FOREST PRODUCTS LABORATOR Y
advertisement

-W I
AGRICULTURE RGCM
U. S . Department of Agriculture, Forest Servic e
FOREST PRODUCTS LABORATOR Y
In cooperation with the University of Wisconsi n
MADISON, WISCONSIN
PULPING AND PAPERMAKING PROPERTIE S
OF SEED FLAX STRA W
By EARL R. SCHAFER
Engineer
an d
C. E. CURRA N
Principal Chemis t
SCHOOL OF FOREST
r`
ORE-OA STATE COLLEG E
CCRVALLI .;,, OREGO N
1
January 1938
MOM
~r
=
PAPERMiAKING
PROPERTIES OF SEED FLAX STRA'a V
dr
1
t,
f.
By
E . R . Schafer-, Enginee r
and
C . E . Curran, Principal Chemis t
';
s
r
INTRODUCTION
The utilization of seed flax straw for pulp has been the subject of investigations by both private individuals and public agencie s
for many years . The principal objectives of such investigations hav e
been (1) to find a profitable use for an agricultural byproduct no w
largely wasted in the production of linseed ; (2) to relieve a scarcity ,
and possibly to become nationally independent in regard to the supply o f
linen rags used in papermaking ; and (3) to provide new papermaking materials with the view of augmenting the national resources of such ra w
materials . In past studies as well as in the one here reported the fore going objectives have not been attained .
As early as 1905 the Bureau of Plant Industry of the Unite d
States Department of Agriculture began studies on the pulping of fibrou s
plants . Flax straw received considerable attention in this program .
In
1916 a publication was issued covering the results of the work on fla x
straw for .se in the cheaper grades of paper, such as wrappings and fibe r ,
boards (5)- . At that time the supply of papermaking rags from Europe wa s
greatly reduced because of the World War and interest was centered in the
development of a substitute for linen rags in currency paper . Very goo d
samples of paper, suitable for currency, were produced on a laborator y
scale but unsatisfactory results were obtained in an endeavor to conver t
the small-scale experiments to mill-scale methods . In 1919 the work o f
the Section of Paper Plant Investigation of the Bureau of Plant Industry
was discontinued and the files and equipm .pnt transferred to the Fores t
Products Laboratory at Madison, Wisconsix .,
r
-This report embodies the results of investigations by the Forest Servic e
that have extended over more than 15 years . It has been the privileg e
of the authors to draw upon the vast accumulation of information tha t
has resulted from studies on the pulping and papermaking properties o f
seed flax straw by various members of the Pulp and Paper Section of th e
Forest Products Laboratory .
-Reference is made by underscored numbers in parentheses to "Literatur e
Cited", p . 21 .
11 1 59
CONTENTS
Pag e
Introduction
1
Economic factors affecting flax straw utilization
2
Flax growing area and flax seed production 2
Quantity and quality of flax straw available 3
Cost of flax straw and tow,
3
physical and chemical composition of flax straw,
4
Separation of bast fiber and shives 5
Commercial method 5
Experimental methods
5
7
Description of pulp and papermaking experiments P rocessing operations
7
Types of material . .. .
7
Effects of various pulping chemicals 8
Paper, board, and chemical products produced from flax
straw
Bond and ledger papers 12
G reaseproof and tissue papers
13
Container boards
l4
Book paper
15
Miscell
Ous paper and board products Flax wax
4..o .;
16
A ., .p
17
Cost of producing flax pulps 18
Summary and conclusions 19
Literature cited
21
Appendix
23
'
Description of equipment
23
Tabular data
25
81159
L
12
r
• ~1
ti
tr
4.
The United Sta.te's De p artment of Commerce reported in 1923 o n
she results of experiments conducted on flax straw in the Paper Sectio n
f the Bureau of Standards (I) . The exp eriments indicated that the entir e
-lax straw was suitable for wrapping paper and that a high grade of com --mercial tow could be converted into an equivalent of sulphite wood pulp .
The conclusions, however, were that from an economic point of viow th e
use of flax fiber for paper of any description d .id not appear feas .zble .
The work at the Forest Products Laboratory on the pulping o f
lax has been concerned chiefly in attempting to develop a straw pul p
.,.with qualities superior to that obtained from woodpulp . Thisob-jectiv e
- appeared possible in view of the fact that the bast fiber in flax stra w
•ipossesses pulping qualities not approached in any wood fiber . Although.
„R„ :
the results presented here are negative from an economic standpoint, the y
are not without value since they contribute many new facts to a much dis cussed problem ( , -,11, l4,22,16,21,1&) , the solution of which has bee n
'. .s.ttem-p ted at frequent intervals for many years .
ECONOMIC FACTORS Ai-ECTING FLAX ST EW UTILIZATIO N
Flax Growing Area and Flax Seed Productio n
The average area devoted to the cultivation of seed flax in th e
Jnited_ States during the five-year period, 1906-10, was acco_•di n:g . to the
Bureau of Foreign and Domestic Commerce 2-,520 ;000 acres . After 1513 the
area declined until in 1522 it was 1,113,000 acres . This decrease ha s
been attributed to economic and . agricultural causes, the chief of whic h
was the decrease in the development of new land . Due to advances in cro p
rotation practices, and to increases in consum p tion of flaxseed products ,
acreage has increased considerably since 1922 . The production of seed i n
1924 was more than 31 million bushels, the largest flax crop ever harvested in the United States . The area devoted to seed flax reached a
high point in 1930 with 3,732,000 acres but production was less than th e
former peak year, by nearly 10 million bushels . Acreage declined afte r
1930 and in 1935 the area planted was about 2 million acres and the production of seed about 5 million bushels .
From an exporting nation prior to 1908, flax seed consumptio n
increased until, in 1927, the United States imported more than 24 millio n
'bushels of seed . Importations declined somewhat after 1927 .
In 153 2
imports were down to about 6 million bushels, but in 1 93 + they had agai n
risen to about 15 million bushels . Nearly all of this imported seed i s
processed in mills alone the Atlantic seaboard . At the present ti't e
approximately 3 million acres seem to be sufficient to supply the need s
of the flax seed mills in the Northwest . The area under cultivation i n
.the United States and the world production of seed are tabulated i n
;. tablos 1 and 2 .
-2-
Quantity and Quality of Flax Straw Availabl e
Flax seed is harvested and threshed in much the same manner a s
other grains . The straw as baled consists of about 30 percent of chaff ,
leaves, and loose detritus . The yield of flax straw is estimated to var y
from one to one-sixth of a ton per acre, depending on the locality an d
the prevailing weather conditions . Three-quarters of a ton per acre i s
considered a good average . The total annual production of straw on th e
basis of 2-1/2 million acres under cultivation in the United States an d
1/2 million acres in Canada is, therefore, approximately 2--1/4 millio n
tons . Accurate figures on the quantity of straw used in the manufactur e
of upholstery, insulating materials, and rugs are not available but i t
is known to be very small in comparison to the amount produced . Estimate s
by those in close contact with the industry indicate that the annual consumption of these three ; p roducts during the years 1525 to 1925 range d
from 50 to 70 thousand tons . Since 1530 it has declined year by year an d
the estimated consumption for 1535 was about 10,000 tons . The quantity
available for use in pulp products is therefore large .
The quality of this large agricultural waste is variable . Thi s
is mainly because of the extensive area upon which it is produced, wit h
the attendant variations in weather, diseases, and weeds from localit y
to locality and from year to year . In the present utilization of fla x
straw, care is taken in the selection of the straw used, much of it bein g
selected in the field before harvest . For this reason some manufacturer s
contend that the waste is not so large as statistics appear to show .
Selecting the material is necessary because tow manufacture requires a
long and relatively strong fiber . Because of freight costs, the manufacturer must confine his operations to a relatively small area and ,
therefore, finds difficulty at times in securing material of a qualit y
required to meet his needs .
The mixed cropping of flax with cereal grains for the purpos e
of improving the seed has been practiced to a small extent in some localities for more than 4o years . In recent years there has been a marke d
increase in the acreage of the mixed crop with a corresponding decreas e
in the acreage of flax grown alone (1) . Under certain conditions th e
yield and quality of both the flax seed and the grain are improved b y
growing them together . The control of weeds, however, is the chief ad vantage of the mixed crop and makes it possible to grow flax on land tha t
is too weedy for flax alone . The straw from the combination crop, how ever, is limited in its industrial use and therefore has a low value .
Cost of Flax Straw and To w
1
O
In Minnesota, No . 1 flax straw during ; an s-year period fro m
1922 to 1525 had an average market value of $11 a ton, and No . 2 straw a
value of $9 a ton at the point of utilization . The No . I grade average s
10 inches in length and may contain a maximum of 5 percent weeds . The
R1159
-
S
No . 2 straw averages 6 inches in length and may contain 10 percent weeds .
The average price paid to the farmer during this period for No . 1 straw ,
loose in the stack, was about $2 a ton, the baling cost $2, balers profi t
The freight charges, within a radiu s
$1, and hauling to the railroad $3 .
of 200 miles of the point of use, were approximately $3 a ton . Although
at times in recent years manufacturers have been able to purchase stra w
at the mill for from $5 to $ g a ton, the foregoing general prices hav e
held without appreciable drop . For estimating costs in this report $10 a
ton has been used as an average price for No . 1 straw .
The average price of medium grade upholsterers tow during th e
S--year period from 1922 to 1929 was about $30 a .ton and of the fine grade s
of tow, about $45 a ton . Since 1534 the price of medium tow has bee n
about $ 25 a ton . The greatly increased value of these materials as compared with the straw is due principally to the large loss of materia l
during manufacture . The waste is commonly used as fuel to operate th e
plant . It has not been found profitable to market the waste for an y
purpose although a small quantity is used at the point of production i n
the manufacture of insulating materials and some attempts have been made
to process it to recover the short fiber and to utilize the woody part s
in stock feeds .
PIYSICAL AND CHEMICAL COMPOSITION OF FLAX STRAW
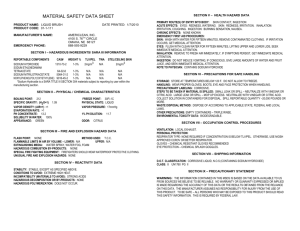
The flax plant of the variety cultivated for seed grows to approximately 25 inches in height (pl . 1) . The stem of the flax straw
consists of a layer of cuticular cells, a layer of cortical parenchyma ,
the bast fibers in groups or bundles, the cambium layer, the centra l
hollow wooden core and the pith cells (pl . 2) . From the pulp maker' s
point of view the most important parts are the bast fiber and the core o f
woody tissue . The rest, which amounts to about 10 percent of the weigh t
of the straw, has no value for pulp and offers little difficulty in removal during the process of digestion .
The bast fiber, which may be removed by mechanical processes ,
separates out in long filaments sometimes extending the entire lengt h
of the straw (pl . 3) .
The ultimate fiber of the bast ranges from 1 .2 5
to 1 .75 inches in length and from 0 .001 to 0 .00125 inch in diameter . The
fiber in the woody core in comparison with that in the bast fiber i s
very small, the dimensions being on the average 0 .005 inch in length and
0 .0004 inch in width . The fiber dimensions of a pulp prepared from fla x
From 7 0
straw by digestion with sodium hydroxide are given in table j .
to 75 percent of the flax straw is composed of woody fiber and 15 to 2 0
percent is bast fiber .
The differences in the chemical constitution of the variou s
components of the flax straw are as great as their physical dissimilarity .
The bast fiber consists of relatively pure cellulose associated wit h
other materials that are easily removed by organic solvents and dilut e
R1159
-4-
A
Plate 1 .--Bolls and blossoms of seed flax straw .
ZM2 g479F
SCHOOL OF FORESTR Y
OREGON STATE COLLEG E
CORVALLIS . ORFll n '
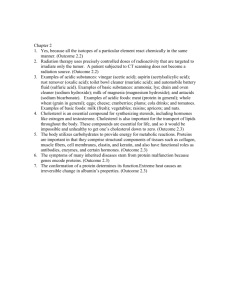
Plate 2.--nax stem (Linum usitatissimum) transvers e
section . a, Cuticular layer ; b, cortical
parenchyma ; c l bast fibers in bundles ;
d, cambium layer ; e, central hollow woody
core ; f, pith cells .
ZM282g6P
Plate 3 .--Flax stem -- disintegrated . a, Bast fiber ;
b, wood cells ; c, vessel ; d, parenchyma
cell ; e, pith cells ; f, cuticular cells .
ZM2g 2 g7F
alkaline solutions (t . 4 ) . The noncellulose materials in the shives ,
on the other hand, are closely combined with a relatively smaller quan tity of cellulose and in practically the same proportions that are foun d
. An hardwoods .
SEPARATION OF BAST FIBER AND SHIJE S
Commercial Metho d
The flax tow used in upholstery, flax rugs, insulation, and th e
like is manufactured by passing the loosely entangled straw, which may
have been previously dried, through a series of fluted rolls called a
flax brake . This machine breaks the woody core of the stems to relativel y
short lengths without undue shortening of the bast fibers . The flute d
rolls are meshed in pairs set horizontally ; as many as 60 pairs are use d
in breaking machines . As the straw passes successively through th e
meshed rolls a considerable quantity of the shives falls through th e
spaces between the rolls to a conveyor . This material, called to'7in g
mill waste, contains varying amounts of bast fiber . It is used as fue l
fa the operation of the towing mill equipment . The tow is cleaned furthe r
by shaking over screens as it passes from the breaks to the baler . To w
is graded for various purposes according to the amount of shives present ,
lesser amounts being p resent in the higher grades .
The separation of bast fiber and shives by this method, whil e
it serves the purpose of producing a commercially usable product, is ver y
inefficient since a bast fiber com)letely free of shives is never obtained . In a mill trial in which 1,500 pounds of kiln-dried straw containing about 2 .5 percent of moisture were processed, the yield of fin e
grade tow was 31 .4 percent . Further processing to an extra fine grad e
reduced the yield to 27 .8 percent . The yield of medium grade tow is, i n
commercial practice, from 50 to 60 percent of the chaff-free straw .
Ex p erimental Method s
Much experimentation has been conducted on the separation of th e
bast fiber and shives in seed flax straw . The work of the Bureau o f
Plant Industry resulted in an improvement (9) of the flax brake in whic h
the draw or tension in the material passing from one pair of flute d
rolls to another was greatly increased . This caused a violent pullin g
action of such intensity that the fibrous constituents of the straw wer e
drawn over each other thereby loosening the adhering fine pieces o f
woody matter . The tow was much superior to the commercial product an d
in small-scale tests it yielded a very tough paper that appeared suite d
for the manufacture of bank notes . Subsequent trials both on a mil l
scale and on a semicommercial scale at the Forest Products Laborator y
showed the tow to contain more shives than could be reduced by the mil k
R1159
-5--
of lime method of digesting linen rags . Cooking trials with mor 4: 4ftele.AU
',
alkaline chemicals resulted in a fairly strong paper, but lacked
paper
.
ficient strength and the required color for use in currency
Many experiments on the separation of bast fiber and shive s
have been conducted at the Forest Products Laboratory in the course o f
work on flax straw . Some of the experiments were unproductive of usab . Q
information, others were only indicative . The most promising series o f
experiments involved the processes of extraction, shredding, screenin g
on diaphragm screens, and final separation with a Wilfley table, a n
apparatus in common use for classifying metallurgical ores (6) . Excep t
for the Wilfley table, all the equipment used is at the present tim e
standard in pulp and paper mills .
Experiments with this process on semicommercial-sized equipment indicated that the power consumption on a commercial scale for th e
Wilfley table would be about 1 g -horsepower days per 1 ton each of bas t
fiber and shives . The power required for the extraction and screenin g
operations prior to the Wilfley table operation was not determined .
There are indications that the capacity of the Wilfley table when operating on flax fiber is low . The equivalent of passing the material ove r
11 commercial-sized tables was required before the two components - bast and shive -- were considered sufficiently separated . The productio n
rate of such an installation was estimated at 0 .02 g of a ton each of bas t
fiber and shives per 2 4 + hours . The steps in the process preceding th e
Wilfley table would produce an additional 0 .224 ton of shives per 2 4
hours . Thus an installation of this size would have a capacity of abou t
0 .28 ton of flax straw per 24 hours . Figures 1 and 2 show flow sheet s
of the process .
An essential requirement of the process is the production o f
a fiber equivalent in papermaking properties to that of linen rags . The
bast fiber obtained in these exp eriments contained a relatively smal l
amount of shives (as indicated by a lignin content of about 6 percent) i n
the form of short particles . The fiber length was less than that of line n
rag half stuff but longer than that required for papermaking . Althoug h
the impurities were small in amount they existed in a difficultly solubl e
form . Cooking tests showed the fiber suited to pulping by the lime o r
the lime and soda ash processes as employed in pulping linen rags . The
type of paper produced was more suited for book and magazine papers tha n
for bond . Since it is essential that the process result in a much highe r
grade of paper than that obtained, the necessity for considerable mor e
study is evident .
.
410
In view of the small pro p ortion of the bast fiber, and its rela tively mediocre quality, it is evident that any economic solution of th e
flax straw utilization problems would require the finding of some use fo r
the large quantity of shives produced . The shortness ' of the fiber in th e
lignified part of the flax limits the use of pulps obtained from it t o
those purposes where fiber length is of relatively no importance . One o f
the principal uses of short-fibered pulps is in the manufacture o f
R1159
-6-
F/G. 1
INVENTOR
BY
ATTORNE Y
Figure 1 .--Flow sheet for separating bast fiber and chive s
in seed flax straw by means of diaphragm flat plate screens .
O
M9507F
Figure 2 .--glow sheet for separating bast fiber and snive s
in seed flax straw by means of diaphragm flat plate screens and Tilfley tables .
Z
.95O 1
410
printing papers . Experiments on the digesting of the shives produced b y
this process are discussed on pages 15 to 16 .
DESCRIPTION OF PULP AND PAPERMAKING EXPERI ENT S
Processing Operation s
The methods used at the Forest Products Laboratory for processing the seed flax straw may be classified according to a genera l
sequence of operations but since many variations of treatment were employed all operations were not carried out in every experiment . Th e
operations consisted of (1) dusting and cutting, (2) cooking and washing ,
(3) dewatering and shredding, (4) bleaching and chlorinating, (5) beating and papermaking . This sequence, it will be observed, is general fo r
most pulp and papermaking processes . A more complete description of th e
various equipment used in these experiments is given in the appendix- (p .23) .
Ty p es of Materia l
a
At the start of the work a number of digestions were made i n
autoclaves with a fine grade of commercial tow . Most of the work carrie d
on later, however, was with a medium grade of tow . In a great many test s
the medium tow was dusted with a loss of from 25 to 30 percent of it s
weight and thus it approached the grade of fine tow in quality . Bot h
autoclave and semicommercial digestions were made with the dusted and undusted medium tow .
A large loss of bast fiber occurs in the commercial towin g
operation . In an experiment to recover some of this fiber a tow rnanufacturer produced a product which he called shaker tow . It was prepare d
by shredding and dusting the towing waste on shaking screens . This material was much shorter fibered than upholsterers tow . An analysis showe d
it to contain a high percentage of bast fiber and about half the ligni n
content of the original flax straw (t . 30) . Several bales of this material were obtained for cooking tests .
Considerable study was also accorded the pulping of the entir e
straw . This included both straw containing a large amount of chaff an d
other extraneous matter and straw that had been dusted .
0
The pulping of nearly pure bast fiber was discussed in connection with the Wilfley table separation experiments (p . 6 ) . In th e
course of work in a commercial laboratory on the utilization of seed fla x
straw for textile products, a fiber was produced by methods common t o
that industry, that is, by retting, breaking, picking, and carding . Thi s
fiber contained only a small amount of shives and appeared to be equa l
R1159
-7 -
in grade to the fiber of unbleached linen . The material thus seeme d
suitable for high grade papers, such as bonds, writings, and condense r
papers, for which new unbleached linen cuttings are now used . A quantity •
of this material was furnished to the Forest Products Laboratory fo r
pulping tests . In addition to these relatively pure fiber materials ,
several cooks of unbleached linen rags were made, chiefly to determin e
the limitations of the experimental equipment in the handling of materials of known commercial value .
In any scheme for the utilization of seed flax straw in pul p
and paper it is desirable that the entire straw be utilized, otherwis e
the venture may not be an economic possibility . For this reason som e
tests were made with commercial towing mill waste although this mate rial did not receive so mach attention as the entire straw or the several
grades of tow mentioned.
In further regard, to the complete utilization of the straw ,
experiments were made at the Forest Products Laboratory on the propertie s
of flax w&z . It was found in the separation experiments with the ilfle y
table that the straw might to advantage (although not essential to th e
process) be extracted with an organic solvent, such as alcohol-benzo l
mixture, in the first step of the process . Upon evaporation of the solvent, a dark green, waxy and gummy residue was obtained . The propertie s
and possible commercial value of this substance are discussed on page 17 .
Effects of Various Pulping Chemical s
Upon the recommendation of persons experienced in the treatme x
of flax straw and linen the investigation here reported embraced pulpin g
experiments with calcium hydroxide, sodium hydroxide, sodium sulphide ,
and combinations thereof . The basis of the recommendation was that i n
the processing of linen the physical properties of the fiber were muc h
less impaired by lime treatments than by the stronger alkalies . Pecti n
is known to be closely associated with the cellulose of linen fiber . I t
was considered possible that the lime would cause a precipitate of calcium pectate to form on the fiber and thus produce a protective coating .
A number of other chemicals both alone and in various combinations were employed . Most of these were alkaline reagents . With the
exception of the experiments made with chlorine, little work was don e
with acid reagents since the results of scout tests showed little promise .
The complete list of the chemicals used in these tests and the data obtained are given in the appendix . Only the more important of thes e
reagents are discussed here .
'
Calcium Hydroxide
Calcium hydroxide (milk of lime process) had been used in previous work at the Bureau of Plant Industry on an extra fine grade of tow .
That work as well as some other tests made later in this study demonstrated that lime is suitable either for the treatment of bast fibe r
containing a very small amount of shives for the production of fine papers ,
or for the treatment of the entire straw for the production of a straw board, although in the latter case it was found, as shown later, tha t
lime is not the best chemical that may be used . The amount of chemical
available for reaction at any given time in a digestion with the relatively insoluble calcium hydroxide apparently has very little deleteriou s
effect on the bast fiber . However, the resolving action of the chemica l
on the ligneous shives is also very mild and as a result little pulping
action is obtained when shives in any appreciable quantity are present .
Sodium Hydroxide and Sodium Sulphid e
Sodium hydroxide or caustic soda (soda process) and a mixtur e
of sodium hydroxide and sodium sulphide in various proportions (sulphat e
process) were used under many variable conditions . From detailed studie s
of the reactions of these chemicals on straw and tow in the bomb and
autoclave digesters (tables 17 to 22)th .e following may be summarized : A
chemical analysis of the pulps shows an increase in the purity of th e
soda pulp as the amount of sodium hydroxide and time of digestion at a
given constant temperature were increased . This is shown by an increas e
in the content of cellulose and by a lowering of the copper number an d
the solubility of the pulp in 1 percent caustic soda solution . At th e
same time, however, increased purity was accompanied by greater losse s
of cellulose . The caustic-sulphide mixture (sulphate process) causes th e
solution of more lignin with only a little more solution of cellulos e
than does a sodium hydroxide digestion under the same conditions . In the
course of a sulphate digestion the solution of the lignin is much slowe r
than that of those soluble substances that may collectively be calle d
"other than lignin", which include pentosans, easily hydrolyzed cellulose ,
and extractives . In a sulphate digestion the sodium hydroxide is rapidl y
consumed during the rising temperature period . The sodium sulphide, o n
the other hand, does not appear to enter the reaction until at the end
of that time . During the maximum temperature period both the hydroxid e
and the sulphide are consumed at slow but uniformly constant rates .
Combinations of Calcium Hydroxide ,
Sodium Hydroxide, and Sodium Sulphid e
•
fine an d
The digestions of Medium tow made with combinations of calciu m
hydroxide, sodium hydroxide, and sodium sulphide are given 1n-tables 5 an d
. The addition of calcium hydroxide was noted to retard the reactio n
R1159
-9.
on both fiber and shives alike . When cooking conditions were made o f
sufficient severity to pulp the shives, by increasing the proportion o f
sodium hydroxide, the fiber was greatly impaired . It thus appeared tha t
the same results would be obtained without the addition of lime . Paper s
made from some of the well cooked pulps produced with these chemicals ar e
discussed on page 13.
Combinations of Sodium Sulphite ,
Sodium Hydroxide, and Sodium Sulphid e
Digestions of both straw and tow with sodium sulphite alone, i n
mixture with sodium hydroxide, and alternately with sodium hydroxide o r
sodium hydroxide-sodium sulphide mixtures have shown this chemical to b e
a mild pulping reagent (tables 10,12 ;16) ; . The speed and severity of th e
reaction, when measured in terms of yields of pulp residues, is less fo r
sodium sulphite than for the hydroxide or hydroxide-sulphide mixture s
discussed in the foregoing paragraphs (fig . 3) . For equal degrees o f
lignin removal, less cellulose is lost by digesting with sodium sulphit e
than with sodium hydroxide . For equal amounts of the two chemicals, mor e
lignin is removed by sodium hydroxide than by sodium sulphite .
When straw was digested first with 20 percent of its weight o f
sodium sulphite and then the residue digested with 10 percent (origina l
straw base) of sodium hydroxide the amount of lignin dissolved wa s
practically equal to the sum of the lignin losses caused by the action o f
the two chemicals directly on the straw ; but when the order of the digestions was reversed the solubility of the lignin in the sodium sulphit e
solution was found to have been lowered by the preliminary mild treatmen t
with sodium hydroxide . Farther, when 20 percent of sodium sulphite an d
10 percent of sodium hydroxide were mixed together the combination exerte d
only a slightly greater pulping action than the sulphite alone . This an d
other effects noted indicate that in a digestion with sodium sulphit e
alone the solution of the material, particularly of the lignin constituen tf,
is a reaction of the bisulphite radical mainly, whereas a digestion wit h
the mixture of chemicals the reaction of the bisulphite radical (although
present in as great amount) is suppressed and the principal reaction i s
with the hydroxyl radical . These effects are shown by the data given a n
tables 23 . 4nd 24 .
Combinations of Sulphur and Sodium Hydroxid e
The effect of a combination of sulphur and sodium hydroxide a s
compared with sodium hydroxide alone in the cooking of wood, is known t o
be of benefit in the increasing of yields and the decreasing of bleac h
requirements . A study of several combinations of these chemicals in th e
digestion of medium tow ('tables g and 9) showed that the degree of pulpin g
obtained was dependent more on the amount of excess sodium hydroxide
R1159
-10-
-I
t
it
y!
. I-
Wt. h
hi
•4 ..
'e--
b
L
r
K
b
0
b
e
h
at
Z
Z
~
_
,
A
N
h
Z
4
•
p
a
6
N
a
N
I ' 1_1 1
111J111L 1
C1.1u1!1!
k
O+
1
,
t
D
b
O
0+
t
%O
b
A
M
U
r.
rr
t
h
A
O
h
q(I
.dagwinN a~dwia g
1
O
h
M
m
aI
d
'
a
0
n
:
*
%
dole/
~~ s J
f¥l■ /FM ,to
M O■p/SOjj
O
present than upon the total available alkali that might be calculate d
theoretically . The reactions involved are not well known but the evidence indicates the following to be the most probable . When sulphur i s
heated in an excess of sodium hydroxide solution, about 75 percent of i t
is converted to sodium sulphide and about 25 percent of it to sodiu m
sulphate . After the excess of sodium hydroxide has been partially consumed in the cooking reaction the sodium sulphide is converted into almos t
equal parts of sodium hydroxide and sodium sulfhydrate . The total available alkalinity of this type of cooking liquor is, therefore, the exces s
sodium hydroxide plus the sodium hydroxide produced by the transitio n
of the sodium sulphide .
There was also evidence that when the tow was changed into th e
digester at the same time as the sodium hydroxide and sulphur, the material consumed most of the hydroxide before the reaction with the sulphu r
occurred . When the two chemicals were allowed to react before chargin g
the tow the degree of cooking was reduced . Although well digested an d
bleachable pulps were obtained, the results did not indicate that thi s
method of cooking was more advantageous than the ordinary sulphate process .
It was also demonstrated in this series of experiments that when the required amounts of the chemicals to pulp the material were present, th e
quality of the pulp was about the same, whether low temperatures for lon g
periods of time or high temperatures for shorter periods of time were used .
Chlorine ,
Chlorine has been used in the laboratory for many years in th e
isolation of cellulose from plant materials . It is only in the past 15
years that manufacturing processes have been developed in which it i s
used as a pulping agent . The chlorine has been employed both as a ga s
and as a water solution, but the reactions taking place are, in principle, the same in both processes, the difference being only in the metho d
of operation . In the commercial application of both processes the treatment consists of alternate digestions with sodium hydroxide and treatments with chlorine ; consequently the success of the developments depend
on the efficient utilization of electrolytic caustic soda and chlorine .
410
The following summarizes a study of the application of th e
chlorine water process to the pulping of flax straw which resulted in a
sequence of operations of : (1) predigestion, (2) mechanical processin g
or refining, (3) chlorine treatment, and (4) refining of the pulp fo r
the paper machine . The predigestion was not confined to the use o f
sodium hydroxide alone, but other chemicals were used both singly and i n
combination . The study with sodium hydroxide alone under a wide variet y
of conditions showed a linear relation between the sodium hydroxide consumed in the predigestion and the chlorine requirement in the chlorin e
treatment(tables 17 to 19) . For each percentage (based on straw) in crease of sodium hydroxide consumed about 2 percent (based on straw )
less of chlorine was required . Other chemicals used in the predigestion
r
were sodium hydroxide-sodium sulphide mixture, sodium hydroxide-sodium
sulphite mixture and sodium sulphite alone . Although the degree o f
pulping accomplished by these chemicals was found to be of more importance in influencing the quality of the finished chlorinated pulps tha n
the specific properties of the chemicals themselves, certain sligh t
advantages of the hydroxide-sulphide mixture over the hydroxide alon e
were noted and the pulps prepared from predigestions containing sodiu m
sulphite were of brighter color and higher strength but more hydrated .
The weight of chlorine required to render the lignin solubl e
in the crude predigested pulp was found to be nearly equal to that o f
the lignin regardless of the type of predigestion . The yield of chlorinated residue was observed to bear a definite relation to the yield o f
the crude pulp from which it was isolated . Between the limits of 3 5
and 45 percent yield of chlorinated pulp (based on original straw) th e
average gain in cellulose in the chlorinated pulp was 1 percent for eac h
3 percent increase in the yield of crude pulp (fig . 4) .
Pulps prepared by the chlorine process become gelatinized o r
hydrated very rapidly when processed mechanically . The flax chlorine pulp s
(tables 25,20) were so susceptible to this effect that it was found necessary to beat or rod mill them after the predigestion and prior to th e
chlorine treatment . Since the chlorination of a pulp containing iro n
causes a discoloring that is practically impossible to remove, the usua l
steel construction of beaters and rod mills must be supplanted wit h
bronze and rubber or other noncorrosive materials . The strength of the
chlorine flax pulps was generally in proportion to the amount of chlorin e
required . On the other hand, the degree of whiteness decreased as th e
amount of chlorine required increased . At best, however, the color wa s
grayish white . An addition of bleached soda wood pulp to the chlorin e
flax pulp increased the opacity and softness and slightly reduced th e
strength of waterleaf paper made therefrom .
PAPER, BOARD, AND CHEMICAL PRODUCT S
PRODUCED FROM FLAX STRAW
Bond and Ledger Paper s
The work of both the Bureau of Plant Industry and the Fores t
Products Laboratory has shown that high grade bond and ledger paper s
cannot at the _present time be made from material containing more shive s
than may be digested by the milk of lime process and that the use o f
more drastic cooking agents greatly reduces the strength of the bas t
fiber . A carded fiber prepared for textile purposes (p . 7 ), whe n
cooked with calcium hydroxide, bleached, and beaten in a manner simila r
to that employed in the making of linen paper, yielded a strong whit e
bond paper . These tests demonstrated that high grade paper of the typ e
R1159
-12-
produced from rags could be made from the bast fiber of seed flax straw .
The results are summarized in table 32.
Although it was not possible to produce high grade rag typ e
papers from tow or straw, because of the necessity of using cooking conditions that impaired the strength of the bast fiber, a few bond typ e
p ap ers were made from tow of the grade ordinarily produced from chemica l
wood pulp . In this class of papers, those made from the pulps of cook s
D-39, D-40, and D-46 shown in tables 6 and 11, were among the best produced from medium tow, These pulpe were prepared by digesting the material in mixtures of sodium hydroxide, . calcium hydroxide and sodiu m
sulphide .
Papers that may be classified as equivalent to medium grad e
wood-pulp bond were made from the entire flax straw . They were lower i n
whiteness and contained more dirty particles than those made from the to w
just described . Best among those made entirely from the straw were th e
papers from the pulp of cook B-217-1, shown in the tables in tables 25 an d
Part of this pulp was treated successively with chlorine water an d
calcium hypochlorite bleach and part was bleached with the Lypoch .lorit e
only as indicated by machine runs I and 3, respectively . Machine run 2
of this series was a mixture of S5 percent of the hypochlorite-bleache d
flax straw pulp and 15 percent of a commercial bleached soda-proces s
wood pulp : The addition of bleached soda pulp lowered the strength bu t
increased the whiteness and softness of the sheet .
Bond and writing papers were produced from shaker tow, which i s
a short fiber recovered from towing waste, by digesting with a mixtur e
of sodium hydroxide and sodium sulphide . Cook D-163, machine run 4
(t . 31) wat the best paper produced from shaker tow from the standpoin t
of color and texture . Cook D-164 machine run 1 was not so white a s
cook D--163, indicating that more bleach should have been used, but i t
was stronger . The papers may be classed as equivalent to medium grad e
rag bonds .
Greadeproof and Tissue Paper s
The entire flax straw dusted prior to cooking was found to b e
suitable for the production of greaseproof and tissue papers . The dat a
for these tests are given in table 27 . Several conditions of cookin g
were employed but it may be of interest to note that the conditions tha t
produced the best results (cooks D-154 and D-15S) were very similar t o
those used for the production of the bond paper from the entire straw
as just described exdept that a higher temperature and longer duratio n
of cooking were a edh
A high. loss of material occurred on dusting the straw befor e
the cooking, And in addition the yields of pulp on the dusted straw wer e
low when compared with yields obtained from wood . Thus the total los s
R1159
-13-
of material might be considered exorbitant . The use of undusted straw
for this grade of pulp may be possible, a fact that was apparently demon
strated in the predigestion of the straw in the chlorination studie s
previously mentioned, but not investigated in this series of tests . The
pulps were partially bleached, that is, to a light cream color . The conditions of beating of these pulps were found to be very important i n
developing the greaseproof properties . The duration of processing in the
laboratory beaters was very prolonged . Apparently a more efficient metho d
of hydrating the stock would be required in a commercial application o f
the process . Two of the best greaseproof sheets were supercalendere d
and waxed in a mill producing these specialities and acceptable grade s
of glassine paper were obtained . Several of the lighter weight sheet s
demonstrated the possibility of using this type of pulp for tissue
manufacture .
Sodium sulphite may also be used to obtain a pulp from mediu m
tow that is suitable for greaseproof paper . Data for cooking by thi s
method are given in tableln 'and . the paper test data in table 11 . Pulp pre pared with sodium sulphite was easily hydrated and the resulting paper s
possessed greaseproof quality to a pronounced degree .
Container Board s
The utilization of flax straw for corrugating board and fo r
heavier boards, such as egg-case filler, has so far as it is known no t
been attempted although some experimenting has been done toward using i t
in leather boards (8) . The usual method of preparing cereal straws fo r
strawboard is by a relatively mild digestion with lime . In these experiments flax straw, flax towing waste, and oat straw were cooked by th e
lime process separately and in various mixtures as shown in table
None of the boards made from the flax (straw or waste) or of the flax oat straw mixtures was so good as the oat straw alone .
a.
Flax towing waste was digested mildly with a mixture of sodiu m
hydroxide and sodium sulphide ( t . 33) and the pulp combined in variou s
proportions with a partially cooked jack pine sulphate-process pulp fo r
the purpose of making a high test board . The experiments were on a
small scale, only sufficient pulp being used to form test sheets by hand .
These were tested for bursting strength . The results show that addition s
of the short--fibered towing waste pulp to the longer-tittered pine pul p
caused an increase in the strength of the test sheet until the towin g
waste pulp exceeded 75 p ercent of the total . Additions greater than 7 5
percent caused a decrease in the strength .
•
In addition to cooking the entire flax straw with calcium hydroxide it was also cooked with sodium carbonate, with sodium bicarbonate ,
with mixtures of sodium carbonate and sodium sulphite (12), mixtures o f
sodium carbonate and sulphur (lam), and mixtures of sodium hydroxide an d
sodium sulphide . Calcium hydroxide was found to be the least suitabl e
R1159
-14-
411
chemical for softening the shives ; soda ash the best . Mixtures of sodiu m
carbonate and sulphur, and of sodium hydroxide and sulphide were particularly effective in increasing the folding strength . The board produced by the latter mixture of chemicals was probably not stiff enoug h
for a corrugating board but it possessed an exceptionally pleasin g
appearance (t- . 29) and might find use where considerable flexibility i n
the board is required .
A study of the processing of these pulps indicated the rod mil l
to be more efficient than the beater in resoect to both power consume d
and the quality of the stock produced . The comparison, however, is subject to qualification as the variables of the beater were not studie d
in so much detail as those of the rod mill . It was possible to produc e
a board from rod-milled flax straw pulp, as indicated in table 29 :by cook
B-210-1, machine run 2, that was superior in strength to the lime-cooke d
oat strawboard prepared in the Laboratory, as well as a commercial lime cooked wheat strawboard used for comparison .
A 12-inch width roll of this paper was corrugated in a fibe r
board mill and gave evidence that the stock would work satisfactori17 i n
a commercial-sized roll . Both single and double lined corrugated board s
were made . Although in the estimation of the operators the stock ha d
snap and stiffness, the resulting board had a soft corrugation, that is ,
the corrugation was easily crushed . The results indicate the possibilities of flax straw in this grade but it is evident some technical detail s
remain to be worked out .
Book Pape r
In addition to the experiments on the use of commercial towin g
mill waste in container boards some work was done on this material fo r
the production of a bleached pulp suitable for book and similar papers .
These tests are given intable 34+, The high chemical requirement fo r
cooking, the large amount of calcium hypochlorite bleach needed, and th e
low yield obtained would not encourage the utilization of the material
in this manner .
Better results from the standpoint of pulp quality were obtaine d
by digesting shives obtained from the screening and Wilfley table experiments (p . 6) .
The straw from which this material was obtained ha d
been extracted with alcohol-benzene mixture and boiling 1 percent sodium
hydroxide solution prior to screening . The material used for the cooking
test was the portion retained on an S--cut screen plate and represente d
about 50 percent of the original straw . It was digested with 22 .5 percent (oven-dry basis) of sodium hydroxide and 5 .5 percent of sodium
sulphide for 5 hours, 3 .5 hours being at the maximum temperature o f
160° C . The yield of pulp was 54 .5 percent of the shives taken . The pul p
bleached to a light-cream color with 20 percent of calcium hypochlorit e
bleach . It was a soft, short-fibered pulp and test sheets indicated i t
•
R1159
-15 -
.
to have properties suited for use as part of the fiber composition o f
book paper . The yield on the basis of original straw is very low whe n
compared to other papermaking materials . Only a low monetary value could ,
therefore, be set upon it as a raw material if it were to compete wit h
the more commonly used materials . Its use might be feasible in a mil l
utilizing the entire straw on the basis that any returns from it coul d
be credited to the cost of processing the more valuable bast fiber .
Miscellaneous Paper and Board Product s
The use of flax straw in the semirigid type of insulating boar d
is well known but little has been done on the production of a rigid insulating board from this material . A few experiments were made in formin g
boards of this type from the pulps secured in cooks B-223 and B-22 5
The pulps were processed in both the beater and the rod mil l
(t . 2 9) .
prior to forming the boards on a small mold about 1 foot square . The ro d
mill was more efficient than the beater in obtaining a suitable stock .
The boards possessed a dark-brown appearance and although no tests wer e
made they seemed to be more flexible than similar commercial boards o f
the same density .
One of the toughest papers produced was made from medium grad e
tow cooked according to the conditions shown for cook D-100, in table 1 3
with a mixture composed of sodium sulphite and sodium sulphide . The pul p
was practically impossible of bleaching with calcium 'typochlorite . The
paper was light brown and of a dense, hydrated texture . It is possible
the paper might find use in electrical products where high density an d
strength are required .
The relative ease with which flax tow pulps hydrate upon beating and when formed into sheets to produce what is called a well close d
sheet suggests their probable use in electrical papers . Electrica l
puncture tests were made- on two flax tow papers (cooks D-35 and D-36 ,
Ts. . ' 5,6,11 ) . The tests were made on the sample of paper as submitted ,
after drying at 110° C . for 30 minutes and after immersion in minera l
seal oil at 100° to 110° C . for 15 to 30 minutes . The results shown i n
table 3 g , with the dielectric strength of several other materials fo r
comparison, indicate these papers to have excellent insulating proper ties . Whether such papers from flax will meet the strength requirement s
is not known . It is probable that much care would be necessary in th e
manufacture of these papers to insure removal of dirt particles tha t
would be detrimental to the electrical insulation properties .
3 Tests made by the Electrical Engineering Department, University o f
7isconsin .
•
8 11 59
-16-
FlaxWax
The amount of fatty and waxy substances that may be extracte d
from seed flax straw by a mixture of 1 part of ethyl alcohol and 2 part s
of benzene, by volume, is high in comparison with the amount obtaine d
from other straws . Consideration of the possible commercial value o f
this extractive is of interest because of the desirability of making a
relatively complete use of the straw in any proposed scheme of utilization .
The quantity of the extractive that may be obtained by analytical methods is shown in table 4 to be 3 .7 p ercent . The amount will, o f
course, vary from sample to sample . When the extraction was carried ou t
on from 10 to 20 pounds of straw the yield of extract was somewhat less ,
being from 2 .5 to 3 .0 percent by weight of oven-dry straw . The material
obtained is a heterogeneous mixture of dark green, sticker substances an d
of brown, gum-like substances . When heated to the temperature of th e
water bath the green materials become fluid and may be poured off . The
data in tables 3& 37
give some of the properties of the material an d
an outline of a series of treatments that caused the separation of a
number of its constituents .
Commercial uses for these substances were not studied extensivel y
but the following tests indicated certain possibilities . The fats i n
the crude wax were saponified with potassium carbonate and the soa p
emulsion diluted with a water solution of an alkali resistant coal-ta r
dye . This material was found to produce a smooth, nonoily polish whe n
applied to wood or leather . However, an analysis of costs indicated th e
cost of extracting the wax from the straw to be from three to four time s
the market price of the commercial waxes generally used in such preparations .
The crude extract was treated with potassium hydroxide and alcohol to saponify the fatty constituents, dried, and extracted wit h
petroleum ether to dissolve the unsaponifiable constituents . The residue
of unsaponifiable matter obtained by evaporating the petroleum ethe r
extract was of a yellow, coagulated, waxy character . The yield was about
18 percent of the crude extract or about 0 .5 percent of the straw .
Qualitative tests indicated the presence of sterols and an analysi s
showed the amount to be approximately 1 .2 percent of the unsaponifiabl e
matter or about 0 .005 percent of the basis of the straw . Although the
amount of sterol available appeared to be very small the importance o f
this compound in nutrition studies prompted the following investigation .
A quantity of the unsaponifiable matter was prepared, dissolve d
in ethyl ether, and subjected to the radiation of a quartz mercury vapo r
lamp . Portions of the irradiated wax preparation were added to a basal
-This work was done by the Section of Derived Products, Forest Product s
Laboratory .
This work was done by Harry Steenbock, Professor of Agricultural Chemistry, University of Wisconsin .
i
ration in quantities of 1 part, 10 parts, and 100 parts in 50,000, respectively, and fed to rachitic rats for a demonstration of its rickets curing properties . The basal ration when fed alone to the rats was know n
to develop a very pronounced rachitic condition that could be readil y
cured by the introduction of e,!,tamin D . At the end of a 10-day perio d
on the irradiated ration the rats were killed and the distal ends of th e
radii and ulnae examined for calcium deposits . The degree of calcium
deposition was found to be pronounced and indicated that the material submitted to the test contained considerable amounts of an antirachiticall y
activatable sterol which was presumed to be ergosterol .
COST OF PRODUCING FLAX PULP S
The cost of producing pulps from flax straw is shown in table 3§ .
Representative pulps of the various grades that may be produced from stra w
or tow were selected . The analysis is based on prices of chemicals prevailing in 1935 .
In calculating the cost of the chemicals, sodiu m
hydroxide was considered as being prepared from soda ash and hydrate d
lime, sodium sulphide from salt cake, sodium sulphite and bisulphite fro m
soda ash and sulphur, and bleaching powder from hydrated lime and chlorine .
The average overhead or operating cost for a sulphate pulp mill ,
in the United States ; according to cost information gathered by th e
Timber Conservation Board in 1931, was $12 .7S per ton, exclusive of chemicals . The items entering into this cost were as follows :
$ 3 .6 g
Labor
Steam
Power
Repairs Mill supplies
All others
De p reciation
2 .S l
1 .4 2
2g
1 .6 5
SO
2 .14
$12 .7 5
Total
In the sulphate process the sodium content of the spent liquo r
is recovered in the form of soda ash (carbonate) and used again in the
cooking process . The efficiency of recovery will vary from 80 percen t
(on the basis of the sodium oxide equivalent) in some of the older installations to 93 percent reported for the more modern plants„ For purposes of calculation the average of 87 percent has been used in thi s
analysis . Salt cake is introduced during the recovery operation and reduced to sodium sulphide . The efficiency of the reduction of the sal t
cake may be assumed to be about 90 percent .
The foregoing operating costs and efficiency ratings have als o
been used in estimating the cost of producing those pulps made by processes not strictly sulphate since the general methods are the same .
R1159
--1S-
•
Information on the overhead costs of operating a modern bleach
ing plant is not generally available . For a bleaching plant representin g
an investment of 00,000, the overhead cost of operating the plant may b e
estimated at approximately 4;3 .70 per ton of air-dry bleached pulp ,
divided as follows :
$1 .0 7
11
50
27
02
Operation
Maintenance
Depreciation
Taxes
Insurance
Maintenance material
Supervision
Steam
Power
Water
03
.44
10
Total
g6
30
$3 . 7 0
In modern bleaching systems about 1 .2 pounds of hydrated lime
are required per pound of chlorine to be absorbed . Of this chlorine ,
0 .99 pound is available for the bleaching reaction . Hence, each pound o f
standard bleaching powder (p . 26) used in bleaching the pulp represent s
the consumption of 0 .35+ pound of chlorine and 0 .425 pound of hydrate d
lime . In the cost analysis it was assumed that the flax pulps lost 1 0
percent in weight by bleaching . This loss may have been an overestimat e
in some cases .
Conforming with customary practice, the material and manufacturing costs have been estimated on the air-dry basis with the usual arbitrary assumption that air-dry pulp contains 10 percent moisture . All cos t
items have been rounded off to the nearest 5 cents .
This analysis shows that the amounts and cost of chemicals required to pulp flax are not greater than are required for wood pulp . The
yields, however, are from 10 to 20 percent lower for flax than for wood .
The relation between the prices of flax straw and tow and that of woo d
is, therefore, the governing factor from the standpoint of costs in th e
utilization of flax for pulp and paper .
SUMMARY AND CONCLUSION S
0
The waste flax straw from linseed production consists of a mixture of long, relatively pure, cellulose fibers and of short, lignifie d
fibers similar to those of the hardwoods . The reactions of various chemicals, alone and in combination, on this material were found to be ver y
similar to the reactions with wood and, therefore, the methods of cookin g
developed for the production of flax straw pulp are very similar to thos e
employed in the pulping of wood .
81159
-19-
•
By mechanical processes the shives, chaff, and other detritu s
may be separated in various degrees from the long, strong bast fibers .
The relative proportions of bast fiber and shives in the mixture deter mine the severity of the chemical treatments required and the qualit y
of the resulting pulp . Thus, depending on the choice of reagents an d
the proportions of bast fiber and shives in the material, a wide variet y
of papers was produced . When the bast fiber was freed from shives t o
such a degree that it could be reduced to a bleachable pulp by the mil k
of lime process, a high grade of pulp similar to that produced fro m
linen rags was obtained . This pulp was suitable for use in bond and ledge r
papers . The processing of material containing varying proportions o f
bast fiber and shives and requiring relatively more drastic treatment resulted in an impairment of the natural strength of the bast fiber so tha t
the pulps obtained were equivalent in quality to wood pulps . These pulp s
were found suitable for the medium grade bonds, greaseproof, tissue ,
book, and magazine papers, and for container and wall boards .
A study of the organic solvent extractives from seed flax stra w
indicated that they have potential commercial value .
The versatility of the seed flax straw might appear to favo r
its utilization since it would seem possible to turn from one grade o f
paper to another as conditions warranted . The complete equipment to carry
on such an operation, however, would undoubtedly require a large capita l
investment . Assuming that a satisfactory and efficient process for th e
separation of bast fiber and shives was developed a balance between th e
production of the high grade papers and the cheaper papers would b e
necessary ; possibly with the higher grade papers absorbing some of th e
cost of manufacture of the lower grade in order that the latter could compete with similar papers made from wood .
The problem of seed flax straw utilization resolves into th e
relation of the cost of equivalent quantities of the proposed materia l
and the standard materials in common use . This cost must include, no t
only the cost of the materials themselves, delivered to the mill yard ,
but also the cost of handling, storage, and deterioration . It has no t
been possible in this investigation to analyze the cost of producin g
high grade paper from flax as compared with the cost of production fro m
linen rags . In regard to the lower grades of paper, however, it appear s
that the price of pulpwood must rise considerably above its presen t
level before it will be feasible to replace it with flax straw .
The relatively ideal objectives of this investigation as enumerated in the introductory pages have not been attained . There appears t o
be no immediate possibility of a complete utilization of what is now a
large agricultural waste in linseed production or of becoming nationall y
independent in regard to the supply of material for paper for whic h
linen rags now form the chief raw material . The information gained in th e
pulping of seed flax straw has, however, added to the store of fact s
relative to possible future supplies of raw materials . This study, a s
well as studies on wood and other plant materials, indicates that ther e
probably will never be a lack of material from which to manufactur e
cellulose .
R1159
-20-
LITERATURE CITE D
(1) Array, A . C ., Stoa, T . E ., McKee, C ., and Dillman, A . C .
1129 . Flax cropping with wheat, oats and barley .
U. S . Dept . Agr . Bull . 133, 47 pp ., illus .
(2) Brand, C . J ., and Merrill, J. L .
1515 . Sacotan as a paper-making material . U. S . Dept . Agr .
Bull . 309, 10 pp ., illus .
(3) Bray, M. V7 ., and Peterson, C . E .
1927 . Pulping flax straw . I . Hydrolysis with sodium sulphite .
Tech . Assoc . Papers 10 :55-57 . Paper Trade Jour . 84(23) :
40-42, illus .
(4) 1925 .
, and Peterson, C . E .
Pulping flax straw . III . Hydrolysis and delignificatio n
with-sodium hydroxide and with a mixture of sodiu m
hydroxide and sodium sulphide . Paper Trade Jour . 56 (3) :
4 g -50, illus .
(5)
Curran, C . E ., and Baird, P . K .
1524 . Bleaching of wood pulp . Paper Trade Jour . 79(1) :56-58 ,
illus .
(6)
Heritage, C . C ., Schafer, E . R ., and Carpenter, L . A .
1533 . Process for separating bast fiber from shives . U. S . Publi c
Service Patent 1,922,366 Pat . Gazette 433 : 636 .
(7)
Kellogg, E . H., Shaw, M . B ., and Bicking, G . N .
1923 . Seed flax straw as a paper-making material . Paper Trade
Jour. 77(5) : 4 3- 49 .
(8) Merrill, J . L .
1516 . Utilization of American flax straw in the paper and fiber board industry . U. S . Dept . Agr . Bull . 322, 24 pp . ,
illus .
(9)
1917 .
Process for manufacturing tow from flax and similar plants .
U. S . Public Service Patent 1,222,968 Pat . Gazette
237 : 760 .
(10) Miller, R . N ., and Swanson, N . H.
1925 . Chemistry of the sulphite process . Paper Trade Jour .
g l(11) : 53-57, illus .
(11) Rue, J . D ., Wells, S . D ., and Schafer, E . R .
1924 . A study of flax straw for paper making . Paper Trade Jour .
79(13) : 45-5o, illus .
R1159
-21-
•
(12) Rue, J . D ., and Monsson, W .
1925 . A new method of cooking straw for strawboard . Paper Trad e
Jour . 81(15) : 52-53 .
(13)
1926 .
, and Wells, S . D .
The rod mill in the pulp and paper industryo paper Trad e
Jour . 83(12) : 53-54, illus .
(14) Schafer, E . R ., Bray, M . W ., and Peterson, C . E .
1 92 7 . Pulping flax straw . II . Chemical studies with chlorin e
as a pulping agent . Paper Trade Jour . 84(8) : 207-213 ,
illus .
(15) , and Peterson, C . E .
1928 . Pulping flax straw . IV . Further studies on hydrolysi s
and delignification with alkaline reagents . Paper Trade
Jour . 86(3) : 51-54, illus .
(16)
1928 .
(17) 1529 .
, and Peterson, C . E .
Pulping flax straw . V . Production of pulp by the chlorine
process . Paper Trade Jour . 87(16) : 41-46, illus .
, and Bray, M . W .
Pulping flax straw . VI . Properties of flax straw cellulos e
and its value in the cellulose industries . Paper Trad e
Jour . 89(5) : 51-53, illus .
(18) Wells, S . D ., and Schafer, E . R .
1925 . Chemical constituents of flax straw . Paper Trade Jour .
80(17) : 47-50 .
(19) Wells, S . D .
1927 . Pulping process for wood, straw, grass, etc . U. S . Paten t
1,626,171, Pat . Gazette 357 : 933 .
(20)
1921 .
, and Rue, J . D .
The suitability of American woods for paper pulp . U. S .
Dept . Agra Bull . 1485, 101 pp ., illus .
O
R1159
-22-
APPENDI X
Description of Equipmen t
Since many variations of treatment were employed in the experiments here reported, all the equipment described in the following page s
was not used in every test . It has been classified, however, to confor m
in a general way to the sequence of operations performed on the materia l
in process .
Dusting and Cuttin g
The straw or tow was dusted by hand over a 4-inch mesh wir e
screen, approximately 2 feet wide and 4 feet long, to remove extraneous
chaff, leaves, and the like .
To facilitate packing into the digesters or for other subsequen t
treatment the material was cut or chopped into lengths varying from 2
inches for the longest strands of bast fiber to l/S of an inch or les s
for some of the shives . The equipment used was a rag cutter such as i s
employed for the preparation of rags for cooking . For small scale cookin g
tests (bomb tests) the material was ground further so as to pass a 4-0 mesh standard sieve,
Cooking and Washin g
The material was digested or cooked in several types of pressur e
vessels . A large number of tests were made to study the chemical re actions with numerous chemicals and conditions of treatment . If an accurate study of these reactions was being made a small bomb containing 2 5
grams of the finely ground material was used . The cubic capacity of th e
bomb was 350 cc . The bomb was immersed in an oil bath where the temperature was controlled by an electrical thermostat to within ± 0 .15° C . o f
the desired temperature (10) .
Larger scale digestions were made in a battery of three rotating ,
spherical, steel autoclaves of approximately 3 gallons capacity, show n
in figure 5 .
The amount of material used in these autoclaves was fro m
1 .5 to 2 .0 pounds . The autoclaves were steam jacketed and the tempera- tuxe was controlled by means of steam regulating valves . A descriptio n
of the construction of these autoclaves has been published (1) .
Semicommercial digestions were made on a 50 to 75-pound scal e
in a rotating, vertical-type digester (20, p . l4) and on a 200 to 300pound scale in a rotating, horizontal, boiler-type rag digester . The
R1159
-23-
•
horizontal digester, formerly used by the Bureau of Plant Industry an d
subsequently installed at the Forest Products Laboratory, has bee n
described by Brand and Merrill (2, p . 22) . The vertical digester wa s
heated both by steam directed into the digester and by steam in a jacke t
that covers the lower half . The heating of the horizontal digester wa s
by direct steam only . At the end of a digestion in the vertical typ e
digester the contents were discharged by means of high steam pressur e
into a wooden tank with a perforated metal bottom where the spent liquor s
were permitted to drain away . The horizontal digester could not b e
emptied in this manner, but had to be cooled by exhausting the steam pressure to the atmosphere and the admission of cold water . When sufficientl y
cool, the lid was removed and the contents washed into a drainer situate d
below the digester .
The pulps were washed free of spent cooking liquors in boxe s
provided with fourdrinier wire bottoms . The hose used in washing the pulp s
was sometimes fitted with a nozzle to obtain agitation of the pulp in th e
box . The force of the water from the nozzle also caused much finel y
divided material to be washed out . This fine material, consisting principally of disintegrated shives, was highly colored, and its removal ,
although causing a loss of fibrous material, aided in the securing of a
whiter pap upon bleaching .
Dewatering and Shreddin g
To facilitate subsequent storage and handling, the water con tent of the digested material was reduced by pressing in hydraulic presses ,
two sizes of which were available, commensurate with the scale of th e
digestion . The press cakes of pulp from the 2-pound cooks were broke n
by hand and sampled directly for the determination of the moisture content . Those from the larger scale digestions were disintegrated in a
semicommercial sized, swing-hammer shredder, and the shredded pul p
sampled for the moisture determination . The shredder was also used t o
disintegrate dried material in the experiments on separation of bas t
fiber and shives .
In some of the work, particularly that in connection with th e
Wilfley table, water was removed from the pulp by passing it over a
semicommercial-sized wet machine . It was necessary, in these cases, t o
shred the pulp finely in order to operate the wet machine successfully .
Also in some experiments the pulp prior to passing over the wet machin e
was screened on a flat-plate diaphragm screen . Experiments in whic h
this equipment was used were principally those on the separation of bas t
fiber and shives .
•
R1159
-24-
Bleaching and Chlorinatin g
The ordinary process of bleaching with calcium hypochlorit e
was done in small scale tests in glass jars provided with motor-drive n
glass stirrers, or in the porcelain jars of a pebble mill from whic h
the charge of pebbles had been removed . Larger quantities of pulp s
were bleached in a special bleaching barrel similar in design to a
small cement mixer (0, or in the various small-sized beaters describe d
later .
Pulps were treated with chlorine water in a wooden drum o f
about 125 gallons capacity into which quantities of the chlorine wate r
of known strength and volume could be charged from a mixing apparatu s
while the drum was rotating with the pulp charge . The operation of the
apparatus, shown in figure 6, has been described previously (16) .
Beating and Papermakin g
Beaters with capacities of 5, 20, and 40 pounds each were use d
for processing the pulps . These beaters were equipped with the usual
type of drum washers . A rod mill, 3 feet in diameter by 5 feet in lengt h
and lined with plates heavily coated with rubber, was also used (11) ,
particularly for processing the pulps prior to the treatment with chlorine water and in the strawboard experiments . A semicommercial-size d
Jordan was used for the final processing before making the pulp int o
paper .
The pulps processed on a semicommercial scale were made int o
paper or strawboard on a 15-inch width paper machine (20, p . 19) equippe d
for forming the sheet on either a cylinder mold or a fourdrinier wire .
The machine was equipped with two pairs of press rolls, eight steam heated driers, and a stack of seven, cold, calender rolls . The majorit y
of papers made in this work were waterleaf, that is, without size o r
loading .
Tabular Dat a
During the course of the work described in the preceeding page s
much data was collected on the pulping of flax . From these data only
the following representative tables have been . selected for presentation .
Their chief value lies in placing detailed information in the hands o f
research workers in order that duplication in future work on flax pulpin g
may be avoided .
R1159
-25-
Definitions of Terms and Units of Measurement s
Used in Table s
Footnote 1 appearing in each table refers, except where other• =
wise noted, to the following definitions of terms and measurements use d
in the column headings .
Chemical symbols : Na(0H), sodium hydroxide ; Na2S, sodium sul+
phide ; NaHS, sodium sulfhydrate ; Na2SO3, sodium sulphite ; NaHS05 . sodium
bisulphite ; Na2S204, sodium hydrosulph:ite ; Na2CC3, sodium carsenate ;
NaHCO3, sodium bicarbonate ; Na3P0L, sodium phosphate ; Na2 02 , sodium
peroxide ; NaCl, sodium chloride ; Na2SO , sodium sulphate ; Ca(0H.)2, calciu m
hydroxide ; Ca(SH)2, calcium sulfhydrate ; CaSO3, calcium sulphite ; C12 ,
chlorine ; S, sulphur ; Zn, zinc .
Percentages or proportions are based on oven-dry weights ,
The amounts of chemicals charged or used in the digestions ,
unless otherwise noted, are expressed as pounds per 100 pounds of fibrovo
material undergoing digestion .
The concentration of chemicals is expressed as grams per lite r
of cooking solution .
The volume of cooking liquor used is expressed as gallons per
100 pounds of fibrous material undergoing digestion .
.
The amounts of chemicals consumed in the digestion, unless other *
wise noted, are expressed as percentages of the amounts of chemicals used .
In some cases where mixtures of chemicals are used the consumption o f
each chemical may be given ; in other cases the consumption may be base d
on the total chemicals charged or on the total available alkali expresse d
as sodium hydroxide .
The yield of pulp, unless otherwise noted, is expressed as a
percentage of the oven-dry weight of the material put into the digester .
Cook numbers with prefix "A" were made from 1 .5 to 2 .0 pound s
of fibrous material ; prefix "B", 200 to 300 pounds ; prefix "D", 50 t o
70 pounds ; no prefix, 25 grams of material ground to a sawdust-lik e
powder .
Bleaching powder is expressed on the basis of standard powder ,
that is, calcium hypochlorite containing 35 percent of chlorine availabl e
for the bleaching reaction . The equivalent amount of the standard powder use ,
is expressed . as a percentage of the pulp undergoing bleaching treatment .
•
The machine made papers and pulp test sheets were tested i n
accordance with methods given in the Forest Products Laboratory Manual of
R1159
-26 -
I
s
Standard Methods .6 The samples prior to testing were brought to a moisture equilibrium in an atmosphere of 65 percent relative humidity a t
72° F The ream weight basis used is the weight of 500 sheets each 2# by
36 inches . The bursting strength is expressed in points, that is, th e
pounds per square inch bursting strength divided by the ream weight i n
pounds• The tearing strength3 which is the force required to tear th e
sheet, is expressed in grams per pound per ream . The tensile strengt h
is expressed as the length in meters of a strip of the paper 15 milimeters wid e ) which if suspended at one end would break by its own weight .
The tearing, tensile, and folding strengths reported are the average o f
an equal number of tests of the paper in each direction, that is, th e
length and width of test sheets or, the 't in the machine s, and n across th e
machine !! directions of machine made papers . The whiteness of the pape r
is expressed on the basis of the whiteness of magnesia as 100 .
The chemical constituents determined by analysis of the raw materials or of the pulps, unless otherwise noted, are expressed as percentage s
of the samples analyzed .
Index of Chemicals Used in Pulping Test s
Tabl e
Chemical
Sodium hydroxide
5, 17, l g , 19, 21, 22, 23, 24 ,
25, 26 .
Sodium phosphate
15 .
Sodium sulphite
10, 16, 23, 24, 25, 26, 27, 35 .
Sodium carbonate
29, 35 .
Sodium bicarbonate
29 .
Calcium hydroxide . . .
2 g , 29, 32 .
Calcium sulfhydrate
14 .
Chlorine
17, 19, 20, 25 , 26 .
Sodium hydroxide and sodium sulphide 5, 7, 20, 21, 22, 23, 24, 25 ,
26, 27, 29, 31, 3)4, 35 .
Sodium hydroxide and sodium sulphite . . . .
6
s
7, 23, 24, 25, 26 .
Manual of Standard Testing Methods for Pulpwood, Pulp, Stuff, and Paper .
Compiled by Section of Pulp and Paper, Forest Products Laborator y
(192 g ) . Mimeographed report .
R1159
-27 -
Tabl e
Chemical
Sodium hydroxide, sodium sul phite ,
and sodium sulphide 13 .
Sodium hydroxide, sodium bisuiphite, an d
12 .
sodium sulphide Sodium hydroxide, sodium sulphite, an d
calcium hydroxide 5, 6, 35 .
Sodium hydroxide, sodium sulphite, an d
calcium hydroxide 70
Sodium hydroxide and calcium hydroxide 5.
Sodium hydroxide and sulphur
g,
Sodium hydroxide, sulphur and calciu m
hydroxide
g.
Sodium hydroxide and sodium phosphate . . . .
15 .
Sodium hydroxide and sodium hydro- sulphite
70
Sodium hydroxide, sodium hydrosulphite ,
and calcium hydroxide . . . .
70
Sodium hydroxide and calcium sulphite . . .
7.
Sodium hydroxide, zinc, and calciu m
hydroxide
70
Sodium hydroxide and sodium peroxide 7.
Sodium carbonate and sulphur 29 .
Sodium carbonate and sodium sulphite 25 .
Sodium carbonate and calcium hydroxide Sodium sulphite and sodium sulphide 7, 32 .
13, 35 .
Sodium sulphide and calcium hydroxide 70
Sodium sulfhydrate and sodium . chloride
14 .
Sodium sulfhydrate and sodium sulphate l4 .
34, 36, 37 .
Ethyl alcohol and benzene
R11 59
9, 35 .
-2 g_
s
' Table 1 .--Area
devoted to flax seed cultureL in the United States, b y
thousands of acres, 1899-1935
Year
:Iona :Tan- :Mich- :Minn- : Mi- :Mon- : Ne- :North :South :Wis- :Wyo- :ether :Total
: sas : igan :esota :ssouri :tanaaDraska: Da- : Da- :con- :ming States :
. kota : '.:ota :sin .
2
-1899 : 126 : 192 : 1
21909 : 15 :
45
•
567 :
101 :
(1) :
355 :
21 :
3g :
128
2
76 : 774 : 302 : 11
9 :
1 :
159 .
7 .
1
:1,258
521 . 162 . 4 .
1
:1,11 3
10 : 12 :
-1 922 .
8 . 20 :
5
8.
57 : (6)
712 .
(6) . 246 .
8 :1,873 . 548 .
51926 : 15 ;
38 . (6)
814 .
(6) . 165•
7 :1,380 : 475 . 11 . (6)
51928 .
25 : (6)
726 .
(6) . 183 :
8 :1,143 :
1930 : 20 :
41932 *: 19 :
37
742 :
2
: 481 :
46 :
689 :
2
.
214 :
±1934 :
16 :
50 :
580 :
2
.
19
- 1935 ;
15 :
50 :
679 .
3
. 76 :
.
-1 924 :
19 :
288
84 :
310
3 .
(3) :2,07 4
519 :
3 :1,068 :
•
1 . 650 :
21919 :
1
:2,15 3
8 .
( 6) :
9 3, 469
12 :2,907
554 :
9 . (6) :
702 .
7 : 36
3,73 2
3 . 826 : 165 :
6 . 5
:1,97 5
28
:1,677 :
268 :
4
8 :2,67 5
.
5 .
1 . 111 .
:1,005 : 190 :
6 .
2 . 338 :2,07 1
17
96.
?The amount of strawy produced may be estimated approximately by assuming three quarters of a ton per acre .
2
-Bureauof Census, U . S . Dept . of Commerce .
7
'Less than 100 acres .
-Bureau of Agricultural conomics, U . S . Dept . of Agriculture .
Bureau of Foreign and Domestic Commerce, U . S . Dept, of Commerce .
6
-Separate record not available .
ZOne state only .
-Preliminary estimate .
•
81159
l
rd )
a) a)
4-) 4
•r4
0
(d
+D
U)
u) o
41
o -p • ri •H
a) r--I r•i
o •rlo P-i
.H O
D
:
W
N
4-a
(ID
o el)
CO
I
CO
r-l
0
f
CU
0
m
rl
r-I
re)
~O
r--l
tO
m
f~
Ln
L .O 0 M
N
N
r-1
CU
0
0
Imo-
I.
tO
LD
m
LO
m
m
m
~•
r-♦
M
PI {
rtj
1
re\
0
I
I
rl
I
I
U
I
I
r-i
I
CV
C\.l
I
to
s-
In
1-4
re-
o
CV
r-I
0
M 1~- O
0
f'N 1
LCl
Ir 1
L.Cl
CV
`O
j
N
CV
rH
t
0
CD
G.)
4)
CD
1
I
i-)
ri
a
•
a
cd
I
I
I
F
H
I ..
1 •1
r-1
rl
r-I
r-I
r-I
.e
o f
o•
. .
..
.6
. .
CV
CV
O
C'd
f
CV
CV
0
M LC) LD
ri
r-I
r i
r4
fr-i
I
to
m
, to
o
0
m m
m
I
I
ti
In
m
4
.. .. I
cd
I
Ld
E
C)
0
,--I
•.
I ..
rd
cu
r-I
0
LC)
.
m
to
tO
LD
ri
rl
•t
LC
•
It
\ Ln
LC
\
r-I
lD
N
m
m
m
d-
CV
r-I
M I`
c$
o
4
+1
o + • rl
o
4Q
ci
a3
-p
a) O
r1
+)
-I-D
44D
rid
R
P
i
a
cl
I
I1
N
N
l.0
N
O
N
O
M
O
0
r-l
0
0
r'
Cu
I
r
I
{
j
O
Ot
r-Ii
,H
O
r--I
O
01
q1
0
O
P
•r1
L.C\
1r\
O
I
0
0
0
0
O
0
ri
G7
60
O
O
•r1
4-I
0
0
N1
Q1
0
0
r-I
N
0
0
i` 1
r
•r1
r
r+y
0
d
O
r-I
0'1
N
O
150
a)
N
a)
cvl
O
ICI
O
-Hs
A
cd
O
rn
.r,O
0
t5o
-p
4A
0a)
0ri
O
O
r-I
r♦
O
I
cI o
O
r-I
ri
~'
Nl
r1
Cu
Ni
O
0
0
Fi
a)
cd
Pi
a)
-p
r-I
-H
a)
-p
DS
cci
C-~
a)
r
0
In
ti
,H
+~ r1
CE3
0
c
i
a)
0
O
O
O
8 a7
C
4-1
0
m
ra A
ri 0
a)
U
F.
s;
P+
Rr
O
ci
c-r
-In
tYl
a)
r-1
r-I
a)
L]
G7
r-i
a)
U
r-I
a3
ed
La
r-i
,
O
5
o
s
U)
ci
a)rt
cti
44
0
2i
rR
ra
tS
.
a)
Fi
cd
40
O
1-:
Fit
Cj
-H
P
cn
rI
a)
7
p a)
-P
4--1
In 0
Fr
a) i
c
A C
H
4 FI
F~
0
O
.
cd
L7 H4
Fa Pi
S-I
p ly
4-I
O
P
cd
Fq
N
c
rH
r-I
4-I
U
u ci
0
O
•
a-r
-p
0
+,
U
a)
..Y
•
-P
rI
-i
-P
-H
-p
a)
O
1H
O
•
i~ Pi
A
O
Fi
cl
D
4
cti
NU)
-H
-H
'd
0
+D
aS
rl
-H
r1)
a)
NW
O1
Ln
rn
i
(4
0
Table 4 .--Chemical composition of seed flax stra w
(Expressed as percentages by weight of the oven-dry material )
: Bast : Shives : Entir e
: straw
: fiber :
------------------------------------------------------------------------ Constituent
: 100 .0 : 100 .0
Original materials
: 100 .0
2 .3 :
6.5
:
3.7
25 .2 :
2462
i
32 . 1
6702 :
47 .1
t
48 . 5
:
2 .1
12s g
8. 5
Pentosans
:
2. g
18 .3
12 . 3
Lignin
:
2 .9 :
24 .1
15 . g
Soluble in ethyl alcohol-benzene mixture :
Insoluble in ethyl alcohol-benzene mixture :
Soluble in one percent sodium hydroxid e
solution
Insoluble in one percent sodium hydroxid e
solution ;
Cross and Bevan cellulose Pentosans in cellulose 9. 9
7109 f
57 .0
:
5163
24 4
11 .4
t
g: 2
6 .0 :
25 .6
:
19 .4
: 10 .1 :
27 .9
:
24 . 2
Cross and Bevan cellulose,
:
Pentosans
:
Lignin
Lignin
6
it
::
:
25 . g
+
Ash, . . . . :
ASh soluble in water R1159
t
: 11 . 1
Pentosans in cellulose . .
•
5 .1
Soluble in hot water
4.7
3 .5
:
6.o
2. g :
1 .3
;
2 .1
o °R
3
p
i
A
A
{
A
e ~a
a
k .+"a
X
3w
t -e
w
A`
33
T3
7.
.
~
4 sS
rr
g
Sy
.~3!
I6l a•
V
it-A
w
:
a
Qa~
y
♦
as
ayO
Y7
A
JC
:
.fl
y1
G R
"
e
1'5
.3
+
..
`
3o~
a
tiS
<
GM
3
y
y yq fo
,
LW
1
f
!'!i
<
a
:
4
:w
o
oN
~
g
aa
•-
.c
oo''
2
f
n
P
:
.1
1 .=
m .i Y
1°d
N
M
Y
h
a
,.;a
;
A
P
E
.
0
n
V
No
■
~
1
OS
A
.
3
pO
H
ga
g" ;
ii
°
}p
O,f~n
>"ka
C
P
b
eo5
<
°
~o
11.
s
LB ..:
O
"
e
a
3
$X
;
am
y
6 .i
h
a
a
m
.a,
9
9
9
9
0
O
0
w6O I
11
!E
m
0
O
0
a
v
a3
o
0
5.551°'
Q6
.
oI
r°i
O
1I<
8
a
e
41
.
N
b
A
.0b-f
Q
A
8
F
N
n
N
a
N
4
8
F
1(1
e
A
V
A
8
N
ti
A
A
M
0
3
1 11
O
e
N
A
8
N
N
A
N
a
8
8
8
A
8
N
a
000 000
'NN bNN
000
IONN
0313
A be
3303
FNIn
003 0013
03 .0 FNA
C. C.
A4
00
Md
00
4+ 4
00
44
03
„4
A3N
13. 3
0-00
P41n
OOm
4+ 433
1-00 0-00
034 In 034331
300
034331
0-00
034 In
000
3343
NNO
043
YW
$
zr
YW
YW
6W
pC0
zz
za
a
YWO
rii
zz o"
zA
N
oW0
8
3
8
F
5t
9
0
A
0
0
•-1
-
N
N
xS13
300 oW0 YWO
azo
>~tt
"
zz~ °
wz g.z
31.
a
1
<
401
1
a
2
zzL°
N
J
a
331
0
a
&
a
0
101[1
NOF
4,1o3
'00304033
00 4
1030
3
040
1300
040
000
040
X00
04 0
Om 0
.4
N
QO
"~z °
t
i
331
A
00
Nm
000
PNN
N
8
3
O
ry
000
'NN
.
3
0413
144
OIIF
3303
YWO YWO
8
3
099,909
443 :.143
M1d
t.4:46
N
.-N
.
G00 oW0 YWO
8
3
3u1
00
PN
_1OON
YWO
A
0
0
00
O .N
N
.
33 .
0AP
3
00
PN
YWO
.
0013
FN1 11
f
N
pp
12
Iv.
A
8
0
0
A
.
.~ ~
M
N
d
.
N
YOW
N
N
n
OI00
YWO
5W 0
zo ?
.
Sao
5
.33
O
•&
s'
N
A
k
3
33 1
E
O
0
O
w
y
6 3
OoC
•
0
0
3
1
A
Q
N
4
6
M
G
3
A
F
<
0
a
I
s
A
1
s
SCHOOI
OREGON
f
F
FORESTRY'
STATE
RVALLIS,
01
I
s
COLLEGE
OREGON
.-1
I'
a
AI
N
4.
r
R
a
'
00
:a
~
.00
-1
r
M
p
+•0 A
,-I
40
00~
g0
0
m
00
e0
R^~ R
IL^~
0 O
05
w
0.
wI
AIM&
0
w
0R
r
O
Ion
pO
r
AI
0
N
u\
0
O
r1
Mu\ - M
o 0
r• I
Ifs
It'
O
0
0
0.1
0
0
UN
81
HAI
8MA
0
8
8
0
.'90'
AM
88
00 O
NM MM
.O
0I
N,-1•
N
vv
R8
88
.•1
0
0 I 0e
q I ..<M. 1
1
0
1 I1
.
0 0w
1 0
''
N
N
1°
n
N
y 1 41 1 mI
G O
I F. Y I
0,A
O
0
M
M
. 81
AA
Al
0 I1
M 1
■aAO
0
#1[1
-
~
m
I
o
•
N
pp
Lp
8pp
w
e 010 .%*
0
I%
AAA
Irte.
I~
171
00
oO He
A
X1/1 F:
.I
o
rl
O
10
N
.O
0Ch
.• 1
AAA ..
pp
8
1u(~1
M
IS
ONO 00,0 0100 =NW .*
411-0
O.1O .I
OaM ONN 0V0f■
0.1I=10
dN
.i
0-•Sr1
u1
OW DJ
MN,-1
X01010
O?O
0100
N 0)
O?O O .O 040 000
OOeo OOa 0010 OI~.o
N a !V a lY a lY
000
W000 09 mpp~~0,, . pW O
N.O.
r1
i
t
N
MAIM M,-I .i 01.1 ,-1
NASA
1~.7
#~
N
1010 In 11Ou1
.OrIO 1 1,-10
NNN W,-IM
.f NO.
. . M1u.1
IU
NO .
N AM
,-1
0?0 0-M0 00 • .•IIAM ,-IIAM O S 00 O M
wow Olo .o m* ~u11n stun
-*Iran curW 0)
!U
a
a
ta:
10110
»
001~~01 .0~.
MIN MIMO M
01 0
AM,
ANA, 'AAA.
. . .. « %A A A. .. A
Y
q
M▪
eP.
m
.001
1I
I
O
Y
▪
®
O
I
.
I V m
pp
▪
1
P.0
b
b
b
g'
4.
I
o
p
a•
E
o~
0
to
t.°
1
IIO .
0) 1
=
1
r
8
Y
a:
p■ yOI
0 .0
.0
.. .4.
yaA N 0) ,-411
Pi~44
.9=11
000V 0%
Oo
A4.,.r,
yyn
s. yepli f!: ,q~
0 •p ■
pv ■0
io e
-.pp4.4pl
m .
x+4 J=ag 100 .~+
4
. a pe
Y }/13r
A .0
.41■l
2 6 .1 1 00
VA.a■: e Y ip
V4
0 p0 4•,:,
a,4. 0
ae~a. A or
' 2 .. 2
i Pih 0. o
r0.e a
0
~
m 0
age
00
Apo y80441 E
F~ H A M
000 1
0 .0
m dp. o. 4 0. 0
01
.6 4 V
1000
0
010 0~~11141A
I
0 .Q
Y
-0
G0
1.
m 0 m
p 1
L7I ! V ~ .~w
w 00
o~w0 '0
N m 4.
■~
v0
amM1
p a0O s°,d
.+0
p Omp
A0
-t~
p00.0
Y.ybpptlpp0
R A0
.AAA
ON
5Otl p2 :
~ ~
e .4 10. 0
t ,v
■qAw~
n Av .
}`
ayIpm ,-R1~
F~1 ~nvap
7:
9~m0
.F
A 4 1
.1p
Ap A A •A
.a3A
41144
.411.
00
00000 rael .00
100).141 eF~ n
YFO P.'ppR
AO
■
W A
4M
M
4
#
4
A
a
N
400
o
`01
41
d
a
W0N0 .0~ Iptl mMO.
0010410. Iq e
Iii M : RFI a P■101O Fge0 R A
1010
MI, A/AA,
AA/A.
AA. -ANA/
5 « .. » .. %AAA
m
Vm
N0
E0
b
5.
e
V
▪▪
'•
ay . m
▪
001.
•
b
O
0010 b
O
g
'•
mOY
0
id q0
Y
10 m.0
iF
d
PIN9A
4
o
7
4
t
8
O
11F
8
f~
4
W
.
tl
b.
A
m
O
2
H
i
O
a
m
4
O
m
1~
O
41
N-
4
AM
'S o
p1+a. m
m
i0
O
.1 o++
o4 w
m ¢
ia
ma
.1
q
e
4
o
sa.
C
0
In
4
pg FNI
Y
F
k
m m
'.1♦ Y 0O
0
em
w
tl
R
1
o
l
.
us
_ UI
'00
N
''0
N
• 1~0
N
us
8
8
US
O
O
us
SD
'`Oq
N
10
.i
1
O
m
44 4 4
•
q
`0 '0
N N N
N
8
O
•
8
S
U
8>-'88
8
N
1.11
▪
a0I1 2 2 2
41 .1 .1 N N
.g 2
N .1
O 1
m
8®~1'1
44
Is Y
O
1
a
I g {O1.. I
ti 17 0 1
. I M M 1 0I
I
gi eailc
_
1444 1
0
`'.01
O O
O
ml
yOm 1 0
M0 a 1 .
M
.
0
I 0
ypp
p
a 014
90 4
41
0 4~
0
0. 0 N
I a
0
C -I
C r
0
0 .4
Y
0
v
tl
m
I a
8
4-
.
•
8
.
0
.i
N 0
N
I
0 0
N
.1
4
•
0
N
8
10[1 8
0 0 IA
N
M▪
IO
0 0 0
8
44
'O If. 41 01 10
o N I- N 1[1
1[.1[1
.1[11 0
.
0 0
0
0
.1
.i N41 N1 M N 41 N 17 0 41 m-* I-N 90 41 N e0 i .. 0'01 O 4
4-4- N 1-'N 0 01 .7 4- 'N N 01 .1 4- • N 01_t o'.1 o14''O - ,
N
.-1 N '
N
N
01041
''. .1 O O 0140 e0 00 o.M1 0 99 99 99 O 01 99 M1 40 .* O 01 .7
'0 O N' M N 0 M
N 41 N '0 O 41 41
O'O
M0
N
N
.1 .i 10 4
N
N
.1
Cl
.i'0 N N .7.il[1
.1
N
N 1[1
N
tors
o•
N
44
us
0
US
0)010
m
9
memo
0
.e,N p
07 W O
00
0)040
p.7 N
.7 ' N
0)01 O 0)01 0) 0
4001
9d 9d 0 .9a Sa e
b b IR b y Ve v
b 4044 0
-4444
N
N N N
M
N
•
.'8a b
ON
m
N
00
0)
N
0410
0
0
$0
9Ne.9e m m 9tl m tl 0 0
0tl
040
bb 0404 04 0 bb 04 0 04 0 v0
V
4
O
0
8
N
N
d
1.0 4
.
.I
.w
8
Y
01
1
N
.4
: S
N
1
N
N
4 4
f•MI1
i
Table S .--
Cook
r
Ohemioals charge d
r
Kind
r
I A5.154 000oen. %ration
Zomll
:
bur, .ith end without calque hydroeidel• 0
so of
0hemionlo troll Ole
for oooki
: NaOH
L.oarj
Volume of
Duration of
:
: oookiog :
cooking
liquor
:
: To maxi- At tell: mum tom- : mum tomp•rature P55 .45.5.
Ne,g : Total,
Dunn
:Pounds :
ET$B,_tK
AUJCLK
Hours
A-49
0 .50 r
100
14 .0
61 . 5
5051500
Tat n]
tooper- g1kel1
ooeoomed
afore
Hours
Ill .
4 .50
168
160
held
:
of
: erode
r pulp
: 21o5rh1ng :
: poodo x
E
rargul
.
.41553
e3
I
E . .
L(Ki
r
-
--------
:
: 9hlvee fairly well digested .
r
r Pul.: : ker
.50
:
7 .50
2-00
:
4 .00
:
168
.75 r
4 .25
:
166
.5o r
4 .50 r
166
.50
4 .50
166
1
69 .0
: 50 .0
4.5o
166
:
78 .0
: 46 .0
4.50 (
166
84 .0
55 .0
70 .0
. Duplioatlou of A-102, ex p t
: NnOH and 9 hooted together
:
at 1607 C . before adding
:
tow . Stave . only partially
:
blenched .
4.50
166
67A
41 .0
65 .0
: Duplloete of A-103 . except
:
es todiceted for cook A-105
above . !hives bleache d
falxly,5511 .
r
.1
:
92 .0 r 36 .0
2 .9
A-105
105
14 .0
100
r
: (0000 r 16. 5
9
1.6
A-106
r''22 !
t,
.50 r
14.0 [
2?.: g
100
r
.50
:
,
111 0
r
.0
:
50 .0
I
: Bleached to
light buf f
.
oolor . (gee
a able 11 . fo r
strength of paper . )
20 .0
: A duplioete of 1-49 . but no t
so .611 digested . Shin e
r only partially blooohed .
70 .0
:64 Ship. only partially booted .
:
Did not bleach .
53 .0
: Pulp of same quality ne noo k
:
A-102 .
50 .0 1 Shiva', digested more thou in
:
oooks A-102 and A-103 .
4
B1e5obed fairly mull .
r
A-107
16 .1
5 .7
i'° H :
2 :2
21
114 0 r
100
:
.50
It 50
166
53 .0
47 .0
68 .0
: D00li000e of 1-104 . except
indicated for cook A-105
above . 9nlvee blenche d
I
fairly well .
4 .50
166
74 .0
50 .0
21 .0
: 9hlvee mot so well digeste d
oo in cook A-70, below.
: 166
07 .0
: 46 .0
20 .0
, Blenched to a light buff .
79-0
52- 0
23 . 0
: 9hiveo only partially
digested r Duplicate of A-49 9hlve e
bleachable .
r
No H r
2
gca(oH),:
r
1 :2
3.1
HaOH
A-71
100(00) 2:
r
r
A-63
A-64
:
A-57
1
14 .6
•
r
11 :2
r
22.Z
((NI '
108
.50
11 .3
108
.50
r
4 .50
•
8 .0
.0
:e; : ;14
:
108
.50
r
4 .50
•
8 .0
r
108
.50
4 .50
166
95 .0 [ 41 .0
16 .0
•
9 .7
100
.50
4 .50
166
97 .0 1 44 .0
24 .0
•
2 .1
.75
4 .25
166
r
30 .0
: 9hives only portially bleached .
.50
54,0 1 54,0
23 .0
: Pulp about same quality no
: cook . A-57 and A-64 .
100 .0 r 50 .0
23 .0
:
1: 2
(
:
6. 0
•
: (( Na
A-50
A-59
p
(NoOR
( 9
:
A-60
14 .o
:
7,3
11 .9
:
6 .1 r 109
•
166
4 .5 0
166
12 .0 r
106
.25 r
6 .5 0
166
14.0 r 7 .3 r
17 .7
106
.25
4 .5 0
166
r 14-6 r
11 .7
6 0
r 11 .7
4.0
:
108
r
r
:
108
.25
4.50
166
100
.50
:
4 .50
166
2
•
12 .0 r 7.3 r 15 .7
105
.75
4
4 .2 5
166
. .
105
.75
6 .25
166
.50 1 10 .50
148
93 .0
43 . 0
32 .0
106
.50 44t
9 .50
154
93 0
: 42 . 0
32 .0
106
95 .0 r 43 . 0
32 .0
22 0
: 22 .0
:
4 .0
A-73
: (NaOH
( 9
A-74
0
12 .0
7-3
r 7 .3
15 7
21 0
. . ... . .. ..
!hives only partially digested .
; Pulp .ieilat Lo A-14 ,14T(r:2,i(ty.
Shlveo fairly we
39 . 0
22 .0
E
39-0
: Duplicate of cook A-50 . 9hlvee
well digested and bleachable .
17 .0 r DtTl;.r e5 of oooke A-50 and
l
7 .3 r 15 .7 r 106
: 2 .2
:
•
12.0
7 .3 r 15 .7
: (NaOH
( 9
: 22 . 0
•
12.0
.50 r
'8 .50
160
: (NaOH
(
9
::
A-75 23 . 2
:
6.6
6-8
; 12-0
13 0
100
.50
4 .50
166
100 .0
50 . 0
30 .0
: 95i,ee only partially digeste d
and not bleachable
100 .0 r 47 . o
50 0
1 Pulp olmilor to tint of cook
A-7 5
7
3
r
15
7
A-76
1
(0000 : 26 . 7
(
9 :
8 .8
4 8
: 16 .0 :
13 .0
100
.5 0
4 .50
166
A-52
r
iNa2H
r
30 0
8.0
10 .0
r 14.6 r
17 5
100
.50
7 50
160
r'2 2 :
30 . 2
2 8
: 20 .0 r
13 .0 1
100
.50
4 .50
16 6
r
26 . 7
6.8
4 .8
16 0
13 0
2.6
: 20 .0
13 .0
I
A-78
: (No2H
4-79
r
iNa
30 .2
11 .0
:
gA
r
.
100
.50
10 0
.50
t
4 .5 0
166
4 .50 4
166
r
1 (
(
NaOH
0
:
33 .5
15 .8;
:
24 .o
12 .9
100
.50
?The material ono cut but not dusted before cooking .
looloulated from the probable reaction, g NoOH * 4 9 5 Na 2904 * 3 Na,g * 4 H 2O .
L'Totol available alkali io calculated oo the sum of the except ., sodium hydroxide . and that
produced by the hydrolysis of the oodlom eulphide to water n0o0701M
to
445 59914400 ,
H2O 5. NaOH Nag H
5551clum sulphide .
§Bee table 9 for sooioommorclal duplication of thee . autoclave cook . .
Igoe table 9 for autoclave nod oemioommeroinl digestion oboolog affect of longe r
duration of
29702
...king nt lower temperature .
F
I .. ..
100 .0
53 .0
58 .0
43 .o
51 .0
41 .o
95A
42 . o
;
4 .50
:
1.9 .e p.a . 26 for defln1t1o0o of terms and unite of meaouremento used in oolutmi hetuiinge .
M
r
9hi5ee only partially dlgeete d
: Shaves fairly well digeste d
:
and bleachable .
12 .0
r
z
100 .0 r 45 .0
Not no well digested a e
cook A-63 .
•
2
:
r
14 .0
,°- a
15 .7
: (Nair
( 9
0029
90 .e.
12
A-72
L-80
r
•
: 22 0
:
4 .0
A-"
:
22 .0
(NoOH
( 9
1
11 .7
10 .7 r 5 .5 r 13 .5
r
:
t
52 :;15 .7
A-6 8
9
: 5 .4 : 17 .3
55 .9
:
1;
;H
ra H
2
A-67
2 :2
92 . 5
1U
fNar
A-66
r
' 2 : 22 :2
2
ap I
r:
A-65
•
6.1
ps(OH), :
Nn; ,H
A-70
41,
21
quality a s
29 .0
1
14 .0 r
R.enebu
166
.
r
: 9hlvee not mo we1l,digeete d
oe in cook A-60 . L
: 9hlvee slightly more,digested
than in (rook A-72 . 4
! 9hlvee only partially digeete d
30 . 0
30 0
;
Pulp civilly to tbo90 fro m
cooks A-52 and A-75 .
: Duplication of cook A-76 .
9hiveo more digested end
more bleaohable
Duplication of .5:0( A-77 .
Pulp .1011.. to that of
cook A-78
9hlvee 0011 digested en d
E Bleachable. Pulp probabl y
:
over cooked
N 28
8 88
M
oY
W
iglE
c
0
4 F
mN
1 N
io0
al .
.
Yf."nN
q
N
.i
O O O O
ul
N
N
N O
N N
N
O
NO
q
O O
O
Y M 4 0
1
1 1
11H
llm••
1wI
1
0
N
!% !~
I
rp
4
6
ll
O
1'
.u
t+
F 1 5
3
0
•
f
o
o
.D
0
0
4,
0
a
~ m
Fyyy
Ic
!
O
m!
a
~'
.5'
'A
1
0
1%] g 5
!
!
IN
^
1
I
1~
ch
o.r
O
.D
O
O
Ul
~(t
,o
•• •
00
4m
: 00 00 00
m $'°
4m 4
00
4 m
f
mi
90
NY
M N
W
m
++
a c
.I
.
0
m
00
NY
00
NC
00
NY
99,9N Y9
NY
0 ° mm mm 1- m
zm
.T
z
r+
e
M
•
A
AI .-I
p
+41•EJ
14
-Pt
.g -ES
F. '
O
k
0
P.
40
.
.
a;
k
d
4t b
dq
m 0
4414
61 O
.4 044
9
d
m
.0
+4
2
aS
0 b
A A '0
r
.•1
0
a
I d
mP.
.•1
0•
OE.
0 O
05'
i0
Alm
00
0 o +4
A C q0
..
,4
EO .i
m
r+
0
b
.r
.+ ' _
A
I+
00
a
0 .0. 0
k
0
a
CO
..
4
O
k
0
P.
0
.0
4+
m
-
1i
411
4+
.4
g
4'
0
CO
4-.-
rin'
M1
H
.i
Ld ,.4
+4
..A
.4, .X11
.a
Id
C
k
v
mm
O'
m
42
.0
P.
.0
.Cl
.. ,
0rd
01 b
0 0
Nd
V'
O
ED a.. .
•~ Ar+^~
°I
4
*7.4
.
0
4
.;
M
Orv
OI^{
O d
CO
ti..
CO
t
i
.4
H
0
.C
0
O .- .
O m
d
rl
1.j1
J!
0
or.
tl m
..
wk a.k
+
'.4 k
V 0
4P-
.40
.VI P
+m
0
y
0 S.
~0•xr 0-H
r
y
: CiM 84 84
Ot
4A 4 Z ;.°'
R 00M
O
.10.+
0
.fN
0
•,O
0 0•
0 0 0
40 LLl
.-4
CU 04- LLl
LLl
O
0 0 0 0 0
- N M Ili
'00
dd o
r+
00
q
4) ++ +a
.41
i+
4 . ++
w +41
A Odd cm O co a
H0
7b
0
1.~ k ++ 0 0•0 Go 4' 0
e1 0 VV
0 H O 1a +' 30' 04' q
++ o
00
0 i . gM 01 P.
L
.•1
4
Opo
0d
9.
si
.0
. .0
H 3 O m Vr+N wO
'G4b
VA O d
O O
u ++
.4 .+
V. Au ti. 0n O. 4PP•
224 0-1 3a Cr-' a 000 '1
r+~
0
.
O
m
al'
1-10
w
0 0 0 0
NM
N
.-1
r/l
M LA
.4
0
Nrl
a
v
0 0
0
LA LA LA
0 0
0
000
101
0
10
0 0
1
kkk'''
+d
8
O
OI
e N.•+.
0
P•
,-I
#N
ri
M
M
r•1
10
.O
LLl
r+ r+
N
40LA
.4
10111
.+
10LA
r+
m
O
wPl O
r+
0 .
0r+
a6
•
N- , rl .
ti Ul
N.-1 r•i.4
OIlA U1•
r.•1
r•1,
a
N.
.- 1
0
• wl O 0 Cl) N N LA LA
0 . I.11
0 LA
N
N
M
0i4 .•+
0
r+
r+
rl N
.. . . . . . . .
8
E
1.40
0
0
O
r+ 0.•1
O.-1
0
0
r•1 10
+10
41
pmp
8
4.0
4+m
- 10
e0
v.a
as
0.
++
0
P.
r+r+
-4
s
O 0 0 0 0
M M M M 4
0 0
p
.7 M
0
M
to
lN
Ill
r+.4 ' ' 4.4N
.i.•+
r+
r-1 Nr'.
4 4 4 4
10
as
.• .
.M
A co
O
N
gl
+1
41I14 d
A
pM
0
MO0
O
.C.
F3
,yq
O
mw
O
g
1'.
P.
4d
Y
4#
y
H
K0
.0 P
0 4+o
m Al++
'0
.4
1
O0 6
tl ~
k .
+40 N
0. 0 v8
m 3 0
r1i
N
P.
0
6
O
+444V
P.
o
~'d
+d
4w 10
'L7 .d+
a
YS q0
A w0
P■
0
a; .0
4' u
O A
b k
A 0
0 4wo
b A0
m
4 . Al
F0 k
..4
.•1 0
m 8
r•I
w
0P.
14
A
D
P.0
rl ' d
m 1E7
k r~.
0 rI
a
w IdO
++ O
g q
p
w
.0+4
m0
:01
N
.•0•1
d+4
OF
m
u
C 00u
0O
0. 0
0a)
Al opp
P
0 mk
m
0.+ 0
+4
'0 0
a0 m
e
'0
1 ►O.
04 '
A 0
AY 0
r`"'f
r.4
NA0
A4+
f
++
@
44k
m
pp
0.
Mo
0
0qp
P
m
A
AmL
r.Rm
0
m
-4
?PPPi .
Al..+P
A+4
k
.r
o
k
+^0
.i
rw
d
P.
0
d
'G0
+.
w
7.A
i
wq Cl N
.0 V R+
a
.`~
N
A
A
I
40 P N
~• •
RE
M
W
N
.740 00 O M N to
1.N4. -7 .7 .? M M n-
Fm
it
4
O
OI
~N
F
ma
al
a°
MC
A
M g
mo m
0. F
4; .
F
FMM
M
b
A
O
N
V
0
0
Vtl d
V N
6' 2 4
40 NN I~.4N M NN
N
40 M2i 04 gWm R M 4O
.74 . N
40
W
M 04 NN .1 NM 04 NO
M N ,I010, .4.4. M M7
40
N
M
177041 NNNN
If~MU11'- MI(11(NO M M
Cl. 4
A NN
47.,; It4f.: IA .; Itl b
40
I(1 d
4.0 N In'!
4
:710 05 4040177 .7 47
w
N 40 N
04
N
renW•4 A4~1 Ian Ira M M
NN N N N .i N
M
N
40 N O .~i~ ~I (:7
NN
N N .i N
.~N N NN
r4
N
~INn~~ O4~OM bO i O
NNNN
• .-1 .1 •
O 40 I~[4
a
0
Im
m
4MO n2;4 mm IPn t4o
m
mt .om .14o Q$.tOO
&
m u2
o
2
88 88 8 8 0 8
8
O 8 000 88
. 8 88.
O
00 O 8800 8 8
8 88
8
IA
M
OIf4 N-IA 40 In Ito I[4
0 05 M 114 44010 40M M
04 O M5 4
.7
04
1n
2.
1n O 000 I[4U1 O 00
2 M ,0,10
0MN5M Wlf,
IM17 .4. M~
O
M
IhOO Y4 U41~OM 04 O
4MM? ',MONO 10 M
O 0N
M g b
O
.{
NN
.iNM NN N NM
.4.
MNM* .INm■* N N
N N N
t[1
~
i
t
O ++
{Oi O
EOA
A w
Ap
tl
.
o
.1N N I.1 N N
.
q
00
I1'
•
4!
O
:
O
q
0
OA
IA
.
4
s.
Ito
40
ti
a
w
a
a d
a
40 40 40 40
▪
dd
V
4 4 4
a
0
m
V 40
4 4
d a
V
M
04
~tl
Y
at .o
a
A%;'.
a
40N0N
0N
0 N0
b 4
o
71 ,
A
0
b
.i
d d
d
R
,O
I
mm
4 31
H
m
0,4. 4
it
W
mw
44 x
yy
TU
'a s
4a
CM
44e
W
E0
O
W tl°
mR
'Ny .+0
.
.
y' oa
m
Y
',y
m
YH•'
F.;
c
'Jr
r
sa •
44o
o °.
° Gi44
• N
.
■4
11
•
m a' o
69
A
p
h1
W
O O
n
r
O N
r
@ 10
N
n
e
tr'i
n
a
0,'
i h
• 91S
n
o
'0
AI
11
q
II
t`
Wr
P
P
LS
•
m
P
P
PN
1 ..'4
%a 4
8I
@
0
0-1
P
P
pp Y
C4
y mpt
Ab0
°
~
P
P
.i
P
N
C
O
CD
•
A
4
...'
P
a¢ m
•
v
,may D,i
O
MvG
OM
A
c
,.
@
VO
.
P ieaAv
▪
a .v v
iii
pp
1-51
Nbm 4A
D
O7
1, fy
1- 14
••e.
O
▪q .a °P
`* ► e°
c '44
u G F ig p b ~ A A
O
mp u p444 k W
c■
EA tt
,
4W .
j v4. O
y
W
►
•
AOD
oym
!it'
'
tl
m
.14
S• .Ui
a
..
0A
.i
!A ; !,9 .:t'
W
(~
d
10r
n
d
e
w
a
n
a
M
"'
▪
r
v
,
'i
d
@a~
N
a
~n
@
n
N
d
n
m
b@
N
@
P
@
@
V
i
•
0
N
c
r
m
3
O i
D 0' V
O y
o
HV ° a
fi n°°°
3
2 A 4 F~ ~y
Am Y~ a`
1
4
n
e
a
P
Omi
P
.@i
@
MM
n o
e r~
o
4,1
.0
tl
c g ri n n n
A da
v
a
g s.
;4 Y
41
N
N
1O
N
@
.i
n n n
v v e
w
n n n
a v r
n
a
m
'C
4
0
a
o4RY
I. n
pp
iD
fi R'
TO
.4
Cl
n n n
n
n o
v
-
D pI
H ++
o
.
vy
4D
7
U .+
m
..
. Ii„ q~
D
M Y! i ~N ;
11 O
2'
. r
n @
O
0
.i
O
,-a
6
N
wa r
r, .
O. ..,■ y.;K". : .!1.
O
b
'O
n
O
.i
.
-
P
.4
r . . 4jr rw . .
nw n
d
.i
.i N N
n
.i
N
O
.i
@
0
.i
0
.i
0 .00
o 0
..
.i
on
d
w
0
N
o
.i
@ a r
.vd!o i o.I
.i
!
O
v ..
o
N
.i
Fy
_
iO r
ti i
▪
ri
n
•
~l
n
.i
m
N
o O
0
•
n
•
•
P r
d
o
▪
Y
o
N
N
P
@
d n
0-1 0 m
N
[~ r
A .i
.i
d P @
0
P
m
. .+••
.i r n
o
m
O D
r
O
n n
n w
n
ri
n
:4
~
1.
A
4
YI
0
U
,
m m m
4 d <
P 0 P
< C 6
P P
P
a < 6
:5
S
d
p
< <
P
<
M
N
d
Hm▪
o
m
o
bm
q
5
u
m
p6 m
w
Y
.~
g
i
:
° a
wa•
o N A m U
F roM
0
y
n
G b
Y
W Y o g AT
b q ° O o
o Y v w tD
w A
p
N C
u
u m
w
b
m
45
mn
. Y v
0
mm
U,NIAMF
.+I
I
t
4
b
4m
V
w
A
Y K O O 4."
c u
m Y
•
u 44 O
°
» ..
; CI r P
P
m a Cl n m
n
•
»
`
•
n
Y
4
am o
°
y 5
a 44 '~
0. W
mm A
F
4
9
of
O
4 0•m e0 W ~Oa0
8
o m
.
m
r
o
A▪
i0
V
N
y
m
4
m
a
m
m
.3
aO
0m
m
m
.•
.oo
H
O
M
0
rl
M
'O
N
e 1
O
~I A
1
m
H
1
03
R
.
0
A
Pm
Y
Y
m
$41
0
0
CIN
Y
1-
4
1~
I~
.'d
Ii1
1f1
10
(0
51 w
H
r•1
S
1
I
Y
F to
O
0
H
m
'
P
m m
I .qi
` 0q,
0
O.
.
M
p
p
C
N
~m
l
I
''o CO
..•1
XI a)
F
m
I G
r'.
q
14.4
O
OI
T
0
0
A
ur.■
h-
'so
e
.0
H d
R P. 1mr
•
O
•
i Ao.
m
ED R
v
o
a .i
1
0.0
0
0
4-
n
M
. . .. ..
.. .. ..
i
N
.. ..
.. . .
O
1
M
m
1 ti
to
No
s.0
r1
ri
rl
r•1
m
N
i
t
0
LA
LA
0
11
0
l
1
r1
N
M
N
S
I MI
N
Is-
u°i
ti
Cu
N
u
C
I
o
m •. 1
R d
oi,
mO 0In 000 NrhO
...co r'1
N4-
O-I'
Nos,
LO e+~7+t
f-r•-I
it
gIl[1
[
10
r•'
.LC
7'4 .R
.- CU
,-o al
..
.
In
Glk"■II.
r--6111
--F,D
NWN
I
ST 6T
so 4
ACS
N
In
0
kk
In
IG f4
m
O
F
0
0
O
•0
R
0
P.
0
,-1
0
0
.i
m
d
0
A
a
▪ a)
P. H
0
m
.0
4
0
m
.r
60
11.m1
F ly
1n
m
0
r~-I •0 .
0
0
.~
>.00P,
0
14
1.
0
..
°P,
d
.Q1
t
co l
$
R
o
Fm
a
d
m
H
4.
O
co
Y
A
d
co
9
N
Y
,oo
0
O
m
.q4
Y
44
O
.•1
W
Y
0
O
F
d
m
O
Y
.•i
0
O
.-1
{
44
0
'O
>4
o-1
to
0
O
H
0
w
O
0
11
m
m
.i
C
m
Ni I4 pi
4
'
0
W
ao
Cu
m
A
10
d
m 5 5
a
q
i
t
4-1
.
0
A
m
U
C
N
m
)
~I 0
.1
g
j
I
.g
)
Q
F1
N
.
.r d
Pi A
I
..
43
. . . .I
a'
fa
1ti
dm a)
I
. .
a)
+,
+3
q .rI
cd Fi
a)
a)
U
U
a)
N
O
NO
n3
M
N
N
)0_,
ra1
Nit
Pi
.
..
)
U
a) y-, N
a) -p o ax\J {
~_p
a)
A
o
ar
4N
0
Pi
a)
N
rd
a)
ed Pi
°i
-o
iN
i
O
0
0
LCI
O
N
0
•
LC')
ri
0
U
rd
a)
0
0
4-3
Pi
a)
\D
r--I
a)
C
ri
-I
O
Cd
s. . C
r~I
M
•H O
O
O
-p
Cl)
O
r♦
0
rl
N
r-I
O
N
cd
4.0
cd
o
4-
3
a)
4i
o
En
rd 0
0
LC1
•
-p
O I'`1
rl
d
Fa
o
Cd Cd
ccdi Cd
c)■-c‘I
-_.
.-,.
ri
m
N
1-1
Cd
rd
V C]
s~ N •ri td
47 > a
•
O U
-H
a
cd
D)~'
•
H >t
i
o
Ty P1
Pi cd
)
U
r-I r i
Ln
o
Cl)
U
0 0
CU
0
r{
0
'd
A
I1
O
•r l
ri
U
a)
•r
N
c
rd
Cd
rI -rl
N rd
pa
N N a
p
rcl rd
a)
a)
a)
•
u]
r-0-i
U
a)
r-I{ CV{ ray
a)
P4
t
v
al)
PI
{ LEI
u
~
r~
F' t
•
I
I
Cd
A
40
0
a)
O
4
I
N C
I
'Cf
r-1
.,i ra
4.01
O
d
a)
I
Cl)
I
I
o
Ia
41
o
a)
fi
a)
i
CO
a)
+D
•.
U)
r-1
PI
. .
a) r-1
m
o
..
U
p,
o
..
..
..
o
o)
o
?
.H
U
0
•ri
In
a)
>
4-1
,P
a)
4A -d
0 ?
•r4
(I)) Ctrl
•ri O
O
a
..
> .'
LCl
to
I rl
I
U
r`
to
r-I
N
!
I
I
I
P4
i
a)
0
O
'd
I
4
O
co)
!J
o
,d
a)
Cl
4~1
E i
•ri
Ord
a)
i
f r
•?-1
[d
4i
4?
-H
u
rd
f~
4
0
0
0
0
rd
N
f+1
tO
Ln
I` rl
ri
LI 1
LO
M
c:r)s
N
CU
0
0
M
to
re)
..
-p
0
a)
0
Fi
a)
R,
. .
U
C)
P~ 1
rI
. .
1 r1
N-)
LO
LD
LC'
..
..
0
0
0
LO
z'
L~0
0
0
0
0
N
LU
Lf1
lU
Ill
N
Lc'
CU
LCl
N
0
0
L.
0
CU
Lfl
eM
CV
r-1
0
LC'1
LC
Imo -
to
LC \
eM
O
Lc)
r-I
LU
LO
d-
r•i
LU
to
M
m
N1
N
Lfl
o
0
o
o
o
Ml
rM
N
A'
C
D
Cl)
4-3
C)
0
o
-P
to
o
U
rd
a)
E
a)
U
0
O
)...0
0
r-1
CH
0
o
+'
m
f- 1
Cl)
r=
Pi
~
a)
+'
4i
O
2
I
I
N
a
)
'P
+=
0
. .
Lfl
m
o
rd
NI
~3
a)
fy
Coda
.c"
al
_1o
P-1
re)
al
I
cI
.
N
..
. .
-p
O
1
O
O
O
O
to
M
O
l0
rl
Ivl
+'
CD
I
I
I
I
I
E-?
(I)
Pi
I
I
I
I
c".
U
1
o
I
O
O
4
k...O
O1
N
01
tv 1
CU
IY1
I
U
Fi
a)
r-I
to
N
-
Ch
. .
0
IYl
CU
r-I
R
I
to
Lf1
. .
0
0
o
.0
K.\
0
0
to
M
-i
1~I
m
r-I
CU
CU
CU
[U
r
1
I
I
I
0
O
•r1
N
4-3
Cd
0
ri
4)
a)
rd
rM
f~
I
1-4-N
ti
eM
to
I
1-r)
rter-1
r1
I
P~
Nr1
r1
I
!el
Nrl
a)
s-i
4D.1
N
LO
I
Iv1
I. -
CA
N
kf1
P1
a)
O ,0
o
U
G;
N
.
I
-H
~{'
I
•
rd
+7
.
•d
4i
0
qj
41
I
I
4-3
rM
I
I
I
I
c
rd
.r ,
-
4-3
U
r-l
r1
a)
.~
a)
I
-
n
-P
o
q
r-1
r 4
0
P-?
I
..
P
O
Ta +~
0
.r1
0
a)
0
I
I
m
r-I
0
..
1
Fi
21
1~
r-1
I
1
(D
i
t
•d
r-4
cD
c~
1
cd
a)
a)
.r 4
2 1 -P
a) pi u)
a)
4i +'
A
A
o
4-)
p
U
a3
,d
O
A
~
•ri
`~
I
is
.H
-H
4.0
.H
tom^
0
•
+'
Co
al
SI
d
a)
M
N
P
rH
O o-)
I
al
r1
I
lfl
1
40
cd
Phi
o
O
0
ri
eM
N eM
a)
a)
Q)
~i
-i
4
ri f
Ni
cS3
4) .+
r4 r4 O M
• 0 Od
q
m :10
a
O
. . . . . . .. . . . . . . . . .. ..
1 14 H
1 O O
1 a.
0
10
•
1 1
4'
m
0
H
O
P.
0
04 2
1 °O1)Omp014-''
5
O. 1 g44 .H44O 6).0
y 1
Q
p_ • ... 0 . . -4 al
O 1
1 0 1 0
4-1 to
• 1•
q 1 rH-I r°4
44 I /d 1 O m
q 1 co I Z O
1 O 1
m 1 +' I
4)
.444D 1 m 1
l
4•4 l1 a 0-4 ,-441 r°1
a)
1 4)
P.
la .1
0,4t11
b Mtl1LL1N 1-1+1N ONte110
XI fO 1~,*1-111410.1 ti CU r.
r4
H 1+10 I"- O 1101010 F-4001 40r1
44 .4
m Mr1 4-1
. .
H 1
I
P. 1
14-1
I
1
r-1 1
1 ++
q 1 1E
.4
^r!
110
°
..
. .
. .
. .
0 m
~4f 0 4
)
O.
q
f~f~*0 .00)01 . 011100 rt*110
ON .-1■0 0-1 44-•■10 01 0 44110 MO' M
Is-l1
• 1 1r1UN* 4- PIN ON" MN 1+14' 111
*
M-1 CM0
r
10
(11 t1►D 11't
1111010
0
1111
0 0
0 r-0'.0+0000 L110 0 00'
H 100147+0000 00 0010
4)
a
r-l .-4 0•1 r4
.♦ 4..1 r4
44
44
111tiI0 111 M0 Me0 * 0 111 t11a0 P
0#10 Mrl r4 .* * O'40 4-1 111-I
0 r o1N MNNCU cu cu 141rr\r1 I ,
r4
LfL*4010
f'+ MN M 111P• M
0 00 el'1
01 4- 04 1,- a0 101 N-0
▪
f~10l•-'O 1 S0 f~-I~tiO 1'.-1010
.
. .
. .
1' 40 f-111 I'.
00i1
ISO 0401110
.4 r4 1N r4 1111114- 10-CU
0 111
ON
1--0000`■014T 01001 0.4001
0.-1 .1
0 0.4 4 i
0.i
0.4 r-1
U10 0 LAO 0 0 O Mao lt\11\ \
1-M10 M* 0 111 1.010 M 0t1.r4
rqlOol
t+NCII
0
LC1
400 .-4 ,4 4-400 ? t111 0 0 .44 40 NO 100
Mri .4000ON riOO1 .4°110
111 t11111111111111_f
11111t* UN* .4''
f7
10
N fs ti~.*4- 10
MMr4r4
00101
.4
0
.
i
0
.4
r♦
N0
.. .. .. .. .. .. ..
010
01'.0 f-lflf0 MU1r
.rt0.O'M
010 111* N 0.4 0..4
ono-99o1otiq
4-1
60
.4
I a
r-404'd
P.
• o
0
.
;0
a• 0 P.
ol
•0
• O\0-O .-I 0 0.4 01* ON 0.4 1111.4-0 .4 cu to cu 0'■150
Lflrel
• LAID ISO t90 f-10 NNN MM *
m
4d0 ~
00
CO
. . . .. ..
..
.. . . . .
.. . .
• 11
1 I 1'.
I 0
0 .0-4
m 1
7)
1
01
4
0 1 ir
.4 1060 .1 .014
.' 4 I 0 H 1 04-, . .
1
II
4
.. . .
.. . ..
m
I
C5
▪N N N
N N N 4-A-
#
W 0000000 11100 1110 0
m 0 4 1 N1ti0 00 O N 0.4 M10 0.4 M10
0.4 0.i
Co
0.410MN 111 MN* 0.4 01 0
N- 0 40 10 40 10 10 ON ON q\ ON 00 ON
MMMMM KIM141 vvv
M
vvwvw vw
N
4-4
H
H
H
H
o
C
H
a
W
0
44
0
4)a)
m
1.
0-1
.O
,.C
q
°a
a
0)
w
H
C)
,O i
f
0
•
Id
k
A
4)
R
.0
t1
4'
0
.°
4
E
m
0
o
4)
q
Q
)
4
m•
o
.4
4'
+4
.04
0-1
0a
appp
1d
B
co
4)
•▪
H
v b
mm
ri t'+'
0
co
•
4-4- . 040 00000 100
0
.04
.4044
m
.444
..
0 ii° 1 0) 04)44 1
01
IP.r1 H0 4'
i
4y
60 .co. . . . .
t, I . . . . :
o
.04 1 0 NC
•
4-1 40 0444
! 114° 0
1 8 0
1
0
CO
VD
.4 0) 4-1-1
10[1i\
.-10 MriO 1
N
. -1 . i .4 0.4 0.4
. . . . . . .. . . . .
10 O 1
1-4 .*
O14
N
N 4 . O l'-l'--O
N* N
* 4'4
.c .q ~n 1-
14
m
0
.4
44
44
44
b
b
m
.0
0
m
ID
w
,C
4
)
4
S
c
H 'mod
.4 m f7
q td 0 H m .4 H
W m N
0 0.4 4' m
P 0 4J
.0 m
4) H M N
r1J 1 F -4 0 .0 as C4) 4t.
a)
q m 111 0 .0
m4)
A 40'
W O ..4 .l
+' 3
0
b
P 0 +0
.
m
a) .4
O
.¢iP0
m
r4°~
mbD
Np
N4
;+ [
N
+
i
I
o
r0$o4
O
l
a
d
. 1o
. 01
0
rM M N ,4l 1
$4
m
d 0©!' m 6~O
RI
..° 001O
N
rr,
N N -4 p
4
04 U1 4
I O• I mmOFgi
i1
I
H l IXI
1
N
1
0o Io
d
q
i
iA
.'
d
8
•
m
N
M
10 r- 14 10 O 4-
b
Es l
▪
▪
I14I m0
i
01
a i a N rpI
10 01
.? M O
M
M O M TO O r 1
M M M N
rl M
M
° 0 •• •• d•• •• •• • •
I r-Ori
O m ItJ an d
IA
001
0 .0
.a
0
1
WM i a)OF'47 a
01
IRI
Om
1
I I N
0
I
do
D.Y
.0 m
H
.l q
1
0i7
I 0
Y
1F1
1 O 1
I r-1 1
I
I
m
U
Id
I
I
d
0 01
° R
rI
I
1
I O
Ism
0
10Ill
N-
CO
d 7
OFF7owa,
o
an d
d
d .- I
M 10 M U1 ri 10 10
1t1 1011 t°[1 4- 4
.
took
F
d I ca
00 01
M
N
° H
d
I
1
N7
a d
1 O IPd9 °
.a
ti M ON s h
4•
00 . I
O
U
q
4
d
a
1
d °0
•
q
N
1O
•• •• •• •• •• •• • •
mo
.° Y0 II
4'
. I
.
I
0i d
0
0
i 'd
m
M ri M 0'.0 0
4.
10
01
10
NU . 10 10 10 1- W
N M
01
0
U1
10 p a 0 mi
.0 I d 0m a
q O ON 4 M
• N Ul 0. M
.1'0
rl 1f1ri
q 0 O U: U1
• 0
.a 0.a 0•' 10 10 it
• 10
1D . TO
0-1 .
r- I- 10- tll 111
4
0
x
q 0 U1 0 U1 O
• N N -d' 1- ON Col
••
q O OOO O
p M
O•
rl N
U1
ItlI
I
OO00O O
N U1 0ri U1
IL1
F
M
II •
I
r4
I
II
I
4 I'1 1p p4 N
10. CU
01 ON 01 ON
I1V"1
M
CU
0' 01 01
.4
•~ A
i
▪
•
n
m
A"
m
m
A
101 M
O
LO
Y1
i50
H
DO
05
a) a)
N
f r\
N
Phi ,ca
■9
a)
U
\U
LD
O
IS0
0
ti
rt
r'.)
05
P-)
O
U)
O
+~
U
a)
Pi 4-i
a)
u)
O
•
r I
U)
.H
O
+D
U)
O
-P
r-I r-1
P{
rI 0
rl U)
UCl) O
a)
U
a)
P-r
bo
a)
U
M
N
LC )
0
O
0
LO
N
0
Cl
m
150
0)
O
O
~
r
n
N
N
LC)
0
IYl
LD
150
0
01
()
te
a)
rd
C)
a)
cd
cd
a)
Pi
Q.)
r-I
r"1
O
0
-
LCl
~
LO
6)
'D
a)
U)
o
01
r`
Ho
CO
u)
U
CI
O
rd
a)
)
U
cd
rd
U
K)
N
N
N
LC5
(-1
lD
LC)
a)
)
U
+)
La
a)
F- i
cd
U)
a)
N
U
150
I`•
CU
•
150
O)
r'l
O)
LC)
r-1
0
•
•
0
0
0
•
t0
r-
..
..
..
..
..
N)
r-1
05
rrl
LD
0til
re') rr1
I
N
150
150
r-f
LD
d,
k-AD
I"-
LC \
LO
60
•
LO
0
LC'
Pi
Fit
a
nj
Ho
T
r1
Q)i
4)~
I
rr )
0 Cu•
fi
LC5
cd
0
H
a)
•r-I
a
f
s
M
0•
LC\
▪
to
-P
I~ LO O) N
re)
Q)
▪
.
4 N N H H r-t
0
rd
-I
a.)
H
H•
LL)
N
-▪
N
.
LC.)
..
0)
r.r'\
u
C
Pi
o
U
P4
4)
a)
U
F-4
0
•
0
0
a.. '-'. .
tXl
▪
,,D
Imo-
LC \
N
LC)
0▪
LD
.. . .
..
Imo-
LIl
r•
LP•
LC\
z'
H▪
Ill
..
UO
re1
..
•ri
4-1
Q)
rd
s,
o
w
w
P,
a)
cd
-P
ri
a)
H
r
acd
.p
Fi
o
w
r
•H
4.0
r,
O
O
M
add
LC) Ol Ol Ol Ol 0) 0)
LL-5
,-4
a)
~D
N
o
L
a)
a)
d Pi
r- I
NI)
O
rd
a)
cd
poi
Il l
a)
0
o
4-i
a)
rl
m
H
Pa
0
O
a
o
ri i 1 +~ r- I I -i
Cn 0rl Oa) w iI P-i
a)
FA
Q))
cd •°
N
N
r-l
WI
CO
..
N
M
M
..
N
M
Ol
M
N
rl
LC-r-l1
LO
Ol
O.
0
.
+'
a)
a
a)
Q)
a)
0
U)
P
a)+
CS)
(I)
I
r'i
44
O
-P
0
+)
0
P
O
r~
U
E
w
Ol
r-i
v)
I
rO
.
.T'
I
+'
0
I 1--1 r-I
rl III 1-i
0
I
I
a)
a)
)
a
NOl
N
D
Ol
O
M
M
O
cd
U)
O
a)
u)
r-I
-p
r-I
Cd
o
H
rCl
r-l
a)
m
a)
I
O
•riU)
a)
17 ]
LCl
N
M
. .
..
is) LO
M
..
..
Z
•
rH
r-l•
0
Z
rd
0
cd
rlo
o
u)
0O
a)
cd
A
rd
uo)
d-)
a)
CO M M
a)
a)
ca
d
N
N
cd
7
~7
p
~
•rl
NM•
Ol
N
M
NN
CO
CO
N
r-I
LCI
rl
N
LCl
N
N
NN
CO
CV
1''rl
'CO.
Ol
al
,dal
NLCI
lfl
r-l
CV
lO
0
N-
M
-
lLl
0
a)
N
r--Ol
rdO
a)
a)
P-i
CO
ri
a
LCl
tO
CJl
U)qQ
P-il
I f: CH
a
a)
I
U I
1
I
I
.
N•
111
tO
LP
N
C) N• rl•
ftil M M
E i
r
n
M
NCT
O
. .
CI
o
u)
a)
1
. .
0
M
1-1
r4
b0
M
M
N
m
Ol
Ql
0
M
LCl
N
m
M
M
CO
O
0
'O
CV
Ol
r-l
ri
(V
O\
r-l
N
CV
Ol
r-I
M
NI
Ol
M
rl
M
M
CV
Ol
.
o
U)
0
•~
S~
•r1
c
rl
Pi -4
-P
a)
a)
4-
o
4
o
4- i
4i
I
C$
a4.0
h
Ol
Table 20.-The :digestion of flax straw with mixtures ofsodium hydroxide
. and sodium sulphide and chlorination of the crude pulps l
Series
number
Ohlorination by kmodified :Loss of mats :Di- :
Alkaline digestion
Lignin ink :
Roe method_
: rial othe r
:gee- :
=
=
: crude pulp- :
:
--:
:than lignin
:lion : Duration : Ohsmicals oharaedsl s Yield
Yield of :per 100 ppound
!
s
:num- :
of
-of :In the :Per 100 :
Chlorins
consumed
residue
:of straw
:ber : oookingg : iaOB :is2S : Total : prude :sample :pounds :
:, :
:=
:alkali : pulp :anal- : of :
:
:
1t :Total :
: as
:yzed :straw :In the :Per 100 :In the :Per 100 : By : By
▪
:sample :pounds :sample :pounds :diges- :chlor :marl- aims
7 iaOs
:treated : of :tion :ination
:mum
:
:treated : of
:'
:straw :
:straw
:terns
:per▪
•
.
:ature :
:
,
:
.
•
:Hours :Hours : puns . :Pounds :Pounds :Peroent :Percent : Pounds Percent :Pounds :Percent :Pounds :Pounds :Pound s
UncooQked
etraw.L
5
1
1-211
2
3
..
.
2►-212
3
s4
1
:2
1
-8ee
page
26 •for
0
c
• 2
1r
3
4 .
5 ,
80
1
5
7
3
5
6
7
2
3
7
:9
i.
d
i
f
. : 27 .0
27 .0 : 29 .9
.2 i6 .6 ~ . 50 .5.
15 .8 . 8 .1 : 16 . 8
0
: 11 .7
4 : 12 .0
14 .
.8 : 14 .5
X455
17 .0 : 1 .3
6 .4
2 .8 ; 6 .2
17 1.7 : 43 .7
: 41 .7 :
2 .6 : 4 .4
17 .3
;
1
.
18
.
6
.3
: 17 6.
1 .7 : 18 .5 : 42 .5 :
6 .4 : 2 .7 s 5 .1
: 14 .4 :
18 .7
9 .7
16 .6
.2 : 14 .5 : 52 .2
15 .9
.6 16 .2
48 .8
14 .9
7 .3 : 11 .2
14 .9 r 1 .9 : 15 .9
43 .3
8 .5
3 .7
7 .1
15 .2
1 .5 16 .0 : 42 .6
7 .8
3 .3
6 .3
•16 .
.t
:
:
.
:
definitions of terms and units of measurement used i n
column headings.
_
IThe period of rising temperature was 0 .5 hour Lxom -the initial temperature
to 100° O . and 1 .5 hours for the additional increase to 155° O . at which
point the temperature was held constant for the time 73adioated .
JThe volume of cooking liquor in all oooks was in the ratio of 60 gallons t o
100 pounds of straw (oven-dry basis) . The sampled of pulps and of uncooked straw were ground to pass a 40-mesh sieve
.before the determinations of lignin and the ohlorine requirement .
5g
. 5The chlorination method is considered as removing all the remaining lignin .
¢Total available alkali is calculated as the sum of the excess sodium hydroxide
and that produced by tki*hydrolfsis of the sodium sulphide in water according t o
the reaction, 1a28 + H 2O - NaOH - B5SB .
IThe threshed straw was out by means of a rag cutter without preliminary dusting .
dIn aeries 1-211 the straw was digested with 22 .5 pounds of sodium hydroxide an d
5 .5 pounds of sodium sulphide per 100 pounds of straw . The total availabl e
alkali was equivalent to approximately 25 pounds of sodium hydroxide .
sIn series 1-212 the straw was digested with 17 .4 pounds of - sodium hydroxide an d
4 .3 pounds of sodium sulphide to 100 pounds of straw. The total availabl e
. alkali was equivalent to approximately 20 pounds of sodium hydroxide .
Z M 29714 F
29 .9
8 .5
5 .5
2 .7
1 .8
2 .2
8 .7
5 .5
3 .1
2 .7
. 49 .0
: 78 .2
: 84 .9
: 88 .8
. 88 .7
. 89 .2
76 .2
79 .4
. 83 .0
85 .0
: 49 .0
. 22 . 0
39 .7 : 30 .2 : 3 . 0
: 38 .8 : 32 .7
1.5
38 .8 : 32 .5
2. 1
37 .0 332 . 1
: 37 .9 : 32 .9 :
1.9
: 39 .8 : 30 .6 :
2. 7
: 38 .8 31 .5
2
36 .0 33 .6
3 6
3. 1
36 .2 34 .2
Table 21 .-The digestion of flax straw with sodium . hydroxide alone-and with a
mixture of sodium hydroxide and sodium sulphide!' •
▪
Sample Cook : Duration of cookingTotal
Chemicals charged
numberz :number :
:available :
:To maxi- :At maxi- :Total :NaOH per
NaOH
Na2S
;mum tem- :mum•tem- :
:100 g, .
:
:perature :perature :
straw :Per 100 :Conoen- :Per 100 :0onoen. g . of :tration : g . of :tration
: straw
: straw :
•
-
:Minutes :Hr . 9
in . :Hours :
.
15
15
30
30
: .
a . :
15
15
: 15
. 15
: 30
: 30
9
15
15
15
: 15
30
: 30
9
9
15
15
: 15
: 15
30
: 30
10
: 10
: 20
:
M~
0 :40
:
1
373
( 204
`` 205 :
21
23
:
2 :39
2 :37 .
:
3
3
374
: ( 206 :
( 207 .
22
21
: 6 :38
: 6 :39
: 7
:
7
375
: ( 208
( 209 :
120
-120
7 :00
: 7 :00
:
( 210 : 120
( 211
120
: 7 :00
7 :00
:
:
3 :38
: 4
: 4
: 4
3717
:
1212 :
7 2216
(12 ~ 17
22
:
:
:
.
15
15
:
15
15
:
:
37 8
: ( 214 :
( 215
20
20
: 9 :40
9 :40
: 10
10
.
20
20
20 .0 : 40 .0
: 20 .0 : 40 .0
381
(1220 :
( 221
20
20
: 9 :40
9 :40
10
: 10
:
20
20
:
.See page
26
1 7 . 4 .: 34 . 8
1 7 .4
34 . 7
59 .2 0
: 59 .14
. . : 13 .2
.rr 13 .8 .
5.7 .0 8
57 .0 8
14 .8
14 .6 .
55 .8 7
55 .6 3
14 .6
14 .5
56 .09
55 .95
14 .2
14 .2 :
: 658 .04
:658 .36
67 .07
:
:
4 .4
4 .4
:
:
1 .6
1 .8
: 61 .6 9
63 .04
3 .3
3 .3 :
6 .6
6 .6
12 .9
2 .6
: 12 .6 : 1 .8
50 .6 5
: 49 .6 8
8 .8 :
8 .8 :
14 .4
14 .7
.
t: ;
.
for definitions of terms and units of measurement use d
in column headings .
-See table 22 for chemical analysis of the pulps .
The oulps from two practically identical digestions were combine d
to form the sample for chemical analysis .
-The maximum temperature was 155° 0 .
Total available alkali is calculated as the sum of the excess sodium
hydroxide and that produced by the hydrolysis of the sodium sulphid e
in water according to the reaction, Na2S + H2O - NaOH + NaSH .
The ground straw was extracted with a mixture of alcohol and benzen e
(33 percent and 67 percent, respectively) previous to pulping .
These yield figures are based on extraoted straw . The average yiel d
calculated similarly for unextracted straw is 56 .26 percent, which is onl y
slightly higher than the yield when the straw is not extracted wit h
organic solvents .
-The resulting pulp was washed free of spent Looking liquors with difficulty .
Z .M 29715 F
NaOH Na2S
•
-
▪:
Yiel d
: of
pulp_
10 .0
: 13 .4
26 .8
: 13 .3 : 26 .7
6 :39
:39
7
7
Chemicals
oonsumed
11 .7
12 .8 .
:
15
15
21
21
:
:
2 .2
2 .2
: (1218 :
(( 219
380
.
s
:
:
3 :40
: 3 :40
.
r
10
10
20
20
.
:
8 .8 : 17 .6
8 .8 : 17 .6
:
379
:
:
: Grams - :G . per 14 Grams :G .per 1 . :Peroent :Peroent :P..ercent
30
30
21
20
376
Grams
1515
372
( 202
( 203
▪
8. 6
8.6
.
1Z ;
:
48 .6 4
48 .89
.
2 .5
2 .2
.
09
..98
1 D7
•
0
0
4
4
N
aa .0
.i 4-1 q .01
Oa0O
01 0 m . . . .
H 14
ID CD
o
0 0I
I~U11"-01.-0
•ONO 1.-0\10
0 Mtf1# (A' In
HM
0
• 10 U1rr# M
0 f~1~N 1.fNl - 4' 1,-6110 MI MN
10 Ihf 1NC In Is- 1 .-U\14\111C)l
.
I .. . .
4-1
CO
000 - -40
t000QOm
0 0
01-4440
44 0
+4
0,
4 WTI 0
CO
0 14
,-1
0
PA-4 r-I r4 OS p.
0
CO
100
1
44 r-I
.-I
10
•1 4-4
4'
0
0
0
4
0
a
a
0
0
H
0
40 ON
N 0~ 0.4.0#'0
4-1
4-1
r-l r-l r-Ir1r1
94-4
0 r-I1D
4-1 CM 44 1,-1 Al 0
0 0 0 00 0
4-1 4-1 r1rlr1r- 1
. . .. . . . . .. . .
. . . . . . . . .. . .
0•0121ri N M
O rl ri rf r-1 r•I
r•1
MN r1 04'10
N N r-I r-1
10 0 0 0 0 0
0#'
.010 1-10 0\11110 N#10
I.-'D\0'0%D') V.') $.O
O\0
U
0
O r♦ 01 010\ ON N'.0 0\ WIC*
.
1 -1010 I 0110 f•N~%.Ij
.-1
44
,
O
&.
s
0
41
a~
I
O
0
43
10 O O r1 14\10 0\10 6.1 N N1'.0
'O 07 0110 10 10 ON 0N1010 N'.0
MMMMM1•\
# 14''114''MM1'+ 1
o
0 143 14
0
m44
ri 1
q 104' 0110 O'O O .N10 MI •• N
0
tU1,~ W11
¢
H tf1 ## .## ## .### #
.
#01
. . . . .. . . . . ..
MUAN r -N Lt, 0114.4r-M1's- N
0 MMrI 0 1 0 10 Lt10 tl1U' N
H Nr1 rlrlrir-1 rl rI ri
0
As
a
4.-
1.$WN1D I.-P-IL11,
S 14-4 100 r-0
N 0 4 11-r4 1 ,
.
8ri tA1ltttr\L 1
.
1ftif.?
t
b
d
.34 4.4
ri Id
4 0
3
N
0
m
f4
• 111U1t[11f1111 0 0 111tR0 0
• r1 r-I rl rl r♦ rl ri r4 rI N N
b0
Id
.4
0tNl4)
0 0 .4
0
4
H
O
H
NI 0
0 0
4,4p
Ib
O
co 1
10
►--01# 010 .-I
1.- 1.- 1.-101.-10
MMMMMM MMMMMM
.---.w.jv w-rvrrv
N
M
N
H
r-4
CO
OO
.0
.I
P•
44
-44
r
4)
m 4+
0
4-4
4-1
4-4
♦ 0 4-4
0 0 Id
.
6
4-4
0
it
N td v 00
0 0 o
v
d
o
q
a
m
G00
0
q
-
+4
00
a
ri N I'f U11D
P, C--
0
0
, ,
d
0
.+°
°
O b
0 .-1 M1-0101 ## 1 1 -0 0
E. 0 44
0
o
44 44
r1 v
•4:s
m
4
'-I - 0
Ism
00
a)
0
0
b
y
Ih 'O N
O
. N M
N M .
▪
•
w
2J
m r1 N
•
•
V'y
M
N
N
.y Ol O) N N .. 0 0
M
gN
•
m
N
Ill
N
ul
~il
I
ov
NO
Iy
O M In
M
N N
O
N
O
l
WN
b
4
O
l
~ vy0
1~
.1
ul
Mm
so 4_ 0
N ~O N lD N N l0
N
II
t
OI
•
aGGl
m r
Jii1 F
11
P 1 5v
9 0 00
'd l
I py
10
N
N
N
a
O M m.o O
o
a: M to
C
O
m
l0 V 'r
.. N ''
O N h
Ill U.\
hi!
N N
N
lD
r9 0i
tlom
M
•
N 1
O°Y
y
M
r. ~O N N Ill m
.# T Ul
;0.1 T
O:
▪
O
2▪
O 0
-T a mN .1 Nt'
000
N O NO ri 3R b N f ILIIY
O p
O 00 O O dN O m N
.. O O
22 G
2 .O+ E N O m
$ aIi 8
pal i m a tRl
9
m mm
I mmy
G
a sp . m F•1 J
K
>E
q
0
o
g
m
e
.
tC
d
iv
Z
g
P. P.
22a2 2
d2 a
rd
Ma)
O :--'-
-,
rd
Lc-) I U.) O
N rn
U]
NH ~ r Nd)
NI I
al
t
I
Hi ro
0 al
4i
Z
'd
U)
pG }
I
F d
o a)
O
r
43
+~
I
O1
0
LC)
I
+O'
to
ti
M a)
p~ I O
NI
al
I
Hi
O
O
cd
N-
lf l
N
M
to
'.O
N
I e\
Lf1
4-1
r
0
1x
N
cd
Z
r
r-f
4a
r-1
N
M I
Hi
O
Ja c
P
-i
rl~
r-I
Lf\
H
Na)
LP
H
O
rr 1
LCI
LCl
O,
m
to
N
(1)
0
Lfl
N
d
c
0 rd
4
O
zn
(I)
U
N
0
Hi
d
4-1
O
LC`
d
i x
1
cd
x
O
'1+
S
ri
N
to
N
LO
N
LO
0
v
0
0
M
N-
cd
0
•r 1
a)
▪
E
•
O
•
O
O
O
HI
O
ri
m
4O
•r1
•d
a)
m
▪
Er)
▪
r
d a)
o O v
A
Cp
44O r App
!I !i
4e
;ss ~a
?
A iO
.Fi
m
s
IA
El
«
e
ml
°~
x14
9
0
N
NE
k
Ma
I
P3ry
•P
1
MM 000 00 N N
.OIO fi n d N
s'
4q l5 044y
q
IVCy
mM
0
''
'3 2
~
A
xh
0,;
e
i .M"i
C
ba
IC A O . . ..
a
iaf_
0
NN NNN NN ON
NM
MMMMM MM
.i .
er
M tz MN14 MN MN
MN H7mm. m0
M
iu
~
.yM
i Q
~
I,
O
N
m
o
M 4
Nl i yy i0
1C1 0
I
,,
: : 512>3
p
m
i
.
«.
.I-
. . . .««
• 04
9 0 d 04.40 NON .+
•N !.' 4N M =°' N .PiNt
i
N
Mm
Z'NM
titi
M MM M MMM MMM M
m N,4 N mo-m .1w.u•. O
n
M
m~
M
mm
N
ee
hop e°°e a°
ro°
iSi
. . .i_
.. .:_ : . :
.. .: . .
.. .: .:
ONN0O On
4E . 8m
oa
v° w°
Mm
M
.'4e
MN MNMWN M
MNM1 MN M
N
udi
V
s
O
N
M
N
M
d
uNi ~i
r
3I
'SOI
SYIII P
a
m
e
a
P
H
a to
M M
M
CI ~ M
.Nd
WM
4M d o
ln ln on,
0414
0 0
m
z z zaIf wz
O
Om
'2222
d
lQi
PA
:
vo .w a »ja i
.4 .4
oao ON 00
A.;8; av PA
as
g
'g
a
N .+ MN
OMO M
.0 0
M N mm
M
ii
M1
•ttyy
M .M.INHN Nrl
no
~
.5 .999 1
.YY 900
M
"
M
c,
8
0~y
0~M••1
~y ~
!F!J
°g
F
~~
m
m
del .~a
a
O N0 O
m NP
'CO
dpp,,~~P N~yy
NN t'i',.': MM
lo b
App
M M̀
4y
N
1
M
d
o[.
Vns,
H
It0
is
Am .'W
m
N
d
Ium
m
Iqm
tl
M a0
1N ."i
92 1
SAO
paW .o
RR
p d°
b
~
M
:xf°a
Y o 999 o oa o
a m .c o:
d
MNMI
OO
n mN
d
Nn
m
m
:1
p ti t
1
■
1
.1,
ON
I
N
O
1I
O
0i
N
I
441
Mi
dA 0401 mN O
0-i
(i
mm N
Om g% O m
Om
wz As ao5
:1
I
Ct
2
W
21
W
2
A
OO
2 N0
m
ErrC
N
N
2
A
I
7
i°
g~~i
oaf
,~
~
a
hi
~
.`.
o
•°
.
•
~a~
s
• F.
m ti
n1
MY,
i"s
a .Va
s
■
W,aNU
•Y
1J
: s
h Y
- In
M
.
M:
3%
Y
I$
••
,M
a
4
~ •h
6
F.
rv
<
,nn
AOIya
fiba A l
Fa
ON•■
nY.r•..r
9
ao
~~
i• a° F
.co
88 d14
K° O .K°
•
R
'6 6
eg'~ S' $ $
y6 =
f
no
ww
W.
itti
4
1 :
^ems ERi
2 TP
N
nn
a
°
..~
vN
..
V
A ..
.+
mom 2,
.̀lor
d~$
M
e
..
A- t' PANT,
d
n
,M•.nn Y M A
88 8 8 8 8
.,N " ..N
N
,~
R,
m
2'k T
d>
Re N
n 2- n,n
nA N 2'o $ ~
r NT
.i-2-,n ° ., use.^
s
,''-'.- r:"2.2 2, °•° r-
A' n b
.. ~.\ . .
A PA 2N.'92 MO .°OYAl g
8
88. 8888 80 8 88 8 .8
A
.°
A.; A. . ., A y» .y .. ., u+ . .
T N p O A ,b(. 2 88 ~mbW mS u
O
i
AA.' A A .o A
n
•~
N
2-, n
o
.sal aa i 2$ r
•O PO ep
h •O
aapp
y 42-23 W A W O N P8+ OFNM An AM T O
3A
no
.
,ten > ASS
&A 2236
nasal,
N
:ada ~ a~
a
19
2$
m= 6 Lt 2 a 2-„ ~, ..,':T 2.°
ei9
.°. a
u
w° • n
a ;8. ~ s
■h
•
.
r
•
•
4 « E
•.
A
9
18~
1
1g
?ap
Nom
~"$
lair.
gIllaw :
`
.
ii,~
pi
u
a k
1
Sd•
g~ ' a
ga :R
;
.. 3mnn . .0 . .
808.8
.,N .,N«„ ..NAN-,Nn
.R In
880
0 88
N,W,a.e
..N .,,
so.
id ,
a
s
8
°
r° • 0'
.+
.2-I YlO
U.
O•
P
w
w
4
1
C,
~».
P.
.i
.1
., N n
.
U
•'
.n
0
0
..
n
n n
d
c
•
o.
m
•,....A. -
v
: n
99 9
a
N
m
.~~~.~ ...
m
iia 8
.
2 2
2 2
g°
88
a
ltii
- --------
11
1
:
°
2
?A'
A.
,''i 11
•
M
B
;A
'55
55 1'i
,:..a
:lip
2
-E A
o. i
L. -2
A
Be
-.;
i.
----- -
!a
1
----- i
k,
2 ; i2. ;
5
a
.;
!! :,-,
,
a
2
-""
,ner
2
2
.
.
.
Table 28 .--Preparation of strawboard from flax towing mill waste, flax straw ,
and bat straw alone and in various mixture s
Series :Cook ;Maehihe :
numberenum~3 run .
Properties o f
Method
paper s
o
f
machine-made
.
refix~
:,Amount
:'Weight :Th,ick- : Burst- : Tear:basedon;
ing
: ing ,
,
peit . neap
: total :
Mater .a1 cookedKind
:ber :
charge ;
, ream :
(:
(
B-201 (,
1
5
•~:.
4
( :
( :
(:
(:
3
2
1
:Towing waste :
2
1
:Towing waste :
Oat straw
75
25
2
Towing waste :
50
1
2
1
(:
(:
1 .
165 . .017
157 : ,016
.25
.25
:Rod mill :
1)46
152
.015
.
.
,015
11,
pod mill ;
:Towing waste :
:Oat straw
25
7.5
:Beater
208
132
:
;
1 .x.1
1.;2 3
.64
+.6 2
34
3
0
132
118 .
.013
;
;Rod mill :
:Beat .er
118 ;
127
.012
.01)4 .
,47
94 :
.010 .
.35
.64
,78
.013
;
100
.r . .
.
25
:Rod. mill
75
104 : .012
r
g5 ; .010 ;
9' : : :010 ;,
:
.
.9 o
2 .43
,34
:
. .814
,9 7
ti29
432
t
,77
61
: ax ptraw
:Oat s . raw
:
50
50
;Beater :
f
:Rod mill
Beater
'lax Rtraw
)Oat straw
,
75
25
:Rod mill :
:Beater
85
.009 t
95 : .009 .
.39
,28
.64
.68
tFlax straw
' ., .1
.
100
;Rod mill :
;Beater :
96
96
.00 9
.009 :
.2 9
;26
.92
3
.6
'that, straw
(:
B-202 ('
:Rod mill :
:Beater
:Oat straw
:Flax straw
2
1
Q,20
:Beater
1
(:
0,020
.01)
400
Rod mill :
.
.
.a
.!Beater
.
,
50
pat etrac
Gds
:pounds :Inches : paints :
Percent :
(:
;strength :strengt .
-See page 26 for defpns of terms and units of measurement used in column
headings .
cooking conditigns were lo,1 pounds of lime (96 percent Ca(0H)2) and . 16 gallons
of liquor per 100 pox s of raw mater}al (dry basis), 3 hours to maximum temperature, 5 hours at maxiimam temperature, and an average maximum temperature of 137 0
C . for all cooks except B-201-1 in which' 12 pounds of lime and 19 .5 gallons o f
liquor per 100 pounds of dry materipl were used, 3 hours to maximum temperatur e
7 hours at rgaximuzn' ,tezpperature,y andand
an an average maximum temperature of 137° C .
3-The rod mill ¢'gntaiaed' approximatel
pounds of solid steel rods and *a s
operated co ' Julio ' .]
t 27 r .p .m, The beater as of 40 pounds capacity .
?The
0
r) :,.
81 159
err.,
P M to, 2V2222 2 . . . . .
2
2 2• 2 4 2222222P 2 2 2 2
42
N. 2
o
.~
R x RI 4910M M N24gM Htl H 2as
4vlH~
q°A.
w s-- 2 v
..
Ow
.I M .I A N
M N P R NV .m1 n = - M
4.01 2 1N° R YMI M 4
N M ii N 04.4 W .Pi YCl i . 1
ON
. . 2 .4O .O
22
CC 20 22 22
40' 0 0 :+ PIP
O 0 0 S 00 O O O O C OC O O
.4 Mn ..NHNM42 Ntl .14M
A
O
ON
Is 1
22 22 22 2
•••
•
2
P mtl
N IT
.1 .f .9'P
Pm
.40 .4 0 222 2
O O O O 222 2
. l ..4N' .22.m4 .400ml0
2
H
222
• .m N a O C O O P O O
N a N N TN
•
-
NNO
~~n2Nn 02 ono
~ o NN M
;?! 2 . 2 M H E
40
a
222
..
.4 .m
hNl
20222.9N 2220 0
PP
2Pm •m tlN w
.1 .1 .1222 .1 NH
R °' R~NnRR&
M M
0 M
1
Pw
3ti
T'!
uw
e
.4
.1A
:2
'A
m
NN
22
n
oSoS o
pH
2%
NN
otl P R
m
Mh o
222
222 04 2
.. ..
2 2 222 22 2
2 2 22
MM M M
M
HO 00 H N2 m n H
MMM24
22 2
41.1 2
222 2S 2
2
c.
2
m
YO O 'Pi
-
•
4t
l
481°o
2
2mo „
0
„~ 2 00 o mN 00 oo ~n
m2 NM m 0 Z
q
g~ 2S!
U off
pptl pfi'
Fag, CC 01 O ~ O A O P0.
m
b b m ae a1~ m1
142 0
0 W AA 3014
014 0 ~i 13 Al
0 40 m
V
U
.•F,
wN
.o
ww
w
b
m'
221
4
NN .P-1
AAA A
NN
' ~N
1 w w Al w
~4
OW
Mm
M
w
N
N
Table 30 .--Chemical analysis of shaker tow and flax stra w
: Shaker tow : Flax straw
Constituent
------------------------------------------------------------------------ : Percent
. Percen t
Soluble in hot water :
10 .3
9. 9
Soluble in I percent sodium hydroxide solution
(corrected for hot water soluble) :
:
1S . S
32 . 1
15,-6
3 .7
Soluble in alcohol-benzol ..
Cellulose (Cross and Bevan) :
50 .2
51 .3
Pentosans in cellulose
:
3 .S
4.2
10 .3
19 . 4
13 .4
24 .2
Pentosans, total
Lignin
:
1
-See page 26 for definitions of terms and units of measurement used in .
column headings .
811 59
s
Table 32 .--Properties of papers produced from carded flax fiber compared wit h
linen rag papers Cook :Bleaching and beating :'97eight :Thick- :Burst- : Tear- : Fold- : Ten- :Stretc h
ing : sile : a t
number :
: per : ness : ing : ing
s
t
r
e
n
g
t h
: ruptur e
:Bleach- : Duration of : ream :
:
. ing : beating.
• powder :
:Roll to : Roll .
. tatich : on .
. bed : bed .
: plate : plate :
•
:Percent :
zD-220-1 :
Hours
8 .1 . 5 .60 . 0 .67 . 43 .5 :0 .0030 : 0.79 . 1 .36 . 2,245 : 5,921 :
5 .4
.17 . 37 .6 . .0023
.83 . 1.94 . 2,667 . 5,987 :
5. 6
(6) .
.83 . 1 .90 . 2,985
5,302 :
7 .1
3,563 : 6,36o :
7 .4
-D-22o-2 .
12 .1 . 7 .00 :
5D-54
12 .0 .
(7)
:Pounds :Inches :Points : Grams :Double :Meters : Percent
. folds :
(6) .
44 .5 . .003 5 :
50 .0 : .0035 : 1 .04
Seepage 26 for definitions of terms and units of measurement used in colum n
headings .
-Beater of 50 pounds capacity . Consistence from 3 .5 to 4 .o percent .
Carded fiber cooked with 15 percent of calcium hydroxide based on carded fiber ;
60 gallons of solution per 100 pounds of material ; cooking schedule, 2 hour s
to 130° C ., 10 hours at 130° C .
-Carded fiber cooked under conditions of cook D-220-1, except the time at 130° C .
was 8 hours .
-Linen rags cooked with 4 .0 percent of calcium hydroxide and 0 .5 percent o f
sodium carbonate ; 50 gallons of solution per 100 pounds of rags ; cooking
schedule, 1 .75 hours to 130° C ., 11 .25 hours at 130° C .
Not recorded . Four machine runs were made from this pulp, each under differen t
beating conditions . The best paper made, machine run 4, is shown here fo r
comparison with the carded fiber . See table 11, for all machine runs .
7A commercial linen rag paper of high white color .
•
811 59
Table 33 .--Bursting strength of hand-forme d
test boards composed of fla x
towing mill waste and jack pin e
Pulps_
.
Properties of boar d
Furnish
Flax
waste-
: Jack pine :
:
: Thickness :
Weight
:
per ream :
Percent
:
Pounds
Percent
:
Bursting
strengt h
Inches
Point s
10
90
25 4+
:
0 .0 3g
0 .16
25
75
190
:
.024
.2 3
50
50
162
.020
.2 9
75
25
20 g
.024
.3 1
90
10
144
.019
.2 7
100
0
14+9
+019
.17
:
1
-See page 26 for definitions of terms and units of measure ment used in column headings .
2 The towing waste was cooked with 10 percent of sodium hydroxid e
and 4 percent of sodium sulphide by weight of the waste fo r
g hours at a maximum temperature of l4g° C . The jack pin e
was half-cooked by the sulphate process (commonly terme d
the semikraft process) . The two pulps were beaten togethe r
in a small experimental beater .
R1159
Table 34 .--BigestIOn Of towing mall:mote
of sodium hydroxide and sodium w_W .obide
for the proauotion of a bleachable pulp (
Cook
number :
Yield :Bleaoh- : Color of
:Volume :Dura- :Maxi- : Total
of
log :the ',hives
:oookIng :tIon :mum :alkali
:Amount :Conoen- :liquor : of :tom- : con- : crud, :powder : in the
:tration :
:ooo4- :per- :sumed
pulps :
:bleached
•
: pulp=
:ing2 :ature :
▪
----- ------------------------ - --°
:Pounde :0 .per 1 . :0allone :Hoare : - °0 . :Peroent :Peroent :Peroent :
Chemioalwg
Kind
▪
•
A-1
: (Naafi : 13 .0 :
(Na2S : 4 .5 :
16 .0)
:
96
:
6
: 139 :
84
;
45 .5
A-2
: (NaOH : 13 .0 :
(Na2S : 4.5 :
16 .0) :
5 .5) :
96
:
8
: 165 :
96
:
33 .6
A-3
: (NaOH : 17 .4 :
(Na2S ; 5 .0 :
14 .0)
4 .0)
:
:
150
:
5
: 139 :
82
A-4
: (NaOH : 9 .9 :
(Na28 : 10 .0 :
10 .0)
10 .3)
:
:
117
:
5
: 139 :
86
A-5
: (NaOH : 17 .4 :
Na2S : 5 .0 :
14 .0i
4 .0
:
:
150
:
5
: 165 :
A-6
: (NaOH : 20 .0 :
(Na28 : 5 .0 :
16 .0)
4 .0)
:
:
113
:
5
A-7
: (NaOH : 15 .0 :
(Na2S : 10 .0 :
16 .0)
I0 .6)
:
;
150
:
(NaOH : 20 .0 :
(Na2S : 10 .0 :
16 .0i :
5 .0 :
112
(NaOH : 15 .0 :
(Na2S : 10 .0 :
16 .0) :
10% 6
112
(NaOH : 15 .0 :
(Na2S : 10 .0 :
16 .0)
10 .6
:
(NaOH : 15 .0 :
(Nag : 10 .0 .
16 .0i
10 . 6
•
5 .5 )
._.
:
44 .1 :
:
:
46 .9 :
:
93
:
39 .2 :
: 165 :
90
:
35 .0 :
5
: 165 :
91
:
38 .6 :
30 .0 : Yellow
:
5
: 165 :
gl
32 .0 :
30 .0 : . . . .do
:
5
: 165 :
83
35 .0 :
25 .0 :
112
5
: 165 :
96
37 .9 :
30 .0
:
112
5
: 165 :
90
42 .5 :
45 .0 :
(NaOH : 20 .0 :
(Na28 ; 15 .0 :
16 .0) :
12 .0) :
148
:
5
: 165 :
76
29 .6 :. 130 .0 : Light yelloW
•
(NaOH : 25 .0 :
(Na2S : 15 .0 :
16 .0)
9 .6)
:
:
180
:
5
: 165 :
68
31 .8 : 1 25 .0 :
do
•
(NaOH : 30 .0 :
(Na23 : 15 .0 :
24 .0i
12 .0 :
165
5
: 165 :
65
30 .2 : 122 .5
do
S ee
page 26
for definitions of term: and unite o f
measurement used in column headings .
-With the exception of cooks 1 and 2, the materia l
was screened before cooking, with a lose o f
about 20 percent of fine duet and dirt . Th e
amounts of the chemicals and the yields ar e
based on the screened material .
.The time to reach maximum temperature .was 1 .5 hours .
L41he predominating color of the sheet, was the ligh t
cream of the bast fiber . The sheet's were sprinkled
with the undisintegrated chives, whose color was as
noted . Some of the sheets were also sprinkled wit h
dirt introduced with the raw material .
.5Material was boiled 4 hour s . with water and then washe d
with hot water before cooking .
6'Material percolated with a cold 2 to 1 mixture (by
volume) of ethyl alcohol and benzene until the
solvent was no longer of a green oolor .
'Pulp bleached in two stages ; about half of the bleachin g
chemical used in each stage .
yX 29728 F
:
do
Light brown
do
,
2
.
&
'0'4.
q.
{\
R
m
A \ G *
e g~
~w§jam
. ;. / f . .
o
F.,
1'1 .4
/)
,;
A: A
2~ .,
i
\
;
/ .
:
:
._ '
0
g \
/
A(
'Ai
$t7
\ .
I%. . /
y
1
]
]
2R.
R
8 'El
2
,o
2
`
a
}
:
I.
Ii
|
}7 § i
\§ .
"A
°
kk
A
A \
A
) §
§
,
k /
;
!!
a
~2e
ƒ|
-
)k
!
§
\
k
' a
/
°
|
I
§ }
;
,
//
}\
{]
;
f !
:A
E
f
g
,;
A,
| )i\/
l
]
a
A
\
\
e..
5'
'5 f
{
{
\o
}! ; )
§
ƒ\
\jk
/]\ )i
Ii
A
a
1 d \
1
O
Table 36 .----Chemical constants of the ethyl alcohol benzene soluble material in seed fla x
straws
Determination
Sample : Sampl e
number : numbe r
1
:
2
Saponification value
number : 1+7 .6
: 125 . 6
Iodine value
number : 11+ .5
.
Unsaponifiable matter
percent :
42 . g
Free fatty acids
percent :
3 .5
gS . l
: 37 . 2
:
g.4
-The solvent consisting of 2 parts by volume of ethy l
alcohol and 1 part of benzene was evaporated from the
residue before determination of the constants .
R1159
Table 37 .--Outline of the fractionation of the crude extract- obtained b y
treating flax straw with cold ethyl alcohol-benzene mixtur e
•
•
•
A . Treated with hot mater :
Soluble--A dark brown viscous solid .- (10 percent )
Insoluble--Treated with carbon tetrachloride : ?
Soluble--A dark green viscous solid .- (82 percent )
Insoluble--A dark brown granular solid (8 percent )
3 . Treated with carbon tetrachloride : 2
Soluble--A dark green viscous solid .- (87 percent )
Insoluble--Treated with ethyl alcohol . Soluble--A dark brown viscous solid .- (12 percent )
Insoluble--A dark brown granular solid . (1 percent )
Treated with hot ethyl alcohol :
Soluble--Allowed to cool :
Soluble-- dark green viscous solid, :
Insoluble--A light green waxy solid .
Insoluble--A dark brown waxy solid . (7 percent )
(83 percent )
(10 percent )
B . Treated with petroleum ether : ?
Soluble--A dark green soft wax:
0
(65 percent) . Treated with boilin g
ethyl alcohol :
Soluble--Allowed to cool :
Soluble---A dark green viscous solid .- (71 percent )
(2 ercent )
Insoluble?--A hard light green solid .
Insoluble--A brownish green sticky resin . 1(27 percen t p)
Insoluble--(35 percent) . Treated with boiling petroleum ether :
Soluble--A hard green wax .- (33 percent )
Insoluble--(67 percent) . Treated with ethyl ether :
Soluble?--A green resinous solid .- (51 percent )
Treated with boiling ethyl alcohol :
Soluble--(94 percent) Allowe d - to cool :
Soluble?--(83 percent )
Insoluble--(17 percent )
Insoluble--(6 percent )
Insoluble--(49 percent) Treated with chloroform :
Soluble--A brown powdery solid .- (10 0
percent )
P . Treated with alcoholic potash, dried and extracted with petroleum ether :
Soluble--Unsaponifiable matter, 18 percent, yellow curdy wax . Treated with acetic anhydride :
Precipitate--Hydrocarbons found to contain 1 .2 percent o f
sterol, basis unsaponifiable matter .
Insoluble--(82 percent) Treated with acetone :
Soluble--Treated with sodium carbonate solution, dried an d
extracted with ethyl ether :
Soluble--Hydrocarbons (not identified )
Insoluble--Saponifiable matter . Extracted with water :
Soluble-Acidified :
Precipitate--Brown, sticky fatty acids .
-Residue obtained after evaporation of solvent .
R1159
?At room temperatur e
s
Table 38 .--Dielectric strength of , flax papers compared with simile
commercial materials Thickness
•
Per mi l
:
As
used
in
:
As
As
:
:
dynamo
work
:
tested
:
thicknes
s
tested
•
Material
Inches :
Flax cook D-35 (
(
(
Flax cook D-36 (
(
Dielectri c
strengt h
Inches
Volt s
: Volts
952
949
:
:
.air-dry : 0 .0055
oven-dry : .0055
oiled
. .0055
4,586
:
.0035
.0035
.0035
912
930
4,341
.
26 0
260
:
: 1,24 1
air-dry .
oven-dry :
oiled
173
17 3
83 5
0 00+-0 .020
12 5
Cotton, double covering, shellacked :
015- .025
27 5
Cloth, oiled
005- .030
500
006- .010
70 0
Paper, paraffined
002- .00€
900
Paper, brown
005- .010
17 5
Silk, single covering, shellacked 001- .003
47 5
Asbestos paper
Paper, oiled, double coat :
- Data for commercial materials taken from "Mechanical Engineers Handbook, "
Marks, second edition, 192+,. page 1695 .
R1159