Materials, Bearings, and Lubricants for Nanopositioning tm 500

tm
Technisches Messen 73 (2006) 9 / DOI 10.1524/teme.2006.73.9.500
© Oldenbourg Verlag
500
Materials, Bearings, and Lubricants for Nanopositioning
Yo n g h e L iu , Ju ergen A . S ch a efer, G erd Jäger, Tech n isch e U n iversitä t Ilm en a u
Manuskripteingang
:
27. Juni 2006
;
zur Veröffentlichung angenommen
:
02. Juli 2006
Most friction models for automatic control are targeted for the macro world, and are of questionable value for the motion control of the nanopositioning and nanomeasuring machine (NPM) system. We present the frictional behaviour of some selected materials, coatings, lubricants, and bearings tested under running conditions similar to a NPM system. Continuous change of surface properties results in various friction characteristics, which substantiate the further development of tribological coatings, particularly for vacuum applications. We emphasize the system engineering approach in developing friction models, which combines fundamental knowledge of surface science, materials science, and its applications in design, construction and automatic control.
Keywords:
Nanopositioning, bearings, friction, materials, coatings, lubricants
Materialien, Lager und Schmiermittel für Nanopositionierung
Die meisten Reibungsmodelle für gesteuerte Bewegungen sind nicht gültig für Nanopositioniersysteme. Wir zeigen das Reibungsverhalten von einigen ausgewählten Materialien, Beschichtungen,
Schmiermitteln und Lagern, welche unter gleichen Bedingungen getestet wurden. Systematisches Ändern der Oberflächeneigenschaften führt zu unterschiedlichem Reibverhalten, welches wesentlich für die weitere Entwicklung von tribologischen Beschichtungen ist, insbesondere für
Vakuumanwendungen. Es ist offensichtlich, dass die Systementwicklung Reibungsmodelle für die
Nanopositionieransteuerung benötigt, welche das grundlegende Verständnis von Oberflächenphysik,
Materialwissenschaften und den Erfahrungen aus Maschinenkonstruktion und Elektromechanik verbinden.
Schlagwörter:
Nanopositionierung, Lager, Reibung, Materialien, Beschichtungen, Schmiermittel
1 Introduction
Since 1998 a wide-scanning-range nanopositioning and nanomeasuring machine (NPM) has been developed at the Ilmenau University of Technology. The first version of NPM operating in a three-dimensional (3D) scanning space of 25
×
25
×
5 mm
3 was built in 2001 and has since been commercialized. It is guided by linear ball bearings and driven by electromagnetic motors attached directly to the stage. Since 2002, a Special Cooperative
Research Centre (SFB622) has been established in
Ilmenau to study the fundamental issues related to NPM technology, including nanopositioning and nanomeasuring techniques, design, construction, materials, and system control. In the second phase of the program that has started in July 2005, a new generation of the
tm
Technisches Messen 73 (2006) 9 Y. Liu et al.: Materials, Bearings, and Lubricants for Nanopositioning
501
NPM system is being developed. The goal is to achieve nanomeasuring and nanopositioning in a 3D space of
350
×
350
× (
5–50
) mm 3 , and in a vacuum environment to further enhance accuracy [1]. The design, construction, and testing of bearings suitable to meet these objectives are important and challenging tasks. Among the various bearings tested, i. e. air bearings, magnetic bearing etc., linear ball bearings and sliding bearings are considered to be the best candidates due to their wide working distance and the possibility for implementation in vacuum. The drawback, however, of such bearings is that the friction originating from them exerts on the positioning stage directly. This can have significant influence on the measuring and positioning accuracy.
Therefore, a systematic characterization of the frictional properties of such bearings is crucial for the further development of the NPM system.
In this report, we investigate the bearings, bearing materials, and lubricants for the NPM system by characterizing the adhesion and friction behaviour on multi scales in length, velocity, and load. At first, a brief review is presented in Sect. 2 about our current understanding of the NPM technology with the presence of friction. This is followed by a description of the instruments developed to measure friction and adhesion in Sect. 3, the frictional behaviour of some selected bearing materials and lubricants in Sect. 4 and our strategy in testing linear bearings in Sect. 5. Finally a summary and outlook are presented in Sect. 6.
2 Nanopositioning with Friction
Even though the first design role for nanopositioning is to eliminate friction by using flexures or air bearings [2], these devices cannot always meet the requirements from the increasingly wider scanning ranges and extreme operating environments, such as vacuum.
Most available wide scanning range NPM systems around the world are realized by moving a positioning stage guided by bearings with friction. The presence of friction is a great challenge for NPM technology.
A possible way to cope with friction is getting it under a proper control through a model-based or experiencebased automatic control. The main motion control task in the NPM system is to achieve point-to-point, or precision positioning where a constant set point is considered. In this case, disturbance from dynamic friction, particularly from stick-slip effects, is of major importance. Another control task is tracking, or servo task, with frequent velocity reversals and at a wide range of velocities from
µ m
/ s to mm
/ s. The types of friction involved in tracking are the static friction and its history dependence, and the dynamic friction and its velocity dependence. All of these frictional behaviours need to be thoroughly characterized under operating conditions that mimic the NPM system before a robust control strategy can be implemented.
Considerable efforts have been devoted to the construction of reliable models to describe friction. The earliest model of friction can be traced back to 1699, when Amonton stated that the friction is proportional to the normal load, but independent of the nominal contact area. Nearly 100 years later, Coulomb made a distinction between static and dynamic friction to discriminate the states before and during motion, and established that the former is usually larger than the latter one [3].
In describing friction in the presence of lubricants, the
Stribeck curve [3] is usually referred to model the complex influence of lubricant viscosity, contact pressure, and velocity. If the load and the lubricant viscosity remain the same, the Stribeck curve exhibits a friction plateau at low velocity, dominated by boundary lubrication, a linear increase of friction with velocity at high velocity, dominated by hydrodynamic lubrication, and a transition region in the middle range of velocity, indicative of a mixed lubrication regime. Another important form of friction is stick-slip, which is more system dependent and occurs when the system’s stiffness and operating speed are low. Physically, it is the nature response when a single asperity scans over a surface with varying potentials on an atomic or nanoscale.
On the macroscale consisting of multi-asperity contacts, it has been modelled by phase-and-rate theory. For some polymers it is a result of temporally enhanced contact area (through creeping) and velocity weakened shear strength at the contact interface. Most of the models developed for friction control strive to recover more or less the phenomena such as the static and dynamic friction, its load dependence, its velocity dependence, and stick-slip. For a comprehensive review of the friction models for motion control, please refer to the work of
Armstrong–Helouvry et al. [4].
It must be emphasized that these models are based on experiments and observations from the macroworld.
The high end of the operating velocity of NPM is on the order of mm / s, which refers to the low velocity end of the Stribeck curve. It is therefore questionable whether the Stribeck curve is still valid when velocity is in the range of
µ m
/ s to mm
/ s. On the other hand the information obtained on a nanoscale, namely by atomic force microscopy (AFM), is helpful for understanding of the fundamental aspects of friction. These insights, however, usually cannot be used in handling engineering problems such as the motion control of the NPM system, which runs at a velocity in the range of
µ m
/ s to mm
/ s, and at a working load in the range of mN to N.
There exists an obvious gap between the macro- and the nanoscale, where the information on friction effects is
tm
Technisches Messen 73 (2006) 9 Y. Liu et al.: Materials, Bearings, and Lubricants for Nanopositioning
502 crucial for the accurate operation of the NPM system.
This gap is in the range of
µ m (length),
µ m
/ s (velocity) and
µ
N (load), respectively. The study of friction on the microscale and its related wear and lubrication is defined as microtribology [5]. Our approach in studying friction is based on microtribology and combined with established practices in macrotribology and the AFMbased nanotribology. The knowledge gained can further be utilized in studying the dynamic behaviour of the
NPM system and in developing models of friction for motion control.
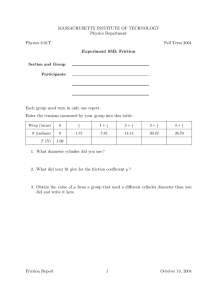
3 Instruments
We have developed a series of instruments for measuring adhesion and friction on a microscale. A typical setup is shown in Fig. 1. It consists of three basic units: piezo drivers, a double-leaf spring as force transducer, and a laser interferometer (SP120, SIOS GmbH) as displacement sensor. The lateral piezo driver provides reciprocating motions of the flat samples to be tested.
The vertical piezo driver provides the motion of the double-leaf spring, which applies the normal load between the counterbody sphere mounted on its tip and the flat sample after getting into contact. The normal load is obtained by measuring the deflection of the spring in the normal direction, multiplied by the normal spring constant (K z
) . At a given normal load, the friction force produced by the lateral motion of the flat specimen will drive the sphere, and hence the spring to a certain deflection. By measuring this deflection and multiplying it by the lateral spring constant (K x
)
, we obtain the friction force.
The advantages of the setup shown in Fig. 1 are:
1. Piezo actuators provide a frictionless driving motion in a velocity range of
µ m
/ s to mm
/ s and thus exclude the coupling of friction from the driving side.
2. The laser interferometer with a resolution of
∼ 0 .
1 nm can detect minute changes in displacement or deflection.
3. The spring constants of the double-leaf springs can be adjusted in the range between N
/ m and kN
/ m by the choice of the materials (glass, steel etc.) and the geometry.
4. By a combination of 2) and 3), the adhesion and friction force can be measured in a variety of environments (vacuum or liquid lubricants) and operating parameters.
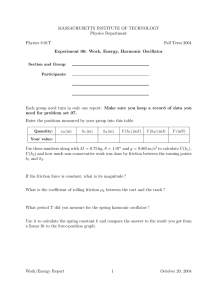
5. The whole setup can be built on an optical microscope, which can monitor the contact area during the measurements, as shown in Fig. 2. This enables the correlation between friction (adhesion) and the contact area. It is also possible to measure the lubricant film thickness in the contact zone.
We have employed these setups and their modifications to measure the friction of bearing materials, lubricants and even entire bearings.
Figure 1: Schematic diagram for a typical setup of the microtribometer: 1 lateral piezo actuator,
2 vertical piezo actuator, 3 double-leaf spring force transducer, 4 specimen, 5 counterbody sphere, 6 laser interferometer, 7 reflecting mirror.
Bild 1: Schema eines typischen Aufbaus eines
Mikro-Tribometers: 1 lateraler Piezo-Aktor,
2 vertikaler Piezo-Aktor, 3 Doppel-Blattfeder-
Kraftübertrager, 4 Probe, 5 Gegenkugel,
6 Laser-Interferometer, 7 Reflexionsspiegel.
Figure 2: Schematic diagram (left) and the setup in service (right) for a microtribometer integrated with an optical microscope to measure adhesion.
Bild 2: Schema (links) und Aufbau (rechts) eines
Mikro-Tribometers zusammen mit optischem
Mikroskop für die Adhäsionsmessung.
tm
Technisches Messen 73 (2006) 9 Y. Liu et al.: Materials, Bearings, and Lubricants for Nanopositioning
503
4 Frictional Behaviour of Selected Materials
4.1 Bearing Steels and Polymers
Dry running is recommended for the application of high precision linear bearings used as the guidance for the vertical (z) motion of the NPM system. Before discussing the characterization of the whole bearings, presented in section 5, we first compare the sliding performance of the bearing materials including bearing steels, polymer composites, and selected coatings. Steel spheres (100Cr6, grade 5, RMS 50 nm, hardened to
HRC 62) of 3 mm in diameter were employed as the counterpart in all tests.
4.1.1 Oscillation in Friction Caused by
Oxidational Wear of Metals
The friction of metals in dry sliding is accompanied by oxidational wear. In Fig. 3, we show the coefficient of friction (COF) for bearing steel (100MnCrW4 hardened to HRC 58
∼
62, and with RMS
∼
1
µ m). At a sliding velocity of 1
.
44 mm
/ s the COF became unstable and alternated between
∼
0
.
09 and
∼
0
.
07 in the running.
This kind of oscillation in COF is mainly related to
Figure 3: The COF in sliding tests of bearing steels shows large variations in dry running at higher velocity. It becomes more stable with the decrease of velocity and by the application of a lubricant (Sprayoil88).
Bild 3: COF zeigt in Gleittests mit Stahllagern starke Variationen bei Trockenlauf bei hoher Geschwindigkeit. Es stabilisiert sich bei niedrigeren Geschwindigkeiten und der
Anwendung von Schmiermittel (Sprayoil88).
oxidational or mild wear, i. e. the build-up and removal of oxide layers at the contacting asperities [6]. If the oxide grows to a critical thickness and beyond, friction occurs between the oxides and thus, a small COF is obtained. With cyclic running, spalling of the oxide layer occurs resulting in the formation of wear debris. As a result, the fresh metal is in contact again (at least at one counterface), and the COF turns to a higher value.
Meanwhile, a new cycle to form the oxide layer is initiated. This kind of frictional oscillation has been observed in the dry running of Cu, W, and Cr in addition to the bearing steels [6; 7; 11].
It is suspected that the oscillation in the COF can be reduced by improved surface finishing or reduced surface roughness. This hypothesis was tested by sliding an atomically smooth Si sphere (1 mm diameter) on a Cr film (200 nm on Si substrate, RMS
∼
20 nm) prepared by magnetron sputtering. Similar oscillation in COF was still observed [7]. Therefore, the surface roughness is not a decisive factor. The hardness of substrates seems to be more important since we have not observed such large COF oscillation in sliding tests of Cu [6] at the same running conditions as in Fig. 3. It must be emphasized that the oscillation of COF was not observed when the normal load and running velocity were extremely high. Instead, an oscillation in the wear rate which defines the mild and severe wear has been observed [3].
Further studies on the formation, microstructures, and interfaces between the oxide film and the substrates are necessary to clarify the relationship between the
COF oscillation and oxidational wear. Lubrication is an effective way to inhibit such COF oscillation, as shown in Fig. 3.
4.1.2 Surface-sensitive Friction of Polymers
Partially crystallized thermoplastic polymers, such as polyamide (PA), polyethylene terephthalate (PET) and Polytetrafluoroethylene (PTFE), have found wide applications in precision engineering as bearings and couplings because of their low adhesion and low friction. There is also an increased interest in applying such polymers, particularly PTFE in NPM technology due to their low COF, low stick-slip, and high levels of anti-adhesive properties. However, pure polymers have the following drawbacks: low Young’s modulus, high viscoelasticity, and poor wear resistance. As a consequence, many polymer composites have been developed and used as bearing due to their improved properties. These composites are usually provided as semi-finished products that can directly be used as bearings or attached to the existing bearings surfaces.
In both cases, no further surface processing is required except for some conditional cleaning.
tm
Technisches Messen 73 (2006) 9 Y. Liu et al.: Materials, Bearings, and Lubricants for Nanopositioning
504
We have tested three commercialized polymer composites: ZX100 (based on PET), ZX530 (based on
PTFE) provided by Deinhammer GmbH, and PA12G
(based on PA) provided by Schneeberger GmbH. Deionized water and acetone plus methanol were used in surface cleaning. We find that the surface cleaning has a significant influence on friction. For the specimens cleaned with water, as shown in Fig. 4, the friction force and its dependence on normal load are roughly the same for all polymers, and the COF changes from 0.02 to
0.05 at a normal load of 0
.
4 N. Such a change of COF at a critical load is closely related with the shear of surface layers. When L < 0 .
4 N, the compaction of the surface layer is dominant and the sliding is principally from the shear of the surface layer. With the increase of the load, the substrate starts to deform as more energy is dissipated and thus a higher COF is obtained. The surface layer in our tests might originate from adsorption that cannot be removed by water, or from handling and processing of materials [8].
Another interesting question in the selection of polymer composites is how to relate the reported mechanical
Figure 4: Friction force vs. normal load for the polymers cleaned with water can be described by a master curve. Linear fitting of this master curve results in COF
=
0
.
02 when L
<
0
.
4 N,
COF
=
0
.
05 when L
>
0
.
4 N. Notice the obvious deviation from the master curve for ZX530 when
L > 0 .
6 N.
Bild 4: Die Reibungskraft als Funktion der Auflagekraft für Polymere (gereinigt mit Wasser).
Die lineare Approximation ergibt COF
=
0,02 für
L
<
0,4 N, COF
=
0,05 für L
>
0,4 N. Zu beachten ist die offensichtliche Abweichung bei ZX530 für
L
>
0,6 N.
properties to the frictional behaviour. Our results obtained after removing the surface layer by cleaning in acetone plus methanol give a qualitative answer [8].
Normally a higher Young’s modulus results in a lower
COF. A linear relationship between friction force and normal load is observed when elastic deformation dominates at low normal load, while fluctuations of friction force are observed when plastic deformation occurs at high normal load. The high Young’s modulus is also found to be favourable for the formation of thin transfer films which are crucial to obtain a low and stable COF.
The low yield strength and the hard particles in the composite result in heavy wear and formation of a thick transfer film. This accounts for the large fluctuation of the COF observed in ZX530. Therefore, it is recommended to avoid polymer composites with hard fillers when choosing bearing materials for the NPM system.
4.2 Tribological Coatings
Running in dry, particularly in vacuum, requires tribological coatings to increase wear resistance, and to reduce adhesion and friction, which are normally high for metal-metal contacts in vacuum. Tungsten carbide
(WC) coatings have been developed and applied to bearing surfaces intended for vacuum applications. In order to improve the reliability of such coatings for NPM applications, we compared the tribological performance of WC coatings with various structures and developed a series of WC-based tribological coatings.
4.2.1 Optimizing WC Structures
Several stable tungsten carbide phases exist in the W-C phase diagram. They consist of the
δ phase (WC) with simple hexagonal structure,
γ phase (WC face-centred-cubic structure, and
β
1
− x phase (W
) with
2
C) with a hexagonal-close-packed structure. Both
β and
γ phases are non-stoichiometric with a solubility of carbon of
2
.
2
∼
3
.
0 and 3
.
6
∼
3
.
9 wt.%, respectively. The
δ phase is a stoichiometric compound. All of these phases, also pure W, were reported to be hard as well as strong.
However, their tribological properties, especially in the form of thin films, have not been systematically studied.
We deposited thin film coatings with dominant phases of WC
1 − x
, W
2
C , WC, and W on Si substrates by magnetron sputtering [9]. Low hardness and indentation modulus of the W
2
C coatings were found to be related to their high surface roughness. The W
2
C coatings are not wear resistant, and were worn through in less than 1500 cycles under a normal load of 40 mN.
WC
1
− x coatings were textured with the (200) plane parallel to the surface of the substrate. Their hardness and indentation modulus were
∼
19 GPa and
∼
600 GPa, respectively. A thick transfer layer was observed at the
tm
Technisches Messen 73 (2006) 9 Y. Liu et al.: Materials, Bearings, and Lubricants for Nanopositioning
505
Figure 5: COF as a function of running cycles.
Oscillation of COF was observed for W coatings, which is similar to what was observed from Cr.
Bild 5: COF in Abhängigkeit von den Gleitzyklen.
Oszillation von COF tritt für W-Beschichtungen auf, ähnlich zu den Beobachtungen bei
Cr-Beschichtungen.
surface of the sphere employed in the sliding tests of the WC
1 − x coatings. A maximum hardness of ∼ 23 GPa and the lowest COF of 0.19 was obtained for the WC coating. In contrast to the large variation of the other coatings, the COF of WC was stable in long-time running tests. It should be mentioned that the WC phase in this study is with a high content of N, and therefore, a new phase, perhaps with some C replaced by N in the lattice structure of WC, could have been formed.
Further studies on the binding energy of C and N in this system would be helpful to clarify the structures and finally the properties obtained.
4.2.2 WC
/
a-C Multilayer Coatings
The “monolayer” coatings are liable to failures caused by the high internal stress built in the films during processing. They can peel-off from the substrate or fail at an early stage in service due to the enhanced stress concentration. In addition, WC is a kind of cermets with metal-like properties [10]. There exists an increased tendency for adhesion between WC and the metal counterpart in vacuum. Based on this, we have developed
WC
/ a-C (amorphous carbon) multilayer coatings for
NPM applications. The coatings are structured with crystalline WC as a hard phase, a-C as a low friction phase (lubricant film), and a multilayered structure to ensure a proper supply of lubricant. This structure is different from that of the commercially available multilayer WC
/
C coatings with both amorphous WC and C lamellas. The synthesis, microstructure, mechanical properties, and tribological performance of the coatings in ambient were reported [11; 12]. Here we compare the change of the COF in running process for the monolayer a-C coatings and the multilayer coatings in vacuum.
Frictional oscillation was also observed for a-C monolayer coatings in vacuum. Instead of oxidation wear, in this case the oscillation is more related to adhesion. For some periods, the sphere seems to be
“fixed” on the specimen by adhesion, and it moves together with the piezo driver, as shown by the inserted piezo-like signals in Fig. 6, and exhibits a higher friction force. We observed such frictional oscillation also in ambient conditions (not shown). When sliding occurs, as shown by the inserted friction signals, a lower friction force is obtained. The variation of adhesion is most probably related with the passivation of the a-C in running. When the surface layer of a-C is passivated, for example by adsorption of H or OH, the adhesion tendency decreases and normal sliding is observed.
When the passivated layer is destroyed during running, strong adhesion occurs at the contact and results in higher adhesion. However, the passivation mechanism and the removal of the passivated layer in running are still not clear. Direct evidence that was observed to support this assertion is that at higher normal load the a-C is not hard enough to bear the exerted load, and
Figure 6: Sliding friction force as a function of running cycles for monolayer a-C coatings sliding against a Si sphere in vacuum.
Bild 6: Gleitreibungskraft als Funktion der
Zykelzahl für Monolagen a-C-Beschichtung gleitend gegen eine Si-Kugel im Vakuum.
tm
Technisches Messen 73 (2006) 9 Y. Liu et al.: Materials, Bearings, and Lubricants for Nanopositioning
506
Figure 7: Sliding friction force as a function of running cycles for multilayer WC
1 − x
/ a-C,
WC
/ a-C coatings sliding against a Si sphere in vacuum. Force is stabilized at a relatively high value for both coatings.
Bild 7: Gleitreibungskraft als Funktion der Zykelzahl für Multilagen WC
1
− x
/ a-C,
WC
/ a-C-Beschichtung gleitend gegen eine
Si-Kugel im Vakuum.
fretting wear occurs when the coating is thick. So, by reducing the a-C film thickness it might be possible to improve the load bearing ability and hence the life-time.
We limit the a-C film thickness by forming multilayer coatings of WC
/ a-C, in which the individual a-C layer thickness is set to
<
10 nm [13]. The COF of multilayer coatings is
∼
0
.
1 after running-in, and the wear depth at a normal load of 0
.
5 N can be less than 20 nm in 2000 cycles when tested in ambient conditions. When tested in vacuum, they also demonstrated a better friction performance than a-C monolayer coatings, as shown in Fig. 7. After a short runningin on the a-C top layer with low friction, the friction force is stabilized at a relatively high value. It should be noticed that no friction signal as that shown in Fig. 6 was observed. A consistent velocity-strengthening frictional behaviour of the multilayer coatings in vacuum indicates that the transfer films act like a thin layer of nanoparticles. Further study of the friction behaviour in the presence of such nanoparticles might be interesting for further development of tribological coatings for vacuum applications.
4.3 Lubricants
Since the NPM system usually operates at very low speed to achieve fine positioning, boundary lubrication is considered as the dominant regime. A detailed characterization of the friction of boundary lubrication formed by Poly-
α
-Olefin (PAO) with and without surfactant and a suspension of MoS
2 in base oil has been performed in reciprocating sliding tests by steel/steel point contacts, and correlated with adhesion measurements by silicon/silicon point contacts. We find that a simple linear function instead of a logarithmic function can be used to describe the relationship between friction force and operating speed for all the lubricants tested, even though the gradients are quite different and under the influence of normal load, as shown in
Fig. 8 [14].
It is well known from tribology that the friction in boundary lubrication is relatively constant with the change of velocity. In this study the friction changes with the velocity in a different manner. From Fig. 8, one can see that the boundary films are formed in base oil
(PAO), in base oil with additives (PAO
+ surfactant) and
Figure 8: The friction force as a function of speed for steel/steel contacts with PAO,
PAO
+ surfactant, and MoS
2 suspension (c) as lubricant measured at normal load of 992 µ N.
The measurements were carried out using a 3 mm diameter steel sphere.
Bild 8: Reibungskraft als Funktion der Geschwindigkeit für Stahl/Stahl-Kontakt mit PAO,
PAO
+
Oberfläche und MoS
2
-Suspension (c) als
Gleitmittel für 992 mN Auflagekraft. Messung mit einer Stahlkugel mit 3 mm Durchmesser.
tm
Technisches Messen 73 (2006) 9 Y. Liu et al.: Materials, Bearings, and Lubricants for Nanopositioning
507 a MoS
2 suspension in base oil, which are corresponding to thin and weak, medium thick, and thick boundary films from engineering points of view, respectively.
With the increase of the film thickness, the influence of velocity on friction changes from velocity weakening
(PAO) to velocity strengthening (MoS
2 suspension). The boundary film thickness also has a significant influence on the COF. By comparing the friction force versus normal load curves, we find that PAO shows a much higher load dependent COF than PAO
+ surfactant and
MoS
2 suspension. This result is further confirmed by the repulsion force measurements, which show a higher increase of contact pressure with the increase of normal load for PAO [14].
Lubricants, such as PTFE based Sprayoil with low viscosity and low adhesion, are recommended for the
NPM applications. Our results confirm that low viscosity (PAO) is favourable for obtaining a smooth change of friction when velocity (Fig. 8) or normal load changes. For most conventional liquid organic lubricants, low viscosity always corresponds to a high volatility. As a consequence, they are not suitable for vacuum applications. The recently developed room temperature ionic liquids (RTILs), which have nearly no volatility, may provide another possibility for lubrication in vacuum [15]. The drawback of RTILs is their high viscosity, which might be reduced by tailoring their structures and compositions. On the other hand, the related tribological performance, such as friction, especially its history and velocity dependence needs to be characterized systematically in vacuum.
5 Testing of Bearings
The sliding friction of some selected materials, obtained by a ball on a flat setup in an oscillating configuration, both in dry running and under lubrication, was presented in the last section. It should be noticed that the results derived are of interest in the diagnosis of the materials, coatings, and lubricants aimed for the applications in the NPM system. However, real bearings introduce further geometrical constraints depending on the design. Therefore, testing of the whole bearing is important, especially for the immediate applications such as the motion control. A key issue in testing the friction of bearings is how to measure it. The ball on a flat setup shown in Fig. 1 is not easily implemented in measuring the linear bearings, whose motion is constrained in one dimension. Various methods were tried for example, to measure the driving current for the DC motors and converting it into friction, to measure the force exerted at the spindle drivers. We discuss these methods at first, and then present a setup adapted from
Fig. 1 to measure the friction of linear bearings.
5.1 Friction Measured from Driving Current
Friction obtained by converting the driving current of DC motors is the most convenient way to evaluate friction occurring in the NPM system. A presumption for this method is that the driving force is to overcome the friction force plus the inertia. By calculating the inertia and the driving force from the applied current, the friction force can be obtained. Zimmermann et al. [16] employed this method to study the friction and motion of the NPM system. One of the important findings is illustrated in Fig. 9, in which the measured displacement is compared with model calculations. As can be seen, neither model can describe the motion of the NPM stage satisfactorily. The complex LuGre model with more than 7 parameters gives out the worst fitting, while the simple elasto-plastic model fits reasonably well, but fails to recover the nonlinear motion in the driving phases. Here we have to consider on one hand the applicability of the conventional models, and on the other the measurement itself. Considering the small value of friction force, which falls in the order of
∼ mN for a stage with a weight of 100 N and a typical COF of 0.0005 for rolling element linear bearings, the errors from calculation of inertia or driving force can result in a value that is more than the friction force itself. In addition, the nonlinearity of the motion in the driving phases might be related to the properties of DC drivers.
Therefore, a direct measurement of the driving force instead of the driving current is seen as a step forward to measure the friction.
Figure 9: Displacement vs. time for the NPM stage measured by laser interferometry, simulated by the LuGre model and the elasto-plastic model [16].
Bild 9: Verschiebungsverlauf für die NPM-Bühne, gemessen mit Laserinterferometer, simuliert mittels LuGre-Modell und das elastoplastische
Modell [16].
tm
Technisches Messen 73 (2006) 9 Y. Liu et al.: Materials, Bearings, and Lubricants for Nanopositioning
508
5.2 Friction Measured from Driving Force
A high stiffness linear sliding bearing has been developed as a prototype for the NPM stage, as shown in Fig. 10. It can perform wide distance positioning by a spindle drive and fine positioning by a piezo drive.
In addition, it can be used to evaluate the friction performance of various bearing materials and coatings by attaching the mating pairs on the moving stage and base, respectively. During testing, the air bearings are turned on, which guides the bearings to be tested to move in one dimension. In the case of wide-distance positioning driven by spindle drive, or ball-screw integrated with closed-loop DC motor (M235.5DG, PI) fixed on the reference frame, the driving force can be directly measured by multiplying the deflection of the frame by its spring constant. The spring constant was calibrated beforehand. If one takes the measured driving force as friction during “smooth” motion, one finds a sinusoidal change of friction force independent of bearing materials. This behaviour is most probably related with the spindle drive that is reported to eliminate sinusoidal motion errors due to the non-rotating tip designs. Here it is demonstrated that the sinusoidal motion errors are not caused by the rotating tip only but also by the coupling between the ball-screw driven by the closed-loop DC motor and the bearing system. In empty running of the ball-screw, such sinusoidal motion was not observed.
5.3 Direct Measurements of Friction in Linear Bearings
When measured from the driving side, the friction is always coupled with the driver, as shown in the last two sections. For a better understanding of the friction behaviour, a direct measurement of the friction derived only from bearings is highly desirable. For this purpose, a setup adapted from Fig. 1 as shown in Fig. 11 was developed.
A piezo drive is employed to exclude the friction from the driving side. The bush of the linear bearing
(Z3, Peter & Hirth GmbH) is fixed on the arm of the piezo and moves synchronously with the piezo. Under this driving motion, friction is produced at contacts between the balls and the bush and between the balls and the shaft. The latter drives the shaft towards the force sensor (spring). By measuring the deflection of the spring, as shown in Sect. 3, the friction force is obtained.
Typical friction behaviour of the Z3 bearing is illustrated in Fig. 12. As can be seen, its motion, also the friction is highly dependent on the driving stroke(s) of the piezo. When the stroke is smaller than 2 µ m, the driven displacement and friction are linearly related with the driving displacement. Therefore, an elastic
Figure 10: High stiffness linear slide bearing developed to test the bearing materials [17]. 1 interferometer, 2 mirror, 3 moving stage, 4 spindle driver, 5 reference frame, 6 base, 7 air bearings.
Bild 10: Lineares Gleitlager hoher Steifigkeit, entwickelt für den Test von Lager-Materialien [17].
1 Interferometer, 2 Spiegel, 3 bewegliche Bühne,
4 Spindelantrieb, 5 Referenzrahmen, 6 Basis,
7 Luftlager.
Figure 11: The setup developed for direct measurements of the friction for linear bearings.
1 Piezo drive, 2 shaft, 3 cage, 4 bush, 5 balls,
6 mirror, 7 interferometer, and 8 spring.
Bild 11: Messanordnung für die Reibung von
Linearlagern. 1 Piezoantrieb, 2 Welle, 3 Halter,
4 Buchse, 5 Kugel, 6 Spiegel, 7 Interferometer,
8 Feder.
tm
Technisches Messen 73 (2006) 9 Y. Liu et al.: Materials, Bearings, and Lubricants for Nanopositioning
509
Figure 12: The influence of piezo strokes on the motion of Z3 bearing during dry running.
The arrows show the driving sequence, and the frequency is 0 .
2 Hz.
Bild 12: Einfluss der Piezohübe auf die Bewegung des Z3-Lagers im Trockenlauf. Die Pfeile kennzeichnen die Lauffolge, die Frequenz ist
0,2 Hz.
frictional behaviour is established according to the elasto-plastic friction models. With the increase of the driving stroke, at first friction hysteresis (s = 4 µ m) [18] was observed followed by jumps in the friction force
(s
=
20
µ m), and overshoot in reversal to the original point (s
=
45
µ m). This behaviour is again the complex dynamic response of the whole system, including the bearings and the spring force sensor. Further studies are necessary to examine the competition existing between the adhesion at the contacts, which tries to keep the ball at one stable position, and is closely related with surface finishing, and the driving torque, which tries to break away from the adhesion. Accordingly, not only the materials but also the surface finishing and the size of balls should be considered in future studies.
6 Summary and Outlook
We have presented the frictional behaviour of various bearing materials, coatings, lubricants, and the whole linear bearings operating under conditions that are similar to the NPM system. When materials and coatings are concerned, wear seems to be the bottleneck for their applications in NPM technology. Lubrication by liquid lubricants is an effective way to reduce wear, but it results in velocity dependent friction. As a consequence, the development of solid tribological coatings to improve the wear resistance is important not only for the applications in vacuum, but also for the motion control.
We have expanded our WC
/ a-C coatings to diamond like carbon coatings and MoS
2
-based micro-composite coatings. The performance of such Coatings [19] is highly dependent on their surface properties. This needs to be examined more deeply in the future.
Our final goal is to achieve nanopositioning through a robust automatic control that takes friction into consideration. As demonstrated, most of the friction models, especially those developed for automatic control, are not valid for the NPM system when it operates on nanoscale. Therefore the accumulation of data for the frictional behaviour of selected bearings and materials is important to construct friction models for motion control. This research should be performed in two directions: top-down and bottom-up. The former strives to achieve a fundamental understanding of friction relying on the support of surface science, physics, chemistry, and materials science. The latter endeavours to attain nanopositioning control through a combination of the fundamental understandings in the design, dynamic simulation, and finally the friction models that can be implemented in automatic control.
Acknowledgements
This research was supported by the German Science
Foundation Deutsche Forschungsgemeinschaft (DFG) under grant number SFB 622. The authors acknowledge
S.I.-U. Ahmed and M. Scherge for many discussions,
L. Spiess and M. Gubisch for providing the coatings examined in this study, M. Lotz, T. Frank and
R. Theska for testing the bearings as well as M. Kosinsky, T. Hänsel and M. Schuh for their assistance in preparing the manuscript and diagrams.
References
[1] G. Jäger et al.: Finanzierungsantrag, SFB622
Nanopositionier- und Nanomessmachinen, 2005.
[2] S. Vordran: Tracking Nanoposition Advances: Parallel kinematics, active trajectory control, vibration suppression and tracking-error elimination promote precision. – In: at – Photonics Spectra (2003) Nr. 3,
S. 90–94.
[3] F.P. Bowden, D. Tabor: The Friction and
Lubrication of Solids, Oxford 1986.
[4] B. Armstrong-Helouvry, P. Dupont, C. Canudas de Wit: A survey of models, analysis tools and compensation methods for control of machines with friction. – In: at – Automatica 30 (1994) Nr. 7,
S. 1083–1138.
[5] N.S. Gorb, M. Scherge: Biological Micro- and
Nanotribology, Nature’s Solutions, Springer, Berlin,
2001.
[6] Y. Liu, W. Hild, M. Kitsche, S. Doering, S. Lasse,
G. Hungenbach, M. Scherge, J.A. Schaefer: Tri-
tm
Technisches Messen 73 (2006) 9 Y. Liu et al.: Materials, Bearings, and Lubricants for Nanopositioning
510 bological performance of selected bearings and bearing materials used for nanopositioning. – In:
Tribology and Interface Engineering Series (2005)
Nr. 48, S. 739–750.
[7] W. Hild, G. Hungenbach, Y. Liu, J.A. Schaefer,
M. Gubisch, M. Scherge: Einfluss der Korngröße auf die tribologischen Eigenschaften und das Einlaufverhalten von gesputterten Chromschichten. –
In: Tribologie
+
Schmierungstechnik, (2005) Nr. 2,
S. 24–28.
[8] Y. Liu, J. Schaefer: The sliding friction of thermoplastic polymer composites tested at low speeds. –
In: wear, (2006), S. 568–577.
[9] M. Gubisch, Y. Liu, S. Krischok, G. Ecke, L. Spiess,
J.A. Schaefer, C. Knedlik: Tribological characteristics of WC
1 − x
, W
2
C and WC tungsten carbide films. – In: Tribology and Interface Engineering
Series 48 (2005), S. 409–417.
[10] Y. Liu: Ceramics, in S. Yin edited, Combustion
Synthesis, Metallurgical Press, Beijing, 1999,
S. 316–348.
[11] M. Gubisch, Y. Liu, L. Spieß, H. Romanus,
S. Krischok, G. Ecke, J.A. Schaefer, Ch. Knedlik:
Nanoscale multilayer of WC/C developed for nanopositioning: Part I, microstructrues and mechnical properties. – In: Thin solid films 488 (2005)
Nr. 1–2, S. 132–139.
[12] Y. Liu, M. Gubisch, W. Hild, M. Scherge, L. Spieß,
Ch. Knedlik, J.A. Schaefer: Nanoscale multilayer of WC/C developed for nanopositioning: Part II, friction and wear. – In: Thin solid films 488 (2005)
Nr. 1–2, S. 140–148.
[13] Y. Liu, M. Gubisch, T. Haensel, L. Spiess,
J.A. Schaefer: Evaluation of the friction of WC/C solid lubricating films in vacuum. – In: Tribology international 39 (2006), S. 1584–1590.
[14] Y. Liu, S. Liu, W. Hild, J. Luo, J.A. Schaefer: Friction and adhesion in boundary lubrication measured by microtribometers. – In: Tribology international,
(2006), S. 1674–1681.
[15] Y. Liu, T. Haensel, M. Kosinskiy, S.I.-U. Ahmed,
W. Hild, S. Krischok, J.A. Schaefer: Using ionic liquids as lubricants in ambient and vacuum environments. – In: Abstract proceedings of ACS,
(2006), accepted.
[16] J. Zimmermann, O. Sawodny, T. Hausotte, G. Jäger:
Friction modelling of a linear high-precision actuator. – In: Proceedings of IFAC, (2006), in press.
[17] Y. Liu: Untersuchungen zu Gleitführungen für Nanopositionieranwendungen. Dipl.-Arb.,
Technische Universität Ilmenau 2005, S. 60–65.
[18] Y. Liu, W. Hild, M. Kitsche, S. Doering, G. Hungenbach, M. Scherge, J.A. Schaefer: Monitoring the motion of linear bearings with a resolution down to nanometers. – In: at – G. Akhras (ed.), Proceedings of 7th Cansmart meeting – International Workshop on Smart Materials and Structures, Montreal
(2004), S. 105–112.
[19] T. Haensel, Y. Liu, S.I.-U. Ahmed, W. Hild,
J.A. Schaefer: Vergleich tribologischer Eigenschaften verschiedener Kohlenstoffschichten unter
Luft, Stickstoffatmosphäre und Vakuumbedingung.
– In: at – Tribologie-Fachtagung 2006, Gesellschaft für Tribologie (GfT), Göttingen (2006), accepted.
1 2
1 Dr. Yonghe Liu is a staff scientist in the Institute of
Physics and Centre for Micro- and Nanotechnologies at the Technical University Ilmenau. His research interests are mainly on the application properties of materials and tribology. He has published more than 50 research papers in peer reviewed journals, book chapters, and conference proceedings.
Adresse: Technische Universität Ilmenau, Institute of Physics & Centre for Micro- and Nanotechnologies Ernst-Abbe-Zentrum, Ehrenbergstraße 29,
98684 Ilmenau, E-Mail: Yonghe.Liu@TU-Ilmenau.de
2 Univ.-Prof. Dr. rer. nat. habil. Juergen A.
Schaefer , Chair of Technical Physics of the Technical
University Ilmenau since 1994, Director of the Institute of Physics from 1998–2000, Chief scientific advisor to the rector from 1994–1999 for the new building of technology (Centre for Micro- and Nanotechnologies,
ZMN), Research interests in surface science and tribology, related in particular to the atomic scale.
Adresse: Technische Universität Ilmenau, Institute of
Physics & Centre for Micro- and Nanotechnologies,
Weimarer Straße 32, 98684 Ilmenau,
E-Mail: juergen.schaefer@tu-ilmenau.de
3 Univ.-Prof. Dr.-Ing. habil. Dr. h.c. mult.
Prof. h.c. Gerd Jäger ist Leiter des Institutes für
Prozessmess- und Sensortechnik der TU Ilmenau,
DFG-Vertrauensdozent und Sprecher des Sonderforschungsbereiches 622 der TU Ilmenau.
Adresse: Technische Universität Ilmenau; Fakultät für Maschinenbau; Institut für Prozessmess- und Sensortechnik, Pf. 100 565, 98684 Ilmenau, Tel.: 03677/69
2824, Fax: 03677/69 1412;
E-Mail: gerd.jaeger@tu-ilmenau.de
3