MITLibraries
advertisement

MITLibraries
Document Services
Room 14-0551
77 Massachusetts Avenue
Cambridge, MA 02139
Ph: 617.253.5668 Fax: 617.253.1690
Email: docs@mit.edu
http:l/libraries.mit.edu/docs
DISCLAIMER OF QUALITY
Due to the condition of the original material, there are unavoidable
flaws in this reproduction. We have made every effort possible to
provide you with the best copy available. If you are dissatisfied with
this product and find it unusable, please contact Document Services as
soon as possible.
Thank you.
Some pages in the original document contain pictures,
graphics,or text that is illegible.
Erosion of Metals by Solid Particle Impingement
by
Richard Arnold Jarrett
Submitted in Partial Fulfillment
of the Requirements
for the
Degree of Bachelor of Science
at the
M'ASS3CHUSETT3
INSTITUTE
May,
OF TECHNOLOLGY
1971
Signature of Author
Department q~N-ecn
Certified
by
Accepted by .........
Chair n,
t Engaineerin,
'
fn
7
May 24, 1971
T.eis
t
Supervisor
Departmental Committee of Theses
Archives
JUN 17 1971
rrrint~
,
.
-xperime
d
.
Table of Contents
,Abstract
..
.
.
..............
3
Inxtroductiienta
Proue ...... .. . . 4
Prccsdurle
...
.
.
.
.
.
. .
.
............. 17
°esults .
*1
Discussion. .
.......
.......4
Conclusion.
Bibliorahy.
.
.
.
.
.
.
. .
.
.
.
. .
..
41
Abstract
The effects
investigated
particle 90° impingementwere
of single
using a rotating
arm erosion tester.
The
resultant impacts were studied using a scanning electron
microscope.
The primary
appears to be pure shear.
mechanism
of the this erosion
Secondary damage caused by frag-
ments of the specimens and the test apparatus clouds the
tests.
results of rotating arm erosion
-3-
Introduction
Gradual wear process is commonly known as erosion.. The
subject of this thesis is erosion caused by solid particle impingement.
Several
In many cases, this wear is highly undesirable.
examples
of the detrimental
effects
are the
of erosion
following:
1.) The compressor blades of gas turbines when operated
over dusty terrains are seriously damaged by erosion.
efficiency
of the compressor
drops radically
surfaces of the blades wear.
ing edge of the blades,
often
an inch, is consequently
life
of such turbines
Steam turbines
The
as the airfoil
On small gas turbines the trailas thin as five thousandths
readily
is reduced
of
worn away. In some cases, the
to 10% of its expected
life.1,2
perating in the wet-steam regions are also
affected similarly by erosion caused by the water droplets.
2.) In industrial processes involving pipelines such
3
as the catalytic cracking of oil,
in the fluid can cause serious
foreign particles suspended
erosion.
This problem
est at bends in the lines or at constrictions
is great-
such as valves
where particles are more likely to strike the surfaces.
3.) Erosirn
due to rain can cause considerable
to the nose of aircraft.
ture
of the dome weakened
is also greatly
In a radome,
not only is the struc-
but the effectiveness
reduced. 4
-4-
damage
of the radar
4.) Rocket nozzles cn be sevely
particles carried by the ht
dam--gedby slid
ases that flow
through
them.
5
to
On the other hand, erosion can be used beneficially
machine surfaces as in sand blasting or the erosive drilling
of
hard materials. 0
Although many people have solved specialized
a specific
problems when undertaking
erosion
ask, few until
design
recently have attempted to examine the overall mechanism of
In 1958, Finnie derived euations
erosion.
based on cutting
tool theory, for the weight loss of material causedby a
moving
particle
Finnie
i
In a later study
a known manner.
suggestedthat
lwofactors
were involved i
in 19GO,
the amnount
of material eroded. Thesewere the conditions of the fluid
flow and the mechanism of material removal. For ductile
materiLls,
he predicted the mannerin which material removal
varies with particle direction and seed.
did not disagree with the results
Althou-!gh
his figures
of metal cutting tests,
they
could not accurately determine the amount of erosion that
occurred.
Forbrittle materials, Bitter predicted the initial
fracture of the material by calculating stresses hetween the
particle and te surface.3 In ractice, a distinction between
brittle
Nominally
and ductile beha-vior is very difficult
brittle
materials
loadsare aplied.
sm.lall
to deteri-.1ne.
ay act in a ductile
fashion
when
Since none of the proosed theories
-5-
seem to pedict
research-
the amount of erosion accurately, se
ars have proposed that the erosion
of a material
strength
is an entirely separate property unrelated or only slightly
related to the knownmaterial properties.
of previous
The results
easily
summarized
can be most
investigators
impingement, particle size, speed, and material
General
agreement
roperties.
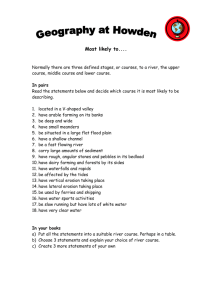
in the literatuire exists regardirig the effect
of the angle of narticle
in Figure
angle of
four main variables:
by considering
resented
This effect is
ipingerent.
and in Figure
1 far ductile-actii-g materials
2 for
brittle-actino materils.-
3
3
4-,
.4-
LC
C
Q:
(i
3
.U
MI
.r
O
L.
!Pi_
h
I
3-di0o
6e
porte/l soroha
I
I
I
Fig. 2
100
,I
O
I
t
qo°
Erosive wear of
briutle materials
ductile materials
to note that the same material may act either
in a brittle or ductile manner
impinging particle.
_ 20
parddo qptqoach nga
n/e
Fig. 1 Erosive wear of
It is interesting
.
o
l o"
depending
on the size of the
It has been generally fou!nd that erosion
increases with increasing particle size u to a critical
Areement as to -the exact relation
-5-~
between erosion
size.
and particle
size has not been reached;
both linear and non-linear
functions
have been reported.
The amount
increasing
of erosion has
velocity.
For ductile
shown to be proportional
Erosion in britle
velocity,
been
shown to increase with
aterials,
to about the 2.3
materials
erosion has been
power of the velocity.
also rises as a power of the
but this powervaries from 1.4 to 5.1 depending on
the secific
material.
ther factors which can affect the amount
of erosion ut wJhich
are unrelated to its actual mechanismare
particle
cmposition
and cncentration
o
erosive
particles
in
a fluid..
Most previous studies have dealt with theweight loss
of material per weight of irnnacting particles.
prinmarily concerned with the effect
ment.
This study is
of single particle
By studying the effect under magnification,
imringe-
it may be
possible to determine the mechanisms of material failure. A
relation betweenfailure and grain size is also investigated.
-7-
Experimental Procedure
The method
mployed to achieve a single particle impinge-
ment consists of dropping a silicon carbide particle into the
path of a specimen moving at a known velocity and impact angle.
This control
of the specimen
rotating arm.
experiment
is attained
by placing
it on a
To eliminate aerodynamic effects the whole
is performed
in a vacuum.
Test Apparatus:
A rotating arm erosion tester had been designed and
built in the Materials Processing Laboratory. This apparatus
consisted
chamber,
of a twelve
inch arm which rotated
an air turbine
to drive the arm, and a photo transistor
coupled with an electronic
arm. In order to obtain
in a vacuum
counter to measure thespeed of the
a low vacuum for accuratedetermination
of impingement speeds, silicon
rubber gaskets and neopreme "0"
rings were used on shafts and demountable surfaces.. A mercury
manometer
was used to measure
the vacuum.
An arm was designed
and built to undergo constant stress throughout its length and
to withstand the bending moment created by the specimens. The
apparatus
is shown in Figures
3 through9.
Test Procedure:
Tests were performed on the following three materials:
a.) 1020 C.R. steel
both as received
and annealed for 1 hour
annealed specimen grain size 35/
-8-
--
17280 F
ROTATING ARM
AA
-
TOP
VIEW:
COVER REMOVED
PARTICLE
LIGHT SOURCE
DROPPER
IM EN
CELL
AIR
-
I
SECTION AA
FIG. 3 TEST
CHAMBER
-9-
C
W
E
no
LiJ
6
< --<E0
-- -u
_r
w
LLJ
T
Li
0
II
w
U
(3
z
D
O
0
U)
II
En
D
UltSLb
iE
~D
1
0U)0
v-<cZ
I [I
Om
w
'LLU
n
f-
Ljo
I
U)
C_J
'o
+i
--10-
-
7
Li
z
I-
d
D
x
I
O
'2
z
-
x
.4
00
,A
w
I
1
vI
1
z
(
w
4
O4
CKa
_a:
0
I
QC
LU
4:
Ra
-I
4
0
a,
f.-
Z
z
FF-
0
o:
tu
li
CL
LLI
C:
FO
a0
0
1
J.
It
__
-
II
LL
n,w
OH
0
-I
0.
L,'
cm
w
0
o
Lr
2-
<:
D
C i
F, ;-
m T3t
i
jacu
7
j-`
I
.-
., ',
.-tT
~
;-ri
I;E
ChmT1ber
1
- I"-,
r---. Lc",lel -
, 'I -:1S I
!C
p
,--.
idii]-
c 1,1 I _- '
iL (a C]I-- a;iis,
-.L
.
-
-1
___
I_
-
"
-
b.) Modified. 1010.steel* (
both as received
phase ),
forged @ 1350°F
and annealed
annealed secimen
for 1 hour
1100°F
grain size l1/
Composition:
.6% Magnesium
.13% Carbon
.5% Titanium
.17% Plutonium
c.) Doped Titanium alloy*, forged
both as received
1400°F
and annealed
for 1 hour
ED
1100 F
annealed specimen grain size 1/Composition:
1.5%
.5%
Hafnium
Zirconium
. 15%Chromium
.12% Molybdenum
To prevent corrosion during annealing, the 1010 steel and titanium samples were heated
of the specimens
in a vacuum
were milled
of less than 10
to a uniform
size
of Y
-4 torr.
ll
x Y" x /1'.
They were then polished with successively finer grades of emery
and polishing wheels terminating with 4-0 paper for the 1020
steel and 5abrasives
All polishing
for the modified 1010 and titanium alloys.
was done before heat treating
to avoid work hard-
eningzof the surface.
In the erosion
tests, the specimens
were mounted
on the
arm, the silicon carbide particles ( 60 mesh or 250-500L6) loaded
*The 1010 steel and titanium samples were obtained from Dr.Ernest
.tAbramsonat the U.S. Army 1Materials Research
Massachusetts.
-15-
L-..
Center in
atertown,
into the dropping mechanism, and the cleaned chamber evacuated.
For the 1020 steel,
runs
a vacuum of 1 mm. was oained
except the lC00 ft/sec.
For the
1010
run at which
alloy,
steel and titanium
the
for all the
vacuum
was
2 mm.
a vacuum of 3 mm.
w1as
obtained for all the runs except for the 1000ft/sec.
runs at
which the vacuum was 4 mmin.The poorer
was caused by the deterioration
vacuum at high speeds
of the '"0"ring seal on the shaft.
Small leaks developed in the chamber which accounted for the poorer vacuum during the modified steel tests.
The vacuum was measur-
ed by comnaring the manometer reading of the chamber to the
barometric pressure.
The barometric pressure was determined
by connecting the vacuum pump directly
After a snecified
to the mEnometer.
vacuum had been obtained,
then rotated by,acce erating
nhe turbine
with
the
arm
compressed air.
For the lowestseed
( 10Gfeet per second ), a steady sate
sOeed was at-ained.
For the higher speeds,
at an ariroximately
cons-;ant acceleration.
rS
the arm was run
The articles
were dropped when the counter indicated the correct speed.
In all cases,
the total
more than 10:I.
error in the collision
A small enough
number of particles
dro,-ped to insure that only single
After the
-articles
examined
and
relmoved.
hotographed
Electron Microscope.
using
partic e impacts
the api-iaratus
were drooped,
down and the specimens
speed was not
The secimens
a
ELCO
was
was always
occurred.
shut
were then
model J.3M3- Scanning
Stereo photographs were taken to
three dimensional analysis.
ermit
Results
The scanning electron microscope pictures
on the following pages.
-17-
are presented
F-i
10
i
I__
____
___
fC,:;
!I
Ia
l
Inl
J
_I
:2IL,
t l,
tiJ
ate
_ ___
0 f, t/s'ec.
Eii11*/
LLID
-i.
L... ai,
C
C
_
_
'rem§.
ir ;
Ii
I
l
itiL:tli
kiv,
~:Ie' ~''
`i> idiiiod
'i
- d 1!I0!
01De
i
'- _--. I 1-,1, .
f ,RE: b X .~c5
E9I1
['i:'.or"! ! i~i C15 {}at
'--"{ai~-;
I_
_I__
I
_
_
.
1~3, i- .n!i t ':q::if
Fiq. 14
~:
,i i
.
!
;·i.Tiiu-nium
Illov
'
:
fse
i itnium ,I.loy, i .
,nniEalen
C.
K U
fZt/uf3c.
Fig. 16
A.R. odified li10 3teel,
300 feet/sec.
Fig. 17 Annealed Podified 110 Steel,
-21-
3
f et/sec.
I
Fin.
!a
-;.. Ti iniun
Fid.
"1
:nnealsd Titanium
il oy, 3Ci f t/ec.
lloy, 31." f.t/sac.
a1
3q,
Fiq.
21
L-r
Annnr. l cd If
F-
-it,
a1,
-273-
L_~~~~~~~~~~1,[
-. fti
/:.
.
i-dified 1010 it'-eel, 500 feet/sec.
Fig. 22
!.-I.
Fig. 23
;. . roCified
DALee,
010
-24-
i
- Feet/sec.
5e
Fin. 2
(j-o,*25
oiw
.
iodi F, j1,
inch-t31 'I
I5
10 fet/s~---c
rFodi-ieci 110 3tel,
i.
:
H
,--
-
-)5
i
o .
;.1i.I_;
'.0
i
,
i
j_
f -- /i/S.
I
-i.
IA1 1
.
fa
et/snc
50'
lloy,
,I..' 1 Titaniumn
L
-
04
aL
11
F J L-
277
:JOD feat/s-c.
Fir.~
23Alnnsaled 120
tcel, GO fcet/sc.
a-
Fi.
r
29
"
*
1e
LI
11I
Modified IA]!0
-27-
i2iu
seC
j
i-g.
`0
:..
MIodified 11i0 tIe.l,
-O
fet/sec.
I,..--,)
1il.
31. kor - `" -d
~~~i~~~~~.
3L FiQ.
~ C~
1A D ,
L
G
iL
__
_
L--l,
4
Fig. 32
Annealed Modified 1010 S3teel,
Fin, 33TiU:-ni
,.. -1l ,
~'5
feet/ec.
o00feeat/sec.
- --
;i .
,-,nneiiod
34
1
'
, .
3
J
-',
U: C
··· !I t ~V,GDE'f,0 Pt s c
Tita;nium
L~~~i~~L:
iu i-j
1
~7
·' ;,I
J
!js
/-ec
a0
A
F
Fig. 3E6
qnnr!io-
12[IJ
tdei,
t o!',1
I
fP'rt-/2cc.
l i;
0.
et
i
37.,
X
1_20
-,11-, i j
t!c -.c
"
/I
C
i*.u
F
.4
u6
R.R. P'Iodificd 10
st~tel.
A..$1
r
eon
0.
a1
r
i
zI·n
t.
I
II
>
'-'.j
it'i i'::13'fI
Rt
nu6eteb
I.
I 11,
-i
r
Ft/oc.
1L.
L...
Fig.
4D0
A.R.
Titaniurnri Alloy,
18000Teet /s e2c.
Discuasion
The darrmae iwhich occurred
during the rarticle
mE;;ttests relies on many factors.
s rength of ietals,
First amongthese is -the
which determines the degre
A second conributing
im inge-
of damage.
factor is material defects and varia-
tKons in material c postion.
Finally, the variations in
speed may affect the damage to the specimens.
Tests over 1G20 feet per second
because of the limiting effect of the
of metals.
Lere not performed
theoretical
strength
From a omic-bond theory:
O-theoretical
15
anld
= E
-theoretical
= .0-
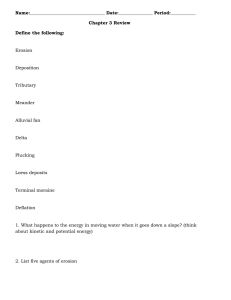
Now consider the case of a mass traveling
hitting
a long rod.
distance
In time At te
at velocity
end of the rod mrrves a
Vat.
I mass
,
I
V
,~~~~~~~~~
At
:at
9i
Fig. 41, Strain waiavein a rod.
A stress wave travels in time At
the soeed
of sound
-
Since
then
cAt where
in the rod ( for steel, c=1.36
c
c-
a distance
at
C6
-34-
c is
x 104 ft/sec.
).
Therefore,
in order to remain
the maximum
value
1000 ft/sec.
of V must
for steel.
within the theoretical
be less than
strength,
approximately
This assumes that the abrasive
particles are rigid.
Our results with te
small grained specimens are diff-
icult to evaluate due to numerous voids throughout the specimens.
These voids are clearly shown in Figures 13,15,17,18,19,25,26,
32, and 34. Material
properties
such as the comoressive
strength
of the material may be drastically affected by such voids.
The
examination of the right side of Figure 26 with stereo viewers
shows
that apparently
a section
of the surface
is depressed
without showing any displaced metal elsewhere.
This may be
an indication that some of the voids were eliminated during
the process.
An uncertainty
was caused by particles
other than the
intended ones striking the surface of the specimens.
and 14 both show chios which
surface.
No damage
is observed
lying on the surface.
likely
imbedded
a significant
only slightly
as the chips appear
Low velocity
( 100 ft/sec.
Figures
in the
to be just
) is most
factor in the absence of damage.
chip in Figure 13 appears
to have been freshly
13
The
" machined
while the chip in Figure 14 looks as if it struck several
"
things
before finally lodging in the specimen.
At higher velocities, however, the damage caused by
such chips
may be
uite severe as shown in Figures 26,2,32,and
-35-
34.
Since the
articles la3ck the
specimens, it
surface of the
26, the
is
Furthermore,
the same materill.
Figure
voids that are prevalent
articles
doubtful
in the
that they are of
with the possible
exception
do not appear to be silicon
of
carbide,
a non-conductor which would apoear white under the microscope.
Nost likely, the particles
from eitLher the rotating
are chips
Figure 33 shows a large
arm or the sides of the test chamber.
A similar chip hit the
chip which imbedded in the surface.
surface
in Figure
smaller pieces.
mentation.
32 but upon impact shattered
into many
Figure 29 shows a dramatic example of frag-
Figures
are both enlargements
30 and 31, which
of
Figure 29,show respectively 50-micron fragments and sub-micron
fragments.
Logically, all of the fragments in these pictures
did not remain
lodged and some would be free to strike
It is unlikely that either
surface again causing more damage.
of the chips
the chips or the fragments
the
would be stationary
inside the test chamber; instead, they would be traveling
Since the specimen is moving at a
at some unknown velocity.
known
velocity,
the impact speed would be the vector
umknown velocity and the known velocity.
are obscured
by not knowing
results
it is possible
of the controlled
Therefore our results
the true impact conditions.
Now that the uncontrollable
have been examined,
sum of the
aspects
of the experiments
to discuss
variations
objectively
in the testing.
the
As might
be expected, increased impingement velocity generally resulted
in increased crater depth.
Figures 10,11,12,and 15 all show
shallow craters which were formed by FOarticlestraveling at
100 ft/sec.
Slightly deeper craters were formed at 300 ft/sec.
in Figures
as shown
17 and 13, still deeper craters
at
500 ft/sec.
as shown in Figures
20, 22, and 25, and the deepest
craters
00 and 1000 ft/sec.
as shown
at
in Figures
27,28,35,3a,
This result is fairly conclusive as the 1020 steel
and 39.
acted in the same manner as the
uestionable materials in which
voids were numerous.
The secondary damage which was mentioned before ( damage
by fragmented particles and material ) also tends to increase
Only a general
test velocity.-
with increasing
can
statement
Figures
be made since the true impinging velocity is not known.
29,30, and 31 show an excellent example of secondary damage.
Other examples
are shown in Figures 26, 33, and 40.
So far, observations on the mechanisms of erosion
not been discussed in this paper.
have
Finnie's model of micro-
in the introduction
is possibly
machining
as mentioned
supported
in four cases... It should be noted
that his model.
was based on smaller impingement angles then 90'. However, due
to the uncertainty
in our testing,
it is possible
that
this
damage occurred from particles moving in unknown directions.
Figure 34 shows a fragment of metal or silicon carbide which
skimmed along the surface machining a groove until it lodged
in the specimen.
Figures
21 and 39 show a similar
-37-
occurrence.
The foreign
lodged
article
in Figure
after the erosion
39 was assumed
took
lace.
to have been
In Figure
22, a larger
particle could have skimmed from the lower left of the picture,
machined
a groove,
and as it left, formed
the large ridge.
Figures 23 and 24 are enlargements of this damage.
The most
revalent form of damage, however, appears to
be the pure shearing
best examples
shearing
of this are in Figures
can also be seen in Figures
35,36,and
shearing
of -the sides of the craters..
39. In Figure 12 it
took place.
Although
the
38, 28, 20, and 10L,
12,15, 18,15,22,25,26,27,
can be seen how cleanly
In the lower left corner,
the
the voids were
undisturbed during the shearing process.
Another very interesting occurrence is the appearance
of fibrous
material
in the bottom of the craters.
This looks
very similar to the exposed surface of a ductile material
after a tensile fracture.
effect
in decreasing
Figures 38,22,20, and 10 show this
clarity
as do many of the other pictures
listed above that show erosion in the shear mode.
Several other infrequent occurrences may also be noted.
Figure 16 shows a small particle which imbedded in the surface
of the specimen.
size of the
Two fragments
of the surface,
equal
to the
article, have been almost broken loose.
If the
particle had had more energy, possible both the fragments and
the particle
would have left the surface
and the resultant
crater would have been similar to that in Figure 12.
-38-
Another
interesting
case
specimen's edge
is Figure 27 where the right crater
( bright white lines ).
on the
The crater itself is
cold worked and many voids have been formed.
fluid-like flow aeared
is
Also, no
to take place in any of the cases, as
had been previously reported by Sherman.ll
Finally,
no difference
was observed
in the erosion
characteristics of the different materials.
However, until
the mechanisms of erosion are more fully understood, observing
the effects of impacts in different materials cannot accurately
predict their
espective erosion characteristics.
reason, no conclusion
For this
is drawn as to the superiority
metal over another.
-39-
of one
Conclusions
As a result of the 90
°
single particle impingement
tests performed, the following conclusions may be drawn.
The
rimary mechanism of this erosion 'appears to be pure
shear.. Uncertainties caused by secondary damage from both
the specimen and the apparatus cloud the results of rotating
arm erosion tests.
Until the mechanisms of erosion are
more fully understood, the analysis of materials should be
done by more conventional erosion testing rather than by single
particle impingement tests.
-40-
BibliograPhy
1.
Tilly, G., "Erosion Caused by Airborne Particles," Wear,
Vol.14, 1969,pp.63-79.
2. Smeltzer,C., Gulden,M., and Compton,W., "Mechanisms of
Metal Removal by Impacting Dust Particles", ASME,
Paper No. 69-!dA/MET-8.
3. Bitter,J., "A Study of Erosion Phenomena,
Wear, Vol.6, 1963,pp.5-21.
Parts
I and II,"
4. Heymann, F., "Erosion by Liquids", Machine Design, DecemberlO,
1970, ppll7-124.
5. Neilson, J., and Gilchrist,A., "n
Experimental Investigation
into Aspects of Erosion in Rocket Motor Tail Nozzles",
Wear, Vol. 11, 1968,pp. 123-143.
6. Sheldon, G., and Finnie, I., "The Mechanism of Material
Removal in the Erosive Cutting of Brittle Materials",
Journal of Engineering for Industry, Nov. 1966, pp.393-400.
7. Finnie, Iain, "The Mechanism of Erosion of Ductile Metals",
1958, pp.527-532.
8. Finnie, Iain, "Erosion of Surfaces by Solid Particles",
Wear, Vol.3, 1960, pp. 87-103.
9.
Sheldon,G.,
and Finnie,
I., "On the Ductile
Behavior
of
Nominally Brittle Materials During Erosive Cutting",
Journal of Engineering for Industry, Nov. 1966, pp.387-392.
l0.Sheldon,G., "Similarities and Differences in the Erosion
Behavior-of Materials", SME, Paper No. 69-WA/Met-7.
ll.Sherman,Charles, "Wear of Metallic Surfaces by Particle
Impingement", Unpublished Thesis,M.I.T., Jan., 1971.
-41-