Suppluncnt to REPAIR OF AIR,CI?AFT SANDWIC H CONSTRUCTION S June 195 3
advertisement

Suppluncnt to
REPAIR OF AIR,CI?AFT SANDWIC H
CONSTRUCTION S
June 195 3
This Report is One of a Serie s
Issued in Cooperation with the '
AIR FORCE-NAVY-CIVIL SUBCOMMITTEE
on
AIRCRAFT DESIGN CRITERIA
Under the Supervision of th e
AIRCRAFT COMMITTE E
of th e
MUNITIONS BOARD
No.' 1584-I3
UNITED STATES DEPARTMENT OF AGRICULTURE
"~~~ " F O ~
S T S 'E R ` V I C E
LFOREST"PRODUCTS LABORATOR Y
'
Madison 5, Wisconsi n
to Cooperation with the University of Wisconsin
SUPPLEMENT T O
REPAIR OF AIRCRAFT SANDWICH CONSTRUCTIONS!'
By
B . G . HEEBINK, Enginee r
Forest Products Laboratory, 3 Forest Servic e
U. S . Department of Agriculture '
Summary .
This study was made to develop and evaluate repair techniques fo r
aluminum-faced sandwich constructions based on the use of metal-tometal adhesives of the epoxy type . It was found that, if .certain pre =
cautions as to length of overlap (a minimum of 125 times the thicknes s
of the facing) and the use of low but uniform pressure on the overleap
joint were observed, acceptable repairs to ruptures in a sandwich pane l
could be made if all glue joints were cured at 200° F . for at least 3 0
minutes .
Further improvements in strength might result if safe metal-cleanin g
methods could be developed that would provide a surface similar for that
produced by an acid-etching bath (considered unsafe for general use) .
The method developed for the application of uniformly distributed pressuret ,
namely, self-tapping screws through a plywood caul and a soft-texture d
cushion, appeared to be simple and practicable, and required a minimu m
of equipment . The heat required to cure the glue joints can be readil y
supplied by simple means such as hot sand bags or radiant heat bulbs .
The information presented in this report is experimental, and the use o f
epoxy-type adhesives, and the procedures se .t forth, are not necessaril y
approved for use in aircraft .
!This progress report is . one of a series prepared and distributed by th e
Forest Products Laboratory under U . S . Navy, Bureau of Aeronautic s
Order No . NAer 01336 and U . S. Air Force No . USAF-33(038)-51-4326-E ,
Amend . 2(53-131) . Results here reported are preliminary and may b e
revised as additional data become a .vailable .
This report presents information supplementary to Forest Product s
Laboratory Reports Nos . 1584 and 1584-A of the same title .
Maintained at Madison, Wis . , in cooperation with the University of Wisconsin .
. Report No . 1584-B
-1-
Introduction
This work was undertaken to determine whether certain recentl y
developed adhesives will give metal-to-metal bond strength sufficientl y
high to yield minimum repair efficiencies of 90 percent when used i n
repairing aluminum-faced sandwich constructions . The results o f
earlier work (reported in Forest Products Laboratory Report No . 1584 )
on repair of aircraft sandwich constructions indicated that repairs mad e
with the glues available at that time (1947) were erratic in quality, primarily because of the high temperature required for curing the adhesives .
Since that time, the epoxy-type adhesives, which cure at slightly above
normal room temperatures, have been developed and show promise fo r
applications of this type where facilities for heating to high temperature s
are impracticable or inadequate .
The purpose of this study, therefore, was to evaluate the performanc e
of the epoxy-type adhesives, and any others that might be available, b y
fabricating and testing typical repairs in metal-faced sandwich constructions .
Sandwich Construction s
Two sandwich constructions were used for evaluating the repair techniques :
aluminum facings on a balsa core, and aluminum facings on an aluminu m
honeycomb core . With each construction two facing thicknesses were used:
0 .012-inch and 0 .020-inch 24ST aluminum . The panels had cores one quarter of an inch thick in all cases and were glued with adhesives considered to be typical of each construction ; adhesive 34 for the panels having balsa cores and adhesive 35 for those with aluminum honeycomb cores .
Repair Technique s
The repair techniques used to investigate the strength that might be developed with the epoxy-type adhesives were similar to those described i n
Report No . 1584 for aluminum-faced sandwich constructions accessibl e
from one side only . This type of repair would be used when damage extending completely through the sandwich panel had been sustained in parts suc h
as wing skins or floors where, in some cases, the repair must be accomplished entirely from one side of the panel . Some changes in pressure application techniques and modification of overlap distances were incorporate d
Report No . 1584-B
-2-
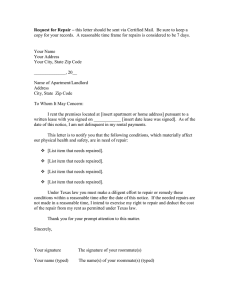
as described later . In addition, a repair to damage in one facing onl y
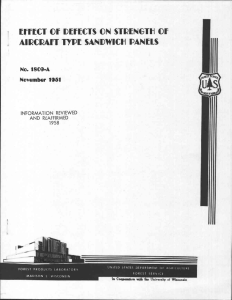
was developed. The details of the revised repairs (to holes in the sandwich panels) are shown in figure 1, and the method of cutting the tes t
specimens from the repaired panels in figure 2 .
The rounded ends of the oval-shaped opening (cut to remove the damage d
portion of the panel) were cut with a plug cutter in a 1/4-inch electri c
drill, using an outside template, since in an actual repair little or n o
material may be available for centering the cutter . The straight side s
of the oval cut-outs were made by using a 24-tooth hacksaw blade in a
reciprocating-saw attachment to a 1/4-inch drill or a saber-blade han d
hacksaw with very fine teeth . All surfaces to which glue was to be : applied'
were cleaned, usually by lightly sanding with 320A paper and then 'wiping:
them with an acetone-soaked cloth .
In the earlier work on the repair of aluminum-faced sandwich panel s
(described in Report No . 1584), pressure• on the cover plate was provided by means of a vacuum blanket ° At that time (early in 1948) this mean s
appeared to be the most practical method of applying the uniform pressur e
required by the adhesives available . It had, however, certain .disadvantages, such as the necessity of plugging all previously made screw hole s
used in applying pressure to the backing plate ; and, further, it required
the use of a vacuum blanket and some means of providing a partial vacuum s
With the epoxy-type resins, which are liquids comprised of approximatel y
100 percent resin-forming constituents, it was thought that the cover plat e
could be glued in place with no pressure other than merely rolling th e
plate down in the adhesive . A few exploratory trials indicated that thi s
could be" done, and, therefore, the first set of test repairs was made b y
using this technique, A further change was the substitution . of a solid wood plug for the sandwich-construction plug used in the earlier work .
This change, if it proved acceptable, would eliminate the need of making
up special sandwich material to plug the hole cut to remove the damage d
portion . It appeared from the first series of tests that strengths wer e
somewhat lower than might be acceptable, and, therefore, additiona l
repairs were made after further modifying the techniques .
Two notable changes were made in the techniques used in preparing thi s
final set of test specimens . A plywood plug was substituted for the solid wood plug, as it was found that in some cases the warping of the solid wood plug introduced undesirable stresses that became evident as sligh t
cupping in the test strips that' were cut from the repaired area . Th e
major change was the use of a,'i3oft-cushion material, approximately 1/2 inch thick, under a plywood E'aul fa:' applying uniformly distributed
pressure over the cover plate while it was being glued irr place . Thi s
Report No . 1584-B
-3-
cover plate was held down with four screws through the plywood, th e
cushion, and the plate, and utilized four of the previously employe d
screw holes in the panel . The details of this technique are shown i n
figure 1 .
This final set of repair panels also included repairs to damages in on e
facing only . To simulate a damage to one facing,' a slit was chiseled i n
one facing for a distance of about 4 inches . The surface around the slit
was cleaned with fine sandpaper and wiped with acetone, and then th e
depression was filled with a high-viscosity epoxy-type adhesive (adhesive 41) . After this filler was cured by applying radiant heat for a ,
half-hour (surface temperature of about 200 0 F .), it was smoothed down
flush with the surrounding surface . The surface was then again cleane d
with fine sandpaper and wiped with acetone, and a cover plate was glue d
in place by using the soft-cushion and plywood-caul technique employe d
in the repair to a hole through the sandwich panel . The screws employe d
for applying pressure passed through clearance holes in the cover plate ,
top facing, and core of the panel, and were threaded into lead hole s
drilled in the back facing .
Test Procedures and Test Result s
Exploratory Test s
Exploratory tension shear tests were made on O . 012-inch 24ST cla d
aluminum sheets overlapped 1-1/2 inches and bonded by a variety o f
techniques considered to be applicable to the overlap later to be employe d
in applying the cover plate of the actual repair . These pieces, after bein g
bonded, were approximately 6 inches wide and 12' inches long . After curin g
of the adhesive, five 1- by 12-inch specimens were cut from each pane l
and tested by using Templin tension grips in a universal testing machine .The results are shown in table 1 .
These results provided valuable information that was used later in fabricating and evaluating actual repairs to sandwich-panels for tension tests .
The most notable observation, perhaps, was that none of the variation s
of epoxy-type adhesives developed acceptable strength when cured at onl y
room temperature for 5 days . However, when the same formulations wer e
exposed to an additional cure of 1/2 hour at 200' F .., the strengths wer e
improved considerably, A second observation was that when the surface s
being glued together were acid-etched, higher strengths were develope d
than when the surfaces were prepared by merely sanding and wiping wit h
Report No. 1584-B
' -4-
an acetone cloth . Other variations, such as e'mptoyiifg ' ' clite-;es,edeit'aa'2 n
the glue line or the use of fillers in the epoxy resin a,ppka;r'ed to hav e
little or no effect on the bond strength .
,
Tests on Repaired Panel s
In the first set .of repaired panels the surfaces to be glued were prepare d
either by means of repeated wiping with a cloth soaked in a standar d
acid-etching solution or by light sanding followed by an_acetone wipe .
Upon cutting these panels into test specimens, however, it was noted tha t
wherever the acid had accidentally made contact with the wood plug ,
considerable charring was evident, probably because of the action of th e
acid accelerated by the heating necessary adequately to cure the glue line ,
It was therefore decided that the use of any acid-cleaning procedure woul d
be impractical for actual field repair, as it would be exceedingly difficul t
to avoid contact with the core or the plug . The results of these tests ,
table 2, show rather low tension'values, with the exception of the 89 per cent joint efficiency developed by the panel having 0 . 012-inch facings and
surfaces prepared by acid-etching . It was also found, upon carefull y
inspecting these repairs and prying off the cover plates, . that the use o f
no pressure other than a roller was a questionable procedure, as numerous small areas of poor contact were found .
The final set of repair panels, prepared by using a plywood plug and th e
soft-cushion, plywood-caul technique and by having each glue line (adhesive 41) cured at 200 * F . for at least 30 minutes, gave generally bette r
results, as shown in table 3 . It may be noted that the panels having
0 012-inch facings, in which a repair was made to a . hole completel y
through the panel (Nos . 4 and 9), gave reasonably good tension value s
(64 and 105 percent, respectively) . In examining the type of failure, it
was found that the construction No . 4 had two specimens that failed a t
the grips without failure in the patch ; therefore the 64 percent does no t
represent the true strength of the repair . Satisfactory strengths wer e
obtained also with the panels having O . 012-inch facings in which a repai r
was made to a slit in one facing only (canstrvetions 1 and 7, having join t
efficiencies of 102 and 108 percent, respectively) . Comparable repair s
to panels having O . 020-inch facings yielded relatively low results (4 4
and 45 percent) ; and those in which repairs were made to a cut in on e
facing only, having a 2-inch overlap, gave efficiencies of 86 percent ,
which indicated that the overlaps of 1-1/2 and 2 inches, respectively ,
were not enough for facings of 0 . 020-inch thickness, After observin g
these low results, two additional constructions (3 and 6) having U. 020 inch facings and a repair completely through the panel, but having over laps of 2-1/2 inches, were prepared and tested . These repairs yielde d
somewhat better results (88 and 86 percent) .
Report No.
1584-B
-5-
As a general observation on the results of tensile strengths obtaine d
with these repairs, it would appear that in using this technique an over lap of at least 125 times the facing thickness is requited if join t
efficiencies, as based on tension tests across the repair, of consistently
above 80 percent are to be realized .
Conclusion s
Based on the limited number of tests presented in this report, it appear s
that acceptable adhesive-bonded repairs can be made in aluminum-face d
sandwich parts using the following technique :
(1) Clean areas to be bonded by abrading with fine sandpaper and follo w
by washing with acetone . (Overlap width to be at least 125 times th e
facing thickness . )
(2) Use an epoxy-type adhesive including a filler to increase its viscosity ,
such as adhesive 41 . Apply adhesive to all mating surfaces e
(3) Apply pressure to all adhesive joints by means of screw pressur e
through a plywood caul over a soft cushion . '
.
(4)
Cure all adhesive lines at 200 ® F . for at least 30 minutes .
Re commendation s
This report presents the results of tension test across adhesive-bonde d
repairs in typical aluminum-faced sandwich panels . Similar repairs coul d
be made by using the riveting technique now employed by at least on e
aircraft fabricator, The . two methods should be compared as to :
(1) Tensile strength across the-repaired area .
(2) Fatigue characteristics .
(3) Practicability for use in field repair *.
Report Noy 1584-B
Table 1 . --Results of tension shear tests on joints in O . 012-inch aluminum facings having a 1-1/2-inch overla_p I
Adhesive
; Surface
;.prepara tio n
:
-------- -
Cure
Average : Joint efficiency
maximum (Based on 74 0
loads.4_
pounds for an
unjointed piece )
:
---------
--------------- -
Pounds
Percent
Room tempera ture 5 days
229
31
. . do . .
Room tempera ture 5 days +
200 ® F . for
1/2-hour
650
88
48 +
cheese cloth
do . :
. 2 Room tempera,ture 5 day s
297
40
48 +
cheesecloth
do . .
, : Room temperature 5 days +
200 ® F . fo r
1/2 .-hou r
679
92
201
27
610
82
199
27
-48
48
-41
41
41
Sanded +
acetone
wipe
. do.
Room temper a
ture 5 days
, : do . . - . ; Room tempera ...
ture 5 days +
200 ® F, fo r
1/2-hou r
Sanded +
aceton e
wipe .
One
piece
tapered
Room tempera ture 5 days
(Sheet 1 of 2)
Report No, 1584- B
Table .1 . --Results of tension shear tests on joints in 0 .012-inch aluminum facings having a 1-1/2-inch overlap l (continued)
Average
•▪
Surface e
preparation
Cure
Average
Joint efficienc y
maximum : (Based on 74 0
load? : pounds for an
unjointed piece )
Pounds
Percent
41
; Sanded + ; Room tempera- ;
acetone
ture 5 days +
wipe . One: 200° F . for
piece
1/2-hou r
tapere d
677
91
41
; Acid
etched
Room tempera- ;
, ture 5 days
138
19
41
: .
. . do . . . , Room tempera- .
ture 5 days +
200° F . fo r
1/2-hou r
726
98
-Glue applied to both mating surfaces . Pressure applied by means of
one pass with a roller . No additional applied pressure during curing .
?Average of five specimens, 1 inch wide, having parallel sides (no t
necked down) .
3An experimental adhesive, based on epoxy resins, formulated at Fores t
Products Laboratory in cooperation with the Navy Bureau of Aeronautics (F . P. L . 828) .
4A formulation of epoxy-type resins .
Report No . 1584-B-
(Sheet 2 of 2 )
-1
Table 2 . --Results of tension tests- across exploratory repairs to
holes completely through sandwich panels . (No pres Sure on cover plate other than one pass with a roller )
Panel construction
.. .._yaw ..._
- e
; Adhesive : Cleaning o Average
Joint
3
method maximum : efficiency=
load ?
Pounds
41
a Sandpaper
an d
acetone ;
0, 020-inch facings o n
1/4-inch balsa core
41
0, 012-inch facings o n
1/4-inch aluminum
honeycomb core
41
00
012-inch facings on l;
1/4-inch balsa core , :;
0 02D-inch facings o n 48 -t.
1/4-inch aluminum : cheese honeycorrmb core
cloth
: Percent
763
58
, .ado
1, 173-
48
Acid etched
1, 1=65
89
Sand pape r
and
acetone
1, 667
68
-On parallel-sided strips 1-inch wide ; 1-1/2-inch overlap at repair .
-Average of three test specimens from one repaired damage .
3
-Based on control strength of 1, 317 pounds and 2, 455 pounds fo r
similar strips from panels having 0 . 012-inch and 0 . 020-inch facings, respectively .
Report No, 1584- B
,
1
Table 3 . --Results of final tension tests- across repairs in sandwic h
panels using revised technique s
No .
Panel construction
Joint
Type of : Overlap : Average :
3
maximum : efficiencyrepair
,
, load ?
Inches :
Pbunds
.
Percen t
10 2
1 0 . 012-inch facings on To slit : 2
1/4-inch balsa core : in one :
facing .
.
2 . O . 020-inch facings on :
1/4-inch balsa core
.
.
2, 113
:, .do . . . ,
2-1/2 :
2, 17 0
88
4 : O . 012-inch facings on To hole :
through :
1/4-inch balsa core
panel
1-1/2 :
843
64
1, 030
44
2-1/2 : 2, 09 7
86
3
do
: O . 020-inch facings on
1/4-inch balsa core
6
do
. do . . . : 2
. . do . . . : 1-1/2
r
.
86
4% ,
.
do . . . :
.;s
2
,
1, 427
do . . . : 2
.
2, 10 3
86
0. 012-inch facings on To hole : 1-1/2 : 1, 375
1/4-inch aluminum
: through :
: pane l
honeycomb core
10 5
1, 110
45
7 0 . 012-inch facings on To slit
1/4-inch aluminum
in on e
facin g
honeycomb core
8 O . 02,0-inch facings on
1/4-inch aluminu m
honeycomb cor e
9
1, 335
10 : 0 . 020-inch facings on = . . do . . . :
1/4 inch aluminu m
. honeycomb cor e
1-1/2 .
khi parallel-sided strips 1 inch wide ; all repairs made with adhesive 4 1
cured at 200° F . for 30 minutes .
2Average of three test specimens from one repaired section .
!Based on control strengths of 1, 317 pounds and 2, 455 pounds for comparable strips having 0 . 012-inch and O . 020-inch facings, respectively .
Report No . 1584-B
SCREW HOLES UNDER COVER PLATE
THROUGH PANEL AND BACK/NG PLATE
STEP ! BACKING PLATE
AND PLUG
BE/NG GLUED
IN PLACE
WOOD OR SELF- TAPP/NG
METAL SCREWS
PLYWOOD CAUL
WNMNNNNAFNBNIMlMAPMPIMMIWAMFANIMISM
%sawmarmminrnmrs PLYWOOD PLU
_,--.-CELLOPHANE
G
II
STEP 2 ' TAPERED COVER
PLATE BE/NG.
GLUED IN PLACE
TAPERED COVER PLATE
(SAME THICKNESS AS FACING )
SECTIONS THOUGH A-A SHOW/NG STEPS IN MAKING REPA/ R
Figure 1 . --Details of fabricating repairs to holes i n
aluminum-faced sandwich panels .
24 "
4 " OR 5"
TENS/ON SPEW/ME NO. /
TENS/ON ' SPEC /MENN{ NO. 2
TENS/ON SPEC/M£N NO. 3
SL /T OR CUT /N
ONE FAC/N6
CONTROL SPEC/MEN NO . /
OVAL HOLE IN PANEL
ti
TENS/ON SPEC/MEN NO. 4
TENS/ON SPEC/MEN NO . 5
TENS/ON SPEC/MEN NO. 6
OR 2%P " OVERLAP
/
SPEC/MEN NO. 2
CONTROL SPEC/MEN NO. 3
CONTROL
TENS/ON SPEC/MENS
/ "X
/6 "
N 92144 F
Figure 2 . --Cutting diagram for test panels . Tension specimen s
were held in Templin tension grips and tested in a universa l
testing machine at a head speed of 0 .15 inch per minute .