. ., Master production scheduling in capacitated sequence-dependent process industries
advertisement

INT. J. PROD. RES., 2000, VOL. 38, NO. 18, 4743 ± 4761
Master production scheduling in capacitated sequence-dependent process
industries
JAMES A. HILL{*, WILLIAM L. BERRY{, G. KEONG LEONG{
and DAVID A. SCHILLING{
Traditional approaches to planning and control of manufacturing (MRPII) focus
on discrete parts manufacturing industries (e.g. automotive). The chemical
industry, however, presents unique challenges. Cross-contamination of production is a key issue among some chemical facilities. A considerable amount of
capacity is lost as a result of changeovers which involve performing thorough
clean-ups to wash away the impurities which may contaminate the next product
to be produced. Therefore, planning for sequence-dependent changeovers
becomes crucial and complicates the master production scheduling process.
This paper shows how improved master production scheduling performance
can be obtained by using a two-level master production schedule (MPS) to
focus on key plant processes, and by incorporating a scheduling heuristic which
considers sequence-dependent changeovers and capacity constraints. This
approach is illustrated using actual operating data from a chemical ® rm typical
of many process industry operations.
Simulation experiments are reported that test the performance of the proposed
master scheduling method in a single-stage sequence-dependent process. The
experimental factors include both the introduction of the two-level MPS with
the scheduling heuristic, and the eŒect of changes in the MPS batch size. The
results demonstrate that important simultaneous improvements in process
changeover time and delivery performance can be achieved using the proposed
MPS scheduling approach against a more traditional (single-level) MPS approach
which does not consider sequence-dependent changeovers. Further, we ® nd that
delivery performance is relatively insensitive to adjustments in the MPS batch size
when using the two-level MPS approach.
1.
Introduction
C hanging markets are placing new business requirements on companies today,
producing the need for a quicker, more accurate response to customer delivery needs
and increased product variety (Stalk and Hout 1990, Pine 1993). This is particularly
true in process industries because of long, product sequence-dependent changeover
times that arise from product contamination and plant design issues; thereby limiting
product mix ¯ exibility (Taylor and Bolander 1994, Turek 1994). Frequently, process
industry changeover times are large, e.g. as much as 47± 92% of operating capacity
(Leschke 1995) and thus need to be addressed when planning for production.
However, previous research on capacitated master production scheduling (Chung
and Krajewski 1984, Sum and Hill 1993, Kern and Wei 1997) generally do not
Revision received May 2000.
{ Owen Graduate School of Management, Vanderbilt University, Nashville, TN 37203,
USA.
{ Fisher College of Business, The Ohio State University, USA.
* To whom correspondence should be addressed. e-mail: james.hill@owen.vanderbilt.edu
International Journal of Production Research ISSN 0020± 7543 print/ISSN 1366± 588X online # 2000 Taylor & Francis Ltd
http://www.tandf.co.uk/journals
4744
J. A. Hill et al.
consider sequence-dependent changeovers. One paper reported by OliŒand Burch
(1985) considers the product sequence restrictions and capacity limitations
frequently encountered in process industries. They report a mixed integer programming model that determines lot sizes, line assignments and inventory levels, and
considers the changeover costs from one product to another. However, because of
computation requirements, the applicability of their linear programming
approximation is limited to relatively small problems.
T he need for quick delivery in capacitated process industry environments is
challenging conventional thinking concerning the design of manufacturing planning
and control systems. Some have argued, e.g. that MRPII does not adequately
address the planning and scheduling needs in process industry ® rms because they
lack the ability to consider plant limitations, e.g. sequence-dependent changeovers in
planning and scheduling (Taylor and Bolander 1994, Turek, 1994). Others have
proposed ® nite scheduling methods to address these issues (Umble and Srikanth
1995). In this paper we propose the development of a two-level master production
schedule for make-to-stock products in capacitated process industries that incorporates sequence-dependent changeovers. The advantage of this approach is that
conventional MRPII systems can be used to plan and schedule process industry
operations in the same way as in discrete manufacturing applications. The key
research questions involve the following.
(1) To what extent can manufacturing performance improve by using a twolevel MPS with a sequencing heuristic versus a single-level MPS in process
industries with sequence-dependent changeovers?
(2) How does a two-level MPS affect trade-offs between changeover time reduction and customer delivery performance in master scheduling sequencedependent processes?
(3) How does adjustments in MPS batch size affect performance in scheduling
sequence-dependent processes in both a single-level and two-level MPS
design?
We begin by demonstrating how the master production schedule can be designed
to use a two-level MPS approach for process industries, and show how sequencing
heuristics can be incorporated into the master production schedule to consider
sequence-dependent changeovers. Next, we introduce the research design and
experimental factors. Finally, computational experiments are reported that measure
the improvement in changeover time and delivery performance obtained using the
proposed scheduling approach.
2. Process industry example
2.1. Incorporating plant restrictions in the MPS
In order to incorporate product sequence restrictions in the MPS, the MPS
function needs to be designed in a way that re¯ ects the nature of the process
structures found in process industries. We use actual operating data from a chemical
manufacturing ® rm to illustrate how this can be accomplished, and the resulting
impact on master scheduling performance. This involves the use of a two-level
master production scheduling design to link the MPS with the process and product
structure. This approach is quite general and can be applied in a wide variety of
process ¯ ow structures.
MPS in sequence-dependent process industries
4745
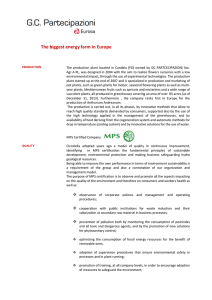
2.2. The master production schedule
The function of the MPS is to balance the product demands of customers with
the supply of product made available by plant schedules and inventory. The MPS
speci® es the anticipated build schedule for end products. This task is illustrated using
the process industry example in ® gure 1. The company is a leading chemical
manufacturer with branded products sold in both consumer and industrial markets
through a variety of channels, including mass merchandisers, independent retailers
and manufacturer’ s representatives.
The product structure in ® gure 1 has four levels, consisting of purchased
ingredients, manufactured chemicals, end product formulas and packaged products.
Ingredients are purchased and stored in raw material inventory to be later transformed into a ® nished chemical product. Chemical products are then blended in
capacitated storage tanks to be later packaged and stored in full goods inventory.
Each family of packaged products is produced on a seven day per week, high-volume
linked batch process which has a series of three processing units: chemical manufacturing, formula blending, and product packaging. Inventory is held for raw
material ingredients and for ® nished packaged products. This process can be considered a single-stage process as work-in-process inventory is not held because
materials are moved automatically from chemical manufacturing to formula blending and ® nally to packaging, and each processing line at this company is scheduled
separately.
Formula blending is where there are capacity constraints in this process. Its
capacity is relatively expensive, the changeovers are longer than those for chemical
manufacturing and packaging, and the blending changeovers are sequence
dependent as shown in table 1. These changeovers involve substantial cleaning
Figure 1.
Process ¯ ow diagram.
4746
J. A. Hill et al.
To formula
From
formula
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
100
12
48
8
6
12
12
4
6
6
6
100
48
8
6
12
12
10
12
6
24
48
100
6
4
12
12
8
8
6
6
12
48
100
6
12
12
6
4
6
6
12
48
8
100
8
12
12
6
6
12
16
48
12
12
100
12
12
12
12
6
12
48
10
6
12
100
6
6
6
6
12
48
6
4
12
6
100
12
6
6
12
48
8
6
12
6
4
100
6
6
12
48
6
6
12
12
6
6
100
Table 1.
Formula blending changeover times (h).
time to avoid product contamination as well as the time needed to change ingredient
materials and to adjust process control settings. Following basic master scheduling
logic this ® rm master schedules at the end product level. It is our goal in this example
to demonstrate the di culties when the master schedule is done at the end product
level. We demonstrate performance improvements when the master schedule is
developed for the formula blending unit shown in ® gure 1. After the master schedule
is developed for the blending process, schedules are prepared for the chemical manufacturing and product packaging process units.
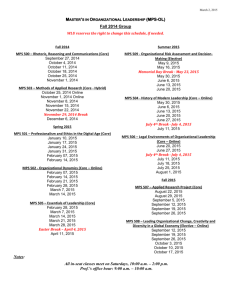
2.3. The level 1 and level 2 MPS
The diagram shown in ® gure 2 illustrates the steps involved in using a two-level
master schedule which includes a level 1 packaged end products MPS, and a level 2
blended product formulas MPS.
The level 1 master schedule for individual packaged products uses standard
master production scheduling logic and record processing methods commonly
used in practice (Vollmann et al. 1997). In this example, individual formula blends
are stocked and sold in various types and package sizes. At level 1 the major planning issues involve forecasting, customer order promising and determining a master
schedule for individual products that meets customer delivery expectations while
conforming to company inventory requirements for individual packaged products.
This portion of the master schedule represents a shipment schedule and is referred to
as step (1) in ® gure 2.
The level 2 master schedule for product blend formulas is derived from the level 1
master schedule by combining the formula requirements for the individual packaged
products. This step is accomplished using standard master production scheduling
logic and record processing methods (Vollmann et al. 1997). The exploded requirements portion of this master schedule is referred to as step (2) in ® gure 2.
Because no ® nished formula blend inventory is held at level 2 in this example, the
next task is to adjust the exploded formula blending master schedule developed in
step (2) to consider sequence-dependent changeovers. This is noted as step (3) in
® gure 2. Once the formula blend MPS is completed: a product packaging line schedule that is consistent with the formula blending master production schedule (step 4)
can be determined, planning for raw material requirements (step 5) can be completed, and a vendor schedule (step 6) can be constructed. The diagram in ® gure 2
MPS in sequence-dependent process industries
Figure 2.
4747
MRPII systems function.
shows these six steps in terms of the MRPII functions involved (Vollmann et al.
1997).
2.4. Meeting performance requirements
The level 1 MPS for packaged products provides a replenishment schedule that
meets customer delivery expectations and the shipment objectives of the company.
However, because of capacity limitations in the blending process, the exploded level
2 formula blending MPS developed in step (2) may be neither feasible nor acceptable
when considering both changeover time and customer requirements. Therefore, step
(3), master scheduling the formula blends, has been introduced in ® gure 2. Step (3)
involves developing a schedule for the blending process unit that considers the
changeover time dependencies between formulas. Once this schedule has been determined, other MRPII functions, e.g. materials planning for end product packaging
and raw material ingredients can then be performed.
2.5. Two-level MPS illustration
The formula blending master schedule example shown in tables 2 and 3 is
provided to illustrate the way in which performance improvements can be obtained
using a two-level MPS approach. This example uses actual operating data from the
chemical company described earlier.
The initial formula master schedule given in table 2 is a result of accomplishing steps
(1) and (2) as noted in ® gure 2, and does not re¯ ect product sequence limitations. This
4748
J. A. Hill et al.
Period number
Formula
number
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
11 12
13
14 15
849
1112
1345
1345
1345
1345
925
902
902
902
902
1370
410
550
Table 2.
Formula master production schedule.
schedule is produced by exploding the level 1 individual packaged products master
schedule using time-phased make-to-stock master scheduling records with sales forecast data. It implies that the formula blend batches will be processed in the sequence
indicated in table 2. The use of ® xed order quantity batch sizes is used to provide an
illustration. The MPS orders are based on economic order quantity calculations.
The data shown in table 3(A) provide an evaluation of the initial formula blend
MPS (shown in table 2) using the process changeover times obtained from the
MPS
sequence
3
Period due 1
Period
complete 1.5
MPS
tardiness 0.5
MPS
earliness
5
2
3
5
1
4
3
6
5
10
9
3
5
2
4
5
6
8
8
9
9
10
10
11
13
14
3.6 4.2 6.3 8.1 8.9
9.7
10.8
1.6 0.2 1.3 2.1 0.9
1.7
1.8
12.9 13.7
3.9
3.7
14.2
4.3
14.7 15.8
17.6
3.7
2.8
3.6
Average MPS tardiness ˆ 2.3 (periods).
Total schedule length= 17.6 (periods).
Total changeover time= 316 (h).
Table 3(A).
MPS
sequence
3
Period due 1
Period
complete 1.5
MPS
tardiness 0.5
MPS
earliness 0.5
Schedule evaluation (initial formula MPS).
2
5
3
5
1
4
3
6
5
9
10
3
5
4
2
5
6
8
8
9
9
10
10
11
14
13
3.5 4.4 5.4 7.2 8.0
8.8
9.8
2.4 0.4 1.2 0.0 0.8
0.9
3.0
12.0 12.8
2.8
2.2
13.2
3.8
13.8 14.8
1.9
Average MPS tardiness ˆ 1.6 (periods).
Total schedule length ˆ 16.6 (periods).
Total changeover time ˆ 276 (h).
Table 3(B). Schedule evaluation (revised two-level formula MPS).
2.7
16.6
MPS in sequence-dependent process industries
4749
company which are shown in table 1. A large value, i.e. M ˆ 100 has been placed on
the diagonal in table 1. This is to preclude the combining of MPS orders for like
items as the trade-oŒbetween changeover cost and inventory carrying cost has been
considered in determining the economic order quantity for the MPS items. Several
observations can be made from these data. First, 17.6 scheduling periods are
required to complete the 15-period MPS. Second, delivery performance, i.e. meeting
the MPS due dates, is poor as none of the formula batches is completed on time. The
average order tardiness isÐ 2.3 periods and the latest order is completed 4.3 periods
after the MPS due date. Finally, the process changeover time represents 44% of the
total schedule length.
2.6. MPS improvement
Both changeover time and delivery performance can be improved by using a
sequence-dependent scheduling heuristic to improve the initial formula blend
MPS. In this illustration we have used the SWAP heuristic described below. The
performance of a revised schedule sequence, shown in table 3(B), indicates that the
process changeover time can be reduced by 13% , or by 40 h. Further, the average
tardiness was reduced by ¹ 30% . The results in table 3(B) illustrate the potential for
improvement in plant performance by considering product sequence and capacity
restrictions in the MPS.
3.
Development of heuristic
The pair-wise swap heuristic used in this paper represents a diŒerent approach in
developing a sequence-dependent scheduling heuristic than that taken in previous
research. The SWAP heuristic applies the logic used by Clarke and Wright (1964) in
vehicle scheduling (also see Laporte 1992) for use in two-level master production
scheduling. The SWAP heuristic is a simple local search heuristic which is computationally e cient when applied to large problems, and has been tested extensively in
the vehicle scheduling literature (Christo® des et al. 1975). However, the focus here is
on improvement in performance of the MPS rather than on the heuristic itself.
For master production scheduling we have adapted this approach to sequence a
series of MPS production orders in the formula blending operation, beginning with
the product formula currently setup on the process and ending with the shortest
changeover time to run any other product formula. The notation for the heuristic is
shown in the Appendix. This method accommodates the large problem sizes typically
encountered in master scheduling, and the need for computationally e cient
methods. It uses a neighborhood search approach similar to that used by
Gupta and Darrow (1986) to obtain improved solution quality in sequencedependent schedules.
All of the research on sequence-dependent scheduling heuristics except that of De
Matta and Guignard (1994) has been applied in the context of the scheduling of job
shops. De Matta and Guignard (1994) report heuristic Lagrangean methods for
small process industry problems, involving two± four products per machine, which
averages ¹ 5.95% above the schedule length lower bound. None of the work has
been focused on methods for incorporating sequence-dependent scheduling heuristics into systems for master production scheduling which are appropriate for the
types of operations found in process industries.
Outside of the context of master production scheduling other research has been
reported on scheduling individual orders for sequence-dependent processes. Gavett
4750
J. A. Hill et al.
(1965), Haynes et al. (1973), White and Wilson (1977), and Lockett and Muhlemann
(1972) report heuristics designed to minimize schedule length and changeover time in
sequence-dependent single-machine scheduling involving ® ve± 20 jobs. Guinet (1993)
uses an assignment algorithm which averages 5.53% over the lower bound value on
schedule length in scheduling sequence-dependent jobs on parallel single-machine
processors, using 25± 150 jobs.
With the exception of the work reported by Guinet (1993) none of the research
on sequence-dependent scheduling heuristics has reported computationally e cient
methods that can be applied in large-scale problems such as those confronting
process industry ® rms. This research extends the applications of sequence-dependent
scheduling heuristics by incorporating them with master production scheduling of
large-scale problems.
4.
Research design
This research design is focused on determining the extent to which a two-level
MPS augmented with the SWAP scheduling heuristic can improve manufacturing
performance in terms of both changeover time and delivery performance in
sequence-dependent processes. It recognizes that changeover time improvement
can be achieved in two very diŒerent ways: through the use of improved scheduling
methods or through larger MPS batch sizes (Umble and Srikanth 1995). Further,
this experimental design tests the notion advanced by both Ritzman and King (1993)
and Veral (1995) that reduction in batch size produces improvement in delivery
performance.
4.1. Performance criteria
In chemical processing ® rms changeover time is a critical concern. Process ¯ owtime is typically measured in terms of process hour/units, where the process hours
include both changeover and run time. However, because run time/unit is assumed
to remain constant in these experiments, we report total changeover time in process
hours. The quality of the two-level MPS will also be measured against a lower bound
on changeover time. The lower bound on changeover time can be calculated to
estimate the minimum changeover time. (See Appendix for calculation of the
lower bound.)
Customer pressure for improved delivery reliability makes this an important
objective in many process industry companies. Here, delivery reliability is de® ned
as the degree to which manufacturing can meet the level 1 MPS due dates. In these
experiments, two aspects of delivery reliability are measured: order tardiness and
order earliness.
Order tardiness is measured in terms of the number of scheduling periods each
MPS batch is delivered late relative to the level 1 MPS. This measure is converted
into total shortages by multiplying order tardiness (measured in terms of scheduling
periods) by the average sales forecast per scheduling period. This enables order
tardiness to also be expressed in terms of the number of periods of inventory
shortages.
Because the early completion of MPS batches will increase the inventory for
make-to-stock products, batches that are completed early are reported in terms of
the number of periods of excess inventory. This calculation is similar to that for total
shortages, and re¯ ects performance frequently reported in process industry ® rms,
e.g. the number of days of ® nished goods inventory.
4751
MPS in sequence-dependent process industries
4.2. Experimental design
To test the research questions presented earlier, a simulation model was
developed using Microsoft Fortran language and run on a Dell OptiPlex GX1 desktop system. The SPSS statistical package was used to analyse the data. A two-way
analysis of variance (M £ P) design with 40 replications per cell was used to examine
the three research questions listed above. The experimental factor (M) is `MPS
scheduling method’ , and (P) is `percent reduction in MPS batch size’ . This design
represents a complete crossing of the factors M and P (for factor levels see table 4).
The experimental factor (M), MPS scheduling method, was set at 2 levels. The
® rst setting represents the results of using the exploded level 1 MPS in scheduling
plant operations. The second setting represents the results of using the two-level
MPS which considers sequence-dependent changeovers. This factor provides a
means of testing the improvement produced by the two-level MPS scheduling
method.
The experimental factor (P), percent reduction in MPS batch size, was set at
values of 0.0, 0.25, 0.50 and 0.75. The 0.0 factor setting represents the result of
using actual operating data obtained in ® eld research. In the remaining factor settings the MPS batch size was reduced by 25% , 50% and 75% , respectively, from the
initial formula batch size. These values provide a wide range of problem conditions,
including batch size settings, problem sizes (ranging from 50 to 180 orders), and
percent changeover time to processing time (ranging from 37% to 70% ).
The replications in these experiments were 40 randomly generated product sets
similar to the example shown in ® gure 1 and tables 1± 3. Each product set includes 10
products, each having the following data: average period sales forecast for the next
15 periods (in units), the economic MPS batch size (in units), the MPS initial
inventory, the formula processing time (in hours/unit) which is constant for all
formulas, and the blending process changeover time matrix shown in table 1.
Because the average period forecast is ® xed over the planning horizon and the
processing time has a linear relationship with sales volume, the diŒerence in
performance between the subjects resulted from diŒerences in the randomly
generated average period forecast and batch size values. The startup period was
determined using Welch’ s (1983) graphical approach. Data were collected after the
model reached steady state.
The following procedure was used to randomly generate the product structure
data for each of the 10 formula products. The parameter values listed in this
paragraph are representative of the actual operating data. This procedure was
used to provide a wide range of problems to test the proposed scheduling method.
First, an average period demand was randomly generated from a product period
demand distribution which is uniformly distributed with a mean of 170 085, a lower
limit of 3846 and an upper limit of 336 323. Second, the economic time between MPS
orders (TBO) value was randomly generated from a uniform distribution having a
Factors
MPS method
Batch size
Treatments
Number of treatments
Initial MPS,
2/Level MPS (SWAP)
1.0, 0.75, 0.50, 0.25
2
Table 4.
Experimental factors.
4
4752
J. A. Hill et al.
mean of 10 with a lower limit of 4 and an upper limit of 16. Third, the formula
product batch size was computed to be the average period demand multiplied by the
time between orders (TBO) value. Capacity in hours for the 15-period time horizon
was ® xed at 2100 h.
Next, a level 2 MPS record was established for each product formula which
contained forecast, projected inventory, and MPS rows. These records were
processed to develop a 15-period MPS for each formula reported in table 2. In
order to provide comparable experimental conditions, the initial inventory
conditions, and the product changeover time matrix remained constant for all 40
replications. As a result, the diŒerences in performance between the replications
resulted from diŒerences in the randomly generated average period forecast and
TBO values between product structures.
5.
Experimental results
The experimental results show the eŒect on manufacturing performance of: the
initial MPS with the two-level MPS design and adjustments in MPS batch size.
5.1. Two-way ANOVA results
Table 5 gives an overall view of the results, showing the average performance at
each experimental setting. Table 6 summarizes the two-way ANOVA results showing
the main eŒect and two-way interaction for each dependent variable. The results in
table 6 indicate the main eŒect of scheduling methods and batch size is signi® cant at
p ˆ 0.05 for all dependent variables, and there is a signi® cant interaction between the
MPS method chosen and batch size for all dependent variables. Table 5 shows that
at each factor setting the two-level MPS method has lower changeover time and
shortages than the initial MPS and ® nished goods inventory increases slightly. Also,
solution quality improves signi® cantly when we move from the initial MPS to the
two-level MPS. Further analysis was performed at each level of MPS method to
further understand the interaction between batch size and MPS method.
5.2. One-way ANOVA results for initial MPS
A one-way ANOVA was run against the initial MPS with batch size as the
independent variable for each performance measurement. A Tukey pairwise comparison test was run to determine the signi® cance between all levels of MPS batch
size. Tables 7± 10 are results of the Tukey test for each dependent variable. Table 7
Batch size
reduction
factor (% )
Shortages
(units)
Inventory
(units)
Changeover
time
(h)
% over
lower
bound
Initial MPS
0.0
25
50
75
81
106
153
279
4
6
7
7
724
978
1470
2755
30.3
33.2
37.8
46.7
Two-level MPS
0.0
25
50
75
38
34
35
17
8
12
17
43
613
806
1171
1970
10.4
10.2
9.9
4.9
Scheduling
method
Table 5.
Average performance at each setting.
MPS in sequence-dependent process industries
Dependent variable: shortages
Source
Scheduler
Batch size
Scheduler £ batch size
Dependent variable: inventory
Source
Scheduler
Batch size
Scheduler £ batch size
Dependent variable: changeover time
Source
Scheduler
Batch size
Scheduler £ batch size
Dependent variable: % over lower bound
Source
Scheduler
Batch size
Scheduler £ batch size
4753
F-value
P-value
1170.3
120.1
181.6
0.00*
0.00*
0.00*
222.5
83.6
65.4
0.00*
0.00*
0.00*
259.4
1251.0
51.8
0.00*
0.00*
0.00*
1575.7
11.7
46.5
0.00*
0.00*
0.00*
* Signi® cant at 0.05 level.
Table 6.
Two-way ANOVA results.
Independent variable
Batch size
F-value
P-value
165.5
0.00*
Dependent variable: shortages.
Table 7(A).
1
2
3
4
One way ANOVA on initial MPS.
1
2
3
4
1.0
0.06
0.00*
0.00*
1.0
0.00*
0.00*
1.0
0.00*
1.0
* Signi® cant at 0.05 level.
Table 7(B).
Independent variable
Batch size
Tukey multiple comparison.
F-value
P-value
2.6
0.06
Dependent variable: inventory.
Table 8(A).
One-way ANOVA results on initial MPS.
4754
1
2
3
4
J. A. Hill et al.
1
2
3
4
1.0
0.54
0.08
0.09
1.0
0.71
0.73
1.0
1.0
1.0
Table 8(B). Tukey multiple comparisons.
Independent variable
Batch size
F-value
P-value
628.5
0.00*
Dependent variable: changeover time.
Table 9(A).
1
2
3
4
One-way ANOVA results on initial MPS.
1
2
3
4
1.0
0.00*
0.00*
0.00*
1.0
0.00*
0.00*
1.0
0.00*
1.0
* Signi® cant at 0.05 level.
Table 9(B). Tukey multiple comparison.
Independent variable
Batch size
F-value
P-value
29.8
0.00*
Dependent variable: % over lower bound.
Table 10(A).
1
2
3
4
One-way ANOVA results on initial MPS.
1
2
3
4
1.0
0.41
0.00*
0.00*
1.0
0.07
0.00*
1.0
0.00*
1.0
* Signi® cant at 0.05 level.
Table 10(B).
Tukey multiple comparisons.
shows there is a signi® cant diŒerence in total shortages between every level of batch
size except between level 1 and level 2. Table 8 demonstrates there is no signi® cant
diŒerence in ® nished goods inventory between any level of batch size. Table 9 shows
there is a signi® cant diŒerence in changeover time between every level of batch size.
Likewise, Table 10 indicates there are signi® cant diŒerences in solution quality
between level 1 with levels 3 and 4, and level 2 and level 3 with level 4.
MPS in sequence-dependent process industries
4755
5.3. One-way ANOVA results for two-level MPS
A one-way ANOVA was run against the two-level MPS with batch size as the
independent variable for all performance measurements. A Tukey pairwise comparison test was run to determine the signi® cance between all levels of MPS batch size.
Tables 11± 14 are results of the Tukey test for each dependent variable. Table 11
indicates there is no signi® cant diŒerence in total shortages between levels 1, 2 and 3
Independent variable
Batch size
F-value
P-value
18.8
0.00*
Dependent variable: shortages.
Table 11(A).
1
2
3
One-way ANOVA results on two-level MPS.
1
2
3
1.0
0.60
0.99
1.0
0.68
1.0
4
* Signi® cant at 0.05 level.
Table 11(B).
Tukey multiple comparisons.
Independent variable
Batch size
Fvalue
P-value
97.2
0.00*
Dependent variable: inventory.
Table 12(A).
1
2
3
4
One-way ANOVA results on two-level MPS.
1
2
3
4
1.0
0.32
0.00*
0.00*
1.0
0.17
0.00*
1.0
0.00*
1.0
* Signi® cant at 0.05 level.
Table 12(B).
Independent variable
Batch size
Tukey multiple comparisons.
F-value
P-value
710.2
0.00*
Dependent variable: changeover time.
Table 13(A).
One-way ANOVA results on two-level MPS.
4756
1
2
3
4
J. A. Hill et al.
1
2
3
4
1.0
0.00*
0.00*
0.00*
1.0
0.00*
0.00*
1.0
0.00*
1.0
* Signi® cant at 0.05 level.
Table 13(B).
Tukey multiple comparisons.
Independent variable
Batch size
F-value
P-value
24.6
0.00*
Dependent variable: % over lower bound.
Table 14(A).
1
2
3
4
One-way ANOVA results on two-level MPS.
1
2
3
4
1.0
0.98
0.92
0.00*
1.0
0.99
0.00*
1.0
0.00*
1.0
* Signi® cant at 0.05 level.
Table 14(B). Tukey multiple comparisons.
of batch size though there is a signi® cant diŒerence between levels 1, 2 and 3 with
level 4. The results in table 12 show there is no signi® cant diŒerence in total
inventory between level 1 and level 2, though there is a signi® cant diŒerence between
level 1 and 3 and level 1 and 4 for MPS batch size. For total changeover time the
results in table 13 indicate there is a signi® cant diŒerence between all levels of batch
size. The results in table 14 indicate there is no signi® cant diŒerence in solution
quality between levels 1, 2 and 3 of MPS batch size, though there is a signi® cant
diŒerence between levels 1, 2 and 3 with level 4. These results are demonstrated
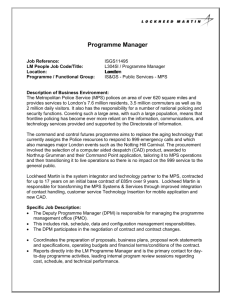
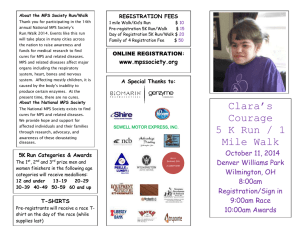
graphically in ® gures 3± 6.
Figure 3.
Total shortage results.
MPS in sequence-dependent process industries
Figure 4.
Total inventory results.
Figure 5.
Changeover time results.
Figure 6.
Solution quality results.
4757
6. Discussion
6.1. MPS design
The experimental results presented in table 5 show the eŒect of considering
sequence-dependent changeovers in the two-level MPS design. They demonstrate
that this method provides a simultaneous improvement in both changeover time
reduction and total shortage reduction (delivery performance) at every level of
MPS batch size. In these experiments, the increase in plant capacity made possible
through the use of the pair-wise swap heuristic provides important gains in reducing
4758
J. A. Hill et al.
the total shortages observed in the initial MPS. Further, the reduction in total
shortages is much greater in the case of very small batch sizes as shown in table 5.
It is important to note that the magnitude of such improvements is clearly dependent
upon the proportion of changeover time for any given process.
6.2. MPS batch size
These experiments indicate that the improvement in total shortages depends on
two factors: the MPS batch size and the use of the two-level MPS with the SWAP
sequencing heuristic.
The eŒect of the MPS batch size on total shortages is shown in table 5. Table 5
along with table 7 presents results from the initial master production schedule before
the SWAP scheduling heuristic is applied. These conclusions are the opposite of
those of Ritzman and King (1993), and Veral (1995). These authors showed
improvement in shortages with a reduction in batch size. However, our results
suggest that as batch size is reduced there is a signi® cant increase in total shortages.
A reduction in batch size causes an increase in changeover time in the initial MPS
thus causing the completion of orders to be delayed. This result is a direct indication
of operating in a capacitated environment with sequence-dependent changeovers. In
these environments the initial MPS in some cases is not a feasible schedule and needs
to be designed to take sequencing restrictions into consideration.
Table 5 also presents results after the SWAP heuristic has been applied. These
results with those in table 11 indicate that there is no signi® cant diŒerence in total
shortages between the ® rst three levels of batch size, though there is a signi® cant
reduction in total shortages when the batch size has been reduced by 75% . This is
because the two-level method has signi® cantly reduced the total amount of changeover time enabling orders to be completed earlier. Along with this reduction in
shortages comes an increase in ® nished goods inventory. What this means for a
practicing manager is small batches should only be used as a lever to reduce
shortages in master production scheduling with sequence-dependent changeovers
when a two-level MPS approach has been adopted. Without a two-level MPS
approach, reducing batch size will cause an increase in changeover time in the
MPS leading to an increase in shortages. Instead, a scheduling heuristic such as
SWAP can be applied using the two-level MPS approach to reduce total shortages
and improve changeover time simultaneously.
6.3. Two-level MPS performance with heuristic versus initial MPS performance
These experiments indicate that solution quality, measured as % over changeover
time lower bound (table 5) is aŒected by changes in batch size for the initial MPS but
not for the two-level MPS method. Again this indicates the initial MPS is not
designed to handle processes with sequence-dependent changeovers. For the initial
MPS there is a signi® cant degradation in performance as batch sizes get smaller,
though the two-level MPS is equally eŒective in reducing changeover times for all
batch sizes studied. In fact, performance of the two-level MPS improves signi® cantly
when batch sizes are reduced by 75% .
7.
Conclusions
The modi® ed design of the MPS and the use of a sequence-dependent scheduling
heuristic can provide important improvements in changeover time and total
shortages in process industries with sequence-dependent changeovers. This paper
MPS in sequence-dependent process industries
4759
illustrates how a two-level master production schedule can be used with a scheduling
heuristic to consider processes with sequence-dependent products. Clearly, other
master scheduling design options, which consider a diŒerent approach than the
two-level design used here, could be developed to accommodate various types of
process structures found in process industries. These are areas for future research.
The proposed two-level master scheduling approach represents a practical means
of combining the time-phased MPS data readily available in conventional MRPII
systems with scheduling heuristics to provide important performance improvements
in large problems.
The results also demonstrate that when a two-level design is not considered in
master scheduling sequence-dependent processes, major reductions in batch size will
cause a signi® cant degradation in total shortages. Such reductions in batch size can
also lead to an increase in changeover time. While these experiments lead to diŒerent
results reported by Ritzman and King (1993), and Veral (1995), as with most
research studies the results reported are true for the experimental conditions reported
here. These experiments suggest that processes with sequence-dependent changeovers can improve both changeover time and total shortages by using a two-level
approach to master production scheduling. Hence, if a two-level approach is not
used these experiments support the use of large batch sizes.
Finally, the experiments demonstrate the value of using a simple local heuristic to
incorporate product sequence restrictions in the two-level MPS approach. They
indicate that further work should be performed on master production scheduling
which take into account both sequence-dependent changeovers and delivery criteria
in process industries. Future research should examine the performance sensitivity of
these scheduling methods under diŒerent process conditions.
Appendix
(a) Pair-wise swap heuristic notation
n
i
m
P…i†
Q…i†
R…i†
C…k; l†
S…i†
number of MPS production orders (batches),
MPS production order sequence number (i ˆ 1; n),
MPS scheduling period length (in h),
product formula type,
batch quantity,
product formula run time (in h/lb),
process changeover time from product formula k to product formula l:
(1) if sequence alternative i equals 1, then k ˆ the product formula
currently setup;
(2) if k ˆ l, then C(k, l) = a very large number,
the time savings from switching the ith and the i ‡ 1 product formulas
in the sequence.
Schedule length ˆ C…P…0†; P…1†† ‡
‡
n
X
Qi R i
iˆ1
with P…0† ˆ current product setup.
n¡1
X
iˆ1
C…P…i†; P…i ‡ 1†† ‡ Mink C…P…n†; k†
4760
J. A. Hill et al.
The objective of the heuristic is to minimize the changeover time. At each step in
the heuristic an evaluation of the change in the total changeover time is made.
Speci® cally, the heuristic proceeds as follows:
Step 1. For all i ˆ 1, n ¡ 1, calculate the changeover time savings, S…i†:
S…i† ˆ C…P…i ¡ 1†; P…i†† ‡ C…P…i†; P…i ‡ 1†† ‡ C…P…i ‡ 1†; P…i ‡ 2††
¡ C…P…i ¡ 1†; P…i ‡ 1†† ¡ C…P…i ‡ 1†; P…i†† ¡ C…P…i†; P…i ‡ 2††
if i ˆ n ¡ 1,
then
C…P…i ‡ 1†; P…i ‡ 2†† ˆ Mink C…P…i ‡ 1†; k†
and
C…P…i†; P…i ‡ 2†† ˆ Mink C…P…i†; k†:
Step 2. Select the maximum positive S…i† and make the two-way swap.
Find S…k† ˆ Maxi S…i†.
If S…k† µ 0 stop. Otherwise, swap MPS orders k and k ‡ 1.
Step 3. Return to step 1.
(b) Lower bound
A lower bound on the total changeover time can be calculated to estimate the
minimum schedule length. This involves summing two values.
(1) The minimum changeover time from the current formula setup to any other
product formula, Miniˆ1;n C…P…0†; i†.
(2) The sum of the minimum changeover time for each product formula in the
sequence to any other product formula,
n
X
Minkˆ1;n C…P…i†; k†:
iˆ1
The lower bound on the changeover time for the example shown in tables 2 and 3
is 256 h. In this case, 6 h is the smallest changeover time possible after ® nishing
product 1 (the current product). Because the processing run time is 405.9 h for this
example, the lower bound on the total schedule length is 661.9 h. In contrast, the
initial schedule length in table 3(A) is 725.9 h, and 685.9 h for the heuristic solution
(or 9.7% and 3.6% over the lower bound, respectively).
References
C HRISTOFIDES, N ., M INGOZZI , A ., T OTH, P . and SANDI, C ., 1975, Combinatorial Optimization
(New York: Wiley).
C HUNG, C . and K RAJEWSKI, L . J ., 1984, Planning horizons for master production scheduling.
Journal of Operations Management, 4, 389± 406.
C LARKE, G . and W RIGHT, J . W ., 1964, Scheduling of vehicles from a central depot to a
number of delivery points. Operations Research, 1, 568± 581.
D E M ATTA, R . and G UIGNARD, M ., 1994, Studying the eŒects of production loss due to setup
in dynamic production scheduling. European Journal of Operational Research, 72, 62±
73.
MPS in sequence-dependent process industries
4761
G AVETT, J . W ., 1965, Three heuristic rules for sequencing jobs to a single production facility.
Management Science, 8, 166± 176.
G UINET, A ., 1993, Scheduling sequence-dependent jobs on identical parallel machines to
minimize completion time. International Journal of Production Research, 7, 1579± 1594.
G UPTA, J . N . D . and D ARROW , W . P ., 1986, The two-machine sequence dependent ¯ owshop
scheduling problem. European Journal of Operational Research, 24, 439± 446.
H AYNES, R . D ., K OMAR , C . A . and BYRD , J ., 1973, The eŒectiveness of three heuristic rules
for job sequencing in a single production facility. Management Science, 5, 575± 580.
K ERN, G . M . and W EI , J . C ., 1997, Master production rescheduling policy in capacity-constrained just-in-time make-to-stock environments. Decision Sciences, 2, 365± 387.
L APORTE, G ., 1992, The vehicle routing problem: an overview of exact and approximate
algorithms. European Journal of Operational Research, 59, 231± 247.
L ESCHKE, J . P ., 1995, Plastech, Inc. ± the importance of matching production capabilities and
market requirements. Production & Inventory Management Journal, 3, 11± 15.
L OCKETT, A . G . AND M UHLEMANN, A . P ., 1972, A scheduling problem involving sequence
dependent changeover times. Operations Research, 20, 895± 902.
O LIFF, M . D . and BURCH, E . E ., 1985, Multiproduct production scheduling at Owens±
Corning Fiberglas. Interfaces, 15, 25± 34.
P INE, B. J ., 1993, Mass Customization: The New Frontier in Business Competition (Boston:
Harvard Business School Press).
R ITZMAN, L . P . and K ING, B. E ., 1993, The relative signi® cance of forecast errors in multistage
manufacturing. Journal of Operations Management , 1, 51± 65.
STALK, G . and H OUT, T . M ., 1990, Competing Against Time (New York: The Free Press).
SUM, C . and H ILL, A . V., 1993, A new framework for manufacturing planning and control
systems. Decision Sciences, 4, 739± 760.
T AYLOR, S. G . and BOLANDER, S. F ., 1994, Process Flow Scheduling (USA: American
Production and Inventory Control Society).
T UREK, B., 1994, Having trouble implementing MRPII? Maybe you’ re a process planning
candidate (APICS: The Performance Advantage).
U MBLE, M . and SRIKANTH, M . L ., 1995, Synchronous Manufacturing (Spectrum Publishing
Company).
VERAL , E ., 1995, Using production and transfer batches in ¯ owshops under MRP control.
Journal of Operations Management, 2, 89± 100.
VOLLMANN, T . E ., BERRY, W . L . and W HYBARK, D . C ., 1997, Manufacturing Planning and
Control Systems (Boston, MA: Richard D. Irwin).
W ELCH, P . D ., 1983, The statistical analysis of simulation results. The Computer Performance
Modeling Handbook, edited by S. S. Lavenburg (New York: Academic Press).
W HITE, C . H . and W ILSON, R . C ., 1977, Sequence dependent set-up times and job sequencing.
International Journal of Production Research, 2, 191± 202.