Improving the Strength of 3DP Parts and Development of
Controlled Strength Cellular Structure Investment Casting Shell
by
WON B. BANG
B.S. Engineering and Applied Sciences (Mechanical Engineering)
California Institute of Technology
(1994)
Submitted to the Department of Mechanical Engineering
in Partial Fulfillment of the
Requirements for the Degree of
MASTER OF SCIENCE
in MECHANICAL ENGINEERING
at the
Massachusetts Institute of Technology
June 1996
@1996 Massachusetts Institute of Technology
All rights reserved
....
Signature of Author:
DepartmnQ$
f Mechanical Engineering
May 28, 1996
Certified by:
Emanuel M. Sachs
Professor of Mechanical Engineering
Thesis Supervisor
Accepted by:
...
.................
... ....
.................
1.
IASSAGHUSEFTS iNS1
OF TECHNOLOGY
u iE
Eng.
LIBRARIES
Ain A. Sonin
Chairman, Graduate Committee
Improving the Strength of 3DP Parts and Development of
Controlled Strength Cellular Structure Investment Casting Shell
by
Won B. Bang
Submitted to the Department of Mechanical Engineering
on May 10, 1996 in Partial Fulfillment of the
Requirements for the Degree of Master of Science in
Mechanical Engineering
ABSTRACT
Three Dimensional Printing (3DP) is a rapid prototyping process that creates a three
dimensional part directly from computer models by printing a sequence of two dimensional
layers. In this research, the strength of 3DP parts were improved by using different "print
styles" (the way binder is deposited on the powder bed in creating a 3DP part) for use in
investment casting process. The print styles that were created optimized line to line
interaction between the printed lines, binder overlap, and the amount of unprinted powder
surrounding the printed features. The strength of the parts are measured in three different
axes (X-fast, Y-slow, Z). The strength improved by factors of 2, 8, and 7 for the three
different axes.
A controlled strength cellular structure investment casting shell that enables the creation of a
metal part without any stress related defects has been created. The ceramic shell has an
open cell frame structure with thin inner shell where the metal casting is poured. The
flexibility of the 3DP technology applied to controlled strength cellular structure investment
casting shell will incorporate all the advantages of 3DP to investment casting (Sach 1992,
ASME) as well as reduction in material consumption, controlled heat transfer, permeability,
and of course controlled strength to eliminate stress related defects. The cellular structure
ceramic mold is designed to withstand the pouring pressures of the molten metal and
survive the handling during processing yet fail when the stresses from the contracting metal
becomes excessive. The 3DP molds are usually 60% porous and cellular structure
investment casting shells consist of only 35% of the 3DP material per volume.
A controlled strength cellular structure investment casting shell is designed to fail when
excessive stress is applied to the shell structure. The stress on the casting shell is caused
by the shrinkage of the metal part. The controlled strength investment casting shell has an
hell where the metal casting will form.
open cellular structure frame with a t
Thesis Supervisor: Emanuel Sachs
Title: Professor of Mechanical Engineering
Dedication
To my mom
for her unending
love and prayers.
Acknowledgments
The National Science Foundation under the Strategic Manufacturing Initiative contract #
9215728-DDM and contract # MIP-9420365 as well as the Three Dimensional Printing
Industrial Consortium have supported the project with valuable suggestions and resources.
I would like to thank Ely Sachs for giving me the opportunity to work in the 3DP
lab, teaching me and helping me acquire numerous valuable tools that I will need as I
venture out in the real world. I thank him for showing me that a good teacher teaches the
students how to learn and that there is nothing that I can not learn. I am extremely proud to
have worked under Ely Sachs at MIT.
I would like to thank Jain Charnnarong who is responsible for half of the work
done on Strength of 3DP Parts. Jain took me under his wings and helped me get started on
my research here at MIT. Jain's been like a big brother to me carefully watching over me
and giving me timely advice to help me grow as a researcher and an engineer.
I would like to thank our 3DP staff, Jim Serdy, Dave Brancazio, and Mike
Rynerson for all their hard work, putting in many late hours to maintain our machine and to
produce the parts I that needed. Sorry about the 300 layer parts that took 12 hours to print.
I would like to thank 3DP Ph. D candidate John Lee for the numerous timely file
support he gave. Without his timely work and support, I would still be writing EXCEL
spread sheet files.
I would like to thank Gerry Wentworth in LMP for his expertise and support in
getting the casting done at the foundry. Without his help, I would still be on the phone
trying to make an appointment to get my castings poured.
I would like to thank all the current and past 3DP students especially Tara Arthur
for their friendship and support, as well as all my KGSA friends for making my two years
here fun and rewarding.
Table of Contents
page
1. Introduction
1.1 Three Dimensional Printing (3DP)
1.2 Motivation and goals for strength
11
11
12
2. Contributors to Strength
15
2.1 Binder/Powder Interaction
2.2. Saturation and Line Thickness
2.3 Powder Rearrangement
2.4 Strength Factors
2.5. Description of Strength Factors
2.6 Tests for Strength
20
3. Print Styles
15
16
16
17
18
25
3.1 Introduction
3.2 Normal Raster
3.3 Variations of Normal Raster.
25
3.4 Staggered Design
3.5 Proportional (Triangle) Distribution Design
3.6 Mushroom Design
27
28
32
3.7 Checkered Design
33
25
26
4. Post dip and 8 jets
39
4.1 Introduction
4.2 Post dip process
4.3 1 Jet vs. 8 jets
4.4 Trench between jet stitching for metal parts
5. Introduction to Cellular Structure
5.1 Investment Casting
5.2 Limitations of Current Investment Casting Technology
5.3 Motivation
5.4 Goals
6. Development of the Controlled Strength Investment
Casting Shell
6.1 Design Criteria
39
39
42
42
45
45
46
47
48
51
51
6.2 Design of the Test Part.
6.3 Outer open cellular structure
6.4 Inner Shell
52
53
57
6.5 Selection of Design Parameters.
58
7. Analysis
59
7.1 Determining the Unknown Constants
7.2 Failure of the Cellular Structure Shell
59
60
7.3 Failure of the Inner Shell
65
7.4 Volumetric Shrinkage of the Casting
7.5 Solidification Time
8. Results
8.1 Results of the Cellular Structure Investment Casting Ceramic Mold
9. Conclusion
9.1 Strength
9.2 Cellular Structure Ceramic Mold
67
68
71
71
77
77
77
References
79
Appendix
MOR strength data sheet
81
81
List of Figures
Chapter 1
1.1 Three Dimensional Printing process. (From Rynerson's SM Thesis MIT '95)
1.2 The MOR axis assignment
1.3 The strength of 3DP part on 10/94. The above result is for Normal Raster
print style with 78% saturation, line width 170 gm, and layer thickness
170 gLm.
1.4. Hypothetical 3DP MOR curve the project hopes to attain.
11
13
14
14
Chapter 2
2.1 Sequence of binder droplet to primitive formation. (From Bredt's Ph.D.
Thesis MIT '95)
2.2 Line A shows no deflection of the binder and 100% binder overlap in the
Fast axis. Line B shows deflection of the binder to the left and right.
Line B has a better overlap with the neighboring lines at the price of
having less overlap in the Fast axis.
2.3 Cross section of a printed line divided into 12 contact points.
2.4 Firing schedule for 3DP ceramic part before powder removal.
2.5 The strength of 3DP ceramic levels off at 1300 "C. Normal Raster print
style at 78% saturation, line width 170 gim, and layer thickness 170 gm.
2.6 Four Point Bending Test and the cross section of a MOR bar.
15
19
19
21
22
23
Chapter 3
3.1 Normal Raster print style. Cylindrical lines represent formed features.
25
3.2 SEM of Normal Raster print style. 170 gm line width, 170 gm layer thickness,
88% sat. left. 150 gm line width, 170 g.m layer thickness, 75% sat. right.
The arrows on right show the plane of the SEM photos.
27
3.3 Schematic of Staggered Design Print style.
27
3.4 Printed lines stacked in a hexagonal shape is clearly seen. Staggered design
170 gtm line width, 170 layer thickness, and 82.5% saturation.
28
3.5 Triangle probability distribution determines amount of binder that will be
deposited along width of a line. When many lines are printed, together
they generate a uniform distribution.
29
3.6 Triangle probability distribution. These 256 binder droplets repeat continuously.30
3.7 The alternate stacking refers to printing the negative deflection value of the
previous layer.
30
3.8 Proportional deflection print style cross section shows no signs of stacked
printed lines, left. The top surface also does not show printed lines, right.
The fast and slow axes are indistinguishable.
31
32
3.9 Schematics of mushroom design. H (layer thickness), W (line width).
3.10 SEM of Mushroom design fired to 900 "C, left. Fired to 1300 "C, right.
225 gm line width, 100 jim layer thickness, and 130% sat.
33
3.11 Schematic of Checkered design.
34
34
3.12 Two consecutive layers.
3.13 Check 1 print parameter. Layer thickness is 100 gm for all checkered design. 35
Chapter 4
4.1 Post dip gel rate as function of ammonium carbonate in solution.
40
4.2 Strength comparison between 3DP part printed with 1jet and 8 jets. The data
is for Mushroom Designed print style, line width 225 pm, layer thickness
100 gim, and 85% sat.
42
Chapter 5
5.1 Lost-wax process (From ASM Handbook Vol. 15).
5.2. Cross sectional drawing of the cellular investment casting shell.
45
49
Chapter 6
6.1 A part designed to have high likelihood of hot tears.
6.2 The two lattice structures considered. Cubic and tetrahedron.
6.3 Minimum cell dimension ratio.
6.4. Test sample cellular structures. A, 1 mm cubic and B, 2.7 mm cubic.
6.5 One layer schematic of sample cellular structure C and D.
6.6 Uniform axial pressure test.
52
53
54
55
55
56
Chapter 7
7.1 Equivalent resistance model.
7.2 Diagram of the shell with inner shell shown. Vertical cross section view
on right.
7.3 Shrinkage of metal in a ceramic mold modeled as two parallel springs with
different spring constants.
7.4 Total head of the cellular ceramic mold.
7.5 Force on shell wall modeled as uniform load on fixed flat plate.
60
62
63
66
66
Chapter 8
8.1 Cellular structure investment casting shell that was developed.
8.2 Vertical cross section of the cellular structure ceramic mold.
8.3 Fracture line occurred due to the shrinking of the part away from the structure.
8.4 The top portion of the shell on the bottom ejects from the remaining shell
due the pressures from shrinking stress.
8.5 Pieces of the cellular structure shell fly apart from the compressive stress
of the metal casting applied on the casting shell. The total elapsed time
of the images is about 0.4 secs. 1st experiment data.
8.6 The bowing and the buckling of the layer of lattice structure. 2nd experiment.
8.7 Large chunks of the cast mold fly off leaving the cast part for easy removal.
From 1st experiment, left. From 2nd experiment right.
8.8 No fracture lines are observed for 510 gm thick shell.
71
71
72
72
73
74
74
75
List of Tables
Chapter 3
3.1 Normal Raster print style results. 1500 "C fired temperature.
3.2 Normal Raster print style with variation in LW(line width) and
H(layer thickness). Fired temperature is 1500 °C
3.3 Results for Staggered design print style tests. 1300 'C fired temperature.
3.4 Triangle distribution strength. MOR bars fired to 1300 'C.
3.5 Comparison of Strength values with newly printed Mushroom Design.
All figures are for 1500 'C fired temperature unless noted otherwise.
3.6 23-1 fractional factorial design analysis for Checkered Design print style.
3.7 Results from the Checkered Design print style in comparison with previous
designs. *for these two values, the saturation was higher than 85%.
At 85% saturation, the values would have been slightly lower.
26
26
28
31
33
35
36
Chapter 4
4.1 Hexagonal designed 3DP MOR before and after post dip. Nycol 830
post dip solution. 82.5 % saturation, line width 170 gm, and layer
thickness 170 gm.
4.2 Strength comparison of 1 jet vs. 8 jets, 316L stainless steel green parts.
Slow Axis, line width increment 200 gm, layer thickness 135 gm,
and 87% sat.
39
43
Chapter 6
6.1 Comparison of metal properties.
6.2 Method of powder removal for test samples A, B, C, and D.
6.3 Test sample dimensions.
6.4. Axial pressure results.
6.5 Final design parameters for the cellular structure shell.
53
54
55
56
58
1. Introduction
1.1 Three Dimensional Printing (3DP)
Three Dimensional Printing (3DP) is a rapid prototyping process that creates a three
dimensional part directly from computer models by printing a sequence of two dimensional
layers. Three dimensional CAD models are sliced into horizontal cross sections. The cross
sections are printed sequentially by spreading a thin layer of powdered material and then
selectively joining sections with the ink jet printing of a binder material.
Create Soli Model
of Component in
CAD
Slice Solid Model
Into 2-0 Layers
3D Printing{
DRp Pslan
I
I
Post Processing
II
DII
Figure 1.1 Three Dimensional Printing process. (From Rynerson's SM Thesis MIT '95)
A continuous jet printhead is raster scanned over each thin layer of powder using a
computer controlled stepper motor driven x-y table. The powder is contained inside a
rectangular build box with moveable piston base which is lowered at the completion of each
layer. The binder is released from a printing nozzle with a circular opening 46 Rm in
diameter. The nozzle is resonated by a piezoelectric transducer vibrating at 64 kHz. Each
released binder is approximately 80 gm in diameter. The individual binder is negatively
charged by a charging electrode. When the binder passes between the two high voltage
deflection plates before hitting the powder bed, the binder can be deflected to the left or to
the right of the center, or deflected into the catcher so that it will miss the powder bed
entirely. The commands to modulate the binder stream are obtained from the slicing
program that modifies the original CAD data.
When an 80 gm droplet of binder is deposited in the powder bed, the primitive
feature that is created is a spherical ball approximately 170-200 Rm (Bredt, Ph.D. Thesis
1995) in diameter. However, when a stream of droplets are dropped on the powder bed,
the feature formed by these droplets and the lose powder is a cylindrical line. The diameter
of this cylindrical line is also about 170 gm in diameter (Bredt, 1995). The sequentially
printed line features are stitched together to form 2D layers, and the layers are stitched
together to form a 3D part.
Unbound powder temporarily supports the unconnected portions of the part,
allowing overhangs, undercuts, and internal volumes to be created. The unbound powder
is removed upon completion of the process. The powder material currently used are
aluminum oxide, fused silica, stainless steel, tungsten, and silicon carbide. The binders
are colloidal silica for ceramic material and Acrysol® latex emulsion for the metal powders.
1.2
Motivation and goals for strength
One of the most important factors to the success of investment casting process is the
strength of the ceramic shell mold. The shell must be strong enough to withstand various
steps of the investment casting process. Some of the steps 3DP ceramic investment shells
must withstand are:
1. mechanical handling stresses from powder removal
2. contraction and expansion forces during firing of the shell
3. thermal shock, erosion, and the pressures of the molten metal during pouring.
As of October 1994, 3DP ceramic shells were unable to withstand all of these steps due to
the poor stitching between printed lines and poor lamination between printed layers.
Delamination and cracks in the parts during firing were common. Further, the strength was
anisotropy among the three different axes. The strength of 3DP parts had to be increased
and the anisotropy had to be reduced in order for 3DP ceramic shells to be used as a viable
alternative to the conventional investment casting shells.
There are several modifications that can be implemented that may improve the
strength of 3DP shells. One is to use a different binder. Another is to use a different
ceramic powder such as equiaxed powders rather than the "lamallar" platelets made by
Norton that are currently used (Norton 7920, with the largest fraction having a mean size
of 28 ipm). However, these modifications to the 3DP process are avoid in the research.
Another way the strength of 3DP parts may be improved is through modifying the
build style or "print style". Print style describes how binder is placed in the powder bed
and consequently, how a part is build. Altering the print style will affect the mechanical
characteristics of the part. The MOR axis assignment is shown below along with the
strength of 3DP parts on Oct. 1994 when this project started.
Figure 1.2 The MOR axis assignment
MORS of 3DP Ceramic Material (10/94)
0
800
1000
1200
1400
1600
Temp "C
Figure 1.3 The strength of 3DP part on 10/94. The above result is for Normal Raster print style with 78%
saturation, line width 170 gim, and layer thickness 170 gim.
From the previous graph, it is clear that the Fast axis strength is significantly greater
than the other two axes. In fact, the strengths were in a ratio of 6:1:1 for FA:SA:ZA bars
fired to 1500 "C. The hypothetical graph the project hopes to attain would look as follows.
Desired 3DP Strength Curve
-U-----
800
1000
1200
1400
1600
Temp "C
Figure 1.4. Hypothetical 3DP MOR curve the project hopes to attain.
FA
SA
ZA
2. Contributors to Strength
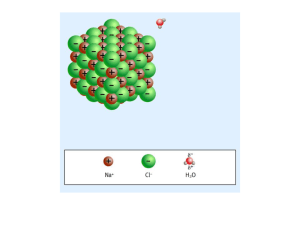
2.1. Binder/Powder Interaction
To understand how to improve the strength of the 3DP parts, a good understanding
of binder powder interaction is necessary. Tailin Fan (Ph.D. '95 ) and Jim Bredt 's (Ph.D.
'95) works help explain the interactions between the binder and the powder. The binder
(which has a pH of 10 and trace amounts of Na 2 0 for strengthening the silicon bonds) is
formed into a stream of droplets approximately 80 gtm in diameter which fall downwards at
a velocity of 10m/s. The droplets remain in free flight for about 2x10 - 3 seconds before
impacting the powder bed at a spacing of about 20 gm every 1.5 x10 -5 seconds. When the
binder hits the powder, it interacts with the citric acid in the powder and lowers it's pH to
about 5-7 range where it gels. Since several droplets overlap each other, the binder will join
in a linear pool of drops to form a cylindrical feature about 2x10 - 3 seconds after impact
(Fan '95). Once the liquid comes to rest in the powder, capillary action and the gelling of
the binder cause the binder solids to be immobilized in the powder bed. For an illustrated
sequence of feature
0
w
*
0U
0·•
Jet Impact
0
Coalescence
Migration
Gelation
Figure 2.1 Sequence of binder droplet to primitive formation. (From Bredt's Ph.D. Thesis MIT '95)
2.2. Saturation and Line Thickness
Saturation is defined as the fraction of available space that is filled by liquid binder.
Thus:
Saturation-
Volume_ Fraction_of_ Binder
1- (Volume_ Fraction_of_ Powder)
(2.1)
Since the binder acts as a glue, with increased binder, the strength of 3DP part increases.
However, in printing, not all the binder will fill the existing voids. Therefore, when
saturation exceeds certain value (85% for ceramic 3DP parts 8 jets Normal Raster print
style, 90% for ceramic 3DP parts 8 jet Triangle Deflection print style), bleeding occurs and
can be seen at the base of the part.
When printing a line in a fresh bed of powder, the thickness of the line increases as
a square root of the mass of the binder deposited in the powder bed per unit length (Bredt
'95). With this information, the size of the 3DP feature that will be formed with various
printing conditions can be determined.
2.3 Powder Rearrangement
The importance of surface tension forces in the rearrangement of loose powder
during printing of 3DP part has been documented (Lauder, 1992). In fact, the surface
tension forces exceeds the cohesive strength of the powder bed causing particle
rearrangements during printing. This causes the densification of bound areas in a 3DP part
along with an anisotropic pore structure (voids) in the area between printed lines.
An important result of surface tension is the line paring that occurs when lines are
printed next to each other. The sequentially printed lines are close enough that they make
initial contact due to the trench carved out by ballistic ejection of powder caused by the
binder jet. Once the initial contact has been made, the binder surface tension forces causes
the two lines to join. Thus, the second line is closer to the first line than intended in the
design. Now, when the third line is printed, it is significantly far from the second not to
join with the second, but will consolidate with the next printed line printed. For an
illustrated sequence of printed lines joining, please refer to Lauder's SM Thesis.
2.4
Strength Factors
After examining many different print styles and learning from the work of other
3DP researchers, the strength of 3DP part is found to be a function of many known and
even a few unexplained variables. Some major parameters the strength can be attributed to
are:
saturation-fraction of the available space in a 3DP part that is filled with binder.
line width- incremental slow axis step during printing.
layer thickness- incremental z axis step during printing
binder overlap- amount of binder overlapping previously dropped binder.
line to line interaction- number of contact points among printed lines.
amount of fresh powder surrounding printed line- the printed features
coagulate better when there are sufficient amount of powder available to
form.
dry packing density of the powder bed varies from 35-37% for 28
gm lamellar alumina powder and may vary depending on the location of the
powder bed.
citric acid content-present in the powder to help the binder gel.
amount of powder ejection- powder ejection is caused by factors such as
ambient moisture content, mist applied while printing, moisture in the powder bed,
and even the velocity of the binder droplet hitting the powder bed.
And of course, the intrinsic characteristics of the powder in the powder bed and the type
of binder used in printing also affect the strength of the 3DP parts. But due to the inherent
difficulties associated with finding a new binder and the powder that meets many criterion
for a successful 3DP binder, the binder and the powder of the 3DP ceramic part is not
changed in the experiments.
With so many variables, it is difficult to test each one and see what the effects are.
In the beginning, with almost no knowledge, a few parameters that are thought to be
important contributors to strength are varied and their effects recorded. With the
information learned from the experiments, several improved print styles are created. From
the results of many experiments, the most important factors are determined and an
optimum design is created. The important factors are varied in a fractional factorial design
analysis to find the optium printing parameter for the optimum print style design.
2.5. Description of Strength Factors
The strength of a ceramic shell increases as colloidal silica content increases. As
binder dries, the refractory grains are drawn closer to each other. And as the silica that
binds the refractory grains increases, the grains will be better bonded to each other.
(Rusher 1974, "Strength factors of ceramic shell molds" Cast metals research journal).
Thus, for any print style, the saturation, should be set to the highest saturation level
possible without the deleterious bleeding effects.
Increase in dry packing density increases the strength of the 3DP parts because
the silica is better able to bind the parts together, and the powders that are closer together
sinter better. To change the dry packing density, powder packing mechanism must be
further studied and the spreading mechanism must be implemented accordingly. For the
following experiments, the packing density is assumed to be constant.
Citric acid is mixed with the powder to help the binder gel better with the
powder. The colloidal silica that is in use is unstable and gels at pH range of 5-7. The
binder is delivered to the powder bed in a stable form at pH of 10 and when mixed with the
citric in the powder, the pH drops to 5-7 range and gels. Since the amount of citric content
in the powder bed is a function of gelling rate, the amount of citric acid in the powder may
contribute to the strength of 3DP parts. Citric acid concentration in the powder bed is
believed to be homogeneous in the powder bed at 0.5% by mass. The citric level is kept
constant during the experiments.
Some factors can not be controlled due to the nature of the 3DP process. Tests
assuming that these factors are kept constant are conducted. Although, these factors are
random and can not be controlled, their effects are well known. One prominent
uncontrollable factor is the amount of powder ejection (Michaels, 1993). As
described earlier, is a function of many other uncontrollable parameters such as ambient
moisture content and the ballistic effects of the binder. Unusually large amounts of powder
ejection causes the layers to improperly laminate and causes weak Z axis strength. Powder
ejection is kept to an acceptable level by the observation of the 3DP machine operator by
spraying the powder bed with vapor when necessary.
The maximum binder overlap contribution for strength for a given axis is when
all the printed binder overlaps each other at equal spacing. Thus, when all possible binder
droplets are deposited in a line, the binder droplets resemble A in Figure 2.2 If binder is
deflected to the left or right, the binder will join together as drawn in B in Figure 2.2.
Figure 2.2 Line A shows no deflection of the binder and 100% binder overlap in the Fast axis. Line B
shows deflection of the binder to the left and right. Line B has a better overlap with the
neighboring lines at the price of having less overlap in the Fast axis.
Line line interaction is the amount the primitive line is touching with the
neighboring lines. To define a quantitative value for this effect, the cross section of the
printed line is divided into 12 equal sections. In a Normal Raster print, 4 of these sections
have touching neighbors. In hexagon design, 6 neighbors touch. The mushroom design
has ten (because all parts of the mushroom shaped line is touching a neighbor except the
top and the bottom), and Triangle deflection was given the value of 5. See figure below.
1
,
\
10
I
3
m
9K
6
S4
Figure 2.3 Cross section of a printed line divided into 12 contact points.
During the testing of the Mushroom design print style, the importance of the
amount of fresh powder surrounding printed line was noted. It is critical for the
binder to have sufficient powder to form line features and merge with other lines.
With the above assumptions and accepted conditions, the strength of 3DP parts can
be defined by a few controllable parameters. They are: line width, layer thickness,
line to line interaction, amount of unprinted powder surrounding the
printed line or printed feature, binder overlap, and saturation. These six
parameters control the strength of the Fast, Slow, and the Z axes. Unfortunately, these six
factors do not contribute to the strength of the three different axes equally. Maximizing the
binder overlap in the Fast axis will have to be done at the cost of reducing binder overlap in
the Slow axis, and Z axis strength will not be affected much by the Fast or Slow axis
binder overlap.
2.6 Tests for Strength
Firing Schedule.
Upon completion of printing a 3DP part, the part along with the powder that the
part is imbedded in is dried for two hours at 800 C (100 C /min. ramp rate from room
temperature) before being fired for one hour at 9000 C (5°C /min. ramp rate from 80'C ).
Firing the part to 900 oC allows the part to obtain reasonable handling strength. The fired
part is allowed to cool before being removed from the lose powder. The graph below
shows the firing schedule.
Firing Schedule for Ceramic 3DP Part
'---
1000
900
800
of cooling
cale)
700
600
500
400
300
200
100
0
0
1
2
3
4
5
6
7
8
9
10
Time (hr)
Figure 2.4 Firing schedule for 3DP ceramic part before powder removal.
When ceramic shell are used in mold applications, the shells are fired to 1500 0 C
for maximum strength. Thus, the part that had been fired to 9000 C previously is re-fired to
the desired temperature at 5C /min. ramp rate and held at the desired temperature for one
hour before being ramped down at the same rate.
The flexural strength test of 3DP parts are conducted using 3 mm x 3 mm x 30 mm
(CAD representation values) bars which are call MOR bars. The strengths are measured at
several different temperatures: 900 0C, 1100 0C , 1300 0C, and 15000 C. Firing schedule
for the MOR bars are identical to the firing schedule for a typical 3DP ceramic part. The
strength of 3DP part levels off around 1300 *C. In some cases, the strength for 1500 °C is
slightly lower than 1300 'C. Although the experiment tried to be consistent in comparing
the strength values of different print styles at similar temperatures, in some cases only one
set of tests were done either at 1300 'C or 1500 "C.
Maximum Strength at -1300 "C
^^
30
20
--
FA
C0
*---
SA
--
ZA
10
0
800
1000
1200
1400
1600
Temp 'C
Figure 2.5 The strength of 3DP ceramic levels off at 1300 "C. Normal Raster print style at
78% saturation, line width 170 gm, and layer thickness 170 gtm.
MOR Test
To determine the flexural strength of the 3DP ceramic parts, 4 point bending tests
are conducted. The maximum tensile strength of ceramics is ordinarily not determined
through tensile testing because it is difficult to grip brittle specimens without breaking
them. Instead, 3-point and 4 point bending tests are widely used. In three point bending
tests, the maximum stress region is restricted to a line on the surface of the specimen while
in 4 point bending tests, it's a planar region between the two inner points in the 4 point
bending test equipment. However, greater loads can be applied in three point bending than
4 point bending tests.
For the purpose of testing 3DP parts, 4 point bending test is appropriate. The 4 pt
bending tests give the values for MOR strength, the maximum tensile stress in the body at
fracture point. For brittle material, 1.7
0
true tensile = OMOR (Ashby, Eng. Materials #2, 1986).
b
Figure 2.6 Four Point Bending Test and the cross section of a MOR bar.
The 4 point bending test was set up as shone above. The load was provided by
metal powder which was continuously poured into the beaker until the bar broke. For
stronger MOR bars, lead shots were used instead of the metal powder. Although, there are
errors associated with this experiment such as pouring of the metal powder, the scatter in
the data for fracture strength of brittle material is usually greater than the errors from
experiment.
MOR strength is given by
3 WL
bh 2
(2.2)
where
Y= maximum stress
W = maximum load
L = distance from load point to support point
b = thickness of the test bar
h = width of the test bar
In most tests, 5 bars were tested for each temperature level. However, in some
cases fewer bars were tested. Each bars were measured with a 4 digit electronic caliper and
weighed on a 4 digit Mettler scale. The weight of the powder metal/lead shots were
weighed on a 3 digit Mettler scale. The value of MOR is the mean of the random samples.
The standard deviation is the standard deviation of the mean of the sample. Thus,
E(X) = •t
(n XS=xS= Var(X)=
(2.3)
(2.4)
(2.5)
Where n=5.
It is important to note that due to the nature of brittle materials, the more samples
that are taken, the greater the scatter of values, and consequently, larger the standard
deviation of the underlying distribution.
3. Print styles
3.1 Introduction
This chapter describes all the print styles that have been tested in the 3DP process
and records the development of print styles. Much of the information regarding the factors
affecting strength of 3DP parts and how line features interact with other lines when forming
a part were obtained from the following print style experiments.
3.2 Normal Raster
The Normal Raster print style is the simplest, the most intuitive, and also the
original printing style used in 3DP. It is the most straight forward method of printing a
3DP part. In this print style, the lines are printed directly on top of each other and next to
each other as shown in Figure 3.1.
v- = velocity
Q = flow rate
w = linewidth
h = layer
thickness
Figure 3.1 Normal Raster print style. Cylindrical lines represent formed features.
Commonly used line spacing is 170 gtm wide and 170 9tm thick. 170 gm is
approximately the diameter of the cylindrical line that forms when stream of binder is
dropped on the powder bed. Consequently, when lines are printed in this arrangement,
voids are created where the 4 cylindrical lines meet. SEM pictures confirm this. The voids
affect the stitching between lines and between layers and are the main cause for failure of
the parts.
Results
I%$Normal Raster print style exhibited strength that is anisotropic in three axes. The
strength of fast axis far exceeded the other two axes at every temperature strength tests
were conducted. Further, the Slow axis and Z-axis MOR bars are so weak that often half
of the printed bars broke from handling.
Test
1
Line
width
Layer
thickness
Saturation
%
Fast axis
(MPa)
Slow axis
(MPa)
Z axis
(MPa)
170
170
78
28.0
4.6
1.0
Table 3.1 Normal Raster print style results. 1500 "C fired temperature.
The flexural strength for 1500 "C 3DP part is 28 MPa for the Fast axis, 4.6 MPa
for Slow axis, and 4.8 MPa for the Z axis with standard deviation of about 2 MPa for the
Fast axis and 1 MPa for the Slow and Z-axis. Figure 2.1 gives the complete results for
Normal Raster MOR bars printed on 10/31/94.
3.3 Variations of Normal Raster.
The cylindrical lines that join together to form 3DP parts are approximately 170 gm
in diameter. By reducing the line width and layer thickness, cylindrical lines that weakly
stitch together with their neighbors may merge better with neighboring lines and form more
uniform and homogeneous structures. Tests are conducted reducing the line width to 150
gtm and the layer thickness to 100 gm .
Results
These changes increased the strength of the parts. Reducing the line width from
170 jim to 150 gm more than doubled the strength of the Slow axis, and reducing the layer
thickness from 170 jm to 100 jm increased the Z axis strength 1.5 times to 7.56 MPa.
However, even with these improvements, the flexural strength values for Slow and Z axes
were still far behind fast axis value. Further, voids between printed lines were still visible.
Tests
Line
width
(_m)
Layer
thickness
Saturation
%
Fast axis
(MPa)
Slow axis
(MPa)
(.m)
4.55
28.04
88
170
170
1
27.57
11.51
170
75
125
2
3.61
28.89
78
100
170
3
Table 3.2 Normal Raster print style with variation in LW(line width) and H(layer
Fired temperature is 1500 "C
Z axis
(MPa)
4.81
1.54
7.56
thickness).
Figure 3.2 SEM of Normal
print
style.125 glm line width, 170Raster
gpm layer
thickness, 88% sat. left. 170
pm
width,
100 p.m layer thickness, 75% sat. line
right.
The
arrows on right show the plane of
the
SEM
photos.
aZA
SA
One of the mistakes made in running
these experiments was not closely
monitoring
the level of saturation. Although,
the difference in saturation was
not significant (i.e. the
strength variance due to saturation
difference is less than the standard
deviation), ideally all
parameters should be kept constant
if possible.
3.4 Staggered Design
Another design explored tries to
eliminate the voids created by four
joining lines by
printing the next layer staggered
from the previous layers. This
way the cylindrical lines
would have a half line width offset.
The drawing below shows this concept.
'7
~7
7 >'//
i
J
/
Figure 3.3 Schematic of Staggered
Design Print style.
Results
The results from the staggered print style were pleasantly surprising and
encouraging. This print style was designed to increase the Slow axis and Z axis strength.
However, not only did the two targeted axes strength increased, the Fast axis strength also
increased significantly. Three different print parameters were tested. The values are for
MOR bars fired to 1300 "C given in Table 3.3.
Fast Axis
Slow
Z-Axis
Line
Layer
Saturation
width
thickness
%
(MPa)
Axis
(MPa)
(MPa)
(4m)
(Otm)
5.81
43.56
11.75
82.5
170
170
1
7.53
44.40
17.41
170
92.5
2
170
11.13
15.93
90.0
46.32
170
150
3
Table 3.3 Results for Staggered design print style tests. 1300 'C fired temperature.
Tests
R
Figure 3.4 Printed lines stacked
in a hexagonal shape is clearly
seen. Staggered design 170 gpm
line width, 170 layer thickness,
and 82.5% saturation.
ASZA
w
The results from these tests were the best ever achieved. The 16 MPa value for
Slow axis was more than 50% of the value for the original Normal Raster Fast axis value
and the 11 MPa value for Z axis, approximately 1/3 of the value. But the most encouraging
improvement came in the Fast axis. It's strength increased almost 50% to more than 46
MPa.
Printing the lines half line width staggered helped the lines join better with
neighboring lines. Further, doing this not only reduced the number of the voids but also
their size. This approach is definitely a step in the right direction. However, the problem
of anisotropy still had not been addressed.
3.5 Proportional (Triangle) Distribution Design
The strength of 3DP part in the Fast axis is much greater than the Slow axis. The
Fast axis strength is believed to be great because the stream of binders that overlap and
form a strip of droplets on the powder bed join the powder well. However, in the Slow
axis, the stitching between the lines is the main contributor to the strength.
One way to reduce the anisotropy may be to give both axes similar amounts of
binder overlap. Proportional deflection of the binder droplets makes this possible.
The following print style test attempts to reduce the anisotropy in the Fast and Slow axis.
The Z-axis is not affected in this design, thus strength should be comparable to the Normal
Raster print style with similar line thickness.
The binders droplets are distributed in the powder bed in a triangle probability
distribution. When all the lines are printed in this fashion, the Slow axis receives a lot
more binder overlap than if printed with Normal Raster print style.
S
S
S
S
S
S
**
1
2
3 (lines)
Figure 3.5 Triangle probability distribution determines amount of binder that will be deposited along width
of a line. When many lines are printed, together they generate a uniform distribution.
The binder droplets are deflected to the left and to the right of the jet path. The
amount of deflection is determined by a triangle probability distribution with the center of
the jet pass as the center of the probability curve. Thus, in one pass, the jet path
(at deflection = 0) will receive the greatest amount of binder. However, if several passes
are added together, the amount of binder deposited at any point in the Slow axis will be
comparable. Figure 3.6 gives the schematics of the binder placement.
Triangle
Deflection
Binder
Droplet
Distribution
^^^
200
100
0
-100
-200
Figure 3.6 Triangle probability distribution. These 256 binder droplets repeat continuously.
Regular Stacking
Alternate Stacking
Figure 3.7 The alternate stacking refers to printing
the negative deflection value of the previous layer.
The 3DP machine has the ability to store 256 deflection values before another set of
256 values are stored. In this print style, one set of 256 values that gave a triangle
probability when the frequency as a function of location is plotted. These values are
repeated numerous times in printing a line and creating a layer.
To avoid any printing defects that may occur due to the repetition of the 256 number
pattern, each consecutive layer is alternated. Alternate layer refers to assigning the
deflection value the negative of the previous layer's values. For example, 10th binder
droplet that is deflected +75 gLm in one layer would be deflected -75 gm in the next layer.
Results
The triangle distribution was successful in making the Fast axis and the Slow axis
isotropic in strength. Unfortunately, instead of bring the Slow axis strength up to par with
the Fast axis, the two axes strength compromised. The two strength values were identical
at 25 MPa with the Fast axis having a slightly higher standard deviation.
When triangle deflection with alternately stacking layers was printed, the Slow axis
and the Z axis strength remained comparable to the regularly stacked layers, but the Fast
axis strength increase to 35 MPa. With the Fast axis receiving more binder overlap than the
Slow axis, this result was not surprising. Further, the repeated use of one pattern might
have caused a defect in the Fast axis direction for the triangle deflection with regular
stacking layers. The results are given below in Table 3.4.
Line
Layer
Saturation Fast Axis
Slow
width
thickness
%
(MPa)
Axis
(MPa)
(•m)
(Am)
Regular Stack
200
100
90
25.02
25.02
Alternate Stack
200
100
90
35.77
27.54
Table 3.4 Triangle distribution strength. MOR bars fired to 1300 "C.
Tests
Z-Axis
(MPa)
8.59
7.80
From these tests tremendous amounts of new knowledge regarding improving the
strength of 3DP parts was gathered. The tests confirmed that the binder overlap was
indeed important, and by achieving uniform binder distribution, isotropic values for three
axes may be attained. The tests also confirmed that increasing the surface contact area
among printed lines helps them to stitch better.
Figure 3.8 Proportional deflection print style cross section
lia
i
shows no signs of stacked printed lines, left.
The top
surface also does not show printed lines, right. The fast and
slow axes are indistinguishable.
wtl
.
ZA
left SEM
SA
.
FA
right SEM
SA
,i
3.6
Mushroom Design
The mushroom design is designed to improve the stitching between layers ( Z axis
strength). The mushroom design is a hybrid of staggered design. In this design, the lines
are printed similarly to the staggered design. However, the line width is 225 gim, which is
greater than the feature formation size and the layer thickness is reduced to 100 Rim.
In this design, the lines will not be stitched together in the printed layer. Instead,
the lines are stitched with the two lines below which are printed before and the two lines
above which will be printed after. Further, the layer thickness is significantly less than the
feature formation size of 170 gLm. But unlike the 100 jm layer thickness of the Normal
Raster design, enough fresh powder is present for the features to form. Fresh powder is
available at more possible stitching point between the lines.
The presence of more fresh powder may help the lines not just stitch, but form a
continuous feature. If the lines do not form a continuous feature, the increase in stitching
surface area will further contribute to the strength of the 3DP part. The following diagram
shows the schematics of the mushroom design.
H
kw-b
Figure 3.9 Schematics of mushroom design. H (layer thickness), W (line width).
Results
The mushroom design proved successful in improving the strength of 3DP parts.
The region of unprinted powder helped the lines and layers join together to form solid
bonds. By looking at the fractured cross section of a Z axis MOR bar, the difference
between the Normal Raster Z MOR bar and mushroom design MOR bar is clear. The
results for mushroom design MOR bars fired at 1500 °C are given below. The results for
other tests are also given for a quick comparison.
Print styles
Sat. %
Fast Axis
Slow Axis
Z-Axis
(MPa)
(MPa)
(MPa)
Normal Raster 170 4m L 170 4m H
88
28.04
4.55
4.81
Staggered Design 170 4m L 150 4m H
90
46.32
15.93
11.13
Triangle Distribution Alt. Stack (1300'C)
90
35.77
27.54
7.80
Mushroom Design 225 4m L 100 gm H
85
51.87
24.36
Table
3.5
Comparison
of
for
1500
Strength
'C
fired
values
with
temperature
newly
printed
unless
noted
Mus
room
Design.
22.39
All figures are
otherwise.
The mushroom design not only raised the Z axis strength, but also improved the
strength of the Fast axis and the Slow axis to the levels comparable with the highest values
achieved in 3DP process (the standard deviation for results are 3 MPa). The SEM cross
section for this design show no signs of large voids that are present in previous designs.
This design helped to re-evaluate the criteria for strength and lead the designer to another
print style design that would incorporate all these characteristics.
Figure 3.10 SEM of Mushroom design fired to 900
"C, left. Fired to 1300 "C, right. 225 gim line
width, 100 gim layer thickness, and 130% sat.
AZA
SA
. ON-
3.7 Checkered Design
Previous print style design experiments resulted in many new insights on
improving the strength of 3DP parts. Before venturing into another new print style design,
it is important to consider which factors play the greatest role in increasing the strength of
3DP parts. Experiments have suggested that line width, layer thickness, line to line
interaction, amount of unprinted powder surrounding the printed line or printed feature,
binder overlap, and saturation play the greatest roles. Experiments have also suggested that
the value of line width and layer thickness are not important as the idea of having the newly
printed feature be close to the previously printed one.
The Checkered design print style is designed with these factors in mind, and the
optimum level of these factors is determined in a fractional factorial design analysis.
The checkered design incorporates the unprinted region concept used in the mushroom
design along with the macroscopic unit cell building block concept. The second concept is
derived from Triangle distribution design, with a single binder droplet replaced by a unit
cell of droplets and the triangle distribution replaced by a more uniform checkered
distribution. The Checkered design also emphasizes a more uniform binder distribution for
the Fast and the Slow axes.
In this design, each binder droplets are deflected a certain constant distance from
the center of the transverse path first to the right of the traverse path then to the left.
Intermittently, a group of binder droplets are sent to the catcher leaving a dashed line of
printed and unprinted region along its traverse path. The next printed line is printed in a
similar manner with the exception of the printing and the catching of the binder along the
traversing axis reversed. When an entire layer has been printed, a checkered pattern of
printed and unprinted region is created. The next layer is printed in a similar fashion with
the printed and unprinted region reversed. The layer thickness is 100 pm thick enabling the
binder to penetrate to the previous layer.
Traverse
U
I
Y
Y
A 23 -1 fractional factorial design analysis is conducted to determine the optimum
level of binder overlap, unprinted region, and line-line interaction for the newly created
checkered design print style. There are 4 treatments to determine optimum high/low values
for the three strength factors. The following table shows the level of factors that will be
tested in the 4 treatments. For example, the first treatment Check 1 is created with line
width of 200 gm, layer thickness of 100 gm, 16 droplets of binder per unit cell, and the
each binder is deflected 75% of the line width (150 gm) to the left and right to make the
unit cell.
200 gm
deflect
-15'
16
droplets
Figure 3.13 Check 1 print parameter. Layer thickness is 100 gm for all checkered design.
For a more complete description of the 2 3- 1fractional factorial design analysis refer to
Hogg and Ledolter's Engineering Statistics Ch. 6.4.
X 1=binder overlap
X2=unprinted region
X3=X 1X2
line-line interact
+ = 75% of line
width deflection
- = 63 % of line
width deflection
+ = 16 droplets
per printed region
- = 32 droplets
per printed region
+ = 200 gm line width
Check 1
+
+
+
Y4
Check 2
-
+
-
Y3
Check 3
+
-
Check 4
-
I
- = 170 gm line width
Y2
+
Table 3.6 23-1 fractional factorial design analysis for Checkered Design print style.
Y1
Results
Line width
and
Layer thickness
Sat.
(PM)
Fast Axis
1500 "C or
1300 "C
Slow Axis
1500'C or
1300 "C
(MPa)
(MPa)
(MPa)
Z-Axis
1500 "C or
1300 *C
Check 1
200 X 100
85%
38.51
31.15
24.20
Check 2
170 X 100
*
40.49
36.87
29.35*
Check 3
170 X 100
85%
32.67
33.13
31.03*
Check 4
200 X 100
*
37.64
30.31
27.39
Mushroom
225 X 100
85%
51.87
18.73
22.39
Tri. Deflect. ALT
200 X 100
90%
35.77
27.54
7..80
Tri. Deflect.
200 X 100
90%
25.02
25.02
8.59
Hex.
170 X 150
90%
46.32
15.93
11.13
Hex.
170 X 170
93%
44.40
17.41
7.53
Norm. Rast.
125 X 170
75%
27.57
11.51
1.54
Norm. Rast
170 X 100
78%
28.89
3.67
7.56
28.04
4.55
4.81
Norm. Rast.
Iaole .3
7
.Results
values
170 X 170
flam
would
the
88%
have
been
>rint
Design
Checkeret
slightly
style
lower.
The results clear show that the checkered design print style is effective in bringing
the strength of the 3DP parts to levels where delamination and splitting may not easily
occur. One draw back to checkered design is the surface finish may not be as good as
other print styles and the dimensional accuracy will be off at the part edges. However, if
the design is used to build the inside of the part, then these drawbacks become irrelevant.
To identify optium levels of the factors, (again let's assume the over saturation of Check 2
and Check 4 does not affect the results significantly) the linear combinations given by Ln
(n=1,2,3) which confounds one of the main effects and the two-factor interaction must be
examined. The linear combinations are given below with their results for three axes.
Lo=(Y 1+Y2 +Y 3 =Y 4 )/4=L + 123
L 1=(-Y 1+Y2 -Y3 +Y4 )/4= 1+23
L 2 =(-Y 1-Y2 +Y3 +Y4 )/4=2+13
L 3 =(Y 1-Y2 -Y3 +Y4 )/4=3+12
Fast Axis
Slow Axis
Z-Axis*
LO=37.33 (MPa)
L 1 =-1.74
L 2 =2.17
Lo=32.87 (MPa)
L 1 =-0.725
L 2 =1.15
L 3 =-2.135
L0 =26.48 (MPa)
L 1 =- 1.68
L 2 =-4.7
L 3 =0.75
L3 =-2.74
It is clear from the linear combination results that the amount of the factors influence
the strength of the three axes differently. In the Fast axis, L1 and L 2 are significant i.e.
the main effect 1 and 2 are important. The two factor interaction terms are not important
because two factor interaction terms (23) and (13) can not be important without factor 3
being important. Similar analysis show that factor 3 is important in the Slow axis, and
factor 2 and 3 are important in the Z axis.
The optimum Checkered design would use the lower value (63% line width
deflection) for factor 1, the lower value (32 droplets per unit cell) for factor 2, and the
lower value (170 gim line width) for factor 3. The lower value for factor 2 is used because
it's wise to strengthen the Z axis almost 20% more at the expense of weakening the Fast
and Slow axis less than 5%.
*the values for Check 2 and 4 were reduced 10% for the analysis to offset contribution
from the excess binder..
4. Post dip and 8 jets
4.1 Introduction
Ceramic 3DP parts are post dipped in ethyl silicate solution or Nycol 830 binder
solution to increase their strength. Although Nycol 830 was used in the past, ethyl silicate
solution is now used and will be discussed in this chapter. Ethyl silicate penetrates the
porous 3DP part and gels. When the post dipped 3DP part is re-fired, silica softens
among the ceramic particles and acts as a bonding agent. Experiments have shown that
post dipped shells are 10%-75% stronger than non-post dipped shells. Table below lists the
strength increases attributed to post dip process.
FA
FA PostD
SA
SA PostD
ZA
ZA PostD
(MPa)
(MPa)
(MPa)
(MPa)
(MPa)
(MPa)
900
4.71
6.68
1.90
2.64
0.70
1.17
1100
8.27
14.01
3.18
5.41
1.40
2.80
Temp. "C
1300
43.56
49.30
11.75
17.88
5.81
13.14
Table 4.1 Hexagonal designed 3DP MOR before and after post dip. Nycol 830 post dip solution.
82.5 % saturation, line width 170 gLm, and layer thickness 170 gm.
4.2 Post dip process
Post dip solution
Post dip solution is a mixture of aqueous ammonium carbonate solution and ethyl
silicate solution. The exact amount of components are shone below. The amount of
aqueous ammonium carbonate solution in the post dip solution affects the gel time of the
post dip solution. The gel time as a function of amount of aqueous ammonium carbonate
solution in the post dip solution is given below.
Complete Gel Time Graph
Arn-
__
30
(3
2
20
SGel Time
0.
E
o
10
I-10
0
0
2
4
6
Ammonium
8
10
12
14
16
18
20
Ratio in (X:100)
Carbonate:Ethyl Silicate
Figure 4.1 Post dip gel rate as function of ammonium carbonate in solution.
The post dip solution used for small parts is a 1:100 ratio solution of aqueous
ammonium carbonate solution and ethyl silicate solution. A small part is a part that does
not have all three dimensions >> 0.5 inches. A part that does not meet <<0.5 inches
specification is post dipped in a vacuum chamber. In a vacuum chamber, a different
ammonium carbonate to ethyl silicate ratio should be used to give sufficient time for part
handling and etc. For a small part, the post dip solution is able to penetrate the entire part
very quickly. However, for large parts, penetration to the center of the part is much more
difficult. It is important to note that when vacuum chamber is not used for post dipping,
the part must be lowered into the post dip solution slowly (approx. rate of post dip solution
rising through the pores of the part by capillary force) so the air in the pores is not trapped.
Ratio's
For small parts (all three dimensions not >> 0.5 inches) 1:100 ratio gives 4
minutes of dipping time (8 mins. to completely gel). For larger parts, use
1:250 solution which gives about 6 minutes of dipping time (9 mins. to
completely gel). For largest parts, use 1:500 ratio which gives about 24
minutes of dipping time (34 mins. to completely gel). The different ratio's not
only allow enough time for different tasks involved in post dipping, but also allows us to
save on the cost of ethyl silicate solution. It is important to give sufficient time for the
solution to penetrate the part, minimize ethyl silicate used, and still be accurate in the
measurement of small amounts of ammonium carbonate solution.
Once the aqueous ammonium carbonate solution and the ethyl silicate are mixed, the
solution turns cloudy immediately, and after a few minutes, some of the cloudiness goes
away. It is important to remove the part before the solutions starts to gel.
Thus, for a 1:100 ratio, the post dipping, which consists of submerging the shell in the
solution until all the bubbles from the shells have been released, must be complete in the
first 4 minutes after mixing the two solutions. This is especially true if the part has open
chambers or holes. Sufficient time must be allotted to drain the passages or chambers
before the solution starts to gel. To mix the two solutions and prevent premature gelling, a
spin bar mixes the solution continuously during post dip.
aqueous ammonium carbonate solution
ammonium carbonate 16.667% by weight, distilled water 83.333% by weight.
[40gm (NH 4 )2CO 3 + 200gm H20].
ethyl silicate
Company:
Product name:
Analysis:
Remet
Prehydrolyzed ethyl silicate R-18 (Remet R-18)
Silica content (as SiO) % by wt.
Specific Gravity @ 20 'C
Acidity (as H2 SO 4 ), %
Viscosity @ 25 'C, cps
Flash Point, (TOC) oF
Freezing Point, 'F
Density @ 20 OC, lbs./gal.
Appearance
18.0
0.905
0.02
5
60
> -70
7.4
Clear
After the post dip, the shells are again dried in the furnace at the temperature of 80
C for 2-3 hrs.
0
4.3
1 Jet vs. 8 jets
In January 1995, 3DP printing changed the printer from a single jet printer to an 8
jet printer. One of the concerns regarding this change is the strength of the 3DP parts. The
strength of the 3DP parts will not be affected in the Fast axis nor the Z axis because having
multiple jets does not alter the print styles in those directions. However, in the Slow axis,
the last printed line of one jet must stitch with the first printed line of the next jet. The
strength of Normal Raster Slow axis is compared by testing samples printed with one jet
and 8 jets. Results are given below. The strength of the samples printed with one jet
showed a slight edge in strength. However, the amount is within the standard deviation of
the experiment.
Slow Axis Strength Comparison
1 jet vs. 8 jets
(1 jet) Slow Axis
(8 jet) Slow Axis
20
10
0
800
1000
1200
1400
1600
Temp. *C
Figure 4.2 Strength comparison between 3DP part printed with 1jet and 8jets. The data is for Mushroom
Designed print style, line width 225 gm, layer thickness 100 gin, and 85% sat.
4.4 Trench between jet stitching for metal parts
When printing 3DP parts with stainless steel powder and Acrysol® binder with
Normal Raster print style, an observable trench between the last printed line of one jet and
the first printed line of the next jet exists in the Slow axis.
In a simple experiment, 23 lines are printed (185 gm line width) using 8 jets. The
phenomena of line pairing of the first 22 lines is observed (Lauder, MS '92) . The 23rd
line may join with the first printed line of the next jet or remain alone. In either case, there
is less fresh powder at the location of the 23 rd printed line, and the printed line appears to
be lower than the rest (thus looking like a trench between lines printed by individual jets).
In the Normal Raster print style MOR bars, 11 paired lines are observed. The first 22 lines
formed the 11 paired lines and the last one seems to be in the trench.
In a simulation of 8 jets by the single jet, the trench is also obvious and this
indicates that the poor stitching at the jet-jet junction in 8 jet Normal Raster print style is
caused by the reduction in fresh powder necessary for the binder to form a "normal" line.
To minimize this effect, triangular deflection print style is tested to determine if the trench
effect will be eliminated. The trench mark went way on the surface of the parts. However,
there was a similar trench mark observed on the bottom surface of these MOR bars. It was
difficult to tell if this trench is present along the entire thickness of the bars. In the 4 pt.
bending tests, the bars broke at the stitching every time. However, the strength for the one
jet and 8 jets were statistically equivalent.
1 jet vs. 8 jets Strength Comparison, 316L
Strength
(~-65 g.m-75 gm ) Stainless Steel Green Parts
(MPa)
Triangle Deflection Printed with 1jet
3.73
4.05
Triangle Deflection Printed with 8 jets
Table. 4.2 Strength comparison of 1jet vs. 8jets, 316L stainless steel green parts.
Slow Axis, line width increment 200 lpm, layer thickness 135 pm, and 87% sat.
5. Introduction to Cellular Structure
5.1
Investment Casting
Investment casting, or lost-wax casting, is one of the most widely used method of
casting alloys for geometrically complex shapes that require excellent surface finish as well
as tight tolerances. The process begins with the fabrication of a metal die that will be used
to mold the wax positives of the part to be cast. A fine coat, which defines the surface
finish, is first applied. The wax pattern is then dipped into a slurry of refractory material
such as alumina or zirconia, bound with water based or alcohol based binders. The pattern
is repeatedly coated with thicker slurry material to increase the thickness of the shell and
give the part structural support. When the slurry dries, the wax is melt out of the shell
mold. The mold is then fired at high temperature to drive off the water from crystallization,
and the mold is finally ready for pouring. After the poured metal solidifies, the mold is
broken up and the cast removed. A number of patterns are joined to make one large mold
called a tree to increase the production rate.
I=\
P-~~y
Pat
e=1
v
Asrnsembly
•mbiv
.
Onvqmkle
iw
Oewa,.•l
•
O*maingi
1
i
Mdln
Peow"u@
Knefdr
A-i
F.niinag
on
Figure 5.1 Lost-wax process (From ASM Handbook Vol. 15).
The primary limitation of lost-wax casting is the cost and the time involved in the
process. Further, certain geometries such as internal channels or parts with severe
undercuts may be difficult in not impossible for this process. Three dimensional printing
overcomes the limitations of conventional investment casting and is well suited for small
production runs and manufacturing of prototypes where initial set up costs and lead times
seriously limit the commercial viability of many products. The advantages of 3DP over
conventional investment casting are the elimination of part-specific tooling and a reduction
in the number of pattern transfers in the production of a part. These advantages greatly
reduce the cost and the time associated with fabricating ceramic shells from a new design as
well as giving greater dimensional control. 3DP also gives greater design flexibility, even
allowing cores to be printed with the shell.
5.2 Limitations of Current Investment Casting Technology
In investment casting today, some of the design limitations engineers and designers
have come to accept are the inability of the process to create parts with features that are
prone to hot tears such as sharp corners, abrupt variations in section thickness, or
geometries such as a U channel shape section or a T junction in which the mold resists the
normal solidification of the metal. Large contraction of the metal occurs during
solidification and cooling in the mold. Because the thermal contraction of the mold is
significantly smaller than that of the metal, the mold resists the contraction. Hot tears are
the defects caused by such stresses.
Further, even if hot tears are not present, the differential stresses set up in the mold
during cooling cause warpage and create dimensional control problems. The finished
casting also has to be "knocked" out of the mold which may be a difficult process for
delicate parts.
Hot Tears
Causes
Castingand PatternDesign
1. Lack of adequate fillets and U shaped or section
2. Abrupt variations in section thickness resulting in variations in cooling rate.
3. A U channel shaped section or an I-beam section with I junction in which the
mold resists the normal solidification of the metal.
The lack of adequate fillets at sharp comers set up high stresses during cooling. A
tear can still occur even if feeding is adequate to prevent shrinking in the same area.
Adequate Fillet
Inadequate Fillet
Abrupt variations in section thickness creates stresses which permit cracking or
tearing after solidification. This effect can also be achieved from gate that is too
large or not enough, creating hot spots. In these cases, the hot spots act as a
change of section.
Gradual variation
Abrupt variation
A good shell designer tries to minimize the stress related defects that would occur
from these geometries or avoids these geometrical limits in their design.
5.3 Motivation
The 3DP technology applied to investment casting allows improvements in
development time, cost, and enables complex geometrical features to be created (Sachs, et
all ASME 1992). The flexibility of the 3DP technology applied to cellular structure
investment casting shell incorporate all of the advantages above mentioned as well as
reduction in material consumption, controlled heat transfer, permeability,
ease of part removal, less warpage and of course, controlled strength of the
shell mold .
The reduction in material consumption may be important when expensive spherical
ceramic powders or other expensive material is used for casting shell. The ability to control
the heat transfer is important because this controls both the solidification front of the cast
part, which affects the material properties of the cast part, and the premature setting of the
mold. The improved permeability of the shell helps trapped gases to escape and allows for
greater pouring temperature (superheat) which maybe needed for casting thin sections or
tiny features. Ease of part removal further increases the rate of the 3DP process as well as
reduces the number of parts damaged in the "knockout" stage. Reduction in warpage helps
with the dimensional control and controlled strength helps to eliminate stress related
defects. The 3DP molds are usually 60% porous and cellular investment casting shells
consists of only 35% of the 3DP material per volume.
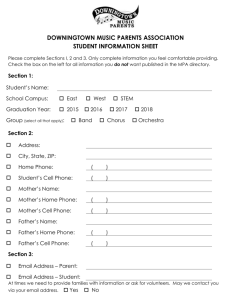
5.4 Goals
The goal of this project is to create a controlled strength investment casting shell that
will enable the creation of a part without any stress related defects. The part to be cast by
cellular structure shell is likely to have defects such as hot tears if made with existing
investment technology. A controlled strength investment casting shell is designed to fail
when excessive stress is applied to the cellular structure. The stresses on the casting shell
are caused by the phase change of the liquid metal to solid metal as well as shrinkage due to
cooling of the metal. The ability of the cellular structure shell to fail helps avoid stress
related defects on the cast metal part. The controlled strength investment casting shell will
have a open cellular structure frame with a thin inner shell where the metal casting will
form.
form
open cell
inner shell
powder removed,
cell structure remains
cavity
Figure 5.2. Cross sectional drawing of the cellular investment casting shell.
The development of this shell consists of three steps.
1. Create a design for a test part that is likely to have hot tears if cast with
current investment technology.
2. Design a viable cellular structure that can be used in casting defect free
parts.
3. Determine the appropriate inner shell design.
After the successful creation of the first shell, the knowledge from this experiment
can be applied to help create a process that will enable the casting of any sized part with
similar geometrical challenges for current investment casting technology.
6. Development of the Controlled Strength
Investment Casting Shell.
6.1 Design Criteria
A successful shell design incorporates the following functional requirements:
1. Powder removal is easy.
2. Shell is strong enough for handling during processing.
3. Shell is strong enough to withstand the pressure forces from the pouring
of the molten metal.
4. The structure resists the thermal shock during the pouring of the molten
metal at (600-1400 "C).
5. Shell must fail (fracture) so that the solidified metal can avoid stress related
defects.
The variable design parameters are:
1. Unit cell size
2. Frame structure dimensions
3. Inner shell thickness
4. Geometry of the unit cell
In designing the controlled strength investment casting shell, the shell design is
separated into two independent designs, one, the outer open cellular structure, and the
other, the thin inner shell conformed to the geometries of the cast part. This is done
because the functional requirements are independent.
Further design iterations conclude that thermal shock is not a critical functional
requirement because aluminum which will be used in the cast, melts at 600 "C, and the
shells are generally heated to comparable temperatures before pouring. Further, the thin
inner shell design prevents temperature gradients in the inner shell. Therefore, the
functional requirements reduces to 4.
Outer Open Cellular Structure
There are three critical functional requirements for this segment of shell design.
1. The structure be strong enough to support the inner shell containing the molten
metal which will be poured into the inner shell.
2. The frame structure be weak enough to allow the fracture of the inner shell.
3. The structure enables easy powder removal.
Inner Shell
There is only one critical functional requirement for the shell design.
1. The structure must withstand the metal pouring force and hold the molten metal
until the metal solidifies.
6.2 Design of the Test Part.
The part to be cast must have high likelihood for hot tears if cast with current
technology. The best design would incorporate many of the features that would cause hot
tears. The design selected is shown below. Figure 6.1. This part lacks adequate fillets at
corners, has abrupt variation in part thickness, and it's geometry resembles an I-junction.
This part is a good candidate for hot tears if cast with current investment casting
technology.
Figure 6.1 A part designed to have high likelihood of hot tears.
The ideal metal for the initial test cast should have high thermal expansion
coefficient and a high Young's modulus. Further, the difference in temperature between
the melting point and the ambient should exceed the temperature change necessary to
fracture the shell. This value will be calculated in the Analysis section. Two different
metals that fit this criteria were brass and aluminum.
aluminum
brass
thermal
Young's
expansion
Modulus
Melting Point
-1
coeff. (*C)
(GPa)
(0C)
17-23x10 -6
70
657
17x10 -6
115
927
Table. 6.1 Comparison of metal properties.
Density
(kg/m 3 )
2700
7200
Ultimately, aluminum was selected. Both metals possessed properties that would be
adequate for our casting purposes. However, aluminum had a lower density and without
experiment data that supports the theoretical strength of the inner shell, using aluminum
was more conservative.
6.3 Outer open cellular structure
To determine the optimum open cellular structure, the basic lattice structures are
studied. Cubic lattice and tetrahedron lattice are considered as possible open cellular
structures for this project. Cubic lattice is considered first because this structure is
especially weak when loaded in shear. A typical casting will exert a combination of tension
and compression stresses on the casting mold. Thus, cubic structure is exceptionally suited
to meet the shell's functional requirements. Further, this structure is simple to create from
the 3DPfile point of view. However, if the structure is too weak to shear forces and can
not be easily handled, a much stronger structure, tetrahedron will be considered as an
alternative. Figure 6.2 shows the two different lattice designs.
Figure 6.2 The two lattice structures considered. Cubic and tetrahedron.
Cubic lattice was first studied in detail to determine its viability. Sample open
cellular structures are created with two different dimensions. The two sizes of the cell
structure that would hold the inner shell, withstand the forces of metal pouring, and fail
during shrinkage of the metal are selected based on past experience with 3DP parts and
based on recommendations of others in the lab such as Alain Curodeau. In fact, Alain did
some work in his Ph.D. Thesis (MIT 1995) identifying different minimum geometries for
powder removal and handling.
In designing the cellular structure, the frame of the cell structure with an effective
diameter of about 700 gm and an aspect ratio less than 5 seemed to the minimum size part
that can survive all the handling involved in casting a metal part. That gives a design
constraint with a range of possible cell dimensions from 1=3500 gm to less than 1=700 gLm.
d-700 gm and 1/d < 5
Figure 6.3 Minimum cell dimension ratio.
Another consideration in designing the cell is powder removal. There are four
techniques that are used in 3DP lab to remove powders from 3DP parts. Two of the
techniques are dry techniques because the part is kept dry while removing the powder. The
other two techniques are wet techniques since the part must be immersed in soda water.
The easiest and the most widely used is removal with an air pump. Air is forced into the
complex geometries of the part to blow out the loose powder. Another technique is with a
vacuum. A vacuum cleaner with variable size suction nozzle pulls in the trapped powder
from the part geometries. Third technique is to pour soda water on the part to flush out the
trapped powder. Final method is submerging the part in soda water in a chamber and
applying vacuum to the chamber. As the bubbles expand, it disturbs the trapped powder
and sets it free. The Table 3.3 lists the technique necessary to completely remove powder
from different samples that were tested for this experiment.
Method of powder removal
vacuum
soda
air pump vacuum
water
chamber
X
1mm cubic
X
2.7 mm cubic
X
X
every
6mm
posts
placed
bet.
layers,
340 gm
X
340 gm bet. layers, posts placed every 2mm
Table 6.2 Method of powder removal for test samples A, B, C, and D.
types of structures tested
A
B
C
D
Figure 6.4. Test sample cellular structures. A, 1 mm cubic and B, 2.7 mm cubic.
SamnI~
kp r
|
I d=340
Sample D
tgm
1=6 mm
drawing not to scale
drawing not to scale
Figure 6.5 One layer schematic of sample cellular structure C and D.
The results show that if the structure's cell size is not smaller than 1 mm or the
distance between two layers is greater than 340 pm, powder removal should not be a
problem. This is one of the constraints for the cellular structure design.
Sample A and B are also used to test the viability of the unit cell dimensions for
cellular structure. The physical dimensions of the two tested sample structures are listed
below in Table 6.4 and the image is shown in Figure 6.4. 3DP material per volume is
defined as the amount of porous 3DP material in a unit cell of the cellular structure. Thus,
a regular 3DP part would have 100% 3DP material per volume.
Sample A
Sample B
dimensions
L=1 mm
L=2.7 mm
post thickness
680 gm
680 gm
3DP Material
59%
16%
per Volume
Table 6.3 Test sample dimensions.
Sample A is the sturdier one of the two. The structure has an aspect ratio of 1.4.
The failure from hydrostatic pressure force (from molten metal acting axially) is expected to
be a compressive failure of the material since the aspect ratio of the frame structure is much
less than 5 and the columns of the structure will not buckle. Sample B has an aspect ratio
of 4. The failure mode for this sample is not clear.
Axial pressure forces were applied on the sample specimens to determine how
much axial load the structure can withstand before failing. Since the pressure forces from
the pouring can be accurately estimated, a ballpark estimate of the necessary outer cellular
structure strength can be determined. These analyses are done in the Analysis chapter of
this thesis. Results from the distributed axial load is given below in Table 6.5.
P
PP
P
P
P
Figure 6.6 Uniform axial pressure test.
Horizontal
cross sectional
area of the
sample post
Max
Weight
(kg)
Compressive
stress applied
on structure
(MPa)
2
frames(cm )
1=2.7 mm cell
0.69
2.747
19.42*
results.
pressure
6.4.
Axial
Table
Equivalent
hydrostatic head
(h) for
aluminum
(m)
103.8
Calculated
pouring
pressure of the
casting
(MPa)
0.264 x 10-2
The larger cell sized structure (Sample B) is tested first. The structure did not fail
even after 19.42 kg was applied on the structure. Additional weight could not be applied
because the maximum load of the testing mechanism had been reached. Afterward, the
equivalent weight is applied on the smaller cell structure and obviously, it did not fail
either. The load is pure axial load and the stress the structure absorbed is pure compressive
force. With the calculated pouring pressure being at least three orders of magnitude lower
than withstandable stress of the casting, these tests showed that the cellular structures are
very strong in compression and will not fail from the pouring pressure of the molten metal
without any unidentified defects that can severely lower the strength of the structures.
Although, it's pretty clear that the cellular structure will not fail from the pouring
pressure metal, whether the inner shell will hold the molten metal until it solidifies is not
* the maximum applicable weight of the testing mechanism was reached without sample failure.
clear. The pressure applied by the molten metal on the inner shell is calculated the Analysis
chapter of this thesis.
The cellular structure should ideally have very little resistance to shear. strength.
However, the structure should be able to withstand the shear stresses applied from
handling. The minimum amount of shear the structure should withstand is thus determined
by the shear stresses applied from handling the structure while processing. From handling
the two structures, it was clear that the smaller L=1 mm structure had sufficient strength,
but the L=2.7 mm sized structure was too fragile to be handled. Thus, the optimum shear
strength possessing cell exists with cell dimension =X such that,
1 mm < X <2.7 mm.
6.4 Inner Shell
The functional requirement for the inner shell structure is simple: hold the molten
metal until it solidifies. In normal circumstances, the inner shell is supported by the lattice
structure outside. Therefore, in most cases, the required strength of the shell to hold the
molten metal is only a fraction of the total strength required to hold the metal. However,
the design considers the worse case, when the lattice structure has shifted or failed before
the metal has solidified and the inner shell is holding the molten metal. The analysis is
done in the Analysis chapter of this thesis.
The optimum design of the inner shell is the minimum inner shell
thickness required to hold the molten metal. Three different thickness are tested,
340 gm , 680 gm, and 1020 gm thickness. Theoretical analysis show that all three
thicknesses have sufficient strength to hold the molten metal. However, the different
samples must be observed in terms of fabrication of the part from the 3DP machine and
how different thicknesses withstand the applied loads from processing. From observation,
experimental parts with 340 jpm thickness is not adequate for our purposes since any series
of misplaced binders and/or unusual rough handling can damaged the fragile two layers.
The 1020 gm was much too sturdy. The 680 gm thickness is observed to be adequate for
our purposes. The layer thickness for 3DP is in increments of 170 gm. Thus, the
optimum thickness is determined as either 510 im or 680 Im.
6.5 Selection of Design Parameters.
The selected design parameters are listed below in Table 6.5.
Selected Designl
Selected Design2
Cell dimension(pm)
1700
1700
Post thickness(pm)
680
680
3DP mat./volume
35%
35%
Inner Shell thickness (jim)
510
680
Table 6.5 Final design parameters for the cellular structure shell.
7. Analysis
7.1 Determining the Unknown Constants
Thermal Expansion Coefficient a
Thermal expansion coefficient a, for solid alumina is 8.8 X 10E-6/oC. 3DP
ceramic part has a density of 36% of solid A12 0 3 , alumina. In a 3DP part, there are about
5% by weight of silica from the binder. The thermal expansion coefficient of a solid
alumina and a 3DP porous alumina should be comparable since porous and solid material
should expand at about the same rate. To be precise, with a little bit of silica deposited
between the microscopic alumina powders for the 3DP parts, the thermal expansion
coefficient may be slightly smaller (order of 5-10%).
A simple experiment is done by heating up several 3DP parts on a hot plate, letting
the parts get to a constant temperature and measuring the change in dimensions with a
CMM machine. The values obtained varied from 8.8 -9.9 X 10E-6/OC with a standard
deviation of IX 10E- 6 /"C.
Young's Modulus E.
Young's Modulus E for solid alumina is 390 GPa. Young's Modulus, E, for a
porous structure is found in Gibson's Cellular Solids which gives an estimate of E for
a porous brittle material as:
3
E3DP
.
P3DP
(7.
1)
Esolid alumina
solid_aluminaJ
P3DP
E3DP
Thus, for
Psolid_alu min a
= 0. 4,
= 0. 16
Esolid_alu min a
This is a theoretical approach to determining the material property. An experimental
method is also available. As described in Ashby (Eng. Materials Vol 1), E3dp can be
determined by using two piezo crystals to measure the velocity of the longitudinal waves in
the material.
V
E3DP
V
Esolid
alumina
(7.2)
Thermal Conductivity k.
The thermal conductivity k for a 3DP part can be determined by modeling the
porous structure as an equivalent resistance structure with uniform arrangement between
the pores and the alumina particles. However, experimental values for porous alumina are
given in the CRC Handbook. The value of k is taken as 1.5 W/m TC.
kalumina= 25.6W/m'K
kair=0.025 W/m0 K
air
3DP
air
3DP
3DP
air
3DP
air
air
3DP
air
3DP
3DP
air
3DP
air
q
AX
AX
AX
AX
Figure 7.1 Equivalent resistance model.
7.2 Failure of the Cellular Structure Shell
There are two methods of analysis that will be explored here. In one analysis, the
thin inner ceramic shell and the thicker metal cast part is modeled as a thin material attached
to a thicker material. As the thicker metal shrinks, the thin ceramic will be compressed, and
when the stress on the ceramic shell is greater than the failure stress, the shell will fail.
This method of analysis may be appropriate for various cast parts with thickness much
greater than the inner shell thickness. Second method of analysis, tries to model the actual
cast test part.
The necessary constants (determined in the previous chapter, experimental results, and
from Materials Handbook):
aFracture 3dp material = 10-20 MPa fired to 1100 "C and 3-5 MPa fired to 900 "C
E3dp material ~ 0.16 Esolid alumina
Esolid alumina= 3 9 0 GPa
(3dp material-~solid alumina
Msolid alumina= 8 .8x 10-6/oC
Xaluminum= 2 3 x 10-6/ 0C
Tm for A1= 660 OC
V3dp~0.3 *
For thickness of ceramic<<thickness of metal,
's'r
~CCrrramicr
Ce
Metal
Also, assuming that the metal and the ceramic are effectively stuck together (maybe caused
by geometrical constraints), as the temperature falls from high to lower temperature,
AT = TH - TL
(7.3)
and from the equation of thermal expansion,
AL
= Aa * AT.
(7.4)
The difference in the shrinkage is,
Aa =
Thus,
* best estimate with available data.
alu mina - a3DP.
(7.5)
AL
_
a(1-
L
E 3 DP
)(7.6)
=
(7.6)
Equate.
=E
3DP*Aa*AT
(1-v)
(7. 7)
(0.16) * 390GPa* 14.2x 10-60C - 1 *AT
(1-0.3)
a = 1.26 * AT(MPa)
For AT=127 TC,
a "'> 8fracture_strength_3DP_1100C (upper limit for compressive failure)
This analysis predicts that as long as the metal and the ceramic are joined together,
the shell will fail even with a temperature change of just 127 OC. Whether the shell and the
metal behaves as two materials joined together or not really depends on the geometrical
constrains of the cast part. Now, lets look at the test part and determine for what condition
the shell will fail.
.
I
.........
.........
.....
•00*
:I.i
':'I':l"
'1.:-.':'i':'.':'
'.
.:.i.:......:..:......'....:....:...:..:
...
..
r°~~~~~~~~
°1
°••
...........
°••
°°...
°......
. ... °.°,°..,°.°l ° .. ,°°.°°......
°.........
°
· I~i ....
i·
.Ii
. ...........
:.1d ... :·
·......
I I I·~i·Il
i
------------------------i ·i ·i i · i · · 1;I
Sceramic
cross section
Verticle cross-section view
under stress
metal cross section
under stress
Figure 7.2 Diagram of the shell with inner shell shown. Vertical cross section view on right.
This part can be described by it's three features; the long body and the two ends that
are thicker than the body, with the ratio of cross-section between the ends and the body of
2:1. If the ceramic mold is solid, some hot tears at the neck (junction of the body and the
ends) may be seen (in the opinion of a foundry foreman at Mass Foundry in Cambridge).
For a cellular structured shell, as the part cools, the two ends will pull together
compressing the structure surrounding the body of the part. Somewhere in this section is
where the casting shell is expected to fail.
Without any constrains, when the metal solidifies and cools, the linear dimension of
the metal will shrink about 4% from the phase change and the amount 8
from the thermal contraction of the metal during cooling, given by equation
(7.9.2),
8=Aa*AT*L
(7.9.1)
So =S + 0.04 * L
(7.9.2)
where
L=length of the casting.
However, because the ceramic shell resists this shrinkage, the actual shrinkage will be
some linear distance, X, less. This can be modeled as two parallel springs with different
spring constants kl and k 2.
but k2>0, and metal
if k2=0, the metal
kl=metal
0
shrinks by SO= 3 +4% shrinks by X2= o-X
k2=ceramic
where -X is due to the
of the length of casting
ceramic resistance to
shrinkage
kl
kl
k2
k2
k2
X
X-
8
X2
Figure 7.3 Shrinkage of metal in a ceramic mold modeled as two parallel springs with
different spring constants.
The spring constant kl and k2 are determined as follows.
k =EmetalLAmeta
(7.10)
E3DAL 3DP
(7.11)
k2
Emetal _aluminum=
70
GPa
E 3Dp=54.6GPa
cm 2
Ax-section_metal=1.94
Ax-section_ceramic=0.
34
cm 2 (the inner shell)+0.40 cm 2(cellular structure)
=0.74 cm 2
L=6.02 cm.
kl=225x106 N/m
k2=67x106 N/m
Aa=14.2 x 10 -60 C-1
AT-630 0C
By equating the forces,
k2X = k (So - X)
(7.12)
X= k,
(7.13)
the value X can be found.
k, +k 2
.o
The stress in the ceramic shell is calculated below.
k1 k*k *8o
Fceramicmold = k
kI + k
(7.14)
2
Fceramic_mold
Oceramic mold =
ceramic mold
Ax-sec tion ceramic mold
* k2 *
(7.15)
(7.16)
ceraic
(k + k 2 )Ax-sec tionceramicmold
So = (0. 04 + 0.009) * 6.02cm = 0. 29cm
(225 *67)x10 6 (N/ ) 2 * 0.29cm
(225+67)x106 N/m * 0.74cm 2
ceramic_,old =
2023MPa
If the contraction due to phase change is not considered,
(ceramic_mold
- 400MPa
This value exceeds the stress necessary to fracture the 3DP ceramic mold.
This analysis also predicts the failure of the cellular structure shell. Now if there
are any defects in the structure or initial failure has made the structure less rigid, then some
bowing of the cellular structure can be expected. The failure associated this type of
deformation will be at a value closer to tensile failure which is less rather than values
associated with compressive failure.
7.3 Failure of the Inner Shell
Experimental results in previous section have shown that the cellular ceramic mold
can withstand great axial pressures. The actual pressure from pouring of the metal is
approximately the hydrostatic pressures of the molten metal. And this pressure is tiny
compared to what the cellular ceramic mold is able to withstand.
htotal_head = 7. 5cm
P = Palu minumghtotal _head
P = 2700kg/m
3
*9.8m/s
(7.17)
2
*7.5cm = 1984Pa
Patm
Figure 7.4 Total head of the cellular ceramic mold.
/////////
,
P
SP
PP
/
PP
b;/
p
P
V
top view
Figure 7.5 Force on shell wall modeled as uniform load on fixed flat plate.
The maximum stress on the walls of the shell can be calculated from the results
given in Roark's Formulas for Stress and Strain. The boundary condition that most closely
resembles the actual boundary condition of the cellular structure shell is the fixed boundary
condition at all 4 walls. The maximum stress on the plate is at the center of the 4 edges.*
0. 3078Pb 2
mmamr
II&L4.%
.2
,z
(7.18)
P= 1984Pa
b = 1700upm
t = 680x 0 -4 cm
ma
x = 0.0124MPa
* The more accurate boundary condition is fixed conditions at 4 corners of the square flat plate. The
maximum stress would be at all corners.
As described in design chapter, the inner shell has the greatest load to support when
the shell is dislodged from the cellular structure frame and must hold the molten metal
without any support from the cellular structure frame. (The thin 3DP shell is holding the
liquid / semi-solid metal.) In this case, the boundary conditions are accurate and the
dimension b, would be the dimension of the longest wall dimension.
P= 1984Pa
b = 2.4cm
t = 680x10 -4 cm
Umax = 0. 76MPa
7.4 Volumetric Shrinkage of the Casting
Casting metals shrink in three distinctly different steps.
1. Liquid contraction
2. Solidification contraction
3. Solid contraction.
The first contraction, the liquid contraction, is small compared to the other two
contractions and will be ignored here. Solidification contraction is caused by the volume
change that occurs when metal changes phase from liquid to metal. Since metal is more
dense as a solid than as a liquid, a small volumetric change can be observed. For
aluminum, the liquid density is 2.39 g/cm 3 and the solid density is 2.7 g/cm 3 , given in
Metals Reference Book. Thus, if the solidification occurs instantly to the total volume of
the metal cast part, then, 11% volumetric change can be observed. This equates to about
4% linear shrinkage. However, the solidification does not happen to the total volume at
one instance. Instead, for aluminum, the freezing is referred to as skin formation (Strauss
1970) and a more accurate model is a linear or a two dimensional solidification. Thus, only
0.5 - 1.0% * linear shrinkage due to phase change maybe observed.
The solid contraction is due to the thermal contraction of the metal as it cools from
Tsolidification to Troom temp. For aluminum, this temperature change is about 630 °C, and
with a=23x10 -6 / ° C, the linear dimensional change is about 1.25%.
* best estimate from experimental observations.
7.5
Solidification Time
For conventional thick ceramic molds, solidification time or metal freezing time, ts,
is calculated to give an idea of how much time is necessary for the metal to freeze in the
mold. For cellular structure investment casting shell, the solidification time gives the lower
boundary for minimum solidification time because cellular structure molds are much thinner
than conventional molds and the time for the heat to transfer from the metal to the mold is
greater. However, the open cellular structure of the cellular structure ceramic mold may
enable the heat transfer rate to be controlled. Because the magnitude of the stress due to
phase change and cooling is comparable, two stages of failure may be observed.
1. Initial cracking of the shell caused by the phase change.
2. Large fractures of the shell caused by the thermal contraction (cooling).
To determine the solidification time, several material constants for the metal and the
mold must be known. The two most important parameters in determining ts is the volume,
V , and the surface area, A, of the mold. The solidification time scales as the square of the
ratio of volume and the surface area. Larger the volume, more heat that must be dissipated
is stored. Greater the surface area, quicker this heat can be dissipated to the mold.
Equating the heat in the metal casting and the heat transferred to the mold gives the value of
ts.
Q metal= pmetal * Vmold[Lmetal+Cmetal(TpT 1)I
pmetal=liquid metal density
Vmold=vOlume of the mold internal cavity
Lmetal=metal latent heat of fusion
Cmetal=specific heat of the liquid metal
Tp=metal pouring temperature
TI=metal solidification or mold/metal interface temperature
Qmold= AMol d* 2KK
oI d.Tl
0_•t
(lCaemold)
Amold=surface area of the mold cavity
Kmold=thermal conductivity of the mold
T0 =initial temperature of the mold
t=time to transfer the heat to the mold, t=ts
amold=thermal diffusivity
ts=B(V/A)
2
This is called the Chvorinov's rule (Foundry Engineering, Taylor 1959) , where B is the
mold constant equal to:
B= { B.metal* 4 (7C mold thermal diffI)-metal+Cmetal(T
2Kmold(T1-TO)
For the cast part (values from CRC, Metals handbook, Curodeau '95),
Pmetal= 2 70 0 kg/m 3
5 3
Vmold=4.2x10 - m
Lmetal= 3 9 5,010 J/kg
Cmetal=898.7 J/kg K
Tp=696 "C
T 1=659 "C
Amold= 7 .9x 1 0-3 m2
Kmold = 1.5 W/m K
T 0 =246 "C
t= time to transfer the heat to the hold, t=ts
amold_thermal_diff= 6.67x10-7 m2 /s
ts=1.53x10 6 *2.78x10- 5 = 42.5 secs.
iT1l)} 2
8. Results
8.1 Results of the Cellular Structure Investment Casting Ceramic Mold
The two different shell designs are both tested. Initially, the 680 pm thick inner
shell design is tested. Later, both the 680 gm and the 510 gm thick inner shell are tested.
The casting work was done at Mass Foundry in Cambridge, MA. Aluminum was heated to
696 °C, about 40 "C above it's melting temperature and poured into the pre-heated casting
at 232 TC with a ladle without a funnel or other types of gating device. The shells are then
observed for fractures and breakage which is designed to occur. Figure 8.1 shows the
picture of the casting shell that was poured.
Pigure 5.1l
cellular structure investment casting shell that was developed.
I..frf"rern rlrlrlrlrlrw ar"rr
HE
k
ILILILILIE
m
1rM9rgrrgrirmg4;44 rrqrrqrqqrqqrqN4;P4 rrqrrqrrqrqqrqqr;qrq
JuIE.JLJL~u.JtaE.JLLJWLL5JLI L...i.E.JL
MLI
inimILILILILIL
LILILILIUEJE1UJULEIE.jUUUJUUjL
IIn00110000000000001
llO0000
00000000001l
000
131
•O13031115lnnriiii[in-l3333
l
O01010U
•O0ll
31313
E3O13
01313
EX30t
i
N..31
LJuu*
133313301013
C313E
1]0000000313
,0000
(ii
r
aaaE100
031000310000090000013
0000000000000000000133B
aoc
~e1313r
100!£
IDOE
00!
00!
00!
00!
00!
1313r.I
1301C
13131
1300103 no come
000
0000
B~ii~ii
~~l131MI1100000
N 680 gm or 510 gm thick inner shell
Figure 8.2 Vertical cross section of the cellular structure ceramic mold.
First Expgriment
In the first test (680 pLm thick inner shell ceramic mold), the first fracture was
noticed about 2 minutes after the pour. However, the fracture may have occurred before
this time. The fracture outlined the ends of the part and was observed on both sides of the
shell. However, because of the gate at one end, the fracture was more evident at the end
without the gate. When the metal solidified, it shrank. The two ends were pulled towards
the center. Refer to Figure 8.3.
dotted lines show where fracture occurs
i.:i.:•
*•
k•.t:.:M:..:.
:: observed
':i
fracture
line
h...
·..
!:•,I.k
:,:
!. K.W.NW.E
l,. ·.
.U
ME
.-
'W'
Figure 8.3 Fracture line occurred due to the shrinking of the part away from the structure
After the initial fracture, the shell remained without other disturbances. The
solidified metal further cooled and shrank. The solidification starts at the shell boundary
and continues until all the metal has solidified. This type of freezing is referred to as skin
formation. As the metal solidifies and cools, the applied stress increases on the shell due to
the continued shrinkage of the metal. After about 10 minutes from pouring, the shell was
turned on it's side and observed further. From the handling of the shell while being turned
over, the bottom third of the shell split from the rest of the shell along the earlier fracture
line. After about 11 minutes from the pouring, a large portion of the lower shell shot out
from the rest of the shell. Figure 8.4 shows the schematic and Figure 8.5 the actual images
of the video shot at the foundry.
A
14
...
..
..........
............
............
......
S
44m
I
--
:!:I
-'°• °°°••°•••°•••°
"" · · ·
•°""
•o · :
•°°·
o· °••••
°··· i 1· ·
r · ·· · · · i I·
•°r
to•i
°.
·
:
i.:
·
rrW
••,°•°•
r~c
Irrre
;rr
k~
ICirrm~krrc irM
o
•l
·· ·
°••
°'
·
i
·
i
·
i
i
1
·
i ·i ·
i · i I·l
·
.'o•
••••
o"o
"" "'
°""
r:···:···:···:
•
°
•°°
°: i · i
°.
oo•••
•••i 1·
""· i "' i · i•••••
Li.:.i.:.i.:.j
•°•
i 1·
·i
i · I
i ·i
...........°......
°••'
ct
i.:.
i...:
i 1· ··
-i
ii
I·I·
i·i·
i·
1·
i·I·
i·
i·I·
i·
i·i·
i·i·
i·
i·
i·i·
i·i·~~
i·
I·i·i·i
i · i · ~·i
' ' '
°••
r
•o.
o·
i ·i
i ·i
i ...
:
i "'
"'
p~q "'i I· · · ii
ii 1'11,I
···
p'=lm
i ·i
···
"" · · · i · i°o°•••
i I·
i 1·
...
••o...
· '
"" · · · i 1·
...
...
7:
...........
i ·i
,•°,••°
:···:
I·1
:.L:.L:.
i.:.i.
.I.:
.i'!·i
i 1· •°
J-····· ruc
•••••• : :·
°:
••••°••
•.•••••••
i · i °°•··
.••••°
i
°···
•·
i ·i
u
"'••
•••,
••.., .,.,,••- •°•,"
•°°·
°'
•°
• °
•°I
°°:
°
•° •°•••
•°°,°
i
°··
••°
I
·
,°.
.o. ••o••°' • °
· n
m I
° °..
°•••
··
••••••,•
°.:
•°i
•
•
°
i
orr
•••,•
•••o °•: °"
•°•
o
°•••°•°•
i.
i
°o• o"
o•
°•••
i·
•••••.•.•
· · · i · i °: i · i
•••o°••
i ·i
··· i · i
·· ·
"'
i ·i
· · · i · i °,°•°••
i
o
· · · i · i ••°' i · i
•.••••
i
·
i
i ·i
···
••.°°•°
i ·i
···i · i
·· · •••••••••
"'
"' · · · i · i
· I u
o···
i ·i
u I
II
, ··
, ··
i i
I ii
7:
.:J.·
i.
J.J-r
ljl ii Il
··
io·i ai · i~
···· Pý.·i
i:=
i·
i · ··
i · ·· ......................
........... i ·
V·
AW.7tii ·· i · ···· .:.i:.I:.i..i..I.:IIE
Wt
i·
i·
;PP~i4;Pii ·· ii ·· ···· A.....
rr
:... """' I · · ·
i · ·I· i · · ·
i · · i · i · ··
°°•o••°°•
| n_'m
° • •
•••••,
• · °
° • ,····
°•••°°···
° °
"'
"'
"'
,
,
V··
V··
V··
V··
i.
4.....
° • •
•°°•••••°
·_..
···
• ° •
••••o• ....°.
° • •
,.••°•
•°••••·
•...
• •
,°•••°•••
••,.•••
·· · ° •••••
• °"
•••,••••,
•••.•..
· ··
·· · ••o••••••
: •
.. · • • °····
i,
......
L
L
Figure 8.4 The top portion of the shell on the bottom ejects from the remaining shell due the pressures
from shrinking stress.
Figre .5iees
th f tecmprssie
clllarstrctre hel fl tres1o.th7mtalcasin
aartfro
8
Figure 8.5 Pieces of the cellular structure shell fly apart from the compressive stress of the
metal casting
applied on the casting shell. The total elapsed time of the images is about 0.4 secs. 1st experiment
data.
73
Finally, small chunks flew off from various places and the shell split into three
large pieces along the initial fracture line. From observation, it was clear that no hot tears
or other stress related defects were present in the cast part. At this point, it was just matter
of peeling off the broken chunks before the part could be dislodged from the shell.
Second Experiment
The second experiment with both the 680 plm and 510 gtm thick inner shell
confirmed the first experimental result with large pieces of the shell breaking apart from the
rest of the shell. (In the second test, the shell remained intact while being turned over and
similar events were noted.) Soon there after, bowing and the bucking of the layer of lattice
structure was noticed at the center of the part.
From 1st experiment, left. From 2nd experiment, right.
The 510 gim inner shell thickness shell broke apart faster than the 680 gm inner
shell thickness shell and did not show the initial cracks that were observed along the ends
of the part described in Figure 8.3. In the 680 gim inner thick shell, when the metal
contracted, the entire shell must have been able to dislodge from the frame structure.
However, in much weaker 510 gim thick shell, the shell itself might have fractured when
the metal solidified and shrank. Please refer to Figure 8.8.
The shell may fracture here and pull inwards.
:::
::
:
:::::
:
:::::
:
::::::::
::::::::::
ii····························
I
....................
°°°•°°°
.......
.. .. . o° ..
. · i. · i..
.· i .· °
o • • • ° • • , ° ° ••""""
.....................
°•,°••••°°°oo°°°°°
......
...
...
...
..
...
...
°
............................
°....°•o.....
..............
° ..
.
.
.
.........•.....
°° .............°....
.
.
.
. °· · ·. · · .· · ·.· ··. · · .
..
........
° .....
........
.
.
.
.
.
.
.
. °
,
° •··'··'···""
............ °........... °••••°•
u5/
""'
·:
No
fracture
line
observed.
·····
·:
·····
·:
·····
··· ·: · ·
· ·· ·:··
···I·i·i·
Ii·i·i
/i
; .........
i
..N
I
The shell may fracture here and pull inwards.
Figure 8.8 No fracture lines are observed for 510 lim thick shell.
After about 30 minutes, when the metal has cooled completely, the part is ready to
be dislodged from what is left of the original mold. The time and the hassle involved in
removing the casting from the mold is almost eliminated as well as the deflects in the
casting.
9. Conclusion
9.1 Strength
The strength of 3DP part can be increased through different print styles. The key
to increasing the strength is to reduce the large voids that are created from powder binder
coagulation. The voids are an important contributor to the weakening of 3DP parts. The
best way to do this is by printing the parts with print styles that have high line to line
overlap among printed lines, high binder overlap, significant amount of unprinted region
surrounding printed region, and the highest possible saturation levels without bleeding
effects. To reduce isotropy, binder overlap should be uniform in the Slow and Fast axis.
The Checkered design best exemplifies the above principles. After the firing of the parts,
the parts strength can be further increased by post dipping them in post dip solution and
then re-firing.
9.2 Cellular Structure Ceramic Mold
The cellular structure investment casting ceramic molds can be created to cast
various parts that would be a challenge to current investment casting process. Casting
parts through cellular structure ceramic molds eliminates casting defects such as hot tears
and increases dimensional control by reducing warpage. Further, part removal is made
incredibly easy since the mold breaks free from the casting during cooling. Cellular
structure investment casting also has advantages of reduction in material consumption,
controlled heat transfer, and better permeability.
References
American Foundrymen's Society, Analysis of Casting Defects, AFS, 1966.
Ashby, M. Engineering Materials Vol. 1, Pergamon Press, 1980.
Ashby, M. Engineering Materials Vol. 2, Pergamon Press, 1986.
Beer, F. and Johnson, E., Mechanics of Materials, MacGraw Hills, 1980.
Boley, B., Therory of Thermal Stresses, Krieger Publishing, 1960.
Brandes, E., Smithells Metals Reference Book .6th edition, Butterworths, 1983.
Bredt, J., 1995, "Binder Stability and Powder/Binder Interaction in Three Dimensional Printing", Ph.D.
Thesis, MIT, Cambridge, MA.
Curodeau, A."Three Dimensional Printing of Ceramic Molds with Accurate Surface Macro-Textures for
Investment Casting of Orthopedic Implants", Ph.D. Thesis, MIT 1995
Elliott, R., Cast Iron Technology, Butterworths 1988.
Fan, T., " Droplet-Powder Impact Interaction in 3DP", Ph.D. Thesis, MIT 1995.
Gibson, L., Cellular Solids, Pergamon Press, 1988.
Giritlioglu, B., "The Effects of Print Style on Mechanical and Microstructural Properties of Structural
Ceramics Fabricated Via Three-Dimensional Printing", MS Thesis 1996.
Hogg, R., Engineering Statistics. McMillian Publishing Co., 1987.
Holman, J., Heat Transfer, 7th edition, MacGraw Hills, 1990.
Lide, D., CRC Handbook of Chemistry and Physics, 74th edition, 1994.
McClintock, F and Argon, A., Mechanical Behavior of Materials, Addison-Wesley, 1965.
Michaels, S. "Production of Metal Parts Using Three Dimensional Printing Process", MS Thesis, MIT
1993.
Rusher, " "Strength factors of ceramic shell molds" Cast metals research journal, 1974.
Rynerson, M., 1995, "Evaluation of the Advanced Ceramics Market for New Applications of Three
Dimensional Printing", MS Thesis, MIT, Cambridge, MA.
Strauss, K., Applied Sciences in the Casting of Metals, Pergamon Press, 1970.
Taylor, H.., Foundry Engineering, John Wiley and Sons, 1959.
Various Authors, ASM Handbook Vol. 15 Manufacturing, 1984.
MOR Strength Sheet
This is a continuing list of MOR bars printed at 3DP research lab from 10/94 to 5/96
Normal Raster 7x7
Ceramic MOR bars
Date of Print 10/31/94
Powder: Norton 7920 (A1203)
Size: -28 gm platelets
Binder: Silica
Flow Rate: 0.7 cc/min
Vfast axis=0 .7 7 6 m/s
Linewidth= 170p.m
Lineheight= 170gm
Dry Packing Density=35%(as measured 11/94)
Saturation=88%
Frequency=50 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1100,1300,1500 C
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
3.42 MPa(4)
0.2534 MPa
SA
0.49 MPa(3)
0.0277MPa
ZA
0.3 MPa(3)
0.0 MPa
Strength 1100C (n randomly selected samples)=
Standard deviation/SQ n=
FA
7.52 MPa(4)
0.5121 MPa
SA
1.32 MPa(4)
0.1174MPa
ZA
0.88 MPa(4)
0.0523 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
31.13 MPa(4)
0.5561 MPa
SA
4.33 MPa(3)
0.1857 MPa
ZA
3.31 MPa(2)
0.4781 MPa
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
28.04 MPa(4)
0.9871 MPa
SA
4.55 MPa(4)
0.4023 MPa
ZA
4.81 MPa(2)
0.4261 MPa
Note: The 900 C ZA bars were very weak. Broke at the slightest touch. 0.3 MPa for ZA may be larger
than actual value. The sample fired density (with binder) was about 36-39%. Post dip was also done. The
MOR bars in the FA axis broke jaggedly. However, in the SA and ZA direction, they broke squarely
(broke at the stitching) implying the bars were not well stitched in those directions.
Post dipped with Nycol 830 and water. 1:3 by vol. dried (88 C oven) and refired at the previously fired
temperature.
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
5.96 MPa(3)
0. 1969 MPa
SA
0.99 MPa(3)
0.0280 MPa
ZA
none
none
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
11.75 MPa(2)
0.2584 MPa
SA
2.44 MPa(4)
0.3065 MPa
ZA
none
none
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
37.48 MPa(4)
2.578 MPa
SA
5.76 MPa(4)
0.4579 MPa
ZA
5.48 MPa(2)
0.7745 MPa
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
36.09 MPa(3)
0.3227 MPa
SA
8.25 MPa(4)
0.4371 MPa
ZA
7.46 MPa(2)
0.2310 MPa
Normal Raster 5x7
Date of Print 11/1/94
Powder: Norton 7920 (A1203)
Size: ~28 gm median platelets
Binder: Silica
Flow Rate: 0.7 cc/min
Vfast axis=1. 0 8 5 m/s
Linewidth= 130gm
Lineheight= 170Rim
Dry Packing Density=35%
Saturation=75%
Frequency=50 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1100,1300,1500 C
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
3.69 MPa(5)
0.3849 MPa
SA
1.17 MPa(5)
0.1849 MPa
ZA
0.35 MPa(1)
na
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
6.54 MPa(4)
0.5024 MPa
SA
2.51 MPa(4)
0.0406 MPa
ZA
none
none
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
26.12 MPa(4)
1.8701 MPa
SA
9.46 MPa(3)
0.4291 MPa
ZA
none
none
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
27.57 MPa(4)
1.0600 MPa
SA
11.51 MPa(4)
0.9844 MPa
ZA
1.54 MPa(1)
na
Note: The FA and the SA bars broke jaggedly but the ZA bars broke squarely implying poor stitching. The
900 C ZA bars were again very weak. Only a few bars survived the initial 900 C firing. The sample fired
density (with binder) was about 35-38%. Post dip was also done.
Post dipped with Nycol 830 and water. 1:3 by vol. dried (88 C oven) and refired at the previously fired
temperature.
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
4.06 MPa(4)
0.2636 MPa
SA
1.87 MPa(5)
0.0527 MPa
ZA
none
none
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
11.08 MPa(3)
1.0445 MPa
SA
4.19 MPa(3)
0.2627 MPa
ZA
none
none
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
none
none
SA
10.49 MPa(2)
0.8450 MPa
ZA
none
none
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
31.70 MPa(3)
2.0978 MPa
SA
11.87 MPa(4)
0.6623 MPa
ZA
none
none
Normal Raster 7x4
Date of Print 11/2/94
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.7 cc/min
Vfast axis= 1 . 356 m/s
Linewidth= 170gm
Lineheight= 100Igm
Dry Packing Density=35%
Saturation=78%
Frequency=50 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1100,1300,1500 C
Strength 900 C (n randomly selected samples)=
FA
3.36MPa(4)
SA
0.24 MPa(3)
ZA
0.71 MPa(4)
Standard deviation/SQ n=
0.1210 MPa
0.0217 MPa
0.075 MPa
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
7.54 MPa(3)
0.6619 MPa
SA
1.01 MPa(5)
0.0505 MPa
ZA
1.49 MPa(4)
0.1551 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
25.66 MPa(3)
1.1822 MPa
SA
3.33 MPa(3)
0.2185 MPa
ZA
5.97 MPa(2)
0.0669 MPa
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
28.89 MPa(3)
1.767 MPa
SA
3.67 MPa(3)
0. 1539 MPa
ZA
7.56 MPa(3)
0.4468 MPa
Note: The FA bars were the only bars that broke jaggedly. The SA and the ZA did not stitch well. Despite
the fact that the layer thickness was reduced to 100 gm, smaller than the usual size of primative parts (170
gtm).Post dip was also done.
Post dipped with Nycol 830 and water. 1:3 by vol. dried (88 C oven) and refired at the previously fired
temperature.
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
5.88 MPa(4)
0.1546 MPa
SA
0.62 MPa(3)
0.0610 MPa
ZA
1.22 MPa(3)
0.0694 MPa
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
8.74 MPa(2)
0.4434 MPa
SA
none
none
ZA
none
none
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
30.91 MPa(2)
4.1436 MPa
SA
4.74 MPa(2)
0.0806 MPa
ZA
9.37 MPa(2)
0.6583 MPa
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
37.84 MPa(2)
1.0943 MPa
SA
6.39 MPa(2)
1.1554 MPa
ZA
9.69 MPa(1)
na
Hexagonal Design 7x7 (Staggard)
Date of Print 11/8/94
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 1.0 cc/min
Vfast axis=1.0759 m/s
Linewidth= 170gm
Lineheight= 170gm
Dry Packing Density=35%
Saturation=82.5%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1100,1300,1500 C (1500 C bars unbroken)
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
4.71 MPa(4)
0.2302 MPa
SA
1.90 MPa(5)
0.1614 MPa
ZA
0.70 MPa(2)
0.002 MPa
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
8.27 MPa(4)
0.3133 MPa
SA
3.18 MPa(5)
0.1458 MPa
ZA
1.40 MPa(3)
0.0693 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
43.56 MPa(4)
1.7289 MPa
SA
11.75 MPa(5)
0.7243 MPa
ZA
5.81 MPa(3)
0.3036 MPa
Note: The strength for 1300 C and 1500 C are about comparable. To minimize repetitive work, 1500 C
bars were not broken. The FA bars broke very jaggedly. The SA bars broke jaggedly for 900 C, but as the
fired temperature increased, the break became more square. The ZA bars broke like the normal raster bars
very squarely. The fired density of the parts are larger than normal raster. They range from 35-42%, but
most of the bars were in te 41% range. The arrangement of the printed lines must have increased the dry
fired density.
Post dipped with Nycol 830 and water. 1:3 by vol. dried (88 C oven) and refired at the previously fired
temperature.
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
6.68 MPa(3)
0.2465 MPa
SA
2.64 MPa(3)
0.2058 MPa
ZA
1.17 MPa(3)
0.0895 MPa
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
14.01 MPa(3)
0.7895 MPa
SA
5.41 MPa(3)
0.1914 MPa
ZA
2.80 MPa(3)
0.1941 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
49.30 MPa(4)
2.5082 MPa
SA
17.88 MPa(4)
0.3647 MPa
ZA
13.14 MPa(2)
0.7513 MPa
Hexagonal Design 7x7 (Staggard)
Date of Print 11/8/94
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 1.0 cc/min
Vfast axis= 0 .9 5 6 m/s
Linewidth= 170tm
Lineheight= 170gpm
Dry Packing Density=35%
Saturation=92.5%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1100,1300,1500 C (1500 C bars unbroken)
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
4.34 MPa(2)
0.3551 MPa
SA
2.49 MPa(4)
0.0923 MPa
ZA
1.09 MPa(2)
0.003 MPa
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
8.64 MPa(4)
0.3016 MPa
SA
4.88 MPa(5)
0.1919 MPa
ZA
1.92 MPa(3)
0.0835 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
44.40 MPa(4)
3.6052 MPa
SA
17.41 MPa(5)
0.5707 MPa
ZA
7.53 MPa(3)
0.5754 MPa
Note: The strength for 1300 C and 1500 C are about comparable. To minimize repetitive work, 1500 C
bars were not broken. The FA bars broke very jaggedly. The SA bars broke jaggedly for 900 C, but as
the fired temperature increased, the break became more square. The ZA bars broke like the normal raster
bars very squarely. The fired density of the parts are larger than normal raster. They range from 40-43%,
but most of the bars were in te 42% range. The arrangement of the printed lines must have increased the
dry fired density.
Post dipped with Nycol 830 and water. 1:3 by vol. dried (88 C oven) and refired at the previously fired
temperature.
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
7.64 MPa(2)
0.7161 MPa
SA
4.14 MPa(4)
0.1882 MPa
ZA
1.68 MPa(2)
0.2391 MPa
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
13.15 MPa(3)
0.4679 MPa
SA
6.78 MPa(4)
0.4285 MPa
ZA
2.96 MPa(2)
0.2853 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
47.32 MPa(2)
3.9280 MPa
SA
23.23 MPa(4)
1.7103 MPa
ZA
9.48 MPa(2)
0.3599 MPa
Hexagonal Design 7x6(Staggard)
Date of Print 11/16/94
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 1.0 cc/min
Vfast axis=l.117m/s
Linewidth= 170gm
Lineheight= 150pm
Dry Packing Density=35%
Saturation=90%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1100,1300,1500 C (1500 C bars unbroken)
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
4.47 MPa(4)
0. 1797 MPa
SA
1.74 MPa(6)
0.1763 MPa
ZA
1.02 MPa(6)
0.0899 MPa
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
15.57 MPa(3)
0.8227 MPa
SA
4.38 MPa(4)
0.6021 MPa
ZA
4.27 MPa(3)
0.4852 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
46.32 MPa(4)
2.8341 MPa
SA
15.93 MPa(4)
0.7404 MPa
ZA
11.13 MPa(3)
1.5802 MPa
Note: The FA broke very jaggedly but the rest didn't. Kinda surprising to find that the decrease in layer
thickness and decrease in binder by 2.5% caused the SA bars to break less jaggedly than before. The ZA
bars broke squarely as before. No post dip work done on this set of bars.
Triangle Deflection
Date of Print 11/11/94
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 1.0 cc/min
Vfast axis= 1 .424 m/s
Linewidth= 200gm
Lineheight= 100gm
Dry Packing Density=35%
Saturation=90%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1300 C
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
3.84 MPa(2)
0.1961 MPa
SA
4.54 MPa(2)
0.1093 MPa
ZA
0.75 MPa(4)
0.0608 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
25.02 MPa(2)
1.0210 MPa
SA
25.02 MPa(2)
0.3159 MPa
ZA
8.59 MPa(4)
0.2983 MPa
Note: The prop deflection with triangular probability distribution from -200 gm to 200 gm. The surface of
the test bars look indistinguishable in X and Y axis. The ZA axis did not stitch very well however.
Triangle Deflection Alternate Pattern A -A
Date of Print 12/1/94
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.825 cc/min
Vfast axis=1. 175m/s
Linewidth= 200pm
Lineheight= 100gpm
Dry Packing Density=35%
Saturation=90%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1100,1300,1500 C (but 1100 and 1500 C not broken minimize time consumption)
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
3.63 MPa(4)
0.2894 MPa
SA
3.35 MPa(5)
0.0896 MPa
ZA
0.62 MPa(5)
0.0459 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
35.77 MPa(4)
1.6745 MPa
SA
27.54 MPa(4)
1.0668 MPa
ZA
7.80 MPa(3)
0.6354 MPa
Note: The prop deflection with triangular probability distribution from -200 gm to 200 pm. The FA and
SA test bars look indistingishable in X and Y axis. The ZA axis did not stitch very well however.
Mushroom Design 130 %
Date of Print 12/2/94
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.825 cc/min
Vfast axis=0.71 7 8m/s
Linewidth= 225gm
Lineheight= 100gm
Dry Packing Density=35%
Saturation=130%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1100,1300,1500 C
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
5.84 MPa(4)
0.4085 MPa
SA
6.10 MPa(5)
0.1134 MPa
ZA
4.43 MPa(4)
0.3311 MPa
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
13.57 MPa(4)
0.9561 MPa
SA
12.08 MPa(4)
0.3052 MPa
ZA
10.71 MPa(3)
0.4233 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
50.88 MPa(4)
2.7945 MPa
SA
45.85 MPa(5)
1.1549 MPa
ZA
31.48 MPa(3)
1.9601 MPa
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
57.33 MPa(2)
0.4886 MPa
SA
35.29 MPa(4)
1.7088 MPa
ZA
38.83 MPa(3)
1.6156 MPa
Note: Heavy bleeding occured for all axes. It was especially evident for FA axis. The bleeding causes the
top of the part to be the widest and tapers off to the bottom (trapezoid shape). The sides were evenly
sanded into rectangular shape for measurement and subsequent MOR testing. Due to this extra preparation,
the accuracy of the measurements may have been compromised by 5-10 gm, this can lead to error in MOR
test to be as large as 25 % in some cases. The results must be taken with this in mind. Parts measuered and
fired, ready for post dipping . The density of the fired part was 41-48%. Much larger than ever before.
However, this value is may not be accurate due to the heavy sandin g that was done on the parts. Mushroom
bars are characterized by the jagged breakage of the ZA axis MOR bars.
Mushroom Design 118%
Date of Print 12/7/94
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.825 cc/min
Vfast axis=0. 7 94 3 m/s
Linewidth= 225pm
Lineheight= 100pm
Dry Packing Density=35%
Saturation= 118%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1100,1300,1500 C
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
5.29 MPa(4)
0.1896 MPa
SA
4.48 MPa(4)
0.1777MPa
ZA
3.94 MPa(4)
0.3328 MPa
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
43.48 MPa(4)
1.8627 MPa
SA
32.67 MPa(4)
1.0262 MPa
ZA
28.31 MPa(3)
1.5834 MPa
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
56.31 MPa(4)
2.2649 MPa
SA
51.20 MPa(4)
2.4126 MPa
ZA
35.96 MPa(3)
1.0741 MPa
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
60.49 MPa(3)
3.1698 MPa
SA
44.55 MPa(3)
1.7011 MPa
ZA
34.41 MPa(2)
1.0049 MPa
Note: Still some bleeding. Minor sanding was done on FA and SA axes and very little touch up was done
on ZA just to get rid of the rough surfaces. The meausurments and density calculations are much more
reliable for these test bars. The 1100 C strength seems to be much higher than expected. Problems with
the furnace?
Mushroom Design 112%
Date of Print 12/9/94
Powder: Norton 7920 (A1203)
Size: -28 gtm median platelets
Binder: Silica
Flow Rate: 0.825 cc/min
Vfast axis=0. 8 3 8 4 m/s
Linewidth= 225gm
Lineheight= 100gm
Dry Packing Density=35%
Saturation= 112%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, vapor mist added
Fired Temp=900,1300 C
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
5.69 MPa(4)
0.0612 MPa
SA
3.91 MPa(5)
0.1174MPa
ZA
none
none
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
50.11 MPa(3)
3.1699 MPa
SA
32.54 MPa(4)
1.7312 MPa
ZA
none
none
Note: Just a quickie test for strength. No bleeding whatsoever, thus no sanding required. The values will
be more accurate than before.
Mushroom Design 118% No Mist
Date of Print 12/9/94
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.825 cc/min
Vfast axis= 0 . 7 9 43 m/s
Linewidth= 225pm
Lineheight= 100pm
Dry Packing Density=35%
Saturation=112%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, No vapor mist added
Fired Temp=900,1500 C
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
6.53 MPa(3)
0.3482 MPa
SA
3.79 MPa(5)
0.1082 MPa
ZA
none
none
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
43.15 MPa(2)
3.4238 MPa
SA
36.20 MPa(4)
0.7640 MPa
ZA
none
none
Note: Only the FA and SA bars were tested to save printing time and since the only the difference in
strength for no vapor could be tested with only two axes. The parts showed no bleeding. Very nice shape,
no sanding required.
Mushroom Design 112%
Date of Print 12/9/94
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.825 cc/min
Vfast axis=0. 83 84 m/s
Linewidth= 225gm
Lineheight= 100gm
Dry Packing Density=35%
Saturation= 112%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, Reduced vapor mist (about 50 %) added
Fired Temp=900,1500 C
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
5.66 MPa(2)
0.0857 MPa
SA
2.96 MPa(2)
0.0323 MPa
ZA
3.33 MPa(2)
0.3416 MPa
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
53.66 MPa(2)
0.3978 MPa
SA
28.48 MPa(2)
0.2166 MPa
ZA
29.94 MPa(2)
1.3251 MPa
Note: The parts were later post dipped in ethyl silicate, from the data, the post dip increases the strength for
low fired temperature, but does not help at high fired temperatures.
Post dipped in ethyl silicate, a solution that gels.
Strength 900 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
13.90 MPa(2)
0.5528 MPa
SA
6.61 MPa(2)
0.1785 MPa
ZA
7.70 MPa(2)
0.1988 MPa
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
54.71 MPa(2)
3.5848 MPa
SA
28.49 MPa(2)
0.2166 MPa
ZA
*39.21 MPa(2)
*10.1107 MPa
*The ZA post dip strength is deceiving since only two parts were tested and one showed no increase in
strength and the other showed 20 MPa increase in strength.
Mushroom Design 85% 1-JET Print
Date of Print 1/17/95
Powder: Norton 7920 (A1203)
Size: ~28 gm median platelets
Binder: Silica
Flow Rate: 0.844 cc/min
Vfast axis= 1 . 165 m/s
Linewidth= 225gm
Lineheight= 100pm
Dry Packing Density=36.87%(as tested 1/95)
Saturation=85%
Frequency=64.6 KHz
Additive=0.75% by vol. citric, no mist added
Fired Temp=900,1100,1300,1500C
Strength 900 C (n randomly selected samples)=
FA
4.60 MPa(4)
SA
2.00 MPa(2)
ZA
2.24 MPa(3)
Standard deviation/SQ n=
0.4624 MPa
0.1462 MPa
0.0837 MPa
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
none
none
SA
7.29 MPa(4)
0.1994 MPa
ZA
none
none
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
none
none
SA
18.63 MPa(4)
1.3620 MPa
ZA
none
none
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
51.87 MPa(4)
1.4688 MPa
SA
24.36 MPa(4)
1.5907 MPa
ZA
22.39 MPa(3)
1.7583 MPa
Note: For one jet print, the SA axes will be affected since the different jet must stitch at the boundaries.
One jet covers enough area that it does not affect FA and ZA. Two changes were made. One was to
increase the citric content to .75 %. It seems to have no effect in strength. Second was to add some antifoaming agent. This also did not affect the strength when tested on 7X7 normal raster design. Even at 85%
saturation, the ZA axis showed jagged edge breakage. The strength is bit less than the over saturated
product.
Mushroom Design 85% 8-JET Print
Date of Print 1/17/95
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.844 cc/min
Vfast axis= 1.16 5 m/s
Linewidth= 225gm
Lineheight= 100gm
Dry Packing Density=36.87%(as tested 1/95)
Saturation=85%
Frequency=64.6 KHz
Additive=0.75% by vol. citric, no mist added
Fired Temp=900,1100,1300,1500C
Strength 900 C (n randomly selected samples)=
FA
none
SA
2.73 MPa(4)
ZA
none
Standard deviation/SQ n=
none
0.1240 MPa
none
Strength 1100 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
none
none
SA
6.23 MPa(4)
0.3021 MPa
ZA
none
none
Strength 1300 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
none
none
SA
14.88 MPa(4)
1.1915 MPa
ZA
none
none
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
FA
none
none
SA
18.26 MPa(4)
1.5524 MPa
ZA
none
Note: The SA bars doesn't seem to break at the jet stitching.
Fractional Factorial Design Analysis Check 1-4
Checkered Design 1
File: Check3x
Date of Print 8/10/95
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.7125 cc/min
Vfast axis= 0 .5 4 m/s
Linewidth= 202 gm
Pim
Lineheight= 100 pm
Im
Dry Packing Density=36 %(using avg value)
Saturation=85%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, no mist added
Fired Temp=900 and 1500C
File: Check3y
Date of Print 9/5/95
File:CheclkZ
Date:5/3/9 6
Flow Rate: 0.675 cc/min
Vfast axis= 0 .5 12 m/s
Linewidth =200
Line heigIit=100
Note: Due to some 3dp machine incompatiablity, the SA bars could not be produced. They will be
produced at later time. The Mushroom bars were printed along side the checkered bars, but two of the jets
1 and 3 put the bars closer to the jet 0 and 2 bars. This should not have any effect. The surface of the
checkered bars can be clearly seen. It resembles a line perpendicular to the direction of the jet motion..
50% of the flow volume was sent to the catcher. Note2(5/3/96): Later SA and ZA were produced. For
ZA, in order to print 5 different types, (1-4, mush) droplets were caught to make the sat. 85%. Since the
droplets are caught, ZA mushroom is not representative and thus void.
FA
SA
ZA
1.59MPa(5)
2.44 MPa (5)
4.09MPa(5)
Strength 900 C (n randomly selected samples)=
0.1894MPa
0.1869 MPa
0.1612 MPa
Standard deviation/SQ n=
0.0847MPa
0.0836 MPa
0.0721 MPa
Standard Deviation
FA
SA
ZA
24.20MPa(5)
1.15MPa (5)
38.51MPa(5)
Strength 1500 C (n randomly selected samples)=
4.555MPa
2.4622MPa
1.7210MPa
Standard deviation/SQ n=
1.1011MPa
2.0373MPa
0.7696MPa
Standard Deviation
Checkered Design 2
File: Check4x
Date of Print 8/14/95
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.725 cc/min
Vfast axis=0 . 6 53 m/s
Linewidth= 202 gim
Lineheight= 100 gm
Dry Packing Density=36 %(using avg value)
Saturation=85%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, no mist added
Fired Temp=900 and 1500C
File: Check4y
Date of Print: 9/5/95
File: Check Z
Date of Print 5/3/96
Flow Rate: 0.675 m/s
8
Vfast axis=0.6 0 m/s
linewidth=200gm
>85%
Note: 50 % of the flow was caught. The flow is representative of this figure.
Note2(5/3/96): binder was over shot. The droplets were added instead subtracted. Over
FA
SA
Strength 900 C (n randomly selected samples)=
4.10MPa(5)
2.91MPa (5)
Standard deviation/SQ n=
0.3754MPa
0.8287MPa
Standard Deviation
0. 1679MPa
0.3706MPa
SA
FA
Strength 1500 C (n randomly selected samples)=
40.49MPa(5)
36.87MPa (5)
Standard deviation/SQ n=
3.6420MPa
3.5850MPa
Standard Deviation
1.6288 MPa
1.6032MPa
saturation.
ZA
1.90MPa(5)
0.3005MPa
0.1344MPa
ZA
29.35MPa(5)
3.1753MPa(5)
1.4201MPa(5)
Checkered Design 3
File: Check5x
Date of Print 8/14/95
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.725 cc/min
Vfast axis=0. 6 53 m/s
Linewidth= 202 jgm
Lineheight= 100 gm
Dry Packing Density=36 %(using avg value)
Saturation=85%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, no mist added
Fired Temp=900 and 1500C
File: Check5y
Date of Print 9/5/95
File: Check Z
Date of Print 5/3/96
Flow Rate: 0.675 m/s
8
Vfast axis= 0. 6 0 m/s
linewidth=200 gm
Note: 50 %of the flow was caught. The flow is representative of this figure.
FA
SA
Strength 900 C (n randomly selected samples)=
3.24MPa(5)
2.39MPa (5)
Standard deviation/SQ n=
0.2275MPa
0.3918MPa
Standard Deviation
0.1017MPa
0.1752MPa
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
Standard Deviation
FA
32.67MPa(5)
5.1033MPa
2.5517MPa
SA
33.13MPa (5)
2.2646MPa
1.0128MPa
ZA
1.29MPa (5)
0.0926MPa
0.0414MPa
ZA
31.03MPa(5)
4.8625MPa
2.1746MPa
Checkered Design 4
File:Check Z
File: Check6y
File: Check6x
Date of Print: 5/3/96
Date of Print 9/5/95
Date of Print 8/14/95
Powder: Norton 7920 (A1203)
Size: -28 pm median platelets
Binder: Silica
Flow Rate:0.675 m/s
Flow Rate: 0.725 cc/min
0 5 4 9 m/s
Vfast axis= 0 . 5 12 m/s
.
Vfast axis=
linewidth=200 gm
Linewidth= 202 pml
Lineheight= 100 gm
Dry Packing Density=36 %(using avg value)
>85%
Saturation=85%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, no mist added
Fired Temp=900 and 1500C
Note: 50 % of the flow was caught. The flow is representative of this figure.
Note2(5/3/96): Similar oversaturation as Check 2.
ZA
SA
1.64MPa (5)
3.39MPa
(5)
3.53MPa(5)
Strength 900 C (n randomly selected samples)=
0.5569MPa
0.1740MPa
0.4020MPa
Standard deviation/SQ n=
0.2321MPa
0.2784MPa
0.0778MPa
Standard Deviation
Strength 1500 C (n randomly selected samples)=
Standard deviation/SQ n=
Standard Deviation
FA
37.64MPa(5)
2.2280MPa
0.9964MPa
SA
30.30MPa (5)
2.6289MPa
1.1757MPa
ZA
27.39MPa (5)
2.3161MPa
1.0358MPa
Bench Design (to compare from same batch)
Mushroom Design
File:mush3456 for SA Nothing is sent to Catcher
Date of Print:5/3/96
Date of Print: 9/5/95
Date of Print 8/10/95
Powder: Norton 7920 (A1203)
Size: -28 gm median platelets
Binder: Silica
Flow Rate: 0.675 m/s
Flow Rate: 0.7125cc/min
Vfast axis=0. 927 m/s
Vfast axis=0.54m/s
Linewidth= 223gm
Lineheight= 100gm
Dry Packing Density=36 %(using avg value)
Saturation=85%
Frequency=64.6 KHz
Additive=0.5% by vol. citric, no mist added
Fired Temp=900 and 1500C
Note: 44% of the flow volume was sent to the catcher.
Note2(5/3/96): because the droplets had to be caught to match the saturation at 85%, this mushroom
design is slightly different than regular mushroom design. The results are strictly for completeness
sake and should not be used to measure the strength of Checkered design to mushroom design.
ZA
FA
SA
1.28MPa(5)
2.07MPa (5)
4.62MPa(5)
Strength 900 C (n randomly selected samples)=
0.2048MPa
0.2759MPa
0.2244MPa
n=
deviation/SQ
Standard
0.0916MPa
0.1234MPa
0.1003MPa
Standard Deviation
ZA
SA
FA
16.20MPa(5)
(5)
26.99MPa
37.61MPa(5)
Strength 1500 C (n randomly selected samples)=
2.2684MPa
3.1258MPa
3.5745MPa
Standard deviation/SQ n=
1.1342MPa
1.3979MPa
1.5906 MPa
Standard Deviation
Metal 316L Stainless Steel
Normal Raster
Date of Print 2/14/95
Powder: Anval 316L Stainless Steel
Size: -65-75 gim spherical powder
Binder: Acrysol
Flow Rate: 0.8125 cc/min
Vfast axis=1. 5 m/s
Linewidth= 185 gm
Lineheight= 185 gm
Dry Packing Density=62 %(as tested 2/95)
Saturation=69 %
Frequency=64.6 KHz
Treatment=none.(no drying)
Fired Temp=Green, 1275 C
Jets: 8 jets
Green Strength (n randomly selected samples)=
Standard deviation/SQ n=
FA
3.44 MPa(5)
0.2557 MPa
SA
2.54 MPa(9)
0.1455 MPa
ZA
0.78 MPa(5)
0.0151 MPa
Note: The FA and SA fired bars did not break but bent. The ZA bars broke at 23 MPa(3) median with SDN
of0.3 MPa. The dry density of the parts varied from 55-58%. No bleeding was observed at all and the SA
bars did not seem to break at the jet stitching.
Mushroom Design
Date of Print 4/9/95
Powder: Anval 316L Stainless Steel
Size: -65-75 gm spherical powder
Binder: Acrysol 20 %
Flow Rate: 0.776 cc/min
5
Vfast axis=1. m/s
Linewidth= 225 gm
Lineheight= 120 gm
Dry Packing Density=62 %(as tested 2/95)
Saturation=84 %
Frequency=64.6 KHz
Treatment=none.(no drying)
Fired Temp=Green
Jets: 8 jets
Green Strength (n randomly selected samples)=
Standard deviation/SQ n=
FA
5.03 MPa(4)
0.3323 MPa
SA
2.46 MPa(5)
0.2461 MPa
ZA
1.48 MPa(5)
0.0975 MPa
Note: No bleeding and the SA bars did not seem to break at the stitching which is odd since we know that
it's the weakest point of the part. The defect must not be significant because of the small cross sectional
area.
Triangle Deflection
Date of Print 4/11/95
Powder: Anval 316L Stainless Steel
Size: -65-75 gm spherical powder
Binder: Acrysol 20 %
Flow Rate: 0. 8125 cc/min
Vfast axis=1. 5 m/s
Linewidth= 202 pm
Lineheight= 135 gm
Dry Packing Density=62 %(as tested 2/95)
Saturation=87 %
Frequency=64.6 KHz
Treatment=none.(no drying)
Fired Temp=Green
Jets: I jets
Green Strength (n randomly selected samples)=
Standard deviation/SQ n=
FA
4.49 MPa(5)
0.2379 MPa
SA
3.73 MPa(5)
0.2172 MPa
ZA
0.91 MPa(4)
0.0542 MPa
Note: The bars were printed with just one jet. They will be compared to 8 jet bars.
Triangle Deflection
Date of Print 4/19/95
Powder: Anval 316L Stainless Steel
Size: -65-75 gm spherical powder
Binder: Acrysol 20 %
Flow Rate: 0. 838 cc/min
Vfast axis=1 .5 m/s
Linewidth= 202 min
Lineheight= 135 pm
Dry Packing Density=62 %(as tested 2/95)
Saturation=101 %
Frequency=64.6 KHz
Treatment=none.(no drying)
Fired Temp=Green
Jets: 8 jets
Green Strength (n randomly selected samples)=
Standard deviation/SQ n=
FA
none
none
Note: The droop positioning feedback off.
100
SA
4.05 MPa(5)
0.2656 MPa
ZA
none
Checkered Design
Date of Print 6/5/95
Powder: Anval 316L Stainless Steel, coated.
Size: -47-62 gm +230-400 spherical powder
Binder: Acrysol 20 %
Flow Rate: 0. 8125 cc/min
Vfast axis=1.38 m/s
Linewidth= 202 pm
Lineheight= 100 gm
Dry Packing Density=62 %(as tested 2/95)
Saturation=87 %
Frequency=64.6 KHz
Treatment=dried with heat lamp and misting
Fired Temp=Green
Jets: 8 jets
Notes: There was a problem with this print style because the 3D printing machine wasn't able to handle the
two
patterns with given values. The first row of printed bars from jet 0 and the last row from jet 4 seemed to
have printed
the accurate checkered bars. The strength of these FA bars were very strong. But some of the strength
might have been attributed to the coated powder. A baseline set of Normal raster bars should be printed to
isolate the effects of the design mechanism.
Jet 0
Green Strength (n randomly selected samples)=
Standard deviation/SQ n=
FA
5.31 MPa(4)
0.3310 MPa
Jet 1
Green Strength (n randomly selected samples)=
Standard deviation/SQ n=
FA
5.13 MPa(4)
0.1549 MPa
101