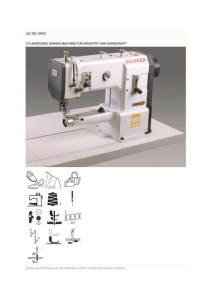
LEATHER - CUTTING AND CLOSING lockstitch sewing machine in the footwear industry
advertisement

8108 version 4 28-Jun-16 1 of 4 LEATHER - CUTTING AND CLOSING Set up and use a single needle lockstitch sewing machine in the footwear industry level: 2 credit: 6 planned review date: November 2005 sub-field: Footwear and Leather Trades purpose: People credited with this unit standard are able to: explain the operation of a single needle lockstitch sewing machine; set up the machine; maintain the machine; identify and explain effect of sewing faults; and use the sewing machine to complete the common industry task to specified industry performance and company quality standards. entry information: Open. accreditation option: Evaluation of documentation by NZQA and industry. moderation option: A centrally established and directed national moderation system has been set up by Competenz. special notes: 1 Specified industry performance is 55% BSI performance or equivalent. BSI Performance is the British Standards Institute internationally recognised performance system (BS3138) where 100% is the standard expected from a competent fully qualified performer using the correct methods and taking the allowed rest. Other comparable rating or performance systems such as the 60/80 system are acceptable, with the appropriate performance adjustment. 2 Company safety requirements must conform to the Health and Safety in Employment Act 1992 and Health and Safety in Employment Regulations 1995. 3 To demonstrate the achievement of the standard referred to in special note 1 the trainee will be able to complete the common industry task. This task is available from the Leather and Shoe Research Association (LASRA). 8108 version 4 28-Jun-16 2 of 4 LEATHER - CUTTING AND CLOSING Set up and use a single needle lockstitch sewing machine in the footwear industry Elements and Performance Criteria element 1 Explain the operation of a single needle lockstitch sewing machine. performance criteria 1.1 The parts of the lockstitch sewing machine are identified and described in terms of function and purpose. Range: needle, top thread path, bobbin, bobbin winder, pressure foot and/or pressure wheel, needle plate, motor, drive path. 1.2 The thread tension controls are identified and described in terms of function and purpose. 1.3 The method of stitch formation is explained and the relationship of the parts described in terms of function and purpose. Range: 1.4 needle, needle plate, bobbin, bobbin case, hook. Machine operating controls are identified and described in terms of function and purpose. Range: treadle, pressure foot and/or pressure wheel lifting device, drive wheel, reversing control, stitch length control. element 2 Set up machine. performance criteria 2.1 Needle is changed to the manufacturer's specification. 2.2 Machine is threaded up to manufacturer's specification. 8108 version 4 28-Jun-16 3 of 4 LEATHER - CUTTING AND CLOSING Set up and use a single needle lockstitch sewing machine in the footwear industry 2.3 Bobbin is changed to manufacturer's specification. 2.4 Stitch length meets company specification and product requirements. 2.5 Tension meets company specification and material requirements. element 3 Maintain machine. performance criteria 3.1 Machine is cleaned according to company requirements. 3.2 Machine is oiled according to manufacturer's recommendations and company requirements. element 4 Identify and explain effect of sewing faults. performance criteria 4.1 Worn needles are identified and replaced according to company requirements and their effect on stitch formation is explained. 4.2 Thread faults are identified and their effect is explained. Range: 4.3 tension variation, fraying, breaking. Stitch faults are identified and their causes explained. Range: slip stitch – worn needle, poor quality thread, incorrect timing; lock not in centre of material – tension adjustment; laying of stitch – incorrect needle type, worn needle. element 5 Use sewing machine to complete common assessment task. 8108 version 4 28-Jun-16 4 of 4 LEATHER - CUTTING AND CLOSING Set up and use a single needle lockstitch sewing machine in the footwear industry Range: industry standard tasks numbers 1 to 5. performance criteria 5.1 Work is completed to specified industry performance standard. 5.2 Work is completed to company quality standards. Range: 5.3 tension, accuracy to marks, edge distance. Work practices meet company safety requirements. Comments on this unit standard Please contact Competenz info@competenz.org.nz if you wish to suggest changes to the content of this unit standard. Please Note Providers must be accredited by the Qualifications Authority or a delegated interinstitutional body before they can register credits from assessment against unit standards or deliver courses of study leading to that assessment. Industry Training Organisations must be accredited by the Qualifications Authority before they can register credits from assessment against unit standards. Accredited providers and Industry Training Organisations assessing against unit standards must engage with the moderation system that applies to those standards. Accreditation requirements and an outline of the moderation system that applies to this standard are outlined in the Accreditation and Moderation Action Plan (AMAP). The AMAP also includes useful information about special requirements for providers wishing to develop education and training programmes, such as minimum qualifications for tutors and assessors, and special resource requirements. This unit standard is covered by AMAP 0030 which can be accessed at http://www.nzqa.govt.nz/framework/search/index.do.