Document
advertisement

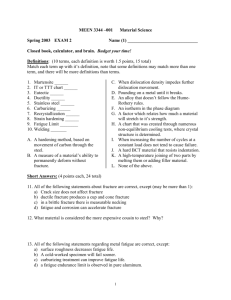
CRACKING RESISTANCE OF MODERN STEELS FOR RAIL WHEELS AND RAILROAD TRACK Alexander Balitskii Karpenko Physico-Mechanical Institute of National Academy of Sciences of Ukraine e-mail: balitski@ah.ipm.lviv.ua http://www.ipm.lviv.ua/dep_11/balitski/Balitskii.htm During last decades due to increasing axeloads and speeds large quantity of fatigue cracks and wear damages after routine inspection and failure accidents of rail wheels and railroad tracks [1-3] was founded. Typical fatigue failure of railroad track (fig. 1 a) and rail wheels (fig.1 b) shows, that crack initiation as well as crack propagation up to fatigue failure was initiated by large inclusions or pre existing defects [3]. The light area on fig. 1 a is the region of fatigue crack growth, and the surrounding darker area is the region of fast fracture. The dark spot within the light area is the origin of the failure, which is pre-existing defect due to a hydrogen flake [3]. Fracture of block-braked wheels has sharply increased recently, because of the higher mechanical and thermal stresses, to the widespread use of monoblock or solid wheels [1, 2]. Most of these fractures originate from a fatigue crack on the outer circumference of the wheel tread (fig. 1 b). This fact leads to the deeper understanding of the phenomenon of anisotropy of fracture toughness of austenitic high nitrogen chromium-manganese steels for retaining rings [4-7]. Unfavourable residual stresses conditions in the wheel tread, especially tensile stresses caused by heavy braking, promote crack growth and thus the destruction of wheel. Based on the results of a fracture-mechanics analysis of fractured and non-fractured wheels of grade R7 material to UIC code 812-3, the paper [2] indicates possible ways of improvement. The requirements to be met by block-braked solid wheel to UIC standard in terms of a higher resistance of fracture are discussed from the points of view of metallurgy and fracture mechanics. Testing of smooth or notched specimens generally characterizes the overall fatigue life of a specimen material. This type of testing, however, does not distinguish between fatigue crack initiation life and crack propagation life. With this approach, pre-existing flaws or crack-like defects, which would reduce or eliminate the crack initiation portion of the fatigue life, cannot be adequately addressed. Therefore, testing and characterization of fatigue crack growth is used extensively to predict the rate at which subcritical cracks grow due to fatigue loading. b Fig. 1. Fatigue failure of railroad track (a) and rail wheels (b). а For components that are subjected to cyclic loading, this capability is essential for life prediction, for recommending a definite accept/reject criterion during non-destructive inspection [8], and for calculating in-service inspection intervals for continued safe operation. Problems can only be solved by developing a modern railroad track and rail wheels materials with increased wear resistance and no tendency to form hardening cracks and breaking cavities. The chemical composition of traditionally used and novel materials for wheel rims (Table 1) and some mechanical, crack resistance properties (Table 2) shows a big difference due to initial structure of such materials. The microstructure of KVR 600 (low alloyed carbon steel) is a fine pearlite, homogeneous distributed in a ferrite matrix. The pearlite contributes to good wear resistance and the ferrite gives the microstructure the desired toughness, which is needed in regard to the deformation during service. The idea to test a high nitrogen alloyed austenitic stainless steel as wheel rim came from the main application of this material as retaining rings for the trial wheel rims from P900 are shrunked on the spoke wheels. The microstructure of P900 is fine austenite. Comparing the two materials (Table 2) one great advantage of P900 can immediately be seen, namely the high toughness, fatigue crack resistance and unique anisotropy of fracture toughness [4-7]. Table 1.Chemical composition (wt%, Fe-balance) of the conventional steel 58CrMoV4 (KVR600) and high nitrogen 18Mn18Cr steels (P900, 12Kh18AG18Sh) C Si Cr Ni Mn P S N V KVR 0,55 0,28 0,99 0,85 0,012 0,011 0,09 P900 0.055- 0.3719.96- 0.119.92- 0.025- 0.001- 0.590,090.08 0.55 17.11 0,39 21.0 0.036 0,009 0.713 0.1 Ring KVR P900 Table 2.Properties of the conventional steel 58CrMoV4 (KVR600) and high nitrogen 18Mn18Cr steels (P900, 12Kh18AG18Sh)18Mn18Cr steels K1c, HV Charpy Kfc, b, 0.2, , % , % MPa m J MPa m Mpa MPa 910 500 16 36 60 1125102925-27.5 63-64 20540818695-105 1238 1192 390 420 212 REFERENCES: 1. Diener M. Application of High Nitrogen Steels for Rail Wheels. – Proc. of 2nd Int. Conf. of High Nitrogen Steels (Aahen, Germany,1990). – P. 405-410. 2. Diener M., Muller R., Kunnes W. Bruchmechanische und metallkundliche Untersuchungen an Guterwangenraden // ZEV+DET Glas. – 1992. – 116, №6. – S. 179-191. 3. ASM Handbook, vol 19. Fatigue and Fracture, The Material Information Society.Material Park, OH 44073-0002, 1996, 1058 p. 4. Anisotropy of fracture toughness of austenitic high nitrogen chromium-manganece steel. A. I. Balitskii, M. Diener, R. M. Magdowski., V. I. Pokhmurski and M. O. Speidel // Abstracts of 5th Int. Conf. of High Nitrogen Steels (Espoo, Finland, Stockholm, Sweden, 1998). – P. 35. 5. Balitskii A. I. Anisotropy of mechanical properties of high nitrogen steel for retaining ring // Proc. of the Conference "Nitrogen Steels"(Gliwice-Wisla, Poland, 1996). – P. 205208. 6. Anisotropy of Fracture Toughness of Austenitic High Nitrogen Chromium-Manganece Steel / A. I. Balitskii, M. Diener, R. M. Magdowski, V. I. Pokhmurski, M. O. Speidel // Materials Science Forum.-1999.–318-320.- Zurich: Trans. Tech. Publication Ltd. – P. 401-406. 7. Balitskii A.I. Modern Materials for Powerful Turbogenerators, (Lviv: National Academy of Sciences of Ukraine. Karpenko Physico-Mechanical Institute,1999), 284p. Library of Congress Catalog Control Card Number: 00 693623. Call number TK 2000.B35 1999 (http://catalog.loc.gov). 8. Неразрушающий контроль рельсов при их эксплуатации и ремонте / А. К. Гурвич, Б. П. Довнар, В. Б. Козлов и др.; под ред. А. К. Гурвича. - М.: Транспорт, 1983. – 318 с.