Signature redacted Archives
advertisement

Archives
Nml. OF TECWNozo
SIEP 26 1962
A SYSTEM FOR THE CONTROL
OF BURNING OF A SOLID PROPELLANT
Akira Kayama
Submitted in Partial Fulfillment
. of the Requirements for the
Degree of Master of Science
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
August 1962
Signature redacted
Signature of Author
Dep
. . .
August 20, 1962
Signature redacted
.
Certified by
%ment of MechanicaJngineering
Thesis Advisor
Signature redacted
.
Accepted by . . . .
Chairman, Departmental Committee on Thesis
j4.
38~
A SYSTEM FOR THE CONTROL OF BURNING OF SOLID PROPELLANT
by
Akira Kayama
Submitted to the Department of Mechanical Engineering on August
20, 1962 in partial fulfillment of the requirements for the degree
of Master of Science.
ABSTRACT
The aim of this thesis is to propose and study a system for
the control of burning of a solid propellant. The proposed
scheme controls the burning rate by pneumatically forcing with
a piston an end burning grain against a refractory metal ram which
is fixed in the combustion chamber. This scheme is Tn application
of the recent experimental work by Dr. C. H. Marston on the controlled hot gas generation from a solid propellant
A model of the proposed control system is based on Marston's
work and is formulated for study on an analogue computer,
The
computer study revealed that the feedback linkage parameter plays
an important role in improving the transient and steady state
performance of the system. The transient performance is the
combustion chamber pressurerise time, and steady state error in
combustion chamber pressure is chosen as steady state performance
parameter of the system. The initial air chamber volume affects
the transient response of the combustion chamber pressure more
markedly than any of the other system parameters. If the system
is designed for a large value of friction between piston and air
chamber inner wall, the transient and steady state performance
is slightly improved. The combustion chamber volume has little
effect on the rise time of combustion chamber pressure because
of the favorable counteracting behavior of burning rate increase.
Thesis Supervisor: Robert W. Mann
Associate Professor of
Mechanical Engineering
ACKNOWLEDGEMENTS
The author is indebted to Professor R. W. Mann for his unfailing
support and encouragement throughout the duration of the work.
The advice
and assistance of Dr. C.H. Marston who ably led the earlier work on controlled
burning is also gratefully acknowledged.
The author is particularly grateful to Professor J.L. Shearer whose
valuable advice has been indispensable in carrying on this work.
Acknowledgement must also be made to Mr. Wormely and Mr. Stokes with whom
the author had extremely -stimulating conversations and whose suggestions
have often been helpful.
This work has been supported in part by the United States Nayy, Bureau
of Weapons under contract Nonr 1841 (66) sponsored by the Division of Sponsored
Research of the Massachusetts Institute of Technology.
TABLE OF CONTENTS
Page
Part I
Part II
Introduction
1.1
Object of Thesis
1
1.2
Why Burning Rate Control is Required
1
The Method of Controlling the Burning Rate
2.1
Rammed Burning
3
2.2
Preliminary Analysis of Geometry and Flow
3
2.2.1 Burning Surface Geometry when Ram
Increases Burning Rate
2.2.2 Burning Rate Increase as a Function
of Ram Force
Part III
The Proposed Control System
3.1
Part IV
Part V
5
Description of the Control System
9
System Analysis
4.1
Basic Assumption
4.2
Component Analysis
11
4.2.1
The Air Tank
11
4.2.2
The Control Valve
11
4.2.3
The Air Actuator
13
4.2.4
Force Balance on the Grain
18
4.2.5
The Ram-Fuel Interaction
22
4.2.6
The Combustion Chamber Volume
26
4.2.7
The Measuring De-rice
28
4.2.8
The System Model
31
Analogue Computer Study of the Control System
33
5.1
The Analogue Computer
33
5.2
The Dependent Variables
33
5.3
The System Parameters
33
Part V
(cont.)
Part VI
5.4
Numerical Values of System Variables
35
5.5
Investigation
35
5.6
The Transient Response
35
5.7
The Steady State REsponse
39
Results
6.1
Parameters Held Constant during Investigation
6.2
The Steady State Rdsponse
6.3
40
40
6.2.1
Steady State Rblations
6.2.2
Pal
Pal and Pc2/ Pc
Steady state
6.2.3
Steady State Error
44
6.2.4
Steady State Valve Displacement
45
6.2.5
Steady State Ramming Force
46
Values at
43
The Transient Response
6.3.1
The Effect of Linkage Parameter on
the Rise Time
46
6.3.2
The Effect of the Initial Air Chamber
Volume on the Rise Time
64
6.3.3
The Effect of 0
65
6.3.4
The Effect of Friction Parameter
on the Rise Time
65
6.3.5
The Effect of Combustion Chamber
Time Constant on the Rise Time
66
on the Rise Time
6.4 Summary of Results
68
Appendix A
Definitions of Symbols
86
Appendix B
Derivation of numerical Values of System Variables
90
Appendix C
Derivation of Alternative Transfer Function for
Transition from a Rammed Burning to Another
97
Bibliograpby and References
101
List of Figures (continued)
/P,,
versus Y/L
80
versus B/API
81
32
Rise Time of PC
33
Rise Time of r /r,
34
Rise Time of P, /Pc 1
versus B/APc
35
Rise Time of Pg /P4,
versus 7
36
Rise Time of r
37
Overshoot of r
38
.7
/r,
versus
.
/10t
C/l0t
/r,
versus combustion chamber volume
39
Transition time from a rammed State to Another
W-
Alternative Transfer Function for Transition from
a Rammed Burning to Another
82
83
84
85
95
96
99-100
I
PART I
INTRODUCTION
1.1 The Object of Thesis
The object of this thesis is to propose and study a system for the control
of burning of a solid propellant.
In this proposed system the burning rate is
controlled by pushing a movable end-burning grain so that its
burning surface
is in close proximity to a refractory metal ram which is fixed in the combustion
chamber.
This process results in an increased burning rate under the ram and the
increase in burning rate is approximately proportional to the force applied to
the ram.
The system consists of a pneumatic motor which forces the grain, a
combustion ,chamber with the ram, a measuring device which is a bellows and a
linkage to provide feedback.
,
The purpose of this paper is the study of the
dynamic effects of'various system parameters on the transient and steady state
performance of this ram controlled burning rate system.
1.2 Why Burning Rate Control is Required
Rocket motors and Auxiliary Power Units (APU) which utilize the products
of combustion of solid propellant as an energy source have been in service for
several years.
The hot gas generated is used to give thrust to the vehicle
in the case of rocket motors, or in the case of an APU, to drive a turbo-generator
or pressurize a:hydraulic accumulator.
When a variation of the thrust or the
mass flow rate is desired, the current practice in rocket engineering is to
use the method of varying the nozzle cross-sectional area, or to pre-shape the
grain configuration so that at a certain point the burning surface area may
change to give the different weight flow rate.
To vary the thrust or the weight
flow rate according to an arbitrary external command signal by varying the nozzle
cross-sectional area or by varying the burning area would require a complicated
mechanism which would add weight to the vehicle.
Therefore, in order to vary
2.
either the thrust or the weight flow rate to match it to the changing
requirements of the load, an alternative approach is to control the burning
rate by as simple a mechanism as possible.
The ram burning cOntrol system
may be a promising scheme to meet this requirement.
3
PART II
'IE METHOD OF CONTROLLING THE BURNING RATE
2.1
Rammed Burning
The burning rate of an end-burning double-base solid propellant can be
continuously varied, at will, over a range up to at least six times the
equilibrium vented vessel burning rate.
A molybdenum (or other refractory
metal) "rramtt heated by the products of combustion, is pushed into close
proximity to the burning surface.
The increase in burning rate is approximately
proportional to the force applied to the ram.
This phenomenon has been under
investigation by Dr. C.H. Marston in the thesis "Controlled Hot Gas Generation
from a Solid Propellant"'
2.2
Preliminary Analysis of Geometry and Flow
2.2.1
Burning Surface Geometry When Ram Increases Burning Rate
Marston analyzed the geometrical aspects of ram-propellant interaction
when a ram is suddenly forced against a propellant grain burning at equilibrium
rate, ro
Assume that the ram causes the burning rate to increase suddenly
.
and uniformly to a new value
covers.
rate
ro
r, on that part of the burning surface which it
The remaining uncovered annulus continues, by assumption, to burn at
.
Making use of the principle that burning takes place normal to the
local surface, Marston derived equations which govern the transition weight
flow rate from unrammed to rammed burning.
ino
r- -
Rr
t
)
R .^
+
R2
Wini-~
The equations are:
t(2.1)
t
(2.2)
4Wno
where
=
unrammed weight flow rate (equilibrium steady state) from
grain surface
W;n =
instantaneous weight flow rate from grain surface
Wini =
initial steady state weight flow rate from grain surface
at rammed burning
r0
unrammed burning rate (equilibrium steady state burning rate)
instantaneous burning rate
initial
R
steady state burning rate rammed burning
radius of propellant grain
=
Rr
radius of ram
t
time
transition time to or from rammed state
The transition back to equilibrium burning is given by the similar equations.
W'n
\RI
r
ti
R(
(2.3)
(2.4)
wno
The transition time for both Eqs. (2.1) and (2.3) is given by:
r rr
-0
~~.-Pr.
(2.5)
These governing equations for the transition from unrammed to rammed burning
and from rammed to unrammed burning are based upon the geometric configurations
shown in Figure 1.
C.H. Marston also derived the equations governing the transition from one
W
-
_+ino
0
Ino~~
ro
(
o
t
(
resron ce -to burning' rate step chan.Te)
)r.
R
R
+ t
-
-
rammed burning to: another.
RJJ
(2.6)
tt
trsti
In the above cases the transition time
(2.7)
is given by
ttIR%- Rr
-
ro
-tt
o
t,
__
__
(2.8)
r.
.
cannot exceed
By definition
in another limiting form:
_
Setting the two ratios equal results
_
R3 - Rr
These equations are based upon the geometric configurations reported in Figure 2.
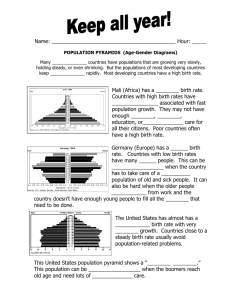
2.2.2
Burning Rate Increase as a Function of Ram Force
Marston correlated the burning rate increase with the force on the rem
by the following equation.
r
= .density
where
K
Ar
K F0
K0Eya~
(2.10)
of grain
an experimentally determined slope which varies one rem
design to another
= area of ram contact surface
applied to ram
=force
=
The derivation of this equation is based upon: the data shown in Figure 3
where the burning ratio is plotted as a function of ram surface pressure.
6
Transition to and from rammed burning
Et
I 7777777F
7T7
r, I
I
'0,
//'/
7///
/
/
in response to step change of ramming forcet
Ozt4tt
/
ro
r0
t t0
r0
t tc
7r7 I77Z777577 7
-Figure
I
/
t >tc
Transition from one ramed burning to another
in response to step chang of? rammin
-force
R
t=o ram
r,
dOWN
Ir t
r2t
/
I
t~t
t= tt
Itransftion
complete
Figur e
?a
8
Ramming Force
vs
6
Burnin 8 Rate Increase
4-4
20
40
60
F
\06Ar pS y02
Figure
3
80
100
PART III
TEE PROPOSED CONTROL SYSTEM
3.1
Desdription of the Control System
Figure 4 illustrates schematically the proposed configuration of the hot
gas generator.
Basically we are confronted with the problem of bringing a ram
into contact with a burning propellant surface.
moving the ram or the grain.
This can be accomplished by
To move the ram requires a larger mechanism
and introduces the problem of sealing a piston rod entering the combustion
chamber.
The proposed scheme of moving the propellant has the advantages of
simplicity and low weight.
control valve.
Furthermore, no combustion gas flows through the
Pressurized air is stored in a tank and its flow rate is
controlled by a valve before entering the air chamber to actuate the piston.
The piston has one or two 0-rings which prevent the leakage of air.
One end
of the grain is attached to the piston so that both the piston and the grain
move as a single unit.
The other end of the gain is loosely supported near
the combustion chamber by a graphite supporting ring.
as dry lubricant.
The graphite also serves
Since the grain expands when exposed to heat, a loose fit
with the supporting ring is necessary.
The ram is rigidly attached to the
combustion chamber.
The combustion chamber pressure is measured by a bellows.
The linkage
provides feedback and transmits the displacement of the bellows to the pneumatic
valve.
Input is given as a displacement at one end of the lever.
Description of Control System
Inhibi+or
Air Actuator
-----
Gra hile
suIPXOrt"ng
pin Rff-+
U
Air Chamber
Combustion Chamber
i
Rar'
Grain
L
-O-rins
Air Tank
0
Exhaus-t
Pressure Feed back Pipe
LinIkageeI.
Bhpellows
Nc zz E
Con+rol VaIve
-+t~eFe
Inpvt Lever
gure 4
II
PART IV
SYSTEM ANALYSIS
4.1
Basic Assumption
The analysis of the system performance is based on the following assumption
The system is initially under the steady state ramming condition.
In
other words, the grain is being pushed at a constant speed that is equal to
the steady state rammed burning rate which is determined by the initial
steady state force on the ram.
The object of analysis is to set up the fundamental equations which describe
the transition from the inital steady state rammed burning to a new steady state
rammed burning condition.
Equations are all
non-dimensionalized with reference
to the initial steady condition.
4.2
Component Analysis
4.2.1
The Air Tank
The air tank stores the highly pressurized air.
In order to simpli'y
the analysis, assume that the capacity and the pressure level of the tank are
high enough to maintain choked flow through the valve orifice for any operating
condition of the system.
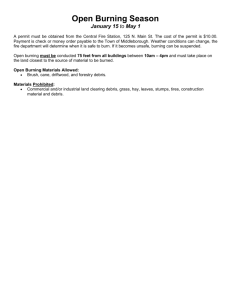
4.2.2
The Control Valve
The control of the flow of fluid power from the air tank to the actuator
is accomplished by the closed center valve.
The characteristics of the ideal
closed center three way valve (neither underlap nor overlap) with constant supply
pressure are exhibited in Figure 5.
When the flow is choked, the mass flow rate
12
Characteristics of three--way pneumatic valve
with constant supply pressure , variable upstream orifice,
variable downs+ream orifice, closed center (neither underlap
-tior overlap), from "Handbook of Fluid D namics"McGraw -Hdil Book
Co. N.Y..
0.9
A1
WIM>
PS
f-0.8
0.
,ft J-
0.
0.4
00
0.
T
N
0
To A: r
I~
--
I
--0.
AP
-.0o
P/ TeeTs
-o3 -o.2 --.o
-0.1
Pe
P
CdAref(0.532) Ps /T
A re = A nax = 2max
At /Aref, A2=0
Wre
figure 57
0
Y
A,=A2=o
-A2/Aref, A,=O
0,
W, Max
= Wref
0.1 0.2
Pr.
o
0. 3 o:4
0.5
is solely dependent upon the orifice area.
X
_Wa
X,
X
where
4.2.3
This relationship is expressed by
(4.1)
Wa
=
valve displacement measured from center position
=
initial steady state valve displacement measured from
center position
Wa=
weight flow rate of fluid (air)
Wal=
initial steady state weight flow rate of fluid (air)
Air Actuator
The following assumptions are made
is constant..
1.
Supply pressure (tank pressure)
2.
Supply temperature (air temperature in tank)-
3.
Heat transfer between working gas and its
4.
The -working gas (air) obeys the perfect-gas law
5.
Flowing of air into the actuator is adiabatic.
6.
The passage connecting valve and ram are very short and offer negligible
resistance to flow.
T.
Temperature of the gas flowing between the valve and the ram is at
is constant.
environment is negligible.
all times equal to supply temperature
Under these assumptions, the equation describint the relationship between
2
pressure, flow, and piston motion is
Wet Ts
0' dVa .
C
dt
d (PaVa)
4.2)
kR. dt
= gravity
where
'a
t
= air chamber volume (actuator chamber volume)
= time
Wa = instantaneous weight flow rate of air from valve
k
Raw
.
Ps
= ratio of specific heat, for air: 1.4
= gas constant
= instantaneous pressure at the air chamber
Cp = specific heat for constant pressure
+
YA
(4 .3
)
'he volume of the air chamberVa is :YeYA
14
O
where
= instantaneous position of piston measured from one end of
actuator at the instant when the input signal is given.
Y
= instantaneous position of piston measured from
A
= actuator piston cross-sectional area
O
These symbols are illustrated in Figure 6.
The equation (4.2) is re-written using (4.4)
kRair
C
(4.4)
A
P dY
(Y+Y ) d Pa
Rairl7TS
dtkci
(4-5.)
-
W
Rair
substituting (4.3) into (4.5)
z3AP--Y
Wa -
a
(Y+Y)
k
d
RairT
~d6
Now, non-dimensionalizing the above equation:
Wa
3APair (
RairTS Wal Pa
Wal
al
where
r
\r,
+ 9A Pa,
L Y))_
RaiTs WaF ti k
d--d((t)
= weight flow rate of air from valve at initial steady state
(rammed burning)burning rate at initial steady state ramned burning condition
L
=
L
,
and t
grain total length before it is used
burning time, or burning duration when the grain burns at the
rate of r for the distance of L
are correlated by the following equation:
(4.8)
And at the inital steady state:
Wa ~
R, r
Rajr'TS
that is:
3AP r
RairTs Wai
Substituting (4.9) into (4.7),
(4.9)
Air Actuator
I
Yo
t
I
_______________________________
Y
I
___
(Pm)
R9
17
r
Ln
i-
Ts-
F igure
6
Air Actuator Block Diagram
Yo
ro
II
Figure
7
r
17
ri
(4.1o)
+
( Pa )
_W
RewriPaig t )i
Rewriting this equation:
Wa
P
Wai
Pai/\ ri)k
YO'+
d()
(4.11)
lot,
Time is now non-dimensionalized with reference to ten times the burning time
to.
The reason for the selection of this value is explained in Appendix C
L,
ro , L , and to are correlated as follows
=
where
T
equilibrium (unrammed burning) burning rate.
ro=
When a new steady state is reached, the equation (4.11) reduces to
Wa 2
R
Wai ~
where
all-
2
N
(4.12)
r,I
Pa
=
air chamber pressure at new steady state rammed
burning condition
ra
=
burning rate at new steady state rammed burning condition
And at the initial steady state (4.11) simply reduces to
(4.13)
Wal .
Pa IV I-
is the distance travelled by the piston (or grain) after the input
Since
signal was given at the lever, it is described by the following equation.
fr dt
Y
0
In the non-dimensionalized for m :
L
L0
r ro
toto-(drr .0
o
-t
The equations (4.11) and (4.15) are transformed, using operator D
3 r Y+Y
_Wa. -'( .P
P,)
+
___
\P,/
Waj
Y
=
10d-
L.
k
sg(P
lot0
P
i se-(4.17)
The block diagram describing this relationship is shown in Figure 7.
4.2.4
Force Balance on the Grain
The following assumptions are made.
1.
Inertia of the grain is negligible
2.
The grain is in contract with the ram all the time.
No bouncing
motion occurs such as the grain coming off the ram and colliding
with it again.
The friction is coulomb-type. So the friction force is constant and
independent of piston speed when it is moving.
3.
Under such assumptions, the force balance equation is
Pa A= PcA+ B + F
A = cross-sectional area of actuator
Pc = instantaneous combustion chamber
where
B
F
pressure
A PeB
I ~ePr I
and
piston
= friction force
= force on raml
Dividing (4.17) by
Pa/p
(4.18)
A
(4.19)
are rewritten as follows.
a-
Pr,1
~Pa
B
__
/PCOi )Pc)
( PCo
APok Po
B
(4.21)
/
A Pei
(4.20)
where
P
= initial steady state rammed burning combustion chamber pressure.
The burning rate increase and the force on the ram is related by the following
equation as explained in 2.2.3.
r
~
KF
+
F
(4.22)
10'Ar f,, 0
io'Ar sr2 / rl
Rewriting:
FO
A
K
r
r
Therefore
_ o A'4.
F
AP i
A K PCi.
\
,
rO
rrr(4.24)
r,
As the choked flow is always maintained at the exhaust nozzle:
S .... ro
~~
Pco =
where
(4.25)
I
combustion chamber pressure at equilibrium unramed burning.
Substituting (4.25) into (4.24)
rr
10"Arfs
-
AP1
(4.26)
A K Po
ri
Finally, substituting (4.19), (4.20), and (4.26) into (4.18), the force
balance equation is obtained.
Pa\ Po\(__
(Pa
\O
81/C\
\IPco.\
(B
4co
Fi/
co)
I'Arfs r
cl
_"
F _
A K PC)
(4.-27)
When the new steady state is reached, the above equatLon reduces to:
1
W __2
2
Pa
Pal P
f
L2P1) P )
+-
oP'A'
~
\AfoI Pe + AK'co
c
r
r
2
0j
ri
(4.428)
And at the initial steady state:
(/pa\
_g tPCo
(o A0o40$_L
E \PC
= 1+
-
\
APCO)
Pcc/
+
A K Po
(4.29)
If the cross-sectional area of the actuator piston is Q(times the effective
cross-sectional area of grain (without inhibitor) and if
the ratio of the
ram cross-sectional area to the effective cross-sectional area of gain is
defined
,
the following relationship is obtained.
Ag At - 0
~\
A -A
Ar -
where
A=
A-=
A
cross-sectional area of actuator piston
cross-sectional area of ram (area of ram contact surface)
effective cross-sectional area of grain (burning surface
area of end burning grain)
(4'30)
Force Balance on Grain
F
\\
PaA
U
K
q
\\\\\K\~ZS~NKK
K
7/7
LP
B
F igure
8
PcA
*
4-
Force Balance Block Diagram
PCI
Coo
rFgure 9
22
Substituting (4.30) into (4.27), (4.28), and (4.29), the equations are obtained
in the final form.
tr , L
/CP
PC
CO-j
B__1O
+
t'1 ' RP Ao)
(4c 11
(4.31)
f(
,O
Q0)KPCO.
r
r
At the new steady state:
(Pa',)(Pe-
PKPco
0(P,,)
r02
(
tB
2
(4.32)
(2
At the initial steady state:
S+
pTI\ Pa
B
APe
Pc
P--
X(K P-
(4-33)
The illustration of force sunmation of grain and block diagram of the above
equations are shown in Figure 8 and Figure 9 respectively.
4.2.5
The Ram-Fuel Interaction
The governing equations for the transition from rammed to another rammed
burning were introduced in 2.2.1 as the equations (2.6) and (2.7).
Using the relationship of (4.30), they are re-written :
r2
+
Win __ r'
ro
Wino
(rt
r
r
And
2
_
0
(4-35)
-to
where
R
, [
~-to)
Re-writing (4.34)
W in
Win
*
r,
0
(4.34)
t
.
W
rii<
i(-)
__ (ri-- r, )
+...
t
r
At the equilibrium steady state unrammed burning and the initial steady state
2S
rammed burning the follpwing relationship exists:
(4.37)
-
WVini
W ;no
Using this relationship:
W
W
n-
(6 -) 0
nf..
+t(-0
W;n 1
t,
(4.38)
0 .t <t
And by making time t
(
+Q's Ma
)
n - W2nt M
'A4
(4.38) becomes
dimensionless,
W~pI
The value of /,
(4.39)
0 <
1
during the transition period will be approximated by a
first order lag so that the function may be easily simulated on the analogue
computer.
The model of the transition region is:
(4.40)
d
dit
tt
where
,7t.
The approximation for the transition time region is shown in Figure 10 and
results in more total flow thaA actually occurs.
The equation (4.34) then
becomes
_
r-
r'
1e
(1-0)
(4.41)
+
Win - Win
~
Win,
G
where
in -form
of transfer function
)
Using dimensionless time, (4.41) is rewritten
(r. is rerlace d/b, r
Win1
Wint
_ttD'+
3
wi-rI
r-;
-
Will
(4.42)
(1-0)
0*
16 +-3~tD+L
4
And
s-ate
(4.43)
S(.S.
)
-at t4e hew sieeady
10o
WiM~
1
Ram - Fuel Interaction
I
NEW STEADY STATE
RAMMED BURNINCr
j
/
I
|
INITIAL STEP
r2-r
mTAL STEADY STATE
RAMIE D SURtNIN G -
as
.
wr/ it
wm
TRANSITION
PERIOD
i
t
tt
FIgu re
10
Ram-Fuel Interaction
Block Diagram
,
Eo I
win
I
N
--
F'i gure
-
oto- 9)
10 to
I
I
qrt
26
The preceding equation (4.42) and (4.43) may be combined to form the
block diagram of the ram-fuel interaction as shown in Figure 11.
4.2.6
Combustion Chamber Volume
The mass flow rate through,the nozzle is affected by the combustion
chamber volume in the following way
Win= wout
where
+
V.o
(4.44)
VO = Cambustion chamber volume
Wout = Weight flow rate of combustion gas through nozzle
.f
= Density of combustion gas
At the initial steady state:
= Wout I
W;
(4.45)
And from the choking condition of the nozzle and with the assumption of a
perfect gas and constant combustion gas temperature:
Wout
_
Wout
(4.46)
where
Wout 1 = Weight flow rate of combustion gas through nozzle at
initial steady state
= Density of combustion gas at initial steady state
Ro,
Using (4.45) and (4.46), (4.44) becomes:
d
Wout
+
Dividing by Wouti, :
Win
Wout,
Wool
Wout I
Wout~
W;"
wout i
..
Wo
t
wout I
Wout
Wouti
In operator form:
(4-47)
(4.48)
Wou I
tdwot,
Wout
-
Wout SS
O Tt_
Using dimentionless time:
Wit,
(
Wout
outi
Wu
o
W1;
I(Lo
W
9C (-o woD
wo1
0
(4.49)
)
Win
(4.50)
Combustion Chamber
Block Dia gram
Win
10t0
Win V-D
_
___
__
_
___
__
__
__
out
PCI
N3
F
gure
I
2
where
==
I O
Wout
1
(4.51)
Since the flow through the nozzle remains choked:
Wout
PC1
Woutl
PCI
(4-52)
And at the initial steady state:
.53)
W;n 1
Wout
combining. (4.51) through (4.53):
P. +Dt. \ P(
Win
l
The effect of chamber volume on the wieght rate of flow may be modeled as
shown in Figurel2.
4.2.7
Measuring Device
The bellows has been selected as a pressure sensing element.
The combustion chamber pressure and the displacement of the bellows are
related by the following equation.
V=
where
4.2.8
Kb
-P(455)
V = displacement of bellows
Ab=
cross-sectional area of bellows
K=
bellows stiffness
Feedback Linkage
The motion of the feedback linkage shown in Figure 13 is defined by
equation (4.56)
Z = (a+ b)x + a V
where
(a+
b)-X
V
a and b are defined as shown in Figure 13
=
Input displacement of lever
=
Valve displacement
The equation (4.56) is made dimensionless in the following manner:
a
(4.56)
L nkage and Measuring E-envice
.4
aA
V
II
---
W--r-r-rq
II
XY
STIFFNESS
b
.1.
z
Fi
gure I
3
L nk age and Measuring Device
Block Diagram
z
2
ZI
bV,
az,
az)
a z, /+b/
~bVI
x
x
PC
PCI
F ig u re
14
/
~31
Introducing the relationship (4.55), the equation (4.57) is obtained
_(a+ b) X
X
+ MI
(457)
At the new steady state:
Z,
\
a
-Z
--- Y.. .9
/\x,/$1
)
(a+ b) X,
L (TI/
At the initial steady state:
+
bv.
4
,
(+)
The block diagram of the linkage is as shown in Figure 14.
4.2.8
The System Model
The complete system model is formed by combining the models derived
above.
It is shown in Figure 15.
(4.58)
32
System Block Diagram
YO
L:
I
lot
Z2
bV,
PC
10kto
bv,
SWAM
.-nip
tl
)XI
I
A PCOP
I
I
D
IL
loto
9t
gure
15
I
33
PART V
ANALOGUE COMPUTER STUDY OF THE CONTROL SYSTEM
5.1
The Analogue Computer
The computer is a Philbrick Analogue Computer consisting of
of twenty K5U universal linear operating units and four K5M multipliers.
5.2
The Dependent Variables
The combustion chamber pressure is selected as the main
dependent variable and the burning rate as the auxilliary dependent variable.
These variables were non-dimensionalized with
reference to their respective initial steady state values.
are
_ 2
and A
for steady state,
and
A
PC Ii
__
for trans-
PrI
ient state.
5.3
and
They
The System Parameters
The system parameters which affect the transient and steady
state performance of the system are shown below.
1.
bV1 /aZ1
defined as (non-dimensionalized) linkage
parameter.
This parameter depends upon
lever length ratio (b/a) and initial steady
state lever displacement (Z1) and bellows
displacement.
In other words, this can be
rewritten as follows.
34
bV~ bA= :
a2
aKbZ,
Kb and-Ab are bellows stiffness and crosssectional area.
Therefore, the linkage para-
meter contains the characteristic of bellows.
The feed back elements affect the system
performance through this parameter.
Y/L
defined as (non-dimensionalized) initial air
chamber volume.
The piston position (Y0
)
2.
when input-signal is given, is divided by
original grain length (L).
3. X/1oto
defined as (non-dimensionalized) combustion
chamber time constant.
Combustion Chamber
time constant (.7 c) is divided by ten times
the equilibrium unrammed burning duration (to)*
4.
B/APci
defined as (non-dimensionalized) friction
parameter.
Friction force B is .divided by
force on the piston (APci) caused by initial
steady state rammed burning combustion chamber
pressure (PCi),
5.
The ratio of the ram cross-sectional area to
grain cross-sectional area.
6.
z 2 /Z
1
defined as (non-dimensionalized) input leveJ
displacement.
New steady state input leve
(Z2 ) for rammed burning is divided by initial
steady state level displacement (Zj) for rammed burning.
5.4
Numerical Values of System Variables
Although, throughout the analysis non-dimensionalized system
variables are used, the values of the system variables are determined by studying the experimental apparAtus described in "Controlled Gas Generation from a Solid Propellant".
ratus the fuel grain diameter was one inch.
1
In the appa-
Using this value and
other experimentally determined parameters, the average numerical
valdes of the system variables were determined.
These values are
given in Figure 16 and derived in Appendix B.
5.5
Investigation
The purpose of the investigation is to study the response of
the dependent variables to a step change in input lever displacement for different values of the system parameters defined in 5.3.
5.6
The Transient Response
The rise time Tr is a parameter which characterizes the
transient response of the dependent variables.
The rise time is
non-dimensionalized and expressed as Tr/ 10to.
The definition
of rise time is described in Figure 17.
It is defined as the
time occuriin8 between the time when the input step change is
given, and the time at which the combustion chamber pressure or
36
Figure 16
TABLE OF NUMERICAL VALUES OF SYSTEM VARIABLES
Variable
Unit
Value
L
inches
10
D
inches
1
Rt
inches
0.5
A
sq. inches
0.785
D
inches
1.2
A
sq. inches
1.13
Dr
inches
1.0, 0.9, 0.8
Rr
inches
0.5, 0.45, 0.4
A
sq. inches
0.785, 0.636, 0.503
r
1.44
1.0, 0.81, 0.64
pc
in./sec.
rPcO
1
lb /sq.in.
in./sec.
0.14
400
0.175
lbf/sq.in.
500
lb /sq.in.
500 ...
ft./sec. 2
32.17
to
sec,
71.5
t
sec.
57.2
B
lb
10 ...
.P
lb./in.3
PC 1
PpC
1750
k
0.055
160
37
Variable
Unit
K
Value
0.05
tt
see.
0, 0.498, 0.997
2800
mf
22.9
(z:/,)
1.0
(it/
(
)
0. 01 77.-- 0. 2832
0.4
ot,)
Ot
3.5
)
(B/A r1
(y. /L
...
o)
0 t.)
*..
0.8
o, c A97 x 10-4,
1.395 x 10-3
,232
4.65 x 104
8.34 x 10-5
(bva)
5.0 x 10-4
0.1
...
0.99
10-4
38
Response Parameters
Z2
I
/lo
Pet
.1
STEAD
(
PC'
STATE ERROR
I
/
_________________ I
0.8
Z2
(:
Z,
ISF RISE
" TIME
I
PC 2
-ml
2
T
r
t
lOo
r
-
I
Over shoot
)
(r
ri
r
-4
r
rise time
lt
-K
Fg u re I7
31
burning rate has reached 80% of its steady state value measured
from the initial steady state level.
Overshoot a is defined as:
~
(5-1)
where
non-dimensionalized burning rate value at first peak.
non-dimefisioitlized buf'ning rate at new steady state
rammed burning.
5.7
The Steady State Response
The relationships between the input values and the steady
state values of air chamber pressure, ram force, combustion
chamber pressure, and valve displacement are of primary concern.
The steady state error is defined as the difference between the
input value (non-dimensionalized input lever displacement) and
the putput value (non-dimensionalized combustion chamber pressure).
That is,
EZ
2
X,
_
CP.
PI
(5-2)
40
PART VI
RESULTS
6.1
Parameters Held Constant during Investigation
The results stated in Part VI of this thesis are reported
for a model which has the parameters recorded in Figure 18 held
constant.
6.2
6.2.1
The Steady State Response
The Steady State Relations
The equations which govern the steady state condition are
summarized as follows.
aP
R)
+
Pe
aPC'PC,
c K(6.3)
P C .
AMPi
r(6.2)
C
c
where
(
cc'
KPac
rs
(6 .5
)
-,
1 6a(6.1)
41
P
al
initial steady state rammed burning air chamber
pressure
Pa2
new steady state rammed burning air chamber pressure
PCO
equilibrium unrammed burning combustion chamber
pressure
Pcl
initial steady state rammed burning combustion
chamber pressure
Pc2
new steady state rammed burning combustion
chamber pressure
B
friction force
A
piston cross-sectional area
9
ratio of ram cross-sectional area to grain crosssectional area
ratio of piston cross-sectional area to grain
cross-sectional area.
fs
grain density
K
ramming coefficient (sensivity of burning rate
to force)
r0
equilibrium unrammed burning rate
ri
initial steady state rammed burning rate
r2
new steady state rammed burning rate
initial steady state input lever displacement
Z2
new steady state input lever displacement
x1
initial steady state valve displacement
x2
new steady state valve displacement
V1
initial steady state bellows displacement
b/a
lever length ratio
F2
new steady state rammed burning ratio,
The calculated steady state values of Pa2 /al'
Pc2/c1'
X 2 /X1
FIGURE 18
PARAMETERS HELD CONSTANT DURING THE INVESTIGATION
Parameter
Units
Value
L
inches
10
D
inches
1
R
inches
0.5
A
sq. inches
0.785
D
inches
1.2
A
sq. inches
1.13
ro
in./sec.
0.14
pco
lbf/sq.in.
r
in./sec.
Pcl
lbf/sq.in.
ft./sec. 2
k
t0
MA
0.175
500
32.17
1.4
sec.
71.5
sec.
57.2
lb /in.
T
400
3
OF
0.055
2800
-22.9
43
and F 2 /APC 1 versus Z2 '1 for different values of 9 and B/APc1
are represented graphically in Figure 19, Figure 20, Figure 25,
and Figqlre 26.
P,2p a1 and Pc2/Pcl Values at Steady State
6.2.2
Referring to Figures 19 through 20, it is observed that
at certain values of the friction
Pc2/ c1 become greater than Pa2 /a1
parameter B/APC 1 as the parameter is increased from zero.
Since
the ramming force is caused by the difference of air chamber pressure and combustion chamber pressure, Pa2/al
Pc2/P1
seems un-
reasonable., The following analysis of steady state governing
equations, however, justifies this result.
is
rearranged:(Pca)
-
+
?)ror
[
e KPeoir,
ACO k 41)<
(a) P0
o
,)
P2
ai
+s
The equation (6.1)
rIo
(6.6)
Substituiting equation (6.3) into (6.6):
(C) (
PC I
where
+
0 f roC
o(K Po
Vco
C
*-P-O
Cc Pci
Gr
1*
o K P.
IT/
(6.8)
This is a first order equation representing the relationship
PaI
al and Pc 2/p0 1 .
PC1I
&
At the initial steady state,
Pa I
a
(6.9)
44
So the line representing equation (6.7) passes through (1,1)
as shown in Figures 21,(A) and 21(B).
It is observed that at the
new steady state, Pa2/al is greater or less than Pc2/Pcj according to whether C is negative or positive.
C becomes negative
when the friction parameter B/Apc1 is smaller than the second
term of the equation (6.8).
This computer solution is photo-
Sraphed d and displayed as Figure 22(A) and Figure 22(B).
6.2.3
Steady State Error
Steady state errors are calculated using equations (6.1)
(6.2), and (6.3) and shown in Figures 23 and 24 in relation to
c2
/P
ci
23
for different values of bVi/aZi, 9, and B/AP c1
.
P
hc;
how The Uinkage equation shown below as (6.10).
b
I
ai(6.10)
/
At the initial steady state, the equation (6.10) is:
=
a~b)(
)X (bVi
(6.11)
from which the range of variation of the parameter is determined
to be:
(6.12)
At the new steady state, the combination of equations (6.1) and
(6.4) reduces to:
X2
kPc
s(B
SAK
++10%4
I
V
AK P)J(PC)(6.1 3
)
P
Now if
a+ b i/t1
bV0
._,
from the equation (6.10), and (6.13), the steady state error is
PA
E-
PT
.1 iOA
%+ rl)+
AKPo/
(AK P )
-= 3
ro_'\
i--
Pes/
AKPe
8
AK Pe(6.14)
\Ae
which is a second order equation with respect to Pc2/ c1.
now if:
br/
(x)
e.
C
And
>
the steady state error approaches zero.
From equation (6.10)
-
PC.C
1-+0
Therefore the steady state error versus Pc2/ c1 graphs with
X/Z-
bVj/aZ 1 as a variable parameter are limited in the domain bounded
by the abscissa and the-parabolic curve of (6.14) as shown in
Figure 23 where the friction parameter is a fixed constant.
Figure 24 (A) through Figure 24 (C) shows the effects of 9 which
is the ratio of ram area to grain area, and friction parameter
upon the steady state error, versus combustion chamber pressure.
In these cases the linkage parameter is held constant, equal to
0.99.
It is seen that effect of 9 is very slight and that of
friction is rather significant.
6.2.4
Steady State Valve Displacement
Steady state valve displacement X 2 /X1 is calculated from the
equation (6.1) and (6.4).
That is:
S+
(Pat/P
A'
e
p)
This is a second order equation with respect to Pc2/?cl*
(6.15)
In
Figure 25(A) through Figure 25(C), the steady state valve displacement X 2/X1
versus Pc2/ c1 are plotted for different values
of 9 and friction parameter.
The effect of B/APci and 9 on
steady state valve displacement is very similar to the case of
steady state error.
The increase in friction results in the
decrease ofX1, and the decrease in
e
tend to,"decrease X2
1
slightly.
6.2.5
Steady State Ramming Force (F /APCi)
2
steady state ramming force was calculated from the equation
(6.5) and represented graphically in Figure 26 for different
values of 9 .
As 9 decreases
steady state ramming force decreases
linearly.
6.3
The Transient Response
6.3.1
The Effect of Linkage Parameter on the Rise Time of Pc,' c1
and r,/r
The effect of linkage parameter bV,/aZl on rise time is reported in Figures 27(A), 27(B), and 27(C).
In these figures rise
time versus bVi/aZi was plotted for different values of 9 and
Z 2 /Z1 .
The combustion chamber time constant JC/10to, initial air
chamber volume Y/L, and friction parameter B/APci are all held
constant as explained in these figures.
The range of variation
of linkage parameter bV,/aZl is between zero and unity as described
in 6.2.3.
It is understood that as bVj/aZ1 approaches unity the
rise time of both Pc2/ .1 and r2/r 1 approach zero.
As explained
-7447
'4'1-Y
'744
+4
,
~
. . . ,7.,
4-4
4
11141
*
1 1
-.
4-
41
~4.T
-~1-4
.4-4
-
44~~~-
t. 4
11-7
4t
+1
1
-
:4:2
{~.
i- +4-'
44_1
~
-1
'
"4
-T
-4'4
~~t~
2'-
I
r-
247
*
t
4
4
4
4S
-
-IT7
tT
+
44-
_"i
_
__7
49
-
'WI
'
2tL
--- A-
44
' 44 444 t4.
r~4
-44--
f-H i f
tfl.
?t'
44-4 444i1-4 P41-P 4
-,
.
L-L
I
-4-44-4iF4 -#A
1
IF
A
I111Ti .....
V
-- LRL.L- _LM_ L Ll
L-Aff I
I
.-LIE
17!
':14::.
1~1EIi 22:
A.
-A
2274-:
:4:22::':
-A'.--
... ...
4 14-4 4-
2422tp22l~t~444iit4:;4
I1q,
Hif
241.--'-,
4-'4
4444
42-
4
-4
4 -
4A-4 ;4-
T4
~lv
+4~~
ft
'f~~i I J-
42
2424~~4ir
i-+
~4
4 k44
I___ ft____Vt_1_____________
H
t--4--
I+
1,1,
77t 7 tT
4
4
Hi
1ft
444
4
4242
t11
,
ii-
- .-
1747K
-
ift
Tit
l-
1+4 4- 1 44 11
F
14 11 1 i
44
-Hf
TTT_
A41
4127'2''f''~J
YrY
~ 141
fHd-7
2
0 I~-A 4 1
;
III
~U:j~~
t4_'
;Ti
j
t
T
..
!! +-TIT
ill7 'tI'
jj!! 1'',
...
...
:4.
it
411
L-L L
T'11
F':
t-
4-Ij
t4
lTit
. I-
~Al~di1
1} H t44Ij
-till
IA!K4
~~7~FflTV
4
LIE
4---
4
-4
J4 E4-411 ii
-
"~Q
:7:]::>
TTTTTT
+4 -Lii1i P i4 -4
"22741T
222
_Ti
:4:
"'-Al
m4
:4'i
EFdj,
-'
P_4
f71-t77
12
'_2I--T
'it
~jj-
fAj--r2-
HA
2-444 440
~,
4-A-4-A-U-4-L-LL--L-4-L
fff
I'
I
11
---+
4
-
T4
lit
-44-14
9
-
44
4,t
.T
i
iii
24
-~
4-
ItN-
rt "
I
r
50
T --
-14-
$if
jt~~j
a
i44
4
,#TV-T
t
TT
'iii
tj
1;
-.
-44
442
44d~t
b'it
_J4
<-4.T-
-
,-
4
-
A
n
+
1
jpy
-- - - -
t
1-i1
ll4<
1-IlT
4-T1
- .
S
- -- -- -
~I
2-i
V
141
171
.-. ,.i--.Y-
1- 4 1 t1-1
A;q~.2 {.jJA4fl
lt
1- 1
11 +. :11+ 21-14-
-
j4
-
1
2i'iLIAhtiL$hI~ b~I~C
A7tI77T7tT1t7'7tt'~i
-f44. : 4414441 J 4_4-4.+ 441
+11
n
-T- - ---4
4-
~-
{t;j it-F
f,Ptht~ 1Wbh$~~
t
I I1agL
.TTu
m
~
--T
TI
-I P V.-
U'
itP 0~h
4--
f
*
1T
-
---
t'$ifUi}2141i2j5Ejj44
P 1 1 ~t~X' I I I
-- 1
71u14%14b147
f41I
i-i-ti'
14I
1k
-+ -
t
i-F
24Z44.44i444..44411414441424-flZrt
IL
4-
noTnr
e
-7t1rv
tne+mer
It..
t
tm-A
TT.
'0
-- -
'
11
:
ho
1
o
--
:
t7
I 'I I
-
-
-
-
--
II I-
4
4414
. . .. . . .. . . .. .
I-I--
-
-
-
4~
12
I:
-t
-
-!J-1-
- -
LLL
#
4-
ZT1
t
J-t
F.--
$
I
Ht
,4-
43
1
I
4t
4
4
-
~
-
-t--H-N
-
4
-11
t
T
t
11,14
T
-~-4--
-
-
-7-
T -
-
4
- + --+ --
-t-
7- -l
-fi
44
i T
u IT 4
-
72
4~P
If
:
1
.-I I
-
ij
-4 <
lII&
ATT
~'
itI4-i}51
4'-
41~~
- +--l I
~
111t<'~
, -
. .
A ri-I::tl::::f:::-1:-::I:::-I:''I~E
T14-
414'_rl
4-4-4-
ii
- -+- ----
-- - -
1::]:
' TI
t
-
I
-
F-mi;
4.; 12-U ~Z442$24 44 I4424-4~22< 4 -22-4..- 4--
4+4p
I
T4-
t1
ti44<1
V+Pmi
M7
,,I
-7
-I]
1I
F-ilt
W
~
i'
HILE-+4 I11
41
44
p_
t
Vij
+
44
H
4-4U
4b
7'
4 40j-444-4--44
.-
+44
,
-
4
--
-.
-
4+
NL
TM
il7.<I
I 1~~
- -
-
--
4T
4
~
-4-1-
L
-
.
+-
4
~tj4~1~ P
4
A441
7t
-
-
'
K
J% .
L
~
--
44'
-
-
-
-
-
-+
~
--
-
--
-
-~
Hill
+37
-, - - I -
tt
:1:7:
-
<-:71>7:
:1::: E '
1$ S I SIll:::
'4~
-
7777<
it -
-
1 -r -
A I: A
1-1
' 7
NT7
-
~
AN
J
::iiI:i2it:14<4X:.14::414214:14:.1u:i:4i ''I~~~ I I
1t
h~t t~<tt2K~tIV22~t~aVt-C2V2-.Lt.4
Ii
41 t1
1_
*Ei-
-ftlt
-
I
4
T<
-- + +
-K
t
T 1
. .- -
a- - ---- --- -- - - - * -'h -* -
1 _4
dtrtdt
i
-T
, Vvi.
2I
+H
4-~i~4~
- 44H4-M
4 V-
Ft
- -+
H
Fi-I-rh-I-i ii
I 1-
F-simS
VV
T- - "
+-f
..
9H
-4
-
14
4~
4--
-4-4
-H
1
U+It....
4.
-
44
---
IT!-
-
mtP.
II
----
44+-
#1
-i+-
+t JI4
v
t
.t
------
-+
14
T
---
14
If-
0
4
I
4I-7
114__
'4
-"
4-4
277
444
'--
H4+-+4-4+-4+
iT
14T 4I
t4I-
-4S
1
--
7.-
77,
Pdi
-
R 2 vs.
Pa
New
steady
Stat e
Pat
pa I
C >0
Figure 21
(A)
-~--- ~initial
steady
CT >
4S'
PC
0
10.0)
PC2
I
Pi
*pcl
PC I
New
steady
+
Pa 2
Sfate
A
C so
Fijure 21
(B)
Pa
1-
Ini4ial
Steady
RI
State
450
t
C
(0.0)
PI
PCI
=12
Figure
.P
Pai
22 (A)
PC
and
m-UU
R
P,
PaI
16
6
4
4
W&.M om.o
ofafim
3
2
-o
2
-1
-O
tLIJ
2.5 x \
l
curve
Ieft
curve
right
0
0.64
4;.
3.65
AB 14.16 X 16'
9c
l0-o0
LO
1. 4. x 164
[x
0.5
PC I
I
;
q
I.
14
F gure 22 (B)
an d
PCI
Pat
PC
P
p
P
-5
.4
.4
13
2
.3
-0
2.5
x
left curve
right curve
-
.5
06 (E.)
R,
R
S
-
0.64
*
3.5
.77 x0
LAk
1.4 x 1~'
A
0.5
i
I
.
'
i
9.S4::
2444i-4't444
i1HT
~il~IL~IL1 F1 -1t K I
I 4
-
.. - -T I -1, 1,
I I i444JIj;.
I
I
I
I
7
-4
fl4
':1:::.
IT
4-tt
,
-144-
t.2T1 -,
WttlTfr
4-
J. 4
A~i -1-
4
~
..........
.......
tiiJ5
----------R4
.
-t
TT
-----------
1
4v
Ifi l
b~
i
- I I H444+-M4-,4,
riv;1v
b
~
.17. ....
-17. 7
1~-
41
~T
iT77T
-
-
.
- ------- ---
4
i
-
------- ------
-
--
JNM -
-
'11+1
AJ
7 tti
tV-7-
4
-
2'
4 '
2
-1
44j::
i T.
7
:t.
444
I
IA7LLILL
4 -4
~
14:-1
-
-
~
I
-
4T
4+
i-il
t_-
14
-4
--
4-4
1..'
44 1
Ij
,ts'ftp
4~r
2 Ai
-4.
J~ 7- -4
-1--
+
+4
-
T
..
...
4
:-!:! A
U
I ffl++4q4A 1 1 14
it ttr
L~ti
I- fIVIH14:
tuff'"i
4-44
I -
Sit ;~h:
1-'* 1
1
I flij'
---i-I
:t
liii'
27244<27
+95:5:
a d
'-4
41F
4~
If
~
-- -----
-~I-432
7:
U~1t'
ir'-'! ''L-'nu'i'+F4+it'fF 'itt
'4
II
4.11
2.274.1..
<Ti-
4
4_5j
4--
-
-4
f.
p~
I
4'. '.c1>- I
1 1 7<7
t_:z-
it I
-"
.17
.tt414. 1.4
V-4lVZE2A7Y2.121Put~f
+'t7~i{1d-4Bh% 5 V14
4
1
.4..:
-1Ii-f
4
4-41 'ji-tn
--7
t
7
I+4
44
t-'
4-
4ii
1<
-7 JI
--- --- -~
'-4-
427
4-
t
4;
+
I*##
I
* .1:::..
.t.
-.. 1
Am
.1.
-4
:<pnm
.-
-44T4
4-1
I'>t1ii:it23;41i4tt.i+I4.i5fr
4 bttihiuE4t1t
>5
4Af~
:.:i
*1
-"Lb.L,1,tI
>
WN T4qt
-4111111
111T;
47f{'j4 ~4
-
f
m
rI
fh
TlT1
j+f,
III
4.-
I
. ...... ....
T7:_
- I: __ _
- -,
+ ;,4f
44-i
t
t1 4++++
d-
77
T F
+ft
77
t7ll
1-4
7---7 7-,--
IT
T
44
ttt + 4+
1-T
Z_111--1T___4t
71
I
-t
:T1
Tl
u
L
HT
It
If
+H+
IM t
4+
+H+ +H
-T
##1
T T 1.
TT=
TT
IT
.
.....
.......... . .
likru
14TI
'T7
...
a-4t
77
It
AW
_ti
t
#P
44
Au
4+
qr
,77,
t
L
:1
i
r
t
TV
w
i: ,,
-it
tT7
4T
4
4
T:
I-L
14
444+
-+_7 77_ _, _- l
it
It
t:
+4,j
-+ ,,
-7'
L
ti
f, - 7
i,
+H+
ZR
r1r
r4 iti-
+
4-4
##
T
-77-
IT
4f
t
+
L!
+ff+
T
t
' 4
4,
_.T I
=-T-
+
44M'
T
T
-
t
4,
4:
+
-
,4
4_1
41_F
-7
-F
.......
.......
+
44
i
_L___
il"R
tit
IEEE
f EH
T
L:
t7
4444--
.-4 +
------ M
"TT
-4
------------
7:.
........
44
...
_
L
Op
ZL
tt
-77-V
rFt-K
-14
4
44
14-1--
___-~~~
.
4-~~.
T14-~-L
41
41
__i
+
--
4-
-j--
't
-7
p
I' 1'
-i
--
t,
4
1
r-~~~~-~
777
' '
H
t r '
<
'~4
'
r
-77~-_
' r
1471
1
<
I
t
f
r I
i
-{
'
4-
i
_11H_
~
'
4;4+; T
4
- I - , 11 - 1
4,;_1-
~
.
-
-r
-
~
~L~i.1I1~4fi
~
T,
T I, 4
-4
14 -i
I-
7
.
~
5+
4
1
J
4
4;
.1....
...j
7
-4
:7:4:::
J
.7
###_fT#TM
-
-r
II
~~I2T~
1
.
I '
l
-
1
M
IF I
II1-..
1--_ _V1-r-.::-
NTTT TIT
Z_
4-_4-d
_7777-777
:4.::..
-4T
T +-4-
44 4;
144l -t
+-4
I##14
;
~ I ~444
171 T T
1
i4
17-
~
I
it
i4
-
f#
4
4
4.41
-1
4
1l
4-
4414
4
41*
4-,
T
ii -tT'-
J7
+
.
.
-f - 1-t-
++_1i
-
14-
I
6I
C2
1111
-4+
+
"i~~4wAvAnztsrz~nr2rn~241A2.tAzLz2itw
4-
~4 J-~4
.1... h~ I -i
4-44-
-1
~
tA.1-
ifs
'ii-imi~~-i> F
A1~
I
-LLLI-L
LL
Mw 4
4-
24
I ;4 A 44 4A4
4
+4< 21
4+
W, t{7
~4-~-4,4-,
4j44-, P
It I I A71iit~
424:2
ATIf4
22.
2 I-44-;~1S14t;TA
iAiit'7'i4'
+~-
[tW'2 it
,~j,
viP-
-4-'--
LW~1:k
ti7t$tt~ ttkt1tttt.2ttItt7t.ti4tittTttTttt7tttttt~
.74:
~7 -'1-'-'- -I lus;tnzslvS
+it 4ll
1-
ti-t4477T-
~ l/
4
4 I jii4t1.
i1.
I :1174tt
1
--
-I-
T
-,~
r
i .
7w
---
-
---tt
5
1A 4
2
1
t
'
i
4
'9
it
''
"
4
,t-
I4
-
41-
t4
'
--
-
---------- 4-- -ir-t4'-
I
774
1-4
T
4-t
-
+4-
7+1%
+ :7
'4
a
I
:4.:
4- -tP-4AI I K
; , I-m
-.
V K
*7
L
t
-I IT'W
- 4 i
-41
-j14
- t
41
4
-4
4
At
t
1-t
-~~~
p-
4
t
-
.~~~
:-4
-7 ;.
~
...
-~
a~
--
-
-
--
(-
-
liti
-
-~~~~~.
-
- --
-
T
T:I
_TI
---
.7 . .7
4-----~~~~ ~~~---
--
~
7 -7 - ----
-Z
-
-
--
--
~
-
lita
-
MI+~t
~
::
-
--
--
-
- -
7 77
~ ~----
-,
--
-
--
--
-1
-
-
...
-
-7-
lit
-
-**-
-7--- -
-
i
-t
--
*
-
-
--- -
-.
U
-7
T--#.-#
--
-
---
T
--
7-
--
-f4
-
-
T
-I -
..
T
--
--
-
-4---
-
-
+
-
+
-
+
-
.
$t
.
--fi
74
-
.
---
-
- - - t
-
.
i
-
--
.+
-L!
H-
t
-
-
T
.--.
.--.--.
.-n-
1
--
- 11
T
in 6.2.3.
The steady state error also decreases when bVI/aZi
approaches unity.
The simultaneous decrease in rise time and
steady state is explained in the following way.
The decrease in rise time of P0 )/cP 01 and r /r1 means
Referring to Figure 28,
quicker pressure rise in the air chamber.
it is seen that the response speed of Pa/Pal is dependent upon
.
the type of input at the location marked as
and the
values at the location
respectively.
and
location
Q
Let the
be expressed as
is, at the new steady
Then
state:
32 ( a(I
Pc%
PC
(6.16)
For a given value of aZ,/bV,, when the steady state error becomes smaller,
is
Therefore,
also becomes smaller,
an important factor to know the behaviour of steady state error
1 minus ?c2
which is defined as Z2
c1'
with
Variation of
time in the transient state was observed on the computer display
screen and photographed.
shows 6
versus time and Pc/Pc1 versus time.
.
and the value at the location
is expressed as
and P /
and Figure 29(B)
Figure 29(A) shows
bVj/aZj equals 0.94.
shows r /r,
for the case
Figure 29(A) shows
.
versus time.
Figure 30(B)
Figure 30(A)
The latter value
shows step input in Z2
Comparing the behaviour of
both cases, it is seen that
in the Figure 29(A)
step-like than that in the Figure 30(A).
for
is more
The values of
are related by the following equation
1
and
64
bV V a
S(6.17)
For a given value of bV,/aZ,,
the value of ts
automatically given by the equation (6.11).
and
Then
are related -by a constant for a given value of linkage parameter.
2
Thus, the shape of the
expansion of the (
versus time curve is the vertical
versuastime curve by the factor of
This factor is 15.7 when bV,/aZl is 0.94, and 99 when bV1/aZ
1
is 0.99.
Thus, the shape of the r2
versus tirm curve is much
more inpulse-like for the case of bVj/aZj being 0.99 than that
for the case of bV,/aZ1 being 0.94 which looks more like step.
This difference will result in the quicker pressure rise at the
air chamber which eventually leads to a quicker pressure rise
in the combustion chamber for the case of bVj/aZ 1 = 0.99 than the
case of bV,/aZ, = 0.94.
The final combustion chamber pressure
Pc/ c1 versus time curves are shown in Figure 29(B) and Figure
30(B).
(
As shown in Figure 29(A) and Figure 30(A),
=0.99 reaches the steady state more quickly than
=
0094.
for bVj/aZ1
for bV,/aZ,
And the steady state value of the former is smaller
than that of the latter.
Accordingly, the steady state error
for the former is smaller than that for the latter.
6.3.2
The Effect of .the Initial Air Chamber Volume on the Rise Time
The effect of the initial air chamber volume Y/L on the rise
0
65'
time of PC/P 1 is shown in Figure 32.
In this case, the com-
bustion chamber time constant, fricti6n; and linkage parameters
are held constant as described in the Figure.
results in the increase in rise time.
Increase in Y/L
The initial air chamber
volume affects the rise time of Pc/ cl more markedly than any
of the other system parameters.
6.3.3.
The Effect of 9 on the Rise Time
The effect of ram-grain cross-sectional area ratio on the
time rise of both Pc /c
and r/r
is shown in every figure which
represents the transient rise time of either Pc/Pc1 or r/rj or
As 9 was decreased from 1 to 0.64 corresponding to the
both.
ram-grain radius ratio change from 1 to 0.8, the rise time of
Pc/ c1 increased.
Changing the cross-sectional: area ratio alters
the area of the grain that is initially affected by a change
from initial steady rammed burning to new steady ramihed burning;
thus as the ratio is decreased, more area of the grain must pass
through the transition goemetry corresponding to a longer transition time.
As for the rise time of r/rl, the decrease in 9 leads to
This apparently contradictory phe-
nomenon will be explained in 6.3.5
6.3.4
.
the decrease in rise time.
The Effect of Friction Parameter B/APci on the Rise Time
The effect of a cnage in B/APc1 on the rise time of P/PCl
and r/r1 was reported in Figures 33 and 34, where the combustion
66
chamber time constant, linkage parameter and initial air chamber
volume are held constant as specified in the figures.
Since at
the initial steady state:
Pa - P.
Pai
Pa 1
PC
x
X
Xt
Pc,
Ps
Pe
(6.18)
regardless of the value of B/APc1, the difference in B/APc1
means the difference in valve port width at the initial steady
state.
Valve opening area through which air flows into the air
chamber is VALVE PORT WIDTH x VALVE DISPLACEMENT.
Therefore,
the larger value of B/APci means that the system must have the
valve of larger port width in order to satisfy the condition
at the intitial steady state shown as (6.18).
As was studied
in 6.2.4, the steady state valve displacement (the valve displacement X 2/X1 at the new steady state) is smaller for the
larger value of B/APcl.
In other words, in the transition from
the initial steady dtate to a new steady state, the valve displacement change is smaller for the valve of larger port width
(which is associated with larger value of B/APc1), than that
for the valve of smaller port width (associated with smaller
value of B/APci).
parameter B/APic
Figure 33 and 34 show the increase in friction
leads to. a slight decrease in the rise time of
Pc/Pci and r/rl.
6.3.5
The Effect of Combustion Chanber Time Constant C/1ot0 on
the Rise Time
The effect of combustion chamber time constant Z/1Ot0 upon
the rise time of combustion-chamber pressure is shown in Figure
35 where the air chamber volume, friction parameter and linkage
parameter are held constant as specified in the Figure.
As the
combustion chamber time constant increases, the rise time of
combustion chamber pressure tends to increase gradually up to
a certain point, after which the rise time remains practically
constant despite the increase of combustion chamber time constant.
The rise time of burning rate r,/r .1 is affected by combustion
chamber time constant in a manner as shown in Figure 36. The
rise time of r/r, decreases if combustion chamber time constant
increases.
As combustion chamber time constant gradually increases,
the rise time of r/r1 decreases steadily and in addition overshoot
starts to occur and becomes greater with the further increase
of combustion chamber time constant
as follows.
.c/1oto. This can be explained
The burning rate increase is caused by the ram force
acting upon the grain surface.
This force is originally caused
by the pressure difference between air and gas chambers.
When
the pressure in the air chamber is increased, the pressure in the
combustion chamber will increase after a certain lag time which
is a function of combustion chamber volume, friction, and the
ratio of ram-grain cross-sectional area.
Increase in this lag
time will increase the ramming force because of slower combustion
chamber pressure build-up which will result in greater pressure
difference between air and gas chambers at the early stages of
the transient process.
Because of this ramming force increase,
the burning rate increase becomes quicker and greater, thus reducing
the rise time of r2/r1
and causing the overshoot.
Thus, the
effect of increase in combustion chamber volume is counteracted
by the quicker and greater burning rate increase,
Therefore,
the rise time of the combustion chamber pressure is not much
affected by the increase in combustion chamber time constant.
The burning rate overshoot is depicted in the photographs shown
in Figures 31(A) and 31(B).
Figure 31(B) also shows the cor-
responding ramming force.
Figure 37 shows overshoot of r/r,
versus combustion chamber time constant for 9 = 0.51
The effect of a on the rise time of r/r
is similar to that
of the combustinn chamber time constant because the decrease in
9 retards the pressure-build up in the combustion chamber and
causes a more rapid burning rate increase,
6.4
Summary of Results
The effects of the system parameters on the transient and
steady state performance are summarized as follows,
Bringing
the linkage parameter close to unity by proper selection of
linkage length ratio and bellows characteristics (stiffness and
cross-sectional area) will lead to a decrease in steady state
error and rise time of burning rate and combustion chamber pressure.
Decrease in the ram to grain cross-sectional area results
in a decrease in steady state error, steady state ramming force,
steady state valve displacement, and in an increase in the rise,
time of combustiop chamber pressure.
The initial air chamber
volume affects the rise time of combustion chamber pressure more
6?
markedly than any of the other system parameters.
This means
that theTearlier the input signal is given, the smaller the rise
time of combustion chamber pressure becomes.
This is a defect
of the proposed control system because the response of combustion
chamber pressure is dependent upon the timing of input signal
relative to the unburned grain length.
The proper addition of
an internal feedback arrangement may reduce this defect.
Friction is one of the factors which determine the valve
port area.
If the system is designed for a large value of fbiction
the transient and steady state performance is improved slightly
over a design based on small friction values.
The improvement
consists of decrease in combustion chamber pressure rise time,
steady state error, and steady state valve displacement.
However,
for a large friction the system must have a larger air supply
tank than is needed for a small friction system.
The magnitude
of the input lever displacement affects the transient performance
of the system, because of non-linearity of system design.
Smal-
ler input is prefered, because of the lower steady state error,
and quicker transient response of both the combustion chamber
pbessure and burning rate.
The combustion chamber time constant has little effect on the
rise time of combustion chamber pressure due to the favorable
counteraction of burning rate increase.
Throughout the ana-
lysis, no overshoot was observed in either air chamber pressure
or combustion chamber pressure.
----
H
...
F-FH
....
'
4
4T
Alb vI
-:7p 7
. . ....
4-4.
-
t
,t,]I+
TZ
4
-
T 1,
4
'44
11
4j
17-7-71
F
I
_4f~~
.....
I
7+
It
7-.
:7-
iI
-
--
Jf-L:
F
_1
t
i
44
i
4
T7
I
V
I7-t
1-4--4444 44-1-4P-i 4H4"
44
:ii
I
4---
4 44,-4
_,t
-r-
;'4 .. $2
I4
++ttt+
rt 'zrir ii: 4P+4Z4Th~$~4-~4~tt-44$2$2FA4Th44-2TVW
rutuzrnartznzn~wtw-nt-uiza$wntt
j jr--"
1 17-, 4 ft t+4-fTt$2
' "I I ittt.tj
ii i
K444
aI
t
t_
t
-It
77
-i
iI
i2-U
j4
1 4#
T
t-
:
I
44
77
777
:Th22t
...
tIf~
-4
-hi if
-t+f4- 4
ht
F_
M
-I
z~
_7
4-
if4"
- 1+14
-- +--
I
+ -1+It !i i i i I+! i i 7f i -
44+4+~~-----+
Ti
Vl.LIELL
Tm
t+$1
l44 W T h !! I7TT41lt'tfItI!- I <-E I 1+I451t1
-444 ~wJThrlThPiKkLttLivflJw1r~i
4~it~-4j1;~5Ijt~g4{4t-k~jtw}
44 1'14tfd i
+HJJ4+j-t f-H-HI
144W
4-44
-
.rj
.j
..
.~
.
11
I
5 -:
-
T
tT
-44-
ftt
Kj
14~
4
I~~
1-.~
.'
4
14f IV
ft
--
Air Chamber and Linkage
Block Diagram
forrn
Iocation~~D_____
vaFre 2u
ro
D
ocation
value
sva10k
Fi
gu
re 28
r
:
I
Pa
locarion(
valu'e
r
PC
.PCf
Y#
Figure 2'? (A)
0DI
@,
10
-5
-0
42.s x le
(ri.)
IV1 0.94
3.5
____
7.0Sx1O
1.4 -I o
LO___
75
Fi gure 29 (B)
and PC
I-P
PCI
r, PC I
5
4
3
2
1
0
tT~s
1 5
1.4
3
-2
-
r,
r
upper curve
r
lower curve
e
x
2L
2
7.08X10
0.5
lo
I.4-cIO~4
L
__
____
0.94
74
Figure 30 (A)
and
0@I
@1
,5
490
40
-320
-5
160
-0
0
( t)
upper curve
H3
lower curve
,
2.sx
Aio
I aVC I
3.5
x le
j10
YO.
708 x 16w
3.05
L0.7
@8
o.c9c?
71
Figure 30 (B)
and
Pei
1Z
Z,
Z2
10o
-.5
2.5 x 14 (Tf
PCI
4
3
0
)
-0
P;
PC
upper curve
lower curve
0
]
~Z,
b V,0.99
I
3.5
7.08 x
10
3.05 x 164
Y0o
127o
0.5
Figure 31 (A)
r
-PaI and
PG
Pai
to
Pa
r, , Ril PQ.
4
3
2
0
L~A
2.5X
d
upper
curve
r
niddle
curve
Pa
lower curve
ee
j~L 3.5
7.08 xviO
ICt 3.05 x 10~
0.5
Pc
I I 0.99 J
6 y,
and
r
A
.
Figure 31 (B)
r,.AP
5
4
3
2
05
0.25
-0
2.5 x 10)
upper
curve
lower
curve
r
0.9'I
Z
3.5
Xpe, 17. 0 8x 105
lot
2fO
L
3.05 X 1
0.5
-0
7
t7T
+1414
t4
1 - I-
4 ---
-
I_!_-_
I-I
+
4-
1
-V i
-------
/
J
1~
j~
It- It
+--
-t
II.
_
t
i
T;
4
44
77
i
t
.
... ..
11L.A
~t
--
I
7-4
1
-4
+
~~ +4 71
1 4-
--
4fI
44
T--
t
4
-~-
tV4
4,
__ _
__
____________
''~
_ _ _
_____
4
-
-
4r7_
.. I . . L ...... . _ __
l1f
___ _____
_ __
_____
_
_
__
_ _......
______
j
_
_
_____
-
~~~
-~~~~~
-
.
-
14--.-
-~~~~~
_________
m
-
4 FH
T-1__.1
_
4
T!
+
44
4
-T -,i!-Il
447
~
*4
4
44
ill 144
41
-4
i::i
}T-
... . . ..
4
44-<
~;-4
----
4
-,#t
-
IT
-1-
IT
1
''4
4'
T
TITFi.4
.;44
I
t-
!tl
-I--
.1 - .
1-
':A
II:
-t- t
_7
j
'7
:77
77
t
'4
ff
4
1
1-
-4.
1
1
.11:
4
T4
4~~
11~
7.-
---
-
__
r
+
Lt-
7.
6"
T
qT
i if
,
ta
As i4l"
...... ....
+4
-4
L:=
: 7-
7
L
T+7'
;--L- L
fil
. _-T
-1__ t--;
-
'.T,-
- - t-
I
T--T-,
L_: t:
77
77
It
-
-
4-4
+
-J T_4
-7
zq
r
I
T
T
TT
4_4
F
L
T
L
L
4tt+
l-4
+
-77
4-1
T444
-7
4+
t
17 F+
14
t-ff
7Tt-t- _t ti-t
41-
t- - I
++F
M-Ell
r-
-
+
I
titt- Tr"
i* 40W. *44 4 4
44
4V--+4
i-r
IN
;11 T-1 11-
1
7,
M
......
..
T7
4 _4 _+ __
T
4
1
-T
7
tH t
t
i--,
IT
f t i-
TO
t;
LL -
:
I +F
L i4
L;J 4
+
-
t
IT
r14-
IrT
t T
T
7
t
T-Ir
I[- t
4,1
t t t
t
L
7
4:
4
t-7
r
!T74
-_
T -Ft tT
+-f
17t
I 7T7-
-TT T'
low
II T II
I
+
-T
7
6
t
1
-7
+
w
7
7
L
17,
77
7.71
-44
1..~f~4K>I29J7~44}jTI}
I
. -
+ ;
-
V
0
~t7
I ,
,
t
1 "
ftl it _tT
,
t
......
iu <i$T
I I II
I
_f . T
I
-
It ,
-
. -
.
I
L
4
LH
IT,
L ,!
tr
-T
[ALT~~~~~~~~~~~
721t 22z
~rL
L
11
~-4t2K221iE" 2142>
--- l o g
r2 !t#
1 171 t1
-4 ......
.....
71<
. I II
I
-+,
I
I
-Hmv
-+4
i
1
1
-H-H-HH
l
T
r
7
7
- 1:277
11
f-
I --I
4
--
.~
..
4-
1
iiT.
L
-V
.-+-~-T-
t4PTrf till L4I4i~l~i~:
ii 12:f:Itt 4 1
tuw
V-4-i
72274
12 I1-1 I
I2, -21
i4
I__L~L1LL~+4L
_T
T7t
tel"t
.4-4-44-L4--14-44--44
.
7714
+
4
- -----
t41
4 f-i-4
4.
4
I
4
t4
,
<4
I.
t
~ ~
..
.
.
-'47
-44.
7-
'-4-
L
';
-----
-7
44
.77
.
.
.
4-
..
.
.
-4
4
4
4"
-14
4,
-j71
7
4
1-
+
14L
+- 11+
4714.
+4
86
APPENDIX A
DEFINITION OF SYMBOLS
UNIT
L
length of grain before in use', exclusive of inhibitor
in.
D
grain diameter exclusive of inhibitor
in.
R
grain radius exclusive of inhibitor
in.
A
grain cross-sectional area exclusive of inhibitor
in.
D_
actuator piston diameter (inclusive of 0-rings)
in.
A
actuator piston cross-sectional area inclusive 0-rings
in!
D,
ram diameter
in.
Rr
ram radius
in.
At
ram cross-sectional area
in.
o(
ratio of piston cross-sectional area to grain cross-sectional area
---
e
ratio of ram cross-sectional area to grain cross-sectional area
r.
equilibrium unrammed burning rate
---
PCO
equilibrium unrammed burning combustion chamber pressure
psi
r,
initial
in./sec.
Pc,
initial steady state rammed burning combustion chamber pressure
psi
Pa
initial steady state rammed burning air chamber pressure
psi
r
instantaneous rammed burning rate
in./sec.
PC
instantaneous rammed burning combustion chamber pressure
psi
P
instantaneous rammed burning air chamber pressure
psi
r2
new steady state rammed burning rate
in./sec.
steady state rammed burning rate
't
P
new steady state rammed burning combustion chamber pressure
psi
Pa2
new steady state rammed burning air chamber pressure
psi
Wal
weight rate of air flow at initial
Wa
instantaneous air flow
steady state rammed burning
lbf/sec.
lbf/sec.
Wa? weight rate of air flow at new steady state rammed burning
lbf/sec.
0
TS
temperature of air in tank
PS
pressure of air in tank
Yo
instantaneous piston-end location measured from air chamber
F
psi
in.
end-plate when input signal is given at the lever-end
instantaneous piston-end location measured from Y.
in.
gravity
ft/sec2
.
Y
k
specific heat ratio for air
t
time taken when grain burns at r
(equilibrium combustion duration)
ti
timie taken when grain burns at r, for distance of L
(initial steady state combustion duration)
t
time
B
friction force
lbf
F
force on ram
lbf
F
force on ram at initial steady state rammed burning
lbf
F2
force on ram at new steady state rammed burning
lbf
grain density
1bM1/in3
for distance of L
sec.
sec.
sec.
K
ramming coefficient
a
length of linkage bar between bellows and valve
in.
b
length of linkage bar between valve and input-lever-end
in.
Z,
input lever displacement at initial
Z2
input lever displacement at new steady state rammed burning
steady state rammed burning
in.
in.
X1
valve displacement from center position at initial steady state
in.
rammed burning
X2
valve displacement from center position at new steady state
in.
V,
bellows displacement at initial steady state rammed burning
in.
Kb
bellows stiffness
lbf/in.
Ab
bellows cross-sectional area
in.
tt
transition time from a rammed state to another
sec.
7t
transition time from a rammed state to another for simplified
rammed burning
model
sec.
T
temperature of combustion gas
OF
R
gas constant of combustion gas
Ptlbf
Ibm1f
Ma
molecular weight of combustion gas
-..
combustion gas density at equilibrium unrarmed burning
lb/in.
combustion gas density at initial steady state rammed burning
lbZ/in.
combustion gas density
lbM/ine
V0
combustion chamber volume
in.
Zc
combustion chamber time constant
sec.
Win weight rate flow of gas from grain surface at initial
lbf/sec.
steady state rammed burning
instantaneous weight rate flow of gas from grain surface
lbf/sec.
Wjn 2 weight rate flow of gas from grain surface at new steady state
lbf/sec.
Wouil weight rate flow of gas through nozzle at initial steady
state rammed burning
lbf/sec.
W 0ut instantaneous weight rate flow of gas through nozzle
lbf/sec.
WM 2 weight rate flow of gas through, nozzle at new steady state
rammed burning
lbf/sec.
Win
rammed burning
(Z 2 /7i)
non-dimensionalized input lever displacement
(Pa/Pat)
(82/P
it
I
I
81)
(rl,N)w
instantaneous air chamber pressure
new steady state air chamber pressure
instantaneous burning rate
new steady state burning rate
(PC
cI)
instantaneous combustion chamber pressure
new steady state combustion chamber pressure
combustion chamber time constant
time
linkage parameter
air chamber initial
volume
friction force
Ml0 t. "t
o
new steady state ranming force
rise time
It
(/a )
tr
It
valve displacement
it
transition time from a rammed burning to another
rammed burning
i
transition time from a rammed burning to another
rammed burning for simplified model
burning rate at first peak
T
rise time
0
overshoot
E
steady state error
sec.
q0
APPE11DIX B
DERIVATION OF NUMERICAL VALUES OF SYS'TEM VARIABLES
B. 1
Linkage Parameter
he range of variation of the linkage parameter is determined by
equation (4.59).
aTherefore,
(4.59)
bVu/a Z
As a result, the range of variation of the linkage parameter
is chosen from 0.99 to 0.1.
B. 2
The Length (L) and Diameter of Grain (Di)
The length of grain L is 10 inches before in use and its diameter is
one inch.
Both values are measured exclusive of inhibitor.
B. 3 Initial Air Chamber Volume
Since the value of Y/L ranges from zero to unity, four appropriate
values are selected.
B. 4
They are 0.4, 0.5, 0.6, 0.8.
The Ratio of the Ram Area to Grain Cross-sectional Area()
The values of
chosen in the analysis are 1, 0.81, and 0.64.
These
values correspond to the ram radius to grain radius ratios of 1, 0.9 and 0.8.
The grain cross-sectional area and the grain radius are measured exclusive of
the inhibitor.
B. 5
The Ratio of the Actuator Piston Cross-sectional Area to the Grain
Cross-sectional Area
C0(
Considering grain inhibitor thickness and grain radius thermal expansion
91
the selected value of
o( is 1.44 which corresponds to the piston to grain
radius ratio of 1.2.
B. 6 Friction
The non-dimensionalized expression of friction force is
A11
The value of B is determined with respect -to the one inch grain diameter.
Since the friction force is mainly due to the interaction between the air
chamber inner surface and 0-rings on the actuator piston, the friction on the
graphite supporting ring is neglected.
According to the Parker 0-Ring
Catalogue, the running friction force with respect to a single 0-ring is
roughly 22.4 lb, when the 0-ring is under the maximum compression.
break-out friction force, the catalogue states.
70
As for
"As a general rule for a
durometer rubber against an 8 micro-inch surface, the maximum break-out
friction which will develop in a system is 3 times the running friction.
ratio can be reduced by the use of a softer rubber".
This
The friction force in
the proposed control system can be crudely considered to lie between break-out
and running friction.
This is because the speed of the actuator piston is very
The burning rate of the grain is about 0.14 inches per second at the
small.
combusion chamber pressure of 400 psi under the equilibrium unrammed burning
condition.
As an example, the burning rate increases 4.5 times of the un-
rammed burning rate, then the speed of the piston becomes 0.63 inches per
second.
The break-out friction force with respect to a single 0-ring is about
67 lb when the 0-ring is under the maximum compression.
may use two 0-rings to assure sealing.
The actuator piston
In this case the break-out friction is
134 lb. Taking these ambiguous situations into consideration, the range of
vaiation of the friction force B is chosen from 10 lb. to 160 lb.
B. 7
Ranmming Coefficient
(
K)
The experimental result shown in Figure
values of K.
3
suggests the three possible
In the analysis, a value of K equal to
central line in the Figure was chosen.
5X lo-a
corresponding to the
92
The Ratio of the Unrammed Equilibrium Burning Rate to the Initial
B. 8
Steady State Ranmed Burning Rate
(
or)
At the equilibrium unrammed steady state burning condition the values
of ;rand
R0
were specified as 0.14 inch per second and 400 psi respectively,
throughout the analysis,
The combustion chamber pressure of 400 psi is the
The initial
minimum value which maintain stable burning.
steady state rammed-
burning rate was chosen as 0.l75inches per second so that the combustion
chamber pressure under the same condition will be 500 psi.
value of
ro/r equals 0.8.
The Unrammed Equilibrium Burning Combustion Chamber Pressure ( Pc.
)
B. 9
Therefore, the
)
and Burning Rate ( ro
As explained in B.7
(Pc
is 400 psi and ra is 0.14 inches per second.
The Initial Steady State Rammed Burning Combustion Chamber Pressure
) and Burning Rate (r
As explained in B.8,
P,
)
B. 10
P,
is 500 psi and
r,
is 0.175 inches per second.
B. 11 The Maximum Ratio of the New Steady State Rammed Burning Pressure to the
The experimental result
/PCiA
)
Initial Steady State Rammed Burning Pressure (?a
revealed that the burning rate can be increased
as much as six times as in the case of equilibrium burning.
Since the flow
through the nozzle is always choked, the steady state burning rate ratio is
equal to the steady state combustion pressure ratio.
possible steady state pressure ratio is six.
and B. 10, the maximum possible value of
This is
Pcia /P
Therefore, the maximum
PC2 /PC*
is 4.8.
.
From B.9
In this analysis
the range of variation is from 1 to (3.5 minus Steady State Error).
B .12
The Maximum Ratio of the New Steady State Rammed Burning Ratio to the
)
Initial Steady State Rammed Burning Ratio
Under the choked flow condition, the steady state burning ratio is equal
to the steady state combustion chamber pressure ratio.
r/r.
B. 13
is from 1 to (3.5 minus Steady State Error).
Input Lever Displacement Ratio (Z2 /Z
Z2
/Z%
is chosen from 1 to 3-5.
As the steady state error reduces to
So the choice of Z/Z variation range is based on B.11.
zero, Z/Z approach P/P.
B.14
1
)
of
So the range of variation
Grain Density
Grain density is 0.055 lbm/in3
B.15
The Diameter of the Actuator Piston
From B.2 and B-5 the diameter of the actuator piston is 1.2 inches
(including 0-ring)
The Value of
Pco
\
The Values of (fPal) P).
B.17
PC
were calculated using equation (4.29).
( c
The Combustion Chamber Time Constant
The range of Variation of
)
B.16
can be determined as follows.
As is
defined in equation (4.51) :
iVo-
Ps 0vo
11-
Wout 0
Wout
And:ro'a
And:
T
Wout o
=
ro As
PC0
*~Ri T.
A4
is the temperature of combustion gas.
T
was assumed 2800
F.
Ris gas
constant which is calculated from the molecular weight of combustion gas.
The
molecular weight is assumed 22.9.
chamber time constant
Figure 3S shows the dimensionless combustion
c/ot~versus combustion chamber volume.
In the Figure
combustion chamber volume is shown in term of non-dimensionalized combustion
chamber length
=
j which is defined as follows.
combustion chamber volume/grain cross-sectional area (A)
aIn B.18
diameter (D)
Non-Dimensionalized Time
In the analysis
,
real time is made dimen ionless by dividing it by 10 t.
is the time taken when the grain burns at the rate of 0.14 inches per second
for the total length of L=10 inches. to is, therefore, 71.5 seconds.
The reason
is explained in Appendix C why 10%, was chosen as a reference for non-dimensionalization.
B.19
tt
The Transition Time from a Rammed State to Anothert
can be calculated from the following equation as explained in
anct
-a I, ~er-a
when
-ir
r0 r0
Since the maximum value of
in B.12 and
4-.375.
r
is 1.25 as explained in B.8, the maximum value of
r/rO
Thus the maximum tt
equation
( B.2).
equation
(B, ).
in this analysis is chosen 3-5 as explained
For each ram radius of R
each ram radius tt
31j
is
for each ram radius, is calculated from
,
therefore the value of tt
varies from
For the sake of convenience, the assumption is made that for
is constant, being equal to the average of its maximum from
equation(B. 2) and minimum from equation (I
shown in Figure
0
for each ram radius, is calculated from the
The minimum value of tt
the maximum to minimum.
r2/r
i).
The calculated values of tb
is
14-
14
;_T*Id
iti
~-4i
4.~~ihh4
t
11,11
m
1,111,11,11,1M ...
1+
14
I.
4 Ft
-IT~
IE4T-1 W TI
I.:
tvttV
_ltIU
.. V A'4--.lI
1
-4
4
4
I
1-i
E1T4ddit lt 1"4 2 ,1 11
14 I
%4I'1144115T 1i 4$Y--iI1rL~~i&KSbi7
111ITFW1T1THI
1444421"
1t1I~t' t2VL2I2Z12'2L1t4h&2,z7ix
ITj4
-4'-,
..
tt7
444-4
1<4
147t41 :[1l;
P4-PT
-7 T=
.1
T-T r-
71
1
144
+1
'T-fl
77
14
.l.,4,,Itt4
ft"
iit-T+ 1 1ff
$mlittn,r#lt
H
Tt
I-I
1
,A02-4-
t. ...
4
t-
4
1
1
~~:
ri~vR~K
7IU4-
StitVII14t
'
4'"
--
4t4
4 I: ,I
+
+
41
4424
1A
T
4.
;'tv
'Ii
I I
fi
1-T
711V
-%4.4' 1i i
t''H
44f
IdA
4'{ijI~1J., I~
jtjili
J4
f4t
~
-
_ ,
4
-t'4T
t
1~
4
1
11
4
Tt
.'-
-
t
142"''a
-IT
4-
L4t
lji442 aIt_
-4
..t.
44-
-4-
. . .
.
. . .
.
-t~~4
-
IM
4t
- i iiw11111I i
I
-4
T
+
H
<T
~~ ~~ ~ ~
44
t~h~
Ut
ITF1TITITVEY4M
t
Figure
tt /A0
tt
0
0.498
O.8\
0.64
The value of
first
j
37
0.197
.
J
/1 Ot.
0
0
3
0.67xI\
0.232xIOJ
.3j5 x1j 3 O.465 X0~3
/W uring the transition period will be approximated by a
order lag so that the function may be easily simulated
computer.
The model of the transition region is
--D+ I
d(4t-)
ae
The values of
-
D71
'
lot6 ~3ot8
t axe also given in Figure 3q
3'7
.
where
*
/OtO
on the analog
APPENDIX C
DERIVATION OF ALTERNATIVE TRANSFER FUNCTION FOR TRANSITION FROM A RAMMED BURNING TO ANOTHER
The transition from a rammed burning to another rammed burning is governed by the
equation
(C.
resprnte -to the step c.hanSge in
$ii
)
MA)
where
Rr
R
when
ra
ra/.
ro+
g
The value of the initial
W
in equation.
step shown in Figure may be determined by setting t=O
-
during the transition period was
Although in the analysis the value of
order lag to ease the analogue simulation, more
approximated by a first
accurate transfer function can be synthesized by use of the delay line
The equations
synthesizer.
Wi
Win
-
(C.1)
. -r
~~
win
are re-written
t
(r-ri)(1- 9) l 0 .1
D
r,
so the transfer function is ( 2,. is replaced
NA/i
wt. -
wi'"
__--r,
--6(1- '
~
-0) '6tD
by
tt
. (ra - r )(-)10t
Yt
e
r)
y
DTD
,
Rr_____
R-
burnn rate.
The response of weight rate flow to a step input is the combination of step
and ram output.
The delay
e
tt
The process of transfer synthesis is shown in Figure 40(A.
10V is synthesized by the delay line synthesizer.
The
synthesizer at the Engineering Project Laboratocry was designed to be used with
the existing GAP/R analog computing equipment.
Four milliseconds was chosen
for the total delay time.
Since the machine has twenty setting units, the
delay time for a single unit is then to be 0.004/20 = 0.200 millisecond.
In the analysis, the value of tb
is from zero to 997 milliseconds.
in order to use the synthesizer, tt
must be non-dimensionalized to be within the
maximum delay time of four milliseconds.
non-dimensionalization.
1.395 x 10
Therefore
10t0 is chosen as a reference for
The non-dimensionalized
tt/ft
is from zero to
which is within the limit of four milliseconds.
The transfer function may be synthesized in an alternative way.
case two selectors were used in place of the delay line synthesizer.
In this
The
process is illustrated in Figure4O (B). The selectors pass only positive
voltage.
In Figure4*() selectors are drawn as units which give unit-gain for
positive input voltage and zero-gain for negative input voltage.
Alternative
Transfer
Fun ci ion
LIII
7
1
-e (In
r +k
o*
0
0
~~*1
('Vd-- -W
4-'
tt
Dt
Idt0
FOGi.
iot.I
W,
r<'' r,
Ir,
= + (f 8)Figure
40 (A)
D
+
r -rj
r1
r, -(I >
(I
lot elt
D
Alternalive
Transfer
Function
101
r-ro
-
~1 ~~~
I
-
0
0
0
X+
i-me
Figure
-
40 (B)
0
+
6---
w
i01
BIBLIOGRAPHY AND REFERENCES
1.
Marston, C.H., Controlled Hot Gas Generation from a Solid Propellant,
Thesis, Department of Mechanical Engineering, Cambridge, M.I.T., May 1962
2.
Blackburn, J.F., Reethof, G., and Shearer, J.L., Fluid Power Control, The
Technology Press of M.I.T. and John Wiley and Sons, 1960
3.
Parker 0-Ring Handbook, Parker Seal Co., CulVer City, California, 1961
4.
Wormley, D.N., A Controlled Burning Rate System For A Solid Propellant.,"
Thesis, Department of Mechanical Engineering, Cambridge, M.I.T., May 1962
5.
Korn, G.A., and Korn, T.M., Electronic Analog Computers, New York, McGraw-
Hill Book Company, 1959