Potential for Utilization of Radio Frequency Identification in
the Semiconductor Manufacturing Intermediate Supply Chain
By
Dennis Allen Duckworth
B.S., Mechanical Engineering
United States Naval Academy, 1994
Submitted to the Engineering Systems Division
in Partial Fulfillment of the Requirements for the Degree of
MASTER OF ENGINEERING IN LOGISTICS
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
JUNE 2004
©2004 Massachusetts Institute of Technology
All Rights Reserved
The author hereby grants to MIT permission to reproduce and to distribute publicly paper
and electronic copies of this thesis do---titinn in xAxhnhd nr in nnrtL
Signature of the Author.................
Department o-n
C
+fiA
er
%
e
b
y ....................
...............
Systems Division
May 7, 2004
. ...........
James Rice
Ce te for Transportation and Logistics
Director, ISCM Program and Affiliates Progr m in Logistics
,IfI- Thesis Supervisor
A ccepted by.................................................
MASSACHUSETTS INSTITnfTE.
OF TECHNOLOGY
JUL 2 7 2004
Yosef Sheffi
/ V t/
Professor, Engineering Systems Division
Professor, Civil and Environmental Engineering Department
Director, MIT Center for Transportation and Logistics
LIBRARIES
BARKER
3
D ED IC A T ION .....................................................................................................
4
AB ST R A C T .......................................................................................................
5
IN TRO D U C TION .................................................................................................
8
............................................................
3.1
RFID TECHNOLOGY OVERVIEW
9
3.1.1
RFID V S. A U TO ID ..................................................................................
11
3.1.2
C OM PO N EN TS ...................................................................................
11
TRANSPONDERS (TAGS) ............................................................
3.1.2.1
11
3.1.2.2 REA D ER S ........................................................................................
12
3.1.2.3 INFORMATION INFRASCTRUCTURE ........................................
13
TAG CHARACTERISTICS.................................................................
3.1.3
13
3.1.3.1
ACTIVE/PASSIVE...........................................................................
16
3.1.3.2 OPERATING FREQUENCY ..........................................................
18
...........................................................................
3.1.3.3 DATA STORAGE
18
3.1.3.4 PROGRAMMABILITY ...................................................................
. 19
3 .1.3.5
C O S T ..............................................................................................
20
4
M E TH OD O LO G Y ...............................................................................................
22
SC O PE O F STU D Y .............................................................................................
5
26
TECHCO-OEM RELATIONSHIP..........................................................................
6
27
7
GENERAL ASSUMPTIONS ...............................................................................
VISUAL FINDINGS FROM OBSERVING CURRENT PROCESS......29
7.1
UTILIZING BOX-LEVEL TRACEABILITY RFID SYSTEMS......................... 34
8
37
8.1
O B SERV A TIO N S ........................................................................................
9
UTILIZING UNIT-LEVEL TRACEABILITY RFID SYSTEMS........................ 39
PROPOSED UNIT-LEVEL TRACEABILITY PROCESS............. 39
9.1
41
9.2
O B SER V A TION S ........................................................................................
45
10
KEY OVERALL LEARNINGS ..........................................................................
53
FURTHER RESEARCH .................................................................................
11
54
APPENDIX A - CURRENT PROCESS, WRITTEN .....................................................
632
APPENDIX B - CURRENT PROCESS, VISUAL.......................................................
73
APPENDIX C - CURRENT VS BOX LEVEL, WRITTEN......................................
PROCESS,
VISUAL
..............
86
APPENDIX D - PROPOSED BOX LEVEL
95
APPENDIX E - CURRENT VS UNIT LEVEL, WRITTEN ......................................
APPENDIX F - PROPOSED UNIT LEVEL PROCESS, VISUAL.........................108
1
2
3
2
1
DEDICATION
This particular effort, all my labor in the past, and all my successes in the future are
dedicated to my children.
3
2 ABSTRACT
This paper investigates one specific portion of the supply chain between a semiconductor
manufacturer and one of its major customers. The purpose is to dive deeply into one
particular segment of the logistical process between these two entities - namely, the
function of transport and storage of microprocessors after semiconductor fabrication
facilities and before placement of those microprocessors into products at the customer
site - to determine whether there exists a value proposition for implementing Radio
Frequency Identification (RFID) technology in this process. Specifically, the current
process was observed and recorded; then two possible amendments to that process are
promulgated and discussed - one which implements box-level traceability (BLT) and one
which implements unit-level traceability (ULT). The proposed processes attempt to
maintain as strict an adherence as possible to the nature and needs of the current process
since the purpose of the study is to determine whether RFID technology alone,
independent of major software or process revision, can benefit this portion of the supply
chain. Observations and learnings at both BLT and ULT are discussed as well as key
learnings for the effectiveness of RFID within this particular process.
4
3
INTRODUCTION
The purpose of the study and this document detailing the findings of the study is to
determine the possible benefits of utilizing Radio Frequency Identification (RFID)
technology in the high technology manufacturer to intermediate corporate customer
supply chain. In general, the study investigates the semiconductor manufacturing
industry. Specifically, the study centered around the supply chain processes between a
semiconductor manufacturer (Techco) and a large-volume consumer of semiconductors
(OEM). Although actual corporations and their intermediate supply chain processes were
studied, their explicit identities have been protected; the entities will be refered to as
Techco and OEM throughout this work. As well, Techco's and the OEM's proprietary
software and Enterprise Resource Planning software have been renamed OTAG,
MANRX, and ERP respectively.
A great deal of discussion has been generated concerning the benefits of utilizing RFID
technology in various supply chains. The majority of discussion to date has been
characterized by being both retail-centric and relatively vague in scope. It is hoped that
the findings of this study will help guide future discussions regarding the use of RFID in
various industrial sectors and that the findings will provide a springboard from which
more developed discussions and analysis can begin.
The use of RFID technology is relatively new in the supply chain industry. At the time of
this writing, only a very few companies have begun to adopt the technology and many
organizations are struggling to find a true value proposition for the technology. It is the
5
purpose of this paper to help determine whether RFID technology can be of use in the
specific supply chain processes between two distinct companies. Specifically, the
question this paper attempts to answer is "Does the use of RFID technologies provide any
benefit to either party in the supply chain if the sole process modification is the use of the
technology to capture, store, and process data which is used in the supply chain?"
The current process in place between the two entities was identified through direct
observation. The goal in contemplating RFID-related improvements to the process was to
minimize changes to the process and to find ways in which the existing process could be
improved through use of RFID. The requirement of minimizing process re-engineering is
important in order to most clearly find value purely in the use of the technology. A
relatively broad volume of work has been directed at identifying the potential benefits of
RFID technology for a number of consumer and organizational groups; however, much
of the proposed benefits require a significant amount of process modifications. Because
of this extensive process modification, it becomes difficult in the currently available body
of work to determine whether the true value is derived from the technology or from the
additional organizational change. One of the goals of this paper is to separate the process
re-engineering benefits from the pure technological benefits of using RFID to perform
existing processes. Many companies will likely take this as a first step, that is to use the
technology in a way that improves an existing process, rather than attempting wholesale
modification of their entire processes. This paper will both analyze a given process and
provide a framework for use by companies that are seeking to analyze their operations for
potential RFID integration.
6
It became obvious during the course of the study that the most significant gains under
these restrictions would be through utilizing RFID technologies to capture
information/data fields that were normally manually entered or physically verified by
human technicians throughout the processes.
It is also important to note that this study is based around the processes of two very
distinct organizations in a single industry. The observations and lessons learned from the
study of these two organizations may not necessarily apply to all participants in this (or
similar) industries. This paper serves primarily as an investigation into possibilities in this
type of supply chain. The conclusions drawn should be taken in the limited context to
which they apply, and the learnings gained in this relatively narrow view should be
expanded upon by others who are investigating similar possibilities. For instance, it may
be determined that the benefits of utilizing RFID in this particular process in this
particular industry with these particular players are minimal. It certainly would not follow
that the technology would not be of great use given a more holistic view of the entire
supply chain. The main focus of the study is to begin to identify the concrete benefits of
RFID in an existing supply chain process and, in doing so, to begin to identify
characteristics of processes that have the most to gain from implementing RFID.
7
3.1
RFID TECHNOLOGY OVERVIEW
Sections 3.1 through 3.1.3.5 were developed through compiling pertinent basic
information available in the public domain. This general background is important for
those who are new to RFID technology and should provide a strong foundation from
which the main portion of this particular work can be more deeply understood. MIT
Master of Logistics Class of 2004 students David Cassett and Christopher Hopeman
developed this background information in the course of completing their work entitled
"Radio Frequency Identification (RFID) Applications in Semiconductor Manufacturing."
All of sections 3.1 through 3.1.3.5 are wholly their work.
"This section gives an overview of radio frequency identification technology: its
operating principles, characteristics, capabilities, and limitations. This information was
gleaned from industry technology overviews [AIM primer], research papers from groups
such as the Auto-ID Center/Auto-ID Labs, and coursework in MIT's innovative
curriculum on the business impacts of RFID.
In general, RFID is a system that allows machine identification of physical objects. The
current prevailing system for machine identification is the barcode; although barcodes
have fulfilled their function well, they do possess certain limitations. Among these are the
need for line-of-sight contact with the barcode, limitations in range, and limitations on
the amount of data that can be stored in the code. RFID technology can address these
limitations, allowing in particular for individual numbering of objects, rather than just
object classes.
8
Although RFID addresses many of the barcode's shortcomings, it is subject to limitations
of its own. For example, because RFID relies on radio-frequency communication, it is
subject to interference by other radio sources. Depending on the operating frequency of
the system, RF signals can also be blocked by certain materials, such as metals, water, or
the human body. Improperly blocked signals can also be a problem; for example, one
industrial-espionage scenario suggests that a spy armed with a reader could scan a
competitor's inventory without ever entering their warehouse building.
3.1.1
RFID VS. AUTO ID
Radio frequency identification technology has been around since at least World War 11,
when it was used in the IFF (identification: friend or foe) systems in Allied aircraft.
Development of the technology continued through the late 1990s, benefiting from
advances in related fields, such as the invention of the transistor and the integrated
circuit. However, the technology remained relegated to niche markets, due to a lack of
standardization and companies' concentration on adding features rather than cutting
costs, particularly the cost of tags.
The Auto-ID Center was founded at MIT in 1999 with two principal goals: establish
industry standards to manage the technology, and work to reduce the costs of RFID
components. Although the initial thrust of the Center's research was focused on
consumer packaged goods, later efforts also included manufacturing and other areas. The
Center included several academic institutions, sponsored by a broad representation from
industry and commerce. The ultimate aim of the Center's research was to create an
9
"internet of things," a system of identifying individual physical objects, anytime and
anywhere.
Through the Auto-ID Center's efforts, several standard technologies were created,
including the electronic product code or EPC, an extension of the concept of the universal
product code (UPC) that allows individual items to be identified, rather than just classes.
Other standards govern the tag design; the method of locating computers with
information on a particular product, known as the Object Name Service or ONS; an
XML-based markup language used to create product information, known as the Physical
Markup Language or PML; and an overall network architecture including readers, backoffice servers, and a smart filtering system called Savant.
Having achieved its goals and created the initial set of standards necessary to implement
the vision of ubiquitous RFID, the Auto-ID Center was retired in 2003. The standards and
technology, along with the mandate to implement them in industry and carry them
forward, were handed over to EPCGlobal, an industry consortium of U.S. and European
companies. The research agenda continues to be prosecuted by Auto-ID Labs, comprising
the academic institutions that participated in the original Auto-ID Center.
It is important to understand, then, that RFID and Auto-ID are not synonymous. Auto-ID
represents the technology platform originally promulgated by the Auto-ID Center,
characterized by inexpensive, limited-ability tags, intelligence of the system contained on
networked computing resources, and a federated, Internet-based architecture. RFID
encompasses this platform, plus any other application of the technology, such as
proprietary systems, other international standards, etc.
10
3.1.2
COMPONENTS
3.1.2.1 TRANSPONDERS (TAGS)
Transponders, or more commonly, tags, are small, self-contained radio-frequency devices
designed to respond to the appropriate transmitted signal by transmitting the data it
contains. Because there is no physical connection between the tag and the device reading
it, the two are said to be communicating across the air interface.
The basic components of a tag are memory, digital control logic circuitry, analog
circuitry for radio communication and power handling, the power source, and the
antenna. The function of these individual parts will be expanded upon in the sections
below. The physical form of the tag varies with application; industrial or logistical
applications require more protective housings, for example, than retail applications. Tags
can be encased in plastic, incorporated into adhesive or cloth labels, shaped like screws
for embedment into wood objects, or even inserted into an animal's body.
3.1.2.2 READERS
The reader, sometimes called an interrogator, sends the signal to the tag requesting its
data and receives back the response from the tag, which it decodes and forwards to the
computer/network to which it is connected. Because the signal received back from the tag
is often quite weak, the reader must perform amplification, signal conditioning, and error
checking and correction. The reader must also implement protocols to deal with
11
concurrent responses from multiple tags (collision management), such as commanding
certain tags to stop responding to sort out individual tags.
3.1.2.3 INFORMATION INFRASCTRUCTURE
Since the goal of RFID is machine identification of objects, the reader must be connected
to some type of information infrastructure that can take the data read from the tag,
associate it with an object, and make productive use of it. The nature of the infrastructure
depends on the specific need that RFID technology is filling, but typically involves
networked communications, one or more centralized databases, and hardware and
software to control the flow and storage of data.
One important function of the information infrastructure is to intelligently filter the raw
tag reads streaming in from the environment. For example, in a retail-shelf application,
the reader may take reads of all tags within range once every few seconds. This would
result in hundreds of reads of the same tag every hour, but the application only requires
recognition of two events: when the item arrived, and when it was removed. There is no
need to store every read of the same tag in a database, only these two events, so a filtering
program may be put in place that takes the raw data of the tag reads and returns to the
database only the "enter" and "leave" events. This filtering is one of the functions of the
Savant in the Auto-ID architecture.
12
3.1.3
TAG CHARACTERISTICS
In designing an RFID system, several choices related to the physics of the system that
affect the system's performance must be made. Because the tags will be the most
ubiquitous of the elements of an RFID system, the system is generally thought of in terms
of the tags. Working from this viewpoint, the following discussion centers on how these
characteristics affect the tag capabilities, though of course they have implications for
other components of the system as well.
3.1.3.1 ACTIVE/PASSIVE
One fundamental choice to make regarding tag design is whether the tag includes its own
power source, most commonly in the form of batteries. It is also possible to create a tag
which can take its power from the signal broadcast by the reader, and therefore requires
no on-board power source. In industry parlance, tags with on-board power are known as
active tags, while those without are known as passive tags. There is also a third type,
semi-passive, which uses a power source to power the digital logic on the chip, but not to
communicate with the reader.
The choice of active versus passive has certain ramifications for the life cycle of the tag.
Principal among these is the fact that there is a finite lifetime for the tag (though, for
many high-performance systems, that lifetime can be as much as ten years). Batteries can
be replaced, but doing so requires detection of tags with dead or dying batteries or
implementation of a maintenance schedule to select tags for battery replacement. One
important trade-off for accepting the constraints of an active-tag system is that an active
13
tag typically has much greater range. Thus, although an active tag may be considered less
reliable because its power source may fail, communication with the tag is often much
more reliable because of this improved performance. Another important factor in the
active/passive decision is the price of individual tags; active tags are typically more
expensive than passive tags.
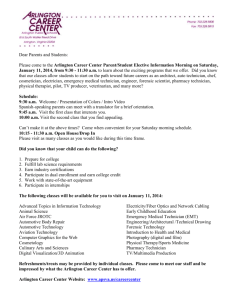
The Auto-ID Center created a useful framework for classifying the different tag types,
which is reproduced on the following page [mit-autoid-trOl 8].
14
Class V
Class V tags are essentially readers. They can power other Class 1, 1i and
i tags, as well as communicate with other Class IV tags and with each
other wirelessly,
Class IV
Class IV tags are active tags. They may be capable of broadband
peer-to-peer communication with other active tag in the same
frequency band, and with readers.
Class 111
Class III tags are semi-passive RFID tags. They may support
broadband communication.
Class II
Class II tags are passive tags with additional
functionality like memory or encryption.
class I/Cas 0
Class 0/Class I tags are read-only passive identity
tags.
15
3.1.3.2 OPERATING FREQUENCY
As with most radio-frequency applications, a typical tag operates at a specific carrier
frequency. This frequency is pervasive throughout a particular system, that is, all tags and
all readers will use the same frequency to maximize utility of the system. The choice of
carrier frequency affects several properties of the system, and is affected by certain
operational realities.
One of the chief sources of complication in RFID system design for use in logistics and
manufacturing is the varied regulatory landscape. Each country has a government body
(the Federal Communications Commission in the U.S., for example) that regulates the
radio-frequency spectrum. Typically, usage of the spectrum is regulated on the basis of
bands of frequencies, reserved for a particular set of purposes. RFID systems seek to
operate in ranges that do not require licensure, since this would add cost and
administrative overhead that would hamper adoption. However, such frequency bands
have been parceled out differently by different countries' regulators. There is some
regional uniformity, but the absence of consistent suitable frequencies worldwide makes
system design a challenge.
In order for wireless communication to take place, the transmitter and receiver must be
coupled, or connected across the air interface. There are several modes of coupling, but
the two most common modes in RFID applications are inductive and far-field. Inductive,
or magnetic, coupling is coupling of electromagnetic fields, in an operating principle
similar to that of electrical transformers. Inductive coupling requires that the transmitter
and receiver be relatively close together. Far-field propagation, or electromagnetic,
16
coupling is the mode in action for most types of wireless communication, e.g., wireless
phones, broadcast radio. Far-field propagation, as the name suggests, allows for longerrange transmission than inductive coupling.
Different frequency ranges are associated with different coupling modes. For example,
13.56 MHz, a frequency in the so-called high-frequency (HF) band used in RFID
proximity-card applications, is associated with inductive coupling. 915 MHz, in the ultrahigh-frequency (UHF) band, and 2.4 GHz, in the microwave (MW) band, are associated
with far-field propagation. Because frequencies operate with different coupling modes,
and coupling modes are linked to certain ranges of operation, this pairing of properties is
one factor that affects range of RFID systems.
Other factors can affect range, as well. Range exhibits a generally increasing trend with
increasing frequency through HF and UHF bands, but dips downward again in the
microwave region. The reason for this is that MW waves are affected by water, which is
present in tiny amounts virtually everywhere on earth.
Operating frequency is also closely linked to speed of data transmission. All else being
equal, higher frequencies enable higher-speed data transmission. In practice, other
factors, such as environmental noise, interference and obstructions also affect
transmission speed.
In summary, the operating frequency of the RFID system must be chosen to harmonize
with regulatory requirements in the jurisdiction in which it is installed. Frequency is
closely tied to range, with increasing frequency generally affording increasing range up
17
to the UHF range, and then some decrease in range into the microwave range. Higher
frequency also allows for faster data transmission between tag and reader.
3.1.3.3 DATA STORAGE
As noted above, an integral part of the makeup of a tag is digital memory. Some amount
of memory will be included in the tag that contains its operating instructions, its
"operating system," as it were. Some random-access memory (RAM) will also typically
be included to provide the tag with workspace to store intermediate values as it processes
commands and data.
Finally, and perhaps of greatest importance, the tag must include some form of nonvolatile memory, that is, memory that retains stored values after power to the memory
ceases. This is used to store whatever useful information the tag is meant to carry.
Typically, active tags have greater data storage than passive tags.
3.1.3.4 PROGRAMMABILITY
Connected with the memory capacity of the tag is its level of programmability. At the
simplest level (Class 0 or Class I in the Auto-ID framework) are the so-called write-once,
read-many (WORM) tags, which are written with data one time, typically at
manufacturing, and from that point on can only be read. The data written to such tags is
usually a unique identifier number. Some tags at higher levels of sophistication have a
portion of memory that can be written to only once (and again usually containing a
unique ID), and another portion of memory that can be written to and read from many
times. Increasing sophistication, usually reserved for semi-passive or active tags, may
18
include security features like encryption, or communication features like interaction with
other tags.
3.1.3.5 COST
As with most things, the trade-off for more features or greater reliability is cost. Factors
that can result in a higher cost per tag include higher frequency, more memory, greater
programmability, and active rather than passive operation. Per-tag cost is an important
consideration, as this cost is variable and ongoing while the system is still in use and new
items are tagged. One of the fundamental assertions of the Auto-ID Center was that tag
prices would have to dip below five cents each in order for universal tagging to take
place; it was this requirement that drove the Center toward their proposed EPC
architecture, which included tags with only a unique ID number."'
19
4 METHODOLOGY
This study moved forward completely through the in-depth cooperation of both Techco
and OEM. Notably, Techco provided unlimited access to both personnel and process
information.
The process maps included in this study, and from which the majority of the conclusions
were drawn, were built through observation of the physical actions taken by employees as
they performed their positional functions. The intent was to observe exact employee
actions as well as to determine the true nature of employee interaction with both the
product and the information fields captured in the process of performing their actions.
Though it would have been much less time-consuming to have collected this information
through studying existing process maps and conducting interviews with employees, it
was determined that a more thorough corporate anthropological study would provide a
more accurate understanding of the process and human involvement in that process.
Employee actions were observed, including interactions with various software programs,
and detailed in a text document. These text documents were then transposed into
"swimlane" process maps in order to provide a visual representation of the process. This
documentation of the current system is included as Appendices A and B.
The swimlane process map format provides an excellent means of visually representing
the process in this particular study. Essentially, the responsible parties or functional areas
involved in the process are identified and designated on the left of the map; the tasks of
20
the process are then sequentially placed in the "swimlanes" associated with each
responsible party. One can imagine the process map as a competitive swimming pool
demarcated by floating barriers.
By breaking the process down into both the responsible parties or functional areas (the
"swimlanes") and as well the actual tasks performed, it is easy for an observer to readily
note the amount of activity conducted by each party as well as the amount of "switching"
between swimlanes required by the process. When the process is then modified in some
way and also represented in a swimlane process map, it is then easy to observe the
changes in both responsibility for tasks and amount of switching between responsible
parties.
Another important factor in the decision to actually observe the process as it was
conducted was the opportunity to interact with the technicians at the moment tasks were
being performed. This enabled me to gain a more clear understanding of what the
technicians perceived to be the logic behind and reasoning for their actions.
The process was observed at Techco's warehouse and shipping location in State 1, and
OEM's receiving dock/assembly floor in State 2. The observed process is represented in
both textual format and visually as a swimlane process map.
21
5 SCOPE OFSTUDY
It is important to define the specific processes in the supply chain that were analyzed
during the course of this study. The manufacturing, shipping, and placing of
microprocessors into end-user machines is an extremely complicated process. In order to
provide the necessary level of detail with conclusive results, this study focused on a very
small portion of this overall process.
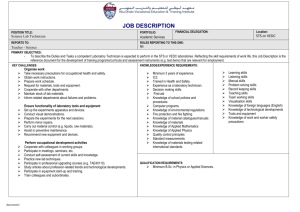
Exhibit 1 on page twenty five provides a high-level visual representation of the area of
focus. Specifically, the focus centered on the movement of microprocessors from the
point of receipt at the manufacturer's warehouse, through the manufacturer's warehouse
during the order fulfillment process, up to receipt at the intermediate customer's
receiving operations.
Though some discussion will be included concerning operations before and after these
points of interest, there was no effort made to analyze in detail further up or downstream
from these particular processes. Availability of data for the non-included processes was
relatively limited, though this would have been mitigated given a longer data collection
period or a closer relationship with the involved companies. However, it was deemed
important to limit the scope in order to provide the necessary detail in a consumable
format. It is fully understood that this analysis is by no means a complete statement on
22
the viability of RFID in the semiconductor industry, the high-volume personal computer
manufacturing industry, or the supply chain interactions between those two industries.
Indeed, it is hoped that the findings of this study will encourage deeper analysis of the
more broad supply chain process and suggestions for continuous improvement.
The study focuses on the movement of microprocessors through Techco's factory
warehouse and, eventually, to OEM's receiving area. The process is detailed later; a brief
summary of the area of study follows:
Microprocessors are physically received by a human technician at Techco's State 1
warehouse.
The human technician verifies various information fields and interacts with various
software products to electronically receive the microprocessors into the warehouse
inventory.
The microprocessors are stored in the warehouse until they are assigned to fill an order.
Upon being assigned to fill an order, the microprocessors are physically moved to an
assembly-line type area.
Various technicians performing various roles either remove microprocessors from storage
boxes and place them in new boxes to be shipped, or the technicians ship the
microprocessors in the boxes in which they have been stored.
23
A Quality Assurance (QA) technician will perform a final check of the packaged product
to insure complete conformance to Techco and customer standards prior to the products'
shipment.
The microprocessors are placed in a shipping box, on which various shipping labels are
placed, and shipped via third party logistics providers to OEM's receiving area.
Upon arriving at OEM's receiving area, the microprocessors are physically examined for
conformance to the associated Packing Slip and their arrival is entered into a proprietary
software system.
The microprocessors are store in the receiving area until the production floor places an
order for the microprocessors to be moved onto the floor for placement into OEM
products.
24
icroprocessor manufacturing
process and shipment of
microprocessors
to manufacturer's wareh use
Receipt of
microprocessors at
manufacturer's
warehouse
Shipment process
from
manufacturer's
warehouse to
customer
Customer receipt
of microprocessor
Movement of microprocessors
to production floor
Exhibit I
25
6
TECHCO-OEM RELATIONSHIP
OEM is one of the largest customers for Techco's microprocessor products. OEM uses
microprocessors produced by Techco in the manufacture of various personal computer
products. OEM combines the Techco product with various other hardware and software
components and ships the end product to the consuming public.
The Techco -OEM supply chain relationship is an extremely relevant relationship for this
study for several reasons:
1.
Both companies are leaders in their industries.
2. Both companies are known for continual innovation.
3. Both companies are actively pursuing RFID-related projects and are seeking ways
to leverage this new technology in their operations and/or product design.
4. OEM is well-known as an extremely lean and efficient operation; Techco is wellknown for its product excellence, but not recognized as a leader in logistics. The
difference in logistical philosophies and the possible impact of RFID on each
firm's operations will be as interesting to investigate as will be the possible
positive synergies to be gained in the combined supply chain.
26
7
GENERAL ASSUMPTIONS
The goal of this study was to determine what benefits, if any, could be obtained by either
party involved in the supply chain through implementation of RFID technologies in
existing processes. In order to properly scope the project, several limitations were
imposed on the analysis:
1.
Any assumed RFID technologies would interact with existing software through
minimal middleware additions or legacy software revisions. The study has no
desire to radically change the existing software structure of either organization.
2. The existing processes would be modified only to accommodate the use of RFID.
The purpose of the study was not to re-invent the supply chain process, but to
demonstrate how RFID-enabled processes could possibly add incremental benefit
while continuing to use the existing processes.
3. The physical restrictions inherent in today's RFID solutions were not taken into
stringent account. It is well understood that the nascent nature of RFID
technologies in today's marketplace causes the technology to face a number of
technological challenges - reader collision, read distance, metallic reflection,
liquid absorption, etc. The basis of the study is to determine what businessoriented advantages could be gained given the implementation of a reasonablyable RFID solution. Some explicit assumptions follow:
27
a. 100% read accuracy of all tags at both the box and unit level. This implies
the following:
i. No metallic interference on unit level tags
ii. No tag/reader orientation difficulties
iii. Reader/tag penetration capability for both microprocessor shipping
cardboard and shipping trays
b. Use of the Auto-ID's Electronic Product Code (EPC) standard. Tags are
assumed to hold minimal information themselves, while more detailed
information electronically resides elsewhere such as in shared databases.
These information data fields would be written by the RFID system's
readers as well as written and mined by existing software platforms such
as ERP.
c. Placing functioning RFID tags at the box level and/or unit level is
possible.
d. No unresolved reader collision throughout the process.
28
VISUAL FINDINGS FROM OBSERVING CURRENT PROCESS
7.1
Several learnings can be gained from studying the existing process outlined above. In
keeping with maintaining the scope of the study, we will focus our efforts on discussing
only those observations that could be effectively addressed through the use of existing
RFID technology:
1.
The existing process is markedly effective at tracking microprocessor data and
product location as the product passes through various locations within Techco. It
should be noted that the process tracks data and not actual product; this
necessitates the need for visual confirmation of information and physical location
by technicians.
2. An unnecessarily large portion of employee effort is dedicated to visually or
physically confirming the data contained in software programs or physical pages.
The sole purpose of a number of steps in the current process is to verify
information fields in one database versus information fields in another database or
on the actual product packaging. The possibility of automatic data collection and
physical tracking without these verification steps could significantly alter the
overall process.
3. An unnecessarily large portion of employee effort is dedicated to visually or
physically confirming the data contained in hardcopy documents such as Inner
Box Labels and Packing Slips. Much of an employee's time - especially that of
29
the Receiving Warehouse Technician, Quality Assurance Technician, and SHIP
technician - is dedicated to physically counting product or verifying package
information against traditional Packing Slip or other shipping documentation
information.
4. Laborer effort is required to switch between various software programs
throughout the entire process at Techco. Investing in efforts to combine the
functionality of disparate software systems could yield significant benefits in both
customer service and labor reduction. This potential issue will not be further
addressed as it moves beyond the scope of the study.
5.
The different software programs and physical labels often use different naming
schemes for the collected and promulgated information fields. For example, "lot
number" in one software program may be equivalent to "batch number" in
another. This practice undoubtedly leads to a great deal of confusion amongst
collaborating cross-functional internal teams. This potential issue will not be
further addressed as it moves beyond the scope of this study.
6. The process requires a great deal of manually scanning of product packaging
using line-of-sight barcoding. This scanning often occurs numerous times at each
workstation within the process. Whereas this produces accurate data collection
and product location and tracking information, a not-insubstantial amount of time
30
(perhaps 10 seconds out of every three minutes in the case of the Receiving
Warehouse Technician's process) is dedicated to manual scanning.
7. The process requires a large amount of software log-in opportunities.
8. The largest portion of action taken by the two companies in the process is
undertaken by Techco. OEM's receipt process is notably simple and streamlined.
9. It appears that the majority of any benefits gained by the implementation of RFID
in this particular, narrow portion of the supply chain process would be recognized
by Techco with very little value add to OEM.
Some learnings that are not so readily gained by merely studying the collected data in the
Appendices also came to light during observation of and discussions with the various
employees as they were stepping through the process:
1.
Technicians perform focused tasks as prescribed by standard operations. They are
knowledgeable about their specific work task but are not fully informed regarding
the total system and process.
2. The separate information gathering tasks performed by human operators
throughout the chain do not require workers to understand the significance of the
information fields they are collecting and verifying throughout the process.
31
The obvious argument for human interaction in processes is to enable the ability
to properly manage exceptions - that is, to manage occurrences in which the
expected data does not meet the actual data. With this in mind, the ensuing RFIDenabled process proposals attempt to maintain human interaction for exception
management. However, the most significant gains to be realized through the
adoption of RFID would incorporate improvements to the automated exceptionmanagement capability of the process. These automated exception-management
capability improvements fall outside of the scope of this particular study;
however, any attempt to use RFID technology to improve this, or similar,
business processes would be most effective were they to incorporate these types
of tool improvements.
3. If the process is to maintain a high degree of Quality Assurance, at least some
degree of human interaction will continue to be necessary for physical and visual
verification. It is unlikely that any business-oriented organization will, at this
time, fully entrust its Quality Assurance functions to a nonhuman. It is, however,
relatively clear that much of the QA functionality (for instance physical inventory,
lot/batch identification, and other identification fields) could be performed by
nonhumans. That being said, some specific functional checks such as
microprocessor geographic orientation, shipping tray orientation, desiccant bag
placement, etc. currently require human interaction with the process. To realize
32
the full benefit of any automation technology, these considerations will need to be
addressed.
4. The current process requires a high level of human interaction in order to perform
several physical tasks such as label placement and separation of product for oddlot orders. With this in mind, the ensuing RFID-enabled process proposals attempt
to maintain human interaction for these operations.
33
8 UTILIZING BOX-LEVEL TRACEABILITY RFID
SYSTEMS
The existing process was analyzed to find opportunities in which RFID technologies
could be used within the process. The Box Level Traceability (BLT) version of the
process is the result of that analysis. This version of the process is represented both in
written form and visual swimlane form in Appendices C and D. This result should by no
means be presumed to be the optimum solution for an RFID implementation; it is merely
one possibility that continues to hold true to the existing process with RFID-enabled steps
replacing many manual steps or erasing steps rendered unnecessary by an RFID-enabled
system.
In the written version of the proposed process, steps are identified numerically by both
their order and/or existence in the observed current process and by their order and/or
existence in the proposed process; the numerical ordering for each instance being
separated by a parenthesis. For example, an identification of 28/16 would indicate that
the 28sh step from the observed current process is now the 16th step in the proposed
process; 28/X would indicate that the
2 8 th
step in the observed current process does not
exist in the proposed process. Further, the proposed process is written side-by-side with
the current process for ease of comparison (see Appendix C).
In the visual version of the proposed process, those steps that have been modified in some
way through the utilization of RFID technology are represented by a circle rather than the
34
usual square. These modifications could take many forms, for example, through the
removal of the need for visual verification of information by a technician, the removal of
the need for opening of a container, the automatic recognition of geographic location due
to reader identification, etc. This visual representation helps to identify those areas of the
existing process that will be most significantly affected by implementation of RFID
technology.
Again, it is hoped that this analysis will provide a springboard from which further
discussion and deeper analysis may be initiated. It is the further intention of this analysis
to bring to light areas of RFID strengths and weaknesses in this environment. More
optimum solutions do, very likely, exist and the author's intention is to open the door to
future development with observations that will promote discourse amongst those
interested in the topic.
Assumptions for this process:
1.
Techco and OEM have access to the same information, or even database of
information, collected by the RFID system.
2. The software systems will be modified only in the sense that they will allow for
writing and reading information fields via the RFID-enabled portion of the new
process.
35
3. No new information will be collected or used by the new process.
4. Plausible BLT implementation is technically and operationally practical.
36
8.1 OBSERVATIONS
Having studied the current process and attempted to apply RFID in concept to the
process, a number of observations emerged. These are listed here but are not validated or
tested with either of the companies. Therefore, these are initial ideas worth exploring
further.
1.
An initial analysis suggests that application of RFID could potentially reduce the
number of steps from sixty-nine to fifty-two.
2. Enabling BLT appears to provide the opportunity for smoother, more efficient
operation if the system is able to explicitly assume information gathered and
promulgated at the box level is correct. In other words, the benefits are most
easily defined as a quicker process; however, the increase in efficiency is only
gained if the information collected by the RFID process is assumed by the system
to be inviolate and does not need to be verified through human interaction.
3. Techco appears to recognize the majority of the benefits in this proposed modified
system. All the processes eliminated and the majority of the time savings are
realized by the manufacturer. OEM receives very little potential benefit from
RFID implementation in this particular proposed process.
37
4. The majority of benefit appears to be derived from being able to automatically
send RFID-captured information from the box-level information fields to software
systems rather than requiring manual input into or visual confirmation of software
systems.
5. The possibility exists to eliminate the need for a Techco warehouse receiving
function with RFID-enabled BLT. This position's predominant function is
verifying software-based information fields through visual confirmation of boxlevel information. RFID systems could read the exact same information off the
tag and compare it to the software system's information.
6. Third party logistics providers will still require visually-based labeling systems in
order to handle movement of product. Some form of physical labeling system
continues to be required for shipping purposes.
38
9 UTILIZING UNIT-LEVEL TRACEABILITY RFID
SYSTEMS
9.1 PROPOSED UNIT-LEVEL TRACEABILITY PROCESS
The existing process was further analyzed to find opportunities in which RFID
technologies could be used within the process. The following Unit Level Traceability
version (ULT) (Appendices E and F) of the process is the result of that analysis. This
result should by no means be presumed to be the optimum solution for an RFID
implementation; it is merely one possibility that continues to hold true to the existing
process with RFID-enabled steps replacing many manual steps or erasing steps rendered
unnecessary by an RFID-enabled system.
In the written version of the proposed process, the steps are identified numerically by
both their order and/or existence in the observed current process and by their order and/or
existence in the proposed process; the numerical ordering for each instance being
separated by a parenthesis. For example, an identification of 28/16 would indicate that
the
2 8 th
step from the observed current process is now the 16 th step in the proposed
process; 28/X would indicate that the 2 8th step in the observed current process does not
exist in the proposed process. Further, the proposed process is written side-by-side with
the current process for ease of comparison (see Appendix E).
39
In the visual version of the proposed process, those steps that have been modified in some
way through the utilization of RFID technology are represented by a circle rather than the
usual square. These modifications could take many forms, for example, through the
removal of the need for visual verification of information by a technician, the removal of
the need for opening of a container, the automatic recognition of geographic location due
to reader identification, etc. This visual representation helps to identify those areas of the
existing process that will be most significantly affected by implementation of RFID
technology.
Assumptions for this process:
1.
Techco and OEM have access to the same information, or even database of
information, collected by the RFID system.
2. The software systems will be modified only in the sense that they will allow for
writing and reading information fields via the RFID-enabled portion of the new
process.
3. No new information will be collected or used by the new process.
4. Plausible ULT implementation is technically and operationally practical.
40
9.2
OBSERVATIONS
Having studied the current process and attempted to apply RFID in concept to the
process, a number of observations emerged. These are listed here but are not validated or
tested with either of the companies. Therefore, these are initial ideas worth exploring
further.
1.
An initial analysis suggests that application of RFID could potentially reduce the
number of steps from sixty-nine to forty-seven.
2. Though the reduction in steps (according to this proposed, untested process) from
BLT to ULT is not great, the steps that are eliminated appear to return a much
higher time-value. In other words, the processes that are potentially eliminated or
modified through the use of RFID-enabled ULT provide a much more significant
time-savings than those that are modified through RFID-enabled BLT.
3. The need for BLT in the context of the supply chain interaction between Techco
and OEM disappears. Individual units can now be tied to an order detail rather
than box-level information being associated with an order. In short, an order can
be filled by individual units rather than an order being filled by units from a
certain carton. Though the tracking requirements for this shift in mentality will be
significant, EPC-compliant RFID systems provide the capability for this shift.
41
The concept of associating a single unit to a multiple-unit order in a high volume
environment opens an interesting door to both the studied business relationship as
well as in other non-related industries such as Consumer Packaged Goods (CPG),
pharmaceuticals, the auto industry, etc. If a manufacturer is able to track each
individual unit it sends out, this would open incredible opportunities in
streamlining the defective part recall process, quality tracking, more refined
tracking of business unit operating efficiencies, etc. These considerations are
outside of the scope of this study.
4. Techco recognizes the majority of the benefits in this modified system. OEM
receives very little benefit from RFID implementation in this particular process.
5.
The majority of benefit is derived from being able to automatically send RFIDcaptured information from the unit-level information fields to software systems
rather than requiring manual input into or visual confirmation of software
systems.
6. ULT does provide the added benefit of prompt theft identification throughout the
process. Since such a system would be near-continuously performing a physical
inventory, a ULT-enable RFID system would recognize the absence of a unit
immediately upon interaction with the first reader encountered after the theft. This
would help to quickly identify high-risk areas in the supply chain and pinpoint
them in an exact manner.
42
RFID systems, as implemented in this particular proposed process, will not
prevent a theft from occurring; however, there is value in being able to
immediately detect, upon reading, the absence of one or many units.
7. A significant amount of time-savings can be gained from ULT due to the
elimination of the requirement to physically count the number of units present in
both the Processer function and the Quality Assurance function. Whether the
company would find this to fit within their culture is another question; however,
ULT would, in theory, allow for the elimination of the QA position. Though this
elimination has not been expanded upon in this proposed process map, it is
important to note its possibility.
Many Quality Assurance procedures can be eliminated, but others cannot. Those
that cannot be eliminated can be pushed upstream or downstream to various other
functions. In short, ULT could, theoretically, eliminate completely the need for a
QA function in this particular process. This may or may not be in the best interest
of the companies involved. The author tends to believe in the value of conducting
an independent QA process in order to maintain independent checks of the
operating system and processes.
8. The need for most visual verification of data is eliminated. ERP will be able to
compare the expected value for information fields against the actual values in the
43
EPC-compliant database. The technician could be made aware of exceptions by
the software. In other words, time is saved through a "command by negation"
mentality - no significant verification of data is required unless the software
system detects an excursion. Much of the human interaction with the product
would be mere physical movement and would not require excursion
identification.
9. OEM would be able to save labor and time in their receiving process. The need
for "spot checks" of incoming goods would be eliminated with ULT, and manual
interaction with the MANRX system would also be unnecessary since RFID
readers would confirm each unit's receipt and would communicate this to
MANRX.
10. The need for a Techco warehouse receiving function is effectively eliminated
with both BLT and ULT. As this function relies completely on verifying
software-based information fields through visual confirmation of box-level
information, and RFID system could read the exact same information off the unit
level tags and compare it to the software system's information.
11. Third party logistics providers will still require visually-based labeling systems in
order to handle movement of product. Some form of physical labeling system
continues to be required for shipping purposes.
44
10 KEY OVERALL LEARNINGS
Having studied the current process and attempted to apply RFID in concept to the
process, a number of general learnings in addition to the above-listed specific
observations emerged. Some of these learnings could be applied to a much more broad
industry base than solely the semiconductor manufacturing industry. Again, these are
listed here but are not validated or tested. Therefore, these should be considered initial
ideas worth exploring further.
1.
In this particular process of this particular high tech manufacturer to intermediate
customer supply chain, the majority of benefits to be realized is in labor and time
savings. Very little potential appears to exist for benefits outside of this. This is
very unlike the various potential benefits expected to be realized in the retail
industry.
The retail industry expects to realize such varied benefits as reduction in Out Of
Stocks and the related lift in sales, reduction in shrinkage, labor and time savings
in the checkout process, labor and time savings in the receiving process, targeted
advertisement to consumers, improved forecasting, etc. The benefits gained
through implementing RFID in this investigated portion of this particular supply
chain appear to be limited nearly completely to the reduction in the need for
human interaction in the process and the associated long-term cost savings of that
reduction.
45
2. ULT capability adds significantly more value than does BLT. Though the easiest
RFID system to implement, at this time, would undoubtedly be a BLT system, the
most significant value of RFID is only recognized at ULT granularity. It is at this
level that time-consuming laborer need to physically count begins to become
unnecessary; true inventory tracking becomes a reality rather than the current
philosophy of tracking information fields in software systems that are currently
assumed to be adequate substitutes for tracking true inventory; philosophically,
the need for spot-checks of incoming units disappears; given consistency of
upstream processes, the need for QA at this stage of the supply chain begins to
disappear, etc.
3. The more lean/efficient the customer already is, the less benefits to be gained by
implementing RFID in this type of environment. This does not mean that less
efficient customers could not benefit more than could the specific OEM studied in
this case. What this is meant to say is that the majority of recognized benefits in
this case - as was discussed earlier - center around more quick movement of
goods and reduced need for human interaction. An highly efficient, "lean"
organization would not find the same room for improvements in these areas as
would a less efficient organization.
4.
Some early theft-recognition - not prevention - potential appears with ULT
capability. For example, a ULT RFID system would notice the
46
exception/excursion from expected quantities immediately upon the
grouped/boxed product being placed within range of a reader. This would
improve the time to discover the excursion.
Whereas this system, as envisioned in the previously proposed processes, would
not prevent theft, it would certainly improve the time to discovery and could
possibly provide a much more accurate indication of exactly at which point the
theft occurred. Though not a perfect solution, it certainly does add some value to
both Techco and OEM. To improve the theft detection and isolation capabilities
of the system would require a relatively simple but expensive solution of
outfitting locations with a large number of readers that would more constantly
monitor product movement. This learning falls outside the scope of this particular
study of this particular process and has not been further detailed; however, its
possibility bears mention.
5.
The full labor-saving benefits of RFID in this particular process could likely only
be realized if the system were built and operated in conjunction with a system of
machines capable of placing labels on boxes and placing chips in new boxes. In
short, a number of tasks still require the interaction of humans with the order
processing and receiving functions. It is highly unlikely that the investment in a
fully-automated, machine-controlled system would make economic sense for this
particular environment given the relatively low value of benefits gained through
RFID-enabled systems. A justification of the cost of such a process and system
47
integration would most likely require the inclusion of the study of the entire
supply chain and the added benefits to be gained through the use of RFID. Some
of these additional benefits are listed below in the following learning.
6. It stands to note that even though one finds it difficult to justify implementing
RFID for this particular portion of the process, it does not necessarily follow that
RFID-enabled systems would not be more helpful in the more broad supply chain.
This study has been extremely limited in its scope. Other areas of the logistics and
supply chain process that show a great deal of promise for the successful and
profitable integration of RFID-enabled technologies include, but are not limited
to, the following:
a. Reverse logistics. The benefits of being able to utilized RFID for rapid,
flawless identification of individual units upon return to either OEM or
Techco could both provide impressive labor savings, but could also aid is
such areas as:
i. Anti-counterfeiting. By accurately being able to capture and access
the detailed history of an individual Techco unit, personnel in the
reverse logistics area of operations will be able to determine its
validity and, in the case of discovering fraud, enable Techco's
efficient and rapid response to illegal product counterfeiting.
48
ii. Recycling/disposal. As defective product is returned to Techco, or
antiquated product is returned to either Techco or another RFIDenabled entity, ULT RFID systems would be able to easily and
efficiently determine the proper disposal method for each unit
based upon its manufacturing history, Bill of Materials, historical
use, etc. The most immediate value of this capability could be
assumed to come in some form of avoidance of fines through
compliance to government hazardous waste disposal regulations.
However, the opportunity exists to market this capability to an
ever-more environmentally-conscious public; this could improve
brand image and could possibly lead to top-line growth.
iii. Grey-market capture. It is relatively safe to speculate, though by no
means a given fact, that Techco maintains a number of volumediscount agreements with several customers. This would entice
these customers to make large volume purchases; on occasion
these customers will be in positions in which they no longer have
need of this particular Techco product, yet they cannot return the
product due to these agreements. In this instance, it is not beyond
understanding that shrewd business-minded customers would come
to the decision to wholesale that product to other organizations.
49
It is far from my place to pass ethical judgement on this
complicated situation, and I will not attempt to do so. However, the
challenge for Techco is that it is reasonable to assume that Techco
has varying service level and pricing agreements with varying
customers. It would be financially beneficial to Techco to be able
identify returned units and apply the proper agreement conditions both in service level and price - to each unit.
Additionally, armed with this more exact information, Techco
would have the opportunity to more accurately forecast demand for
each customer and could approach the collaborative supply chain
effort much more effectively.
iv. Quick pinpointing of problems in manufacturing environment. By
quickly determining the exact history - through EPC compliant
databased information - of known defective parts, Techco could
quickly and accurately pinpoint the exact problem point in the
supply chain process. This would also enable Techco to determine
exactly which associated units would be affected and take the
appropriate information promulgation or recall actions. In this way,
RFID enables (but certainly does not demand or necessitate)
proactive action based on much more accurate information than is
currently available. This improves customer satisfaction - through
50
prompt and proactive action on the part of Techco - and also
improves the financial performance of Techco (and possibly OEM)
since wholesale recalls are eliminated through RFID-enabled
detailed information.
b. Dynamic pricing. MIT Engineering Systems Division graduate student
Dirk Kinley, Class of 2004, has conducted significant work in this
particular area. His observations and conclusions can be found in his
Masters thesis "RFID ROI." A brief summary of this author's
interpretation of his findings follows:
Through implementing the two concepts of dynamic pricing and
postponement with the enabling technology of RFID, manufacturers
whose products undergo lengthy manufacturing cycles and whose final
attributes can be determined at varying points in the manufacturing
process can significantly increase their profits based on the supply vs.
demand curve. Given perfect real-time information regarding 1) realizable
supply, 2) instant demand (based on product shipments), and 3) a means of
segmenting WIP product for immediate or future finalization of features,
manufacturers can more accurately price their product on a real-time
demand basis.
51
It is important to note that RFID in the supply chain may philosophically change
the concept of inventory tracking; instead of tracking fields of information and
making estimates concerning the accuracy of that information, RFID could
potentially enable more accurate and verifiable material tracking. Many of the
aforementioned promising possibilities are based on this philosophical shift.
Instead of making assumptions based on information that represents material,
consider what your own organization could make possible with accurate, realtime understanding of the material itself.
7. This intermediate portion of the overall supply chain process still requires
interaction with third party logistics providers. Because of this, their existing
systems and processes require accommodation; physical shipping labels placed on
the exterior of shipping boxes will still be required by these logistics systems.
Undoubtedly, the possible benefits expand both in impact and in scope if the third
party logistics providers can be included in the RFID-enabled processes.
However, this particular aspect is outside of the defined scope of this study. It
must merely stand to state that the full benefits of RFID systems will only be
realized if all parties are enabled with the technology.
8. Even though ULT doesn't remove a large number of steps, the steps it does
remove tend to be time-intensive and provide the greatest benefit. It appears this
particular system must obtain ULT granularity in order to begin to recognize the
true value of an RFID-enabled system.
52
11 FURTHER RESEARCH
This study has concentrated on one very specific portion of the supply chain between a
high technology manufacturer and one of its primary customers. The findings are relevant
only to this particular supply chain and this one portion of that supply chain. In order to
more fully understand the possible benefits of RFID in this type of supply chain all
segments of the supply chain should be analyzed in similar granularity to first understand
how RFID could be beneficial in each segment. Granted, this approach will only show
the incremental benefits of using this technology; however, once each segment has been
analyzed in detail and the needs and potential benefits of each segment are more fully
understood, the supply chain can be analyzed in a much more holistic sense to determine
the truly revolutionary benefits RFID can bring to this particular supply chain.
The entire supply chain, from receipt of raw material at Techo to the reverse
logistics/returns process at Techco, should be analyzed in detail to understand first how
RFID can be used today in the existing process. During the course of this extended study,
discovery of new capabilities due to the use of RFID technology will inevitably come to
light and those new discoveries will bring the true value of RFID.
53
APPENDIX A - CURRENT PROCESS, WRITTEN
1. Receiving technician physically verifies information from the factory-generated
Packing Slip
1.1 Number of boxes
1.2 Total quantity of product
2. Receiving technician physically opens the Shipping Box and places the Inner
Boxes on a cart. Inner Boxes are never opened in the Receiving area and move
cart to computer area.
3. Receiving technician manually logs into ERP
Manually identify geographic location
Manually identify Movement Type
Manually identify warehouse
Manually identify Movement Indication
Manually enter Waybill Number. This would be blank if the product came
from a factory other than same site.
3.5 Manually identify plant code to identify workstation within the warehouse.
3.1
3.2
3.2
3.3
3.4
4. ERP retrieves relevant shipment data.
4.1 Batch Number in ERP is the Lot Number on the Inner Box Label
4.2 Material Master Number
4.3 Expected Quantity
4.4 Fab Number (the identification of the fabrication location that manufactured
the product)
4.5 Assembly Code of the Assembly plant that assembled the product
4.6 Test Site code of the site that tested the product
4.7 Manufacturing Date
4.8 Media (number of chips per tray)
4.9 Box (full box quantity)
4.10 Parent Lot
4.11 Pallet Number
4.12 Plant
4.13 Sloc
5. Receiving technician visually verifies the ERP data matches with the Inner Box
label information.
5.1 ERP "Batch Number" is the Inner Box label "Lot Number"
5.2 Material Master Number
5.3 Assembly Location
54
5.4 Manufacturing Date
5.4.1 Receiving technician must look at the Date Code on the Inner Box label
and compare to a hardcopy of the Techco workweek
calendar posted in the computer area.
5.4.2 Receiving technician compares this date with the Manufacturing Date in
ERP.
6. Receiving technician manually enters OTAG and scans the Inner Box label's
Material Master Number
7. OTAG provides packaging standards for the Material Master Number
7.1 Units per media (units per tray)
7.2 Units per box.
7.3 Storage unit type.
7.4 Supplier
7.5 Techco Product Number
7.6 Spec
7.7 Material Master Number
7.8 Moisture level
7.9 Temperature limit
7.10 Marketing Product Number
8. Receiving technician visually confirms the Inner Box label information with
OTAG for certain information
8.1
8.2
8.3
8.4
8.5
8.6
Supplier
Techco Product Number
Spec
Material Master Number
Moisture level
Temperature limit
9. Receiving technician visually confirms the following information conforms to
OTAG standards
9.1 Units per box
9.2 Storage unit type
10. Receiving technician scans the Transport Cart ID and each Inner Box ID
11. ERP stores information
11.1 Which Inner Boxes are on which transport carts
11.2 The quantity of units in each box.
55
11.3 The product is now officially received by the warehouse.
12. Receiving technician places a "For Placement" sign on the transport cart and
physically moves the transport cart to RCl area for storage in the warehouse.
13. Warehouse personnel places goods in storage. This process has not been detailed.
14. Order from OEM is received at Techco. This process has not been detailed.
15. Product picked from warehouse storage and delivered to Processing Station. This
process has not been detailed.
16. Technician enters ERP software.
16.1 Technician physically enters location Warehouse Number
16.2 Technician physically enters Order Station Number
17. Technician manually scans Inner Box ID.
18. ERP retrieves databased information.
18.1 Quantity of product in box
18.2 Batch (ERP refers to the Inner Box label's Lot Number as a Batch)
19. Technician verifies the above information by visually checking the Inner Box
label.
19.1 Quantity of product in box
19.2 Lot Number (ERP refers to the Inner box label's Lot Number as a Batch)
20. Technician manually scans the Inner Box ID.
This task confirms in ERP that this is a box from which the order going to be
fulfilled.
21. Technician searches in ERP for indication that this particular box will have
special shipping instructions. This particular process is not detailed further.
22. Technician enters OTAG to search for order packaging instructions.
23. Technician performs several physical tasks
23.1 Opens box from which order will be fulfilled.
23.2 Cuts open metal foil shipping bag
23.3 Removes trays of products and cuts restraining straps.
23.4 Visually verifies the number quantity of product in trays conforms to Inner
56
23.5
23.6
23.7
23.8
23.9
Box label.
Physically removes the required quantity of product and places in new tray.
Places restraining straps on the product to be shipped.
Places restraining straps on the remaining product.
Repackages the remaining product according to OTAG.
Packages the product to be shipped in a new Inner Box according to OTAG.
24. Technician enters ERP
24.1 Selects "partial"
24.2 Scans Inner Box label on box with product to be shipped. This action
informs ERP that this box now contains the product to be shipped
25. Technician scans the RTS-1 label to inform ERP that the depleted box is now on
the Return To Store Tray.
26. ERP prints out new Inner Box label for depleted box with information
26.1
26.2
26.3
26.4
26.5
26.6
26.7
26.8
26.9
Customer Product Number
Supplier
Inner Box ID
Techco Product Number
Spec
Material Master Number
Lot
Quantity
Date
27. ERP prints out Inner Box label for product being shipped with information
27.1 Same as above
27.2 Plus Customer Product Number, because customer "needs this information"
on the box it receives.
28. Technician performs several physical tasks
28.1 Places "Partial" stickers on each box
28.2 Places Inner Box labels on both boxes according to OTAG.
28.3 Places blue tape over brown tape on the depleted box to indicate it has been
opened and partially depleted in order to fill a customer order.
28.4 Places depleted box on Return To Store cart.
29. Technician checks OTAG to package customer order box properly
29.1 Determines if custom labels need to be printed for this customer.
29.2 Prints out custom label if necessary.
57
29.3 Boxes the product according to OTAG with the exception that the desiccant
foil bag is folded and put into box rather than placing product inside.
29.4 Technician closes out of OTAG
30. Technician closes out of ERP.
31. Technician physically pushes product to QA.
32. QA technician physically removes box from conveyer
33. QA technician enters ERP and manually scans the Inner Box ID.
34. ERP provides information and QA technician verifies information on the Inner
Box label.
34.1 Inner Box ID
34.2 Quantity
34.3 Lot Number
35. QA technician launches OTAG and verifies the product is labeled according the
specifications. QA technician also checks for specific product age and/or shipping
requirements.
36. QA technician opens box and performs a number of physical checks.
36.1
36.2
36.3
36.4
Cuts straps on the product.
Physically verifies quantity in box.
Physically verifies the physical orientation of the product in the trays.
Physically verifies partial trays are properly filled from the right bottom
corner moving up and to the left.
37. QA technician verifies OTAG packaging conformance
37.1 Desiccant information
37.2 Number of trays per bag.
37.3 Presence of humidity indicator card.
37.4 Quantity of desiccant pouches.
37.5 Information of metal foil desiccant bag
37.5.1
3 7.5.2
37.5.3
37.5.4
37.5.5
37.5.6
37.5.7
Customer Part Number
Supplier Number
Techco Product Number
Spec
Material Master Number
Moisture Level limit
Temperature limit
58
37.5.8 Country of origin data
37.6 Custom label information. In the instance of OEMbound products this information follows:
37.6.1 Customer Part Number
37.6.2 Purchase Order Number
37.6.3 Quantity n Box
38. QA technician performs a number of physical tasks to package the product
39. QA technician verifies Outside Box label information in OTAG is correct
39.1 Customer Part Number
39.2 Supplier
39.3 Techco Product Number
39.4 Spec
39.5 Material Master Number
39.6 Lot Number
39.7 Seal Date
39.8 Desiccant level
39.9 Temperature limit
40. QA technician pushes product down conveyer to next station (Prepack)
41. Prepack technician logs into ERP
42. Prepack technician manually scans station ID label in order to indicate which
Prepack station conducted the Prepack operations
43. Prepack technician manually scans Inner Box ID
44. ERP provides information that Prepack technician physically verifies
44.1 Delivery Note Number vs. ERP's Inner Box ID
44.2 Inner Box ID vs. ERP's "SHU ID"
44.3 Quantity vs. ERP's Quantity
44.4 Total number of boxes vs. ERP
45. Prepack technician opens OTAG to determine Shipping Box label information
45.1 OTAG prints shipping box labels
45.2 OTAG provides diagram indicating proper placement of shipping box labels
46. Prepack technician builds shipping box and places Shipping Box ID label on box
59
47. Prepack technician manually scans Shipping Box ID
48. Prepack technician manually scans Inner Box ID and clicks on "complete."
49. Prepack technician places Inner Box in Shipping Box and tapes shut. Prepack
technician also inputs weight of box.
50. Prepack technician prints FPO label containing the following information
50.1 FPO Number
50.2 Quantity
50.3 Date code. This is the date that the product was shipped from the factory
51. Prepack technician prints the Standard Shipping Label with the following
information:
51.1 To data
51.2 From data
51.3 Package ID (includes Supplier Number and Lot Number)
51.4 PO Number
51.5 Customer Product Number
51.6 Quantity
51.7 Weight
51.8 Number of packages (1 of 3, 2 of 2, 1 of 1, etc.)
52. Prepack technician enters OTAG and physically places labels on the Outer
Box in the indicated areas.
53. Prepack technician enters ERP and verifies information
53.1 No more boxes required to be packed for this order
53.2 No more Outer Boxes required for this order
53.3 The Outer Box ID is in ERP.
54. Prepack technician physically moves the product to the SHIP/DNC area.
55. SHIP technician manually enters ERP
56. SHIP technician manually scans Outer Box ID
57. SHIP technician enters OTAG and verifies standard label is correctly placed on
the box.
58. SHIP technician enters DN in ERP.
59. SHIP technician is able to print the order's Carrier Label (FEDEX, UPS, etc.)
60
60. SHIP technician places the Carrier Label on the Shipping Box.
61. SHIP technician is able to print the order's Packing Slip.
62. SHIP technician visually verifies information on the Packing Slip with
information on the Standard Label
62.1 DN Number
62.2 Shipping Address
62.3 SHIP technician also verifies Waybill Number to Carrier Label.
63. SHIP technician folds the Packing Slip and attaches it to the Shipping Box.
Product moves to the Outbound Dock for pickup by third party logistics provider.
64. Product is picked up by third party logistics provider at Techco's Outbound Dock
and Delivered to OEM's Inbound Dock. This process has not been detailed.
65. OEM receiving personnel physically receives the product from third party
logistics provider.
66. OEM Receiving personnel verifies information from the Shipping Label on
Shipping Box
66.1 Vendor (Techco) order Shipping Number
66.2 Number of boxes in order
66.3 Customer (OEM) Product Number
67. OEM Receiving personnel enters MANRX software system and enters
information
67.1
67.2
67.3
67.4
DN Number
Purchase Order Number
Customer (OEM) Part Number
Quantity received
67.4.1 Often not all boxes are received on the same day. As a standard
practice, the product is not received into MANRX until all of the
boxes have arrived. This may take several days.
67.4.2 Usually only one box out of each shipment is opened and checked
for proper quantity and product. If this spot check is acceptable,
the rest of the order is assumed to be correct.
68. MANRX generates a Receiver Number that indicates the shipment has been
officially received by OEM. The product has now been officially received by
OEM.
61
69. Product is stored in the high security cage until it is required on the floor.
62
CURRENT PROCESS
ENTITY
ci72
0
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Veri"ICaLIon
Shipping
Warehouse
W rhseInformation
Visually confirm
Place Inner
Physical
ol I
-
Boxes
on Can -rrR
to
and movearea
computer
dat WIth
Visually confirm
OTAG
inner
packaging
information with
Box label
in Mainn
Shipping Staff
Manufacturer
Warehouse
I ech nician
Scans
Material
Master
Number n
iox
OTAG
_____________________Inner
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(3)
Log into ERP
ERP retrieves
relevant
shipment data
N
(1)
OTAG
provides
packaging
standards
I
I
ENTITY
CURRENT PROCESS
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse Waehus
(1)
Visually confirm
OTAG packaging
nfrmtinIndividual
information
Technician scans
Transport cart and
Inner
Box ID
Shipping Staff
Manufacturer
Warehouse
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
ERP captures
Transport and
Box information.
Product is now in
RC1
(12)
Techniciancan
hica
physically moves
product to the
Staging Ame
trn
CURRENT PROCESS
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Warehouse
(14)
Product Picked
(17)
Personnel Places
Goods in Storage
Order Received for
Product (Process
and delivered to
Processor
(Process not
not detailed)
(Process not
Technican
Manually Scans
Inner Box ID
I f ip i 11
detailedI
Shipping Staff
Manufacturer
Warehouse
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(16)
Technican
Enters ERP
(18)
ERP provides
information
III
ENTITY
CURRENT PROCESS
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manufacturer
Warehouse
(19)
Technician Verifies
Information
0
(23)
Technician
manually performs
several physical
(20)
Technician
Manually Scans
Inner Box ID again
-
(25)
Technician Scans
RTS-1 Label
tasks.
-0
(22)
Technician enters
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
OTAG to
OTAG
determine packing
instructions
(21)
Technician
searches ERP for
Special Shipping
Instructions
(24)
Scans Inner Box
ID on new box
(26)
Depleted Box
Label Prints
(27)
New Box Label
Prints
CURRENT PROCESS
ENTITY
Shipping Staff
Manufacturer
Factory
Receivina Staff
Manufacturer
Warehouse
IV
(28)31)
Te
pnianl
performs physical
1 Technician pushes
tasks
product to QA
Shipping Staff
Manufacturer
Warehouse
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(29)
Technician checks
OTAG to package
customer order
(30)
Technician closes
out of ERP when
complete
V
00
ENTITY
CURRENT PROCESS
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manufacturer
Warehouse
V
(32)
Tech takes box
from conveyer
-
OTAG
ERP
Tech checks data
in ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(36)
Tech opens box
and performs a
number of physical
checks
(33)
Tech manually
scans Inner Box ID
Th rm
Tech performs a
number of physical
tasks
(35)
Tech enters OTAG
and venges
(37)
Tech verifies
packaging
instructions
information
(40)
Tech pushes
product down
conveyer to
prepack
(39)
Tech verifes
ouside box label
information
VI
ENTITY
CURRENT PROCESS
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
(4b)
Shipping Staff
Manufacturer
VI
(41)
Tech Manually
logs into ERP
(42)
-
Tech manually
scans in station ID
(43)
--
Tech Manually
scans Inner Box ID
Warehouse
(45)
OTAG provides
shipping box label
information
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
Technician builds
shipping box and
places Outside
Overpack ID on
(44)
ERP provides
information that
technician verifies
(47)
Technician
manually scans
Overpack
(48)
Technician scans
Inner Box ID
V
I
ENTITY
I
CURRENT PROCESS
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
(49)
Shipping Sta
Manufacturer
Warehouse
OTAG
Spieces inrTech
Ibox in outer box
tasks
(51)~~;
pnts out
Tech prints out
+
Standard Shipping
SHIP/DNC ares
Labe[
(52)
OTAG informs
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
ERPW
(54)
i
ecp yscay
moves box to
tech where to
place stickers
ERP
T
(s3)
Tech verifies
information in ERP
VII
ENTITY
CURRENT PROCESS
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manufacturer
Warehouse
VIII
Technician scans
IOuter
(62)
Tech verifies
Packing Slip data
matches data on
Standard label
(60)
Tech places
Carrier Label on
box
(56)
Box I D
_
(57)
Tech enters OTAG
and verities
standard label is in
right place
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(55)
Technician
manually
enters
ERP
(58)
Tech manually
enters DN number
to pull up order
Gam9er abel
LPacking
(3PL) prints
-
g
p(61)
List prints
--
(63)
Tech folds up
Packing Slip and
attaches to outer
box, Product
moves to
-outbo~und duc
IX
ENTITY
CURRENT PROCESS
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff StffProdutis
Manufacturer
Warehouse
WareouseCustomar
(64)
picked
up and delivered
to Corporate
dock
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software at
Corporate
Customer
Corporate
Corporate
Customer
personnel
physically receives
product
Customer
personnel verifies
information on
shipping pox labeL
(5/ )
Corporate
Customer
personnel enters
information into
- MANRX
(68)
generates
a Receiver
Number Product
is now officially
received by
Corporate
MANHA
(bS)
Product is moved
out of receiving
once it is picked
according to its
Part Number
X
APPENDIX C - CURRENT VS BOX LEVEL, WRITTEN
CURRENT PROCESS
1. Receiving technician physically
verifies information from the factorygenerated Packing Slip
1.1 Number of boxes
1.2 Total quantity of product
PROPOSED BOX-LEVEL RFID
TRACEABILITY PROCESS
1 /X. Step is eliminated since information is
captured by RFID system.
1.1 Number of boxes
1.2 Total quantity of product
2. Receiving technician physically
opens the Shipping Box and places
the Inner Boxes on a cart. Inner
Boxes are never opened in the
Receiving area and move cart to
computer area.
2/1. Receiving technician physically opens
the Shipping Box and places the Inner Boxes
on a cart and moves cart to computer area.
3. Receiving technician manually logs
into ERP
3/2. Step is essentially eliminated since this
information will be gathered by a reader
place on the transport cart upon which
the receiving technician places the
incoming product. At this point, ERP
will also perform previous steps 4 and
11:
3.1 Manually identify geographic
location
3.2 Manually identify Movement
Type
3.2 Manually identify warehouse
3.3 Manually identify Movement
Indication
3.4 Manually enter Waybill Number.
This would be blank if the
product came from a factory
other than same site.
3.5 Manually identify plant code to
identify workstation within the
warehouse.
4. ERP retrieves relevant shipment data.
4.1 Batch Number in ERP is the Lot
Number on the Inner Box Label
4.2 Material Master Number
4.3 Expected Quantity
4.4 Fab Number (the identification of
the fabrication location that
manufactured the product)
4.5 Assembly Code of the Assembly
plant that assembled the product
4.6 Test Site code of the site that
tested the product
ERP retrieves relevant shipment data.
4.1 Batch Number in ERP is the Lot
Number on the Inner Box Label
4.2 Material Master Number
4.3 Expected Quantity
4.4 Fab Number (the identification of the
fabrication location that
manufactured the product)
4.5 Assembly Code of the Assembly
plant that assembled the product
4.6 Test Site code of the site that tested
the product
4.7 Manufacturing Date
4.8 Media (number of chips per tray)
4.9 Box (full box quantity)
4.10 Parent Lot
4.11 Pallet Number
4.12 Plant
4.13 Sloc
11 ERP stores information
11.1 Which Inner Boxes are on
which transport carts
74
4.7 Manufacturing Date
4.8 Media (number of chips per tray)
4.9 Box (full box quantity)
4.10 Parent Lot
4.11 Pallet Number
4.12 Plant
4.13 Sloc
5. Receiving technician visually verifies
the ERP data matches with the Inner
Box label information.
5.1 ERP "Batch Number" is the Inner
Box label "Lot Number"
5.2 Material Master Number
5.3 Assembly Location
5.4 Manufacturing Date
11.2 The quantity of units in
each box.
However, Receiving technician will
need to manually enter into ERP:
3.1 Manually identify Movement
Type
3.2 Manually identify Movement
Indication
4/X. This action is now in step 2.
5/X. This action is no longer necessary since
a unique EPC is used to retrieve the
data and visual verification would be
an unnecessary redundancy.
5.4.1 Receiving technician must
look at the Date Code on the
Inner Box label and compare
to a hardcopy of the
Techo workweek calendar
posted in the computer area.
5.4.2 Receiving technician ompares
this date with the
Manufacturing Date in ERP.
6. Receiving technician manually enters
OTAG and scans the Inner Box
label's Material Master Number
7. OTAG provides packaging standards
for the Material Master Number
7.1
7.2
7.3
7.4
7.5
Units per media (units per tray)
Units per box.
Storage unit type.
Supplier
Techco Product
Number
7.6 Spec
7.7 Material Master Number
7.8 Moisture level
7.9 Temperature limit
7.10 Marketing Product Number
8. Receiving technician visually
confirms the Inner Box label
information with OTAG for certain
6/3. Receiving technician manually enters
OTAG. The Inner Box label does not
need to be manually scanned since the
RFID reader is capturing the necessary
information.
7/4. This step is necessary only to again
visually confirm the information. The
most important information in this step
is the moisture and temperature
information validation prior to placing
the product in storage. As the technician
is merely visually confirming the
information and not opening the box to
verify true packaging conformity, this
information can be tied to and verified
with a box-level EPC-compliant RFID
tag. This step can now be eliminated
8/X. Provided the data in this step is
contained on an EPC-compliant RFID
tag, the only reason for this step is to
75
information.
8.1 Supplier
8.2 Techco Product
Number
8.3 Spec
8.4 Material Master Number
8.5 Moisture level
8.6 Temperature limit
9. Receiving technician visually
confirms the following information
conforms to OTAG standards
visually confirm the use of the correct
storage unit type. This is relatively
unimportant at this point in time and
this action can be postponed to a later
function, such as Order Processing or
Quality Assurance checking. Therefore,
this step is eliminated.
9/X. This step is necessary only to visually
confirm information. This information
could be included on the EPCcompliant RFID tag.
9.1 Units per box
9.2 Storage unit type
10. Receiving technician scans Transport
Cart ID and each Inner Box ID
11. ERP stores information
10/X This step is not necessary as the RFID
system is aware of which tags are
located on reader-equipped transport
carts.
11.1 Which Inner Boxes are on which
transport carts
11.2 The quantity of units in each
box.
11.3 The product is now officially
received by the warehouse.
1 1/X This action is now included in step 2.
12. Receiving technician places a "For
Placement" sign on the transport cart
and physically moves cart to RC1 area
for warehouse storage.
12/5. Receiving technician places a "For
Placement" sign on the transport cart
and physically moves the cart
to RCI area for warehouse storage.
13. Warehouse personnel places goods in
storage. This process has not been
detailed.
13/6 Warehouse personnel places goods in
storage. This process has not been
detailed.
14. Order from OEM is received at
Techco. This process has not been
detailed.
14/7 Order from OEM is received at
Techco. This process has
not been detailed.
15. Product picked from warehouse
storage and delivered to Processing
Station. This process has not been
detailed.
15/8 Product picked from warehouse storage
and delivered to Processing Station.
This process has not been detailed.
76
16. Technician enters ERP software.
16.1 Technician physically enters
location Warehouse Number
16.2 Technician physically enters
Order Station Number
16/X Warehouse number and Order Station
number information will be
automatically inputted by the
associated RFID reader at the station.
This step will be eliminated.
17. Technician manually scans Inner Box
ID.
17/X Action is not necessary since a unique
EPC is used to retrieve the data.
18. ERP retrieves databased information.
18/9 ERP retrieves databased information.
18.1 Quantity of product in box
18.2 Batch (ERP refers to the Inner
Box label's Lot Number as a
Batch)
19. Technician verifies the above
information by visually checking the
Inner Box label.
18.1 Quantity of product in box
18.2 Batch (ERP refers to the Inner
Box label's Lot Number as a
Batch)
19/X This action is no longer necessary since
a unique EPC is used to retrieve the
data.
19.1 Quantity of product in box
19.2 Lot Number (ERP refers to the
Inner box label's Lot Number as
a Batch)
20. Technician manually scans the Inner
Box ID.
(confirms in ERP this is box from
which the order is to be fulfilled.)
20/10 Technician confirms in ERP that this
is a box from which the order going to
be fulfilled. This step could likely be
eliminated, but we will assume the
existing software processes checks
and balances will be maintained.
21. Technician searches in ERP for
indication that this particular box will
have special shipping instructions.
This particular process is not detailed.
21/11 Technician searches in ERP for
indication that this particular box will
have special shipping instructions.
This particular process is not detailed.
22. Technician enters OTAG to search
for order packaging instructions.
4.9 Box (full box quantity)
4.10 Parent Lot
4.11 Pallet Number
4.12 Plant
4.13 Sloc
22/12 Technician enters OTAG to search for
order packaging instructions.
23. Technician performs several physical
tasks
23/13 Technician performs several physical
tasks
77
23.1 Opens box from which order
will be fulfilled.
23.2 Cuts open metal foil shipping
bag
23.3 Removes trays of products and
cuts restraining straps.
23.4 Visually verifies the number
quantity of product in trays
conforms to Inner Box label.
23.5 Physically removes the required
quantity of product and places in
new tray.
23.6 Places restraining straps on the
product to be shipped.
23.7 Places restraining straps on the
remaining product.
23.8 Repackages the remaining
product according to OTAG.
23.9 Packages the product to be
shipped in a new Inner Box
according to OTAG.
24. Technician enters ERP
24.1 Selects "partial"
24.2 Scans Inner Box label on box
with product to be shipped. This
action informs ERP that this box
now contains the product to be
shipped
23.1 Opens box from which order
will be fulfilled.
23.2 Cuts open metal foil shipping
bag
23.3 Removes trays of products and
cuts restraining straps.
23.4 Visually verifies the number
quantity of product in trays
conforms to Inner Box label.
23.5 Physically removes the required
quantity of product and places in
new tray.
23.6 Places restraining straps on the
product to be shipped.
23.7 Places restraining straps on the
remaining product.
23.8 Repackages the remaining
product according to OTAG.
23.9 Packages the product to be
shipped in a new Inner Box
according to OTAG.
24/14 Technician enters ERP
24.1 Selects "partial" This action
informs ERP that this box now
contains the product to be
shipped
25. Technician scans the RTS-l label to
inform ERP that the depleted box is
now on the Return To Store Tray.
25/15 Technician places the depleted box on
the Return To Store transport cart.
RFID system captures product
location, no manual input necessary.
26. ERP prints out new Inner Box label
for depleted box with information
26/16 ERP prints out new Inner Box label for
depleted box with information
26.1
26.2
26.3
26.4
26.5
26.6
26.7
26.8
26.9
Customer Product Number
Supplier
Inner Box ID
Techco Product
Number
Spec
Material Master Number
Lot
Quantity
Date
26.1
26.2
26.3
26.4
26.5
26.6
26.7
26.8
26.9
Customer Product Number
Supplier
Inner Box ID
Techco Product
Number
Spec
Material Master Number
Lot
Quantity
Date
78
27. ERP prints out Inner Box label for
product being shipped with
information
Customer Product Number
Supplier
Inner Box ID
Techco Product
Number
27.5 Spec
27.6 Material Master Number
27.7 Lot
27.8 Quantity
27.9 Date
27.10 Customer Product Number
27.1
27.2
27.3
27.4
28. Technician performs several physical
tasks
28.1 Places "Partial" stickers on each
box
28.2 Places Inner Box labels on both
boxes according to OTAG.
27.3 Places blue tape over brown tape
on the depleted box to indicate it
has been opened and partially
depleted in order to fill a
customer order.
27.4 Places depleted box on Return
To Store cart.
27/17 ERP prints out Inner Box label for
product being shipped with
information
27.1
27.2
27.3
27.4
Customer Product Number
Supplier
Inner Box ID
Techco Product
Number
27.5 Spec
27.6 Material Master Number
27.7 Lot
27.8 Quantity
27.9 Date
27.10 Customer Product Number
28/18 Technician performs several physical
tasks
28.1 Places "Partial" stickers on each
box
28.2 Places Inner Box labels on both
boxes according to OTAG.
28.3 Places blue tape over brown tape
on the depleted box to indicate it
has been opened and partially
depleted in order to fill a
customer order.
28.4 Places depleted box on Return
To Store cart.
28. Technician checks OTAG to package
customer order box properly
29/19 Technician checks OTAG to package
customer order box properly
29.1 Determines if custom labels
need to be printed for this
customer.
29.2 Prints out custom label if
necessary.
29.3 Boxes the product according to
OTAG with the exception that
the desiccant foil bag is folded
and put into box rather than
placing product inside.
29.4 Technician closes out of OTAG
29.1 Determines if custom labels
need to be printed for this
customer.
29.2 Prints out custom label if
necessary.
29.3 Boxes the product according to
OTAG with the exception that
the desiccant foil bag is folded
and put into box rather than
placing product inside.
29.4 Technician closes out of OTAG
30. Technician closes out of ERP.
30/20 Technician closes out of ERP.
31 .Technician physically pushes product
to QA.
31/21 Technician physically pushes product
to QA.
79
32. QA technician physically removes
box from conveyer
32. QA technician physically removes box
from conveyer.
33. QA technician enters ERP and
manually scans the Inner Box ID.
33/23 QA technician enters ERP. No
physical scan necessary.
34. ERP provides information and QA
technician verifies information on the
Inner Box label.
34/24 ERP provides information and QA
technician verifies information on the
Inner Box label.
34.1 Inner Box ID
34.2 Quantity
34.3 Lot Number
34.1 Inner Box ID
34.2 Quantity
34.3 Lot Number
35. QA technician launches OTAG and
verifies the product is labeled
according the specifications. QA
technician also checks for specific
product age and/or shipping
requirements.
35/25 QA technician launches OTAG and
verifies the product is labeled
according to specifications. QA
technician also checks for specific
product age and/or shipping
requirements.
36. QA technician opens box and
performs a number of physical
checks.
36/26 QA technician opens box and performs
a number of physical checks.
36.1 Cuts straps on the product.
36.2 Physically verifies quantity in
box.
36.3 Physically verifies the physical
orientation of the product in the
trays.
36.4 Physically verifies partial trays
are properly filled from the right
bottom corner moving up and to
the left.
37. QA technician verifies OTAG
packaging conformance
37.1 Desiccant information
37.2 Number of trays per bag.
37.3 Presence of humidity indicator
card.
37.4 Quantity of desiccant pouches.
37.5 Information of metal foil
desiccant bag
36.1 Cuts straps on the product.
36.2 Physically verifies quantity in
box.
36.3 Physically verifies the physical
orientation of the product in the
trays.
36.4 Physically verifies partial trays
are properly filled from the right
bottom corner moving up and to
the left.
37/27 QA technician verifies
OTAG packaging conformance
37.1 Desiccant information
37.2 Number of trays per bag.
37.3 Presence of humidity indicator
card.
37.4 Quantity of desiccant pouches.
37.5 Information of metal foil
desiccant bag
80
37.5.1 Customer Part Number
37.5.2 Supplier Number
37.5.3 Techco
Product Number
37.5.4 Spec
37.5.5 Material Master
Number
37.5.6 Moisture Level limit
37.5.7 Temperature limit
37.5.8 Country of origin data
37.5.1 Customer Part Number
37.5.2 Supplier Number
37.5.3 Techco
Product Number
37.5.4 Spec
37.5.5 Material Master
Number
37.5.6 Moisture Level limit
37.5.7 Temperature limit
37.5.8 Country of origin data
37.6 Custom label information. In the
instance of OEM-bound
products this information
follows:
37.6 Custom label information. In the
instance of OEM-bound
products this information
follows:
37.6.1 Customer Part Number
37.6.2 Purchase Order
Number
37.6.3 Quantity n Box
37.6.1 Customer Part Number
37.6.2 Purchase Order
Number
37.6.3 Quantity n Box
38. QA technician performs a number of
physical tasks to package the product
38. QA technician performs a number of
physical tasks to package the product
39. QA technician verifies Outside Box
label information in OTAG is correct
39.1 Customer Part Number
39.2 Supplier
39.3 Techco Product
Number
39.4 Spec
39.5 Material Master Number
39.6 Lot Number
39.7 Seal Date
39.8 Desiccant level
39.9 Temperature limit
39/X EPC-compliant tag would contain
information that could be checked
against OTAG standards. This step
could be eliminated.
40. QA technician pushes product down
conveyer to next station (Prepack)
40/29 QA technician pushes product down
conveyer to next station (Prepack)
41. Prepack technician logs into ERP
41/30 Prepack technician logs into ERP
42. Prepack technician manually scans
station ID label in order to indicate
which Prepack station conducted the
Prepack operations
42/X No physical scan necessary.
43. Prepack technician manually scans
Inner Box ID
43/X No physical scan necessary.
81
44. ERP provides information that
Prepack technician physically verifies
44.1 Delivery Note Number vs.
ERP's Inner Box ID
44.2 Inner Box ID vs. ERP's "SHU
ID"
44.3 Quantity vs. ERP's Quantity
44.4 Total number of boxes vs. ERP
45. Prepack technician opens OTAG to
determine Shipping Box label
information
45.1 OTAG prints shipping box
labels
45.2 OTAG provides diagram
indicating proper placement of
shipping box labels
44/X EPC-compliant tag information is
automatically checked against ERP.
44.1 Delivery Note Number vs.
ERP's Inner Box ID
44.2 Inner Box ID vs. ERP's "SHU
ID"
44.3 Quantity vs. ERP's Quantity
44.4 Total number of boxes vs. ERP
45/31 Prepack technician opens OTAG to
determine Shipping Box label
information
45.1 OTAG prints shipping box
labels
45.2 OTAG provides diagram
indicating proper placement of
shipping box labels
46. Prepack technician builds shipping
box and places Shipping Box ID label
on box
46/32 Prepack technician builds shipping
box and places Shipping Box ID label
on box
47. Prepack technician manually scans
Shipping Box ID
47/33 Prepack technician manually scans
Shipping Box ID and clicks on
"complete." This step will be
necessary since we make the
assumption that "box-level
traceability" applies only to the Inner
Box and not also to the Shipping Box.
48. Prepack technician manually scans
Inner Box ID and clicks on
"complete."
48/X This step is no longer necessary since
the RFID reader knows which Inner
Box the technician is currently
working with.
49. Prepack technician places Inner Box
in Shipping Box and tapes shut.
Prepack technician also inputs weight
of box.
49/34 Prepack technician places Inner Box in
Shipping Box and tapes shut. Prepack
technician also inputs weight of box.
50. Prepack technician prints FPO label
containing the following information
50/35 Prepack technician prints FPO label
containing the following information
50.1 FPO Number
50.2 Quantity
50.3 Date code. This is the date that
the product was shipped from
the factory
50.1 FPO Number
50.2 Quantity
50.3 Date code. This is the date that
the product was shipped from
the factory
82
51. Prepack technician prints the
Standard Shipping Label with the
following information:
51.1 To data
51.2 From data
51.3 Package ID (includes Supplier
Number and Lot Number)
51.4 PO Number
51.5 Customer Product Number
51.6 Quantity
51.7 Weight
51.8 Number of packages (1 of 3, 2
of 2, 1 of 1, etc.)
51. Prepack technician prints the Standard
Shipping Label with the following
information:
51.1 To data
51.2 From data
51.3 Package ID (includes Supplier
Number and Lot Number)
51.4 PO Number
51.5 Customer Product Number
51.6 Quantity
51.7 Weight
51.8 Number of packages (1 of 3, 2
of 2, 1 of 1, etc.)
This step is still necessary since the third
party logistics provider requires the
information, and we do not assume they
will be partnered in the RFID process.
52. Prepack technician enters OTAG and
physically places labels on the Outer
Box in the indicated areas.
52/37 Prepack technician enters OTAG and
physically places labels on the Outer
Box in the indicated areas.
53. Prepack technician enters ERP and
verifies information
53/38 Prepack technician enters ERP and
verifies information
53.1 No more boxes required to be
packed for this order
53.2 No more Outer Boxes required
for this order
53.3 The Outer Box ID is in ERP.
53.1 No more boxes required to be
packed for this order
53.2 No more Outer Boxes required
for this order
53.3 The Outer Box ID is in ERP.
54. Prepack technician physically moves
the product to the SHIP/DNC area.
54/39 Prepack technician physically moves
the product to the SHIP/DNC area.
55. SHIP technician manually enters ERP
55/40 SHIP technician manually enters
ERP
56. SHIP technician manually scans
Outer Box ID
57. SHIP technician enters OTAG and
verifies standard label is correctly
placed on the box.
56/X RFID system reads the Inner Box
information through the Shipping Box.
No physical scan is necessary.
57/41 SHIP technician enters OTAG and
verifies standard label is correctly
placed on the box.
58. SHIP technician enters DN in ERP.
58/X This task is unnecessary provided the
DN information is included in the
EPC-compliant tag information.
83
59. SHIP technician is able to print the
order's Carrier Label (FEDEX, UPS,
etc.)
59/42 SHIP technician is able to print the
order's Carrier Label (FEDEX, UPS,
etc.)
60. SHIP technician places the Carrier
Label on the Shipping Box.
60/43 SHIP technician places the Carrier
Label on the Shipping Box.
61. SHIP technician is able to print the
order's Packing Slip.
61/44 SHIP technician is able to print the
order's Packing Slip.
62. SHIP technician visually verifies
information on the Packing Slip with
information on the Standard Label
62/45 SHIP technician visually verifies
information on the Packing Slip with
information on the Standard Label
62.1 DN Number
62.2 Shipping Address
62.3 SHIP technician also verifies
Waybill Number to Carrier
Label.
62.1 DN Number
62.2 Shipping Address
62.3 SHIP technician also verifies
Waybill Number to Carrier
Label.
63. SHIP technician folds the Packing
Slip and attaches it to the Shipping
Box. Product moves to the Outbound
Dock for pickup by third party
logistics provider.
63/46 SHIP technician folds the Packing
Slip and attaches it to the Shipping
Box. Product moves to the Outbound
Dock for pickup by third party
logistics provider.
64. Product is picked up by third party
logistics provider at Techco's
Outbound Dock and Delivered to
OEM's Inbound Dock. This process
has not been detailed.
64/47 Product is picked up by third party
logistics provider at
Techco's Outbound Dock
and Delivered to OEM's Inbound
Dock. This process has not been
detailed.
65. OEM receiving personnel physically
receives the product from third party
logistics provider.
65/48 OEM receiving
personnel physically receives the
product from third party logistics
provider.
66. OEM Receiving personnel verifies
information from the Shipping Label
on Shipping Box
66.1 Vendor (Techco)
order Shipping Number
66.2 Number of boxes in order
66.3 Customer (OEM) Product
Number
66/X This information check would be
performed by an RFID system.
66.1 Vendor (Techco) order
Shipping Number
66.2 Number of boxes in order
66.3 Customer (OEM) Product
Number
84
67. OEM Receiving personnel enters
MANRX software system and enters
information
67.1 DN Number
67.2 Purchase Order Number
67.3Customer (OEM) Part Number
67.4 Quantity received
67.4.1 Often not all boxes are
received on the same
day. As a standard
practice, the product is
not received into
MANRX until all of
the boxes have
arrived. This may take
several days.
67.4.2 Usually only one box
out of each shipment
is opened and checked
for proper quantity
and product. If this
spot check is
acceptable, the rest of
the order is assumed to
be correct.
67/49 RFID system would automatically
enter information into MANRX
software system:
67.1
67.2
67.3
67.4
DN Number
Purchase Order Number
Customer (OEM) Part Number
Quantity received
67.4.1 Often not all boxes are
received on the same
day. As a standard
practice, the product is
not received into
MANRX until all of
the boxes have
arrived. This may take
several days.
67.4.2 Usually only one box
out of each shipment
is opened and checked
for proper quantity
and product. If this
spot check is
acceptable, the rest of
the order is assumed to
be correct.
68. MANRX generates a Receiver
Number that indicates the shipment
has been officially received by OEM.
The product has now been officially
received by OEM.
68/50 MANRX generates a Receiver
Number that indicates the shipment
has been officially received by
OEM. The product has now been
officially received by OEM.
69. Product is stored in the high security
cage until it is required on the floor.
69/51 Product is stored in the high security
cage until it is required on the floor.
85
00
WN
BOX LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
rA
Receiving Staff
Manufacturer
Warehouse
Tech opens
N
Shipping
Boxes, places
boxes n cart
Staging Area
Shipping Staff
Manufacturer
Warehouse
Manufacturer(3)
r er
Enter
Manufacturer
Proprietary
Software
Pr~oprit"ary
Softwareein
RP retrieve
ER P
relevant data
and stores
location
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
physically moves
product to the
nufactu
Proprietary
a otaeuses
RFI
data to
00
BOX LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
(b)
Warehouse
Personnel Places
Goods in Storage
(Process not
datdiI
(8)
(7)
Order Received for
Product (Process
not detailed)
I
Product Picked
and delivered to
Processor
(Process not
I
d~tailAl
Shipping Staff
Manufacturer
Warehouse
OTAG
Box data is
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
gathered from
reader and
RP provide
[maf
00
00
BOX LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manufacturer
Warehouse
(10)
Technician Verifies
Information
-
(13)
Technician
manually performs
several physical
tasks.
-
(15)
Tech places
depleted box on
Return To Store
cart
(12)
Technician enters
OTAGto
OTAG
determine packing
instructions
(11)
ERP
-
Technician
searches ERP for
Special Shipping
Instructions
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(14)
ech informs
ERP shipping
box is a
+prta
(16)
Depleted Box
Label Prints
1
(17)
New Box Label
Prints
00
BOX LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Mainufa3cturer
Warehouse
(18)
Technician
performs
physical
tasks
(22)
(21)
ai ecnnician pusres
product to QA
N
Iech takes box
from conveyer
(23)
Inner Box ID
isand
isrread by
(26)
Tech opens box
peraorms a
number of physical
-7raderchecks
Shipping Staff
Manufacturer
Warehouse
(2 15)
Tech
(19)
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
Technician checks
OTAG to package
customer order
(20)
Technician closes
out of ERP when
complete
enters OTAG
and
verifies
labeling
instructions
(24)
Tech checks data
in ERP
IV
BOX LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manufacturer
Warehouse
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(27)
Tech verifies
packaging
information
(28)
Tech performs a
number of physical
tasks
(29)
Teuct ushes
conveyer to
prepack
prepack
40-
BOX LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manufacturer
Warehouse
OTAG
V
Technician builds
shipping box and
places Outside
Overpack ID on
(30)
Tech Manually
logs into ERP
box
provides
shipping box
label
information
data
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(33)
Technician
manually scans
Overpack ID
VI
ENTITY
BOX LEVEL TRACEABILITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manu farturer
Warehouse
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
VI
(34)
Tech places inner
box in outer box --and other physical
tasks
(35)
Tech prints out
FPO label
(36)
Tech prints out
Standard Shipping
1
(39)
Tech physically
moves box toVI
adrea
(37)
Tech prints out
Standard Shipping
Label
(38)
Tech verifies
information in ERP
BOX LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
(A )
Shipping Staff
Manufacturer
Warehouse
(43)
Tech places
Carrier Label on
box
0
OTAA
(41)
Tech enters
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
OTAG
(45)
Tech verifies
Packing Slip data matches data on
Standard label
Tech folds up
Packing Slip and
0 attaches to outer
box. Product
I
moves to
- 1111
11
011111111
ENTITY
BOX LEVEL TRACEABILITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
(47)
Staff
Shipping Shiping
taff
Manufacturer
Warehouse
VIII
Product ispicked
upeand delivered
to Corporate
Customrdock
OTAG
ERP
(46)
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
Corporate
Customer
personnel
physically receives
product
(
e
r
erifies data
on received
product and
inputs into
2
(50)
MANHY, generates
a Receiver
Number. Product
is now officially
received by
Corporate
(b2
Product is moved
out of receiving
once it is picked
according to its
Part Number
APPENDIX E - CURRENT VS UNIT LEVEL, WRITTEN
95
CURRENT PROCESS
I. Receiving technician physically
verifies information from the factorygenerated Packing Slip
1.7 Number of boxes
1.8 Total quantity of product
2. Receiving technician physically
opens the Shipping Box and places
the Inner Boxes on a cart. Inner
Boxes are never opened in the
Receiving area and move cart to
computer area.
3. Receiving technician manually logs
into ERP
3.1 Manually identify geographic
location
3.2 Manually identify Movement
Type
3.2 Manually identify warehouse
3.3 Manually identify Movement
Indication
3.4 Manually enter Waybill Number.
This would be blank if the
product came from a factory other
than same site.
3.5 Manually identify plant code to
identify workstation within the
warehouse.
4. ERP retrieves relevant shipment data.
4.1 Batch Number in ERP is the Lot
Number on the Inner Box Label
4.2 Material Master Number
4.3 Expected Quantity
4.4 Fab Number (the identification of
the fabrication location that
manufactured the product)
4.5 Assembly Code of the Assembly
plant that assembled the product
4.6 Test Site code of the site that
tested the product
PROPOSED UNIT LEVEL RFID
TRACEABILITY PROCESS
1/X. Step is eliminated since information is
captured by RFID system. "Number of
boxes" is not necessary since we have
unit level traceability. All data would be
tied to individual microprocessors, not
to a box that contains those
microprocessors. We could make the
assumption that Box Level RFID tags
are used as well, in order to associate
units with boxes, but for the purpose of
this study we will assume unit level
traceability only.
1.3 Total quantity of product
Added benefit is the immediate
detection of missing units. This would
quickly inform Techco of
possible theft, though it would not
actually prevent the theft.
2/1. Receiving technician physically opens
the Shipping Box and places the Inner
Boxes on a cart and moves cart to
computer area.
3/2. Step is essentially eliminated since this
information will be gathered by a reader
place on the transport cart upon which
the receiving technician places the
incoming product. At this point, ERP
will also perform previous steps 4 and
11:
ERP retrieves relevant shipment data.
4.1 Batch Number in ERP is the Lot
Number on the Inner Box Label
4.2 Material Master Number
4.3 Expected Quantity
4.4 Fab Number (the identification of
the fabrication location that
manufactured the product)
4.5 Assembly Code of the Assembly
plant that assembled the product
4.6 Test Site code of the site that
tested the product
96
4.7 Manufacturing Date
4.8 Media (number of chips per tray)
4.9 Box (full box quantity)
4.10 Parent Lot
4.11 Pallet Number
4.12 Plant
4.13 Sloc
5. Receiving technician visually verifies
the ERP data matches with the Inner
Box label information.
5.1 ERP "Batch Number" is the Inner
Box label "Lot Number"
5.2 Material Master Number
5.3 Assembly Location
5.4 Manufacturing Date
5.4.1 Receiving technician must
look at the Date Code on the
Inner Box label and compare
to a hardcopy of the
Techco workweek calendar
posted in the computer area.
5.4.2 Receiving technician ompares
this date with the
Manufacturing Date in ERP.
6. Receiving technician manually
enters OTAG and scans the Inner
Box label's Material Master Number
7. OTAG provides packaging standards
for the Material Master Number
Units per media (units per tray)
Units per box.
Storage unit type.
Supplier
Techco Product
Number
7.6 Spec
7.7 Material Master Number
7.8 Moisture level
7.9 Temperature limit
7.10 Marketing Product Number
7.1
7.2
7.3
7.4
7.5
8. Receiving technician visually
confirms the Inner Box label
information with OTAG for certain
4.7 Manufacturing Date
4.8 Media (number of chips per tray)
4.9 Box (full box quantity)
4.10 Parent Lot
4.11 Pallet Number
4.12 Plant
4.13 Sloc
11 ERP stores information
11.1 Which individual units are on
which transport carts
11.2 The quantity of units in each
box.
However, Receiving technician will
need to manually enter into ERP:
3.1 Manually identify Movement
Type
3.2 Manually identify Movement
Indication
4/X. This action is now in step 2.
5/X. This action is no longer necessary since
a unique EPC is used to retrieve the data
and visual verification would be an
unnecessary redundancy.
6/3. Receiving technician manually enters
OTAG. The Inner Box label does not
need to be manually scanned since the
RFID reader is capturing the necessary
information from the individual units.
7/4. This step is necessary only to again
visually confirm the information. The
most important information in this step
is the moisture and temperature
information validation prior to placing
the product in storage. As the technician
is merely visually confirming the
information and not opening the box to
verify true packaging conformity, this
information can be tied to and verified
with a box-level EPC-compliant RFID
tag. This step can now be eliminated
8/X. Provided the data in this step is
97
information.
8.1
8.2
8.3
8.4
8.5
8.6
Supplier
Techco Product Number
Spec
Material Master Number
Moisture level
Temperature limit
9. Receiving technician visually
confirms the following information
conforms to OTAG standards
9.1 Units per box
9.2 Storage unit type
contained on an EPC-compliant RFID
tag, the only reason for this step is to
visually confirm the use of the correct
storage unit type. This is relatively
unimportant at this point in time and this
action can be postponed to a later
function, such as Order Processing or
Quality Assurance checking. Therefore
this step is eliminated.
9/X. This step is necessary only to visually
confirm information. This information
could be included on the EPCcompliant RFID tag.
10. Receiving technician scans the
Transport Cart ID and each Inner Box
ID
10/X Step not necessary as the RFID system
is aware of which tags are located on
reader-equipped transport carts.
11. ERP stores information
1 /X This action is now included in step 2.
11.1 Which Inner Boxes are on which
transport carts
11.2 The quantity of units in each
box.
11.3 The product is now officially
received by the warehouse.
12. Receiving technician places a "For
Placement" sign on the transport cart
and physically moves the transport
cart to RC 1 area for storage in the
warehouse.
12/5. Receiving technician places a "For
Placement" sign on the transport cart
and physically moves the transport cart
to RCI area for storage in the
warehouse.
13. Warehouse personnel places goods in
storage. This process has not been
detailed.
13/6 Warehouse personnel places goods in
storage. This process has not been
detailed.
14. Order from OEM is received at
Techco. This process has not been
detailed.
14/7 Order from OEM is received at
Techco. This process has
not been detailed.
15. Product picked from warehouse
storage and delivered to Processing
Station. This process has not been
detailed.
15/8 Product picked from warehouse storage
and delivered to Processing Station.
This process has not been detailed.
98
16. Technician enters ERP software.
16.1 Technician physically enters
location Warehouse Number
16.2 Technician physically enters
Order Station Number
17. Technician manually scans Inner Box
ID.
16/X Warehouse number and Order Station
number information will be
automatically inputted by the
associated RFID reader at the station.
This step will be eliminated.
17/X This action is no longer necessary since
a unique EPC for each unit is used to
retrieve the data.
18. ERP retrieves databased information.
18.1 Quantity of product in box
18.2 Batch (ERP refers to the Inner
Box label's Lot Number as a
Batch)
19. Technician verifies the above
information by visually checking the
Inner Box label.
19.1 Quantity of product in box
19.2 Lot Number (ERP refers to the
Inner box label's Lot Number as
a Batch)
20. Technician manually scans the Inner
Box ID.
This task confirms in ERP that this is
a box from which the order going to
be fulfilled.
21. Technician searches in ERP for
indication that this particular box will
have special shipping instructions.
This particular process is not detailed
further.
22. Technician enters OTAG to search
for order packaging instructions.
ray)
4.9 Box (full box quantity)
4.10 Parent Lot
4.11 Pallet Number
4.12 Plant
4.13 Sloc
23. Technician performs several physical
tasks.
18/9 ERP retrieves databased information.
"Batch" will not be required since this
refers to the Inner Box label's Lot
Number, and with unit level RFID tags
this reference will either not exist or be
tied to the individual units.
18.1 Quantity of product required to
fill the order
This provides the added benefit of
being able to instantaneously check
each unit's adherence to the order
expectations.
19/X This action is no longer necessary since
a unique EPC is used to retrieve the
data.
20/X This step is eliminated since ERP is
able to verify unit level information
expectations.
21/10 Technician searches in ERP for
indication that this particular box will
have special shipping instructions.
This particular process is not detailed
further.
22/11 Technician enters OTAG to search for
order packaging instructions.
23/12 Technician performs several physical
tasks.
99
23.1 Opens box from which order
will be fulfilled.
23.2 Cuts open metal foil shipping
bag
23.3 Removes trays of products and
cuts restraining straps.
23.4 Visually verifies the number
quantity of product in trays
conforms to Inner Box label.
23.5 Physically removes the required
quantity of product and places in
new tray.
23.6 Places restraining straps on the
product to be shipped.
23.7 Places restraining straps on the
remaining product.
23.8 Repackages the remaining
product according to OTAG.
23.9 Packages the product to be
shipped in a new Inner Box
according to OTAG.
24. Technician enters ERP
24.1 Selects "partial"
24.2 Scans Inner Box label on box
with product to be shipped. This
action informs ERP that this box
now contains the product to be
shipped
25. Technician scans the RTS-1 label to
inform ERP that the depleted box is
now on the "Return To Store Tray.
26. ERP prints out new Inner Box label
for depleted box with information
Customer Product Number
Supplier
Inner Box ID
Techco Product
Number
26.5 Spec
26.6 Material Master Number
26.7 Lot
26.8 Quantity
26.9 Date
26.1
26.2
26.3
26.4
23.1 Opens box from which order
will be fulfilled.
23.2 Cuts open metal foil shipping
bag
23.3 Removes trays of products and
cuts restraining straps.
23.5 Physically removes the required
quantity of product and places in
new tray.
restraining straps on the
Places
23.6
product to be shipped.
23.7 Places restraining straps on the
remaining product.
23.8 Repackages the remaining
product according to OTAG.
23.9 Packages the product to be
shipped in a new Inner Box
according to OTAG.
Step 23.4 "Visually verifies the
number quantity of product in trays
conforms to Inner Box label" is no
longer necessary. This provides the
added benefit of saving a great deal
of time since laborious counting does
not need to be undertaken.
24/X This step could be eliminated since the
order is being tracked on individual
units; the system will be aware if the
proper units and quantities are not
being moved through ensuing readers.
25/13 Technician places the depleted box on
the Return To Store transport cart.
RFID system captures product
location, no manual input necessary.
26/14 ERP prints out new Inner Box label for
depleted box with information
26.1 Customer Product Number
26.2 Supplier
26.3 Inner Box ID - not necessary
but could keep it.
26.4 Techco Product
Number
26.5 Spec
26.6 Material Master Number
26.7 Lot
100
28. ERP prints out Inner Box label for
product being shipped with
information
27.1 Customer Product Number
27.2 Supplier
27.3 Inner Box ID
27.4 Techco Product
Number
27.5 Spec
27.6 Material Master Number
27.7 Lot
27.8 Quantity
27.9 Date
27.10 Customer Product Number
29. Technician performs several physical
tasks
28.1 Places "Partial" stickers on each
box
28.2 Places Inner Box labels on both
boxes according to OTAG.
29.3 Places blue tape over brown tape
on the depleted box to indicate it
has been opened and partially
depleted in order to fill a
customer order.
29.4 Places depleted box on Return
To Store cart.
30. Technician checks OTAG to package
customer order box properly
29.1 Determines if custom labels
need to be printed for this
customer.
29.2 Prints out custom label if
necessary.
29.3 Boxes the product according to
OTAG with the exception that
The desiccant foil bag is folded
and put into box rather than
placing product inside.
29.4 Technician closes out of OTAG
31. Technician closes out of ERP.
32. Technician physically pushes product
to QA.
26.8 Quantity
26.9 Date
27/15 ERP prints out Inner Box label for
product being shipped with
information
27.1 Customer Product Number
27.2 Supplier
27.3 Inner Box ID - not necessary
but could keep it.
27.4 Techco Product
Number
27.5 Spec
27.6 Material Master Number
27.7 Lot
27.8 Quantity
27.9 Date
27.10 Customer Product Number
28/16 Technician performs several physical
tasks
28.1 Places "Partial" stickers on each
box
28.2 Places Inner Box labels on both
boxes according to OTAG.
28.3 Places blue tape over brown tape
on the depleted box to indicate it
has been opened and partially
depleted in order to fill a
customer order.
28.4 Places depleted box on Return
To Store cart.
29/17 Technician checks OTAG to package
customer order box properly
29.1 Determines if custom labels
need to be printed for this
customer.
29.2 Prints out custom label if
necessary.
29.3 Boxes the product according to
OTAG with the exception that
The desiccant foil bag is folded
and put into box rather than
placing product inside.
29.4 Technician closes out of OTAG
101
32. QA technician physically removes
box from conveyer
30/18 Technician closes out of ERP.
31/19 Technician pushes product to QA.
33. QA technician enters ERP and
manually scans the Inner Box ID.
34. ERP provides information and QA
technician verifies information on the
Inner Box label.
34.1 Inner Box ID
34.2 Quantity
34.3 Lot Number
32/20 QA technician removes box
from conveyer.
33/21 QA technician enters ERP. No
physical scan necessary.
34/X This step is eliminated since all
relevant data for each unit can be read
by the RFID system.
35. QA technician launches OTAG and
verifies the product is labeled
according the specifications. QA
technician also checks for specific
product age and/or shipping
requirements.
35/22 QA technician launches OTAG and
verifies the product is labeled
according to specifications. QA
technician also checks for specific
product age and/or shipping
requirements.
36. QA technician opens box and
performs a number of physical
checks.
36/X This step can be eliminated since the
system is already aware of how many
products are in the box. Physical
placement of the product could be the
responsibility of the processing
technician. Though I have eliminated
this step in this study to demonstrate
the capability to do so, the necessity for
a separate QA process may demand its
inclusion for some organizational
philosophies.
36.1 Cuts straps on the product.
36.2 Physically verifies quantity in
box.
36.3 Physically verifies the physical
orientation of the product in the
trays.
36.4 Physically verifies partial trays
are properly filled from the right
bottom corner moving up and to
the left.
37. QA technician verifies OTAG
packaging conformance
37.1 Desiccant information
37.2 Number of trays per bag.
37.3 Presence of humidity indicator
card.
37.4 Quantity of desiccant pouches.
37.5 Information of metal foil
desiccant bag
37/23 QA technician verifies OTAG
packaging conformance
37.1 Desiccant information
37.2 Number of trays per bag.
37.3 Presence of humidity indicator
card.
37.4 Quantity of desiccant pouches.
37.5 Information of metal foil
desiccant bag
102
37.5.1 Customer Part Number
37.5.2 Supplier Number
37.5.3 Techco Product
Number
37.5.4 Spec
37.5.5 Material Master
Number
37.5.6 Moisture Level limit
37.5.7 Temperature limit
37.5.8 Country of origin data
37.5.1 Customer Part Number
37.5.2 Supplier Number
37.5.3 Techo Product
Number
37.5.4 Spec
37.5.5 Material Master
Number
37.5.6 Moisture Level limit
37.5.7 Temperature limit
37.5.8 Country of origin data
37.6 Custom label information. In the
instance of OEM-bound
products this information
follows:
37.6 Information could be attached to
the EPC-compliant tag
information which would
remove the need for this portion
of the step.
37.6.1 Customer Part Number
37.6.2 Purchase Order
Number
37.6.3 Quantity n Box
38. QA technician performs a number of
physical tasks to package the product
38/24 QA technician performs a number of
physical tasks to package the product
39. QA technician verifies Outside Box
label information in OTAG is correct
39/X EPC-compliant tag would contain
information that could be checked
against OTAG standards. This step
could be eliminated.
39.1 Customer Part Number
39.2 Supplier
39.3 Techco Product
Number
39.4 Spec
39.5 Material Master Number
39.6 Lot Number
39.7 Seal Date
39.8 Desiccant level
39.9 Temperature limit
40. QA technician pushes product down
conveyer to next station (Prepack)
40/25 QA technician pushes product down
conveyer to next station (Prepack)
41. Prepack technician logs into ERP
41/26 Prepack technician logs into ERP
42. Prepack technician manually scans
station ID label in order to indicate
which Prepack station conducted the
Prepack operations
42/X No physical scan necessary.
43. Prepack technician manually scans
Inner Box ID
43/X No physical scan necessary.
103
44. ERP provides information that
Prepack technician physically verifies
44.1 Delivery Note Number vs.
ERP's Inner Box ID
44.2 Inner Box ID vs. ERP's "SHU
ID"
44.3 Quantity vs. ERP's Quantity
44.4 Total number of boxes vs. ERP
45. Prepack technician opens OTAG to
determine Shipping Box label
information
45.1 OTAG prints shipping box
labels
45.2 OTAG provides diagram
indicating proper placement of
shipping box labels
44/X EPC-compliant tag information is
automatically checked against ERP.
This data would reside at the unit level.
44.1 Delivery Note Number vs.
ERP's Inner Box ID
44.2 Inner Box ID vs. ERP's "SHU
ID"
-
not necessary but could
remain.
44.3 Quantity vs. ERP's Quantity
44.4 Total number of boxes vs. ERP
45/27 Prepack technician opens OTAG to
determine Shipping Box label
information
45.1 OTAG prints shipping box
labels
45.2 OTAG provides diagram
indicating proper placement of
shipping box labels
46. Prepack technician builds shipping
box and places Shipping Box ID label
on box
46/28 Prepack technician builds shipping
box and places Shipping Box ID label
on box
47. Prepack technician manually scans
Shipping Box ID
47/29 Prepack technician manually scans
Shipping Box ID and clicks on
"complete." This step will be
necessary since we make the
assumption that "box-level
traceability" applies only to the Inner
Box and not also to the Shipping Box.
48. Prepack technician manually scans
Inner Box ID and clicks on
"complete."
48/X This step is no longer necessary since
the RFID reader knows which units the
technician is currently working with.
49. Prepack technician places Inner Box
in Shipping Box and tapes shut.
Prepack technician also inputs weight
of box.
49/30 Prepack technician places Inner Box in
Shipping Box and tapes shut. Prepack
technician also inputs weight of box.
50. Prepack technician prints FPO label
containing the following information
50/31 Prepack technician prints FPO label
containing the following information
50.1 FPO Number
50.2 Quantity
50.3 Date code. This is the date that
the product was shipped from
the factory
50.1 FPO Number
50.2 Quantity
50.3 Date code. This is the date that
the product was shipped from
the factory
104
51. Prepack technician prints the
Standard Shipping Label with the
following information:
51.1 To data
51.2 From data
51.3 Package ID (includes Supplier
Number and Lot Number)
51.4 PO Number
51.5 Customer Product Number
51.6 Quantity
51.7 Weight
51.8 Number of packages (1 of 3, 2
of 2, 1 of 1, etc.)
51/32 Prepack technician prints the Standard
Shipping Label with the following
information:
51.1 To data
51.2 From data
51.3 Package ID (includes Supplier
Number and Lot Number)
51.4 PO Number
51.5 Customer Product Number
51.6 Quantity
51.7 Weight
51.8 Number of packages (1 of 3, 2
of 2, 1 of 1, etc.)
This step is still necessary since the third
party logistics provider requires the
information, and we do not assume they will
be partnered in the RFID process.
52. Prepack technician enters OTAG and
physically places labels on the Outer
Box in the indicated areas.
52/33 Prepack technician enters OTAG and
physically places labels on the Outer
Box in the indicated areas.
53. Prepack technician enters ERP and
verifies information
53/34 Prepack technician enters ERP and
verifies information
53.1 No more boxes required to be
packed for this order
53.2 No more Outer Boxes required
for this order
53.3 The Outer Box ID is in ERP.
53.1 No more boxes required to be
packed for this order
53.2 No more Outer Boxes required
for this order
53.3 The Outer Box ID is in ERP.
54. Prepack technician physically moves
the product to the SHIP/DNC area.
54/35 Prepack technician physically moves
the product to the SHIP/DNC area.
55. SHIP technician manually enters ERP
55/36 SHIP technician manually enters
ERP
56. SHIP technician manually scans
Outer Box ID
56/X RFID system reads the unit level
information through the Shipping Box.
No physical scan is necessary.
57. SHIP technician enters OTAG and
verifies standard label is correctly
placed on the box.
57/37 SHIP technician enters OTAG and
verifies standard label is correctly
placed on the box.
58. SHIP technician enters DN in ERP.
58/X This task is unnecessary provided the
DN information is included in the EPCcompliant tag information.
105
59. SHIP technician is able to print the
order's Carrier Label (FEDEX, UPS,
etc.)
59/38 SHIP technician is able to print the
order's Carrier Label (FEDEX, UPS,
etc.)
60. SHIP technician places the Carrier
Label on the Shipping Box.
60/39 SHIP technician places the Carrier
Label on the Shipping Box.
61. SHIP technician is able to print the
order's Packing Slip.
61/40 SHIP technician is able to print the
order's Packing Slip.
62. SHIP technician visually verifies
information on the Packing Slip with
information on the Standard Label
62/41 SHIP technician visually verifies
information on the Packing Slip with
information on the Standard Label
62.1 DN Number
62.2 Shipping Address
62.3 SHIP technician also verifies
Waybill Number to Carrier
Label.
62.1 DN Number
62.2 Shipping Address
62.3 SHIP technician also verifies
Waybill Number to Carrier
Label.
63. SHIP technician folds the Packing
Slip and attaches it to the Shipping
Box. Product moves to the Outbound
Dock for pickup by third party
logistics provider.
63/42 SHIP technician folds the Packing
Slip and attaches it to the Shipping
Box. Product moves to the Outbound
Dock for pickup by third party
logistics provider.
64. Product is picked up by third party
logistics provider at Techco's
Outbound Dock and delivered to
OEM's Inbound Dock. This process
has not been detailed.
64/43 Product is picked up by third party
logistics provider at
Techco's Outbound Dock
and delivered to CORPORATE
CUSTOMER's Inbound Dock. This
process has not been detailed.
65. OEM receiving personnel physically
receives the product from third party
logistics provider.
66. OEM Receiving personnel verifies
information from the Shipping Label
on Shipping Box
66.1 Vendor (Techco)
order Shipping Number
66.2 Number of boxes in order
66.3 Customer (OEM) Product
Number
65/44 OEM receiving
personnel physically receives the
product from third party logistics
provider.
66/X This information check would be
performed by an RFID system.
66.1. Vendor (Techco)
order Shipping Number
66.2 "Number of boxes in order"
would now be read as "Number
of units in order"
66.3 Customer (OEM) Product
Number
106
67. OEM Receiving personnel enters
MANRX software system and enters
information
67.1
67.2
67.3
67.4
DN Number
Purchase Order Number
Customer (OEM) Part Number
Quantity received
67.4.1 Often not all boxes are
received on the same
day. As a standard
practice, the product is
not received into
MANRX until all of
the boxes have
arrived. This may take
several days.
67.4.2 Usually only one box
out of each shipment
is opened and checked
for proper quantity
and product. If this
spot check is
acceptable, the rest of
the order is assumed to
be correct.
67/45 RFID system would automatically
enter information into MANRX
software system:
67.1
67.2
67.3
67.4
DN Number
Purchase Order Number
Customer (OEM) Part Number
Quantity received
67.4.1 Often not all boxes are
received on the same
day. As a standard
practice, the product is
not received into
MANRX until all of
the boxes have
arrived. This may take
several days.
67.4.2 No spotchecks would
be necessary.
68. MANRX generates a Receiver
Number that indicates the shipment
has been officially received by OEM.
The product has now been officially
received by OEM.
68/46 MANRX generates a Receiver
Number that indicates the shipment
has been officially received by
OEM. The product has now been
officially received by OEM.
69. Product is stored in the high security
cage until it is required on the floor.
69/47 Product is stored in the high security
cage until it is required on the floor.
107
00
0
UNIT LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Tec opens
Manufacturer
Shipping
Warehouse
Boxes, places
boxes >)n cart
N
Staging Area
Shipping Staff
Manufacturer
Warehouse
(4)
0
0
(3)
Enter OTAG
OTAG
RP retrieve
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
OTAG uses
RFID data to
verify
formatio
relevant data
and stores
location
physically moves
product to the
UNIT LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
|
(6)38
Warehouse
Personnel Places
Goods in Storage
(Process not
(7)
10Order Received for
Product (Process
not detailed)
Product Picked
goand delivered to
Processor
(Process not
Shipping Staff
Manufacturer
Warehouse
OTAG
CBox data is
reader and
RP provide
Receiving Staff
Corporate
Customer
Receiving SoftwarE
at Corporate
Customer
0
UNIT LEVEL TRACEABILUTY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
(13)
(12)
ShippingTechnician
Mapnfactrer
Manufacturerseveral
0
Tech places
manually performs
physical
tasks.
Warehouse
Technician
-
-
depleted box on
Retu
To Store
cart
enters
OTAG to
OTAG
determine packing
instructions
ERP
Technician
searches ERP for
Special Shipping
Instructions
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(14)
Depleted Box
Label Prints
(15)
New Box Label
Prints
UNIT LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
(16)
Technician
performs
physical
tasks
tak
(20)
(19)
PIechnician pus
es
product to CA
sp
Ie
(21)
Tags are read
ti EdS
kes ox
bredrand
conveyerb reader
from
Shipping Staff
Manufacturer
Warehouse
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(17)
Technician checks
OTAG to package
customer order
(18)
Technician doses
out of ERP when
complete
(22)
Tech enters OTAG
and verifies
labeling
instructions
(23)
Tech opens box
pe lrfors a
number of physical
checks
Cl
ENTITY-
UNIT
LEVEL TRACEABILITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manufacturer
Warehouse
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(24)
Tech verifies
,packaging
information
I
(25)
Tech pushes
-W product down
conveyer to
prepack
V
UNIT LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manufacturer
Warehouse
OTAG
V
Technician builds
shipping box and
places Outside
Overpack IGO on
(26)
Tech Manually
logs into ERP
box
provides
shipping box
label
information
data
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(29)
Technician
manually scans
Overpack ID
ENTITY
UNIT LEVEL TRACEABILITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manutftrr r
Warehouse
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
VI
(30)
Tech places inner
box in outer box
and other physical
tasks
(31)
(32)
Tech prints out
Tech prints out
FPO label
Standard Shipping
Label
(35)
Tech physically
moves box toVI
area
(33)
OTAG informs
tech where to
place stickers
0
(34)
Tech verifies
information in ERP
UNIT LEVEL TRACEABILITY
ENTITY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
Shipping Staff
Manufacturer
Warehouse
Tech places
Carrier Label on
OTAG
ERP
Receiving Staff
Corporate
Customer
Receiving Software
at Corporate
Customer
(41)
Tech verifies
Packing Slip data
matches data on
Standard label
---
ERP
0
(36)
Tchnciango
mTechnianers
(37)
Tech enters OTAG
and verifies
standard label is in
right place
(38)
ardr Lael
Carer La i
00.
(40)
Packing List prints
N
(4h )
Tech folds up
Packing Slip and
attaches to outer
box. Product
movesto
'ENTITY
UNIT LEVEL TRACEABILTY
Shipping Staff
Manufacturer
Factory
Receiving Staff
Manufacturer
Warehouse
(43)
Staff
Shipping Shiping
taff
Manufacturer
Warehouse
VProduct
viii
ispicked
up and delivered
to corporate
Customer dock.
OTAG
ERP
(44)
Receiving Staff
Corporate
Corporate
Customer
physically receives
product
Receiving Software
at Corporate
Customer
Customer
personnel
rMANKY
data
on received
product and
inputs into
erifies
(46)
generates
a Receiver
Number. Product
is now officially
received by
Corporate
Product is moved
out of receiving
once it is picked
according to its
Part Number
ix
Unpublished thesis "Radio Frequency Identification (RFID) in Semiconductor Manufacturing," David
Cassett and Christopher Hopeman, Massachusetts Institute of Technology, 2004
117