AN ABSTRACT OF THE THESIS OF
Ryan Seward for the degree of Master of Science in Mechanical
Engineering presented on March 9, 2012.
Title: Performance of a Thermally Activated Cooling System and Design of a
Microchannel Heat Recovery Unit
Abstract approved:
Hailei Wang
The performance of a combined vapor-compression cycle/ORC is evaluated
using waste-heat from a diesel generator. A flat plate microchannel heat
exchanger is employed to provide energy exchange between the diesel
exhaust stream and an oil loop, which provides energy to a boiler. This study
finds an increased diesel duty corresponds with an increased cooling capacity,
for a maximum of 5 kW of cooling (with 13.5 kWe diesel load). System COP is
reduced with a higher input power due to limitations in the cooling cycle. A
number of solutions are identified to increase the COP and cooling capacity. A
new microchannel heat exchanger to recovery heat is designed to increase
performance compared to the previous version.
© Copyright by Ryan Seward
March 9, 2012
All Rights Reserved
Performance of a Thermally Activated Cooling System and
Design of a Microchannel Heat Recovery Unit
by
Ryan Seward
A THESIS
submitted to
Oregon State University
in partial fulfillment of
the requirements for the
degree of
Master of Science
Presented March 9, 2012
Commencement June 2012
Master of Science thesis of Ryan Seward presented March 9, 2012.
APPROVED:
Major Processor, representing Mechanical Engineering
Head of the School of Mechanical, Industrial, and Manufacturing Engineering
Dean of the Graduate School
I understand that my thesis will become part of the permanent collection of
Oregon State University libraries. My signature below authorizes release of
my thesis to any reader upon request.
Ryan Seward, Author
ACKNOWLEDGEMENTS
I would like to express my appreciation to Dr. Hailei Wang for providing
support and encouragement during my time here; without his direction none
of this would have been possible. Robbie Ingram-Goble has provided endless
patients and help in not just the review of this document, but also throughout
my college career. Kevin Harada offered me his insight regarding many
aspects of engineering in the real world which proved to be a substantial
contribution to my research. James Yih provided many hours of assistance.
Without James’ excellent programming skills the quality of collected data
would have suffered. Chris Ward did the initial groundbreaking on the heat
recovery project and lent me his insights and findings, without which I would
have started from scratch. I would also like to thank my family for always
helping and guiding me to be the person I am today.
Finally, I would like to thank Dr. Richard Peterson. During my undergrad time
here he saw potential in me, and offered me the opportunity to further my
education in engineering. Graduate school under his direction has led me into
areas I never would have pursued otherwise, and for this I am eternally
grateful. His guidance, support, and expertise will be greatly missed.
1
2
3
TABLE OF CONTENTS
Introduction ........................................................................................................................ 1
Literature Review ............................................................................................................. 4
2.1
2.2
2.3
5
6
7
3.1
3.2
3.4
3.5
9
Diesel Particulate Filtration ................................................................................. 7
Microchannel Devices ............................................................................................. 9
Diesel Generator .................................................................................................... 16
Heat Recovery Device .......................................................................................... 17
Oil Loop ..................................................................................................................... 21
Thermally Activated Cooling System ............................................................. 24
Heat Transfer Fluid ............................................................................................... 26
Experimental Setup ...................................................................................................... 28
Data Reduction and Uncertainty Analysis ........................................................... 33
5.1
Calibration and Uncertainty .............................................................................. 33
5.1.1
5.1.2
5.1.3
TACS Instrumentation ................................................................................ 33
HRU Instrumentation .................................................................................. 34
Calculations ..................................................................................................... 36
Performance Analysis and Discussions ................................................................ 38
6.1
6.2
6.3
Heat Recovery Unit Performance .................................................................... 39
TACS Performance – Power Side ..................................................................... 44
TACS Performance – Cooling Side ................................................................... 49
Second Generation HRU .............................................................................................. 53
7.1
7.2
7.3
8
Power Cycles .............................................................................................................. 4
System Overview ........................................................................................................... 15
3.3
4
Page
7.4
7.5
Air Shim Design ...................................................................................................... 57
Oil Shim Design....................................................................................................... 61
Header Design ......................................................................................................... 63
Plenum Design ........................................................................................................ 68
Final Design ............................................................................................................. 70
Conclusion ........................................................................................................................ 73
Works Cited ..................................................................................................................... 75
Figure
LIST OF FIGURES
Page
Figure 2.1 - Types of fluids shown in a T-s diagram. Notice the slope of the
right leg of all the curves dictates the type of fluid [22]. ............................................ 6
Figure 2.2 - Chemical etching process [8:14]. .............................................................. 12
Figure 3.1 - System Overview consisting of the oil loop (top left), Organic
Rankine Cycle (top right), and vapor compression cycle (bottom). ................... 16
Figure 3.2 - Kubota SQ-14 13.5 kW diesel generator. ............................................... 17
Figure 3.3 - Two pass cross-counter flow heat exchanger...................................... 18
Figure 3.4 - Picture of HRU manufactured and tested. ............................................. 19
Figure 3.5 - Side view of HRU showing air channels with rounded features... 19
Figure 3.6 - Oil Loop layout. ................................................................................................ 23
Figure 3.7 – Experimental dynamic viscosity and density versus temperature
for Duratherm 600 and Paratherm NF at operating conditions during steady
state. Values were taken from manufacturer technical documents. ................... 27
Figure 4.1 – Piping and Instrumentation diagram (P&ID) for the HRU and oil
loop. .............................................................................................................................................. 29
Figure 4.2 - Modified diesel exhaust manifold............................................................. 30
Figure 4.3 - Full HRU assembly inside the diesel generator housing. ................ 31
Figure 4.4 - Insulation of HRU/oil loop. ......................................................................... 32
Figure 5.1 - Catch and weigh experimental setup for calibration of the oil
turbine flow meter.................................................................................................................. 35
Figure 6.1 - Typical duty of the HRU during testing. ................................................. 40
Figure 6.2 – Typical back pressure as measured at the exhaust manifold. ...... 40
Figure 6.3 - Effect of back pressure with respect to duty. ....................................... 41
Figure 6.4 - Oil duty as a function of ORC working fluid mass flow rate. .......... 42
Figure
LIST OF FIGURES (Continued)
Page
Figure 6.5 - HRU effectiveness and ORC working fluid mass flow rate. ............ 43
Figure 6.6 - Hydraulic power through HRU. ................................................................. 44
Figure 6.7 – The ratio of heat transferred from the HRU outlet of the oil side to
that of the boiler inlet. The temperatures are recorded from the oil loop. ...... 46
Figure 6.8 – Expander work and rotational speed for a given expander mass
flow rate. Work was determined from the mass flow rate and measured fluid
conditions................................................................................................................................... 46
Figure 6.9 - Expander isentropic efficiency for a given mass flow rate. ............ 48
Figure 6.10 - Expander efficiency for each load and pressure ratio. .................. 49
Figure 6.11 - Cooling capacity and power flow rate. ................................................. 50
Figure 6.12 - System COP and power mass flow rate. A steady reduction in
overall system COP is observed across the duty of the generator. ...................... 52
Figure 7.1 - Aspect ratio definitions taken from a side view of a generic shim.
B is etch depth, C is etch width, A is remaining material thickness, and D is the
rib thickness. ............................................................................................................................. 56
Figure 7.2 - Surface area and the effects on total thermal waste heat recovery
[9:34]. .......................................................................................................................................... 57
Figure 7.3 - Pressure drop and effectiveness for various etch widths in the air
shim. Results are for a constant air etch depth, as well as a constant oil
channel width and depth. .................................................................................................... 58
Figure 7.4 - Air shim with support and through ribs. ............................................... 60
Figure 7.5 - Air shim for second generation device. .................................................. 60
Figure 7.6 - Spacing between oil passes. ........................................................................ 61
Figure 7.7 - Oil shim for second generation device.................................................... 62
Figure 7.8 - Equivalent resistance network for simplified flow header and
channel design [31:92]. ........................................................................................................ 64
Figure
LIST OF FIGURES (Continued)
Page
Figure 7.9 - Header design to be studied. Variables Y and H will be adjusted to
determine optimal configuration...................................................................................... 65
Figure 7.10 – The effect of H value on flow distribution of each channel. ........ 66
Figure 7.11- The effect of Y value on flow distribution of each channel. The H
value was set to 0 for this figure. ...................................................................................... 67
Figure 7.12 - Oil shim inlet restriction. ........................................................................... 68
Figure 7.13 – Cross counterflow heat exchanger configurations. Fluid stream
mixing varies [31:100]. ......................................................................................................... 70
Figure 7.14 - Filter box with removable door. ............................................................. 72
Figure 7.15 - Final HRU Generation 2 Design. ............................................................. 72
Table
LIST OF TABLES
Page
Table 5.1 - Uncertainty in measurements for the oil loop and heat recovery
device [31:61]. .......................................................................................................................... 37
Table 5.2 - Uncertainties in measurement for the thermally activated cooling
system [34:19]. ........................................................................................................................ 37
Table 7.1 - Air shim dimensions. Refer to Figure 7.1 and Figure 7.4 for the
location of these dimensions. ............................................................................................. 59
Table 7.2 – First generation and second generation HRU theoretical
performance characteristics. .............................................................................................. 71
1 INTRODUCTION
The continual use of fossil fuels and the increasing amount of energy required
to drive devices in our technologically-driven lives has led to the need to
increase the amount of available power. While creating more carbon-based
fuel-consuming devices is one answer, the cost and environmental impact this
has on the world of today and tomorrow suggests that other methods of
power production must be utilized. Ideally, alternative energy systems would
be used to meet this increasing demand, but the change in infrastructure
needed to implement these technologies on the power production scale of
fossil fuels has significant hurdles to overcome [1]. A potential solution that
both increases usable power and decreases environmental waste is the
incorporation of an additional attached cycle.
In order to optimize current power cycles, heat recovery systems can be
attached to utilize the waste-heat of the system. Internal combustion engines
are one of the best candidates for this attached cycle approach, due to their
propensity to waste (in the form of generated heat) approximately a third of
their input energy [2], [3]. Mobile internal combustion (IC) cycles (cars,
trucks, etc.) are an ideal choice for this attached cycle, but given the additional
physical requirements for the machines (size, weight, etc.); a different system
is considered for this study. Within the family of internal combustion engines,
2
diesel engines coupled with generators are a viable candidate for increasing
the net power output of a system, due to their stationary nature, large amount
of wasted heat, and a lack of space restrictions (compared to their mobile
counterparts, where size and weight are common issues) [4].
Ways to recover waste-heat have been approached from many angles,
including adsorption and absorption cooling systems, waste-heat airconditioning, and thermoelectric recovery [5]. However, Organic Rankine
Cycles (ORC) are generally the most reliable and cost-effective method to
recover low-grade waste-heat [6]. Due to their high level of safety and
minimal amount of required maintenance, ORCs are regularly chosen to be
used in conjunction with other power cycles to boost the usable power and
efficiency.
This study is a continuation of previous research done regarding the recovery
of waste-heat to power a thermally activated cooling system [7–10]. A diesel
generator and microchannel heat exchanger are used to transfer heat from
the exhaust stream of the diesel engine to an oil loop. The oil loop provides
energy to a boiler to produce shaft work within an ORC. The expander from
the ORC is directly connected to a compressor in a vapor compression
refrigeration cycle, driving the system. While the thermally activated cooling
system and microchannel heat recovery design have been independently
3
tested in a laboratory setting, the purpose of this study is to determine the
viability of these systems, used in unison, in a more realistic environment. The
entire system will provide cooling power by utilizing the waste stream of a
generator, thereby reducing the number of generators and amount of fuel
consumption in the field. This reduction in required fuel and equipment has a
ripple effect, further reducing the amount of energy needed that would
otherwise transport these additional components.
4
2 LITERATURE REVIEW
A literature review was performed to determine the current state of the
various components used in the thermally activated cooling system (TACS) as
well as technologies associated with the heat recovery unit (HRU) and diesel
generator.
2.1 POWER CYCLES
Internal combustion (IC) engines are an ideal source to perform heat
recovery on due to their availability and large amount of recoverable heat
offered; what remains is how best to harvest and utilize this thermal energy.
While Organic Rankine Cycles (ORC) are generally used, others cycles such as
the Kalina cycle, ammonia-water sorption cycles, and lithium bromide-water
systems have also been utilized [4], [11]. ORCs have been shown to effectively
generate useful power at temperatures as low as 100 °C [12], with low
operating pressures relative to other bottoming cycles with the same power
output [11]. ORCs are the preferred cycle due to their low maintenance, high
safety, flexibility, and their effectiveness at utilizing waste-heat, which would
otherwise be lost.
The component that is the greatest factor in determining the efficiency of an
ORC system is the expander [13]. Because expanders have not traditionally
5
demonstrated good efficiencies at smaller scales, ORCs generally required
large expanders (dynamic, or turbo variety) to accompany the increased
efficiency that typically comes with size [14]. Smaller scroll expanders
(displacement, or volumetric type) have allowed current ORCs to shrink in
size and thus become more applicable for heat recovery purposes; expander
isentropic efficiencies have been shown as high as 0.85 [15].
In order to minimize entropy generation during the expansion and
compression processes and to maximize efficiency, the intrinsic pressure
ratio should be examined [7]. The increased efficiency at the isentropic
pressure ratio comes from the lack of a discharge valve that would create
throttling losses. The benefits of this scroll design begin to diminish compared
to typical compressors when they are not operating at their ideal pressure
ratio. Typically pressure ratios from approximately two to six are used, but
are dependent upon the working fluid used [16].
Losses in efficiency and other disadvantages present themselves if an
improper working fluid is chosen. To ensure that an ORC remains the best
cycle for the given heat recovery application, safety and the characteristics of
the fluid must be taken into account [17]. Much research has been done to
determine which working fluid is best [12], [18–20]. According to Srinivasan
et al.
6
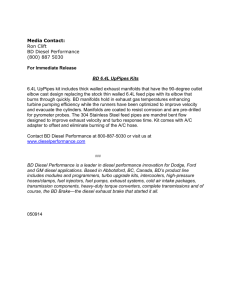
Organic fluids can be classified as dry, wet, and isentropic
depending on the slope of the saturation curve in the T-s
diagram… a dry fluid has a positive slope; a wet fluid has a
negative slope; while an isentropic fluid has infinitely large
slopes. One of the reasons dry fluids show better thermal
efficiencies is that they do not condense after the fluid goes
through the turbine as opposed to wet fluids [18:3].
Figure 2.1 - Types of fluids shown in a T-s diagram. Notice the slope of the
right leg of all the curves dictates the type of fluid [22].
A commonly used fluid for these power applications is R245fa, due to its inert
environmental properties and its positive effect on cycle efficiency and
performance. Others fluids may have traits not desirable for the given
application [12].
7
2.2 DIESEL PARTICULATE FILTRATION
Filtration of diesel exhaust is a concern due to back pressure limits and
fouling of microchannel devices. The primarily used systems are diesel
particulate filters (DPF), used in unison with a regenerative system to allow
removing of filtered particulate matter. A temperature in excess of 500 °C is
generally required to burn the particles in a regenerative system [23], but
other methods can be used to lower this temperature. Active regeneration
requires external energy, while passive makes use of a catalyst mixed in the
fuel or filter that reduces the needed temperature to around 400 °C. This
temperature is within the range of most IC exhaust gases [24]. While it is
possible to increase the combustion temperature (which reduces the amount
of particulate matter), doing so can lead to increases in NOx emissions, which
can be much more difficult to reduce [25].
Porous ceramics are generally used in DPFs due to their favorable pressure
drop and high filtration efficiency. The most popular porous ceramics are
cordierite and SiC [26]. The initial filtration of a “fresh” filter is mainly driven
by Brownian diffusion (or random particle movement) using a filter matrix
with a pore size of 200 microns, which is much larger than the soot particles
passing through. A “soot cake” is formed after particulate matter has been
deposited. This “cake” further enhances the filtration process [27].
8
Yang et al. [26] demonstrated with lab generated ammonium sulfate particles
that the transition time from deep penetration to “cake” filtration was
independent of flow rate and varied only with filtration material. Once the
driving mechanism of filtration became a process driven by the cake
formation, the filtration efficiency reached near unity for short (sub-25
minutes) tests, with minor efficiency reduction after that.
Barhate and Ramakrishnaa [28] showed nanofibrous filtering media would
provide benefits such as lower pressure drop and higher filtration efficiencies
for a given operation time. Manufacturing techniques needed to manufacture
strong enough nano-material to withstand significant impact are still far from
commercial applicability. Nano materials could be used as an additive to
current DPF to increase the aforementioned benefits, but uniformity of
surface coating needs to be addressed.
Size and cost restraints prohibited the use of the standard filtration media
typically used when fouling is a concern. Due to its small size and low cost,
304 stainless steel mesh filters ranging from five to 190 microns were used
during the initial testing stages, but an increase in back pressure over no
filtration was observed. Stainless steel wool (Type 316) was used next
without the mesh filter, but was found to contribute strands of wool to the
clogging and reduced performance of the microchannel device. It was decided
9
that no filtration would be used during testing, which is further discussed in
Section 6.1.
2.3 MICROCHANNEL DEVICES
Microchannel devices were first proposed by Tuckerman and Pease [29] for
heat dissipation with heat fluxes up to 790 W/cm2. By definition, the
characteristic length of these devices is less than 1 mm. Using the definition of
convective heat transfer:
ℎ = 𝑁𝑢
𝑊
𝑘
𝑑
(2.1)
Here h is the heat transfer coefficient �𝑚2 ∙𝐾�, Nu is the Nusselt number, k is
𝑊
fluid’s thermal conductivity �𝑚∙𝐾�, and d is the characteristic length. Given low
Reynolds numbers such that flow is within the laminar regime, the Nusselt
number becomes a constant. As the characteristic diameter of the channel
decreases, the heat transfer coefficient increases.
With an increase in the heat transfer coefficient, the overall heat transfer is
increased, given a constant area and temperature difference between two
points. This is expressed in Newton’s law of cooling:
10
𝑄̇ = ℎ𝐴Δ𝑇
(2.2)
𝑄̇ is the thermal energy (W), A is the area (𝑚2 ), and Δ𝑇 is the temperature
gradient between the device and the environment (K).
𝑚2
The higher surface area to volume ratio �𝑚3 � is another benefit of
microchannel devices, allowing similarly capable systems to take place of
their macro-scale counterparts within a much smaller footprint. Typical
𝑚2
scales for shell and tube heat exchangers show a value of 50-100 𝑚3 , while
𝑚2
more compact heat exchangers approach a value of 1500 𝑚3 . Microchannel
devices can be reasonably manufactured with a surface area to volume ratio
exceeding 1500
𝑚2
𝑚3
[30].
Pressure drop is a concern in microchannel devices and is dependent on
scaling assumptions and other considerations [31]. While reducing the
channel size increases the heat transfer coefficient, this reduction also
increases pressure drop.
𝜌𝑉 2 𝐿
Δ𝑃 = 𝑓
2 𝐷
(2.3)
11
Here Δ𝑃 is the pressure gradient (Pa), 𝑓 is the friction factor, 𝜌 is the density
𝑘𝑔
𝑚
�𝑚3 �, V is the mean velocity � 𝑠 �, L is the length (m), and D is the diameter
(m). Furthermore V is determined from the measured volumetric flow rate 𝑉̇
𝑚3
�
𝑠
� as shown:
𝑉=
𝑉̇
𝐴
(2.4)
It should be noted that minor losses (bends, restrictions, expansions) are not
accounted for in Equation (2.3).
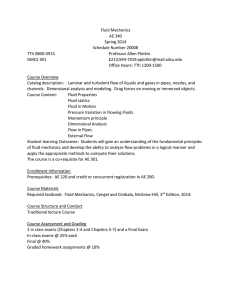
To manufacture these devices in an economical fashion, flat plate heat
exchanger designs are often used. Each shim is chemically etched in a fashion
similar to that used in the microprocessor industry, which consists of creating
a mask (beneath of which will “mask” the material so it will not be removed).
The part is then soaked in a chemical bath to remove the desired material
(the unmasked region). Once complete the part is cleaned of residue.
12
Figure 2.2 - Chemical etching process [8:14].
13
Once all shims are etched, they are stacked in an alternating pattern then
bonded by either diffusion brazing or diffusion bonding. The type of bonding
or joining process chosen is a function of many factors, including the width of
the material removed (or channel width) to that of material remaining (the
material thickness minus the depth etched). If a ratio of approximately 10:1 is
maintained (such that for a span of 10 units of width etched, 1 unit of material
remains beneath that span), bonding can be used [32]. If much greater than
this ratio, brazing must be used to ensure a usable part. This is due to the
pressure which must be transferred throughout the device to ensure a proper
seal. Brazing allows a lower temperature and pressure to be used since a
coating is added to enhance grain growth. Bonding occurs at higher
temperatures and pressures, and relies on the structural integrity of the
device after etching to ensure proper bonding. Brazing may also be
significantly cheaper and larger brazing furnaces are common.
The possibilities of shim design have limitations that come into play when
designing the features on a shim. While the actual tolerances vary slightly
between companies, the restraints imposed by each etching manufacturer are
similar [33–35]. Depending on whether the part requires a half-etch or a fulletch (which refers to whether the part is etched from one side or both),
beveling will result. This bevel is a result of the acid bath eroding the side of
the material as the rest of the desired material is removed. This is why
14
straight-walled holes will never result from chemical etching. Rectangular
corners are also not a possibility with chemical etching, as etch radii is a
function of the material thickness, and is usually equal to that of the provided
material. Hole diameters (as with most features) are restricted by the etching
material thickness and are required to be greater than 125% of the material
thickness. For features such as ribs that separate channels, the minimum
possible rib width is generally 90% of the material thickness. If less than 90%
remains, undercutting of the walls or removal of the ribs altogether may
occur.
15
3 SYSTEM OVERVIEW
In order to power the thermally activated cooling system (TACS), waste-heat
from a Kubota SQ-14 diesel generator was directed through a microchannel
heat recovery unit (HRU). This exhaust was then rejected to the atmosphere
as shown in Figure 3.1. Using a cross-counter flow configuration in the heat
exchanger, the thermal energy from the high temperature waste-heat exhaust
stream is transferred to the heat transfer oil. The heated oil flows through the
boiler of an Organic Rankine Cycle (ORC) producing shaft work which is used
to drive the compressor of the refrigeration cycle.
16
Heat
Recovery
Device
Boiler
Expander
Integrated
Microchannel
Device
Recuperator
Oil Pump
Power
Condenser
Cooling
Condenser
Compressor
Expansion
Valve
Evaporator
Figure 3.1 - System Overview consisting of the oil loop (top left), Organic
Rankine Cycle (top right), and vapor compression cycle (bottom).
3.1 DIESEL GENERATOR
The Kubota SQ-14 diesel generator is capable of providing power to devices
at 120/240V, with a maximum current of 56.3 A. The maximum continuous
electric power is 13.5 kWe, while for standby operation that number is 14.2
kWe. To minimize heat loss, the exhaust manifold was modified to allow for
direct mounting of the HRU. The HRU and manifold were insulated. An
analysis of the exhaust composition was done to determine its thermal
properties. Assuming a standard diesel fuel chemical formula of 𝐶12 𝐻23 and
17
full combustion with excess air, it was shown by Ward [9] that 20 kW of
thermal energy was lost through the exhaust at full load. This energy could be
recovered and utilized via the HRU to provide the required 10.6 kW of heat
for the TACS.
Figure 3.2 - Kubota SQ-14 13.5 kW diesel generator.
3.2 HEAT RECOVERY DEVICE
A two pass cross-counter flow heat exchanger was integrated into the exhaust
manifold outlet of the diesel generator. High back pressure for the diesel
generator was a concern during design. A straight pass channel design was
used on the exhaust side. For ease of manufacturability, space restrictions,
and manufacturing constraints, a plate-type heat exchanger was designed and
produced.
18
As shown in Figure 3.3, hot exhaust air enters from the diesel engine on the
right. This exhaust flow continues through the HRU, and exhausts into the
atmosphere. The heat transfer oil enters at its coolest temperature and passes
next to the coolest exhaust temperature. That oil continues into an open
plenum to allow mixing, then enters into the upstream portion of the HRU,
which comes into contact with the hottest exhaust. This design was chosen
due to its relative easiness to implement compared to a fully inverted
configuration. If a fully inverted configuration were utilized, both fluids would
fully invert between passes and would require more complicated headers.
The first generation heat recovery unit is shown in Figure 3.4 and Figure 3.5.
In Figure 3.4 the Swagelok NPT fittings are shown installed, with the lower
portion of the image designated as the oil inlet, and the upper as the oil outlet.
Figure 3.3 - Two pass cross-counter flow heat exchanger.
19
Figure 3.4 - Picture of HRU manufactured and tested.
Figure 3.5 - Side view of HRU showing air channels with rounded features.
20
The HRU was designed by Ward [9]. Once revisions were finalized, drawings
were sent out to Vacuum Processes Engineering Incorporated (VPEI) for
diffusion brazing of the device. VACCO engineering was subcontracted by
VPEI to chemically etch the shims.
From Ward [9], the channel geometry as well as the overall dimensions of the
device varied from ideal. The height was found to be 1.5% less than ideal,
while the channels cross sections in the lamina displayed a rounded
characteristic from the chemical etching process. A phase-shifting
profilometer was used to measure unbounded sample lamina. The deviation
from ideal oil and air cross sectional area were on average 8% and 15% less
than specified, respectively.
In a controlled laboratory environment the HRU was tested by varying the
load of the generator and the flow rate of oil. Pressure drop was recorded
within both fluid streams, and the effect of filtration on pressure drop within
the exhaust stream was analyzed.
While running an 11.4 kWe load, the HRU showed an increase in the upstream
air side pressure from 4 kPa at a rate of 1 kPa per hour. During this time the
measured duty of the engine showed no variation in the arithmetic mean.
Variations of flow rate within the oil loop have little effect on the performance
of the HRU.
21
Performance was shown to match the theoretical model well. However air
side pressure drop was nearly double of what was expected (3.6 kPa
compared to 5.7 kPa). This deviation may be accounted for by the channel
discrepancies from the ideal model and the manufactured, chemically-etched
shims. Duty was less, with a theoretical recovery of 11.3 kW of heat and an
average of 10.7 kW of heat recovered. Simplifications (made in the model and
measurement uncertainty) account for this. Other values such as oil inlet and
outlet temperature, flow rate, and effectiveness were only slightly less than
predicted, again likely due to simplifications in the model and measured error
and uncertainty. The use of filtration upstream of the HRU resulted in gradual
back pressure increase, but did not affect the overall heat transfer that
occurred during testing.
3.3 OIL LOOP
The oil pump chosen was a Liquiflo 45-series external gear pump. The pump
was chosen based upon the expected fluid temperature, viscosity, flow rate,
and pressure drop. Liquiflo pumps offered the most desirable characteristics
for the system. The maximum operating temperature for the pump was 260
°C, with a maximum pressure differential of 690 kPa (100 psi). A Baldor ¼
horsepower motor was used to drive the pump with a Baldor 90V DC motor
controller. It was observed that the maximum flow rates advertised were not
22
achievable. This discrepancy was a result of slipping between the gears, as
well as the high rate of speed which the gears experienced. A more powerful
motor and larger pump head would provide better flow rate capabilities, as
the voids within the gears would have more time to fill with fluid if the
rotational speed was reduced.
The oil loop heat transfer fluid was modified from its original configuration
due to pressure buildup. Investigation of removed pipe sections exposed
thermal degradation buildup within the closed oil loop. A cleaning fluid was
used (Duraclean Ultra) to remove deposited sludge and Paratherm heat
transfer fluid from the system. The cleaning procedure improved later
performance of the system, with a high side pressure reduced from 620 kPa
to 275 kPa. Between this buildup and potential contamination that may have
slipped into the system from open-to-atmosphere locations, an in-line oil
filter was added to reduce the negative effects on system performance due to
contamination.
An open to atmosphere reservoir was added to the high point of the system,
above the suction line of the oil pump. The reservoir enhanced the process of
degasification. As the system ran open, there was noticeable bubble
formation. The amount of bubbles slowly decreased to the point where no
further bubbles were observed. Condensation, water deposits from previous
23
use of the piping, and air trapped during the manufacturing and assembly
process was thought to be the cause of the bubble formation.
POI
T
T
TOI
P
P
HRU
Turbine
Flowmeter
TOO
To thermally
activated
cooling
system
Open
Reservoir
QO
TPO PPO
T
T
Oil
Filter
POO
TPI
P
P
Gear Pump
Figure 3.6 - Oil Loop layout.
PPI
24
3.4 THERMALLY ACTIVATED COOLING SYSTEM
The TACS was developed by Wang et al. [7]. During laboratory testing the
TACS demonstrated 4.4 kW of cooling capacity given an oil inlet temperature
of 200 °C and a system COP of 0.48, which is a function of the heat provided
by the boiler and the heat absorbed by the evaporator . Power and duty were
calculated via working fluid mass flow rates and enthalpies found from
temperature and pressure measurements at the specific cycle locations.
Further correlations are found in Wang et al. [7].
𝐶𝑂𝑃𝑠𝑦𝑠𝑡𝑒𝑚 = 𝜂𝑝 𝐶𝑂𝑃𝐶𝑜𝑜𝑙𝑖𝑛𝑔
𝜂𝑝 =
(3.1)
𝑊̇𝑒𝑥𝑝𝑎𝑛𝑑𝑒𝑟 − 𝑊̇𝑝𝑢𝑚𝑝
𝑄̇𝑏𝑜𝑖𝑙𝑒𝑟
(3.2)
𝑄̇𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑡𝑜𝑟
𝑊̇𝑐𝑜𝑚𝑝𝑟𝑒𝑠𝑠𝑜𝑟
(3.3)
𝐶𝑂𝑃𝑐𝑜𝑜𝑙𝑖𝑛𝑔 =
The system was designed to reach 5.3 kW of cooling capacity, but is
dependent upon the indoor and outdoor air temperature. These temperatures
are important because they provide the needed outdoor compressor
temperature and indoor evaporator temperature to maximize the flow rate
for the system to operate at its design point.
25
The early laboratory tests were performed with a hot oil circulator to
simulate a waste-heat source. While designed with the intent of an outdoor
condenser air temperature of 48.9 °C and indoor evaporator air temperature
of 32 °C, the TACS was tested in a laboratory setting of 22 °C for both
temperatures. Typical flat plate heat exchangers were used in place of custom
microchannel devices for the boiler and recuperator due to internal leaks
from the manufacturing process. The scroll expander reached an isentropic
efficiency of 84% at a pressure ratio of 3.3, with efficiency decreasing with a
further increase in pressure ratio. The power side ORC first law efficiency was
calculated to be 10% at a pressure of 2 kPa. Increases in pressure led to
greater efficiencies due to the higher saturation temperature. The vapor
compression cycle results were below expected due to the aforementioned air
temperatures, which affected the mass flow rate in a negative way. The
measured cooling capacities varied between 3.5 and 4.5 kW; well off the
design point of 5.3 kW. Additional losses occurred due to the underperforming plate recuperator, which maintained an efficiency of 75%; 10%
less than modeled.
Designed to utilize low-to-medium-grade waste-heat, the working fluid for
the ORC is HFC-245fa. This ORC working fluid is vaporized in the boiler then
flows through the scroll expander to produce shaft work. The sensible heat
remaining after going through the scroll expander is then used to preheat the
26
entering fluid going into the boiler via a recuperator, which boost cycle
efficiency. While the shaft work could be utilized to power other devices
directly, the current setup has the compressor shaft directly coupled to the
expander shaft to minimize loses that would otherwise occur if an electric
motor and generator were used. The scroll compressor used in the vapor
compression cycle pushes the fluid through a standard condensing and
evaporating process before returning to the compressor. Due to its wide
acceptance in other mobile air-conditioning systems and the cycle efficiency
at these temperatures, HFC-134a was used as the working fluid on the
compression side.
3.5 HEAT TRANSFER FLUID
Paratherm NF was initially used as the heat transfer fluid. This heat transfer
fluid was picked due to its low maintenance and relatively low viscosity for
easy startup when cold. The thermal properties also aligned well with the
overall goals of the thermal system. However, NF lacks oxidation inhibitors.
After inspection of the fluid it appeared as though oxidation and thermal
degradation occurred, resulting in decreased TACS and oil loop performance.
Duratherm 600 was used to replace Paratherm after these observations were
made. Duratherm has similar properties to Paratherm, but has the added
benefit of oxidation inhibitors, as well as a higher film temperature.
27
As the dynamic viscosity approaches that of water (0.001 Pa-s, or 1 cPs),
slippage can occur around the gears within a gear pump. Given the higher
viscosity at all temperatures, Duratherm 600 allowed for a higher flow rate
(less slippage) in addition to better heat transfer characteristics. Figure 3.7
Paratherm Viscosity
Duratherm Viscosity
Paratherm Density
Duratherm Density
10
850
9
830
8
810
7
790
6
770
5
750
4
730
3
710
2
690
1
670
Density [kg/m3]
Dynamic Viscosity [cPs]
shows this comparison between fluids for density and dynamic viscosity.
650
0
100
120
140
160
180
200
220
240
Temperature [°C]
Figure 3.7 – Experimental dynamic viscosity and density versus temperature
for Duratherm 600 and Paratherm NF at operating conditions during steady
state. Values were taken from manufacturer technical documents.
28
4 EXPERIMENTAL SETUP
The oil loop is powered by a Liquiflo 45-series gear pump, with a ¼
horsepower motor. The pump allows for a high temperature of 260 °C, with a
maximum rated flow rate 11 LPM. Due to the large change in viscosity of the
heat transfer oil used and the range of operating temperature, the gears were
“trimmed”, or specially designed to allow for thermal expansion. A DC
controller provides control of the flow rate, while a high point inlet and low
point outlet provide the ability to add and drain oil.
The piping and instrumentation diagram (P&ID) shown in Figure 4.1 shows
the layout of the instrumentation. 3/8” stainless steel tubing and Swagelok
fittings was used for the construction of the oil loop.
29
HRU
Exhaust Manifold
THO
PHO
PHI
T
P
POI
T
T
TOI
P
P
Exhaust Ducting
P
Turbine
Flowmeter
TPO PPO
T
TEI
T
TOO
To thermally
activated
cooling
system
T
Oil
Filter
Filter
P
POO
Open
Reservoir
QO
PFI
TPI
P
P
PPI
E-3
Figure 4.1 – Piping and Instrumentation diagram (P&ID) for the HRU and oil
loop.
Minimization of heat loss and space constraints resulted in the need to mount
the HRU within the diesel generator housing. A custom exhaust manifold is
used to enable this internal mounting to occur. As shown in Figure 4.2, the
standard exhaust manifold was removed from the diesel engine and modified
to allow direct mounting to the surface.
30
Figure 4.2 - Modified diesel exhaust manifold.
The HRU is then placed in-line with the filter plate, air side exhaust elbow,
and finally a flexible hose to the exhaust outlet of the diesel generator (Figure
4.3).
31
Figure 4.3 - Full HRU assembly inside the diesel generator housing.
Various forms of insulation were used around the exhaust manifold and HRU
to ensure a slower rate of heat transfer to the surroundings. One inch foam
sheet as well as fiberglass insulation was used to increase the resistance of
heat vented to the atmosphere within the ORC and vapor compression cycle.
32
Figure 4.4 - Insulation of HRU/oil loop.
33
5 DATA REDUCTION AND UNCERTAINTY ANALYSIS
EES was used with the collected pressure and temperature data to determine
state properties for the working fluids (HFC-134a, HFC-245fa) within the
thermally activated cooling system (TACS), the oil loop (Duratherm 600),
and the exhaust stream (combusted exhaust-air).
The majority of uncertainty for the devices can be attributed to the bias error
within the instrumentation itself. The random error during experimentation
was averaged out over many data points and time. The Kline McClintock
method of error propagation (using a root-sum-squared methodology) was
used to determine the effect of all sources of error within each calculated
value.
5.1 CALIBRATION AND UNCERTAINTY
5.1.1 TACS Instrumentation
The TACS was comprised of Omega K-type thermocouples special limits of
error material, resulting in an uncertainty of ± 1.1 °C. The mass flow rate
measurements for both power and cooling within the TACS were made by AW
Company turbine flow meters, with an accuracy of± 1%. Further details can
be found in Wang et al [7].
34
5.1.2 HRU Instrumentation
Temperature measurement systems in the HRU were comprised of Omega K-
type thermocouples with limits of error of 2.2 °C. The Omega pressure
transducers had an accuracy of ±0.25%, which were then calibrated with a
digital pressure gauge with an accuracy of ±0.05%. These pressure
transducers were used in both the TACS and HRU.
During testing, pressure, temperature, flow rate, and load were recorded. The
latter value was recorded manually from the visual reading of a Simplex
Swift-E Plus load bank. Pressure, temperature, and flow rate were recorded
via LabView. Using a National Instruments CDAQ-9172 chassis with current
and voltage DAQs NI 9203 and NI 9211, respectively, samples were taken at a
frequency of 100 Hz and were average every second. Using the heat transfer
fluid Duratherm 600, temperatures and pressures were recorded to
determine fluid properties. These properties were linearly interpolated if
needed to determine values at the measured state points [36].
35
An Omega turbine flow meter (FTB-901T) with signal conditioner (FLSC62A) was calibrated with a catch and weigh method described by Doebelin
[37] with fluid temperatures that varied from 85 °C to 140 °C to an
uncertainty of 7.72E-7 m3/s. The open loop consisted of a reservoir, heater,
pump, and fluid return bucket with a scale below it, as shown in Figure 5.1.
Fluid bucket
(rejection)
Fluid
Reservoir
Stopwatch
Heater
Scale
T
T
TPO PPO
P
P
Turbine
Flowmeter
TPI
PPI
Gear Pump
Figure 5.1 - Catch and weigh experimental setup for calibration of the oil
turbine flow meter.
Omega K-type thermocouples manufactured with standard limits of error
material contain an uncertainty of 2.2 °C or 0.75% over the range from 200 °C to 1250 °C were used in the oil loop. The pressure transducers
manufactured by Cole Palmer used in the oil loop have a maximum rating of
100 and 50 psig with an accuracy of ±0.25% full scale. The Omega turbine
36
flow meter (model FTB-901T) has a range from 0.5 to 2.5 GPM, with a
linearity of 0.3% full scale, while the signal conditioner used in conjunction
with it had an accuracy of 0.5% readability.
5.1.3 Calculations
With mass flow rate calculated from the volumetric flow rate as:
𝑚̇ = 𝑉̇ ∙ 𝜌
(5.1)
The heat transfer from the oil side can be calculated:
𝑞̇ = 𝑚̇𝑜𝑖𝑙 𝑐𝑝 (𝑇𝑜𝑢𝑡 − 𝑇𝑖𝑛 )𝑜𝑖𝑙
(5.2)
With no losses to the environment, the mass flow rate of the exhaust side is:
𝑚̇𝑒𝑥ℎ𝑎𝑢𝑠𝑡 =
𝑚̇𝑜𝑖𝑙 𝑐𝑝 (𝑇𝑜𝑢𝑡 − 𝑇𝑖𝑛 )𝑜𝑖𝑙
𝑐𝑝 (𝑇𝑖𝑛 − 𝑇𝑜𝑢𝑡 )𝑒𝑥ℎ𝑎𝑢𝑠𝑡
(5.3)
This results in an oil side effectiveness of:
𝜖=
𝑘𝑔
(𝑇𝑖𝑛 − 𝑇𝑜𝑢𝑡 )𝑒𝑥ℎ𝑎𝑢𝑠𝑡
𝑇𝑖𝑛,𝑒𝑥ℎ𝑎𝑢𝑠𝑡 − 𝑇𝑖𝑛,𝑜𝑖𝑙
(5.4)
𝐽
With 𝑚̇𝑜𝑖𝑙 as the mass flow rate � 𝑠 � and 𝑐𝑝 of oil as the specific heat�𝑘𝑔∙𝐾�.
37
Table 5.1 - Uncertainty in measurements for the oil loop and heat recovery
device [31:61].
Parameter
Uncertainty
𝑚̇Exhaust
𝑚̇Oil
Duty
ΔP
𝑄̇ flow
ε
1.8E-3 kg/s
6.1E-4 kg/s
293 W
1.7 kPa
0.17 W
0.015
The uncertainties for the thermally activated cooling system were found in a
similar manner and resulting in the uncertainties shown in Table 5.2.
Table 5.2 - Uncertainties in measurement for the thermally activated cooling
system [34:19].
Parameter Uncertainty
ηexp
2.50%
ηp
2.50%
ηp,II
2.50%
εrecp
𝑄̇ evap
2.80%
COPs
2.20%
3.50%
38
6 PERFORMANCE ANALYSIS AND DISCUSSIONS
The oil’s viscosity was heavily dependent upon the temperature of the oil,
which affected the flow rate of the oil. Previous testing showed a weak
correlation between the oil flow rate and the heat transferred. Thus the
decision was made to allow the oil to flow at the maximum rate the pump
would allow for the given operating conditions. The ORC working fluid flow
rate had a much stronger effect on the performance of the system than the
heat transfer oil. By controlling the ORC working fluid flow rate, the effects of
heat transfer and system performance could be observed.
The goal of the TACS was to produce 5.3 kW of cooling capacity with a heat
input rate of 10.6 kW and system COP of 0.5, so only the upper limits of diesel
generator duty were tested. The duty of the generator is controlled by an
electric load bank. The electric loads used were 11.1 kWe, 12.1 kWe, and 13.5
kWe. Testing of the performance of the HRU and the TACS occurred at
different times. Hence Chapter 6.1 numbers will vary from the remainder of
the Analysis section. Error bars are a function of the measured uncertainty as
described in Table 5.1 and Table 5.2.
39
6.1 HEAT RECOVERY UNIT PERFORMANCE
The system ran without the TACS operating to verify the effect of duty with
that of pressure drop. To replace the role of the TACS to dissipate heat from
the oil side, a tube and shell heat exchanger was used. The tube and shell heat
exchanger used cool water from a faucet to exchange heat with the oil. The
HRU was cleaned with compressed air before operation. A load bank was
used to control the load on the diesel generator.
Operating with a load bank at full load resulted in 10.2 kW of heat recovered
(Figure 6.1). The back pressure as measured at the exhaust manifold rose
steadily without any filtration in line as shown in Figure 6.2, but duty
remained nearly constant despite the back pressure increase. As the diesel
generator load was increased, the back pressure showed a significant increase
(Figure 6.3). A greater load produces more diesel particulate and mass flow
rate, increasing the density of the exhaust fluid. When the system was later
run with the TACS absorbing the heat, similar back pressure values were
observed.
40
12000
10000
Duty [W]
8000
6000
4000
2000
0
0
1000
2000
3000
4000
5000
Time [s]
Figure 6.1 - Typical duty of the HRU during testing.
10
Back Pressure [kPa]
9
8
7
6
5
4
0
500
1000
1500
2000
Time [s]
Figure 6.2 – Typical back pressure as measured at the exhaust manifold.
41
11.1 kWe
12.1 kWe
13.5 kWe
Manifold Pressure [kPa]
26
21
16
11
6
1
10
10.5
11
11.5
12
12.5
13
13.5
14
Duty [kW]
Figure 6.3 - Effect of back pressure with respect to duty.
The oil duty increases as the ORC working fluid mass flow rate increases. An
increase in mass flow rate in the ORC results in the boiler duty increasing. By
carrying away more heat the outlet on the oil side of the boiler decreases. This
results in a larger temperature rise across the oil side of the HRU, feeding
more power to the boiler. This relationship is shown by:
𝑞̇ = 𝑚̇𝑜𝑖𝑙 𝑐𝑝 �𝑇𝑜𝑖𝑙,𝑜𝑢𝑡 − 𝑇𝑜𝑖𝑙, 𝑖𝑛 �𝐻𝑅𝑈
(6.1)
42
11.1 kWe
12.1 kWe
13.5 kWe
12000
Oil Duty [W]
11000
10000
9000
8000
7000
6000
0.025
0.030
0.035
0.040
0.045
0.050
0.055
0.060
ORC Power Cycle Working Fluid Mass Flow Rate [kg/s]
Figure 6.4 - Oil duty as a function of ORC working fluid mass flow rate.
Effectiveness of the HRU decreases slightly due to the decrease in NTU
resulting from an increase 𝐶𝑚𝑖𝑛 value.
43
HRU effectiveness
11.1 kWe
0.95
0.94
0.93
0.92
0.91
0.90
0.89
0.88
0.87
0.86
0.85
0.025
0.030
0.035
12.1 kWe
0.040
13.5 kWe
0.045
0.050
0.055
0.060
ORC Power Cycle Working Fluid Mass Flow Rate [kg/s]
Figure 6.5 - HRU effectiveness and ORC working fluid mass flow rate.
The power required to pump the heat transfer oil also increases with an
increase in ORC working fluid mass flow rate. As explained previously, the
outlet temperature of the boiler on the oil side decreases. The temperature
reduction results in an increase in both density and viscosity. Since the pump
is the next component after the outlet from the TACS, the pump has to work
harder to provide the same mass flow rate. This relationship is shown below:
𝑤̇𝐻𝑅𝑈 = 𝑉̇𝑜𝑖𝑙 (𝑃𝑖𝑛 − 𝑃𝑜𝑢𝑡 )𝑜𝑖𝑙
(6.2)
44
Hydraulic Power Required [W]
11.1 kWe
33
32
31
30
29
28
27
26
25
24
23
0.025
0.030
0.035
12.1 kWe
0.040
13.5 kWe
0.045
0.050
0.055
0.060
ORC Power Cycle Working Fluid Mass Flow Rate [kg/s]
Figure 6.6 - Hydraulic power through HRU.
6.2 TACS PERFORMANCE – POWER SIDE
The effects of the flow rate of R245fa and boiler heat duty in the ORC power
cycle on the cooling capacity of the Rankine Heat Pump were analyzed.
R245fa flow rate in the ORC was adjusted for each duty cycle to ensure the
fluid remained in the superheat regime at the inlet of the expander for the
duration of testing at each interval.
Temperatures at the inlet and outlet of both the HRU and ORC power cycle
boiler were measured on the oil side and compared. As shown in Figure 6.7,
three distinct trends are shown. From left to right the generator electric loads
45
are 11.1 kWe, 12.1 kWe, and 13.5 kWe. As this flow rate increases the boiler
absorbs more heat from the oil loop for a given diesel generator duty, shown
in Equation (5.2). This results in a lower return temperature for the oil. The
lower incoming temperature of the oil increases the temperature difference
further allowing the HRU to transfer more heat to the oil to be carried to the
boiler. An efficiency of sorts can be developed comparing the temperature
rise across the HRU to that of the temperature drop across the boiler. An
increase power cycle working fluid mass flow rate results in a smaller
difference between these two temperature changes, resulting in a higher
efficiency. This relationship is shown in Figure 6.7.
Figure 6.8 shows the expander work and the mass flow rate of the ORC for the
given RPM. Since the scroll expander is a positive displacement type device,
the higher RPM and flow rate raise the available work from the expander.
46
ΔTratio
11.1 kWe
0.97
0.96
0.95
0.94
0.93
0.92
0.91
0.9
0.89
0.88
0.87
0.020
0.025
0.030
12.1 kWe
0.035
0.040
13.5 kWe
0.045
0.050
0.055
0.060
ORC Power Cycle Working Fluid Mass Flow Rate [kg/s]
Figure 6.7 – The ratio of heat transferred from the HRU outlet of the oil side to
that of the boiler inlet. The temperatures are recorded from the oil loop.
Expander Speed
Linear (Expander Speed)
1800
4100
1700
3900
1600
3700
1500
3500
1400
3300
1300
3100
1200
2900
1100
2700
1000
0.020
0.025
0.030
0.035
0.040
0.045
0.050
0.055
Speed [RPM]
Wexp [W]
Expander Work
2500
0.060
ORC Power Cycle Working Fluid Mass Flow Rate [kg/s]
Figure 6.8 – Expander work and rotational speed for a given expander mass
flow rate. Work was determined from the mass flow rate and measured fluid
conditions.
47
The expander isentropic efficiency of the expander decreases as the flow rate
is increased (Figure 6.9). The isentropic efficiencies as well as the work
values at the expander are rough estimates. Using the temperature and
pressure values measured at the inlet and outlet are not as accurate as
measuring the mechanical power. Measurement of the mechanical power was
not possible due to a faulty torque sensor. The expander isentropic efficiency
was calculated using the enthalpies that correspond with the given
temperature and pressure at the measurement points of the ORC working
fluid.
𝜂𝑒𝑥𝑝,𝑖𝑠𝑒𝑛 =
ℎ𝑒𝑥𝑝,𝑖𝑛𝑙𝑒𝑡 − ℎ𝑒𝑥𝑝,𝑜𝑢𝑡𝑙𝑒𝑡
ℎ𝑒𝑥𝑝,𝑖𝑛𝑙𝑒𝑡 − ℎ𝑒𝑥𝑝,𝑜𝑢𝑡𝑙𝑒𝑡,𝑖𝑠𝑒𝑛
𝑊𝑒𝑥𝑝 = 𝑚̇𝑝𝑜𝑤𝑒𝑟 (ℎ𝑒𝑥𝑝,𝑖𝑛 − ℎ𝑒𝑥𝑝,𝑜𝑢𝑡 )
(6.3)
(6.4)
48
11.1 kWe
12.1 kWe
13.5 kWe
1
0.95
0.9
ηexp
0.85
0.8
0.75
0.7
0.65
0.6
0.020
0.025
0.030
0.035
0.040
0.045
0.050
0.055
0.060
ORC Power Cycle Working Fluid Mass Flow Rate [kg/s]
Figure 6.9 - Expander isentropic efficiency for a given mass flow rate.
The isentropic expander efficiency is shown in Figure 6.10. The highest
isentropic efficiency is located around the 5.2 range. The expander ratio was
controlled by providing more heat to the boiler, in addition to increasing the
flow rate of the ORC power cycle working fluid. The higher ORC power cycle
working fluid flow rate decreased the ratio of pressure across the expander.
49
11.1 kWe
12.1 kWe
13.5 kWe
100%
95%
90%
ηexp
85%
80%
75%
70%
65%
60%
4.0
4.5
5.0
5.5
6.0
6.5
Expander Pressure Ratio
Figure 6.10 - Expander efficiency for each load and pressure ratio.
6.3 TACS PERFORMANCE – COOLING SIDE
The effect of power cycle mass flow rate and cooling capacity are shown in
Figure 6.11. As the duty of the generator and mass flow rate of the power
cycle increased, the amount of cooling available also increased. The increase
in mass flow rate in the ORC drove an increase in expander power. This
increased the power to the condenser, increasing the mass flow rate, which
increases the evaporator cooling capacity.
𝑞̇ 𝑒𝑣𝑎𝑝 = 𝑚̇𝑐𝑜𝑜𝑙𝑖𝑛𝑔 (ℎ𝑜𝑢𝑡 − ℎ𝑖𝑛 )𝑒𝑣𝑎𝑝
(6.5)
50
11.1 kWe
12.1 kWe
13.5 kWe
Cooling Capacity [kW]
5.5
5.0
4.5
4.0
3.5
3.0
0.0200
0.0250
0.0300
0.0350
0.0400
0.0450
0.0500
0.0550
0.0600
ORC Power Cycle Working Fluid Mass Flow Rate [kg/s]
Figure 6.11 - Cooling capacity and power flow rate.
The outliers circled above are a result in an increase in the fan speed. For the
12.1 kWe case, the increase in fan speed resulted in more cooling taking place.
The fan speed decreased the temperature and pressure of the evaporator
inlet. This decrease in state conditions also resulted in a slight decrease in
compressor outlet conditions, which increased the amount of subcooling
available in the vapor compression cycle (VCC). This means the condenser
removed a greater amount of heat, and the evaporator increased the amount
of heat absorbed.
51
The 13.5 kWe cases also had their fan speed increased. While the thermal
expansion valve (TXV) tried to reduce the flow rate to allow for superheating
of the VCC working fluid at the outlet of the evaporator, it was observed that
the pressure drop across the device was so large that further reduction in VCC
mass flow rate was not possible. This resulted in a slight amount of liquid still
available at the outlet of the evaporator. Since testing occurring off the design
point, a large enough thermal gradient was not present. For the given
conditions, if the surface area was increased, or spring tension was adjusted
further on the TXV, proper superheat out of the evaporator would occur.
Further increasing the ORC working fluid mass flow rate allowed for more
power to the expander/compressor, but since it could not properly utilize this
power, a stagnate cooling capacity was observed for the highest load
bank/ORC working fluid mass flow rate conditions. The HRU is attempting to
provide addition power, but the boiler cannot use it since the demand from
the compressor does not increase.
Looking at the overall system performance of the TACS gives a similar result.
As the flow rate and cooling capacity increased, a steady trend of the
reduction in the system COP is observed (in Figure 6.12). More power is being
produced for the cooling cycle than is able to be efficiently utilized.
52
From a performance standpoint, the lower flow rate and duty result in higher
performance. This is due to the larger enthalpy drops driven by a larger
change in temperature and pressure at these lower rates. Again, increasing
the air flow rate or replacing air with another fluid (such as water) to remove
the heat would result in increased COP.
11.1 kWe
12.1 kWe
13.5 kWe
0.60
COP (system)
0.55
0.50
0.45
0.40
0.35
0.30
0.0200
0.0250
0.0300
0.0350
0.0400
0.0450
0.0500
0.0550
0.0600
ORC Power Cycle Working Fluid Mass Flow Rate [kg/s]
Figure 6.12 - System COP and power mass flow rate. A steady reduction in
overall system COP is observed across the duty of the generator.
53
7 SECOND GENERATION HRU
To further increase the efficiency and minimize negative aspects of the initial
design of the heat recovery device, a second generation device was designed.
While the majority of the ground work has been covered by Ward [9],
modifications were done as testing was carried out and problems arose. The
chief concerns to be addressed include pressure drop in the fluid streams,
size, weight, and fluid distribution. The basics principles of the model for the
HRU are as follows. For complete process details, refer to Ward [9].
To properly model a single pass microchannel heat exchanger, an energy
balance was conducted. Assuming no phase change, steady flow, constant
specific heats of the fluid, and negligible changes in potential and kinetic
energy, the heat transfer from one fluid to another can be expressed as
follows:
𝑞̇ = 𝑚̇ℎ 𝑐𝑝,ℎ (𝑇ℎ,𝑖 − 𝑇ℎ,𝑜 )
(7.1)
𝑞̇ = 𝑚̇𝑐 𝑐𝑝,𝑐 (𝑇𝑐,𝑜 − 𝑇𝑐,𝑖 )
(7.2)
The unknowns are found via an effectiveness-NTU method, with 𝐶𝑚𝑖𝑛 being
the smaller value of heat capacity of the oil and exhaust (exhaust is smaller in
this case).
54
𝑁𝑇𝑈 =
𝑈𝐴
𝐶𝑚𝑖𝑛
(7.3)
An order of magnitude analysis was carried out to determine which
resistances play the largest roles. It was determined between the convective
and conductive resistances within and between the two fluid streams, only
the convective resistances of the two fluid streams play a significant role
(fouling was not considered for this design).
Effectiveness was determined from empirical correlations for a cross-flow
heat exchanger, as shown in below:
𝜖=
𝑞̇
𝑞̇ max
1
𝜖 = 1 − exp �� � (𝑁𝑇𝑈)0.22 {𝑒𝑥𝑝[−𝐶𝑟 (𝑁𝑇𝑈)0.78 ] − 1}�
𝐶𝑟
𝐶𝑟 =
𝐶𝑚𝑖𝑛
𝐶𝑚𝑎𝑥
(7.4)
(7.5)
(7.6)
The pressure drop through the channels is calculated from the Darcy-
Weisbach equation (2.3).
55
Modeling of a two pass heat exchanger was done in an iterative scheme in
MATLAB to determine the temperatures between passes and within each
stream outlined by Ward [9]. The shim size was fixed for the air and oil shim
with material thicknesses of 0.99 mm and 0.30 mm, respectively. The material
used was316L stainless steel, which was selected for its manufacturability
and bonding characteristics.
Two different ratios are of interest during the design and manufacturing
process, the aspect ratio and fin aspect ratio. The aspect ratio is define as
𝐶
𝛼 = 𝐵. This ratio affects the performance characteristics of the device. If 𝛼
becomes too large, it is possible to etch through the device. The fin aspect
𝐶
ratio, defined as = 𝐴 , is important during the manufacturing process. Having
too large a fin aspect ratio could result in bonding problems and a leaking
device. Using the restraints outlined in Section 2.3 and correspondence with
VACCO [39], maximum values were obtained for this specific heat exchanger
design to optimize desired characteristics without compromising the
manufacturability of the device.
56
Figure 7.1 - Aspect ratio definitions taken from a side view of a generic shim.
B is etch depth, C is etch width, A is remaining material thickness, and D is the
rib thickness.
Ward [9] showed the effects of total surface area for both the oil shim and the
air shim on that of the recoverable duty. As shown in Figure 7.2, gains in
surface area of the oil shim provide little benefit compared to the potential
that exists with an increase in surface area on the exhaust shim. As 𝐶𝑚𝑖𝑛
increases due to an increase in mass flow rate and specific heat capacity
(𝐶𝑚𝑖𝑛 = 𝑚̇𝑒𝑥ℎ𝑎𝑢𝑠𝑡 𝑐𝑝,𝑒𝑥ℎ𝑎𝑢𝑠𝑡 ), the number of transfer units (NTU) decreases.
This relationship is shown in Equation (7.3).
57
Figure 7.2 - Surface area and the effects on total thermal waste heat recovery
[9:34].
7.1 AIR SHIM DESIGN
To decrease the pressure drop across the air side, a study was done to
determine what affect the channel aspect ratio (while maintaining the
channel depth) has on the pressure drop and heat transferred from the air
fluid stream.
58
Using an iterative method and neglecting entrance and header effects, an
optimal channel aspect ratio can be obtained. Figure 7.3 shows the effects of
channel width on pressure drop and effectiveness from the HRU. Given the
rate of decrease of effectiveness compared to the potential reduction in air
pressure drop, the air aspect ratio could be increased to reduce the pressure
drop while maintaining performance of the HRU. For this testing the etch
depth was maintained at 0.80 mm and the rib width was held at 0.80 mm.
Air Pressure Drop [Pa]
1.000
0.980
0.960
0.940
0.920
0.900
0.880
0.860
0.840
0.820
0.800
1800
1750
1700
1650
1600
1550
1500
1450
Air Pressure Drop [Pa]
Effectiveness
Effectiveness
1400
10
15
20
25
30
35
40
Air Fin Aspect Ratio (constant etch depth of 0.8 mm)
Figure 7.3 - Pressure drop and effectiveness for various etch widths in the air
shim. Results are for a constant air etch depth, as well as a constant oil
channel width and depth.
59
Assurances were given on a best effort basis that with the chosen material
and process control, a fin aspect ratio of 42 could be achieved if steps were
taken to reduce the effective span across the inlet and outlet of the air shim.
To accomplish this, a support rib was added (Figure 7.4). To minimize the
pressure drop from this decrease of cross-sectional area from the addition of
a support rib (denoted as A1 to A2 in Figure 7.4), the length of the support ribs
were limited.
Ideally an air aspect ratio as large as possible (for the given effectiveness)
would be desired. However manufacturing constraints dictate a reasonable
range of values that are practical for manufacturing. Due to the depth of etch
required (80% of material thickness) and the required thickness of ribs to
ensure proper bonding, only one support rib was placed between each
through rib. This support rib is shown in Figure 7.4. The finalized dimensions
of the air shim are shown in Table 7.1.
Table 7.1 - Air shim dimensions. Refer to Figure 7.1 and Figure 7.4 for the
location of these dimensions.
Shim length
Support rib width
Support rib length
Through rib width
Channel width
Etch depth
Dimension [mm]
170
0.75
4 (2x at 2 mm each)
0.8
8
0.8
60
Figure 7.4 - Air shim with support and through ribs.
Figure 7.5 - Air shim for second generation device.
61
7.2 OIL SHIM DESIGN
The oil shim underwent a similar iterative analysis to determine the effect of
channel aspect ratio on effectiveness and duty. The number of oil channels
was increased to maximize the use of material. While on the first generation
device there remained 14.75 mm of unetched material between passes, the
second generation has a landing of only 3.6 mm between passes. Discussion
with the manufacturer to ensure proper bonding and sealing resulted in
3.6 mm being sufficient width.
Figure 7.6 - Spacing between oil passes.
62
Aspect ratios were examined from for value of eight up to a 24. It was shown
that effectiveness was a weak function of oil channel aspect ratio. Given the
low pressure drop and success bonding in the first generation device (with a
ratio of eight), this value was chosen for the aspect ratio of the second
generation device as well.
Figure 7.7 - Oil shim for second generation device.
63
7.3 HEADER DESIGN
Analytical models used to model headers have been shown to be in good
agreement with CFD simulations according to Pan and Tang when dealing
with right angle headers with small (less than 60) Reynolds numbers [40].
Right angled headers provide more uniform flow compared to obtuse header
designs.
Assuming a network of rectangular channels, the analytical model considers
the frictional losses and velocity given by the Hagen-Poiseuille equation to
determine the pressure drop in laminar flow within microchannels.:
Δ𝑃 =
32𝜇𝐿𝜆𝑁𝐶
𝑈 = 𝑅𝑓 𝑈
𝐷𝐻2
(7.7)
Where L is the length, 𝜇 is the dynamic viscosity, U is the velocity, 𝑅𝑓 is the
frictional resistance, and Δ𝑃 is the pressure drop. The hydraulic nominal
diameter 𝐷𝐻 and the noncircular coefficient 𝜆𝑁𝐶 are shown in (7.8) and (7.9),
respectively. Note W is the microchannel cross-sectional width, and E is the
height of the microchannel.
𝐷𝐻 =
2𝑊𝐸
𝑊+𝐸
(7.8)
64
𝜆𝑁𝐶
3
�2�
=
𝐸 𝑊 2
𝐸 𝑊 2
�1 − 0.351 min �𝑊 , 𝐸 �� �1 + min �𝑊 , 𝐸 ��
(7.9)
A simplified resistance model (Figure 7.8) is used which resembles an
electrical network, consisting of resistances in each section as well as the flow
rates. The pressure drops of two ends of a flow channel are equal.
Rfi (1)
Rji(1)
Rfi(2)
Rc(1)
Rfo(1)
Rji(2)
Rc(2)
Rjo(1)
Rfi(j)
Rc(j-1)
Rfo(j-1)
Rji(j)
Rc(j)
Rjo(j-1)
Rfi(N)
Rc(N-1)
Rfo(N-1)
Rji(N)
Rc(N)
Rjo(N-1)
Rfo(N)
Rjo(N)
Figure 7.8 - Equivalent resistance network for simplified flow header and
channel design [31:92].
Starting with the requirement for a right angle header design due to the
recommendation from Pan and Tang, as well as the requirement of reducing
overall HRU volume, an iterative approach was used to determine ideal
header design for our case. The variables that were looked at include the
distance from the inlet to the channel entrance (the Y dimension) and the
distance from the far channel to the first bend, or H dimension.
65
Figure 7.9 - Header design to be studied. Variables Y and H will be adjusted to
determine optimal configuration.
The value of H (the lip size) was initially changed to determine the effects of
flow distribution. It was found that decreasing this value down to 0 provided
the lowest maldistribution for a given flow rate. As shown in Figure 7.10, as
the lip size is decreased the amount of flow decreases near the inlet and
slightly increases near the lip.
66
Normalized Flow Distribution
0mm
1mm
2mm
3mm
4mm
1.2
1.15
1.1
1.05
1
0.95
0.9
0
10
20
30
40
50
Channel Number
Figure 7.10 – The effect of H value on flow distribution of each channel.
The Y dimension was modified to determine the effects of maldistribution as
well. As shown in Figure 7.11, increasing the Y value resulted in a decrease of
flow near the closer channels, with an increase in flow near the far end of the
channels (away from the inlet). This general trend was continued for large Y
values. Due to size constraints a value of Y=17 mm was chosen to be
manufactured. Larger values of Y would not allow the HRU assembly to fit
within the diesel generator enclosure.
67
Normalized Flow Distribution
10mm
12mm
14mm
16mm
18mm
1.08
1.06
1.04
1.02
1
0.98
0.96
0
10
20
30
40
50
Channel Number
Figure 7.11- The effect of Y value on flow distribution of each channel. The H
value was set to 0 for this figure.
While the reduction of pressure drop through the oil shim is beneficial,
reducing the pressure drop through the array is not. To try and maintain a
proper amount of resistance through the array, restrictions were added to the
inlet, as shown here:
68
Figure 7.12 - Oil shim inlet restriction.
7.4 PLENUM DESIGN
The configuration of the first generation HRU allowed for the mixing of heat
transfer fluid between the first and second pass to minimize pressure losses
and maintain good heat transfer characteristics. The second generation device
uses a split header design to increase theoretical heat transfer and minimize
the chances of oxidation. Baclic et al. [41] provided various configurations
which could provide more beneficial heat transfer by employing various
mixing schemes. While the first generation allowed mixing of the heat
transfer fluid (Figure 7.13, Case 1), but not of the exhaust heat, the second
generation will limit the mixing of the heat transfer oil and maintain the non-
69
mixing exhaust stream design, as shown in Case 2 in Figure 7.13. An ideal case
could be realized if both fluid streams were fully inverted, but due to the
complexity of both design and manufacturing, this case (Case 4) is not
realistic for the given physical device requirements. Figure 7.13 shows a
graphical representation of these flow configurations. From Ward it was
shown that Case 2 offers a potential gain of 200 W from Case 1 (for the first
generation HRU), while Case 3 and 4 offers an additional 100 W on top of
Case 2. With the potential negatives such as increased pressure drop and
complexity, the latter cases were not considered.
70
Case 1:
1 Generation HRU
Case 2:
Unmixed Passes
Case 3:
Inverted Oil
Case 4:
Both Fluids Inverted
st
Figure 7.13 – Cross counterflow heat exchanger configurations. Fluid stream
mixing varies [31:100].
7.5 FINAL DESIGN
The final layout of the device is similar to the first generation device. Other
aspects were looked into and modified as seen fit to increase performance.
The weight and size and been greatly reduced, and performance has
71
increased with no negative effects. Comparison between the first generation
and second generation device are shown below.
Table 7.2 – First generation and second generation HRU theoretical
performance characteristics.
Duty
[W]
1st
Gen
2nd
Gen
Oil Pressure
Drop [Pa]
Air Pressure
Drop [Pa]
Exhaust H.T.
Area [m2]
Oil H.T. Area
[m2]
11571
0.88
32228
2373
0.77
0.62
12448
0.96
26890
1821
0.85
0.74
The mass has been reduced from 11.15 kg to 3.86 kg (as modeled). The length
of the device has been reduced from 210 mm to 170mm. This reduction of
space has allowed for a longer filter box to be placed in line with the HRU and
exhaust manifold, allowing easier cleaning and easier testing of filter
materials. Whereas before the whole assembly would need to be removed for
maintenance to be performed on the device, the new filter box will have an
easily accessible door which can be used with or without filter material.
72
Figure 7.14 - Filter box with removable door.
Figure 7.15 - Final HRU Generation 2 Design.
73
8 CONCLUSION
The first generation heat exchanger has proven to operate well when used in
unison with a diesel generator and thermally activated cooling system at
duties ranging from 11.1 to 13.5 kWe. The back pressure was determined to
be a function of load on the diesel generator.
A higher R245fa working fluid mass flow rate resulted in more work done by
the expander, increasing the flow rate of the cooling cycle. A maximum
efficiency of 92% was observed with a pressure ratio of 5.2. The efficiency is
artificially high due to fluid properties used to compute work. A calibrated
torque sensor would provide a more accurate measurement. Cooling capacity
increased with flow rate, which is driven by the expander power. A maximum
of 5 kW of cooling was observed at a generator duty of 13.5 kW with an
R245fa working fluid mass flow rate of 0.056 kg/s. The system COP declined
as the energy into the boiler exceeded the cooling capacity of the vapor
compression cycle. Ability for dynamic charging, variable fan speed, or an
increase in surface area for the condenser would allow for increased cooling
capacity and system COP. If ambient temperatures were increased during
testing, higher values of cooling capacity and COP for both system and cooling
would be realized from a greater temperature differential.
74
The second generation heat recovery device has been modeling and
outperforms the current HRU in all aspects, including size, weight,
effectiveness, and overall performance. Restrictions and additional pressure
drops from excess material have been removed, decreasing pressure drops
throughout the HRU. Effectiveness is expected to increase from 0.88 to 0.96,
and HRU duty is expected to see a theoretical increase from 11.6 to 12.4 kW
for similar operating conditions. Oil pressure drop will decrease from a
redesigned header and plenum area, and increased flow distribution will
encourage more uniform temperature distribution across the fluid streams.
75
9 WORKS CITED
[1]
D. Pimentel, M. Herz, M. Glickstein, M. Zimmerman, R. Allen, K. Becker, J.
Evans, B. Hussain, R. Sarsfeld, A. Grosfeld, and T. Seidel, “Renewable
Energy: Current and Potential Issues,” BioScience, vol. 52, p. 1111, 2002.
[2] J. Heywood, Internal combustion engine fundamentals, International ed.
New York: McGraw-Hill, 1988.
[3] H. Teng, G. Regner, and C. Cowland, “Waste Heat Recovery of Heavy-Duty
Diesel Engines by Organic Rankine Cycle Part II: Working Fluids for
WHR-ORC,” SAE International, Warrendale, PA, 2007-01-0543, Apr.
2007.
[4] A. B. Little and S. Garimella, “Comparative assessment of alternative
cycles for waste heat recovery and upgrade,” Energy, vol. 36, no. 7, pp.
4492–4504, Jul. 2011.
[5] A. Aktaş and A. Doğu, “Recovery of waste heat energy from gasoline
engine exhaust,” Journal of the Energy Institute, vol. 81, pp. 45–47, Mar.
2008.
[6] T. C. Hung, T. Y. Shai, and S. K. Wang, “A review of organic rankine cycles
(ORCs) for the recovery of low-grade waste heat,” Energy, vol. 22, no. 7,
pp. 661–667, Jul. 1997.
[7] H. Wang, R. Peterson, K. Harada, E. Miller, R. Ingram-Goble, L. Fisher, J.
Yih, and C. Ward, “Performance of a combined organic Rankine cycle and
vapor compression cycle for heat activated cooling,” Energy, vol. 36, no.
1, pp. 447–458, Jan. 2011.
[8] J. Yih, “The Physical Characterization and Thermal Performance of a
Microchannel Heat Exchanger for Diesel Engine Waste Heat Recovery,”
Master’s Thesis, Oregon State University, 2011.
[9] C. Ward, “Design and Performance of a Small Scale Waste Heat Recovery
Unit,” Master’s Thesis, Oregon State University, 2011.
[10] K. Harada, “Development of a Small Scale Scroll Expander,” Master’s
Thesis, Oregon State University, 2010.
[11] P. Bombarda, C. M. Invernizzi, and C. Pietra, “Heat recovery from Diesel
engines: A thermodynamic comparison between Kalina and ORC cycles,”
Applied Thermal Engineering, vol. 30, no. 2–3, pp. 212–219, Feb. 2010.
[12] B. Saleh, G. Koglbauer, M. Wendland, and J. Fischer, “Working fluids for
low-temperature organic Rankine cycles,” Energy, vol. 32, no. 7, pp.
1210–1221, Jul. 2007.
[13] O. Badr, P. W. O’Callaghan, and S. D. Probert, “Performances of Rankinecycle engines as functions of their expanders’ efficiencies,” Applied
Energy, vol. 18, no. 1, pp. 15–27, 1984.
76
[14] V. Lemort, S. Quoilin, C. Cuevas, and J. Lebrun, “Testing and modeling a
scroll expander integrated into an Organic Rankine Cycle,” Applied
Thermal Engineering, vol. 29, no. 14–15, pp. 3094–3102, Oct. 2009.
[15] J. A. Mathias, J. Johnston, J. Cao, D. K. Priedeman, and R. N. Christensen,
“Experimental Testing of Gerotor and Scroll Expanders Used in, and
Energetic and Exergetic Modeling of, an Organic Rankine Cycle,” J. Energy
Resour. Technol., vol. 131, no. 1, p. 012201–9, Mar. 2009.
[16] A. Schuster, S. Karellas, E. Kakaras, and H. Spliethoff, “Energetic and
economic investigation of Organic Rankine Cycle applications,” Applied
Thermal Engineering, vol. 29, no. 8–9, pp. 1809–1817, Jun. 2009.
[17] M. Wei, J. Fang, C. Ma, and S. N. Danish, “Waste heat recovery from
heavy-duty diesel engine exhaust gases by medium temperature ORC
system,” Science China Technological Sciences, vol. 54, pp. 2746–2753,
Aug. 2011.
[18] V. Maizza and A. Maizza, “Working fluids in non-steady flows for waste
energy recovery systems,” Applied Thermal Engineering, vol. 16, no. 7,
pp. 579–590, Jul. 1996.
[19] S. Vijayaraghavan and D. Y. Goswami, “Organic Working Fluids for a
Combined Power and Cooling Cycle,” J. Energy Resour. Technol., vol. 127,
no. 2, pp. 125–130, Jun. 2005.
[20] V. Maizza and A. Maizza, “Unconventional working fluids in organic
Rankine-cycles for waste energy recovery systems,” Applied Thermal
Engineering, vol. 21, no. 3, pp. 381–390, Feb. 2001.
[21] K. K. Srinivasan, P. J. Mago, G. J. Zdaniuk, L. M. Chamra, and K. C. Midkiff,
“Improving the Efficiency of the Advanced Injection Low Pilot Ignited
Natural Gas Engine Using Organic Rankine Cycles,” J. Energy Resour.
Technol., vol. 130, no. 2, p. 022201–7, Jun. 2008.
[22] P. J. Mago, L. M. Chamra, and C. Somayaji, “Performance analysis of
different working fluids for use in organic Rankine cycles,” Proceedings
of the Institution of Mechanical Engineers, Part A: Journal of Power and
Energy, vol. 221, no. 3, pp. 255 –263, May 2007.
[23] K.-H. Choi, Y. Korai, and I. Mochida, “Combustion properties of
particulate matter in diesel engine exhaust,” Combustion and Flame, vol.
137, no. 1–2, pp. 255–260, Apr. 2004.
[24] C. Gorsmann, “Catalytic Coatings for Active and Passive Diesel
Particulate Filter Regeneration,” Monatshefte fur Chemie - Chemical
Monthly, vol. 136, pp. 91–105, Jan. 2005.
[25] T. Martin, “Particulate Problems,” Aftermarket Business, vol. 116, no. 11,
pp. 128–130, Nov. 2006.
[26] J. Yang, M. Stewart, G. Maupin, D. Herling, and A. Zelenyuk, “Single wall
diesel particulate filter (DPF) filtration efficiency studies using
77
laboratory generated particles,” Chemical Engineering Science, vol. 64,
no. 8, pp. 1625–1634, Apr. 2009.
[27] J. Adler, “Ceramic Diesel Particulate Filters,” International Journal of
Applied Ceramic Technology, vol. 2, no. 6, pp. 429–439, Nov. 2005.
[28] R. S. Barhate and S. Ramakrishna, “Nanofibrous filtering media:
Filtration problems and solutions from tiny materials,” Journal of
Membrane Science, vol. 296, no. 1–2, pp. 1–8, Jun. 2007.
[29] D. B. Tuckerman and R. F. . Pease, “High-performance heat sinking for
VLSI,” IEEE Electron Device Letters, vol. 2, no. 5, pp. 126–129, May 1981.
[30] Anna Lee Tonkovich, “Microchannel Heat Exchangers: Applications and
Limitations,” 09-Nov-2011.
[31] J. Judy, D. Maynes, and B. W. Webb, “Characterization of frictional
pressure drop for liquid flows through microchannels,” International
Journal of Heat and Mass Transfer, vol. 45, no. 17, pp. 3477–3489, Aug.
2002.
[32] B. K. Paul, P. Kwon, and R. Subramanian, “Understanding Limits on Fin
Aspect Ratios in Counterflow Microchannel Arrays Produced by
Diffusion Bonding,” J. Manuf. Sci. Eng., vol. 128, no. 4, pp. 977–983, Nov.
2006.
[33] FotoFab, “FotoFab Design Guide,” Design Guide, 10-Sep-2001. [Online].
Available: http://www.fotofab.com/pdf/designguide.pdf. [Accessed: 10Sep-2001].
[34] Indiana Micro Metal Etching, “Design Guide,” Design Guide, 10-Sep2001. [Online]. Available: http://www.indymetaletching.com/micrometal-etching/design-guide/. [Accessed: 10-Sep-2001].
[35] Towne Technologies, Inc., “Design Restrictions for Chemical Machining,”
Design,
10-Sep-2011.
[Online].
Available:
http://www.townetech.com/design.htm. [Accessed: 10-Sep-2011].
[36] Duratherm Extended Life Fluids, “Property vs. Temperature Charts,” 02Nov-2011.
[Online].
Available:
http://www.heat-transferfluid.com/pdf/productdata/heattransfer/duratherm-600-charts.pdf.
[Accessed: 02-Nov-2011].
[37] Ernest Doebelin, Measurement systems : application and design, 4th ed.
New York: McGraw-Hill, 1990.
[38] H. Wang and R. B. Peterson, “Performance enhancement of a thermally
activated cooling system using microchannel heat exchangers,” Applied
Thermal Engineering, vol. 31, no. 14–15, pp. 2951–2962, Oct. 2011.
[39] Ryan Seward, “Extra Shim,” 13-Jul-2011.
[40] M. Pan, Y. Tang, H. Yu, and H. Chen, “Modeling of velocity distribution
among microchannels with triangle manifolds,” AIChE Journal, vol. 55,
no. 8, pp. 1969–1982, Aug. 2009.
78
[41] B. S. Baclic, F. E. Romie, and C. V. Herman, “The Galerkin Method for
Two-Pass Crossflow Heat Exchanger Problem,” Chemical Engineering
Communications, vol. 70, pp. 177–198, Aug. 1988.