
1.30
958
934
1052
2464
3.90
5.69
4.01
11.32
4.78
1.97 > 3000 7.54
1.97 > 3000 7.58
1.98 > 3000 7.40
Component Synthetic WM1 Synthetic WM2 Synthetic WM3 Synthetic WM4
New Ester, %
Surfactant 1, %
66
32.2
60
32.2
60
32.2
60
32.2
Surfactant 2, %
Biocide, %
0.8
1
0.8
1
0.8
1
0.8
1
Additive, Treat rate 6% Viscous Ester Phosphate Ester Trisulphide
Falex Test Result, load to fail, 1% emulsion
2341 2847 2600 > 3000
Table 2: Formulations and Falex Test results of synthetic water miscible fluids evaluation
© 2005 UNIQEMA Ltd, All rights reserved
Component Soluble P1 Soluble P2 Soluble P3
New Ester, %
32 cSt Mineral Oil, % 80 70
10
60
Sulphonate Package, % 20 20 20
Trisulphide 10 10
Falex Test Result, load to fail, 1% emulsion
1583 2057 2903
Table 3: Formulations and Falex Test results of soluble oil fluid evaluation
Neat Oil evaluation. The results in table 1 show that, as expected, the new ester is more effective than the solvent under extreme pressure conditions. In addition, the performance enhancement with the addition of traditional additives is far greater for the new ester than the solvent. This means that a lower additive treat rate could be adopted if the new ester base is used rather than a solvent based system.
Water Miscible Fluid evaluation. The ester was formulated as a synthetic water miscible fluid and tested at a level of 1% in water. The results in table 2 show that the product performs adequately on its own and also demonstrates the performance enhancement when both traditional and non-traditional additives (treat rate
6% in concentrate) are used
Soluble Oil evaluation. Some basic soluble oil fluid formulations were evaluated on the Falex machine at a concentration of 1%. It can be seen from the results in table 3 that the incorporation of a minor amount of the new ester (10%) into the concentrate gives a significant increase in the load-to-fail.
Overall the lubricity performance of this new ester has been demonstrated in a number of different formulation types that can result in either an enhanced performance fluid or enable a reduction in the use of additives required for the operation.
3 Evaluation of the Physical Properties of Esters
There are a number of key physical properties of an ester that are influenced by the chemical structure of the product, which include clean burn, hydrolytic stability, refrigerant miscibility and metal degreasing.
These are discussed and evaluated as: -
3.1 Clean Burn
Clean burn properties were evaluated by using a combination of both thermogravimetric analysis (TGA) and an isothermal oven test.
3.1.1 Thermogravimetry Analysis (TGA)
TGA was used to assess the rate of product loss with respect to temperature. The rate of loss of material is important to ensure that if there is any residual metal forming fluid on the components after deformation of materials a suitable profile can be built into an oven to ensure the residual fluid is completely removed before other machining or finishing operations are undertaken.
The TGA is performed in a standard aluminium pan and a heating rate of 10°C / minute in both air and nitrogen (60 ml / minute)
The TGA thermograms show that the weight loss of the products is within a narrow temperature range with respect to temperature. The thermograms for the weight loss of the product in air and in nitrogen are virtually identical, showing no adverse oxidative reaction. They also show that the effective loss of product to a near zero residue is also achieved at a reasonably low temperature. This means that the new ester can be removed as effectively as solvents from the components after forming, leaving a clean, dry surface.
© 2005 UNIQEMA Ltd, All rights reserved
Weight loss
(%)
100
New Ester
Isopar H
Isopar G
100
10
150
15
200
20
250 300
25 30
350
35
400
40
450 500
45 50
550
55
°C min
Temperature,°C
Figure 5. Thermograms of new ester compared with hydrocarbon solvents
3.1.2 Isothermal oven test
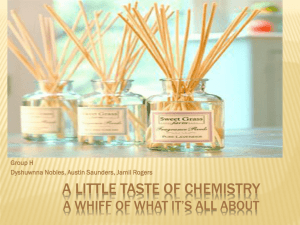
An aluminium pan was coated with a thin film of test fluid and placed for a predetermined time at 300°C in a forced draft air oven. The pans were examined at the end of the test period for the presence of any deposits or staining.
24 hours 72 hours 5 hours
Figure 6. Aluminium pans after oven evaporation test
As can be seen from the photographs in figure 6, there is a very slight residue on the aluminium pan at the end of 24 hours, but after a further period of heating the pan is clean, without any deposits or staining present. This means that manufactured components can be further treated (painted, varnished etc) without any issues of incompatibility with the forming fluid that may affect the coating materials.
3.2 Hydrolytic Stability
Hydrolytic stability properties are a very important requirement in emulsion type metalworking fluids. The method used to evaluate hydrolysis of esters consists of a mixture of 85% ester and 15% aqueous solution
(demineralised water, pH 10 containing boric acid and MEA) in a 500ml conical flask. The contents are shaken for 30 seconds before being stoppered with a double water trap, half filled with water. The conical flask is placed in an oven at 75°C. Samples are taken periodically and filtered using a Whatman 41 paper to dry the ester. The ester is then titrated to determine the acid value.
© 2005 UNIQEMA Ltd, All rights reserved
8
6
4
2
0
0 2
TMP Oleate
4
Time (weeks)
New Ester
6
Isopropyl Oleate
8
Figure 7. Hydrolytic stability properties of esters
Esters such as TMP trioleate (TMPTO) and Isopropyl oleate (IPO) are commonly used in the formulation of standard water miscible metalworking fluids and we can see from figure 7 that these esters will hydrolyse to form acid groups. In comparison, although the new ester does undergo some hydrolysis, we can see it is far more hydrolyically stable than the TMPTO or IPO esters, giving extended service life and a more robust formulation.
3.3 Refrigerant Miscibility
The manufacturing process for components for refrigeration and air conditioning equipment is extremely critical. Manufacturing fluid residues need to be very tightly controlled to ensure that there is a minimum of carry-over into the finished goods, and any metalworking fluids that may be remaining must be soluble with the refrigerant in order to be safely carried around the system. If not soluble they can cause partial or complete blockage of expansion devices, in particular, within capillary tubes used in domestic refrigeration units.
The ester has been evaluated in a variety of refrigerants (R134a, R407C, R410A and R600a), both as a neat product as well as with the inclusion of an additional lubricity agent, which would normally be employed when manufacturing, for example, aluminium fins or copper tubing for heat exchangers.
R134a R407C R410A R600a
New Ester*
New Ester
New Ester
+ 8% PAG
-34
-22
-6
-37
-
-
-34
-
Immiscible at
Room Temp
<-70
-
<-70
New Ester
+ 8% IPP
-17 -14 2.5 -52
Table 4. Miscibility of ester with various refrigerants
(All values shown in °C at 10% w/w lubricant in refrigerant, except marked * where it is 5% w/w lubricant in refrigerant)
As can be seen from the results in table 4 the new ester is soluble at a level of 5% in the refrigerants at temperatures much lower than their typical lowest operating temperatures. This means that this new ester can be used in formulations where it is likely that the residue is not going to be completely removed from the manufactured components within a refrigeration / air-conditioning system.
© 2005 UNIQEMA Ltd, All rights reserved
Typical lubricity agents used to improve the performance have a negative effect on the overall miscibility, however, use of this new ester as a basefluid can reduce the need for lubricity additives (see section 2)
3.4 Metal Degreasing
There are a number of both legislative and environmental reasons why the use of some solvents in the cleaning area is decreasing. The industry today is moving to more environmentally acceptable, more efficient and more cost effective routes to cleaning.
3.4.1 Cleaning efficiency
One aspect of cleaning fluids is their ability to provide adequate cleaning ability to ensure there is not a build up of either metal debris or fluids within the work area.
In order to evaluate the metal cleaning ability of the fluid a standard Q-panel was coated with a known amount of a mineral oil based grease. This panel was then agitated gently in a bath for 2 minutes for water free formulations and 10 minutes for the micro and macro emulsions. The cleaning efficiency was then assessed by calculation of the percentage of the grease removed.
Micro Emulsion Macro Emulsion
New Ester, %
Sodium dihexyl sulphosuccinate, %
Ethoxylated alcohol surfactant, %
Alkoxylated ester surfactant, %
20
5
15
20
7
Water, % 60 73
Table 5. Emulsion formulations
Product
NMP
D-Limonene
New Ester
Macro-emulsion
Dilution
Neat
Neat
Neat
2% aqueous
% Cleaning
Efficiency
97
97
97
97
Micro-emulsion 2% aqueous 97
Table 6. Cleaning efficiency of water free formulations and emulsions
The formulation of the micro and macro emulsions is detailed in table 5. It can be seen from the data in table 6 that the performance of the neat ester and the emulsions, in respect of soil removal, compares well with commonly used solvents such as NMP and limonene.
3.4.2 Volatile Organic Compounds (VOC) and Handling
Additional, and often essential attributes of a cleaning fluid will be assessment of the fluid in service.
Characteristics such as the VOC content and the health and safety risk classification need to be assessed.
© 2005 UNIQEMA Ltd, All rights reserved
Technology
Hydrocarbon
Aromatic
Chlorinated
Product
Handling
+/-
+/-
+/-
VOC
-
-
-
Ester
Table 7. Environmental effect of various cleaning technologies
Table 7 shows that traditional solvent technologies can have issues with respect to handling of the product.
These issues would range from flammability to skin irritants and skin sensitising. This means that the users will need to ensure correct use of personal protective equipment when using these solvent-based products, whereas use of the new ester does not present any such hazard.
In addition, the VOC content of some solvent based systems can be above the permitted level of <0.01 kPa
@20°C and in order that they can be used appropriate capital equipment will need to be installed. This is in comparison to formulations based on the new ester where such precautions to product use are not a necessity.
3.4.3 Environmental profile
It is of importance that a product can be safely disposed of at the end of its useful life, and, in order to achieve this, a number of factors need to be taken into account such as toxicity and biodegradability.
Technology Toxicology Biodegradation
Hydrocarbon
Aromatic
+/-
+/-
+ +
+/-
-
Chlorinated +/- -
Ester + +
Table 8. Toxicity and Biodegradation of various cleaning technologies
An overall summary of the toxicology and biodegradation of some typical cleaning technologies is shown in table 8. The biodegradation on the new ester has been measured according to the OECD 301B test method (Modified Sturm Test) as 88% and is also classified as WGK 1 (low hazard to waters). This means that the product has a good environment profile and can be disposed of in a relatively easy manner through standard wastewater treatment facilities.
4 Summary
This paper has presented a low viscosity ester that can be used both as an additive and a basefluid in cold drawing applications. We have detailed the tests and the data to demonstrate that this unique product is a hydrolytically stable, biodegradable ester with an improved environmental profile, in neat, synthetic and soluble formulations in comparison to alternative technology .
© 2005 UNIQEMA Ltd, All rights reserved
.
5. References
Metalworking fluids, Edited Jerry P Byers, Marcel Dekker, 1994
Mortier, R.M. and Orszulik, S.T., Chemistry and Technology of Lubricants, Blackie and Son Ltd, 1992
Randles, S.J., 'Esters', Synthetic Lubricants and High Performance Functional Fluids, Edited R.L. Shubkin,
Marcel Dekker, 1993.
Boyde, S. Journal of Synthetic Lubrication, 16-4, p297-312. Leaf Coppin Publishing.
Disclaimer
Although the information and recommendations in this publication are believed to be accurate and are given in good faith, Uniqema TM makes no representation or warranty as to the completeness or accuracy of any information given.
Suggestions made concerning uses or applications are only the opinion of Uniqema and users should undertake their own tests and analysis to determine the suitability of these products for their own particular purpose. However because of numerous factors affecting results, Uniqema MAKES NO REPRESENTATION OR WARRANTY,
EXPRESS OR IMPLIED, INCLUDING WITHOUT LIMITATION THE WARRANTIES OF MERCHANTABILITY AND
FITNESS FOR A PARTICULAR PURPOSE, WITH RESPECT TO INFORMATION OR THE PRODUCT TO WHICH
THE INFORMATION REFERS.
Nothing contained herein is to be construed as a recommendation to use any product, process, equipment or formulation in conflict with any patent or other intellectual property right and Uniqema makes no representation or warranty, express or implied, that the use thereof will not infringe any patent or other intellectual property right, including without limitation copyright, trademark and designs, of any third party.
Any trademarks herein identified including without limitation Uniqema and the ICI Roundel are trademarks of the ICI
Group of Companies. The ICI Group of Companies shall mean Imperial Chemical Industries PLC, and all companies or other legal entities owned directly or indirectly by Imperial Chemical Industries PLC
Uniqema is an international business of Imperial Chemical Industries, PLC. Uniqema operates through ICI affiliated companies in the relevant countries such as ICI Americas, Inc., ICI Uniqema Inc., and Mona Industries in the USA.
© 2005 UNIQEMA Ltd, All rights reserved