- MKT Of DEFECTS ON STRENGTH OF AIRCRAFT TYPE SANDWICH PANELS
advertisement

- MKT Of DEFECTS ON STRENGTH OF
. AIRCRAFT TYPE SANDWICH PANELS
No. 1809-A
November 1.61
INFORMATION REVIEWED
AND REAFFIRMED
1958
FOREST PRODUCTS LABORATORY
MADISON 5 , WISCONSIN
UNITED STATES DEPARTMENT OF AGRicULIURE
FOREST SERVICE
n Cooperation with the University of Wisconsin
EFFECT OF DEFECTS ON STRENGTH OF
AIRCRAFT TYPE SANDWICH PANELS' 2—
By
A. A. MOHAUPT, Technologist
and
B. G. HEEBINK, Engineer
3 Forest Service
Forest Products Laboratory, —
U. S. Department of Agriculture
Summary
This study was conducted to determine the effect of several specific types
of defects on the strength of properties of a limited number of typical
aircraft sandwich constructions.
Poor bonds in sandwich constructions of aluminum facings on balsa core
and of glass-cloth facings on balsa core reduced the flatwise tensile
strength considerably more than they reduced the bending and edgewise
compressive strengths. Unbonded areas from 1 to 3 inches in diameter
caused substantial reductions in the edgewise compressive strength of
specimens 6 inches wide.
Wrinkles in the glass-cloth facings of specimens having balsa or glasscloth honeycomb cores reduced the bending, edgewise compressive, and
longitudinal tensile values by amounts in proportion to the depth of the
wrinkles. No appreciable effect was produced on the bending and longitudinal tensile strengths by increasing the number of plies in the facings
of similar specimens gradually or abruptly from 5 to 10. Butt joints
in glass-cloth facings resulted in no effect on the edgewise compressive
strength, but reductions were evident on the bending and longitudinal
This progress report is one of a series prepared and distributed by the
Forest Products Laboratory under U. S. Navy, Bureau of Aeronautics No.
NBA-PO-NAer 01019, and U. S. Air Force No. USAF (33-038) 51-4062E.
Results here reported are preliminary and may be revised as additional
data become available.
-This report covers the second part of a continuing study, the first part
of which was presented in Forest Products Laboratory Report No. 1809
of the same title.
.Maintained at Madison, Wis., in cooperation with the University of Wisconsin.
Rept. No. 1809-A -1-
Agriculture-Madison
tensile strengths. A fold in the glass-cloth facing caused considerable
reductions in bending, edgewise compression, and longitudinal tension.
Introduction
The purpose of this study was to make a more thorough investigation of
the effect of defects on the strength properties of typical sandwich
panels of the aircraft type. A preliminary study was previously initiated by the ANC-23 Subcommittee on Sandwich Construction at the Forest
Products Laboratory, and the results were published in Forest Products
Laboratory Report No. 1809, dated September 1949. The effect of the
defects studied in Report No. 1809 was based mainly on the results
of edgewise compression tests. That study was expanded, therefore, to
include the effects of specific defects on the longitudinal tensile
and bending strengths as well as on the edgewise compressive strength.
Defects and Panel Constructions
Six types of defects were investigated and were incorporated in both
facings of the sandwich constructions. The defects are listed below.
1. Poor bonds.--Sandwich panels incorporating this defect were made
by producing bonds of low strength between the facings and the core. The
amount of work done on this phase was limited because of the inability
to obtain consistent reduced flatwise tensile strengths between different
test panels or even within the same panel.
2. Unbonded areas.--Unbonded areas between the facings and core, 1, 2,
and 3 inches in diameter, were included in the center of 6- by 12-inch
sandwich panels for edgewise-compression tests.
3. Wrinkles in facing.--The term "wrinkles" applies to grooves or narrow
depressions produced in the glass-cloth facings during fabrication.
The size of wrinkle was determined by measuring the depth of the grooves
compared with the surrounding surface, and the depths tested were
approximately 0.005, 0.010, 0.020, and 0.030 inch.
4. Variation in facing thickness.--Test specimens including this defect
were made with abrupt and gradual changes in thickness. Only one
method of variation was incorporated in a test specimen, and the details
of construction are shown in figure 1.
5. Butt joints in glass-cloth facings.--A butt joint consisted of two
pieces of glass cloth placed so that the edges met but did not overlap.
Each ply of the glass-cloth facings contained a butt joint. The joint
in one ply was 1 inch from the joints of the adjacent plies, and the
Rept. No. 1809-A
-2-
joints of every other ply were directly over one another, as shown in
figure 1.
6. Folds in glass-cloth facings.--Folds were formed in facings by
doubling back the entire facing as a unit. The width of the folds was
made as small as possible and ranged from 1/8 to 1/4 inch.
Sandwich Constructions
Three sandwich constructions were used for testing the defects and are
given below.
1. Ten-ply glass-cloth facings (11 cloth, finish 114) laminated with
the liquid component of adhesive 34,- were bonded to an end-grain balsa
core 0.500 inch thick. The density of the balsa was within the range
of 7 to 9 pounds per cubic foot.
2. Aluminum facings (24ST) 0.020 inch thick were bonded to an end-grain
balsa core 0.500 inch thick with primary adhesive 251- and secondary
adhesive 29. 11 The density of the balsa core was within the range of
7 to 9 pounds per cubic foot.
3. Ten-ply glass-dloth facings (112 cloth, finish 114) laminated with
polyester resin 2-- were bonded to glass-cloth honeycomb core 472--that
was 0.500 inch thick. The core had hexagonal cells 1/4 inch in diameter
and fell within the range of 7.5 to 8.5 pounds per cubic foot.
The first sandwich construction was used for all defects, the second
for defects 1 and 2, and the third for defects 3 through 6. Control
panels were made of all constructions.
Test Methods
Four tests were used to evaluate the effect of the defects in sandwich
construction, flatwise and longitudinal tension, edgewise compression,
and static bending. Details regarding the test methods are given in
Forest Products Laboratory Report No. 1556, "Methods for Conducting
Mechanical Tests of Sandwich Construction at Normal Temperatures" (revised February 1950), except for variations mentioned below.
Twenty flatwise tension specimens were made on sandwich panels containing
poor bonds to determine the relative quality of the bond as compared to
the control sandwich panels.
bSee Appendix I.
Rept. No. 1809-A
-3-
Longitudinal-tension tests were used for defects 3 to 6, inclusive. The
length of the tensile specimen used in these tests was 16 inches, and
the thickness was determined by the construction of the facings, which
was 10 plies of 112 glass cloth, or approximately 0.030 inch. The full
width sections at the ends were 1-1/2 inches wide and 2-7/8 inches long,
and the minimum width section at the middle was 0.8 inch wide and 2-1/2
inches long. The maximum and minimum width sections were connected by
circular arcs of 20-inch radius tangent to the minimum section. This
type of specimen was selected because it has a long, tapered section
that results in a uniform stress distribution at the test section.
The specimens were cut and shaped as a sandwich panel, and then the
facings were cut from the core by a band saw. A small amount of core
material was left on the facings to make sure no injury was caused to
the facings. Ten longitudinal tensile specimens were made for each condition. The specimens were tested in a mechanical testing machine equipped
with Templin tension grips, and the load was applied at a head speed of
approximately 0.05 inch per minute.
Two sizes of edgewise-compression specimens were tested; one was 2 inches
by 3 inches, and the other was 6 inches by 12 inches with the direction
of loading, with each, parallel to the longer dimension. For the 2- by
3-inch specimens, the ends were supported with clamps, but the ends of
the 6- by 12-inch specimens were supported with slotted round bars and
the sides (parallel to direction of load) with angle iron. Details of
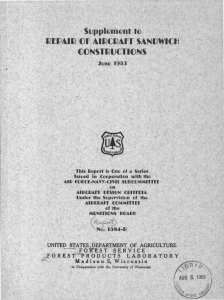
the test set-up are shown in figures 2 and 3. The 2- by 3-inch specimen was used for defects 1, 3, 5, and 6, and the 6- by 12-inch specimen
for defect 2. Ten specimens were tested for each condition.
The static bending specimen was about 1/2 inch thick, 1 inch wide, and
16 inches long. The distance between supports was 15 inches, and the
load was applied by two loading blocks positioned 1-1/2 inches on each
side of the center of the specimen, which made a total of three inches
between the load points. The load was applied at a head speed of approximately 0.07 inch per minute. Five bending tests were made from the control and defective panels except the panel with defect 2.
The type of tests used to evaluate the defects varied depending upon the
characteristics of the defect. The general cutting diagram followed to
obtain reasonable distribution of test specimens is shown in figure 4.
Usually bending and longitudinal tensile tests were cut from 18- by 18inch panels, and edgewise compressive and flatwise tensile tests from
12-by 12-inch panels. Calculations for all specimens with glass-cloth
facings were based on a facing thickness of 0.030 inch.
Rept. No. 1809-A
-4-
Fabrication of Test Panels
The number and size of the test panels varied with the defect, depending
on the types of tests that were used for evaluation. Fabrication procedures for the three constructions and the methods used to incorporate
the defects in the test panels are described below.
Controls
The facings of the first sandwich construction (glass-cloth facings on
balsa core) were 10 plies of 112 glass cloth impregnated with the liquid
component of adhesive 34. The liquid adhesive was used as received or
thinned slightly with ethyl alcohol. After the, individual sheets were
impregnated, they were hung up to dry overnight so that the volatile
solvents could escape. The resulting resin content was from 45 to 50
percent based on the total weight of the glass cloth and resin. The
balsa core was sprayed with thinned liquid of adhesive 34 and then dusted
with the thermoplastic powder (the other component of adhesive 34).
The facings were cross-laminated at an angle of approximately 90°,
assembled with the prepared core on an aluminum mold, and cured in an
autoclave at a temperature of 260° F. and a pressure of 70 pounds per
square inch for one, hour.
The aluminum facings of the aluminum-on-balsa construction were cleaned
in a sulphuric acid-sodium dichromate bath, dried, and sprayed with six
coats of a priming cement, adhesive 25. After air drying overnight,
they were cured in an oven at 325° F. for 30 minutes. The primed surfaces
of the facings were then sanded and spread with 10 grams per square foot
of phenolic adhesive 29A. The aluminum facings and balsa core then were
assembled on a flat aluminum mold and cured in an autoclave at a temperature of 230° F. and a pressure of 75 pounds per square inch for 1 hour.
The third sandwich construction consisted of glass-cloth facings on glasscloth honeycomb core. The facings were made by impregnating sheets of
112 glass cloth to approximately 50 percent with polyester resin 2 and
wet-laminating them into facings on a thin aluminum caul covered with
cellophane. Ten plies of glass cloth, cross-laminated at an angle of
approximately 90°, constituted a facing. The 0.500-inch-thick core material was roller-coated with the same resin to a spread of 10 grams per
square foot of surface. The facings and core were then assembled and
bag-molded in an autoclave at a temperature of 250° F. and a pressure of
15 pounds per square inch for one hour.
Defect 1 - Poor Bonds
Glass-cloth facings impregnated with the liquid component of adhesive 34
were poorly bonded to a balsa core by a two-step process, of which the
Rept. No. 1809-A
-5-
first step consisted of prefabricating nine-ply facings. After the nineply facings were cured, one side of each facing was sanded and bonded to
the balsa core with a single ply of impregnated cloth. The single ply
was impregnated to 43 percent for one panel and 65 percent for another.
Use of only one ply of impregnated glass cloth to bond the precured
facings to the balsa core reduced the amount of adhesive available and
thereby reduced the strength between the facings and core. Other
fabricating conditicns were the same as used for the control panels.
Poor bonds in the sandwich construction of aluminum facings on balsa core
were made by reducing the spread of the secondary adhesive. Glue spreads
of 5 and 1 grams per square foot of adhesive 29A were used on the primed
aluminum facings to obtain 2 degrees of reduced strength.
Defect 2 - Unbonded Areas
The procedure for producing unbonded areas varied with the sandwich construction used. With the glass-cloth facings laminated to the balsa core
with the liquid portion of adhesive 34, the area on the core to be unbonded was covered with tape before the core was sized with the adhesive.
When the sandwich panel was ready for assembling, the tape was removed
and two pieces of cellophane, cut to the size of the defect, were inserted.
between the core and each facing. Regardless of the precautions taken,
there always appeared to be a certain degree of bond between the surfaces,
probably because of the heat and pressure applied. Therefore, after the
test panels were fabricated, the unbonded areas were heated by placing a
flatiron over them until the facing showed a slight rise. On cooling, the
facing would contract to its original position, and defective area was
then inspected by tapping. If the unbonded area was not easily detectable
by this method, the process was repeated.
With the combination of aluminum facings on balsa core, tape was applied
to the area of the facing that was to be unbonded. After spreading the
facings with adhesive 29A, the tape was removed, which left a clean surface at the center the size of the defect. The panels were assembled,
cured at 230° F., and cooled under pressure. If the unbonded areas were
not detectable by tapping, localized heat was applied and then inspected
again as mentioned above.
Defect 3 - Wrinkles
The two sandwich constructions employed for this portion of the work had
glass-cloth facings. The wrinkles were formed in the facings by the use
of copper wires stretched across the molds and cauls under the cellophane.
By varying the size of wire, the size of the wrinkle was controlled to
depths of approximately 0.005, 0.010, 0.020, and 0.030 inch.
Rept. No. 1809-A -6-
Defect 4 - Variation in Facing Thickness
The abrupt and gradual methods of varying the facing thickness with glass
cloth are shown in figure 1. The five short plies of cloth were placed
nearest the core, and the plies that extended the full length of the
panel formed the outer portion of the facing. Because of the variation
in facing thickness, it was necessary to use bag-molding methods so that
uniform pressure was applied to all parts of the panel.
Defect 5 - Butt Joints in Glass-Cloth Facings
The same fabrication procedures were applied to making these test panels
as were used for the controls of the two glass-cloth-faced sandwich
constructions, except that a butt joint was incorporated in each ply.
Butt joints of adjacent plies were spaced 1 inch apart and directly
over one another on alternate plies, as shown in figure 1.
Defect 6 - Folds in Glass-Cloth Facings
Both sandwich constructions with glass-cloth facings were used for this
part. The entire facing was bent back on itself for about 1/8 to 1/4
inch, forming a figure S. By holding the folds down, the facings were
assembled with the core and prepared for curing as discussed under
"controls."
Results and Discussion
There are many factors that may affect the strength properties of sandwich construction in addition to the defects incorporated, such as uniformity of core thickness, resin content of facings, fabricating equipment, and curing conditions. Care was exercised to minimize the effect of
these variables as much as possible, but their effect cannot be eliminated
entirely.
Poor Bonds
The results of tests conducted on sandwich panels with poor bonds are
summarized in table 1. Although the flatwise tensile strength of the
sandwich combinations (glass cloth plus adhesive 34 on balsa) was reduced more than 50 percent (from 1,005 to 484 pounds per square inch),
the bending and edgewise compressive strengths were only reduced about
10 percent. As the bond strength between the facings and core decreased,
the percentage of core failure of the flatwise tension tests was reduced.
Although the bending moment at failure of the poorest bond indicated
only a slight reduction from that of the controls, it should be noted that
Rept. No. 1809-A
-7-
the type of failure changed from a compression failure in the facing to
horizontal shear failure at the bond between the facing and core. This
was not true for the edgewise compression tests, where the type of
failure remained constant.
The results obtained from tests on the aluminum-on-balsa sandwich combination were somewhat similar to those discussed for the construction
above. The average tensile strength of the poorest bonds was considerably
weaker (110 pounds per square inch), and again a progressive reduction
in core failure was obtained. The bending moment was not materially
reduced by a tensile reduction from 901 to 721 pounds per square inch,
but a reduction in tensile strength of approximately 90 percent (to 110
pounds per square inch) resulted in a decrease of 40 percent in the
bending moment. The latter was also accompanied by a change in the
type of failure, as was noted in the sandwich construction of glass
cloth -- adhesive 34 on balsa. The edgewise compressive strength was
not materially affected by the poor bonds between the core and facings.
The work done on this defect was limited because of the difficulty of
fabricating test panels with uniformly poor bonds. Experimental panels
were made to determine the spread of adhesive to be used, but considerable
variation was obtained between the experimental and actual test panels.
There was also considerable variation within the test panel itself,
as seen by the maximum and minimum values of tensile strength.
Unbonded Areas
The results of the edgewise compression tests made on sandwich panels
with unbonded areas are summarized in table 2. As the size of the unbonded area increased, the edgewise compressive strength decreased.
With the sandwich construction of glass cloth -- adhesive 34 on balsa,
the compressive strength decreased proportionately as the diameter of
the unbonded area of the compression specimen increased (fig. 5). If
the line is extended until it crosses the horizontal axis (or zero
strength), the indicated diameter of the unbonded area is close to
6 inches (or the width of the specimen).
With the other sandwich construction (aluminum facings on balsa core)
the compressive strength decreased as the unbonded area increased, but
not in a straight-line relation as with the glass-cloth-faced sandwich
construction.
Wrinkles in Facing
The effect of wrinkles in glass-cloth facings on the strength properties
of sandwich construction is summarized in table 3. Wrinkles caused
considerable reduction in all the strength properties tested. In general,
as the depth of the wrinkle increased, the strength properties tested
decreased. When the depth of wrinkles incorporated in the facings was
Rept. No. 1809-A
-8-
practically equal to the facing thickness, reductions of 65 percent resulted in bending, 62 percent in edgewise compression, and 46 to 62 percent in longitudinal tension. Wrinkles of 0.005-inch depth caused reductions that were significant, and the failures usually occurred at the
wrinkle.
Variation in Facing Thickness
Increasing the thickness of glass-cloth facings of sandwich construction
gradually or abruptly had no marked effect on the bending strength, as
shown in table 4. Comparisons were made between specimens having these
variations and controls with facings of five plies of 112 glass cloth.'
The type of bending failure obtained in the specimens with facing variations was also quite similar to those obtained with the control specimens.
Gradual increases in facing thickness produced small increases in the
longitudinal tensile strength. Abrupt increases in facing thickness
with the sandwich construction of glass cloth -- adhesive 54 on balsa
produced a decrease in longitudinal tensile strength from 38,060 to
31,100 pounds per square inch, but on the other sandwich construction
of glass cloth-resin 2 on glass-cloth honeycomb core abrupt increases in
facing thickness resulted in an increase from 33,320 to 37,900 pounds
per square inch. In the construction mentioned first, the failures
occurred where the thickness of the facings changed. It is probable
that the abrupt change in facing thickness may cause a concentration of
stresses near the change point and cause lower strength values.
Butt Joints in Glass-Cloth Facings
The results pertaining to butt joints in the individual plies of glasscloth facings of sandwich construction are given in table 5. Two constructions were used, and the results indicated similar trends. No
significant effect on the edgewise compressive strength resulted from
staggered butt joints in the plies of the facings, but the longitudinal
tensile strength was reduced from 17 to 33 percent. A 20 percent reduction in the bending strength was found with the sandwich construction of
glass cloth -- adhesive 34 on balsa, but no effect was indicated with
the construction of glass cloth -- resin 2 on glass-cloth honeycomb core.
Folds in Glass-Cloth Facings
A summary of results on sandwich panels containing folds in the glass-cloth
facings is given in table 5. All the strength properties tested were
lowered by this defect. The reductions in bending strength varied from
35 to 65 percent, in edgewise compressive strength from 14 to 42 percent,
and in longitudinal tensile strength from 62 to 85 percent. All the small
Rept. No. 1809-A
-9-
reductions apply to the sandwich construction of glass cloth -- adhesive
34 on balsa core. It is probable that the reductions for this construction were smaller because the greater fabricating pressure made the
folds less serious in their effect.
Conclusions
The following conclusions apply to the results of tests reported, based
on the limited number of specimens. The sandwich constructions were
typical of those being used in the aircraft industry, but do not include
all combinations or techniques used.
Flatwise tensile strength was reduced by poor bonds more than were the
bending and edgewise compressive strengths. Poor bonds of uniform quality
were found very difficult to fabricate.
Substantial reductions in the edgewise compressive strength of 6- by
12-inch sandwich test panels resulted when centrally located unbonded
areas from 1 to 3 inches in diameter were incorporated between the
facings and core.
As the depth of the, wrinkles in the glass-cloth facings increased, the
strength of the sandwich construction in bending, edgewise compression,
and longitudinal tension decreased.
No appreciable effect was produced on the bending and longitudinal tensile strengths when the number of plies of glass cloth in the facings
of the sandwich construction were increased gradually or abruptly.
No effect on the edgewise compressive strength resulted from butt joints
in the glass-cloth facings, but bending and longitudinal tensile strengths
were reduced.
All the strength properties tested, bending, edgewise compression, and
longitudinal tension, were substantially lowered by a fold in the glasscloth facings of the sandwich construction.
Rept. No. 1809-A
-10-
Appendix I
List and General Description of Adhesives and Resins
Adhesive 34 - A high-temperature-setting, two-component resin with a thermosetting liquid and thermoplastic powder.
Adhesive 25 - A high-temperature-setting mixture of thermosetting resin
and synthetic rubber.
Adhesive 29 - An intermediate-temperature-setting, acid-catalyzed
phenol resin.
Resin 2
- A laminating resin of the polyester (styrene-alkyd) type.
Core 47
- A glass-fabric polyester honeycomb core with 1/4-inch hexagonal cells and a density of approximately 8.4 pounds
per cubic foot.
Rept. No. 1809-A
-11-
.3-22
azi
.0 0
a cd
W
o ff
0
+2
10
4)
.•
es
AJ
II E1
10
I !II
0
0
A-1
0
03
6)
$4
8
0
0
0
03
IN
$1
0.1
st
.4
B
o
in
8
H
4
.1-1
o.0.
4
ri
....0
i)
tip
0
AA
0
0
...-...
in
H
..1n..
.1,1
gm I
0
03.
0
Cu
Ml
CU
11.
SS
Z
F..
0
0
0
0
0
0
,
•",
I,
u
ca
ii7
0
a-i
...1
0
q.
q
a-,
0
----
F.
0 0
•-•
.-I
..1
,0
at
1, C
aS
..,...
0
•I:i.
.......
C
0
.
•• •
03 I 0
01 I AA
0) 1 m
;.4 , -0
03
,.
M
0 H
ri
.0n•
00,
I
114
NnLn 0
,01 0
4)
W
$3
..
n
in
.
v:1
n
8
0
4
44
ON
0
0
ON
0
CD
0
H
co
4
o
In
H
wi
0
0
0-
0
0
VD
0
-4-
4
OD
as
4CU
4-
ON
tri
0
A-1
.
N
0
tcl
..
.,
7j.
0
0
w
1:CI
....., IA
0%
0
g:J.
tO
O
ch
H
03
C‘.1
N
a)
5..
HI
oN
In
N
cv
In
P.
Id se 00 00 v
MO MO 00 .4 410. vw MO .0 ow
00 •
0. SO 00 00
-,
.-...-.
.......-.. 1 043
t0
0
0 d
.00 0
4)
SO
n0.00.0
.
4
..,......0.0
H
§
A
4A
A MAJ
1 1
111
E 0 P., 0 H H
A
N
rA
10%
H
KI
AA •n•••
al +3
4-1
0
'41
00 .. am .41 ..
00 00 0
se
.0
me 00
. .
.00A
0q
rn
co
.-4.442
n
im
al
'0
CU
rl
I 07
C)
4
4
• Ca AAA
4
0
HI
0
AA
W
•-••
x
d.-.
.0
.......
VS/
,4-4.
n
U)
4
0
.
4
7.2
.H.
Swo
4.4
A
Ch
4
4
H
0
Cq
iri
A
r.-
C.
0 0) i
0
H
ko
-1-
Fn
in
ria
•-•
-
fm,
o 0
01
0
%A
t-
H
Ch
C)
0, 1
-
t11
0
AA
1A
co
+3
a)
w
0
O1
C)
Hr
H 0
5-,
03
0,
H
.-I
^
4)
cd
H 4.
t
I-1
.. 0.. .. .. ..
H
H .4 4.3
61
Ch
• s..-1
Lc1
C 0 ?t
es se 00 00 00 00 .. E . me ... ..
A0,11
tO
4.00. 1 H +3
ch
d
Tit
0
0
F.
1
0
..
0
0
,1]
0
n
AA
03
It
Er
.0
kr)
H
in
0
t-
4
n
H
----
0.)
.1
-
ta
a)
;4
-
0
0
0
11
0 0
.1 H
C0
n
0
ON
4
F.
03
AA
q
0-
0
+3
to
a)
+3
0
0
..-4
0
0
0
+
0
0
M
..-1
It
+2
d
r...
0
0
0
0 .1-I
C-.) 0
.....0
g-1
19
IS
E1
..-1
...
0
.10
H
+3
.. 00 00 00 •
L°
0
0
P.
111
+3
L11
.-I
a)
...0
34
M
a)
H
00 00 00
rl
0 14-i
C
;
4...
a)
-Tr
6,
4
....0
1.•
..t
00
00
Oe
00 00 00 00 00
+3
O.,
0
a)
00,
%A
P,
P.
m
P.
..4
M
P.
.
.4
co
13.
0
Ch
0
0
co
CD
III
0
0
CD
c,
N
U)
0
CU
0
Ill
N
4
CD
ti
4
0
CU
t0
In
.6
HI
0
+$.31 54
0
0
0
.. .. .. +. .. . .. .. ..
0
.•
.0
0
0
0 ,0
0
P.
.. ..
CU
8
Cu
Hi
.0
0
0
CD
0 ,o
0
V4
S. 0
0 ,a
0
P.
ON
Cu
+
in
Cu
ON
Cu
+
in
Cu
cc\
Cu
+
103
Cu
.0
0
0
0
+;.I
3
t+ 0
F. 0
.0
0 .0
0
P.•
0
o
'1!
H
•1•0
.-I
+3
.4
0
4
a)
O
0
d
E,
.0
.0
0
0
tr,
0
.4
0
.0
1°
+3 +4
o
H 0 in
1 0
W •
0 0
H v
H
e
In
4
in
.....
.0
A
0
0
a)
0
C
0
(4 L'A°
.4
AA
Arl
+3 .4
43 AA
0
0
H 0 H 0
01
5 01
0 5 01
50
0 n
0 rn
00
0 0
0 0
I 0
I 0
AA •
AA •
.4 •
to •
to •
0
0
03 0E 0
WO
0
5 °
0.-
cd •-•-•
d ...--
H
H
H
H
H
•,)4
..0
..,d
C5
e
.
.0
0
‘0
•-I
0
n
0
0
fr..
0
0)
LC
a)
z
ti
a
+3
-4
0
ct
0-n
9-4
0
M
rl
03
W
.0
0
0
0
Ri
ai
0
to
0
o
H
+2
03
0
H
01
4
U
0
A +1
Gs
M
M
.
.H
4, • q,
'8 °
0
HI 0 ---
cS
--1 .0 d
0-,
---,
al
0, +3
1.4
0 a,
0
t,
+ 3
9,
41 W. M
go 1.-.
.c$
1-.,41
t, ,-4 m
•
0
O.+ 0
0
0+ 3
• --- (1-1
0
eo at
4
0 ..., -. 0
H
0 1+ H
H
.,4 0 01 ma
a as
'n.0
05 .0
ca
m 5"
la
ti in s.
.4
P,
0
ed .4) I-I 11
.-I
.1..,
l'17 3 11 21
O a)
0 101) 01 ED
.4.
+3
0 0 Ht H
+4
4.3
$-n 0
0 0
0
r.I
. M
0. 0 .0 4
10
rl
0 6,
La A , - • (1,
0 0:1
a)
0
la 03
Mr 1-1.--. Li
.-1 HI
0
0 0
•0 1-1 •q Gi • 0 00
PCI GS
0
p 0 al 01 0 a. 0.1
0
HI
Gi
^ $ m HI
H 0 rl 0
Id .-t
.2 74.1; CV‘ 0'
%A
a, m 0--1
0 0 M
10
0
0
0 Gi 0 04 S..
0
M
cd .-I
ta, 1.
0
w
...4
O C.
P. to
P. 0 0
'''
12' 0 TzS F.
br) r-I
0 s. 0. ?0•-n co0 CD
O
r-110J61 1^11 .4c4
>1 ul l' '
0.1
Table 2.--Effect of unhanded areas on the strength properties of sandwich
constructions with 1/2-inch balsa cores
Sandwich construction: Diameter
of
Facings
: Adhe- : unbonded
: sive- :
area
(1)
•
Glass-cloth3(0.030 inch)
3
Glass-cloth(0.030 inch)
:
Glass-cloth2
(0.030 inch)
(2)
•
(3)
•
(4)
:
•
:
(6)
(7
P.s.i. :
P.s.i.
P.s.i.:
34
Control
21,620:
23,450
18,540:
5-(b)
34
1
18,000 :
20,000 : 16,320:
5-(c)
34
2
12,490:
12,980 : 11,820:
5-(c)
3
10,510 :
10,850 : 10,000:
5-(c)
56,900 : 49,900:
4-(a)
:
•
:
Aluminum
(0.020 inch)
:25 + 29: Control
:
.
:
52,800 :
Aluminum
(0.020 inch)
:25 + 29:
1
33,700 :
Aluminum
(0.020 inch)
:25 + 29:
:
:
•
:25 + 29:
:
.
:
2
:
24,600 :
5
:
20,200 :
Aluminum
(0.020 inch)
(5)
Inches
3
Glass-cloth (0.030 inch)
•.
;
Edgewise compression test
:
: Average : Maximum :Minimum: Number
2
:
:
:
:and type- of
failures
1-(b)
•
35,200 : 32,200:
5-(c)
29,000 : 20,800:
•
„
5-(c)
23,000 : 16,200:
5-(c)
-See appendix for description of adhesives.
-Types of failures for edgewise compression tests are (a) offset failure,
shear in core, (b) failure at bearing end, and (c) facing wrinkle,
failure at bond.
-Ten plies of 112 glass cloth, finish 114, used for facings. Calcula,.
tions made on basis of facing thickness of 0.030 inch.
Rept. No. 1809-A
:.!
N -40)
•D-o w., N.0 g Y., 0 0k0
g rd +I +3.1
10 44 --4
al
a.
m
a)
4.
1 4
i
0
1
reI
o
.-1 -qf
0
a)
4)
F
a)
5,
+3 +3
0
7
A
.4
oi
C
4)
ri
1-1
ro
+07
!.̀.
0
., 4
0
0
,-4
TA !'.
n44 1 CO
--.• i •
I P,
I
-
--
id .0 0 13
•••n •nr
Id
0
v.....
I
I
0
0
•-•
HI
C)
OI
1-1
4-
0
CD
'T
a
1 1
r rCh 01 rri P-I
g
0
LT
0)
in
t-
H
4
CA 4
.-1
.-4
cu
n or
0
g
+
.
. . . . .
g
0
7 0
..r.
1 i
0
rn
n
0
CI)
H
0
§R k
..
cn
cu
.%
+a
C-
I-1
HI
E
0
I -
k.
at
--- I •
I C4
cu f•O
4 in
1 .--:
+3 1 m
---.. p •
0 0 0
0
0 Q
tr)
wicu
t0
CU
C,5
0
tr7
03
a)
o cp,
re,
- N
Ca
-7-1.-n
.9 .....,
I .
4-4
0
E
+4 V
W E.
00
....
.0 ------- cd
0A---
8 .._..._
I
I I
0
H [-• 01 H
..I ...
1
I•
0
117
0
5,
em
I !Z
P.
0
04
8
f.0
N
Cu
0.1
H
0 8
CV
LI)
rn
CO
In
4
Cu
w• oo 40 4, 00 00 • 4.1.
,li
A........
..... --.
xi q:S •-•
t
.----
1
I
0 0
I I 0
H H
HI Cr, H
8
rd
•-•
I
0
H
P rd
......•
1 I
H Cr•
0
0
0
r-u
0+o
N
cu
C)
0
4
2
rl
P.
§
a)
01
f
C)
r-1
01
CO
t-
q
8
C'
OC
N
In
4J
S7
A as --I'
11 00
ri
.-1 CT% rl
0
Cu
•• ••
0 0 0 o o
10
Cr, CU
0
0
lrt
N
HI t--
In
Lc',
%.t)
N
te) 0')
H
N
H
r) 0)
cd
P
^
t•-•
•-.4
1E1
,-I
0
,e
C II .1-1
01 I ...
Ei
o t 9
ErP
4-t ).0
W1E
:el 1 4
y
•c 1
g 1 el)
LU t ID
I #1
.. g A
F-1 4.1 4.
I
V
5, '-,-F
Cal '6:
I-I p.,
H -H 4-)
V
I T. .--1
.0 0 .0
•-• rl r! 4.
0
.0 HI
x4--
.g
4- 0
--- g
P.4, g
0 0 .-;
CI t-1
rd Ord 0 a)
1A
3
4
N
VI
Idrl
4A ,J14 J
'0
try
4
4
4 A 5,
g0
t71
CV
10
H
CT
J
,117
1--
+3
I-I
I I-II C
0 0) .4
$.4 La --•
A0 ?•
+4 0 4) r
.0 0
5. ....
b0 a)
H
Ln
0
cr%
4
co
Cr-
kin
co
n
O tr
L.r., 4
t-1
0 LC1
5-8 0
4. 0
0
•
0 0
C_1
Id
0
H
0
r-L
0
RI
0
Lrt
0
0
r‘
Lr)
0r
1-4
0
5-4
4.
0
11"1
0
0
0
ri
0
HI
0
c0
H
0
n0
02
0
t.)
Os 00 00 00 00 00 00 00 Dm 04. 00 •• 00 00 we 00 00 me 00 O. Om
4 4 4 4 4
a
0 HI
•
0
al
ea
HI
to
.0
to
H
0
XI
cd
PI
0 q
0
.0
40
0
w
HI
Ct.
01
0
I-I
et
H
0 0
I
CCI
10 01
0
H
6
+3
0
I
0
0
r-I
4)
0
HI
0
I
cla
L%
H
0
4e
03
1--1
0
to
o
A
• 4.
+-I
5, 11)
00
0
.0 0-1
0
+3
N
Cu Cu
AA AP AA AA .c.0
.,-). 0 a 0 -..-3 0 43. 0
..-). 0
0 0 0 0 0 0 0 0
0 0
H
0 d0 1--1 0 H 0
H 0
0}. o y, 0 Y., 0}r,
0 1:3-,
1 o/
i as
I 0
1 a;
1 0
CC C
41., C
0 0
(Gr.:
0 g
15 0 00
CG. C
ID q
0 0
41,0 d.0 et .0 0 ,C
0 A
1-4
HI
r4
1--I
r-I
0
0
0
'0
0
.0
.0
N
0
0
H
V +I • 5-1
rd 0 a)
o 4-1
o
• ..
0
7]
07 1 0
C
tC. ID m
07 CC .0
•-••
r-r tC q q rr
0 0. ri In -r.. 01 0
0
)
g
0
'01
C)
n
1,4 p
un
t
;i3 E'71
-
I1;8
Y
I-t sa,
I
•,4
-- ..---"
4.
O
A Cv
0 o o
40
N
q
WI
0
c0
4-
q
HI
H
HI
o
rn
0
F
O
a) -A oct
:21 4a q'
a) g
.o
(1) o
ta.
W
o O
.4 0-4 to so
a.) a)
O
.2(Pi
-0
HH
0 +-I +-I
0-
"ta
o H
a) C. ci 0 0
V at
co cc
5, m0 m g
.00
W m.1
g.
MHO EH
r4 ..A 0 a!
0C
a) CU
a) 0) ."c-I
0
4) 0' ---
P
P. :
.4 rzo
0
a) F 0 te
o
NI 14141
0
4)
U
ai
4-)
U)
O
0
U)
0
a)
Pi
- H i
ttO
0
0
1-.1
o
.. ••• ••• • •• •• •• ••
a)
•
1).0
H
cd
01 •
,....., Ca
k
.
a)
o
o
El
Ili
<4
••
••
••
+)
••
U)
a)
•••
• •
..0 0
..
O
O
0
U)
0 a)
•
H cD4
•• .•
•• ••
0
cd
cH
0
0
0
•o-i
cH
0
a)
ei-4
•
1,--I I
•• •• •• •
0
H
`r
.r- 1
c i)3
of O •• •• .. .. ••
4
0
o ,---,
0 -H
k
c)
0 N-H
U\ 4
Ht 4-)
....-.4
e• *• ••
a)
Cd
U)
LID
O
H
cd
O
Pr-,
•• •• •• • •
0
c0...
n0
N
\ CI
0 \
0
0
0
0
•N
N
••
••
••
••
..--..
••
••
\ .0
CV
LI \
L!\
••
••
KN
'
co
,W
0
H
I
Ca
In
C)
H
04 H
o
o
0
-1-1
10
0
-H
0
cd
ci--i
ci-i
a)
q -i
o
id
ci--1
0
a)
rd
-Hi
u)
4-)
0
0
c0
N
Lf \
F-1
K1
LC \
•••
.. ..
•• •• ••
••
••
••
a.)
0
›-
o
H
• •
••
01
Lc\
N
••
Cd
+3
'd
Cd
•• •• ••
.c7:31
491
VI
P4
1-1
0
1
••• •••
••
•• ••
HI rd
4 g
••
HI
u-N
CV
••
4-4
••
••
••
rci
0
0
.0
0
4:33
I
rd
a)
,-
CJ
• 4's -P
0 +3 a3
-H 0
q-I
0
-I-)
0
CO
0
;•.1
H
0
q
a)
0
u) HI o
co .1-1 4-1
cd cd a)
Cd H cHi
id
4O.
, 0 En
a)
0 • 1--1 Ial
CV
H H
rid
0
t---
HI
--1-
•• •• •• •• ••
-P
P4
2c
-3
4-1
0 k
4
rid
F-1
••
U)
H
0
H
•• ••
‘,0
t---
H
••
ci-4
n ..----.
•• •• .•
•• •• •• •• ••
0
0
C.)
-t .....-4.
1
- -.1-
al
H
••
n
RI ,-1
LIN
II
••• ••• ••
••••
'-I---
••
P
.1- H -1- H
0
t---CV
••
••
..---.
ro
w
CV
CV
N
H
trN
••
e•-n
---
cnJ
N
••
0
P
.....,
•• •• •• •• •• •• •• •• ••
••
••
-p
P 0 X) ci
,.......,,..„-
1
1
--I-
MD
Lc\
CV
••
..--.....--,e-s. --..
d
......
1
H
N
••
....--...
0
,......,
0
O d.)
0
0
0
.......•
• •
..--... r0
u-N. Hi H 4-)0
---- I • rd
: _.1-
• k •Hi
CV
0 a)
H
• •• •• •• ••
H
-P
4)
-H
cd
••
•••-", H 9'4 4-)0
t--
:
rd
........ 1• k -Hi
0 a)
• •• F-I
•• pi
• ••• ••
PO4
-----, HI -Hi -P
V)
1
rd
•..../ •
•r-i
3
0
i
0
cd
A
ca •
4 0
•• •• •• •• •• •• •• •• •• •• •• •• •• •• •• •• •• ••
0
0
0
0
0
0
0
0
0
'.0
I-1
0
0w0
°
f
-1.
,
c\I
H
..
na3
isn
N's -I-
\CD's 0
0
0
--1-
.--1-
K1
Kl ....y-
--.1
rd
cd
•• •• .. •• •• •• •• •• •• •• •• •• •• •• •• •• •• ••
k
110
0
0
0
0
0
0
‘..0
0
0
N
0
0
k
0
CO-.,
H-,
K1•, 0
ON
0
0
...
.,
•-•
H
I--
a)
(PN
_r_4
rcn
Kn
%
Kai
1
3
e
•• •• •• •• •• •• •• •• •• •• •• ••
tc1
..---,
a)3-1
r 1
ON
K1
•• ••
+3
H
•• •• •• ••
0
0
0
N
N--, MD•,
-.1-
^.-..-.
..---,
,r) r0in
-...--..---.....
-.....-
I
I I
I
0\
On HIM)
cd
-.....•
1
0
P
-.....
1
0
H
•• ••
•Hi
U)
(1.)
----..
..--,
ro
---.•
I
0
Cd
• • •• •• •• •• ••
0 H
1-1
cd
0
. 8--1
in s-4
0 04 0 a) 0
....1N
N
CV
0
0
k
..._.-▪
14-N
K1
lc\
• r-1 0 ci-i
00
-P H
H •-1
H
P4
• •• •• •• ••
•• •• .• •• •• •• •• •• ••
• • •• .8-1
0 r0
cd ,-,
F-1 4-) ,...-- cHi o
4
-P ro -P ,.0
4-) X)
e.).
0000 00
co LrN a) 0 •-.,
HI 0 H 0
H-1 0
dck 0 id
0
0
0
0
0
0
0
'd
H
N
i
›,-,
i
1
y.,
0
u) cd
...-..
cd
cd
cd
u) a) C/2 a)
C12 a.)
k k U) 0
En
U)
u)
ct) 0 co 0
co 0
0 ri-i a) a) .- •i=
H
cd 0 cd 0
ed 0
4-4
k A-) 0 I
rJ
74
cd
HI 4 HI 4 HI 4
rd 0
00\
CO
CP
CO
C
c_.7
X
a)
H-1
CD
H • 1-1 0
•• •• •• •• ••
•• •• el. •• •• ••
•• .• •• •• •• •• ••• •• ••
•1-.1
-r-1 -H
cci
+
3 4:0
,..ci ^,...o
.---.
----.
---. 4
-0 ,--- 4
.4
ed k cd 0 k H
-1-) • -1-)
.4 4-)
4-P • -P
xl
cd
cp
-i H 0
00000000
00000000
a)
1--1 -.--1 r-I 4) 0 H -P 0
p4
HI -Hi HI +) 0 H 4-) 0
bo rd
0 P4 0•
0
C.)
.8-1 0
H
C.)
0
•r1 C..)
H
HI
I LA I isN
I IS\
I LI\ 1 L(\
1 LC\
-r9 :1.1
Call
vCO H rn f-i o cn H o
ca ,-.1 co ,-i u) HI 0
H id
•
co 0 u) 0 K1 cia 0 tc-N
u) 0 u) 0 N1.. co 0 1.<1
a)
C)
0' id -P
W
cd • cd • 0 0 • 0
cd • cd • 0 O • 0
a) cd v q
P{
HOHO • r-10 •
r-101-10 • 1-10 •
N P21 i-4
0 -1
C. s---- 0 '---- 0 (.5 s---- 0
r.7 s•-, 0 ,---, 0 0 n--- 0
HT NN
..--..
4
4
e . . . . • .
4 +)
4
I _.-1
r4
a)
41
$4 0
al A
0 vp
,1-.1 I-I 6-I
A 0
S 03 43 0 4;211....•
Q-1
Z
03
4a
.. .. , - .. .. .. ..
\DI
9..4
6 0
r-I
8
11
0
,4
03
C
..0
O
1
4'. 9
-0
0
'rl.
A-7 I
0
X
0
,0
0
0 I e 4
.4
.I it It.0
pc-1
q
4-
.
4.
CO
4
H
0 0
+3
re.
gl
0
2
H
4
4
L- •
rc%
H
4
0
Co
00
4
R
S
In
.1
1:C
tr,
,--I
re%
.-
--P te
.....---,
11
HI 0%
rl
• w. me *. .. r.
H
.
e--
cv
tr'..
0
P
q
4-I
0
El
to
so
ea
.----
ga
.-0HI
g
I •
--- 1 .-1
C
-----
- .•
0
tl
re.
E
t,
0
0
0
0
0
Pr)
C7
CV
I 0
I
I LL,
I
t-
0
ED,
0
a,a7
a)
t--
0
Kt
.0
.----.
.0 ......
.._..
.1-)
10 0
0
•.'n
0%
te)
r4
OJ
Ou
41 43
$4 0
0. 0
0
0
q
4-
tal
r4
K.
0 8
1 -'
0
it
P. .!1
El
0 0 0
0V
1:4
G)
ri
in
o
\ID
..
a°
.,
LI-1
t-
41.
0,
0 .
tr,
,
4
c0
n
rn
Fes
CO
0:
0
tt (I)
Ri
•ai
g)
.."-s
0 MO
0i +3
Q-4 0
0
0
n-n
0
at
H
O
0
F.
'0
I
L.1 )
1•'1
c0
4-
01
t"--
Fe-,
I
C.)
a)
C .11
+). 0,
V
TJ
4-.
V'. 0
n-• 0 V
01
to ti)
0
7.
3
%.0
Sr)
.-1
(0
t•-•
ry‘
tr I
CO
4-
.0
0
.1 Co.,
.4
d.) rl
A
tn.
.0 0 4)
•-•
../.7
0
1,-,
0 „s4
F., a)
a5
a)
.0 9.
0
+7
V
m cll
9-t
cd. .10 0 rda)
0 4. 0
o
ca -,0 0
4.
7 a)
•••1 H +3
g
A 0
a)
••••1 CI) •-•-•• •••••-•
0 0
7.6 s
S. S.
tei q ai
0 P cd
0
o
.0
+7
•
0 0
to a)
4/
f
H
c0 +-I •
0
03
r
4
17/
E
4-3
o
$.1
*2
4
0
.3 0
0
-N
0
0
0
It/ .1-1
a)
pct
ri
hi
G 4-4
4 .4 q
H
0,1
Ct.,
c0
RI
rt",
rr,
0-
ih
Cu
ri
re-,
P..
0
0
0
0
CO 03
0.) 0)
C V
•=i
r
-4 4
rrs
0
ri
A
cd
E.
40
O
0
.1)
r4
01
0:1
1 1
-
OS
0
H
0
CP
0
111
A
.. .. .. .. .. .. .. ..
.. .. .. PI
0
H
0
I
no
so
0
H
0
0
+I
0
01I
0
H
U
t113
al
0$
0
CO
0
1-1
0
•$:‘
H H
0
CO 0
CO 0
a. .0
0
m
rl
0)
MO 0
ol 0
ad ,0
0>
CO WV oo WO b. om ov mO . or
.0
+3
.0
0
H
0
H
44 mo
I
in
in
r4
I
,0 e
0 0
04 A
A
D
4-: e
0 0 q0
H 0 H 0
O. J
0
I
I 4.)
Al
g
H O
0 P.,
I 0
07 0
A
A
.1,3,i.
ar
0
0
L A 2.,
CU
O
•
ai
---P
0
0
'No
0
8..
1
PA
•-I 4a
.,-)
0M
a
•-•
--
•
0
0 47.4
to
to!
0
AV
.----
Z ct
.4, di
..40.,
,i.
Cu I
P.
$.4
_
0. I a)
e 1
C}
e-I
g
0 I gl,
LI 1
rl 00
g
10 I
.0 Ft)
-_----
m. .. .. om .. .. •
44
1
-
I
5.1 I -1.13
..
0
O
0
0,
Ii
03
0) ...--...
4) 1 0 Z
c 1 al
q
ri
0
4
a)
tC
a
0
o 0
a
0
rn,.
_
4
"
.. .. .. .. ..
+3
,
fi
C.
C
n
0.I
-7
1-1
....,
(..,. 4.. 0
. 4`-'"g V0'
fa°
g z -0 . zi
31
0
0
0
Id
rd
O
4-
07
0 0
2 0
4
C--.
y. V
a)
0
Ia
0
ol
t)
H
n
1 ..-r
.33 1
1-1
.0 00 0. 00 90
g
LIZ;
-,
il
+3
8
1-1
OS
8
,. .q-1
• 6 • ...
.
.
cd
ga
• 00 00 00 DO 410 .0 00 00 00 00 00 00 O. .0 00 00 .0 00 SO 00 00
irk
$.1
Ln
0
IC
cd
A
Sr/
0
I
0
+3-I H
,--I
C..-I
1
..
0
1
1
0
H
0
I
0
I-1
0
03
MG
sa
eu
.-4
e
cc
,[5
r1
0 45 L.
03a1 H H
0, •-• CD
•0 .0
4•
to 0
0 0 0
ad 43 44
CO CO
to 0 ao QJ
0 a) t4
+3
'0
.6-1
4.
HO 14 H
0 0
ri3
!
0
cctca,
.3)
w
bp....
'O
P
00
a) 0 0 00 0
,0 0
N
C*3
cf) Cla
1.11 41
ni 0.1
Figure 2. --Complete arrangement for testing 6- by 12-inch edgwise
compression specimens.
ZM 85967 F
Figure 3. --The 6- by 12-inch edgewise compression test with supports along the length removed to show dial gages and strain gages.
ZM 85968 F