Improving Sales and Operations Planning in an Engineer-to-Order
Environment
by
Andreas Christogiannis
Diploma in Mechanical Engineering, National Technical University of Athens, Greece, 2006
I
Submitted to the MIT Sloan School of Management and the MIT School of Engineering in Partial
Fulfillment of the Requirements for the Degrees of
Master of Business Administration
HNES
and
Master of Science in Mechanical Engineering
MASSACHU SET7S mNTTf .TE.
OF TECHNOLOGY
In conjunction with the Leaders for Global Operations Program at the
Massachusetts Institute of Technology
JUN
June 2014
The author hereby grants to MIT permission to reproduce and to distribute publicly paper and
electronic copies of this thesis document in whole or in part in any medium now known or
hereafter created.
Signature redacted
MIT School of Engineering, MIT Sloan School of Management
May 09, 2014
Certified by:
Siignature redacted
Donald Rosenfletd, Thesis Supervisor
Senior Lecturer, MIT Sloan School of Management
Signature redacted
Certified by:
Michael Triantafyllou, Thesis Supervisor
William 1. Koch Professor of Marine Technology
Professor of Mech * al and Ocean Engineering
Signature redacted'
Accepted by:
David Hardt, Mechanical Lidffieering Education Committee
Ralph E. and Eloise F. Cross Professor of Mechanical Engineering
Accepted by:
Signature redacted
V r tL
%
F'
MIUar+"erson
Director, MBA Program
MIT Sloan School of Management
1
201
LIB RARIES
© 2014 Andreas Christogiannis. All rights reserved.
Signature of Author:
18
Page Intentionally Left Blank
2
Improving Sales and Operations Planning in an Engineer-to-Order
Environment
by
Andreas Christogiannis
Submitted to the MIT Sloan School of Management and the MIT School of Engineering on May
09, 2014 in Partial Fulfillment of the Requirements for the Degrees of Master of Business
Administration and Master of Science in Mechanical Engineering
Abstract
A pragmatic approach is taken at analyzing and improving Sales and Operations Planning in a
project based, engineer-to-order product line. Variability of product and components configurations
and long lead times of the sales process and of material procurement during project execution place
additional planning challenges in comparison with a standardized high volume product business.
The study focuses on improving the visibility on future customer orders and on reducing the
procurement lead time of project material.
Due to the nature of the market and the customers of the studied product line, incoming orders
timing is very uncertain when viewed on a project by project basis. However, there is a specific
dynamic when the sales pipeline is analyzed on aggregate: Tenders that end up converting into a
customer order will do so sooner rather than later. Historical data and observations are used to
develop and propose a probabilistic model that connects today's open tenders to the expected
new business out of those tenders.
The organization is able to use this model to estimate what the current activity of the sales force can
produce in terms of new business. The expected benefit is that the organization can act proactively
if there is an expected reduction in incoming business from a specific region or major customer; it
can also make targeted efforts to increase sales activity towards that region or customer.
To increase its competitiveness when bidding for new projects, the organization has embarked on
an effort to reduce the overall project execution lead time. A significant portion of this lead time
is waiting time for project specific material (which comprises the biggest part of the BOM in money
terms).
A supplier flexibility scheme is proposed, under which a material order is placed in two phases:
first the desired delivery time and the component rough specification are specified, and later on the
exact specs are given to the supplier. An optimization model that utilizes the above concept is
developed and offers the organization an optimal way to plan the project material procurement,
given a desired reduction in procurement lead time.
The expected benefit is that there is a justified and optimal method to reduce procurement time
without building excessive material stock; it also sheds light to the "constraints" (specific materials
or suppliers) that need to be lifted for further lead time reduction.
Thesis Supervisor: Don Rosenfield
Title: Senior Lecturer, MIT Sloan School of Management
Thesis Supervisor: Michael Triantafyllou
Title: William I. Koch Professor of Marine Technology, Professor of Mechanical and Ocean
Engineering
3
Page Intentionally Left Blank
4
Acknowledgements
ABB
I want to thank my project sponsor and supervisor, Haitao Liu, for his valuable support throughout
my time at ABB. I also want to thank Aija Mankkinen for helping me kick start the ATPE study, and
Rudolf Wieser for his support within the OPS CH team. I am also particularly thankful of the teams
at: ATPE Sales, ATPE Engineering, ATPE Project Management, ATPE Product Management, BU
DMPC Sales Management, BU DMPC Supply Chain Management, Turgi Supply Chain Management,
Turgi Production and Purchasing for welcoming me into the ABB world and for their support and
insights.
MIT
Particular thanks go to my two advisors, Don Rosenfield and Michael Triantafyllou, for providing
vital guidance and advice, both while I worked on the project and while writing this thesis. I am also
very thankful of the LGO office staff for all their responsiveness and the seamless support I received.
Last but not least, my experience at MIT would not be nearly as memorable and unique without my
LGO and MBA classmates.
Finally, I thank my family for being present and supportive during my two-year LGO adventure.
5
Page Intentionally Left Blank
6
Contents
A b stract .............................................................................................................................................................................................. 3
A ckn ow led gem en ts ...................................................................................................................................................................... 5
C on ten ts ............................................................................................................................................................................................. 6
A bb reviation s ............................................................................................................................................................................... 10
1-
In trod u ction ................................................................................................................................................................... 1 1
1.1
Pu rp ose an d Scop e of Project ............................................................................................................................... 1 1
1.2
M otivation , C h allen ges, O bjectives .................................................................................................................... 1 1
1.3
H yp othesis an d Exp ected R esu lts ....................................................................................................................... 12
1.4
A p p roach ......................................................................................................................................................................... 13
1.5
Th esis outlin e ................................................................................................................................................................ 13
1.6
C on clu sion ...................................................................................................................................................................... 14
2 -
C om p any b ackgroun d ............................................................................................................................................... is
2.1
In trod u ction to A B B G roup .................................................................................................................................... is
P ow er p rod u cts ...................................................................................................................................................................... is
P ow er Sy stem s ....................................................................................................................................................................... is
Low V oltage P rod u cts ......................................................................................................................................................... is
P rocess A utom ation ............................................................................................................................................................. 16
D iscrete A utom ation an d M otion .................................................................................................................................. 16
2.2
D iv ision of D iscrete A utom ation an d M otion ............................................................................................... 16
2.3
Business Unit Pow er Conversion and new structure ............................................................................... 17
2.4
Product line Excitation and Synchronizing Systems (ATPE) ............................................................... 18
3-
Literature Review ....................................................................................................................................................... 2 0
3.1
In trod u ction ................................................................................................................................................................... 2 0
3.2
Sales an d O p eration s Plan n ing ............................................................................................................................. 2 0
D em an d Plan n in g .................................................................................................................................................................. 2 1
Su p p ly Plan n in g ..................................................................................................................................................................... 2 1
3.3
Forecastin g ..................................................................................................................................................................... 2 2
Forecastin g b u sin ess that fl ow s in regu larly .......................................................................................................... 2 2
Forecastin g b u sin ess that fl ow s in sp orad ically ................................................................................................... 2 2
3.4
M aterial Procu rem en t an d Flexibility .............................................................................................................. 2 3
Q u an tity fl exib ility su pp lier agreem ents .................................................................................................................. 24
Classification of supplier relationships between ABB and suppliers ........................................................ 24
7
4-
B en ch m arking S& O P across other P G 's an d B U 's..................................................................................
26
4.1
Introduction ...................................................................................................................................................................
26
Scop e of b enchm arking ......................................................................................................................................................
26
M eth od of b en ch m arking ..................................................................................................................................................
26
4 .2
B en ch m arking R esults..............................................................................................................................................
27
In tern al B e nchm arking ......................................................................................................................................................
27
E xtern al Ben chm ark ing .....................................................................................................................................................
30
4.3
A ssessm ent of ben chm ark ing results...............................................................................................................
31
4 .4
Su m m ary .........................................................................................................................................................................
31
5
Stu dy at A T P E O PS CH ..............................................................................................................................................
33
5.1
Introd uction ...................................................................................................................................................................
33
5.2
Fu nctions and operation of A TP E.......................................................................................................................
33
A T P E O P S C H sales dep artm ent ....................................................................................................................................
33
ATPE Global Product and Technology M anagem ent .....................................................................................
35
-
A T P E O P S CH Project M anagem ent.............................................................................................................................35
A T P E O PS CH E lectrical & M echanical E ngineering ............................................................................................
35
A T P P (Purchasing and Production) .............................................................................................................................
36
ATPE's Gate Model: from sales to project execution and delivery to customer ............
36
5.3
Study of sales forecastin g .......................................................................................................................................
37
Cu rrent forecasting m ethod ............................................................................................................................................
37
Sales Pipeline Analysis .......................................................................................................................................................
38
5.4
S tudy of p roject material procurem ent...........................................................................................................
55
Challen ges in p rocurem ent of p roject m aterial.................................................................................................
55
Proposed approach to improve project material procurement...............................................................
55
O p tim ization of p roject m aterial purchasin g ...................................................................................................
58
5.5
Sum m ary .........................................................................................................................................................................
66
6
Conclusion ......................................................................................................................................................................
67
6.1
Sum m ary of m otivation, challenges, and objectives............................................................................
67
6.2
Su mmary of Recom m endations to A T P E ........................................................................................................
67
6.3
Major lessons learned for the BU and recommendations for further work............................68
-
Exhibit 5.3.1 .............................................................................................................................................................................
69
Exhib it 5.3.2 .............................................................................................................................................................................
70
8
Exhibit 5.3.3 ............................................................................................................................................................................. 71
Exhibit S.3.4 ............................................................................................................................................................................. 72
Exhibit S.3.S ............................................................................................................................................................................. 73
Exhibit S.3.6 ............................................................................................................................................................................. 74
A PPEN D IX S.4 ............................................................................................................................................................................... 7S
Exhibit S.4.1 ............................................................................................................................................................................. 7S
Exhibit S.4.2 ............................................................................................................................................................................. 76
R eferences ...................................................................................................................................................................................... 77
9
Abbreviations
ABB
ASEA Brown Boveri
ATO
Assemble to Order
ATPE
ABB Excitation and Synchronization Equipment Product Line
ATPE OPS CH
Swiss Operation of ATPE
ATPP
ABB Turgi Production Organization
AVR
Automatic Voltage Regulator
BOM
Bill Of Material
BTO
Build to Order
BU
Business Unit
B2B
Business-To-Business
CHF
Swiss Francs
CRM
Customer Relationship Management (software)
CTO
Customize to Order
ERP
Enterprise Resource Planning
ETO
Engineer to Order
GPG
Global Product Group
GPL
Global Product Line
LEC
Local Engineering Center
MNC
Multinational Corporation/Company
PG
Product Group
PL
Product Line
PRU
Product Responsible Unit
R& D
Research and Development
ROW
Rest of World
SES
Static Excitation System
S&OP
Sales and Operations Planning
10
1 - Introduction
1.1
Purpose and Scope of Project
The purpose of this project and thesis is to perform a deep, data-driven study on aspects of Sales
and Operations Planning in an Engineer-to-Order industrial context. This study proposes
1)
a forecasting model whose inputs are business-to-business sales data and
2)
a material procurement model that optimizes material ordering schedule taking advantage of a
supplier flexible ordering concept
The project is carried out within a six and a half months period at the Turgi location of the ABB
Group. The study outlined above is aligned with the Division-wide drive of ABB's Discrete Motion
Division for Operational Excellence.
Since ABB has a hands-on, engineering driven culture, the project scope is deliberately narrowed
down and focused on one Product Line of the Group (Excitation Systems), so that recommendations
are specific and practical.
It is hoped though that the insights and recommendations can serve as examples for wider
improvements on a Business Unit or Division level.
1.2
Motivation, Challenges, Objectives
Organizations with a focus on engineering and product innovation traditionally compete on
superior product performance, long customer relationships, and solutions tailored to customers'
needs.
However, they also face pressures to become more responsive to a more volatile and fast paced
business environment. This creates the need to better anticipate and plan for future business intake
and to better plan to have the right resources at the right place at the right time.
11
The Excitation Systems Product Line of ABB often faces related external and internal pressures:
"
customers that demand faster delivery times for complex engineered systems
*
project opportunities that shift unpredictably to the future
"
projects that have to be delayed because of missing or delayed material
"
an engineering workforce that is frequently overloaded because of spikes in demand
The objectives of the project are to offer improvement recommendations in two key areas:
*
business forecasting
*
material planning
The deliverables consist of high level insights that point out the key items that affect the planning of
the organization and of a set of recommendations and tools that will help the management of the
Product Line drive improvements on those items.
1.3
Hypothesis and Expected Results
A typical Engineer to Order organization is expected to not be as mature in S&OP as a typical Make
to Stock or Make to Order organization; the reason being the low volume-high mix nature of an ETO
operation.
However, the hypothesis is that a deep study driven by data can reveal opportunities for improving
organizational coordination and responsiveness and creating competitive advantage.
The expected results from this project is that Excitation Systems will take action on improving the
key points pointed out by the study, utilizing the methods and tools developed. This will enable the
organization to:
12
"
understand the dynamic of the sales pipeline and manage the sales force efforts to create
demand that is satisfactory in volume and to mitigate expected unwanted demand volatility
throughout the year
"
drive down the lead time of project execution by reducing the lead time of material purchasing,
by utilizing a cost optimal method that balances material uncertainty risks with flexible ordering
policies and lead time reduction.
1.4
Approach
The approach taken throughout this project consists of the following pillars:
"
stakeholder interviews: understanding the context, strategy, culture, functions and internal and
external interrelations
"
relation building: during a busy time it is important to effectively make the case for the project
and its benefits so that busy stakeholders invest their time in supporting and buy in on the
recommended methods
"
data collection: data collected daily and in parallel for forecasting and material planning.
Sources range from databases to interviews, daily observations, lunch discussions, media
coverage
"
data analysis: data driven development of recommendations and models
*
pilot project: case study of supplier lead time reduction and effort to drive immediate
improvements
1.5
Thesis outline
Chapter 2 provides background to the ABB group, and the organizational belonging of the Product
Line Excitation Systems.
13
Chapter 3 explores the current literature on ETO S&OP and on supplier flexibility contracts.
Chapter 4 describes the method and results of benchmarking planning methods in other Product
Groups and Business Units within ABB. The analysis of the benchmarking results drives the
priorities for the study of S&OP at ATPE.
Chapter 5 provides more detailed information on ATPE's operation and on internal and
collaborating functions. It then proceeds with the actual study of sales forecasting and project
material procurement planning, outlining for each part of the study the current processes; the
proposed approach for improvements; the methods and tools developed; and the results that can be
achieved from said methods and tools.
Chapter 6 summarizes the motivation and objectives of the project, as well as the key
recommendations to ATPE. It also summarizes the major lessons that are learned for the whole
Business Unit Power Conversion. Finally, it suggests areas for further work and future projects.
1.6
Conclusion
This thesis proposes a forecasting model for Engineer-to-Order organizations and a material
procurement model that uses supplier flexibility to optimize the ordering schedule. The thesis is
based on the project carried out at ABB Group's Product Line Excitation Systems. The
recommendations and tools proposed here are developed in the context of this Product Line's
forecasting and material procurement.
14
2 - Company background
2.1
Introduction to ABB Group
ABB is a global provider of power and automation products and technologies. Based in Zurich,
Switzerland, the company operates in approximately 100 countries. At year-end 2012, ABB group
employed 145,000 people in all its locations, and reported revenues of $39.3 billion.
ABB's business is comprised of five divisions that are in turn organized in business units in relation
to the customers and industries that are served.
Those divisions are:
Power products
The product offering across voltage levels includes circuit breakers, switchgear, capacitors,
instrument transformers, power distribution and traction transformers, as well as a complete range
of medium voltage products. The division's main customers are electric and other infrastructure
utilities, industries across the spectrum and commercial enterprises.
Power Systems
Power Systems division provides turnkey solutions for traditional and renewable energy based
power generation plants, transmission grids and distribution networks. The division's main
customers are power generation, transmission and distribution utilities, other infrastructure
utilities, industries across the spectrum and commercial enterprises.
Low Voltage Products
Low Voltage Products and solutions are used in electrical applications from residential home
automation to industrial buildings, including low-voltage circuit breakers, switches, control
products, wiring accessories, enclosures and cable systems. LV Products are mainly sold to
15
distributors, installers, panel builders, OEMs, system integrators, contractors, architects and end
users.
Process Automation
The Process Automation division provides products, systems and services to be used in industrial
processes. Solutions include turnkey engineering, control systems, measurement products, life cycle
services, outsourced maintenance and industry specific products (eg, electric propulsion for ships,
mine hoists, turbochargers and pulp testing equipment). The main customers are the process
industries such as oil and gas, petrochemicals, mining, metals production, marine, pulp and paper,
and cement.
Discrete Automation and Motion
This division produces motors, generators, drives, mechanical power transmission, robotics,
programmable logic controllers (PLCs), wind converters, solar inverters, voltage regulators,
rectifiers, UPS systems, excitation systems, traction converters, fast DC chargers. Its main
customers are manufacturers, OEMs in a variety of industries, utilities, end users in a variety of
process industries.
2.2
Division of Discrete Automation and Motion
The division of Discrete Automation and Motion comprises four business units:
Drives and Controls
- Indicative products: low voltage AC drives, medium voltage drives, DC Drives
Motors and Generators
16
- Indicative products: low voltage motors, high voltage motors and generators, wind power
generators, diesel generators, gas and steam turbine generators, hydro generators, tidal
waves generators
Robotics
- Indicative products: industrial robots, robot controllers and software, industrial software
products, robot applications and automation systems for automotive, foundry, packaging,
metal, solar, wood, plastics, etc. industries
Power Conversion
- Indicative products: advanced power electronics, converter products, excitation and
synchronizing systems, high power rectifiers, power quality and power protection products
(including UPS),
traction converters,
wind turbine drives, solar inverters, charging
infrastructure for electric vehicles
2.3
Business Unit Power Conversion and new structure
The project focuses on the Excitation Systems Product Line, which belongs to the Power Conversion
Business Unit. The BU underwent restructuring in 2012-2013 and its product groups as of February
2014 are shown in figure 1.
17
BU Power Conversion
Overview Product Groups
of
I
16
-
Solar inverters for
residential,
commercial and
utility-scale use
. Micro inverters
- String inverters
- Central inverters
- LV wind turbine
converters
- MV wind turbine
converters
Fuel cell inverters
Tidal energy and
river converters
- Tumkey inverter
solutions
Figure
2.4
1-
- AC-DC
converters
Product Groups of
DC-DC
converters
Network power
systems
Three-phase
modular UPS
systems
Three-phase
standalone UPS
systems
Single-phase
standalone UPS
systems
BU
i
LV and MV power
converter products
Mass transit
propulsion and
and systems
auxiliary
Excitation and
converters
High power
synchronizing
propulsion
systems
High power
for locomotives
rectifiers
h
s
t
DCwyiepwrhigh-speed trains
s DC wayside power
solutions
DC fast chargers
and systems
AC chargers
(systems
applications)
Power Conversion - source: ABB Group
Product line Excitation and Synchronizing Systems (ATPE)
The Product Line (PL) Excitation and Synchronizing Systems will be referred to from here onward
as ATPE, in line with ABB's internal naming system. This product line primarily provides a range of
automatic voltage regulators (AVRs) and static excitation systems (SES) used with synchronous
generators and motors. Figure 2 shows the product families offered, ranging from the small UN 1000
AVR which is made to stock (and upon sale is configured to order and delivered to customer), up to
the larger UN6080 and UN6800 SES's which are sold on an engineer-to-order (ETO) business model.
UN1000 makes up a small fraction of ATPE's overall business, and the project focuses solely on the
larger, ETO systems.
18
It should be noted that ATPE has embarked on an effort to make part of its business customize to
order (CTO, see (Lenis, 2013)), however the bigger part of the business still operates under the ETO
model.
It should also be noted that, throughout the project, both the ETO and the CTO models were kept in
mind for the approaches taken and the tools developed.
Product family
UNITROL* product portfolio
I
UNITROL 6800
50/60Hz
SES, Thyristor type
50/60 Hz
UNITROL 6080
SES, Thyristor type
UNITROL 6080
823
31
16 2/3 . 50/60 ... 400 Hz
AVR, Thyristor type
4cnetr
DC, AC: 16 2/3 ... 50/60 ... 400 Hz
AVR, IGBT type
UNITROL 1000
I
3
I
10
I
15
I
I
I
40
100
400
I
I
800 1000
I
I
I
2000
4000
10000
Excitation current I
[ADC]
Figure 2 - ABB Excitation Systems product offering - source: ABB Group
I
19
3 - Literature Review
3.1
Introduction
This chapter describes the concept of Sales and Operations Planning, both for Volume Businesses
and for Low Volume-high mix environments. Then it addresses the specifics of Planning related to
this project and discusses the current literature on forecasting and material procurement and
supplier flexibility.
3.2
Sales and Operations Planning
Sales and Operations Planning ("S&OP", or also "Integrated Business Planning", IBP) answers the
fundamental question: "Are we doing what's needed in the 2-3 years ahead to achieve our strategy?"
To answer these questions, S&OP prescribes a business process that brings together all
stakeholders in the development and execution of a company's strategy:
*
Sales
*
R&D
*
Product Management / Marketing
*
Engineering
*
Supply Chain and Procurement
*
Production
*
Finance
The main parts of the process are usually repeated on a monthly basis and consist of business
forecasting and demand planning, and of supply review and planning. The demand plan and supply
plan are reconciled and specific actions are agreed on to ensure proper execution of these plans.
20
Throughout the cycle all stakeholders are able to and required to offer their input - this
involvement brings the sought-after buy-in which is essential for the agreed actions to actually be
carried through. According to (Wallace, 2004), S&OP enables people to view the business
holistically and to make solid, informed decisions. Viewing different parts of the business separately
can lead people to make suboptimal decisions.
(Sousa, Thome, & do Carmo, 2014) show that S&OP practices have a broad impact across several
performance dimensions and are a powerful lever for generating manufacturing performance.
Demand Planning
An organization implementing S&OP should recognize that:
1)
Customer demand is the result of the firm's marketing and selling activities
2)
Because the marketing and selling activities create the demand, the demand plan should be a
reflection of marketing and selling activities.
3)
The demand plan numbers are the expected results of the planned marketing and sales efforts.
Therefore, the organization needs first to be able to understand how its marketing and sales
activities affect demand in terms of both business volume and timing (Oliver Wight, 2013).
Supply Planning
Supply Planning covers the planning for the required resources to be available at the right quantity,
in the right place, and at the right time. In the case of an ETO organization, these resources are
Engineering, Materials, and Production and Testing Capacity.
A reconciled demand and supply plan will ensure that the above capabilities are managed in
anticipation of the upcoming demand, rather than reactively.
21
3.3
Forecasting
Forecasting business that flows in regularly
The current forecasting method employed by ATPE is a bottom-up aggregation of demand estimates
from different geographical regions, different products, or different channels into an overall
forecast. Although this method is straightforward and intuitive, it is also subject to a great deal of
uncertainty and an aggregate forecast will be more accurate on a percentage basis (Rosenfield,
1994). Therefore, it is attempted to build an aggregate forecasting model. Furthermore, the
forecasting scope can include several different breakdowns of an aggregate forecast (Rosenfield,
1994):
*
by geographic region
*
by product group or item
"
by customer group or channel
*
by shorter time period
It is chosen to perform the first level of disaggregation at the shorter time period (month) in order
to facilitate the development of the monthly S&OP cycle.
Forecasting business that flows in sporadically
In cases of intermittent demand it is not possible to work with typical demand arrival distributions
(e.g. Poisson). A method usually employed by computerized inventory control systems to forecast
sporadic demand items is the Croston method, which has certain shortcomings- (Snyder, 2002)
proposes improvements to this method with use of bootstrapping. Smart Software Inc. (Smart,
2002) also markets a bootstrapping technique that creates brings two main benefits: more accurate
evaluation of the probability of zero demand, and more accurate representation of a heavy tail (i.e.
rare occurrences of demand that is much higher than the mean).
22
In this project there is an example where data showed that new business arrives in a sporadic way
(India and China end customers) and where such methods could be proposed. However, according
to stakeholders on sales data collection, actual arrival of new business is less sporadic than data
implies, mainly due to a sporadic maintenance of the database. Therefore it was chosen to model
incoming business with a best fit probability distribution and to recommend that data collection is
improved (improvements are already being made with the introduction of global sales opportunity
monitoring).
3.4
Material Procurement and Flexibility
(C. Hicks, 2000) touches on the important but not commonly treated issue of ETO procurement.
Procurement in ETO companies obtains the specifications for components and sub-systems from
the design function. According to (C. Hicks, 2000), engineering design may specify items during the
detailed design process. This may cause a delay in the availability of detailed specifications. Parts
that have long lead-times should be considered early in the design process. Special supplier
relations are required to handle the remaining uncertainty in the exact specification. Furthermore, if
there is only limited re-use of engineering designs across orders unnecessary variety can be
introduced. This variety increases the complexity of procurement and introduces uncertainty and
risk. In general, the use of standard designs allows sourcing decisions to be made later.
(van Kampen, van Donk, & van der Zee, 2010) also discuss two alternative approaches to coping
with uncertainties in demand and supply: safety stock (company maintains stock of all required
components in anticipation of future demand) and safety lead time (company orders components
earlier, often with uncertainty on their specification).
To tie back to S&OP, (Sousa, Thome, & do Carmo, 2014) show that integration with suppliers
amplifies the effect of internal S&OP on performance.
23
These above concepts are leveraged in this project and a supplier flexibility framework is proposed;
an optimization model is built based on this framework in order to minimize the costs of ordering
under specification uncertainty.
Quantity flexibility supplier agreements
(A. A Tsay, 1999) discuss the quantity flexibility contract as "a method for coordinating materials
and information flows in supply chains operating under rolling-horizon planning". These contracts
feature a maximum revision in material quantity per planning iteration which effectively defines a
quantity range for each planning period. The supplier is obliged to cover any quantity increases
within that range and the customer is obliged to purchase at least the minimum quantity within that
range.
In an analogy to QF contracts, the flexibility framework proposed in this thesis will look ask for
specification flexibility. In collaboration with the supplier, the customer is asked to commit to
ordering a component as early as possible during planning of a project, but is only required to
provide the basic specification of this component at this point in time. The supplier, on the other
hand, is required to honor its lead time commitment (i.e. to reserve materials and capacity) with
time starting at this early order stage. At the next step, the customer is required to provide the
supplier with full specification, not later than a time stipulated by the supplier, so that on time
delivery of the component is possible.
Classification of supplier relationships between ABB and suppliers
The feasibility of supplier flexibility agreements will depend on where a company lies on the
spectrum of its relationships with suppliers. (Rosenfield S. L.-D., 2006) discusses this spectrum. On
the lower end of the spectrum are arm's-length relationships (level 1), which are cost-based and
purchase-order driven, followed by modified vendor relationships (level 2), where value-added
services are offered to customers (e.g. supplier managed inventories). Moving more toward vertical
24
integration, a company may sign long-term contracts with a supplier (level 3), and even further on
the relationship spectrum can be found R&D consortia, joint purchasing agreements (level 4), and
cross-investments in minority equity stakes (level 5).
ABB seems to operate in levels 1 through 3, at least with regards to ABB Turgi. Project material
procurement for ATPE is executed largely on a level 1, cost based basis. However, vendor managed
inventory was quite a common practice on the shop floors in Turgi (level 2), and sourcing managers
usually liaise with major suppliers to agree on yearly quantities (or, at least, on a range of yearly
quantities- approaching the logic of level 3).
In conclusion, although no special supplier relationsare required to handle the remaining uncertainty
in the exact specification were reported, ABB Turgi has gone in many cases beyond the arm's length
supplier relationships.
25
4 - Benchmarking S&OP across other
PG's and BU's
4.1
Introduction
Benchmarking across different groups of the organization is an essential first step in establishing
the organization's current maturity level and identifying transferable best practices and areas for
improvement for ATPE.
This chapter describes the parts within ABB where benchmarking was performed, the method and
targets of this benchmarking, and the results and how they can be used at ATPE.
Scope of benchmarking
*
Internal benchmarking: performed across product groups and product lines of BU Power
Conversion.
0
External benchmarking: a different Business Unit (BU Drives) was chosen for external
benchmarking. This BU is already implementing S&OP and is expected to feature a higher level
of S&OP maturity.
Method of benchmarking
Internal benchmarking is done by interviewing stakeholders of each product group to identify
existing procedures related to S&OP and more generally to forecasting and production planning.
The information collected is analyzed with the target:
1) to understand current best practices that can be transferred to ATPE
2) to understand current challenges, and identify areas for improvement that can have
26
practical impact in an ETO operation like ATPE.
External benchmarking with BU Drives is done at a higher level by interviewing the process
owners of S&OP for the whole BU. The information collected is analyzed with the same target as
in the case of internal benchmarking.
The main method for collecting information is one-on-one interviews, supplemented by
teleconferencing and video conferencing for stakeholders based outside Switzerland.
4.2
Benchmarking Results
This section discusses the best practices and challenges identified in each group where
benchmarking was performed.
Internal Benchmarking
PG Renewables (now split into PG Wind and PG Solar)
This product group provides converters for solar and wind power installations, operating mainly
on an MTO model. It used to belong to BU Drives (the BU used for external benchmarking) and
before being transferred to BU Power Conversion it started implementing S&OP. Therefore it
features an established monthly S&OP cycle.
The following practices were identified:
"
A demand plan is built from forecasts provided by all LECs.
"
The PRU (Product Responsible Unit) centrally manages the procurement of "noble
parts" (critical components with long supplier lead time). For this, the PRU receives local sales
forecasts from the LECs, validates and consolidates forecasts, and sources the noble parts and
distributes them accordingly.
0
For the noble parts, sourcing managers negotiate each category once per year on aggregate.
27
*
For manufacturing & factory-to-factory communication a specific Share-point and meetings
are run between LECs and the PRU with a monthly meeting as part of the S&OP process.
Furthermore, the following challenges were identified:
*
Lack of parts is the most typical and critical problem causing delivery delays rather than lack
of production capacity
"
One of the LECs sends their production master plan to the PRU instead of their forecast as an
input to S&OP. The LEC has a business forecast and a sales forecast but they don't share
those with the PRU.
"
Some customers not always take delivery when supposed to; this makes demand forecast
less trustworthy.
PG Power Control
Within PG Power Control, benchmarking is performed at PL High Power Rectifiers. This is an
ETO operation with many potential customers but very few large projects every year. Market
demand for its products is highly dependent on capital investment on smelter plants (e.g.
aluminum smelter plants) which, in turn, depends on macroeconomic trends.
*
With regards to demand planning, forecasting is considered a difficult task, and as
mentioned, is highly susceptive to trends in capital investment.
"
Another challenge is collecting reliable forecasts from some of the group's LECs (Local
Engineering Centers) abroad.
*
Operations planning falls into project management; the group primarily mobilizes resources
(project management, engineering, material procurement, project logistics) for few, large
projects after a customer order is signed.
28
PG Power Protection
This Product Group provides power protection solutions to corporate and industrial customers. The
business is high volume- low mix and the operating models range from MTS to ATO and MTO.
"
The group collects forecast information from its sales channels partners every August and
compiles a yearly forecast that drives frame contracts with their key suppliers.
"
The group also monitors actual demand on a monthly basis and makes adjustments.
*
A challenge being faced is excess raw material stock levels at the local units of the PG.
PG Transportation
Product Group Transportation provides traction converters that are used in the traction control
of trains. Its customer base consists of a few train manufacturers. The group operates with a mix
of ETO fulfilment (when a new converter is designed, produced, and commissioned) and MTO
fulfilment (after its first few ETO iterations, a converter is subsequently made to order,
according to the customer's quantity needs). Because PG Transportation only sells to a few large
customers, they work closely with these customers and have very good forward visibility into
upcoming demand; also such demand primarily consists of repeat orders for the same type of
converter, therefore material and production resources planning is simplified.
A challenge the group sometimes faces is having inadequate testing capacity, as this resource is
shared with other products.
PG Vehicle Charging
This group was added to BU Power Conversion after a vehicle charging company was acquired by
ABB. The PG currently operates in a more unstructured and entrepreneurial way and does not lend
itself well to S&OP benchmarking.
29
External Benchmarking
External benchmarking was performed with BU Drives S&OP stakeholders, and an effort was made
to get inputs that are more relevant to project based business, such as is ATPE's business.
The following practices were identified:
"
The demand forecast is built by combining a project demand forecast and a baseline demand
forecast.
"
The project demand forecast is built based on signed orders and submitted project quotations
with high enough probability of being won ("high enough" here is rather empirical than strictly
quantified). The probability is multiplied with the project value to give the expected project
value.
"
The baseline demand forecast is built with heuristics that take into account data such as PMI
across countries, seasonality patterns, and historical order intake across industries, regions, and
countries.
"
The further into the future, the project demand forecast constitutes an increasingly smaller
percentage of the total forecast, and the baseline demand forecast constitutes an increasingly
higher percentage of the total forecast.
*
Forecast accuracy is monitored by tracking the past 3 month bias divided by the past 12 month
mean absolute deviation (MAD).
Furthermore, the following challenges were identified:
"
Project information is dispersed across many locations and in offline spreadsheets, so it is
harder to frequently collect updated information.
*
The method for assigning probabilities to projects is empirical and dependent on personal gut
feeling and experience of sales managers.
30
4.3
Assessment of benchmarking results
Figure 3 summarizes the practices and challenges identified through internal and external
benchmarking. Practices and challenges are phrased in a simplified way, and recurring themes are
only included once. Figure 3 serves to prioritize the capabilities and challenges that the project will
focus on at ATPE. A scoring system is used that takes into account for each item in the table: its
relevance to the ATPE project, the level of maturity at ATPE (expressed as immaturity to facilitate
adding up the scores), the potential impact of developing such practice or solving such challenge at
ATPE, and the practicality of doing so within the project's timeframe.
The items that should be prioritized, according to the assessment, are:
*
developing the demand plan based on project information
*
addressing missing parts
*
improving probability assignment methods
4.4
Summary
This chapter described the benchmarking performed, within and outside the BU Power Conversion,
with the objective to identify practices and challenges that can be relevant to the project at ATPE.
Also, a scoring assessment was discussed, which was performed in order to prioritize the items the
project will focus on. According to the assessment, priority has to be given to: developing the
demand plan based on project information, improving probability assignment methods, and
addressing missing parts and excess raw material stock.
As a final note, the study at ATPE takes into account the above results and their assessment, but also
remains flexible in case further opportunities are identified and/or stakeholder analysis shifts the
weight of the study toward a subgroup of the items.
31
Relevance to
ATPE project
ATPE
immaturity
potential
impact if
developed
practicality
OVERALL
PRIORITY
demand plan from LECs forecast
high
medium
high
low
MEDIUM
PRU noble parts sourcing
high
low
high
low
MEDIUM
medium
low
medium
low
LOW'
Share point monthly coordination
high
medium
medium
high
MEDIUM
monthly monitoring of demand and
forecast adjustment
high
medium
medium
high
MEDIUM
demand plan built from projects
information
high
medium
high
high
HIGH
forecast accuracy tracked
high
high
high
low
MEDIUM
Relevance to
ATPE project
ATPE
immaturity
potential
impact if
addressed
practicality
OVERALL
PRIORITY
Lack of parts creates delays
high
high
high
high
HIGH
Challenging to collect reliable LEC
forecasts
high
medium
high
low
MEDIUM
Customers do not take delivery of
order when supposed to
low
low
low
low
LOW
Excess raw material stock
high
medium
medium
medium
MEDIUM
Inadequate testing capacity
low
low
low
low
LOW
Assigning project probabilities is
empirical
high
high
high
high
HIGH
Project information dispersed/offline
high
low
high
medium
MEDIUM
PRACTICES
yearly supplier negotiations
CHALLENGES
Figure 3 - Assessment of S&OP practices and challenges
32
5
5.1
- Study at ATPE OPS CH
Introduction
Based on the conclusions drawn from S&OP benchmarking, the study on S&OP at ATPE OPS CH
focuses on two key areas:
1)
understanding the current forecasting challenges and proposing an alternative forecasting
method using projects information
2)
addressing challenges related to material procurement (missing parts)
This chapter first provides a description of the key functions of ATPE and the way ATPE
currently operates. Next, it describes the study made on forecasting and material procurement.
5.2
Functions and operation of ATPE
ATPE OPS CH consists of a sales department, a project management department, and an engineering
department. Working tightly with OPS CH are the teams responsible for global product and
technology management of ATPE, and the ATPE international operations team. OPS CH also
collaborates with the purchasing and production organization of Turgi, which is called ATPP.
ATPE OPS CH sales department
The Salesforce of ATPE operates on a typical Business-To-Business (B2B) model: area sales
managers are responsible for a set of countries each, and serve as the connection between ATPE and
customers.
At the first step of the sales process, ATPE approaches a customer who is considering a project that
will require an excitation system. This step is called early pursuit.
33
Next, the Salesforce works with the customer and receives a request for quotation (RFQ). This step
is called lead generation.
After the RFQ submission, ATPE sales work to create a technical proposal and a commercial
proposal. The point at which the commercial proposal is submitted to the customer is referred to as
tender submission or bid submission.
The customer reviews the proposals and, if they decide to pick ABB as the excitation system
supplier, a purchase order is signed. This step is called "order booked", "order won", or "order
signed". If the customer does not move forward with their project then the project is considered
"cancelled"; if the customer decides in favor of a competitor, then the project is "lost".
Sales information databases
As described, the sales process passes through four main steps: early pursuit, lead generation, bid
submission, and order signing. To track the evolution of project opportunities, ATPE uses software
which are described here:
E!Base
ATPE has used for almost a decade an opportunity tracking database called E!Base. On E!Base, the
sales managers have been inputting opportunities primarily from the bid submission step and
onward. This database has been gradually phased out beginning of 2013 and replaced with
ProSales, an online opportunity tracking tool that is being deployed by ABB at a group level.
ProSales
Since ATPE switched to ProSales, the sales managers are required to "open" a new opportunity from
the point of early pursuit and onward. As the opportunity evolves to the next steps, the sales
manager overwrites the relevant opportunity status updates. For example, for an opportunity that
34
passes from lead generation to bid submission, the status is updated from "lead generation" to "bid
submitted". This way, the whole sales pipeline is monitored and updated. However, it must be noted
that currently only the date for the latest update is stored, because every status update is
overwritten on top of the previous status update.
In addition to the status updates, the sales manager inputs the expected value of the opportunity,
the expected date of order, and the probability of ABB winning the order. These inputs are based on
the specifics of the opportunity, market intelligence, customer input, and the sales manager's
experience and personal judgment.
ATPE Global Product and Technology Management
The Product Management department is responsible for the product and marketing strategy of
ATPE. In the context of S&OP they are important stakeholders as they are also responsible for
communicating ATPE's material needs forecast to ABB's stock management organization. To fulfil
this role, product management utilizes the sales information databases and builds the material
forecast.
ATPE OPS CH Project Management
The Project Management department takes over from Sales when an opportunity converts to an
order. The department plays a key role in coordinating the handover of project information from
Sales to Engineering and in managing the work of Engineering, Purchasing, Production, and Testing
for every project.
ATPE OPS CH Electrical & Mechanical Engineering
The engineering workforce of ATPE is responsible for adapting the design of each excitation system
sold to the customer's requirements. Mechanical engineering is also responsible for integrating each
system's electrical engineering design and mechanical layout into CAD format and generating the
35
Bill of Materials (BOM). The BOM is essential to the purchasing and production department for
ordering project material from suppliers.
ATPP (Purchasing and Production)
When engineering has finished the engineering work on a project, it hands over to ATPP a
production order for the respective excitation system, accompanied by the BOM. ATPP is
responsible for ordering the required project material from suppliers and for managing the
assembly and testing of the system.
ATPE's Gate Model: from sales to project execution and delivery to customer
ATPE organizes its project execution according to a gate (milestones) model, as shown in figure 4.
After Sales win a new order, they hand the project over to project management (GI). The handover
is completed at G2 and engineering can start working on the project. At G4, the engineering design is
finalized and project material is ordered. When the material arrives (G5), assembly starts, and is
followed by testing and then delivery to customer (G7). The time at which each gate is passed is T1
for GI, T2 for G2 etc.
0)
(D
time:1T
0)
G2
~
T2
__
N
G4 cu
T41ITS
T31I
Figure 4 -Gate model of ATPE project execution
36
G56'_1
TO,
T1
5.3
Study of sales forecasting
Current forecasting method
ATPE has developed a practical forecasting method that takes into account all open opportunities.
The forecast for incoming business is a weighted sum of all open opportunities. The weighting factor
for each opportunity is the probability that it will successfully convert into an order for ABB. The
time at which is opportunity is accounted for in the forecast is dictated by the expected order date.
By adding all weighed opportunities over the future months, ATPE builds the overall forecast.
This forecast is utilized by product management in building the demand plan for stock material.
However, the current practice of product management is to ignore the assigned opportunity
probabilities; instead they assign 100% to all opportunities and use internally developed heuristics
to make sure that material stock outs are avoided.
Two areas for improvement are identified here, which lead to two fundamental questions:
1)
Can the dynamic of ATPE's sales pipeline be better understood and analyzed?
The expected closing time of each opportunity is very uncertain and more often than not, it shifts to
the future before an order is finally placed.
2)
Can the win probability be assessed or benchmarked in a better way?
The win probability assigned to each opportunity is based on the sales manager's experience and
personal judgment, and there is a lack of trust on these probabilities as the forecast is passed on to
product management.
To answer these questions the historical sales data of ATPE are collected and used in order to
analyze the Sales Pipeline.
37
Sales Pipeline Analysis
Sales historical data
ATPE has used E!Base to track sales data and recently (2013) switched to ProSales. E!Base has been
used at a "steady state" (i.e. post ramp-up of tool use and pre phase-out) for 7 years, whereas
ProSales is still in the ramp-up phase. Therefore, it was deemed reasonable to use the E!Base
database as a source of historical sales data, and to ignore the first few months of sales data on
ProSales.
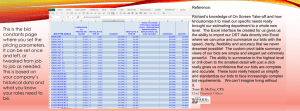
Figure 5 shows a small sample of the E!Base data that is relevant for analyzing the pipeline. For each
opportunity, there is a bid date and an expected order date. ATPE has been collecting sales
information consistently only from the point after an opportunity reached the "bid submitted"
status. After the bid submission, an opportunity is either won (Order), lost (Lost).
Bid No
Sale Status
Bid date
Order Date
1111
2222
3333
4444
5555
6666
7777
8888
9999
11110
12221
13332
14443
15554
16665
17776
18887
Lost
Lost
Bid submitted
Lost
Bid submitted
Order
Order
Order
Order
Order
Order
Bid submitted
Order
Order
Order
Lost
Order
2009-06-24
2009-07-01
2009-07-01
2009-07-02
2009-07-03
2009-07-05
2009-07-05
2009-07-05
2009-07-05
2009-07-05
2009-07-05
2009-07-08
2009-07-10
2009-07-10
2009-07-10
2009-07-14
2009-07-15
30.06.2010
01.04.2010
30.03.2012
31.10.2009
29.07.2009
29.07.2009
29.07.2009
29.07.2009
29.07.2009
29.07.2009
31.12.2013
29.07.2009
29.07.2009
30.07.2009
30.06.2010
Figure 5 - Sample data from E!Base, ATPE's legacy sales information database
38
A two-component forecasting model is built that utilizes the historical data of ATPE's sales
pipeline as follows:
component 1: The time at which a bid is submitted is considered the time when a "new
opportunity" arrives. The model considers the probability distribution of number of arrivals of new
opportunities with time. This is the model's first component.
component 2: Next, the model considers the way with which submitted bids (=new probabilities)
may evolve with time (won, lost, or remaining open). For the bids that are won, the model considers
the time to order (the time between the opportunity arrival date (= by definition bid submission
date) to the opportunity closing date), and the probability distribution which the time to order
follows.
The model will predict the number of bids that will close at time X in the future as follows:
# of bids that will convert to orders at period "X" =
current open bids Prob(closing
(component 1)
X - ti) +
X N(j) * Prob(closing X - j)
(component 2)
where:
ti= time of opening of each opportunity, i.e. bid submission date
X= time for which forecast is predicting, e.g. week 13 of current year
j= time between now and X at which new opportunities can open
N(j)= expected # of probabilities to open at time j
39
Based on interviews with stakeholders of the sales process and E!Base, it is chosen to segment the
global market for excitation systems as follows:
"
Opportunities with end customers in China & India
*
Opportunities with end customers in the Rest of the World (ROW)
The reason for this segmentation is the business culture in China: ABB Chinese sales representatives
are reported to delay reporting new opportunities until the representatives are almost certain that
these opportunities will convert to actual orders. Therefore, it is believed by ATPE that the data for
China end customers does not represent the true dynamic of the market and should be studied
separately. Because a significant amount of business to Indian end customers passes through
Chinese sales representatives, data on opportunities with Indian end customers is also part of this
segment.
End Customers in China and India
For end customers in China and India, the rate of new bid submissions per month is analyzed. A
probability distribution is fitted to the monthly number of new bid submissions. Figure 6 shows the
best fit, a geometric distribution. Figure 7 shows the cumulative frequencies of the data and the
respective cumulative distribution curves for the geometric distribution. Appendix 5.1, exhibit 5.1.1
contains the fitting results and the goodness of fit rankings. The best fit distribution is a geometric
distribution supported on the set {0,1,2,3...} with parameter p=0.227. The mean represents the
expected number of new bid submissions within any given month and is, by definition of the
geometric distribution:
E[monthly bid submissions]
-
p
=
3.405 new bids per month
40
ProbabsMy
Densdy Fumcuon
028
: 24
0
22
02
Die
01
1112
0,
00-
006
04
0
2
6
4
a
12
10
14
is
Is
20
22
Geonatflc
s&""
Figure 6 - X-axis: monthly number of new bids to CN & IN end customers; Y-axis bars: frequency of observation in
the data of respective number of bids. Curve: best fit probability distribution (geometric)
CumlOatwo Disnb01on
Fucion
09-
07
06-
0 5OA4
03
0,201
01
0
2
4
6
0
10
,-SaffOsl
12
14
10
10
20
22
-Oet
Figure 7 - Cumulative observation and probability distribution of previous figure. X-axis: new monthly bids to CN
& IN end customers; Y-axis: cumulative frequency of observation in the data of respective number of bids
The data and the corresponding distribution accurately reflect the stakeholders' remarks: There is a
27.5% probability that, in any given month, there will be no new bid submissions. Furthermore, the
analysis of the bid submissions inter-arrival times (performed with a daily resolution) shows that, if
41
a bid is submitted on any given day, there is a 64% probability that at least another bid will be
submitted on the same day (see figure 8 - Appendix 5.1, exhibit 5.1.2 contains the fitting results and
the goodness of fit rankings). This observation supports the claim that sales representatives "batch"
reporting of new opportunities. By observing figure 8, it can be deduced that the inter-arrival times
can be approximated by a combination of a spike at "0" days and a uniform distribution ranging as
high as 1-128 days (the arrival of new bids to India & China end customers is sporadic). Although
the distribution in Figures 6 and 7 will be used in the forecasting model, it is recognized that the
current data limits the model's ability to predict bid submission arrivals from India and China end
customers.
Probabiliy Density Function
0.64056048
04
032
0.24
016
008
0
40
6.
50
-Sample
-D.
Uniform -
s
70
Geom
90
100
110
120
130
etic
Figure 8 - X-axis: inter-arrival time of new bids in days; Bars (Y-axis): sample distribution of inter-arrival times of
new bids. Curves: best two fit probability distributions, uniform and geometric
Next, the distribution of the times from bid submission to order booking is studied. (for the bids that
ended up converting into orders). The objective is to model what fraction of successful bids converts
to orders within a given period in time. Figure 9 shows the frequencies and two best fit distributions
and figure 10 shows the cumulative frequencies and distributions. The best fit distribution is a
42
logarithmic distribution (can also be observed by visual inspection in figure 10). Appendix 5.1,
exhibit 5.1.3 contains the fitting results and the goodness of fit rankings. An important observation
drawn from the data is that the bids that end up converting to an order, are more probable to
convert very soon rather than later. For example, the cumulative distribution shows that, out of the
bids submitted this week which will convert to an order, 50% will have converted within the first 5
weeks from today and more than 70% will have converted within the first 20 weeks from today.
Probability Density
Function
0.16
0.14
0.12
0
20
40
60
60
100
120
-00mple
140
-GeOmetr0c
100
180
200
220
240
200
280
-- L0 gar1thm11
Figure 9 - X-axis: number of weeks from bid submission to order from CN and IN end customers; Y-axis bars:
frequency of observations in the data of respective number of weeks. Curves: best two fit probability
distributions, logarithmic and geometric
43
Cumulatie
Distibution Fonction
09
0.8
0.7
0.5
0.4
0.3
0.2
0.1
S
26
40
60
so
100
120
- Sam ple
140
160
180
200
220
240
260
280
- Geometric - Logarithmic
Figure 10 - Cumulative observations and probability distributions for previous figure. X-axis: number of weeks
from bid submission to order from China and India end customers; Y-axis: cumulative frequency of observation in
the data of respective number of weeks
End Customers in Rest Of World (ROW)
In a similar manner to the preceding analysis for China and India end customers, the rate of new bid
submissions per month is analyzed for ROW end customers. A probability distribution is fitted to
the monthly number of new bid submissions. Figure 11 shows the two best fits, a Poisson and a
negative binomial distribution. Figure 12 shows the cumulative frequencies of the data and the
respective cumulative distribution curves for the Poisson and negative binomial distributions.
Appendix 5.2, exhibit 5.2.1 contains the fitting results and the goodness of fit rankings. The Poisson
distribution ranks second, however it ranks more consistently than the negative binomial
distribution. The data is further studied by analyzing the inter-arrival times of new bid submissions.
In this case, the best fit distribution is a geometric distribution (see figure 13). Appendix 5.2, exhibit
5.2.2 contains the fitting results and the goodness of fit rankings.
By definition, if the inter-arrival times follow a geometric distribution, then the number of new bid
arrivals follows a Poisson distribution. Therefore, the new bids per month are modeled with a
Poisson distribution. The distribution has a parameter A = 9.843 , and, by definition, the mean of
44
the Poisson distribution is equal to the parameter A:
E[monthly bid submissions] = A = 9.843 new bids per month
PrObability
Densiy Function
0,15
014
013
012
Oi1
0.1
009
008
007
|
|
006
005
X\I N
IN
004-
003
0,02
0,01
2
4
6
a
-
Sample
12
-0
Un10,1r
-Neg
14
Binomial -
18
20
22
Poisson
Figure 11- X-axis: monthly number of new bids to ROW end customers; Y-axis bars: frequency of observation in
the data of respective number of bids. Curves: best two fit probability distributions, Poisson and negative
binomial
Cumnulati
Dstribution
Function
09
us
07
06
05
04
0302
U1
4
6
10
-
1Sample
-D
12
Un0orm
-Neg
14
16
18
20
22
Binomial -Poisson
Figure 12- Cumulative observation and probability distributions of previous figure. X-axis: new monthly bids to
ROW end customers; Y-axis: cumulative frequency of observation in the data of respective number of bids
45
Probability
Density Function
026
0224
022
0,2
0S18
0.16
0.14
0.12
0.1
0.08
0.06
0
8
16
24
32
40
56
48
64
72
80
Figure 13- X-axis: inter-arrival time of new bids in days; Bars (Y-axis): sample distribution of inter-arrival times of
new bids. Curve represents the best fit probability distribution (geometric)
Next, the distribution of the times from bid submission to order booking is studied. (for the bids that
ended up converting into orders). The objective with ROW end customers is again to model what
fraction of successful bids converts to orders within a given period in time. Figure 14 shows the
frequencies and two best fit distributions and figure 15 shows the cumulative frequencies and
distributions. The best fit distribution is a geometric distribution (can also be observed by visual
inspection in figure 15). Appendix 5.2, exhibit 5.2.3 contains the fitting results and the goodness of
fit rankings.
Similarly to the case with India & China end customers, the bids submitted to ROW end customers
that end up converting to an order, are more probable to convert very soon rather than later.
However, this is not as pronounced in the case of ROW end customers. For example, the cumulative
distribution shows that, out of the bids submitted this week which will convert to an order, 50% will
have converted within the first 20 weeks from today and more than 70% will have converted within
the first 40 weeks from today.
46
Probability Denmity
0 056
0 052
0 048
0,044
0.04
0 036
0 032
0 028
0 024
002
0.0160 012
0.008
0 004
i 0saisinar 1
20
i
. ..........
80
40
-Sam
pie
Functio,
100
-G11mtri
120
140
160
180
-Logarithmic
Figure 14- X-axis: number of weeks from bid submission to order from ROW end customers; Y-axis bars:
frequency of observations in the data of respective number of weeks. Curves: best two fit probability
distributions, geometric and logarithmic
Cumulatin
Distribution
FLnction
09
05
0.4
03
02
01
0
20
40
60
80
- Sample
120
1oo
-GCeometric
140
160
180
-Logarithmic
Figure 15- Cumulative observations and probability distributions for previous figure. X-axis: number of weeks
from bid submission to order from ROW end customers; Y-axis: cumulative frequency of observation in the data
of respective number of weeks
ForecastingModel
The results of the analysis of the sales pipeline of ATPE are incorporated in a spreadsheet that
provides the monthly expected number of orders for 24 months going forward (see figure 16).
The forecast is the sum of:
0
the expected orders from China and India end customers and of
47
the expected orders from ROW end customers
0
ONLYMODFYCELLS INLGHTBLUE. LGHT
IN& CNwmerprat ew bid permonth
WNo fo2006-2012 &ndaCha end
customers
yearty growth
& ND14,GREYTO
ROW
a expected orders from currently open bids
expected orders from future bids
3.05
In bids per month
Chooset assueowwtmoltldy
numberofbids, oowe a highe
thm 100%)to insetrando
arisbity
E
0atO
7
.
&
Nws) -meotr 2D20120&C
and cstomers is2
Meanfor
REFER TO CHNA
yELLOWCELLS
00
-h-
end customers Is
R2202RW
9.B43
4
yealygrowthInbida prmoI
3.
-than
IlOt)
to
Ins
anrndom
vanlify
Chooaotoasaooeconst do
20
r*t
001
NCNbidhitrate(2OW-2012average84.6%)
%
REST OF WORLD bid II at 20021
Fwe 297%)6forecasting
MONTHS:
1
2
111111111
-- -- ..
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
mode0
Figure 16- 24 months forecasting model
The model includes a dashboard with key parameters that can be changed by its user.
Those parameters are (one set for India & China end customers and one set for ROW end
customers)
*
expected monthly rate of new bids: the mean of the best fit probability distributions to new bid
submission arrivals
*
yearly growth of monthly bids: a parameter that helps examine the effect of a growth in monthly
bids to actual order intake
*
random variability factor: a parameter that proportionally (ranges from 0% to 100%) adds
random variability to the expected monthly new bids by randomly selecting a point along the
probability distribution
*
mean time (in weeks) for bid submission to order (for the bids that convert to orders won)
*
hit rate: the ratio of bid submissions to bids converted to orders. The historical average hit rates
of the period 2006-2012 are used as default
48
The forecasting model developed takes a top-down approach, in contrast to the bottom-up approach
taken by the current forecasting method. Therefore, it does not take into account customer or
project details and/or short term effects. However, it offers the ATPE management a tool for a high
level what-if analysis. The user can analyze:
"
effect of an increase or decrease to the monthly rate of new bid submissions
*
effect of volatility of monthly rate of new bid submissions
"
effect of a change in average time from bid submission to order
"
effect of an improvement to the hit rate of new bids
"
expected incoming business from the currently open submitted bids
"
effect of the average age of the currently open submitted bids
Scenario Analysis
Indicative scenaria are analyzed here that show the uses of the model.
1) Changes in random variability factor. The random variability factor takes a value from 0% to
100%. At 0%, the monthly rate of new bid submissions is constant and equal to the mean of the
respective probability distribution. At 100%, the model randomly selects a point along the
respective probability distribution for every month. Because of the different probability
distributions for China & India end customers and ROW end customers, a very different level of
robustness is observed:
"
For India & China, there is a very large effect of the random variability factor on the overall
forecast (see figure 17). This means that the China & India business adds a large amount of
variability to the arrival of new orders for ATPE.
"
For ROW, the effect of the random variability factor on the overall forecast is much smaller
(see figure 18).
49
MOOPY
ONLY
Mwfr=1Nni &C
Choose
0to Iant
M
CE LLS
OLLE
LAINT
VELLOW
LIGHT
hin an
cuslitias [a 3.40-
wexpecled
REFER
CELLS
orders fromn future bids
TO
CHINA
0 expected orders from
AINOIA
GREY TO
ROW
urtently open bids
monstardnthly
and u~liners1.22
aos'w
Choe0t aun ostant 1297%)y
2
-
10
-M for
nume.
05-r4 RO an
1.28
ndcust.m-
22
>NLYmw M
Wai i
00,02Mt& C
aD s
CEw
LGoT
LIGHTvE LLow CELLS
RE FE
loo
In ex pected orders
aLiE
an
i
-
custome a 1.3A405
Choose
0 to ssumneram
R
T
CHINA
A
NDIA
ROW
70
GREY
omn future bids
ctexpected orders fromt curent y open bds
h
bdordos a contan "a'
numo
70
yearty
Choose D to
t-,.
wr-VI
w -um
I - ft
-0 -i--5
d latr Is
n
in
bids
courit
par
. .
mart
20-1 ROb W asin
forb
td
S O F
4
R
i
L D
d
t
t
r
yearly gnrw
t
2
I
1
-
M
2
3
;1
7
4
0
6
5
2
7
8 9
10
In bids
par
23
24
-
-
13
14
15 15 17
~
1)11expected orders from fulture
&INDIAGREY
bids
IS
19
20
21
22
-R 2T
~
TOROW
g; i
0expected
mInital
norisb
7
.1
and .. t-nrl
9.84
y.Ady gr 1h in bida Per
Cl~t o---tm-f
ith 0%11t Isr random eM~ ty
0---
40
-
bidh
12
TOC A
CELLS
on~ is
r
--
--
..
-
....
-n
-+..
-
0
m-0
...
20
1
MONTHS: 1
Ntd*(20 M012wai8.B%)
REST OWORLD bidM*
11
R~ REFER~
1
Mea fo 03102hk &Cia-
oflit. rchatis ah har Y"*ss
Vast 100%1) to ine random
|N-CN
-
A
numnber
ae
ROWa
Manfor2(1064012 ROW
-
0
SYKDYCLSNGT BLUE.LIdGHT YLLOW
cuante nis
.. ..
.
MONTHS,
l|4CNbIdhM reas(21)[MA20120"V9a4.6%)
R ET
...
-
G
mrn"*
2
3
-5
4
1
1
1
1.
11
12
1-3
14
15
1.
11
IS
19
20
21
.
2.
.4
-'
FIg r & 17-N f oewbd pandMom ara
ustomers
er - sg if a t efet
l
fact7
no
of a0 xppcted esfom fture id
erV
50
orcs
xp
xected brdes
w
~In
da &pChina end
orders from curentMy
open
ONLYMODFY
CELLSr4LTGH
LUE LIGHT YLLOW
CELLSREFER TO CHNA
orders
*expeM
& M. GREY TO ROW
omn future bids
a
orders from
expected
0
0
y
rren4
open bids
90
2 0....... - -
-
A -
ONLYMOOFYCELLSAVLJHT BLUE
Wedy
w
n
-
inbids per nion
a
her
Value Pfted
to
1%)
,ondm
tmeframttbidsubmissionto aid
Mwhld
(wiiil)
grW*
or
75500
0iin for2006-2012 kinia& Ch
wld 0700s0"r
0 Is0
B
Medy III t in bdfper mon
id0t
IN-CN
1o(20
-2012
a.eage
bid
REST OF WORLD
MONTHS:
84.1%
rate
ht
(
-
1
2
of"d.
0h0 100%1)
gin0
-Is
yy
3
Choose 0to
BLUE
L ;HT
-- 7
b7.
d& Ch,
P.0
s
RW end
2
.
W-1
£ parm0
t
-
a0
00
or 00-2012 ROW .
Mise (20062012ssmwvq84A
OF WORLD
ELLOW
bid 0t
500
2
MONTHS:
L-J L
1
2
yesdy
Cmoor
0
Ows2
100%1)010 tod
20 1time from
M0
CELLS
4
5
6
REFER
8
7
I0GHT
is
ELLOWCELLS
REFER
expected
5002-
r0m2
minor efIn oed a po
.1UW
. .
iti
0
expected orders
currently open
front
9
10
11
12
13
14
16
15
17 18
TO CHINA 1101.
TO ROW
GREY
expected
0
order s from
opei bids
rtntly
bids
10 11 12
9
13
-
i L
14
15
U L-L-G
-
16
17
19
18
20
lL
-"L-L-I
21
22 23
24
TO
CH12
orders from future
AtMGM,
GREYTO ROW
0expected
bids
orderS fromn crrntly open bids
IN-CNbid
nse{(2006-2012
M ZI
22i
2
t
180-21
Ra ndotm
00
k 2 vraiiy atror10
_k,_ser
OF WORLD btd
0
00
2f
2e
2r
3a 0
rc
Fien
E
a
0ndomvarimb
bid A0%0
ission to Ord
bids p
hit
8
7
III'"' III
custionml In3,4
grmwt inbpar mon
to asrecntn e
ROW
nber
ROW
(2020
OL4OBLYCELLSEL23TLU
n
6
-1,
3
05&0CN2kd &7N0
N
5
4
expected orders from future
thin 10 0%) to Insen 0 andom 050 vl00
PA2 £2m
sd
fr0 bid uhni"0.to
REST
-
chos
ROW 0sW t of7 -s
MM20 for
290-12D
IN-CH bid
-
or
hih Yue#
toInsawt fandom vO5A.
IkitIi rs =bdsubmission to d
fr
2D2012e
end cxslomners
- fiften
Mo0-
-
-
-
&JND14,GREYTO
future bids
32
wemg 04.6%,,
MONTHS:
1
pledt
2
3
4
5
a
7
8
h
9
10
It
xpce
12
13
14
is oRWed utmr
15
16
17
18
19
20
21
22
23
24
1021
Figure 18- Random variability factor
minor effect on overall forecast
bids
11111
IIIIIIIIIII I
csme is 3.4
71.505104.000-..202050-.2.0
per mon
porty groih inbWds
(-W0)
from
12
-
2
CELLS 1L2HT
nbe
expected orders
-
-
--
L1GHTWLLOWCELLS REFER TO CHINA
Is
71 - 92
4151
--
--
-
-
A
1_
nuiber Ofb.
21
01
MONHS
1
4
- - - .......... ........ ..
--
of 100% applied to the expected bids to ROW end customers -
51
19
20
21
22
23
*
There are two main reasons for this behavior. First, with the current way the sales network
operates, the hit rate for India & China bids is much higher than for the ROW (84.6% versus
29.7%). Therefore, when a new bid to China or India end customers comes, is will almost
certainly translate into an order and create increased business for ATPE. Second, the India &
China end customer bids convert much faster than the ROW ones. Therefore, when a new
bid to China or India end customers comes, not only will it almost surely convert to order,
but it will convert very fast.
These two factors create the volatility in expected new orders.
2)
Sustaining a temporary increase in business. Assuming that there is a recent increase in
bids submissions, ATPE would have interest in evaluating whether this can be long-lived, or in
understanding what should be done to sustain this growth. Figure 19 shows an example
whereby an increase in new bid submissions creates an increase in expected orders - this
effect is pronounced in the few months ahead, as the bids that convert to orders will convert
sooner rather than later. For example, 9 orders are expected for the next month, whereas after
about 10 months the effect of today's increase has tapered off to an average of 6 orders per
month. The question is, what should be done in way of business development to sustain this
growth after the effect of the current uptick has disappeared?
ATPE management can run scenarios that show what is required to sustain or increase the
observed growth. For example, with a 15% yearly increase in monthly bid submissions, ATPE
can increase its order intake from 6 orders per month to about 7 (see figure 20). With a 30%
increase, ATPE can not only sustain the current level of order intake (9 orders expected for
next month) but plan for exceeding it (see figure 21).
52
ONLY MOOFYCELLS
& ND4,GREY
AV LIGHT BLUE. LIGHT YELLOW CELLS REFER TO CHNA
1
9
li
E
0-
0
-
- -- --
-
-
TO ROW
expected orders from future bids
o expected orders
currently open bids
--
--
--
-
from
-
- -
-
-
-
-
-
+
--
7.0
40
0
2
MONTHS: 1
:uutdt:
2
3
4
6
5
8
7
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
17,-2014
Figure 19- Temporary increase of bid submissions creates short term increase in expected orders
LIGHT YELLOW CELLS REFER TO CHINA A AND14
Uexpe
ment dtE
MONTHS:
1
InY.0
i0
4
2
3
4
cted
GREY TO ROW
orders from future bids
0
xpected orders from currently open bids
IIIIIIIIIIIIIIII
5
6
8
7
10
9
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Figure 20- Effect of 15% yearly increase of expected monthly bid submissions
ONLYMODFYCELLS
N LIGHT BLUE.LIGHT
REFER TOCHINA
yELLOWCELLS
IN
-
80.0
-.-.
-..
pected
--
-. - - --- - -.--
&NDA
GREYTOROW
ordersfror future bds
-
a expected orders from currently open bids
-
-
-
-
-
- - --
...
..
90
-
-.-
-..- --.-
..
.
...
....
7
6o0
011-
MONTHS:
1
2
3
4
5
6
7
~~
cunent~
8
9
10
11
12
qee
13
14
q70,2
Figure 21- Effect of 30% yearly increase of expected monthly bid submissions
53
15
16
17
18
19
20
21
22
23
24
3) Alleviating a recent decline in business. Assuming that ATPE faces a temporary downturn in
new bids, new orders will suffer for the next 6-10 months unless action is taken (see figure 22).
The management can plan ahead to alleviate the effect of this downturn to overall sales. For
example, if sales efforts are concentrated in bringing in new bids 6 months from now, the effect
on new orders (and their timing) is shown on figure 23.
O-NLYMODIFYCELLS 94LIGHT
N
e foC 200-2
Idis
0
asunctn
nu Ebe
R
ofW
RL bidsorcoea
alue (
highe
a
1m ids
& at CN
REFER TO CHINA
CW n
fne
INDIA,
GREY TORO W
1 expected orders
currently open
from
bids
umsin
O
6cAGRYO
4
monh.xetd
tr15
resfo
MonJm20-02R W
dcustomers isA10
yearly
&
expected orders from future bids
We&-0
-LH
Chfn mLeELan
(wYakeYELL
fEorCEL
2OE2E1 IndCaA
ROIN
CELLS
5
or"
oogrea Ont- Efrombi sbion to emprrr eln
F
IELLOW
&hn n 0
280
Chos
BLUE.LIGHT
15
17
18
19
20
2f
22
23
24
is
gro fih In bilds per mcmn30
th nID %)
g nedre
d
vadabity
10
+
+
+
+
KAM Mdiefnt bi suriso to or
ndcuslomners
RSOFWRO
Figure 22
Kimls foaa r
F
bid s mht
rate
rEffect
IN&hNaverag
1&28
%
o
0
td eprr delneo nnbi
at ofs
2006-201
(.O - 2i
l
tnowbds
hn
rm onh
n
tgar I3 EfWfeoknt nom panob tobotnwbdsbison
expected orders
from
currentlyopen
bids
ubisin
0xpcedores rmutrybd
o
aayaormtd
4
y
54
15
16
17
1
19
20
21
22
23
24
Study of project material procurement
5.4
Challenges in procurement of project material
Project material procurement is a critical step in the execution of ATPE projects (G4 to G5 in figure
24), because it makes for 30%-45% of the overall order-to-delivery time (G1 to G7). No other step in
the gate model takes more than 15% of the overall time.
ATPE management identifies two factors that make improvements in project material procurement
relevant:
1)
The competitive landscape for excitation systems is putting pressure on ATPE to reduce its
order-to-delivery time.
2)
There are reports of project delays (even with current order-to-delivery time standards)
because of missing and/or delayed project material.
Cn
U)
L)
0
om
2
-Cnb
Fiur
Poe
G2
aEde
tie:T
24
co
aproah)
T21
mrv
a)
cu
)
a-)
1_
TT
a)
a
a
--
T31
proec
Figure 24- Gate model of ATPE project execution
T41
-fAPCpOetexcto
11
(n
M G6
CO
TO ITI
G7
T71
proEureme
mteia
Proposed approach to improve project material procurement
From here onward, the time at which each gate is passed will be referred to as "T1" for passing G1,
"T2" for passing G2 etc.
ATPE orders project material at T4, after engineering is finalized. The higher lead time material
generally dictates when assembly can begin (T5), as shown in figure 25. This material is deemed
"critical", as it lies on the critical path of project execution. Unless this material arrives earlier, the
procurement lead time cannot be reduced.
55
Similarly, when a supplier delays the delivery of project material, effectively this material is also
critical: assembly cannot start before it arrives.
The objective, therefore, is to receive critical material earlier, so that project delays are avoided
and/or overall project execution lead time is reduced.
To achieve this objective the following three-pronged approach is proposed for critical material.
1)
There are cases in which there is sufficient preliminary knowledge of critical material
specifications ahead of T4. For those cases, it is proposed that this material is ordered ahead of
T4 (see figure 26).
2)
For critical material that is defined later during the engineering phase (close to T4 or at T4), it is
proposed that ATPE places a flexible order (i.e. an order with the full specification of the
component pending) with the supplier ahead of T4 and it finalizes this order at T4. This way the
supplier's lead time will count from the first order phase and the material will arrive on time.
3)
If a supplier does not accept a flexible ordering scheme in two stages, then material can be
ordered ahead of T4 with a certain amount of uncertainty and risking a wrong order. If T4 is
reached and it turns out that the wrong material was ordered, ATPE would have to order the
correct material and stock the wrong material for (potentially) use in future projects. Also, the
project will have to be delayed, provided that the correct material will not arrive by TS.
56
0
TI
T2
T3
T4-T5-
T4r
DewTI
-----------------------------------------2
original T5:
03
00
CEl
02
m
0
~
C
Y
-
TV~'
Figure 25 - project material with longer lead times obstacle in reducing project lead time
0
TI
T2
T3
T4
T4-T5
T
E
I
El
W
0
L-
21
4
6
7
14
16
N
bars length denotes lead times per BOM item
Figure 26 - ordering long lead time material at earlier stages allows project lead time reduction
57
The approach just described entails the following benefits and costs:
*
Benefits
*
Critical material is available earlier, so that T5 can be pushed to the left.
*
Procurement lead time can be reduced and, therefore, project execution lead time can be
reduced.
These benefits serve ATPE's objectives of competing on lead time and of addressing the problem
of missing material because of delays.
*
Costs
"
Uncertainty cost. Under part (3) of the approach, if wrong material gets ordered, ATPE will
bear the holding costs for this material (until it is used or becomes obsolete) and the project
delay costs.
*
Additional administrative cost. For every additional ordering stage, whether it be for a full
order or for either the first or second part of a flexible order, ATPE engineering has to issue
a purchase request to ATPP specifying which material is required.
In order for the approach to be worthwhile pursuing, it is necessary to assess and minimize its costs
and ensure that the desired benefits are achieved. The objective is to create an optimal schedule
for purchasing of all critical project material so that the lead time requirement is fulfilled and the
total costs are minimized. An optimization problem and model is presented that achieves this
objective.
Optimization of project material purchasing
Definitions - structure of problem
We expect a subset of the project BOM to be critical material (note: this subset of the BOM will be
referred to as just "BOM" for brevity). The critical material will have to be ordered earlier so that it
arrives by the required T5 time.
58
The following parameters are defined for the whole optimization problem (shaded parameters are
independent parameters used to define the problem):
T4
(current setup)
Ts
(current setup)
Ts-T4
(current setup)
the date when G4 is reached - engineering is completed and all
material is ordered under current setup
the date whenG5 is reached and assembly can start (current
setup)
the current procurement lead time (in weeks) from order (G4) to
assembly start (GS)
project LT reduction target:
RT
Tstarget
target LTT=Ts-T 4-RT
the desired reduction (in weeks) of the procurement lead time
the desired date of assembly start
the desired procurement lead time
The following parameters and variables are defined for the ith component in the BOM:
material lead time, LTi
the time it takes (in calendar days) for the ith component to arrive
from the supplier to ABB from the order date
component value, Vi
component commonality, Ai
the price ABB pays the supplier for the ith component
the probability that the ith component will be required by another
project within a year from today
component uncertainty, Ui
the probability that the component ordered ahead of T4 will not
be the correct one (function of time, decreases to zero as we
approach T 4 ) (see "uncertainty and uncertainty cost" below)
Rmini=LTi-LTT
minimum time (in weeks) by which the order of ith component
has to be shifted ahead of T 4
Rmax=max{LTi}-LTT
required time (in weeks) by which the order of the longest lead
time component has to be shifted ahead of T4
59
Finally, the following variables will be used to build the objective function and the constraints:
Ri
order shifting decision variable: the time in weeks by which the
(decision variable)
order of ith component is shifted ahead of T4
Ti=T 4 -Ri
new date on which ith component is ordered
Bi
flexible ordering decision variable: the time in weeks from when
(decision variable)
ith component is ordered and supplier receives final specification
(if Bi=O, then order proceeds in one stage with full specification)
Ti+Bi
the date on which a supplier receives final specification for the ith
component
w
# of ordering stages =
#of unique Ti dates +
# of unique (Ti+Bi) dates
P(weeks of delay)
penalty cost for project delays, defined as a %of project value
charged for each week of delay.
Uncertainty & uncertainty cost
The component uncertainty cost is introduced to price the risk of ordering the ith critical component
ahead of T4, knowing that there is a probability Ui (uncertainty) that the specification for this
material may change at T4. According to ATPE management, the uncertainty is different for each
component and generally declines from T1 to T4 . Figure 27 shows the possible paths of component
uncertainty from gate to gate.
60
/
100%
C
0
E
0
C-)
0%
0
T1 T2
T3
T4
time
arrows denote possible evolution of uncertainty of project components after tender sub mission (time=O)
uncertainty paths to be estimated from engineering work force
Figure 27- Potential evolution of component
uncertainty
The uncertainty costs are:
1)
cost of project delay: the correct component has to be ordered at T 4, which means that Ts will
have to be pushed later by Rmini weeks.
2)
component cost and holding cost for the wrong component: this component may be used at a
future project or may become obsolete and be scrapped.
61
The uncertainty cost is calculated as follows:
cost of uncertainty is zero if the
(1- Ui)* 0 +
component is the correct one
cost project delay if component is
wrong (correct component will
have to be reordered at T4, which
Ui*P(Rmini) +
causes project delay of Rmini
uncertainty cost:
-
weeks)
Ui*Ai* 9%*Vi +
Ui* Ai * (1- AJ)* 27%* Vi +
Ui* Ai * (1- Ai)2* 45%* Vi +
Ui* Ai * (1- A)3* 63%* Vi +
total inventory holding cost for a
wrong component
Ui* Ai * (1- Ai)4* 81%* Vi+
Ui* Ai * (1- AOS)*
99%* Vi +
Appendix 5.4 explains how the uncertainty cost calculations are derived
Ordering administrative cost
The cost for ordering at many stages is modeled as the cost of the time that engineering has to spent
to issue a list of materials for purchasing to proceed with ordering. Therefore it is calculated as
follows:
AC=w*ac*h
AC: ordering administrative cost
ac: engineering cost per hour
h: hours of engineering work per ordering stage
62
Optinization problem
The objective function to be minimized is the total ordering cost.:
minimize[total ordering cost] = minimize[ordering administration cost + uncertainty cost]
With decision variables:
Ri and Bi for all critical components in the BOM
Subject to the constraints:
Rmini < Ri < Rmax
Bi<LTi
Excel Solver Optimization Model & Results
The problem is modeled with excel solver and solved using the evolutionary algorithm option to
improve the exploitation of the solution space and increase the opportunity for a globally optimum
solution. Appendix 5.4, Exhibit 5.4.2 shows a screenshot of the model.
The effect of flexible ordering on the ability to reduce lead time is explored, and the optimal
solutions are considered.
Examples
The BOM from a recent project of ATPE was entered into the model together with each component's
lead time and uncertainty values as the project moves from T 2 to T 3 and T4 .
1)
Supposing that ATPE wants to reduce the procurement lead time from 10 weeks to 6 weeks, and
that each time the engineering department needs to issue a material list for purchasing it takes
them 3 hours, the optimization is run for 6 different cases - for when suppliers do not allow
flexible ordering, and for when suppliers allow flexibility up to 1,2,3,4, and 5 weeks after initial
order, respectively. The results are summarized in the table below:
63
# of weeks of flexibility
after order
uncertainty cost +
total cost =
administration
I ccst
0
CHF 1'170
1
CHF 1'170
1
2
CHF 1'170
CHF 1'170
3
CHF 1'170
CHF 1'170
4
CHF 1'170
CHF 1'170
5
CHIF 1'170
CHF 1'170
The optimal ordering schedules for each case are shown in figure 28
-14
.4
-12
-10
.4
4
.12
.10
48
4
.
4
4
0
-14
-12
-10
4
4
-4
.2
0
-14
.12
-10
4
4
.4
-2
0
.14
-12
.10
4
.4
.4
.2
0
.14
-12
10
4
4
.
4
-2
0
4
-2
0
Figure 28- Optimal ordering schedules for 0,1,2,3,4,5 weeks of allowed ordering flexibility and 4 weeks desired
lead time reduction
2)
Supposing now that ATPE wants to reduce the procurement lead time from 10 weeks to 4
weeks, and that each time the engineering department needs to issue a material list for
purchasing it takes them 3 hours, the optimization is again run for 6 different cases - for when
suppliers do not allow flexible ordering, and for when suppliers allow flexibility up to 1,2,3,4,
and 5 weeks after initial order, respectively. The results are summarized in the table below:
64
# of weeks of flexibility
total cost =
after order
uncertainty cost +
inistration
Int
0
1
2
3
4
5
The optimal ordering schedules for each case are shown in figure 29
-14
-12
-10
4
4
-4
-2
0
-14
-12
-10
4
4
-4
Figure 29 - Optimal ordering schedules for 0,1,2,3,4,5 weeks
lead time reduction
"
-2
0
-14
-12
-10
4
4
4
2
0
of allowed ordering flexibility and 6 weeks desired
It can be seen that as the requirement for lead time reduction increases, so does the cost of
fulfilling the requirement .
"
H owever, the more flexibility the suppliers allow, the closer the costs are between a 4 week
and a 6 week reduction.
65
*
Furthermore, for small lead time reduction requirements the optimal solutions may seem
trivial. However, as the requirement for lead time reduction increases, flexibility becomes
more important in having an optimal schedule and the optimal solution becomes more
complex- this is where this model can provide significant value in optimally reducing the
material procurement lead time.
5.5
Summary
This chapter briefly presented the operation of ATPE in Switzerland and described in detail the
proposed approaches and tools to forecasting and material procurement.
A statistical, two-component model was proposed that builds on historical sales data, while being
updatable with the latest parameters the sales pipeline (average arrival of new bid submissions and
its growth rate, average time from bid to order, average hit rate).
An optimization model was also proposed that introduces supplier specification flexibility and
creates an optimal material ordering schedule that minimizes the total cost of ordering under
specification uncertainty and reduction of procurement lead time.
66
6 - Conclusion
6.1
Summary of motivation, challenges, and objectives
This project focused on an organization that can benefit from improving its Sales and Operations
Planning by better anticipating future business intake and better planning for having the right
resources at the right place at the right time.
Such improvements are expected to enable the organization to address external and internal
challenges, such as customer demand for reduced delivery times, project opportunities that shift to
the future, delayed projects, overloaded workforce because of spikes in demand.
The objectives of the project are to offer improvement recommendations in business forecasting
and material planning.
6.2
Summary of Recommendations to ATPE
The insights gained from analyzing the Swiss operation of ATPE and from building the
recommended tools and methods allow following recommendations to be made:
"
ATPE should take advantage of the opportunity tracking platform and the proposed forecasting
model to produce and update an aggregate forecast that can help management to understand
the future business intake. The examples presented in 5.3 are not exhaustive, but illustrate the
kinds of scenario analysis that the proposed tool enables.
*
ATPE is able to drastically reduce the project execution lead time by focusing on the big leadtime items - the largest of which is the material procurement lead time. The model developed
stresses the benefits that can be gained by working with suppliers and introducing specification
flexibility. At the same time, ATPE can evaluate the benefits it can have in material procurement
67
by increasing commonality of components, which will bring uncertainty down and therefore will
enable lead time reduction at a lower cost.
6.3
Major lessons learned for the BU and recommendations for further work
BU Power Conversion is characterized by a proliferation of small and diverse Product Groups and
Product Lines. It is believed that similar, data driven approaches will benefit other PGs and PLs that
have a high mix and low volume operation, like ATPE.
If further work is undertaken within the BU, it is recommended that PGs and PLs are picked that
already have data on their sales history and on their project material lead times and uncertainty
levels.
If further work is undertaken within ATPE, it is recommended that it focuses on either or both of
these areas:
"
improving the collection of sales data and keeping timing information on all segments of the
sales pipeline (now possible with ProSales)
"
increasing the commonality of components among systems of different ATPE projects
68
APPENDIX 5.3
Fitting results for fit of distributions to Sales historical data. Although many of the significance tests
are rejected at 5% significance level, the fits were close visually and should still be the basis of a
better forecast.
Exhibit 5.3.1
Fitting results for new bid arrival for China and India end customers
Fitting Results
#
Distributio n
_
_Parameters
____
1
D. Uniform
a=-4 b=11
2
Geometric
pWO.2703
3Pison
X=3.4048
___
Nfit (data max > 1)
4
Bernoulli
5
Binomial
6
Hypergeometric
No fit
7
Logarithmic
No fit (data min <1
8
Neg. Binomial
-__
(No fit
Goodness of Fit - Summary
I#
Distributi Oil
1[Q. Uniform
Kolmo$orov
Anderson
Smirnov
Darting
Statistic (Rank
Statistic Rank
0.3125
29.3 13
2 Geometric
2703[
30 Poisson
.3656
2
3.3714
3
25.129[2
4Bernoulli
No fit (data max> 1)
5 Binomial
No fit
6 Hypergeometric
No fit
7] Logarithmic
1
-
{No fit (data min <1)
]Neg._Binomial{Nofi t
Goodness-of-Fit for geometric:
n
Kolmogorov
Smimov D
Kolmogorov
criti
value
84
0.22703
0.14839
Ho rejected?
(a=5%)
YES
69
_
_____J
I
Exhibit 5.3.2
Fitting results for inter-arrival times of new bids for China and India end customers
Fitting Results
Parameters
Distribution
#
1
D. Uniform
a=-23 b=41
2
Geometric
p=O.10067
3
Poisson
k=8.9333
4
Bernoulli
No fit (data max > 1)
5
Binomial
No fit
6
Hypergeometric
No fit
7
Logarithmic
No fit (data min < 1)
8
Neg. Binomial
No fit
Goodness of Fit - Summary
Distribution
#
Kolmogorov
Anderson
Smirnov
Darling
Statistic Rank Statistic Rank
1 D. Uniform
0.36923
1
[0.544941
2
3 1Poisson
0.66711
3
41 Bernoulli
No fit (data max > 1)
5 Binomial
No fit
6 Hypergeometric
No fit
7 Logarithmic
No fit (data min < 1)
8 Neg. Binomial
No fit
2 Geometric
107.76
1
[118.56 ]_2
1163.2
3
Goodness-of-Fit for Discrete Uniform:
Kolmogorov
n
285
Smirnov D
Kolmogorov
Sinv
H
eetd
statistic
critical value
(a=5%)
Ho rejected?
0.36923
0.08056
YES
70
Exhibit 5.3.3
Fitting results for the time from bid submission to order booking (bids that end up converting into
orders) for China and India end customers
Fitting Results
Distribution
1
Parameters
D. Uniform
a=-46 b=91
2f Geometric
{wO.0427
1
1 Logarithmi
F
0=0.9905
9 1
4 Poisson
k=22.418
5]Bernoulli
No fit (data max>1)
6 Binomial
No fit
7 Hypergeometric No fit
8JNeg. Binomial
]No
fit
Goodness of Fit - Summary
#
Kolmo2orov
Smirnov
Distribution
D. Uni-fbrrn
Statistic
Rank
Statistic
Rank
0.34783
3
76.469
3
0.3424
2
30.621
2
0.21265
1
10.031
1
0.65588
4
1202.4
4
2
Geometric
3
Logarithmic
4
Poisson
5
Bernoulli
No fit (data max > 1)
6
Binomial
No fit
7
Hypergeometric
No fit
8
Neg. Binomial
No fit
-1
Goodness-of-Fit for logarithmic:
n
Kolmogorov
Smirnov D
Kolmogorov
criic value
227
0.21265
0.09027
Anderson
Darlinga
Ho rejected?
(a=5%)
YES
71
Exhibit 5.3.4
Fitting results for new bid arrival for Rest of World end customers
Fitting Results
#_Distribution
I D. Uniform
121 Geometric
3 Logarithmic
4 Neg. Binomial
5 Poisson
6 Bernoulli
Parameters
Ia=3 b=17
1p=0.0
9 22 2
10=0.97251
-n=9p=0. 4 9 6 6 7
1=9.8434
No fit (data max > 1)
17 Binomial
No fit
18J Hypergeometric
No fit
Goodness of Fit - Summary
Distribution
Kolmogorov
Smirnov
Anderson
Darling
Statistic IRank IStatistic Rank
10.129321
1
116.826 1_4
10.309941
4
114.102 1_3
0.46559
5
29.896
10.24422
31
4.8213
5 Poisson
0.15684
2
5.0354
6 Bernoulli
No fit (data max > 1)
7 Binomial
No fit
I D. Uniform
12 Geometric
3 Logaritimic
14 Neg. Binomial
181 Hypergeometric
5
1
2
1No fit
Goodness-of-Fit for Poisson:
n
Kolmogorov
Sminov D
Kolmogorov
criic
value
Ho rejected?
(a=5%)
84
0.15684
0.14839
YES
72
Exhibit 5.3.5
Fitting results for inter-arrival times of new bids for Rest of World end customers
Fitting Results
#
Parameters
Distribution
1
D. Uniform
a=-5 b=1I
2
Geometric
p=O.2 4 2 5 7
3
Poisson
k=3.1225
4
Bernoulli
No fit (data max > 1)
5
Binomial
No fit
6
Hypergeometric
No fit
7
Logarithmic
No fit (data min < 1)
Neg. Binomial
No fit
Goodness of Fit - Summary
Distribution
#
Kolmogorov
Smirnov
Anderson
Darling
Statistic Rank Statistic Rank
I DUiform
0.35294
2 Geometric
3
217.35
3
0.24257 {
40.223
1
3 Poisson
0.290242
128.11
4 Fenoulli
No fit (data max > 1)
5] Binomial
No fit
12
6 Hypergeometric No fit
7]Logarithmic
8 Neg. Binomial
No fit (dta mi
1)
o fit
Goodness-of-Fit for geometric:
n
816
Kolmogorov
Smisn D
Kolmogorov
crSmirnov
critical value
Ho rejected?
0.24257
(a=5%)
0.04761
YES
n staisoic
73
Exhibit 5.3.6
Fitting results for the time from bid submission to order booking (bids that end up converting into
orders) for Rest of World end customers
Fitting Results
#
Distribution
Parameters
1
D. Uniform
a=-19 b=74
2
Geometric
p=0.03489
3
Logarithmic
0=0.99271
4
Neg. Binomial
n=1 p=0.03769
5
Poisson
k=27.664
6
Bernoulli
No fit (data max > 1)
7
Binomial
No fit
8
Hypergeometric
No fit
Goodness of Fit - Summary
Distribution
#
Kolmogorov
Anderson
Smirnov
Darling,
Statistic jRank Statistic Rank
II D. Uniform
0.2234
3
63.742
4
21 Geometric
0.07485
1
1.7233
1
3- Logarithmic
0.325761
4
44.737
3
4 Neg. Binomial
0.08307
2
3.1413
2
5 Poisson
0.44167
5
529.78
5
6 Bernoulli
No fit (data max > 1)
17 Binomial
No fit
8 Hypergeometricj No fit
Goodness-of-Fit for geometric:
n
236
Kolmogorov
Smirnov D
Kolmogorov
statistic
statist__c
critical value
0.07485
0.08853
crav
(a=5%)
Ho rejected?
H
eetd
NO
74
L
p=1-ui
Vi
a%
18%
component com monality
annual holding costs
Vi
used within 3rd year
average inventory cost:
a %
45%
Vi
(1-a) %
used within 4th year
average inventory cost:
a%
NOT used within 3rd year
63%
Vi
(1-a) %
NOT used within 4th year
etc.
component commonality represents the probability that this component /illbe used in a random project within the next year
typical "aggressive"benchmark number for ABB
27%
(1-a) %
The delay cost is incurred with a probability of ui %.
The inventory cost is calculated as the minimum between the full com ponent value and the infinite sum of the power series represented by above tree.
ui %
componentvalue
used within 2nd year
average inventory cost:
a%
NOT used (in other project) within 1st year
NOT used within 2nd year
P (rmini)
(zero cost)
component is correct
componenttype uncertainty
used (in other project) within 1st year
average inventory cost: 9% Vi
a%
(1-a) %
project delay cost is incurred here:
component is wrong
p=ui
Order with uncertainty ui %
CDCD
0
CD
-
comp descri suppli
orient pb00 er
Lb
NO
41
CW4
0%
Vi
a
3O ;QF 5W UK
MATERIAL
12
8
O
6
8
4
4
4
2
2
6
8
6
6
6
2
2
2
2
2
2
2
2
2
2
1
2255 1.0
CIF4'500 2.0
CHF
its
2.05
1.0 4
1
Ti
I
234
A 1. 4
2314
9114
20.4.14
20.4.14
20.4.14
20.4.14
20.4.14
20.4,14
20.4.14
20.4.14
20.4.14
20.4.14
20.4 14
20.4.14
20.4.14
20.4.14
20.4.14
20.4.14
20.14 4
2W14
23.3.14
23.3.14
23.3.14
233.14
23..14
3 14
20.4.14
20.4.14
20.4.14
.
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
5
5
.final
e
-4
4-
-6
4
-4
-
4
-4
-4
delvery deliv s
ery pe
23.14
.
1"A4
233.14
23.3.14
1+Bi
2
4
4
4
4
4
4
-41
r
0
0
orde
3
0%
0%
-%
0% 0
9% ^ 0%9/
0%
%12
l
0%
1
A
W4.
A tC%
0%
4% 4% 0% N
2fh N% 0%
a
0* to,/
0%
0%N
0
% 0
40% W% 0% 0
6 0%
10- % 0%
so%
0%
4% 10% 0%
44
14%.
0%
25%
4
1%
bRDER & DELIVERY DATE4 MNG CHAR G2 G3 G4
2
0.0 4 2
1,0 4
Bi
SHIFTS
8 CIF4'500 2.0
00 5
8 CtfI 4500 2.0
2.0 5
8 ClF4'500 2.0 2.0 5
8 CWF 4500 2.0
2.0 5
8 CIF4500 2.0
2.0 5
8 Clf 4500 2.0
2.0 5 2
8 CF 4500 2.0
2.0 5
8 CF 4'500 2.0
2.0 5
8 C- 4500 2.0
0.0 5 2
2 CHF
2.0 4S5O
2.0 5
0.0 5 4
8 CWf4500 2.0
8 Cl 0000 4.0
2.07
8 CF 9000 4.0 2.0 7
8 Clf 5000 4.0 2.0 7
8 CF 4'500 2.0 2.0 5
8 CHF 18000 8.0
0.0 # 2
8
8
R
Ri
penalty for
Rmax delay
1
8 CI- 2250 1.0
1
8 CHF 2250 1.0
SA6
6
6
S6
6
6
6
5
5O
O
6N
we
eks) Rmin
3I
CONSTRANTS
C
S
CHFS
CHFS
CHFS
inventory
cost
netny
i-
I
g
time
ks)
LT reduction target (weeks)
current
p
project
PALJgJ-e
assembly start
current 4-G(w
today's weelc
_
PARAMETERS
T5
4
9
initial values
for
Decision Variables:
10
.
for all ri and all bi
System Parameters
Decision Variables (changed by model):
CHF
targetassemtbystaitie
T5target
CHF 0
tarG -T5Lweetksa___LTT_
CHF
f maximum engineering ordering waves
CHFO
I engineering ordering waves: # +#bui
w
CHF0
engineering hours per ordering wave
h
CHFO
engineering hour cost
ac
CHFS I
administrative ordrin cs
AC=h ac
CHF
average projeact value
CHFO
penalty percentage / week delay
CHFOS
penalty per week
annual inventory holding costs
CHFO
CHFO
CHF 0
uncertainty inventory costs
uncertainty delay costs
A4obsolesense
policy multiple
CLFO
total uncertaintcost
CHFO
CHFO
COFO
CHFS
CHFO
CHFO
CHFO
CHFO
CHFS
CHFO
CHFO
CHFO
CHS
CHFO
CHF
CHFO
CHFS
CHFO
dntaelay risk
dosk
cost
COSTS
2B37
2250
-14
-12
-10
-4
_
-6
-4
_F
-
I0
-2
COLOUR CODE
Iniial Order without final component specilication:
Final Specification delivered So supplier
CHF 4137
CHF
CHF
20.04.2014
4
-
2303.2014
0
CD
C)P
N
0
0
D
N
References
A. A Tsay, W. L. (1999). Quantity Flexibility Contracts and Supply Chain Performance. Manufacturing
& Service OperationsManagement,89-111.
C. Hicks, T. M. (2000). Supply chain management: a strategic issue in engineer to order
manufacturing. Internationaljournalof ProductionEconomics, 179-190.
Lenis, A. (June 2013). Developing Product Configurators for Use in a Multinational. Cambridge, MA,
USA.
Oliver Wight. (2. September 2013). ABB Integrated Business Planning Workshop. Zurich,
Switzerland.
Rosenfield, D. B. (1994). Demand Forecasting. In
J. F.
Robeson, The Logistics Handbook. NY: The Free
Press.
Rosenfield, S. L.-D. (2006). OperationsStrategy- Competing in the 21st Century. New York: MacGraw-
Hill.
Smart, C. (2002). Accurate Intermittent Demand Forecasting for Inventory Planning: New
Technologies and Dramatic Results. Belmont, MA, USA.
Snyder, R. (2002). Forecasting sales of slow and fast moving inventories. EuropeanJournalof
OperationsResearch, 684-699.
Sousa, R. S., Thome, A. M., & do Carmo, L. F. (2014). The impact of sales and operations planning
practices on manufacturing operational performance. InternationalJournal
of Production
Research, 2108-2121.
van Kampen, T., van Donk, D., & van der Zee, D.-J. (2010). Safety stock or safety lead time: coping
with unreliability in demand and supply. Internationaljournalof Production Research, 74637481.
Wallace, T. (2004). Sales and OperationsPlanning - The How-To Handbook. T.F. Wallace & Company.
77