Vol. 9 No. 5 September-October 1996 Section 3 Page 369
advertisement

International Journal of Computer Integrated
Manufacturing
ISSN: 0951-192x (Print) 1362-3052 (Online) Journal homepage: http://www.tandfonline.com/loi/tcim20
Event graph modelling of automated sorting and
buffering system
B. K. Choi
To cite this article: B. K. Choi (1996) Event graph modelling of automated sorting and buffering
system, International Journal of Computer Integrated Manufacturing, 9:5, 369-380, DOI:
10.1080/095119296131472
To link to this article: http://dx.doi.org/10.1080/095119296131472
Published online: 08 Nov 2010.
Submit your article to this journal
Article views: 25
View related articles
Citing articles: 1 View citing articles
Full Terms & Conditions of access and use can be found at
http://www.tandfonline.com/action/journalInformation?journalCode=tcim20
Download by: [Korea Advanced Institute of Science & Technology (KAIST)]
Date: 01 March 2016, At: 03:42
INT. J. CO M PU TER INTE GRATE D M AN U FA CT U RING ,
1996,
V O L.
9,
NO .
5, 369 ± 380
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
Event graph m odelling of autom ated sorting
and buffering system
B. K. CHOI, J. H. PARK and T.-E. LEE
Abstract. Presented in th e paper are a structured approach to
m odelling sorting an d buffering system s (SBS) and a generic
m odel of SBS in th e form of an event graph. Also described are
an experimental scenario for testin g of SBS, using a com puter sim ulation program , an d an application case stu dy. SBS is
an autom ated m aterial hand ling syste m in which incom ing
item s of different part typ es are autom atically sorted and
buffered so that the processing m achines can process the
parts in lots. SBSs play a key role in m odern m anufactu ring
system s an d are widely found in m ass fabrication lines,
packaging an d palletizing lines, an d distribution centres.
The form al m odel of SBS presented in the paper is a generic
one which m ay be used in developing an SBS sim ulator in an y
available language. Th e proposed event graph m odelling
procedure is new and well structu red, and it is applicable
to th e m odelling of oth er typ es of autom ated m anufactu ring
system s as well.
1.
distribution centres. In Japan alone, abo ut 800 SBSs (or
automated sorters) were installed by 1991 m ainly in the
distribution and transporta tion industry (Material Flow
Planner 1992).
Existing research on SBS may be grouped into
hardware design and control, facility selection
m ethod, and system operation analysis. A detailed
description of sorting equipm ent and its control is
provided in Horrey (1983) and a paten ted design of a
tyre handling system is presented in Hiyama et al.
(1988). A proto typ e expert system for selecting sortin g
sub-systems is proposed in Luxho j et al . (1991). Bozer
and Sharp (1985) and Bozer et al . (1988) exam ined
op erating problems for certain types of order accu mulation and sorting system s using simulation, and an
algorithm for assigning orders to lanes base d on the
arrival sequen ce of item s to the sortin g system is presented in M eller (1994). Howe ver, there seems to be a
gap be tween the research results and the generic tools
required for SBS design and analysis.
This paper aims to contribute to ® lling the gap,
nam ely, to develop a generic simulation m odel of SBS
that can be used in designing and analysing SBSs. Also
presented in the paper are a novel procedure for
developing such a simulation m odel and an experimental scenario for testing of SBS. The proposed procedure
for developing a simulation model is new and well
structured, and it is applicable to the modelling of
other types of automated manufacturing systems as
well. Based on the experimental scenario proposed in
the paper, a case study was m ad e for the design of an SBS
serving a tyre uniformity inspection line in Korea.
Introduction
In recent years, the ef® ciency of m aterial handling
system s has been recognized as a key factor in the
success of autom ated m anufacturing system s or CIM
factories (White and Apple 1985, Noble and Tanchoco
1993, Rembold et al . 1993). As a result, m anufactu ring
system designers are increasingly interested in having
simulation tools to aid autom ated m aterial handling
system design (Raju and Chetty 1993).
A sorting and buffering system (SBS) is an automated
m aterial handling system in which incom ing items of
different part types are autom atically sorted and
buffered in lots of the sam e part type so that th e
processing m achines can process the parts in lots. SBSs
are found in mass ¯ ow lines like tyre m anufactu ring
lines (Hiyam a et al . 1988), packaging lines (Lam bert
1985), palletizing lines (M urphy and M artin 1985), and
2.
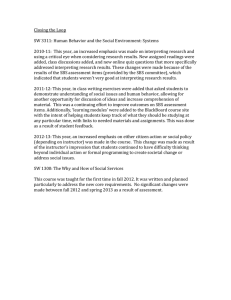
A typical con® guration of a sorting and buffering
system (SBS) is depicted in Figure 1. As shown in the
® gure, an SBS consists of six sub-system s: incoming
Authors : Department of Industrial Enginee ring, KAIST 373-1 Gusung-dong,
Yusong-gu , Taejon 305-701, Korea
0951-192X /96 $12 . 00
Characteristics and design issues of SBS
1996 Taylor & Francis Ltd
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
370
B. K . C hoi et al.
Figure 1. Typical con® guration of sorting and buffering syste m .
parts pass throu gh an arrival buffer, a sorting station , a
sortin g conveyor, a buffering station , a lot-tran spor t conveyor,
and a processing station .
The arrival buffer may be divided into two storage
areas: an arrived part storage, where incom ing parts
await sorting, and a bypassed part storage (or conveyo r),
to wh ich the sorted parts that ® nd no roo m (or cell) in
th e buffering station are returned (to be sorted again).
The buffering station has a num ber of identical cell
buffers (or buffering cells), and a sorted part assigned to
a cell buffer is transported by the sorting conve yor to
th e designated cell. Once an empty cell buffer is
assigned to a part type, only parts with the sam e type
are allowed to enter the cell. W hen the lot is cleared
from the cell, it m ay be assigned to another part type.
W hen the num ber of parts in a cell bu ffer exceeds a
pre-speci® ed lot size or if no additional parts com e into
th e cell for a given am ount of tim eover tim e, the parts in
th e cell becom e eligible for transport to the processing
station. There are a num ber of processing mach ines
with m achine buffers, one buffer for each mach ine, in
the processing station. By changing setups, a machine
m ay process different typ es of part (with setup tim es
m uch larger than processing cycle tim es). All the parts
in a cell buffer are transported as a lot to the machine
bu ffer by the lot-tran sport conveyor.
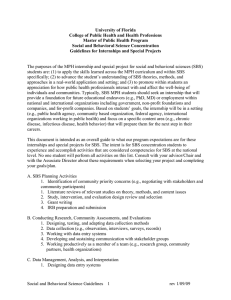
A logical view of the SBS is presented in Figure 2
where solid arrows indicate part ¯ ow and dash ed arrows
inform ation ¯ ow. There are three bu ffer areas (arrival
bu ffer, cell buffers, and m achine bu ffers), two transport
conveyors (sorting conveyor and lot-transport conveyor),
and three types of inform ation storage ( part-type
inform ation , buffering station statu s , and processing station
statu s ). As far as m aterial ¯ ow is concerned, it is a threestage buffering system which as a whole absorb s the
¯ uctuations of the part arrival process so that the ¯ ow
rate (i.e. through-put rate of the processing m achines)
can be m axim ized (by minimizing the num ber of setup
changes).
If all the cell buffers are full or occupied by other
Figure 2. Logical view of sorting and buffe ring syste m .
Event graph m odelling of sortin g and buffering
types of part at the m om ent a part is sorted, it is
bypassed back to the arrival buffer. However, if the
arrival buffer also becom es full, the bypassed part is
blocked , m eaning that it has to be taken away from the
line. In designing an SBS, the design engineer is m ainly
con cerned about the following objectives:
avoid or minim ize blocking;
m inim ize th e level of buffered inventory;
m ake sure th at no pats sit `forever’ in the bu ffering
cells.
d
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
d
d
The engineer has to m eet the above objectives at a
m inim um cost with a limited ¯ oor space. In order to
obtain a satisfactory SBS design, the design engineer
has to specify a num be r of design param eters (Suh 1990).
Q uantitative design param eters include the following:
System capacity: inter-arrival tim e ( T ia ) and
num ber of part types ( N pt ).
Sorting m achine: sorting-cycle tim e ( T sc ).
Arrival buffer: arrival-buffer size ( S ab ).
Buffering station: cell-buffer size ( S cb ) and number
of cells ( N cb ).
Processing station: mach ine-bu ffer size ( S m b ) and
num ber of m achines ( N pm ).
Processing m achine: m achine-cycle tim e ( T m c ) and
setup time ( T m s ).
Operation rules: lost size ( L ) and tim eove r limit
( T to ).
d
d
d
d
d
d
d
N p t den otes th e m ax im um n um ber of part typ es
allow ed (or expected) to be buffered simultaneously.
Thus, the num ber of part types handled by th e SBS over
a long tim e period could be much larger. S ab , S cb , S m b
are counted as the m axim um number of parts that can
be stored regardless of th eir type, assum ing th at parts of
different type occupy the sam e am oun t of buffer space.
The lot size L represents a m inim um num ber of parts
needed to form a lot, and the actual lot size is between L
and S cb unless the cell buffer is in a tim eover state. If no
ad ditional parts com e into a cell for a time period of T to
since the last arrival, the cell changes to a timeover state
and the parts in the cell become eligible for release
even if the number of parts is less than L . Obviously
th ere are a few technolo gical constraints:
(1)
(2)
(3)
(4)
(5)
T sc < T ia ;
T m c < N pm ´ T ia ;
L £ S cb £ S m b ;
N cb ³ N pt ;
S ab + N cb ´ S cb + N pm ´ S m b < space for buffers.
371
In ord er to answer various `what if ’ questions that
m ight arise during the design of SBS, a valid and
versatile simulation model is needed.
3. A stru ctured approach to event graph m od elling of
SBS
Developing a valid and versatile simulation m odel of
an autom ated m anufacturing system (AM S) like the
SBS described in the previous section is not an easy task.
Thus, it is generally suggested that a m odelling tool, in
the form of a conceptual m odel (Law and Kelton 1991) or
a form al m odel (Zeigler 1976), be em ployed as a m odelling aid. C om monly used graphic m od elling too ls for a
form al descriptio n of an AMS are even t graph (Schruben
1983), activity cycle diagram (Carrie 1988), and Petri-n et
(Peterson 1981). However, these form al m odels are also
dif® cult to con struct and are not amenable to m odel
validation. Another draw back, perhaps m ore im portantly, is that they are not suitable for comm un ication
between SBS design engineers and simulation experts.
Among the three grap hical modelling tools, event
graph is m ore versatile and powerful as far as m odel
bu ilding and im plementation are concerned. Thus,
event graph is selected as our form al m odelling tool.
However, it is more dif® cult to construct and is less
intuitive than the other two . In order to overcom e th is
dif® culty, we propose a structured approach to even t graph
m odelling where the concept of reference m odel is
em ployed. A reference m odel serves as a m odelling
aid for both the SBS design engineer and the simulation practitioner: the design engineer m ay use the
reference m odel in verifying his design logic as well as
in developing control program s, while the simulation
expert uses the reference m odel in developing a form al
m odel for com puter simulation. It is with the reference
m odel that the validity of the simulation m odel is m ore
effectively veri® ed. It should serve as a comm unication
tool between the design engineer and the simulation
expert.
The structured approach to event graph m odelling
of SBS consists of three phases: (1) a reference m odel
of the SBS is constructed from the schematic description of its supervisory control; (2) the reference m odel
(i.e. supervisory control m odel) is converted to a form al
m odel (i.e. event graph m odel); and (3) a com puter
simulation m odel is obtained from the event graph
m odel. The `three-p hase’ approach to event graph
m odelling is a generic one which can be applied to
other type of AMSs. In the next two sections, details of
the structured approac h as applied to SBS m odelling
are explained.
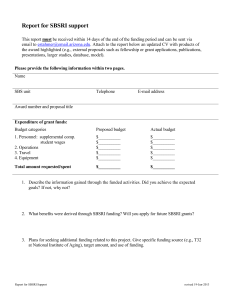
F ig u r e 3. Sc h e m atic d e sc r ip tio n o f S B S c o n tr o l p r o c e d ur e s.
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
372
B. K . C hoi et al.
373
Event graph m odelling of sortin g and buffering
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
Table 1. Nom enclature for SBS m odelling.
Type of variable
Variable nam e
D esign
param eter
L
N pt
N cb
N pm
S ab
S cb
S mb
T ia
T sc
Tm c
Tm s
T to
lot size
num ber of part typ es
num ber of cell buffe rs
num ber of processing m achines
size of the arrival buffer
size of a cell buffer
size of a m achine buffer
average inter-arrival tim e
sorting-cycle tim e
m achine-cycle tim e
setup-chan ge tim e
tim eover tim e
N um ber
of parts
n_ab
n_cb(i)
n_mb( j)
n_scv(i)
n_lcv( j)
num ber
num ber
num ber
num ber
num ber
Part type
p_cb(i)
p_mb( j)
part typ e (inte ger) assigned to cell buffer i (i = 0 if unassigned)
part type assigned to m achine buffer j (j = 0 if unassigned)
State of
resources
s_sm
s_pm( j)
s_cb(i)
s_mb( j)
state
state
state
state
of
of
of
of
Tim e
t1
t2
t3
t4
t5
tim e
tim e
tim e
tim e
tim e
required
required
required
required
required
4.
Super visor y control model for SBS operation
In ord er to develop a simulation m odel of the
dynamic behaviour of an SBS, it is necessary to understand its supervisory control procedures. A schem atic
description of the control procedures is presented in
Figure 3. As there seem to be no standardized m ethods
of describing such con trol procedures, we intro duce a
typ e of control ¯ ow chart in which four typ es of n ode
an d two typ es of directed arc or arrow are em ploye d:
th e state s of a local con troller are den oted by an a ction
n od e (re ctan gle), a w a it n ode (track -sh ap ed box), a
d ecision n ode (D-shaped box), an d a bran ch n ode
(diam on d); its state ch an ges are den oted by solid
arrows wh ile con trol-sign al ¯ o w an d inform ation
access/update are repre sented by dash ed arro ws.
As shown in Figure 3, the sortin g station, bu ffering
station, and processing station each have their own
station controller. A newly-arrived part (or a bypassed
one) is transported to the sorting m achine, which
signals the sortin g station controller (SSC) to load the
part and identify its type. Then the SSC assigns a cell
buffer to the part base d on the inform ation stored in
th e buffering-station-status ® le. If a valid cell num ber is
M eaning
of
of
of
of
of
parts
parts
parts
parts
parts
in
in
in
in
in
th e arrival buffer
cell buffe r i
m achine buffer j
sorting conveyor bound to cell buffer i
lot-trans. con. bound to m achine buffe r j
the sorting m achine (o : idle, 1 : busy)
processing m achine j (0 : idle, 1 : busy, 2 : setup)
cell buffe r i (0 : norm al, 1 : frozen, 2 : tim eover)
m achine buffer j (0 : norm al, 1 : reserved)
for a new part to reach the sorting m achine
for a bypassed part to reach the sorting m achine
for a sorted part to reach a cell buffer
to release a lot from a cell buffe r
for a lot to reach a m achine buffer
assigned, the part is released and a transport signal is
sent to the sortin g conveyor. Otherwise, the part is put
on the byp ass conveyor and a bypass signal is sent to the
arrival buffer. In either case, the SSC returns to the
search-for-sorting-condition state.
The buffering station controller (BSC) has three
types of local controller in charge of input control, timeover
control, and lot release control, respectively. Logically, each
buffering cell has one input controller, one timeover
controller, and one release controller. Each of the input
controllers of the BSC waits for a part arrival. W hen it
receives a part-arrival signal from the sortin g conveyor
(or detects a part arrival), it increases the number of
parts in the cell by one (i.e. updates the bufferingstation-status) and then sends out a tim er-reset signal.
The timeover controller waits for a tim er reset or
tim eove r signal. If a tim er-reset signal is received, it
simply resets the tim er; if a tim eover signal is internally
generated, a m odi® cation is sent to the bufferingstation-status ® le. A cell buffer is ready to be cleared
if the number of parts in it reaches the lot size num ber
L or it is in a tim eover state. The release controller
waits for a lot-retrieval requ est, and once it receives
one it freezes the cell buffer so that no parts m ay be
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
374
B. K . C hoi et al.
assigned to the cell un til the entire lot is released. At
th e com pletion of a lot release, it waits for the next
retrieval request.
Th e processing station controller (PSC ) also h as
th re e typ es of local con troller. Th e retrieva l con troller of
th e PSC constan tly m on itors th e statu s of both th e
buffe ring station and the processing station an d, if
con dition s are m et, it selects a cell buffer as we ll as a
m ach ine buffer based on a set of priority ru les. It th en
sen ds out a `reserve m ach ine buffer’ sign al so th at n o
oth er lo ts m ay h ead for th e selected m ach ine buffe r. If
th e setup state of th e m ach ine does n ot m atch th e
part type of th e selected cell buffer, it sen ds out a
setu p sign al to th e m ach ine. Finally, a retrieva l sign al
is sen t to the re lease con troller of th e BSC . Th ere is
on e bu ffe r con troller for each m ach ine buffer. It waits
for a part-a rriva l sign al an d incre ases th e n um ber of
parts if a batch of parts arrive . W hen a m ach ine
becom es idle, th e m a ch in e con troller con stan tly
search es for a setu p or pro cessing con dition : if th e
processing condition is m et, it starts the n ext processing cycle; if a setu p ch ang e is re quired, th e operator
is n oti® ed. In F igure 3, the activities in th e shaded
box es are considered to be critical on es. Th e num bers
n ear the sh ad ed activity box es denote ev en t n u m bers in
th e eve n t graph introduced in th e next section .
5.
Event graph modelling and implem entation
As discussed in Section 3, the supervisory control
m odel of SBS given in Figure 3 serves as a reference
m odel of the system which has to be converted to a
form al model in order to develop a com puter simulation
m odel or a simulator. Presented in this section are a
system atic m ethod for obtaining an event graph m odel
from the reference model of Figure 3 and a guideline
for developing a simulation program from the event
graph . Listed in Table 1 are variable names , including the
design param eters of Section 2, to be used throughout
the rest of the paper.
5.1. Event de® n ition
The following is an ad hoc guideline for de® n ing
even ts from th e supervisory control m odel of Figure 3:
Gu ideline 1: event identi® cation from con trol m odel
(1)
(2)
(3)
(4)
The start and end of a non-zero duration action
node become an event.
A zero duration action node becom es an event.
The end of a decision node becom es an event.
Adjacent events with zero inter-event times are
Figure 4. Event graph m odel of SBS.
Event graph m odelling of sortin g and buffering
Table 2. Condition table.
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
C ondition
num ber
C1
C2
C3
C4
C5
C6
C7
C8
C9
C 10
C 11
(1)
C ondition
s_sm º 0
n_ab > 0
assigned cell buffer num ber > 0
assigned cell buffer num ber º 0
s_pm ( j ) º 0
n_mb( j ) > 0
n_mb( j ) > 0
If cell buffer i becom es eligible for a lot
release (i.e. n_cb = L ) an d th ere is room in
the m achine buffers for the parts in that cell.
If there is room in the m achine buffers for
th e parts in cell buffer i and n_cb (i) > 0
If th e m achine buffer is not em pty but has
enough room for a lot and there exist cell
buffe rs havin g th e sam e part typ e th at are
eligible for a lot release or If the m achine
buffe r becom es em pty and th ere exist cell
buffers having different part types that are
eligible for a lot release.
p_cb(i) Þ p _mb( j).
m erged, if possible, an d sim ilar even ts are
re presented as a m u ltiple even t .
By following the abo ve guideline, a total of 17 events
have been identi® ed which are directly related to the
design param eters introduced in Section 2. The identi® ed events are as follows (the numbers in parenth eses
den ote the event num bers appearing in Figure 3):
(2)
(3)
375
Events for non-zero duration activities (start,
end):
arrival (1, 2); sorting (3, 4); bypass (6, 2); item
transport (5, 7); lot release (10, 11); lot tran sport
(11, 12); processing (13, 14); setup (15, 16).
Events for zero-duration activities:
tim er reset (8); notify tim eover (9).
Events for decision m aking:
end of retrieval decision (17).
5.2. C onstru ction of event graph
The states of a discrete event system are represented
by a set of state variables . There are three types of state
variable in our SBS model: nam ely, state variab les
representing (1) num ber of parts in a certain region,
(2) part type assigned to a buffer, and (3) state of resources .
These state variables are listed in Table 1. Having
identi® ed a set of events together with a set of state
variables, the next step is to construct an event graph
m odel with reference to the supervisory control m odel
of Figure 3.
In an event graph, each event becom es a node and a
directed arc represents a scheduling (solid arc) or
cancelling (dashed arc) of the next event (NE) as a
result of the occu rren ce of the cu rrent event (CE). The
event schedule conditio n, if any, and the delay tim e (if
it is positive) are indicated on th e arc. Readers who are
unfam iliar with event graphs are referred to Schruben
(1983) and Sargent (1988). However, we provide a
guideline for obtaining an event graph model for SBS.
Table 3. Event table.
Event
Event nam e
1
2
N ew part arrival
Arrival at sorting m achine
3
4
Start sorting
End of sorting
5
6
7
8
9
10
11
12
13
14
15
16
17
Start transport to cell buffe r
Start bypass
Arrival at cell buffe r i
Plan tim eover
G enerate tim eover
Start lot release
End of lot release
Arrival at m achine buffer j
Start processing
End of processing
Start setu p
End of setup
Retrieval decision
State update
None
If n _ab < S ab th en n_a b + + (in crem ent by on e) else disp ose of th e part (i.e.
b locking)
n_ab - - (d ecrem ent by one); s_sm = 1
s_sm = 0; ® nd an available cell buffer i; if found, assigned = i else assigned = 0;
set part-type to the typ e of the sorted part
Set p_cb (i) to part-type; n_scv (i ) + +
None
n_cb (i ) + + ; n_scv (i ) - None
s_cb (i ) = 2 (tim eover state )
s_cb (i ) = 1 (frozen state )
s_cb (i ) = 0; n_lcv (j ) = n _cb(i); n_cb (i ) = 0
n_mb( j ) = n _mb( j ) + n _lcv( j); n_lcv ( j ) = 0; s_mb( j ) = 0
n_mb( j ) - - ; s_pm ( j ) = 1
s_pm ( j ) = 0
s_pm ( j ) = 2; set p_mb( j ) to th e new part-typ e
s_pm ( j )=0
set i an d j; s_mb( j ) = 1
376
B. K . C hoi et al.
Gu ideline 2: even t graph constru ction from control m odel
(1)
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
(2)
(3)
(4)
(5)
(6)
Identify initial events and put th em into th e
cu rrent event (CE) list.
Remove a CE from the CE list.
Identify a set of next events (NEs) for the
removed CE, and then put the N Es appearing
for th e ® rst tim e into the CE list.
For each N E of the CE, identify its schedule
condition and delay tim e .
Specify the state changes of the CE.
If the CE list is not empty go to step 2, else stop.
The abo ve procedure for constructing an event graph
m odel m ay be better understood by trying it out using
th e con trol m odel of Figure 3 ( E i denotes event i ).
E 1 (new part arrival) is the only initial event so it
becom es a CE. The N Es of E1 are E2 (arrival at sorting
m achine) and E1 itself. The schedule condition for E 2
is unconditional with a delay tim e of t1 , and the
schedule condition for E1 is unconditional with a
delay tim e of T ia . There are no state changes for E 1
(it is assum ed that the num be r of parts in the arrival
buffer, n _ab , is increased by one after the part arrival at
th e sortin g m achine). N ow E 2 becomes a CE having an
N E of E3 (start sorting). The schedule condition for E 3
is `sorting m achine idle’ and the delay tim e is zero. The
state change here is `n_ab + + (increment by one) if
n _ab < S ab (arrival buffer is not fu ll), otherwise dispose
of it (blocking)’.
A com pleted event graph m odel for ou r SBS is
presented in Figure 4. The notatio n in the event
grap h is similar to that introd uced in Sargent (1988)
and Law and Kelton (1991).
Event schedule conditions are indicated on th e arcs
by using the tilde sym bol. The schedule condition C 1 on
th e arc from E2 to E3 , for example, is `s_sm = 0’ meaning that the sortin g m achine is idle. Sim ilarly, the
schedule condition C5 on the arc from E12( j) to
E 13( j) is `s_pm ( j ) = 0’ (`if processing m achine j is
idle’). Sum m arized in Table 2 are event schedule conditions appearing in th e event graph of Figure 4. The
occurrence of an event would result in som e state
ch anges. There are three ar ti® cial events ( E1 , E6 , E8 )
which cause no state changes. The state changes for the
rem aining (actual) events are described in Table 3.
5.3. Im plementation of event graph
The authors have im plemented a SIMAN-based SBS
simulator for the event graph m odel of Figure 4. The
simulation language SIMAN (Pegden et al . 1990) is
designed based on a process view (Zeigler 1976) and it
supports the concept of data-driven simulator (Pidd 1992).
A process is a tim e-ordered sequence of interrelated events
which describes the entire experience of an entity as it
passes throu gh a system (Law and Kelton 1991). In
SIMAN, a process is represented as a sequence of blocks .
N aturally, a part ¯ owing throu gh th e SBS is an entity.
There are twelve events ( E1 ± E7 and E10 ± E 14 ) in the
event graph that are related to the part ¯ ow form ing a
process . For the remaining events, im aginary entities are
de® ned. SIMAN station blocks are used for the mu ltiple
events (the events with indexing variab les i, j ), and userde® ned FORTRAN functions are used for complicated
decision logic (e.g. the retrieval decision).
6.
Experim ental scenario and application case stud y
As discussed in Section 2, an SBS is a three-stag e
bu ffering system whose m ain function is to absorb the
¯ uctuatio ns of the part-arrival process so that the
through-put rate of the processing m achines can be
m axim ized by minim izing the num ber of setup
changes. In practice, however, the m axim um th rou ghput rate is usually given as a constraint, and it is
required to (1) avo id or m inim ize blocking , (2) m inim ize the level of in -process inven tor y, and (3) m inim ize
the tim e-in -system for each part. These requirem ents
should be m et at a m in im u m cost under the constraint
of available ¯ oor space .
6.1. Experim ental scenario
Th e purp ose of a sim ulation experim en tation for
SB S design is to ® n d `optim um ’ va lues of the design
p aram eters so th at th e am ounts of blockin g , in v en tor y
level , an d tim e-in -system are all m inim ized, un der th e
con straints of pro cessin g requ irem en ts an d ¯ oor sp ace
av a ila bility. Th e m ajo r design param eters th at h ave
to be determ ined from th e sim ulation study are :
d
d
d
num ber of processing m achines ( N pm ),
cell-buffer size ( S cb ), number of cells ( N cb ) and
arrival-buffer size ( S ab ),
lot size ( L ).
The machine-cycle time (T mc ), setup time (T m s ) and
timeover limit (T to ) are usually given as technical data.
Once the average inter-arrival time (T ia ) is speci® ed, the
sorting-cycle tim e (T sc ) may be ® xed so that T sc < T ia .
Similarly, the size of the machine buffer (S mb ) can be
® xed taking into account the constraint S cb £ S mb .
Event graph m odelling of sortin g and buffering
With an SBS simulation program on hand, actual
simulation experimentation is carried out in three steps:
(1)
(2)
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
(3)
Speci® cation of processing requ iremen ts.
Generation of sets of feasible values for the
design param eters.
Optim ization of the design param eters.
In th e following, a brief description of each of the above
steps will be provided.
The processing requ iremen ts are speci® ed in term s
of inter-arrival tim e ( T ia ) and num ber of part types
( N pt ). In general, th e parts arriving at the sorting
m achine would form a com plicated stochastic process
{P i , T i } for i = 1 , 2 . . .
where, P i and T i are part type and arrival time, respectively, of the i th arrival. Thus, it is necessary to specify
th e distributions of the part types {P i } and of the interarrival times {T i - T i - 1 } in order to generate a realistic
part-arrival sequence. The user has to write a `partarrival generation’ program to suit his or her speci® c
ap plication.
In determ ining feasible rang es for th e m ajor
design param eters ( N pm , S cb , N cb , S ab , L ), the following
377
relationships may be utilized:
(1)
(2)
(3)
(4)
N pm > T m c / T ia ;
L £ S cb £ S m b ;
N cb ³ N pt ;
S ab + N cb ´ S cb + N pm ´ S m b < available space for
bu ffers.
The setup-tim e ratio , the ratio of the setup-change time
( T m s ) to the m achine-cycle time ( T m c ), is an im portant
factor for determining the lot size ( L ). A large value of
the ratio results in a large L .
Having determ ined the feasible ranges for the ® ve
design param eters, actual valu es of the design param eters for individual simulation runs are selected based
on the following experim en tal scenario :
(1)
(2)
(3)
(4)
(5)
Select a value for N pm (number of m achines).
Select a set of values for S ab (arrival-buffer size).
Select a set of values for the pair { N cb , S cb } for
each S ab under the constraint of `S ab + N cb ´ S cb
= constan t’.
Select a set of values for the lot size L for each
pair of { N cb , S cb }.
M ake simulation runs for each of the com bin ations above.
Figure 5. The effect of lot size on th e num ber of blocked tyres (S ab = 30, N cb ´ S cb @ 900).
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
378
B. K . C hoi et al.
Figure 6. The effect of buffer-sp ace allocation (S cb = 15, S ab
The num ber of experim ents can be reduced by em ploying som e experimental design techn iques or search
techn iques (Pegden and Gately 1980, M ayer and
Benjam in 1992, H o et al . 1993).
Once the `optimal’ ranges for the design param eters
are obtained, a series of sensitivity analyses have to be
m ad e with respect to th e processing requirem en ts, for
exam ple, by re peatin g th e ex perim entation with
differe nt values of T ia an d N p t .
6.2. A pplication case study
A case study was m ade for the design of a tyre
un iform ity in spection lin e in Ko re a. (N ote: som e of
th e data pre sen ted h ere are ® ctitiou s for re ason s of
con ® den tiality.) It is a m ass ¯ ow lin e, ru n n ing 2 4
h ours a day, processing about 13 200 tyres o f 40 types
each day (th e n um ber of tyre typ es h an dled by th e
line is a few h un dre d). Th e inco m in g tyre s arrive at
th e line rath er un iform ly (with an ave rage of o n e
eve ry 6 . 5 5 seco n ds). Th ere are seve n in spection
m ach ines with an ave rage cyc le tim e of 3 3 secon ds
an d an ave rage setu p-ch an ge tim e o f 5 00 seco n ds.
E ach m ach ine h as a bu ffe r cap able o f storing 2 0 tyre s.
The com pany was planning to install an automated
SBS introducing a vision-based autom atic sorting
m achine having a sortin g-cycle time of abo ut 6 seconds.
If a tyre of a particular type does not arrive for two
hou rs, th e tyres of that type are released from the cell
buffer. Thus, we have the following set of ® x ed design
param eters:
T ia = 6 .55;
T m c = 33;
T sc = 6;
N pm = 7;
+
15 ´ N cb = 930).
N pt = 40;
/processing requirem ents/
T m s = 500; /setup-tim e ratio @ 15 /
T to = 7 200;
S m b = 20 .
There was a ¯ oor space of abo ut 930 (i.e. space for
conveyo r-type buffers for abo ut 930 tyres) that can be
used for the buffering station (cell buffers) and for the
arrival buffer for incom ing and bypassed tyres. Further,
due to the dim ensional constraints of the ¯ oor space
and cell buffers, the length (or size) of a cell bu ffer is
required to be no m ore than 15 and the num ber of cell
bu ffers no more than 80. Thus, we have the following
constraints:
N cb ´ S cb
N cb £ 80;
+
S ab £ 930;
S cb £ 15 .
The designer of th e SBS wanted to ® nd optim al values
for the remaining design param eters: m inim um lot size
( L ), size of the arrival buffer ( S ab ), number of cell
bu ffers and size of a cell ( N cb , S cb ). The m ost critical
perform ance measure was the num ber of blocked tyres a
day.
The results of two simulation experimen ts are presented in Figures 5 and 6. In the ® rst experim ent, the
size of the arrival buffer was ® xed at 30 and the space
for the cell buffers was held at about 900. That is,
S ab = 30;
N cb ´ S cb @ 900 .
For the three cases of buffering station arrangement,
nam ely ( N cb = 60, S cb = 15), ( N cb = 69, S cb = 13), and
( N cb = 80, S cb = 11), the effect of the m inim um lot size
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
Event graph m odelling of sortin g and buffering
( L ) on the number of blocked tyres was investigated. As
shown in Figure 5, the optim al choice for L is 3. As a
m atter of com pany policy, the m axim um value for the
average number of blocked tyres per day is 200.
In th e second experim ent, the effect of the bufferspace allocation (between the arrival buffer and the cell
buffers) was investigated. This time, the size of the
arrival buffer and the num ber of cell buffers was
varied with S cb = 15 and L = 3. As can be seen in
Figure 6, the com bination of S ab = 30 and N cb = 60
gives the lowest num ber of blocked tyres. In both
experim ents, the statistics were collected over eight
one-day periods, each following a w arm -up period of
one day. It was observed that the average of the actual
lot sizes was about 9 (when S cb = 15 and L = 3).
It is not easy to apply the results of one system to
other cases because the behaviou r of an SBS m ay
ch ange drastically depending on the changes in N pt ,
N pm , and the setup-tim e ratio T m s / T m c .
7.
379
applied to the sorting system s found in packaging and
distribution centres (for exam ple, by setting S cb = L ,
T m s = 0, etc.). As there would be m ore than ten design
param eters in a typical SBS, it is not easy to ® nd an
`optim a l’ com bination from simulation experim ents.
For this reason, an experimental scenario together with
a case application has also been presented.
As a further research project, the authors are
working on developing a form al m ethodology for
event grap h m odelling of automated m anufacturing
system s in general. The authors are also planning to
develop an SBS design guide based on extensive experim entation using the SBS simulator introduced in th is
paper.
Acknowledgem ent
The research was supported by the M inistry of Scien ce
and Technology.
Conclusions and discussion
An SBS is a well-de® ned autom ated m aterial handling system playing a very important role in mod ern
m anufactu ring system s. It is a com plex system having a
number of importan t design param eters. As a result,
th ere is an increasing need for a valid and versatile
simulation model to aid the design of SBSs. This paper
con tributes to the need by (1) proposing a structured
procedure for developing a simulation model of SBS,
(2) developing a generic event graph m odel of SBS,
and (3) providing an easy-to-follow experim ental scenario for the testing of SBS.
The proposed model-building procedure is based on
the concept of reference model. The supervisory control
model of SBS,which is easily obtained once the dynamic
behaviour of the system is understood, serves as a reference model for both the SBS design engineer and the
simulation practitioner: the design engineer may use the
reference model in verifying his design logic as well as in
developing control programs, while the simulation expert
uses the reference model in developing a formal model for
computer simulation. It is with the reference model that
the validity of the simulation model is more effectively
veri® ed. The model-building procedure is well structured
and may effectively be used in building a simulation
model for other types of automated manufacturing
system as well.
The event grap h of SBS presented in Figure 4 is a
generic one which m ay be used in developing an SBS
simulator in any availab le language. The SBS m odel
presented in th e paper has been developed with `inprocess’ applications in m ind, but it can be directly
References
B O ZE R , Y. A., Q U IRO Z , M . A., and S H A R P, G. P., 1988, An
evaluation of alternative control strate gies an d design
issues for autom ated order accum ulation an d sortation
system s. M aterial Flow, 4, 265 ± 282.
B O ZE R , Y. A., an d S H AR P, G . P., 1985, An empirical evaluation
of a general purpose autom ated order accum ulation an d
sortation syste m used in batch picking. Material Flow, 2, 111 ±
131.
C A R R IE , A., 1988, Simulation of M anufacturing Systems (John
W iley & Sons, New York).
H IYAM A , H., J O E , Y., K U BO TA , S., T A NA K A , T., and K A M E D A , T.,
1988, Tyre H andling System . European Patent No. EP 0 288
590 A1.
H O , N. C ., L EE , S. S. G ., an d L O H , Y. L., 1993, A tw o-stage
approach for optim izing sim ulation experiments. Annals of
the CIRP, 42, 501 ± 504.
H O R R EY, R., 1983, Sortation system s: from push to high-speed
fully automated applications. Proceedings of the 5th International
C on ference on Au tomation in Warehou sing, Atla nta , G A, pp .
77 ± 83.
L A M BE RT, D . R., 198 5, N ew techno logy in wareh ousing an d
distribution. Proceedings of the 2nd International Conference on
Automated Materials Handling, Birmingham, UK, pp. 131 ± 143.
L AW , A. M ., an d K ELTO N , W. D ., 1991, Simulation Modeling and
Analysis 2nd edn (M cGraw-H ill, New York).
L U X H O J , J. T., F O R SYTH E , L. M., and K A ZU NA S , S., 1991,
D eveloping an expert syste m to choose a sort sub-system .
Industrial Engineering, 23(8), 22 ± 26.
M AT ER IAL F LO W P L AN N ER , 1992, A view on actu al installation
o f the au to m ated sorte r. M aterial Flo w P lan ner, 20, 36 ± 47
(in Japan ese).
M A YE R , R. J., and B EN JA M IN , P. C ., 1992, U sing th e Taguchi
paradigm for m anufacturing system design using simulation
experiments. Com puters and IE, 22, 195 ± 209.
M E L L E R , R. D ., 1994, O rder accum ulation/ sorta tio n syste m :
Downloaded by [Korea Advanced Institute of Science & Technology (KAIST)] at 03:42 01 March 2016
380
B. K . C hoi et al.
an inte lligent lan e-assignm en t algo rithm for th e tw o -le vel
p ro blem . 3rd In du strial E n gineering R esearch C onference Proceedings, Atlan ta, G A, pp. 588 ± 593.
M U R P H Y, A., and M A RT I N , S., 1985, Usin g custom softw are to
o ptim ize b ene ® ts o f auto m ated carto n. P roceedings of the
2 nd In terna tional C on ference on Au toma ted M aterials H and ling, Birm in gham , UK, pp . 119 ± 123.
N O BL E , J. S., an d T A NC H O CO , J. M. A. 1993, Selection and
speci® cation of a m aterial han dling syste m . 2nd Industrial
Engineering Research Conference Proceedings, Los Angeles, C alifornia, pp. 787 ± 791.
P E G D E N , C . D ., and G AT E L Y, M . P., 198 0, A decision-optim izatio n m od ule fo r SL A M . Simu lation, Jan uary, 18 ± 25.
P E G D EN , C. D ., S H AN N O N , R. E ., and S A D O W SK I, R. P., 1990,
Introduction to Simulation U sing SIM AN (M cG raw-H ill, New
York).
P E TE R SO N , J. L., 1981, Petri Net Theory and the M odeling of Systems
(P rentice-Hall, E nglewood Cliffs, NJ).
P IDD , M., 1992, Guidelines for the design of data driven generic
sim ulators for speci® c dom ains. Simulation, 59, 237 ± 243.
R AJU , K. R., an d C H E TT Y, O . V. K., 1993, Addressing design an d
control issues of AG V-based FM Ss with Petri net aided
sim ulation. Com puter Integrated M anufacturing Systems, 6,
125 ± 134.
R EM BO L D , U ., N N A JI , B. O., and S T O RR , A., 1993, Com puter
Integrated Manufacturing and Engineering (A ddison-Wesley,
Wokingham , England).
S AR G E NT, R. G., 1988, Event graph m odeling for sim ulation
with an application to ¯ exible m anufactu ring system s.
M anagement Science, 34, 1231 ± 1251.
S CH R U B EN , L. W., 1983, Simulation m odeling with event
graphs. C om munications of the ACM , 29, 957 ± 963.
S U H , N . P., 1990, The Principles of Design (O xford University
Press, New York).
W H ITE , J. A., and A PPL E , J. M., 1985, M aterial handling
requirements are altered dram atically by CIM inform ation
links. Industrial Engineering, 17, 36 ± 41.
Z EIGL ER , B. P., 1976, Theory of Modeling and Simulation (John
W iley & Sons, New York).