Document 10702003
advertisement

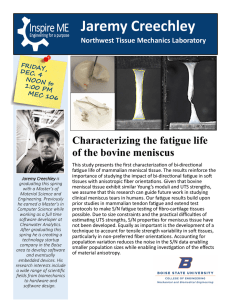
EFFECT OF MICROSTRUCTURAL INHOMOGENEITIES ON THE FATIGUE CRACK GROWTH RESPONSE OF A PREALLOYED AND TWO HYBRID P/M STEELS Suleyman Saritas*, Robert Causton**, W. Brian James*** and Alan Lawley**** *Professor, Department of Mechanical Engineering, Gazi University, Maltepe, Ankara, 60570, Turkey **Senior Scientist, Hoeganaes Corporation, Cinnaminson, NJ 08077, USA ***Manager, Application Engineering, Hoeganaes Corporation, Cinnaminson, NJ 08077, USA ****Grosvenor Professor, Department of Materials Engineering, Drexel University, Philadelphia, PA 19104, USA Presented at PM2TEC2002 World Congress on Powder Metallurgy & Particular Material June 16-21, 2002 Orlando, Florida ABSTRACT In the first phase of this study, the effect of microstructural inhomogeneities on the tensile and impact response of a prealloyed (FL-4405) and two hybrid (FLC2-4405 and FLN2-4405) P/M steels based on prealloyed Ancorsteel 85 HP was evaluated. In phase two we assess crack propagation response. The base powder and additions were mixed with 0.75 w/o Lonza Acrawax in 227 kg (500 lb) batches. A density of 7.4 g/cm3 was obtained by double pressing (550/550 MPa). Sintering temperatures of 2050 °F(1120 °C) and 2300 °F (1260 °C ) were utilized. A group of sintered compacts of each alloy was heat treated by quenching from 1650 °F (900 °C) into warm oil at 160 °F (70 °C) followed by tempering at 375 °F (190 °C) for 1 h. Two groups of sintered compacts of the FLC2-4405 and FLN2-4405 alloys were sinter hardened and tempered at 375 °F (190 °C) for 1 h. Experimental data showed that the P/M steels exhibit comparable fatigue crack growth rates (1.1207E-4 to 3.0185E-4 mm/cycle) at a stress intensity range of 1000 MPa (mm)1/2. Quenched and tempered microstructures resulted in the highest fatigue crack growth rate. Sinter hardening of FLC2-4405 and FLN2-4405 lowered the fatigue crack growth rate. High temperature sintering reduced the fatigue crack growth rate in FL-4405 but increased it in FLC2-4405 and FLN2-4405. INRODUCTION Fatigue is a complex phenomenon influenced by numerous factors. For powder metallurgy (P/M) steels; pores, microstructure, surface finish, residual stresses and external notches are of primary importance [121]. Surface pores act as preferred sites for fatigue crack initiation by acting as stress concentrators [1113]. Since the size, shape and orientation of pores vary from pore to pore, individual stress concentration factors are unknown. The fact that most fatigue failures originate at free surfaces suggests that any surface treatment which increases the density or the hardness of the surface region will retard fatigue crack initiation and thus improve fatigue life[16-20]. The shape and distribution of pores may be altered by the powder characteristics and processing route (e.g. powder size distribution, alloying and lubricant additives, and compaction pressure) and the propensity for the pores to act as crack precursors may be reduced [15, 22-28]. The microstructures of P/M steels depend on alloying technique and the production procedures. There are four major and distinct alloying techniques used for formulating P/M steels and these establish a classification for the steels: admixed, diffusion alloyed, prealloyed and hybrid [29]. The resulting microstructures may be homogeneous or heterogeneous with respect to chemical composition and to the constituent phases. The effect of homogeneity / heterogeneity on fatigue properties is subject to differences of opinion. From the classical metallurgical view homogenous structures are desirable and prealloyed steels are preferred in this regard. On the other hand, many investigators [30-35] note that the constituents of heterogeneous microstructures reinforce each other (as in composite materials) and thus they result in improved performance. In order to improve further the mechanical properties of sintered steels, through hardening or surface hardening can be performed, depending on the application of the part. If the final component is exposed primarily to axial stresses, through hardening is preferred, whereas surface hardening is applied to components subjected to high bending stresses and/or high surface pressures such as in gear applications. The highest fatigue endurance limit is always obtained after quench-hardening and tempering [36]. Sinter-hardening, which is not a secondary operation, is becoming attractive since it eliminates problems of distortion and oil retention when quenching porous steels [37, 38]. There is little information available on the fatigue behavior of sinter-hardened steels [39, 40]. The effect of pores on the fatigue crack propagation rate depends on their morphology. Round pores are known to decrease the propagation rate by blunting the crack tip [22] whereas pores with sharp edges act as linkage sites which assist crack propagation [13]. While existing theories explain successfully some of the effects of porosity on crack propagation, no complete predictive model has been developed that embraces microstructural effects [8,41-43]. In addition to the total amount of porosity, pore curvature, and pore separation distance influence the response of P/M steels to the fatigue environment [44]. Fatigue crack propagation rates have been analyzed, and the cyclic growth of a fatigue crack can be predicted by the modified Paris-Erdogan law: da = A(∆K) n dN (1) where da/dN is the fatigue crack propagation rate, A and n are material constants determined experimentally, and ∆K is the stress intensity range. da/dN vs ∆K curves of P/M steels are identical in shape to those of wrought steels. However, they are one order of magnitude higher. The material parameters in Eq.1 are sensitive to porosity. The coefficient A increases with increasing porosity, resulting in higher crack growth rates than in wrought steels at comparable values of ∆K [8]. The threshold stress intensity range ∆Kth, below which no crack growth occurs, is independent of porosity for 0 to 8 v/o porosity. At higher levels of porosity, ∆Kth decreases as the amount of porosity increases [44]. This transition is attributed to a change from interconnected pores to isolated pores at a density of about 7.2 g/cm3 (92% pore-free density). In the present study, the fatigue crack growth behavior of one prealloyed (FL-4405) and two hybrid (FLC2-4405 and FLN2-4405) P/M steels based on Ancorsteel 85 HP are reported. In the first phase of this study, the effect of microstructural inhomogeneities on the tensile, impact and hardenability response of these steels was evaluated [45-47]. Three compositions, two sintering temperatures and three heat treatment conditions are under investigation. EXPERIMENTAL PROCEDURE Materials and Processing Three P/M steels based on Hoeganaes Ancorsteel 85 HP were examined. The compositions and properties of the premixes (FL-4405, FLC2-4405 and FLN2-4405) are given in Table I. After sintering, the carbon level was 0.57 w/o in each steel; oxygen levels were in the range 0.009 – 0.055 w/o. Table I. Compositions and Properties of Premixes Premix* Flow (s/50g) Apparent Density (g/cm3) Composition (w/o) Ancorsteel 85 HP Copper FL-4405 3.11 30 Balance 0 FLC2-4405 3.11 30 Balance 2 FLN2-4405 3.13 29 Balance 0 * Metal Powder Industries Federation, Princeton, NJ, Standard 35 Nickel Graphite Lubricant 0 0 2 0.6 0.6 0.6 0.75 0.75 0.75 A batch size of 227 kg (500 lb) was mixed for each of the three alloys in the Hoeganaes pilot plant using the ANCORBOND process. To achieve a density of about 7.4 g/cm3 the powder was double pressed at 550/550 MPa (80,000 psi) pressure and double sintered (DPDS). The dimensions of the test blanks were 12.7x12.7x100 mm. Sintering was carried out in an Abbott ceramic belt high temperature furnace in an atmosphere of 75 v/o hydrogen - 25 v/o nitrogen for 30min. Compacts were presintered at 1450 °F (790 °C) after first pressing. The furnace was equipped with a Varicool cooling zone to provide accelerated cooling from the sintering temperature. The sintering and heat treating conditions employed in the present study are summarized in Table II. For quench hardening and tempering, test pieces were austenitized in a Lindberg sealed quench furnace at 1650 ºF (900 ºC) in an atmosphere of 75 v/o hydrogen - 25 v/o nitrogen for 30 min. The blanks were quenched into oil preheated to 160 ºF(70 ºC). Excess oil was wiped from the quenched blanks before tempering in a Blue M oven in air. Tempering was carried out at a temperature of 375 ºF (190 ºC) for 60 min. The sinter hardened test pieces were tempered under the same conditions as the heat-treated test pieces. Table II. Sintering and Heat Treating Conditions Process Condition Sintered Sinter-Hardened Quenched + Tempered Sintered Sintering Temperature ºF(ºC) 2050 (1120) 2050 (1120) 2050 (1120) 2300 (1260) Cooling After Sintering Standard 100% Varicool Standard Austenitization Temperature ºF(ºC) 1650(900) Tempering Temperature ºF(ºC) 375 (190) 375 (190) Standard - - The fatigue crack growth test pieces with the dimensions given in Figure 1 were machined from the blanks. 45º notches were machined by milling using with a cutter with a nose radius of 0.25 mm. The machined test pieces were stress relieved at 375 ºF (190 ºC) to remove any residual stresses from the machining and grinding operations. Densities of the green and sintered steels were determined by the water displacement method outlined in MPIF, Standard 42 [48]. 12.7 50 50 3 6.35 Figure 1. Fatigue crack growth test piece (ASTM E 647 & E 399) Fatigue Crack Growth Testing Fatigue crack propagation tests were performed using a Dartec servo-hydraulic testing machine. A standard bend specimen geometry (Figure 1) was used according to ASTM standards E 399 [49] and E 647 [50]. The dimension (B) was chosen as half of the dimension W. Specimens were loaded in a three-point bending configuration with a support span (S) of four times W. The load ratio (R) was 0.1. The bend test fixture was manufactured according to ASTM standard E 399. A sinusoidal waveform and a testing frequency of 1 Hz were selected. Specimens were fatigue precracked to obtain an initial crack length (a0) of 4 mm (1.0 mm fatigue precrack) in stress cycles of not less than 104, as specified in ASTM standards E 399 and E 647. Crack length was measured with a traveling microscope (accurate to 0.01 mm). Readings were taken at 0.1 mm intervals. Shedding of the load was inevitable, and the minimum crack extension between shedding was 0.5 mm (except in the quenched and tempered specimens). The stress intensity range ∆K was calculated from the equation given in ASTM standard E 399: ∆K = ∆PS f (α ) BW 3 / 2 (2) where ∆P is the load range (Pmax – Pmin) in N, S is the span (the distance between the axes of the support cylinders; 50.8 mm), B is 6.35 mm, W is 12.7 mm and f(α) is a calibration factor that was calculated from the equation given in ASTM Standard E 399: f (α ) = [ 3α 1/ 2 1.99 − α (1 − α )(2.15 − 3.93α + 2.7α 2 2(1 + α )(1 − α )3 / 2 ] (3) where α = a/W, and a is the crack length. Fatigue crack growth rates (da/dN), were calculated from the experimental data by using an incremental polynomial method, as suggested in ASTM standard E 647. A graph of crack length vs number of stress reversals was plotted and a second order polynomial (parabola) was fitted to the data points. The equation of the parabola was obtained from the software. The derivative of the equation was taken to represent da/dN and the values were calculated at each experimental point. Three specimens were tested for each steel under the same processing conditions. Metallography Metallographic specimens of all test materials were analyzed by optical microscopy in the polished and etched conditions. Polished metallographic samples were also utilized to evaluate the stereological parameters of the pores (shape, size and distribution). This was accomplished by means of a Clemex 1024 automated image analysis system. Analysis of the pore shape was conducted to determine the average degree of circularity, where circularity was determined from the equation [51]: Circularity = 4πA/(P)2 (4) where A = pore area, and P = pore circumference. A form factor of unity represents a circular pore in the plane of analysis; as the number decreases from unity, the degree of irregularity increases. EXPERIMENTAL RESULTS Microstructures (a) (b) (c) Figure 2. Microstructures of FL-4405: (a) as sintered at 2050 ºF (1120 oC) (b) sintered at 2050 ºF (1120 oC) and quenched and tempered, (c) as sintered at 2300 ºF (1260 oC) (a) (b) (c) (d) Figure 3. Microstructures of FLC2-4405: (a) as sintered at 2050 ºF (1120 oC), (b) sintered at 2050 ºF (1120 oC) and quenched and tempered, (c) as sintered at 2300 ºF (1260 oC) (d) sinter hardened from 2050 ºF (1120 oC) Figures 2 to 4 show representative microstructures of the three alloys for each of the processing conditions. As-sintered microstructures consist primarily of divorced pearlite in the three steels. FLC24405 and FLN2-4405 exhibit some martensitic areas. In addition, some nickel-rich areas are seen in FLN2-4405. Quenching produced a structure of more than 90% martensite in the steels. Sinter hardening produced about 50% martensite in FLC2-4405 and FLN2-4405. Figure 5 shows the distribution of the circularity of the pores. The numbers in the legend in each figure refer to sintering temperature (ºF). Fatigue Crack Growth A sample fatigue crack growth curve is given in Figure 6. The graph corresponds to one of the FLC2-4405 steel specimens in the sinter hardened condition. A parabolic trend line was added to the data points and the software gave the equation representing the parabola. The derivative of the equation was taken and the da/dN values were calculated at each data point by using the derivative. Figures 7 to 9 show fatigue crack growth graphs for the three steels. The fatigue crack growth graphs are replotted in Figures 10 to 13 for specific processing conditions. Table III summarizes the mechanical properties and fatigue crack growth data for the steels. (a) (b) (c) (d) Figure 4. Microstructures of FLN2-4405: (a) as sintered at 2050 ºF (1120 oC), (b) sintered at 2050 ºF (1120 oC) and quenched and tempered, (c) as sintered at 2300 ºF (1260 oC), (d) sinter hardened from 2050 ºF (1120 oC) 30 (a) DPDS (2050) 25 Frequency (%) DPDS (2300) 20 15 10 5 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 Circularity 30 DPDS (2050) (b) Frequency (%) 25 DPDS (2300) 20 15 10 5 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 Circularity 30 DPDS (2050) (c) frequency (%) 25 DPDS (2300) 20 15 10 5 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 Circularity Figure 5. Effect of sintering temperature (oF) on the circularity of pores: (a) FL-4405, (b) FLC2-4405, (c) FLN2-4405 1 8,5 y = 1,9611E-08x2 - 8,1869E-04x + 1,2730E+01 8 Crack Length, a (mm) 7,5 7 6,5 6 5,5 5 4,5 4 3,5 15000 17000 19000 21000 23000 25000 27000 29000 31000 33000 35000 Stress Reversal, N (cycle) Figure 6. Representative fatigue crack growth curve; FL-4405 sintered at 2300 ºF (1120 oC) 1,00E-03 FL-4405-2050 F da/dN (mm/cycle) FL-4405-2300 F FL-4405-QT 1,00E-04 1,00E-05 100 1000 ∆Κ (MPa (mm) ( 10000 1/2 ) Figure 7. Fatigue crack growth rate vs stress intensity range for FL-4405. 1,00E-03 FLC2-4405-2050 F FLC2-4405-2300 F da/dN (mm/cycle) FLC2-4405-QT FLC2-4405-SH 1,00E-04 1,00E-05 100 1000 ∆K (MPa (mm)1/2 ) 10000 Figure 8. Fatigue crack growth rate vs stress intensity range for FLC2-4405. 1,00E-03 FLN2-4405-SH FLN2-4405-2050 F da/dN (mm/cycle) FLN2-4405-QT FLN2-4405-2300 F 1,00E-04 1,00E-05 100 1000 10000 ∆K (MPa (mm) 1/2 ) Figure 9. Fatigue crack growth rate vs stress intensity range for FLN2-4405. 1,00E-03 FL-4405 FLC2-4405 da/dN (mm/cycle) FLN2-4405 1,00E-04 1,00E-05 100 1000 10000 ∆K (MPa (mm) 1/2 ) Figure 10. Fatigue crack growth rate vs stress intensity range for steels sintered at 2050 ºF (1120 oC) 1,00E-03 FL-4405 FLC2-4405 da/dN (mm/cycle) FLN2-4405 1,00E-04 1,00E-05 100 1000 10000 ∆K (MPa (mm)1/2 ) Figure 11. Fatigue crack growth rate vs stress intensity range for steels sintered at 2300 ºF (1260 oC) 0,001 FL-4405 FLC2-4405 da/dN (mm/cycle) FLN2-4405 0,0001 0,00001 100 1000 10000 ∆K (MPa (mm)1/2 ) Figure 12. Fatigue crack growth rate vs stress intensity range for steels in QT condition 0,001 FLC2-4405 da/dN (mm/cycle) FLN2-4405 0,0001 0,00001 100 1000 ∆K (MPa (mm)1/2 ) Figure 13 . Fatigue crack growth rate vs stress intensity range for steels in SH condition 10000 Table III. Mechanical Properties as a Function of Composition and Processing History Material Sintering Temp. °F (°C) Density (g/cm3) Heat Treatment Tensile Strength (MPa) FL-4405 2050 (1120) 2300 (1260) 2050 (1120) 7.39 7.35 7.35 AS* QT** AS 647 1486 659 da/dN (mm/cycle) at 1000 MPa (mm)1/2 2.3953E-4 2.6854E-4 1.9785E-4 7.28 7.33 7.33 7.25 AS QT SH*** AS 788 1432 822 745 7.44 7.39 7.39 7.39 AS QT SH AS 826 1644 982 770 FLC2-4405 FLN2-4405 2300 (1260) 2050 (1120) 2300 (1260) ∆Kth Paris-Erdogan Constants MPa(mm)1/2 A n 820 845 826 6.5655E-15 2.3454E-16 4.2712E-16 3.5207 4.0196 3.8886 2.5580E-4 3.0185E-4 2.1851E-4 2.6944E-4 836 828 826 832 1.1612E-9 8.8693E-17 3.9626E-12 4.1234E-13 1.7810 4.1773 2.5805 2.9384 1.5473E-4 2.8297E-4 1.1207E-4 1.9923E-4 810 836 830 837 2.6521E-13 2.3364E-12 3.1132E-13 5.3526E-12 2.9220 2.6944 2.8521 2.5236 *AS: As sintered, **QT: Quenched + tempered, ***SH: Sinter-hardened DISCUSSION Mechanical properties reported previously [45] are summarized in Table III, and show that the P/M steels investigated demonstrate strength levels suitable for high performance applications (tensile strength > 1000 MPa). At a nominal sintered density of 7.4 g/cm3 high temperature sintering did not produce any change in tensile strength for FL-4405 but it did reduce tensile strength slightly in the FLC2-4405 and FLN2-4405 steels. Sinter hardening of the FLC2-4405 and FLN2-4405 steels from 2050 ºF(1120 ºC) resulted in tensile strength levels that are higher than the as-sintered values, but much lower than the quenched and tempered values. These strength levels, coupled with the microstructures, confirm that the cooling rate of the furnace in 100% Varicool is not sufficient for the complete transformation of austenite to martensite. Fatigue crack growth data are summarized in Table III for the steels following the different processing conditions. The threshold stress intensity range (∆Kth) for crack initiation is similar for all the steels. The average value is about 830 MPa (mm)1/2 . The fatigue crack growth rate at a stress intensity range of 1000 MPa (mm)1/2 is from 1.1207E-4 to 3.0185E-4 for all the steels. Most of the data points overlapped. As seen in Figures 7 to 9, the quenched and tempered microstructure resulted in a higher fatigue crack growth rate, followed by the 2050 oF (1120 oC) sinter, 2300 oF (1260 oC) sinter and sinter hardening. Thus, sinter hardening resulted in the lowest fatigue crack growth rates. When the steels are compared for the same processing condition (Figures 10 to 13), the FLN2-4405 steel exhibited the lowest fatigue crack growth rate, except for the quenched and tempered case where FL-4405 had the lowest fatigue crack growth rate. It is believed that the inhomogeneous microstructure (a mixture of soft and hard phases) produced by sinter hardening decreased the fatigue crack growth rate. To obtain the Paris-Erdogan constants, given in Table III, power curves were fitted to the experimental data set. These appear as straight lines on the log-log graph. Regression coefficients (R2) for the fitting of these lines were about 0.70 which indicates that the fit is not very good. The low values of the regression coefficients may be explained partly by the parabolic trends near the threshold region (region I) and near the final fracture region (region III). It appears that the main reason for the low values of the regression coefficients is an insufficient number of data points . Additional specimens should be tested to define more clearly the fatigue crack growth curves. The microstructures of the FL-4405 steel in the as-sintered conditions (Figures 2(a) and 2(c)) are similar. The microstructure consists primarily of divorced pearlite and some ferrite. The quenched and tempered microstructure consists of almost 100% tempered martensite (Figure 2(b)). The microstructures of the FLC2-4405 steel in the as-sintered conditions (Figures 3(a) and 3(c)) are comparable. The brownish etching areas consist of fine martensite. The presence of more than 50% cleavage facets on the tensile fracture surfaces confirms this observation [45]. The microstructure consists primarily of divorced pearlite. The quenched and tempered microstructure is almost 100% tempered martensite (Figure 3(b)). The sinter hardened microstructure is about 50% martensite, 45% pearlite and some retained austenite (Figure 3(d)). The microstructure of the FLN2-4405 steel in the as-sintered condition (Figures 4(a) and 4(c)) is comparable. The brownish etching areas consist of fine martensite. The fracture surfaces again exhibit more than 50% cleavage facets [45]. The microstructure is composed primarily of divorced pearlite with white etching nickel-rich areas. The quenched and tempered microstructure is composed of 90% tempered martensite (Figure 4(b)). The remaining 10% is composed of nickel-rich areas and retained-austenite. The sinter-hardened microstructure consists of about 50% martensite, 40% pearlite with the balance comprising nickel-rich areas and retained-austenite (Figure 4(d)). As reported in the previous work [45], most of the pores (>60%) in the P/M steels investigated are in the size range (by area) <100 µm2 which corresponds to pores < 11 µm dia. The frequency of pores in the 100 to 200 µm2 range (corresponding to 11 to 16 µm dia) is about 10% and is much less for larger pores. In contrast, there are few pores > 1000 µm2 corresponding to a pore dia > 35 µm dia in the steels, which is true primarily for the copper steel. High temperature sintering is effective in increasing the circularity of the pores (Figure 5). The effect of this is more dominant for pores which are near spherical initially with a circularity or shape factor of 0.8 to 0.9. For pores with a shape factor < 0.6, high temperature sintering is not as effective as it is for pores with a shape factor of 0.9. CONCLUSIONS 1. In the sintered, sinter hardened, and quenched and tempered conditions, FL-4405, FLC2-4405 and FLN2-4405 P/M steels at 7.4 g/cm3 nominal density exhibit comparable fatigue crack growth rates (1.1207E-4 to 3.0185E-4 mm/cycle) at a stress intensity range of 1000 MPa (mm)1/2 . 2. Quenched and tempered microstructures resulted in the highest fatigue crack growth rates. 3. Sinter hardening of FLC2-4405 and FLN2-4405 lowered the fatigue crack growth rates. 4. High temperature sintering reduced the fatigue crack growth rates in FL-4405, but a reverse trend was observed in FLC2-4405 and FLN2-4405. AKNOWLEDGMENTS Professor Saritas is indebted to the Hoeganaes Corporation for financial support during a sabbatical leave (2000/2001) at Drexel University, Philadelphia, PA. The authors express their gratitude to Tom Murphy for assistance with the pore and microstructural analysis. REFERENCES 1. R. Haynes, The Mechanical Behavior of Sintered Metals, Freund Publishing, House, London, 1981. 2. G.F. Bocchini, “The Influence of Porosity on the Characteristics of Sintered Materials”, Int. J. of Powder Metallurgy, vol.22, no.3, 1986, pp.185-202. 3. H. Danninger, G. Jangg, B. Weiss, and R. Stickler, “Microstructure and Mechanical Properties of Sintered Iron, Part I: Basic Considerations and Review of Literature”, Powder Metallurgy International, vol.25, no.3, 1993, pp.111-117. 4. H. Danninger, G. Jangg, B. Weiss, and R. Stickler, “Microstructure and Mechanical Properties of Sintered Iron, Part II: Experimental Study”, Powder Metallurgy International, vol.25, no.5, 1993, pp.170-223. 5. R. Haynes, “Fatigue Behavior of Sintered Metals and Alloys”, Powder Metallurgy, vol.13, no.26, 1970, pp.465-510. 6. A.F. Kravic, “The Fatigue Properties of Sintered Iron and Steel”, Int, J. of Powder Metallurgy, vol.3, no.2, 1967, pp.7-13. 7. R.S. Bankowski, and W.H. Feilbach, “Fatigue Behavior of Sintered Iron Powder”, Int, J. of Powder Metallurgy, vol.6, no.3, 1970, pp.23-37. 8. I. Bertilsson, B Karlsson, and J. Wasen, “Fatigue Properties of Sintered Steels”, Modern Developments in P/M, Metal Powder Industries Federation, Princeton, NJ,, vol.16, 1984, pp.19-32. 9. W.B. James, and R.C. O'Brien, “High Performance Ferrous P/M Materials: The Effect of Alloying Method on Dynamic Properties”, Progress in Powder Metallurgy, Metal Powder Industries Federation, Princeton, NJ,, vol.42, 1986, pp.353-372. 10. B. Lindqvist, “Influence of Microstructure and Porosity on Fatigue Properties of Sintered Steels”, Metal Powder Report, vol.44, no.6, 1989, pp.443-448. 11. H. Danninger, G. Jangg, B. Weiss, and R. Stickler, “The Influence of Porosity on Static and Dynamic Properties of P/M Iron”, P/M Into The 1990’s, Proc. World Conf. on P/M, Institute of Materials, London, 1990, vol.1, pp.433-439. 12. J. Holmes, and R.A. Queeney, “Fatigue Crack Initiation in a Porous Steel”, Powder Metallurgy, Inst. of Materials, vol.28, no.4, 1985, pp.231-235. 13. K.D. Christian, and R.M. German, “Relation Between Pore Structure and Fatigue Behavior in Sintered Iron-Copper-Carbon”, Int. J. Powder Metallurgy, vol.31, no.1, 1995, pp 51-61. 14. D. Rodzinak, and M. Slesar, “The Fatigue Curve of Sintered Iron and Its Microstructural and Fractographic Interpretation”, Powder Metallurgy Int., vol.12, no.3, 1980, pp.127-130. 15. B. Lindqvist, “Fatigue of P/M-Materials: Present Status and Future Possibilities”, Hoganas Internal Information, no. P/M’91-4, 1991, 11 pages. 16. S. Saritas, C. Dogan, and R. Varol, “Improvement of Fatigue Properties of P/M Steels by Shot Peening”, Powder Metallurgy, vol. 42, no. 2, 1999, pp 126-130. 17. C.M. Sonsino, F. Mueller and R. Mueller, “Improvement of Fatigue Behavior of Sintered Steels by Surface Rolling”, Int. J. Fatigue, vol.14, no.1, 1992, pp.3-13. 18. C.M. Sonsino, G. Schlieper, and W.J. Huppman, “How to Improve the Fatigue Properties of Sintered Steels by Combined Mechanical and Thermal Surface Treatments”, Modern Developments in P/M, Metal Powder Industries Federation, Princeton, NJ,, Princeton, vol. 16, 1984, pp.33-48. 19. S., Saritas, F.H. Usmani, and T.J. Davies, “Fatigue of Surface Treated Powder Forged Steels”, Heat Treatment’81, Proc. Int. Con., Metals Society, Birmingham, 1981, pp.147-157. 20. P. Beiss, “Finishing Processes in Powder Metallurgy”, Powder Metallurgy, Inst. of Materials, vol.32, no.4, 1989 pp.277-284. 21. S. Saritas, W.B. James and A. Lawley, “Fatigue Properties of Sintered Steels: A Critical Review”, Proceedings of Euro PM 2001, 22-24 October 2001, EPMA, Nice, France, vol.1, pp.272-285. 22. R.M. German and R.A. Queeney, “Fatigue and Fracture Control for Powder Metallurgy Components”, ASM Handbook, vol. 19, Fatigue and Fracture, ASM Int., 1996, pp.337-344. 23. D.S. Madan, “Enhanced Sintering and Property Improvement in Ferrous P/M Compacts”, Int. J. Powder Metallurgy, vol.27, no.4, 1991, pp.339-345. 24. H. Miura and Y. Tokunaga, “The Effect of Phosphorus Additions on the Structure and Mechanical Properties of Sintered Iron Compacts”, Int. J. Powder Metallurgy, vol.21, no.4, 1985, pp.269-281. 25. K. Shimada,“Improved Properties and Performance of Low Alloy Steel Parts Via High Temperature Sintering”, Int. J. Powder Metallurgy, vol.27, no.4, 1991, pp 357-361. 26. C. Lall, “Principles and Applications of High Temperature Sintering”, Reviews in Particulate Materials, vol.1, 1993, pp.75-107. 27. T.M. Cimino, H.G. Rutz, A.H. Graham, and T.M. Murphy, “The Effect of Microstructure on Fatigue Properties of Ferrous P/M Materials”, Advances in P/M & Particulate Materials, Proc. Int. Con., Chicago, Metal Powder Industries Federation, Princeton, NJ,, 1997, vol.2, pp 13-137/13-149. 28. T.M. Cimino, A.H. Graham, T.F. Murphy, and A. Lawley, “The Effect of Microstructure and Pore Morphology on Mechanical and Dynamic Properties of Ferrous P/M Materials”, Advances in P/M & Particulate Materials, Proc. Int. Con., Vancouver, Metal Powder Industries Federation, Princeton, NJ,, 1999, vol.2, pp.7-65/7-84. 29. W.B. James, and G.T. West, “Ferrous Powder Metallurgy Materials”, ASM Handbook, vol. 7, Powder Metal Technologies and Applications, ASM Int., 1998, pp.751-768. 30. O. Andersson, and B. Lindqvist, “Benefits of Heteroneneous Srructures for the Fatigue Behaviour of P/M Steels”, Metal Powder Report, vol.45, no.11, 1990, pp.765-768. 31. S. Mitomi, and H. Miura, “Effect of Homogeneous and Heterogeneous Structures on the Properties of Sintered Alloy Steels Produced by MIM”, Nippon Tungsten Review, vol.28, 1996, pp. 1-11. 32. H. Miura, T. Baba, and T. Honda, “Effects of Heterogeneous Structure on Properties of Sintered Low Alloy Steels”, Advances in P/M & Particulate Materials, Proc. P/M World Congress., Washington DC, Metal Powder Industries Federation, Princeton, NJ,, 1996, vol.4, pp.13-42/13-49. 33. T. Baba, T. Honda, and H. Miura, “Effects of Homogeneous and Heterogeneous Microstructures on The Fatigue Properties of 4600 Steels Produced by MIM Process”, J. Japan Society of Powder and P/M, vol.44, no.5, 1997, pp 443-447. 34. N. Douib, I.J. Mellanby, and J.R. Moon, “Fatigue of Inhomogeneous Low Alloy P/M Steels”, Powder Metallurgy, Inst. of Materials, vol.32, no.3, 1989, pp.209-214. 35. C. M. Sonsino, G. Schlieper, and W.J. Huppmann, “Influence of Homogeneity on the Fatigue Properties of Sintered Steels”, Int. J. Powder Metallurgy, vol.20, no.1, 1984, pp.45-50 36. R.C. O’Brien, “Fatigue Properties of P/M Materials”, SAE Technical Paper no.880165, SAE Int., 1988. 37. E. Duchesne, G. L’Esperance, and A. Rege, “Sinter Hardening and Hardenability”, Int. J. Powder Metallurgy, vol.36, no.1, 2000, pp 49-60. 38. W.B. James, “What is Sinter-Hardening?”, P/M2TEC’98, Int. Con. on Powder Metallurgy and Particulate Materials, Metal Powder Industries Federation, Princeton, NJ,, Las Vegas, May 31-June 4, 1998, Special Interest Session, not published. 39. K.H. Lang, A. Neubauer, O. Vohringer, and D. Lohe, “Cyclic Properties of Differently Heat Treated P/M Steels”, P/M’98, Proc. P/M World Congress, Granada, Spain, EPMA, 1998, vol.3, pp. 231-236. 40. M. Yoshida, H. Tanaka, A. Fujiki, T. Aoki, and Y. Hasegawa, “Development of High Fatigue Strength Material without Heat treatment for High Stress Parts”, Proc. 2000 P/M World Congress, JP/MA, Kyoto, November 12-16, 2000. 41. F.J. Esper, and C.M. Sonsino, Fatigue Design for P/M Components: Manual for Design and Production Engineers, EPMA, London, 1994, 104 pages. 42. P.S. DasGupta, and R.A. Queeney, “Fatigue Crack Growth Rates in a Porous Metal”, Int. J. Fatigue, vol.2, 1980, pp.113-117. 43. I.J. Mellanby, and J.R. Moon, “The Fatigue Properties of Heat-Treatable Low Alloy, Powder Metallurgy Steels”, Modern Developments in P/M, Proc. Int. Con., Metal Powder Industries Federation, Princeton, NJ, Orlando, 1988, vol. 18, pp.183-195. 44. B. Weiss, R. Stickler, and H. Sychra, “High-Cycle Fatigue Behavior of Iron-based P/M-Materials”, Metal Powder Report, vol.45, no.3, 1990, pp 187-192. 45. S. Saritas, A. Lawley, W.B. James and R.J. Causton, “Effect of Microstructural Inhomogeneities on the Fatigue Properties of Hybrid P/M Steels”, Advances in Powder Metallurgy and Particulate Materials, Compiled by W.B. Eisen and S. Kassem, Metal Powder Industries Federation, Princeton, NJ, 2001, Part 10, pp. 51-70. 46. S. Saritas, R.D. Doherty and A. Lawley, “Investigation of the Effect of Porosity on the Hardenability of P/M Steels”, Advances in Powder Metallurgy and Particulate Materials, Compiled by W.B. Eisen and S. Kassem, Metal Powder Industries Federation, Princeton, NJ, 2001, Part 10, pp. 112-129. 47. S. Saritas, R.D. Doherty and A. Lawley, “Effect of Porosity on Thermal Conductivity and Hardenability of P/M Steels”, Proceedings of Euro PM 2001, 22-24, 2001, EPMA, Shrewsbury, UK, vol.1, pp.257-265. 48. Metal Powder Industries Federation, Princeton, NJ, Standard 42, “Determination of Density of Compacted or Sintered Metal Powder Products”, Standard Test Methods for Metal Powders and Powder Metallurgy Products, Metal Powder Industries Federation, Princeton, NJ, 2000. 49. ASTM Standard E 399-90(1997), “Standard Test Method for Plane-Strain Fracture Toughness of Metallic Materials”, American Society for Testing and Materials, West Conshohocken, PA, 1997. 50. ASTM Standard E 647-00, “Standard Test Method for Measurement of Fatigue Crack Growth Rates”, American Society for Testing and Materials, West Conshohocken, PA, 2000. 51. R.T. DeHoff and E.H. Aigeltinger, “Experimental Quantitative Microscopy with Special Application to Sintering”, Perspectives in Powder Metallurgy, vol.5, Advanced Experimental Techniques in Powder Metallurgy, Plenum Press, New York, 1970, pp. 81-137