AN ABSTRACT OF THE THESIS OF
Bryan M. O’Halloran for the degree of Master of Science in Mechanical Engineering
presented on October 11, 2011.
Title: METHODOLOGIES TO IMPROVE RELIABILITY ENGINEERING IN
EARLY DESIGN
Abstract approved:
___________________________________________________
Robert B. Stone
___________________________________________________
Irem Y. Tumer
This thesis is the summation of two publications with the motivation to move
reliability analysis earlier in the design process. Current analyses aim to improve
reliability after components have been selected. Moving specific analyses earlier in the
design process reduces the cost to the designer. These early design analyses provide
information to the designer so that critical design changes can be made to avoid
failures. The first presents failure rates for function-flow pairs. These function-flow
failure rates are used in the Early Design Reliability Method (EDRM) to calculate
system level reliability during functional design. This methodology is compared to the
traditional reliability block diagram for three examples to show its usefulness during
early conceptual design. Next, an extension to the Function Failure Design Method
(FFDM) is presented. A more robust knowledge base using Failure Mode/Mechanism
Distributions 1997 (FMD-97) has been implemented. Then failure rates from
Nonelectric Parts Reliability Data (NPRD-95) are added to more effectively determine
the likelihood that a failure mode will occur. The proposed Functional Failure Rate
Design Method (FFRDM) uses functional inputs to offer recommendations to mitigate
failure modes that have a high likelihood of occurrence. This work uses a past
example where FFDM and Failure Modes and Effects Analysis (FMEA) are compared
to show that improvements have been made. A four step process is presented to show
how the FFRDM is used during conceptual design.
© Copyright by Bryan M. O’Halloran
October 11, 2011
All Rights Reserved
Methodologies to Improve Reliability Engineering in Early Design
by
Bryan M. O’Halloran
A THESIS
submitted to
Oregon State University
in partial fulfillment of
the requirements for the
degree of
Master of Science
Presented October 11, 2011
Commencement June 2012
Master of Science thesis of Bryan M. O’Halloran presented on October 11, 2011.
APPROVED:
_____________________________________________________________________
Major Professor representing, Mechanical Engineering
_____________________________________________________________________
Co-Major Professor representing, Mechanical Engineering
_____________________________________________________________________
Head of the School of Mechanical, Industrial, and Manufacturing Engineering
_____________________________________________________________________
Dean of the Graduate School
I understand that my thesis will become part of the permanent collection of Oregon
State University libraries. My signature below authorizes release of my thesis to any
reader upon request.
_____________________________________________________________________
Bryan M. O’Halloran, Author
PUBLICATION THESIS OPTION
This thesis is presented in accordance with the Manuscript Document Format option.
Two manuscripts are provided. The first was published in the 2011 International
Design Engineering Technical Conference and the second was accepted for
publication to the 2011 International Mechanical Engineering Congress and
Exposition.
ACKNOWLEDGEMENTS
I express my gratitude and appreciation to Dr. Robert Stone. His consistent support has
allowed myself to develop and has provided an optimal environment for research. I
would equally like to thank Dr. Irem Tumer for her insightful suggestions and
guidance in conducting this research. Her valuable support has steered this research to
always remain relevant. I would like to thank David Jensen for his insightful feedback.
His paper revisions were critical in the development of this research. I would like to
thank all members of the Design Engineering Lab for providing a great environment to
conduct research. Their feedback during weekly meeting had a tremendous impact on
continuing to keep this research moving forward. Last, I would like to thank Deanna
O’Halloran, my wife, Logan O’Halloran, my son, and Mike and Jennifer O’Halloran,
my parents, for their continued support for my goals. This research was funded in part
by DARPA (Subaward to FA8650-10-C-7079 with Palo Alto Research Center).
TABLE OF CONTENTS
Page
INTRODUCTION....................................................................................................1
ABSTRACT..............................................................................................................5
INTRODUCTION....................................................................................................5
BACKGROUND......................................................................................................6
The Function Failure Design Method............................................................10
Normalized Method for Archived Data Sets Using the Heaviside Function.10
RESEARCH METHOD..........................................................................................11
Component Failure Rate Data Source............................................................11
Repository Data.............................................................................................12
Applying Rules Using the Heaviside Function.............................................14
Function-flow Failure Rates..........................................................................14
RESULTS................................................................................................................16
Proposed Methodology for Calculating System Reliability..........................16
Exploring New Functions in the Functional Model......................................17
Methodology Example Using Real Products.................................................18
CONCLUSION.......................................................................................................22
FUTURE WORK....................................................................................................23
ACKNOWLEDGEMENTS....................................................................................23
APPENDIX.............................................................................................................24
ABSTRACT............................................................................................................27
INTRODUCTION..................................................................................................27
TABLE OF CONTENTS (Continued)
Page
BACKGROUND....................................................................................................28
Functional Modeling......................................................................................28
Function Failure Design Method...................................................................29
Risk in Early Design......................................................................................30
Failure Rates, Modes, and Mechanisms........................................................31
Failure Modes and Effects Analysis..............................................................32
RESEARCH APPROACH......................................................................................34
Component Failure Rate Data Source...........................................................34
Failure Modes and Mechanisms Data Source...............................................35
Repository Data.............................................................................................37
Converging Data Using Matrix Multiplication..............................................38
RESULTS................................................................................................................39
Failure Mode Data.........................................................................................39
Function Failure Rate Design Method...........................................................42
Design Recommendations.............................................................................44
Failure Mode Likelihood...............................................................................46
CONCLUSION.......................................................................................................48
FUTURE WORK....................................................................................................48
ACKNOWLEDGEMENTS....................................................................................49
APPENDIX.............................................................................................................50
CONCLUSION.......................................................................................................52
VITA.......................................................................................................................55
REFERENCES.......................................................................................................56
LIST OF FIGURES
Page
1: Series Structure of a Reliability Block Diagram....................................................8
2: Parallel Structure of a Reliability Block Diagram..................................................9
3: Function-Component Matrix................................................................................13
4: Methodology to Calculate System Reliability......................................................16
5: Reliability Results for the Electric Toothbrush....................................................19
6: Reliability Results for the Electric Bread Slicer...................................................20
7: Reliability Results for the Bottle Capping Machine.............................................21
8: Red Database Population......................................................................................30
9: Function-Component Matrix Snippet...................................................................38
10: Function-Failure Mode Matrix Snippet..............................................................40
11: Failure Mode Data for Secure Solid...................................................................41
12: Functional Model for Portable Air Compressor.................................................42
13: FFDM Step #1 Snippet.......................................................................................43
14: FFDM Step #2 Snippet.......................................................................................43
15: FFDM Step #3 Snippet.......................................................................................44
LIST OF TABLES
Page
1: Example Using Functional Basis Terminology...................................................29
2: FFDM Example for a Portable Air Compressor..................................................45
3: Additional Recommendations for the Portable Air Compressor.........................46
4: Failure Rates of Failure Modes for Portable Air Compressor.............................47
LIST OF DEFINITIONS
Failure:
Undesirable loss in functionality during a specified life
Failure mode:
Observable consequence of a failure or change in behavior from a failure
Failure mechanism:
Physical process which causes a failure
Function:
What the system does to accomplish a task
Component:
Solution to a function which has physical form
Occurrence:
A single data point based on a relationship
Design Repository:
Database of product information and design tools
Constant failure rate:
Number of failure of the design divided by the operation time of the design
Failure Probability:
Probability that a failure will occur under the stated assumptions of the analysis
1
METHODOLOGIES TO IMPROVE RELIABILITY ENGINEERING IN EARLY
DESIGN
INTRODUCTION
The field of Reliability Engineering is concerned with managing, studying,
evaluating, and mitigating failures in design and manufacturing. Using reliability
engineering analyses in design can improve availability, reduce maintenance and cost,
and improve safety for the customer. In general, reliability of a design is viewed
separate from functionality and requires independent analyses. These analyses exist
mostly for the later stage of design, once a computer model or physical prototype has
been developed. There are many reasons why this is true, for example failure
occurrence data is recorded for failed components, not lost functionality. It is also
impossible to evaluate properties such as stress for functionality; however, this is
common practice for components. The early stages of design lack formal methods in
reliability engineering. This research produces a means to address this need.
Traditional reliability engineering analyses have been used to increase safety
and reduce the likelihood of failures for many years. As the field of reliability
engineering grows, so do the efforts to increase its presence in early design. This
research has focused on moving reliability analyses into the functional design stage.
Functionality is the stage where the voice of the customer is captured to describe what
the product must do. For this reason, failure can be defined as the loss of functionality
[1]. When a design stops working the way a customer prefers, it has failed. Since we
design for functionality, methodologies in this research has been formulated to provide
designers the capability to perform reliability analyses directly after generating a
functional model. Functional modeling is performed at the conceptual stage of design
before any components have been selected [2].
There are a variety of reasons to increase the presence of reliability
engineering in early design. One reason is that offers the designer cost-effective
choices. Later in the design process choices become increasingly expensive and
complicated to implement. The goal of this research is to provide the designer with
2
more knowledge from which these important decisions can be made. Knowledge, in
the form of methodologies, guides the design toward a more reliability solution. Each
of the two methodologies presented here uniquely contribute during the design
process.
In the first manuscript a methodology is developed to calculate function-flow
failure rates using component failure rates. This process uses the Design Repository
for function to component mapping, a Heaviside function to eliminate noise in the
data, and simple computations and logic statements to arrive at the function-flow
failure rates. The result is a minimum, maximum, and weighted average function-flow
failure rate. This process can be reproduced using different components, component
failure rates, functional languages, occurrence data, or Heaviside rules. Similar to
component failure rates, this data can be used to select reliable function-flows during
the design process, or can be employed in traditional reliability engineering analyses
such as Functional Reliability Block Diagram (FRBD). A methodology is presented to
calculate system level reliability using an FRBD style approach. Within this
methodology, the step mitigate failure rates is used as a design tool to increase the
reliability.
In the second manuscript, improvements are made to an existing methodology,
namely the Function Failure Design Method (FFDM) [3]. New data is added to
determine a relationship between functions and failure modes is increased and an
additional step is added to convert occurrence data to rate data. Within this process,
the Design Repository was used to acquire the link between functions and
components. Failure Mode/Mechanism Distribution (FMD-97) [4], a comprehensive
manual from the Reliability Information Analysis Center (RIAC), was used to
generate a matrix linking components to failure modes. Component failure rates are
used to convert occurrence data to rate data. This allows the failure modes to be
prioritized by the likelihood of occurrence. The rate data in the function to failure
mode matrix was calculated to be used in the Function Failure Rate Design Method
(FFRDM), however the process to calculate the data can be redone using different
initial data.
3
Also in the second manuscript, FFRDM is presented to provide critical failure
information in the conceptual design stage to reduce the likelihood of failure. This
data shows the designer the likelihood that a function-flow will fail in a specific failure
mode. FFRDM is shown to expand on the Function Failure Design Method (FFDM) to
prioritize failure modes, making the decision on which failure mode to mitigate. A
significant amount of data has been added to expand the knowledge base to provide
more robust results. FFRDM was tested on the design of a portable air compressor to
show improvements in prioritizing the failure modes. This was a previous example
where FFDM was compared to failure modes and effects analysis (FMEA). It is
shown that improvements in FFDM have been accomplished by determining
additional failure modes which were overlooked in the original comparison.
In this research FFRDM is discussed as an alternative to FMEA. However, it
should also be noted that FFRDM can supplement a portion of FMEA. For new
designs, FMEA generally requires guessing failure modes. FFRDM can first provide a
list of failure modes for new designs based on historical data. Second, it can accurately
quantify the probability of occurrence. The output of FFRDM should to be converted
to a 1 - 10 scale for compatibility with FMEA.
Performing reliability analysis at the conceptual level of design offers the power
of risk informed decision making to the designer. As the design process continues it
becomes increasingly expensive to make design changes. Providing an analysis that
can mitigate this problem at the conceptual level may significantly reduce the
likelihood of costly failure events.
4
Early Design Stage Reliability Analysis Using Function-flow Failure Rates
Authors
Bryan M. O’Halloran
100 Dearborn Hall
Email: ohallorb@onid.orst.edu
Robert B. Stone Ph.D
406 Rogers Hall
Email: rob.stone@oregonstate.edu
Irem Y. Tumer Ph.D
408 Rogers Hall
Email: irem.tumer@oregonstate.edu
Proceedings of the ASME 2011 International Design Engineering Technical
Conferences
Design Theory and Methodology Conference
IDETC/CIE 2011
August 28-31, 2011, Washington D.C., United States of America
5
ABSTRACT
In this paper, failure rates for function-flow pairs are presented. This data creates an
opportunity for the designer to move reliability analysis earlier in the design process.
The function-flow failure rates can be used to make design decisions before
components are selected giving the designer increased knowledge to explore
alternative options. A reliability block diagram approach has been adopted to evaluate
the reliability of three designs at both the functional and component level. The results
show that the bounds from the functional reliability overlap those of the component
reliability.
1. INTRODUCTION
Traditional reliability engineering techniques have been used to increase safety
and reduce the likelihood of failures for many years. As the field of reliability
engineering grows, so do the efforts to increase its presence in early design. The early
design phase has the distinct advantage of offering the designer cost-effective choices
as opposed to later in the design process. The premise of this research is to provide the
designer with more knowledge to which these important decisions can be made. Data,
which can be used in a variety of ways, is presented here in the form of function-flow
failure rates. Similar to component failure rates, this data can be used to select reliable
function-flows, or can be employed in traditional reliability engineering analyses such
as Functional Reliability Block Diagram (FRBD). Specifically, a methodology was
proposed to calculate the system level reliability using FRBD and function swapping
to show the usefulness of the data.
The scope of this research is to first present minimum, maximum, and
weighted average function-flow failure rates. This information is based on collected
data and is not intended to demonstrate failure modes or mechanisms. Second, a
design methodology is introduced to calculate system level reliability at the functional
level.
6
2. BACKGROUND
This section provides a survey of related research including several traditional
and non-traditional reliability engineering techniques, FFDM, and the use of a
normalization method to account for variations in archived data sets.
Traditional risk and reliability analysis techniques exist primarily to move failure
assessments into the earlier stages of design. These efforts look at system components,
critical events, and system characteristics to assess risk and reliability during the
design phase. Reliability engineering techniques can help engineers better meet the
needs of customers. In general, customers want two things out of a product. First they
want the product to function properly according to their needs, and second they want it
to function reliably. Assessing reliability during the design stage helps drive designs to
function reliably. In reliability engineering failure is defined as a design not
functioning as originally intended for a given life in specific operating conditions [1].
There are several methods used to increase the reliability of the design including
Failure Modes Effects and Criticality Analysis (FMECA), Event Tree Analysis (ETA),
Fault Tree Analysis (FTA), and Reliability Block Diagrams (RBD). Each of these
analyses accomplishes a different goal and are each used during the design process.
The goal of FMECA is to identify, evaluate, and prevent critical component
failures [5]. Critical components are determined by the risk priority number (RPN).
Components with high RPN values receive a recommended action and schedule to
resolve their being critical. The FMECA analysis starts by identifying a list of
components and their potential failure modes. The RPN value is the product of three
variables; occurrence, severity, and likelihood of detection. Occurrence refers to the
likelihood that the failure will occur, severity is how bad the failure is, and likelihood
of detection is how hard it will be to detect. From the list of potential failures, the
occurrence, severity, and likelihood of detection are scored on a scale of 1 to 10,
resulting in an RPN value of 0 to 1000. The usefulness of FMECA as a design tool is
to look at the RPN values relative to each other and determine which components
7
needs action taken and which do not. From this analysis, the designer can determine
the critical components of a system and make design changes accordingly.
A variety of software tools and methodologies exist to improve and automate
FMEA including FMEA streamlining [6], WIFA [7], FLAME [8, 9], CFMA [10], and
Advanced FMEA (AFMEA) [11, 12]. Although, these automated tools are not capable
of predicting failures.
ETA is a bottom-up approach to system reliability analysis and is used to
determine the likelihood of an outcome based on an accidental event [13]. This shows
the designer end failure states that have a high probability of occurring. ETA uses the
probability of different failures occurring in the system combined with the probability
of safety barriers to determine the final state probabilities. A safety barrier is anything
in the design used to resolve a failure in the chance that is occurs. This would, for
example, be a ceiling sprinkler system in the event of a building fire. ETA is
computationally simple to perform, although depending on the number of accidents
analyzed and the level of detail explored, it can be lengthy. The usefulness of this
method is in the ability to determine accurate probabilities for events and barriers, then
make design decisions to increase the system reliability. It can be difficult to
accurately define the probabilities of events and barriers [14]. Design decisions cannot
be made with confidence unless these probabilities are well accepted. A fuzzy logic
has been developed to account for this. Specifically it determines the uncertainty in the
probability of failures and defines a qualitative impact of certain outcomes. This also
can be a useful tool for decision making.
FTA is a top-down approach to reliability analysis which begins with an
undesirable state and determines the initial cause [15]. Events that could cause the
undesirable event are listed in the row below it. Beneath each of the row 1 events are
row 2 events. This continues until a basic event is reached where there does not exist a
further occurrence to cause it. Between each row are the connections and logic gates
that define each of the relationships. In general, two types of logic gates are used;
“AND” and “OR”. AND gates require that each of the events in the next row must
occur for the event to occur. OR gates only require a single event in the next row to
8
occur for the higher level event to occur. Probabilities are assigned to each event so
the probability of the top failure event can be determined. The top event probability is
simple to calculate. In order to perform FTA, the system must be well understood so
everything is captured.
RBD are another method used to determine system level reliability of a design
during the design stage [16]. This is useful when requirements dictate the level of
reliability a design can have. For complex systems, these diagrams are useful as a
visual tool to see where failures will occur. They also make computation simple to
perform. Although, the diagram itself is not used to show the architecture of the
system, but instead only to provide graphical information on how it fails. Meaning that
if components are connected in the RBD, this does not necessarily mean they are in
the physical design. In general, there are two structure types; series and parallel. These
refer to the a theoretical path of working components that a design can take to
accomplish its overall function. If the structure is series, there is only a single path and
all components along that path must function properly or the design fails.
C1
C2
C3
FIGURE 1: Series Structure of a Reliability Block Diagram
If the path splits into a parallel structure, any path is sufficient to accomplish
the function. In other words, there must always exist a path from start to finish of
properly functioning components in order for the design to be functioning. For
example, two motors running in parallel to drive the same component where either
motor meets the power requirement for the overall system. The system can still
function if one of the motors fails.
9
C1
C2
C3
FIGURE 2: Parallel Structure of a Reliability Block Diagram
Failure rate data for each component, given by the variable (λ), is needed to
calculate the reliability. Also, a time value (t) is needed since reliability is time
dependent. For electromechanical designs with constant failure rates it can be assumed
that the reliability behaves according to an exponential distribution. Equations (1-3)
calculate the system level reliability using an exponential distribution assuming
failures are independent.
!!"#$"! !
!
!!! !!
!!"#"$$%$ ! ! !
!! ! ! !!! !!
(1)
!
!!!
! ! !!
(2)
(3)
These are useful to determine the system level reliability to meet design
criteria. The designer can also use the RBD to add redundancies that increase
reliability. Problematic areas become easy to identify in a large design using this
technique.
A disadvantage to generating RBD is the high user workload. A variety of
software tools have automated this process including Reliasoft BlockSim – Version
10
6.5.2, ARINC Raptor – Version 7.0.07, and Relex Software Reliability Block Diagram
[17].
Less common methods such as Synergetic Reliability Prediction (SYRP) are
also used during the design process to predict later life failure [18]. This method has
been shown to be accurate but requires an in-depth and lengthy analysis and expert
knowledge to perform. Work has been done to estimate the probabilities of failures
using the mean time between failure, but is a lengthy process and requires a significant
amount of work to understand [19].
2.1.
Function Failure Design Methodology
FFDM is a structured formulation of the function-failure analysis method
introduced by Tumer and Stone, and is used to perform failure analysis in the
conceptual design stage [20]. This method also aids the designer by using a functionbased concept generator approach which helps streamline the design process. FFDM is
a start-to-finish design method which utilizes knowledge bases that link product
function to failure modes and product function to design concepts. The knowledge
base data is archived in the form of a function component matrix and reduces the need
for the designer to have a large intellectual knowledge base.
FFDM has several advantages over other reliability engineering methods
including reduced high user workload, using archived failure knowledge base, being
usable during functional design, using a formalized failure language, and is practical
for electrical and mechanical systems [21]. However, FFDM lacks a strong component
to failure mode relationship, limiting the usefulness of the results.
2.2.
Normalization Method for Archived Data Sets Using the Heaviside
Function
An archived set of product data inevitably contains a certain amount of
variations. This would, for example, include data completeness and correctness.
Normalization methods provide a systematic way to lessen the impact of data
variations.
11
McAdams and Wood used a norming method to develop a quantitative designA graphical
by-analogy metric based on the functional similarity of productsFig.
[22].3 This
norming interpretat
similarity projection
Fig. 2 Normalization
process:
… original
function-product
method uses a pair
of rules to„aaccount
for differing
product customer needs importance
matrix !, „b… equalizing product importance, „c… determining
complexity.
Data was
using
productfor
function matrix for easy
average and
number
of functions
per represented
product, and
„d… ascaling
product complexity to get the final matrix N
Once
manipulation and data structuring. Each matrix element is the product
of 2calculated,
ratios; the this projectio
This projection is denoted with a
number of functions in a particular product over the average number
of functions
a product vec
product
betweenin the
is based on the numb
product and the average customer needs rating over the customer measure
needs for a) particular
The number of functions in the jth product is
products and the customer import
words, this projection provides
m
of a design. This value is then used to select analogous designs. similarity. It is a simultaneous m
! j!
H# $i j %.
(4)
and customer importance. A grap
The Heavisidei!1
function is used as a conditional binary multiplication see
jection is shown in Fig. 3. In this
The average
number
equation
4. Inof
thefunctions
case that aisspecific cell value is equal, or not equal,
to is
zero
the value
space
shown
for the functions s
rotation,
and
position
solid. Pro
m
none, or zero. To determine the average number of functions
of the Heaviside becomes
1
Product B and the projection o
!
¯ !Heaviside function
H # $ i j was
(5) row and column.
% . summed across each
for a product the
shown. This represents the simil
n i!1 j!1
products.
H is a Heaviside function defined as
For clarification of the formula
representative numerical example
when x&0
{11 !ℎ!"
! ≥ !}
uct vectors for Product A an
H
(6)
x
!
%
!
!
=
#
.
(4)
gives
(0.22,0.44,0.87)!(0.54,0.71
{00 !ℎ!"
! < !}
when x!0
#0.87"0.54!0.55
In the above equations, n is the number of products, and m is the
A matrix of these projections i
total number of different functions for all products.
*!N
Figure3.2 shows
the complete
normalization process for some
RESEARCH
APPROACH
hypothetical set of products. The top left matrix in the figure #a% is N is the matrix of unity-normaliz
matrix
This'.section
presents
the to
method
for then
determining
failure
the original
Moving
from left
right and
down inthe function-flow
Each element, ) i j , is the projecti
the figure,
firstThe
the matrix
is adjusted
to equalize
product
rates.
steps include
finding
component
failureimporrates, mapping
to
product.functions
* is the product
similarit
tance #b%. This is done be multiplying $ i j by the scaling coeffi- cation to form the product simi
validating
theThen
data,this
andterm
calculating
the minimum,
maximum, and
cient ( ¯( /components,
( j ) as computed
from '.
is multiplied
by technique
Taylor +15, used to dete
the scaling
coefficient
¯ ) as determined
weighted
average( !
function-flow
failure rates.from the matrix discussion on internet newsgroup
j /!
shown in #c%. The result is the final matrix N shown in #d%. The sign teams. The product projectio
functions in the N matrix are comparable for importance from dates for finding meaningful desig
product to product.
3.1. Component Failure Rate Data Source
functional level.
product. Norming this data gives the designer a way to calculate the similarity metric
"
""
!
Asasthis
Nonelectric
Parts Reliability
Data (NPRD-95)
[23]
was used
the similarity
source of metric is com
3.3 Computing
Similarity.
The elegance
and power of
this
need to be stored and accesse
vector representation
maderate
clear
the reference
development
the that
the componentare
failure
data.inThis
is anofongoing
effort to collect and
of
this
method are customer nee
quantified product similarity metric. Using the matrix representaThis
approach
provide
high
volumes
of data from
of sources
including
both
militarygreatly
and reduces the
tion, N, the
entire
domain
of products
can abevariety
reviewed
for funcfor locating similar products. Th
tional similarity.
The This
product
vectors generated
from Eq.manuals,
#1% are government
commercial.
specifically
includes warranty
sponsored
renormalized so that their norm is 1. After scaling, the inner prod- allow the generation of data to b
studies,
published
papersvectors
and reports,
databases,
and military
currently insystems.
progress +16,.
uct of the
normalized
product
for each
combination
of maintenance
products is calculated. Forming the inner product between a product a and a product b, a!b, gives the projection of product a on
product b. Forming the inner product of a product with itself #the
Table 3 Product vectors
completely similar product% gives a value of 1. Forming the inner
12
From the previous publication, NPRD-91, 56% more data has been acquired. A strong
emphasis was put on data quality during the collection phase. This was done by
ensuring completeness of data, consistency of data, equipment population tracking,
failure verification, and characterization of operation histories. Often data is discarded
if it does not meet quality standards. Also, this document did not indicate failure
modes or mechanisms. Failure, as observed in NPRD-95, is classified generically
under solving the symptoms of the failure. A part failed if, when it was replaced, the
failure symptoms were not present anymore.
Comprehensive indices are provided for background on the parts and sampling.
These include the component manufacturer, model or part number, nominal
performance specifications specific to each part, population tested, number of
operation hours, and number failed. The operating hours and number of parts failed is
used to generate failure rates for both specific components and component classes. For
example, a failure rate is provided for a specific type of actuator, then a combined
failure rate is given for the actuator class. The failure rate for each component class is
the sum of the total components failed for that class divided by the sum of the
operating hours for each component in that class. Calculating both types of data lets
the user employ the data at a generic or specific level.
3.2.
Repository Data
The Design Engineering Lab Repository (http://designengineeringlab.org/
delabsite/repository.html) at Oregon State University was used for function component
mapping and data structuring. A tool within the repository has the capability to
generate Microsoft Excel spreadsheets based on the designer’s intent. For the purpose
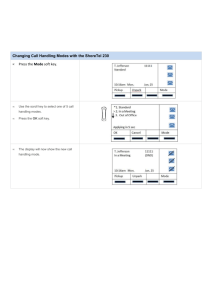
of this research, a function-component matrix (FCM) was created with function-flows
and using the component naming.
The FCM is used to capture the relationship between the functions and
component naming terms. Structurally, the FCM lists component naming terms across
the first row as column headers and function-flow pairs down the first column as row
headers. Elements of the matrix are then filled with the occurrences of the number of
13
times a function is solved by a component. Initially there are 164 components listed
and 731 function-flows. The total number of occurrences is 16,365.
Function(Component-Matrix
Failures/Mhours
192.0795 x
0.1949 2.2727 15.4501
0.1624 x
x
Generated-On:-Wed-Jan-26-22:44:46-PST-2011 converter conveyer coupler cover crank
digital-display diode distributor
convert-pneumatic-to-status
0
0
0
0
0
0
0
1
convert-pneumatic-to-translational
0
0
0
0
1
0
0
0
convert-radioactive/nuclear-to-chemical
0
0
0
0
0
0
0
0
convert-radioactive/nuclear-to-control
0
0
0
0
0
0
0
0
convert-radioactive/nuclear-to-electrical
0
0
0
0
0
0
0
0
convert-rotational-to-acoustic
0
0
0
0
0
0
0
0
convert-rotational-to-electrical
0
0
0
0
0
0
0
0
convert-rotational-to-hydraulic
0
0
0
0
0
0
0
0
convert-rotational-to-mechanical
0
0
0
0
0
0
0
0
convert-rotational-to-pneumatic
0
0
0
0
0
0
0
0
convert-rotational
0
0
0
0
0
0
0
0
convert-rotational-to-status
0
0
0
1
0
0
0
0
convert-rotational-to-translational
0
0
2
0
0
0
0
0
convert-signal-to-status
0
0
0
0
0
0
0
0
convert-signal-to-visual
0
0
0
0
0
1
0
0
convert-solar-to-chemical
0
0
0
0
0
0
0
0
convert-solar-to-electrical
2
0
0
0
0
0
0
0
convert-solar-to-status
0
0
0
0
0
0
0
0
convert-solar-to-thermal
1
0
0
0
0
0
0
0
convert-solid-to-chemical
0
0
0
0
0
0
0
0
convert-solid-to-liquid
0
0
0
0
0
0
0
0
convert-solid
1
0
0
0
0
0
0
0
convert-solid-to-solid(solid
0
0
0
0
0
0
0
0
convert-status-to-analog
0
0
0
0
0
0
0
0
convert-status-to-control
0
0
0
1
0
0
0
0
convert-status-to-electrical
0
0
0
0
0
0
0
0
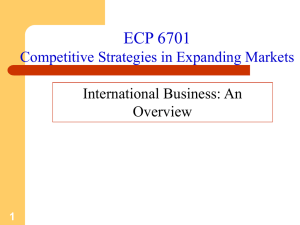
FIGURE 3: Function-Component Matrix
The example FCM snippet in Figure 3 shows convert rotational to
translational being solved twice by the coupler. Zeros in the matrix indicate that there
is no observed relationship in the repository of the particular function-flow and
component.
The component naming terms along the first row of the FCM are specifically
defined [24]. These terms line up with the component classes listed in NPRD-95. The
data was translated over from NPRD-95 and entered into the Excel spreadsheet. For
names that did not match identically, the component naming definitions were used to
justify that the data was correctly being transferred. For components without data, an
X was entered for the component failure rate.
14
3.3.
Applying Rules Using the Heaviside Function
As a means to take the failure rate listed for a specific component to individual
function-flows, it is important to avoid letting particular components dominate the
data. For example, a nozzle has solved couple solid three times out of 2045. Since the
nozzle has a high failure rate of (718 failure per million hours), couple solid will also
have a high failure rate. However, the nozzle solves the function couple solid in this
particular case, it is an exception rarely observed. The Heaviside function has been
used as a way to assign an importance rating. The occurrence data must meet the
requirements of the Heaviside function according to the following rules.
Rule 1: A function-flow must be solved at least 3 times.
This requires that any function will either see a variety of failure data because
it is solved by different components, or has been solved by the same component at
least three times.
Rule 2: A cell must contain greater than 1% of the total occurrences for the entire
component.
For a component that has 100 occurrences, a function-flow must be solved
more than once by this component or the failure rate is not inherited. This rule will
eliminate function-flows from inheriting failure rates when their solution is an
exception to how the component is generally solved.
3.4.
Function-flow Failure Rates
The process to use the data to determine the functional failure rates after
applying the rules is described here. The process to determine the weighted average
differs from that of the minimum and maximum and is described in the following
paragraph.
15
The matrix resulting from the Heaviside calculation, named T2, was used as a
starting point to determine the weighted average failure rate. Another matrix was
formulated to prepare for the final calculations which used a logic test to determine if a
cell has an occurrence greater than zero, then if that particular component had failure
rate data. These preparation steps avoid mathematical and programming errors such as
adding up X’s or dividing by zero. The following line of code tests is a cell contains an
X, if the sum of a row is greater than zero, if a component failure rate is greater than
zero, and if the failure rate is listed as X.
=IF('T2'!B31>0,IF('T2'!$FK31>0,IF('FCM (Mhours) 2'!E$4>0,IF('FCM (Mhours) 2'!
E$4="x","x",('T2'!B31*'FCM (Mhours) 2'!E$4)),"x"),"x"),"x")
When the final statement is false and the first three are true, the component failure rate
is multiplied by the occurrence. These values, across a row for a specific functionflow, were summed and divided by the total number of occurrence for the same
function-flow. The following line of code completes the calculation for the weighted
average function-flow failure rate.
=IF(SUM('T3'!B35:FI35)>0,SUM('T3'!B35:FI35)/'T2 (2)'!$FK35,"x")
The total occurrences were those that occurred when the component also had failure
data. This way, components that were not counted in the summation were also not
counted in the total number of occurrences. This calculation determined the weighted
average function-flow failure rates.
To determine the minimum and maximum failure rates, the matrix T2 was
converted into a binary matrix containing values of only 1 and 0. A binary matrix is
used only to show that there exists a relationship between a function-flow and a
component. This eliminates the occurrence information since it does not capture the
one to many relationship between function-flow and component. This is due to how
the FCM is constructed. A component is listed, then the occurrences for it solving each
16
function-flow are listed in the same column. This data represents only when one or
more functions are solved by the same component. It does not reflect the occurrences
when a single function is solved by multiple components. In this instance, each
component that solves a part of this function-flow would list a value of 1 for that
function-flow in its own column. This results in the solution for that function-flow
adding up to greater than one.
4. RESULTS
This section presents the results of the function-flow failure rates. This data is
presented in a complete table in Appendix A. An RBD style failure analysis has been
adopted for validation. Both RBD’s and the proposed methodology are used to
calculate system level reliability of each design to evaluate the usefulness of the
calculated data. This comparison is done using three different designs.
4.1.
Proposed Methodology for Calculating System Reliability
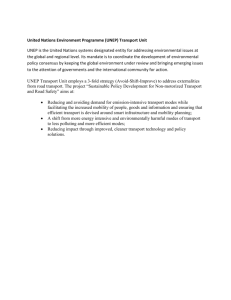
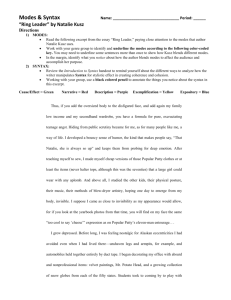
This process involves five steps. Figure 4 provides an overview and flowchart
for the proposed methodology.
This analysis begins by generating a complete functional model. All functions
and flows necessary to satisfy the customer needs must be present. Function-flows are
then restructured to reflect the FRBD instead of the functional model. Each functionflow is placed in a box, then the designer must reason about its role in the overall
system failure. If the function-flow fails, will the entire design fail, or is there an
additional functionality that would keep this from occurring? In the case where there is
not, this function-flow is in series in the FRBD. If there is additional functionality,
these two function-flows are in parallel. Next, data is pulled out of Appendix A for
each function-flow. All values including minimum, weighted average, and maximum
should be recorded. Functionality can be added or functions can be swapped to reduce
the combined failure rate. This is explained in section 4.2. Equations (1-3) are then
used to calculate the reliability in the same manner as a traditional RBD. This should
17
be individually calculated for the minimum, weighted average, and maximum failure
rate.
Generate Functional Model
Reformat Using Reliability Block
Diagram Structure
Gather Failure Rate Data
Mitigate Failure Rates
Perform Reliability Block
Diagram Calculations
FIGURE 4: Methodology to Calculate System Reliability
4.2.
Exploring New Functions in the Functional Model
Exploring functions to reduce the combined failure rate using this framework
is done one of two ways. First, functions can be swapped out for new functions which
have lower failure rates and second functions can be added using a parallel structure in
the RBD.
This data can be used to let the designer know when to explore different
functions in the functional model. Certain function-flows with high failure rates can be
exchanged with others to generate alternate final designs. This leads to a component
with a low failure rate solving the function-flow. Since functional modeling is
performed at an abstract level and problem statements are often not well defined, new
functions can be explored in place of others to solve the same blackbox function.
Another option when the basic functionality is strictly required by the product is to
add mitigating functions for the high failure rate functions. For example, if the
18
function convert pneumatic energy to mechanical energy has an unacceptable failure
rate and is known to historically fail from overheating, additional functionality to
mitigate this failure can be used. This could be distribute thermal energy or export
thermal energy. In the RBD this would reduce the final failure rate because the new
functionality would be in parallel with convert pneumatic energy to mechanical
energy. In reality, this would be adding a heat sink which is commonly done to relieve
heat from a system and reduce the likelihood of failure.
4.3.
Methodology Example Using Real Products
As a way to validate the proposed methodology using the function-flow failure
rates, examples have been provided. Three products each with functional models (FM)
and configuration flow graphs (CFG) were found [22, 25]. An RBD approach has been
adopted to measure the reliability of each CFG. These traditional RBD were
constructed with component failure rates from NPRD-95. In the reliability calculation
an exponential distribution of failure rates was assumed. Since products have
relatively few components and no redundancies, it was determined that the RBD
structure was entirely in series. That is, if any component fails, the overall function is
no longer accomplished.
In order to use the functional failure rates, the proposed methodology is used.
Again, the three products are relatively simple and do not contain any parallel
structures or redundancies. For more complex systems, redundancies would be present
in the RBD structure resulting in a combination of parallel and series structures.
The three products evaluated were an electric toothbrush, an electric bread
slicer, and an automated bottle capping machine. Each product had an overall
reliability calculated from the traditional RBD, and for comparison purposes a
minimum, maximum, and weighted average reliability using the proposed
methodology. Time values were selected to reflect a reasonable operation for each.
The first product explored was an electric toothbrush. The blackbox function of
this product is to separate solids. The results in Figure 5 show that the average
reliability at 1,000 hours is 95%. The proposed methodology results were compared
19
relative to the traditional RBD. The maximum is less than 1% higher while the
minimum is significantly lower, only 7% reliable at 1,000 hours. The weighted
average is 4% lower. This result is expected based on the components and functionflow pairs present in the design. The largest component failure rate seen in the product
was the link with a value of 10.97 failures per million hours and the lowest was the
housing at 0.013 failures per million hours. The function with the greatest failure rate
was export solid with a value of 717 failures per million hours. The minimum was
found in the function-flow import solid at 0.0018 failures per million hours.
Electric(Toothbrush(
Reliability&
95.1%&
95.9%&
91.1%&
19.5%&
CFG&
Maximum&
Average&
Minimum&
FIGURE 5: Reliability Results for the Electric Toothbrush
Four function-flows and two components were not included in the reliability
calculations. These components included electric wire and guiders. Electric wire does
not have failure rate data in NPRD-95. The rate for guiders was excluded because the
function-flows that it maps to does not have data. These function-flows include
convert rotational to translational mechanical energy and transfer translational
mechanical energy. Similarly, transfer electrical energy was excluded as a result of the
missing electrical wire data. Mix solid to mixture did not receive failure rate data as a
result of not passing the rules discussed previously. This is one of many functions
accomplished by the brush component on the toothbrush. The brush was left in the
calculation as were the other function-flows that is solves.
20
The next product tested was an electric bread slicer. This product also
separates solids, but uses a different variety of components to accomplish its blackbox
function. The reliability found from the RBD at 1,000 hours was 96%. The results
from the proposed methodology show the minimum, maximum, and weighted average
were found to be 85%, 99%, and 96% respectively. The results for this product show a
strong correlation between the traditional RBD and the weighted average from the
proposed methodology. Components in the electric bread slicer with the highest and
lowest failure rates were the handle (11.01 failures per million hours) and an electric
switch (0.82 failures per million hours). For the function-flows these were both import
human energy and actuate electrical energy (25.81 failures per million hours) and
import electrical energy (0.0021 failures per million hours).
Bread&Slicer&
Reliability&
96.2%&
98.7%&
96.5%&
85.0%&
CFG&
Maximum&
Average&
Minimum&
FIGURE 6: Reliability Results for the Electric Bread Slicer
Two components and five function-flows were not included in the reliability
calculations. Both blade and electric wire are without failure rate data in NPRD-95
and therefore their corresponding function-flows were not included in the calculation.
These function-flows include transfer electrical energy, import solid, secure solid,
separate solid, and export solid.
The third product tested was an automated bottle capping machine. This
product imports a bottle on a belt, grabs it with a clamp, caps it, then exports the
21
capped bottle. The blackbox function of this product is to couple solids. The reliability
of the bottle capping machine at 10,000 hours was 61%. The results from the proposed
methodology for the minimum, maximum, and weighted average were found to be
7%, 76%, and 49% respectively. The components with the highest and lower failure
rates were a handle (11.01 failures per million hours) and an electric conductor (0.019
failures per million hours). Function-flows with the highest and lowest failure rates
were both actuate electrical energy and import human energy (25.81 failures per
million hours) and import electrical energy (0.0021 failures per million hours).
Bo#le&Capping&Machine&
Reliability%
76.1%%
61.1%%
48.8%%
7.1%%
CFG%
Maximum%
Average%
Minimum%
FIGURE 7: Reliability Results for the Bottle Capping Machine
Eleven components and twelve functions were excluded from the reliability
calculations. This was due to either the function-flow or component not having failure
rate data. In either case, the components and function-flows were mapped to each
other and both were excluded.
Without being able to account for the data in a design, uncertainty is
introduced to the calculation. This is a limitation to the choice of using the functionflow failure rates in the proposed methodology. The three products evaluated were not
chosen because they had failure rate data, as this would not be the case in a design
project. They were chosen because they had complete CFG and FM which were
already generated.
22
In the three designs evaluated, two function-flows resulted in two components
that ultimately lowered the system level reliability. These functions include export
solid, and converts electrical energy to rotational mechanical energy, and their
corresponding components were brush, and electric motor.
In the toothbrush, the two brush components had a combined series failure rate
of 18.30 failures per million hours while their corresponding function-flows had a
combined failure rate of 56.92 failures per million hours. The brushes individually had
the second highest failure rate in the product and account for approximately half of the
failures that would occur in the toothbrush. Similarly, their corresponding functionflows make up for half of the failures in the weighted average.
For the automated bottle capping machine, the component with the highest
failure rate, an electric motor, was present twice in the design. The combined series
failure rate of these motors is 18.48 failures per million hours. In this design, the
electric motor converts electric energy to rotational mechanical energy. This function
occurs twice in the functional model and has a combined failure rate of 18.77 failures
per million hours. The two electric motors account for approximately 40% of the
overall failure rate while the conversion from electrical to rotational energy accounts
for approximately 25% of the combined failure rate using the proposed methodology.
This information shows that critical components can be identified using the
proposed methodology. The comparison between these shows a positive result for the
use of the proposed data. Understanding the range for the reliability before any
components have been selected is a useful tool in the early design stage.
5. CONCLUSION
The effort to move reliability engineering into the early stage of design is an
increasing area of interest. This research aims to increase knowledge of the system at
the functional level.
Currently, failure rate data is available for components. Here similar data has
been generated for function-flows to give designers the same advantage at the
functional level of design. This was done using a FCM and the Heaviside function.
23
The Heaviside function required that function-flows were solved with enough
occurrences to be counted which protects them from inheriting failure rate data from
components that are rarely their solution.
The new failure rate data has been used to make decisions at the design phase
and determine system reliability with a weighted average and an upper and lower
bound. This was done using the proposed methodology.
6. FUTURE WORK
The component failure rate data used from NPRD-95 does not give any
indication of how a component failed. As discussed previously, a failure observed in
this document was described as solving the symptoms of failure. Research has been
done to break function failures into failure modes based on a set number of failures.
This method will be examined to find a way to get a failure rate of a failure mode for a
specific function-flow. This data provides the designer more information in the early
design stage and will help guide important design decisions
7. ACKNOWLEDGMENTS
This research was funded in part by DARPA (Subaward to FA8650-10-C-7079
with Palo Alto Research Center). The opinions, findings, conclusions, and
recommendations expressed are those of the authors and do not necessarily reflect the
views of the sponsors.
24
APPENDIX A: Function-flow Failure Rates
Function-flow
Wtd Avg
Min
Max
Function-flow
Fails/Mhours Fails/Mhours Fails/Mhours
actuate control
actuate control to electrical
actuate electrical
actuate human energy
actuate human material
actuate mechanical
actuate solid-liquid
change control
change electrical
change electromagnetic
change hydraulic
change liquid
change material
change mechanical
change rotational
change signal
change solid
change solid-liquid
change translational
collect gas-gas
condition control
condition electrical
convert chemical to mechanical
convert chemical to thermal
convert control to status
convert electrical
convert electrical to electromagnetic
convert electrical to mechanical
convert electrical to optical
convert electrical to rotational
convert electrical to status
convert electrical to thermal
convert electromagnetic to electrical
convert electromagnetic to mechanical
convert gas to liquid
convert human energy to control
convert human energy to mechanical
convert human energy to rotational
convert human material to control
convert human material to mechanical
convert liquid to colloidal
convert liquid to gas
convert magnetic to control
convert magnetic to mechanical
convert mechanical
convert mechanical to acoustic
convert mechanical to electrical
convert mechanical to hydraulic
convert mechanical to pneumatic
convert mechanical to rotational
convert mechanical to status
convert mechanical to thermal
convert pneumatic to mechanical
convert pneumatic to rotational
convert pneumatic to translational
convert rotational to pneumatic
convert rotational to translational
convert solid to liquid
convert translational to rotational
couple electrical
couple solid
1.97E+0
8.20E-1
1.25E+0
1.79E-1
1.79E-1
7.25E+0
5.84E+0
4.59E+0
2.01E+0
7.48E+0
3.93E-1
7.18E+2
1.23E+2
5.11E+0
4.56E+0
1.92E+2
1.45E+2
2.00E-2
6.20E+0
3.61E+0
1.83E+0
1.83E+0
6.63E+0
3.99E+2
1.57E+1
2.34E+0
6.72E+0
9.24E+0
1.81E+0
9.39E+0
5.73E-1
4.04E-1
7.41E+0
2.21E-2
2.53E+1
2.01E+0
5.26E+0
3.81E+0
8.20E-1
2.21E-2
1.20E+1
4.06E+0
3.61E+0
2.21E-2
9.26E+0
8.31E+0
2.02E+2
2.88E+1
1.14E+1
2.92E+0
5.28E-1
2.68E+2
2.00E-1
2.00E-1
7.83E+0
1.20E+1
9.05E+0
1.20E+1
1.11E+1
4.59E+0
9.71E+0
8.20E-1
8.20E-1
1.79E-1
1.79E-1
1.79E-1
1.79E-1
5.47E+0
4.59E+0
9.00E-2
2.21E-2
3.93E-1
7.18E+2
5.40E+1
9.30E-1
2.92E+0
1.92E+2
2.00E-2
2.00E-2
6.20E+0
3.61E+0
1.83E+0
1.83E+0
6.63E+0
6.63E+0
5.73E-1
9.00E-2
1.62E-1
5.00E-1
5.73E-1
9.24E+0
5.73E-1
2.00E-2
3.61E+0
2.21E-2
8.08E+0
1.79E-1
1.79E-1
3.81E+0
8.20E-1
2.21E-2
1.20E+1
2.00E-2
3.61E+0
2.21E-2
3.72E+0
6.63E+0
3.61E+0
1.20E+1
2.00E-1
2.92E+0
5.28E-1
6.63E+0
2.00E-1
2.00E-1
2.00E-1
1.20E+1
1.95E-1
1.20E+1
3.88E+0
4.59E+0
1.80E-3
2.58E+1
8.20E-1
2.58E+1
1.79E-1
1.79E-1
2.58E+1
6.20E+0
4.59E+0
4.59E+0
1.12E+1
3.93E-1
7.18E+2
1.92E+2
1.97E+1
4.69E+0
1.92E+2
7.18E+2
2.00E-2
6.20E+0
3.61E+0
1.83E+0
1.83E+0
6.63E+0
5.30E+2
3.60E+1
4.59E+0
4.48E+1
2.58E+1
3.04E+0
1.20E+1
5.73E-1
8.08E+0
1.12E+1
2.21E-2
3.39E+1
1.34E+1
2.58E+1
3.81E+0
8.20E-1
2.21E-2
1.20E+1
8.08E+0
3.61E+0
2.21E-2
1.55E+1
9.15E+0
5.30E+2
4.57E+1
3.60E+1
2.92E+0
5.28E-1
5.30E+2
2.00E-1
2.00E-1
1.55E+1
1.20E+1
1.97E+1
1.20E+1
1.97E+1
4.59E+0
7.18E+2
Wtd Avg
Min
Max
Fails/Mhours Fails/Mhours Fails/Mhours
display status
distribute electrical
distribute liquid
distribute material
distribute mechanical
distribute optical
distribute solid
distribute thermal
export acoustic
export control
export electrical
export electromagnetic
export gas
export human energy
export human material
export hydraulic
export liquid
export liquid to colloidal
export mechanical
export mixture
export optical
export pneumatic
export rotational
export rotational to translational
export signal
export solid
export solid-liquid
export status
export thermal
export translational
guide electrical
guide gas
guide human energy
guide human material
guide hydraulic
guide liquid
guide mechanical
guide mixture
guide pneumatic
guide radioactive/nuclear
guide rotational
guide signal
guide solid
guide solid-gas
guide solid-liquid
guide thermal
guide translational
import chemical
import control
import electrical
import gas
import human energy
import human material
import hydraulic
import liquid
import mechanical
import mixture
import optical
import pneumatic
import rotational
import solid
5.40E+1
4.30E+0
2.41E+2
3.64E+2
8.89E+0
5.73E-1
7.18E+2
6.43E+0
6.63E+0
2.10E-3
1.84E+0
2.27E+1
1.17E+2
1.79E-1
3.12E+0
6.84E+0
2.67E+1
2.25E+0
5.29E+0
6.44E+0
6.31E+0
1.54E+2
3.71E+0
2.25E+0
3.61E+0
1.21E+1
7.18E+2
3.14E+1
4.49E+0
1.97E+1
2.38E+0
1.34E+2
1.10E+1
3.45E+0
6.07E+0
7.95E+0
5.84E+0
2.43E+2
7.45E+0
1.12E+1
5.73E+0
2.08E+1
6.17E+0
7.18E+2
5.47E+0
1.82E+2
9.95E+0
3.62E+2
1.84E+0
2.98E+0
2.22E+2
2.70E+0
2.63E+0
2.93E+0
2.38E+1
3.96E+0
9.15E+0
1.12E+1
1.88E+2
4.01E+0
7.93E+0
5.40E+1
5.28E-1
2.92E+0
9.15E+0
1.95E-1
5.73E-1
7.18E+2
6.12E-2
6.63E+0
2.10E-3
1.90E-2
5.73E-1
2.25E+0
1.79E-1
1.31E-2
1.95E-1
9.00E-2
2.25E+0
2.10E-3
5.28E-1
3.04E+0
8.08E+0
1.95E-1
2.25E+0
3.61E+0
2.00E-2
7.18E+2
5.73E-1
2.00E-2
1.97E+1
2.33E+0
2.27E+0
1.10E+1
1.31E-2
1.95E-1
9.00E-2
5.28E-1
5.28E-1
6.20E+0
1.12E+1
1.95E-1
2.08E+1
1.80E-3
7.18E+2
5.47E+0
8.08E+0
1.95E-1
6.63E+0
1.79E-1
2.10E-3
2.00E-1
1.31E-2
1.31E-2
1.95E-1
2.00E-2
2.10E-3
9.15E+0
1.12E+1
6.20E+0
1.95E-1
1.80E-3
5.40E+1
8.08E+0
7.18E+2
7.18E+2
2.08E+1
5.73E-1
7.18E+2
1.97E+1
6.63E+0
2.10E-3
3.61E+0
4.48E+1
7.18E+2
1.79E-1
1.97E+1
1.34E+1
7.18E+2
2.25E+0
2.58E+1
9.15E+0
1.12E+1
7.18E+2
9.63E+0
2.25E+0
3.61E+0
7.18E+2
7.18E+2
5.40E+1
1.97E+1
1.97E+1
2.50E+0
7.18E+2
1.10E+1
1.10E+1
1.34E+1
3.60E+1
1.97E+1
7.18E+2
8.08E+0
1.12E+1
1.97E+1
2.08E+1
7.18E+2
7.18E+2
5.47E+0
5.30E+2
1.97E+1
7.18E+2
1.12E+1
1.10E+1
7.18E+2
2.58E+1
1.97E+1
8.08E+0
7.18E+2
1.97E+1
9.15E+0
1.12E+1
7.18E+2
1.97E+1
7.18E+2
25
APPENDIX A (continued): Function-flow Failure Rates
Function-flow
Wtd Avg
Min
Max
Function-flow
Fails/Mhours Fails/Mhours Fails/Mhours
import solid-liquid
import thermal
import translational
indicate control
indicate electromagnetic
indicate signal
indicate status
indicate visual
join solid
link solid
position human material
position liquid
position mechanical
position solid
process control
process electrical
process status
regulate control
regulate electrical
regulate gas
regulate hydraulic
regulate liquid
regulate material
regulate mechanical
regulate pneumatic
regulate solid
regulate thermal
secure human material
secure mixture
secure solid
secure solid-liquid
sense control
sense electrical
sense solid
sense status
sense thermal
separate gas
separate material
separate mixture
separate solid
shape solid
stabilize mechanical
stop electrical
stop gas
stop hydraulic
stop liquid
2.94E+1
5.31E+0
9.63E+0
5.73E-1
1.89E+1
1.02E+0
1.34E+1
5.40E+1
4.92E+0
2.92E+0
1.25E+1
1.15E+1
3.61E+0
3.81E+0
4.59E+0
3.61E+0
5.73E-1
2.36E+0
3.13E+0
9.55E+1
4.18E+0
5.73E+0
3.01E+1
4.00E+0
5.47E+0
9.73E+1
1.33E+1
1.97E+1
9.15E+0
5.52E+0
1.92E+2
4.10E+0
1.32E+1
4.98E+1
2.04E+1
8.45E+0
1.92E+2
9.63E+1
6.20E+0
6.65E+0
5.40E+1
3.61E+0
1.28E+0
4.45E+1
5.47E+0
5.39E+0
2.27E+0
6.12E-2
9.63E+0
5.73E-1
5.73E-1
1.62E-1
1.79E-1
5.40E+1
1.95E-1
2.92E+0
1.10E+1
9.63E+0
3.61E+0
1.80E-3
4.59E+0
3.61E+0
5.73E-1
8.20E-1
9.00E-2
5.47E+0
4.23E-1
4.23E-1
6.20E+0
1.80E-3
5.47E+0
4.57E+1
1.33E+1
1.97E+1
9.15E+0
1.80E-3
1.92E+2
3.61E+0
1.32E+1
4.57E+1
3.61E+0
3.61E+0
1.92E+2
5.00E-1
6.20E+0
4.23E-1
5.40E+1
3.61E+0
6.12E-2
5.47E+0
5.47E+0
2.00E-2
1.92E+2
1.97E+1
9.63E+0
5.73E-1
4.48E+1
3.61E+0
5.40E+1
5.40E+1
2.08E+1
2.92E+0
1.97E+1
1.34E+1
3.61E+0
7.18E+2
4.59E+0
3.61E+0
5.73E-1
6.20E+0
2.58E+1
5.30E+2
1.34E+1
1.34E+1
5.40E+1
4.69E+0
5.47E+0
1.92E+2
1.33E+1
1.97E+1
9.15E+0
7.18E+2
1.92E+2
4.59E+0
1.32E+1
5.40E+1
5.40E+1
1.33E+1
1.92E+2
1.92E+2
6.20E+0
9.15E+0
5.40E+1
3.61E+0
2.50E+0
1.92E+2
5.47E+0
1.34E+1
Wtd Avg
Min
Max
Fails/Mhours Fails/Mhours Fails/Mhours
stop liquid to colloidal
stop material
stop mixture
stop pneumatic
stop rotational to translational
stop solid
stop thermal
store chemical
store control
store electrical
store gas
store hydraulic
store liquid
store mechanical
store mixture
store pneumatic
store solid
store solid-liquid
supply electrical
supply gas
supply hydraulic
supply liquid
supply mechanical
support solid
transfer chemical
transfer control
transfer electrical
transfer gas
transfer human energy
transfer hydraulic
transfer liquid
transfer mechanical
transfer rotational
transfer signal
transfer solid-liquid
transfer status
transfer thermal
transmit control
transmit electrical
transmit human energy
transmit mechanical
transmit pneumatic
transmit rotational
transmit thermal
transport solid
2.25E+0
5.40E+1
5.47E+0
5.47E+0
2.25E+0
4.60E+0
2.05E+0
4.08E+0
4.59E+0
4.10E+0
1.92E+2
2.00E-1
3.13E+0
1.52E+0
2.25E+0
6.20E+0
3.87E+0
2.25E+0
3.94E+0
1.92E+2
2.00E-1
3.33E+0
1.16E+0
1.46E+0
7.18E+2
4.19E+0
3.42E+0
1.56E+1
9.87E+0
6.08E+0
2.66E+2
6.93E+0
3.97E+0
1.79E-1
2.49E+2
3.61E+0
4.15E+0
5.40E+1
1.41E+1
1.02E+1
7.86E+0
2.08E+1
4.91E+0
6.63E+0
1.47E+1
2.25E+0
5.40E+1
5.47E+0
5.47E+0
2.25E+0
1.95E-1
6.12E-2
4.08E+0
4.59E+0
4.08E+0
1.92E+2
2.00E-1
2.25E+0
1.95E-1
2.25E+0
6.20E+0
2.25E+0
2.25E+0
2.33E+0
1.92E+2
2.00E-1
2.25E+0
1.95E-1
1.80E-3
7.18E+2
1.80E-3
2.10E-3
1.20E+1
1.83E+0
2.00E-1
3.39E+1
1.80E-3
9.30E-1
1.79E-1
1.95E-1
3.61E+0
1.90E-2
5.40E+1
1.90E-2
1.83E+0
3.81E+0
2.08E+1
1.95E-1
2.00E-2
9.63E+0
2.25E+0
5.40E+1
5.47E+0
5.47E+0
2.25E+0
5.40E+1
2.25E+0
4.08E+0
4.59E+0
4.59E+0
1.92E+2
2.00E-1
1.20E+1
1.97E+1
2.25E+0
6.20E+0
1.20E+1
2.25E+0
4.59E+0
1.92E+2
2.00E-1
1.20E+1
3.81E+0
2.92E+0
7.18E+2
1.33E+1
9.24E+0
3.39E+1
1.10E+1
1.20E+1
7.18E+2
7.18E+2
1.97E+1
1.79E-1
7.18E+2
3.61E+0
1.97E+1
5.40E+1
5.40E+1
1.97E+1
2.08E+1
2.08E+1
9.63E+0
1.97E+1
1.97E+1
26
Link Between Function-Flow Failure Rates and Failure Modes for Early Design
Stage Reliability Analysis
Authors
Bryan M. O’Halloran
100 Dearborn Hall
Email: ohallorb@onid.orst.edu
Robert B. Stone Ph.D
406 Rogers Hall
Email: rob.stone@oregonstate.edu
Irem Y. Tumer Ph.D
408 Rogers Hall
Email: irem.tumer@oregonstate.edu
Proceedings of the 2011 ASME International Mechanical Engineering Congress and
Exposition
Safety Engineering, Risk Analysis, and Reliability Methods
IMECE 2011
November 11-17, 2011, Denver, CO, United States of America
27
ABSTRACT
The scope of this paper is to provide an extension to the Function Failure Design
Method (FFDM). We first implement a more robust knowledge base using Failure
Mode/Mechanism Distributions 1997 (FMD-97). Then failure rates from Nonelectric
Parts Reliability Data (NPRD-95) are added to more effectively determine the
likelihood that a failure mode will occur. The proposed Functional Failure Rate Design
Method (FFRDM) uses functional inputs to effectively offer recommendations to
mitigate failure modes that have a high likelihood of occurrence. This work uses a past
example where FFDM and Failure Modes and Effects Analysis (FMEA) were
compared to show that improvements have been made. A four step process is
presented to show how the FFRDM is used during conceptual design.
1. INTRODUCTION
In the process of design, functionality is where the voice of the customer is
captured. For this reason, failure can be defined as the loss of functionality [1].
Meaning that if the design stops working in the way the customer prefers, it has failed.
Since we design for functionality, data in this research has been tabulated to provide
designers the capability to perform accurate reliability analyses directly after
generating a functional model. Functional modeling is performed at the conceptual
stage of design before any components have been determined [2]. This data has been
carefully calculated using historical failure information and relationships between
functions and components. Although, here the failure rates are linked to specific
failure modes and offer the likelihood that the failure mode will occur given that a
specific function-flow appears in the functional model.
Performing reliability analysis at the conceptual level of design offers the power
of risk informed decision making to the designer. As the design process continues it
becomes increasingly expensive to make design changes. Providing an analysis that
can mitigate this problem at the conceptual level may significantly reduce the
likelihood of costly failure events.
28
2. BACKGROUND
This section provides a survey of the relevant related research. These topics
include Functional Modeling, FFDM, Risk in Early Design, and Failure Rates, Modes,
and Mechanisms.
2.1.
Functional Modeling
Functional modeling is a standard part of many engineering design
methodologies and is used to describe a design at an abstract level. Generating a
functional model is done early in the design process before components have been
chosen in an original design problem or before reviewing existing component choices
in a redesign problem. The design process, in a general sense, follows five steps;
project definition and planning, specification definition, conceptual design, product
development, and product support [26]. The functional design method is used in the
first stage of conceptual design.
The format of functional models consists of functions connected by flows. The
three types of flow include material, energy, and signal. Stone [27] standardized
functional modeling by creating a common functional basis which provided a set
number of functions and flows to describe the entire design space. The functional basis
provides consistency across functional models of different designs. The functional
basis is used as the starting point for this research. Failure rates of failure modes are
found here for each term in the functional basis. Appendix A presents this data in a
summarized version due to page limit restrictions. This includes each functional basis
term.
Table 1 gives an example using nail clippers for how the Functional Basis is
different from describing a design using general functionality.
29
TABLE 1: Example Using Functional Basis Terminology
General
- Accept user’s hand
- Position user’s hand
- Move clipper to desired
location
- Apply force on lever to
actuate clipper
- Return clippers to storage
- Release user’s hand
2.2.
Functional Basis
- Import Human Energy
- Import Human Material
- Import Solid Material
- Guide Solid Material
- Position Solid Material
- Actuate Solid Material
- Guide Solid Material
- Position Solid Material
- Export Human Energy
- Export Human Material
- Export Solid Material
Function Failure Design Methodology
FFDM is a structured formulation of the function-failure analysis method
introduced by Tumer and Stone [3], and is used to perform failure analysis in the
conceptual design stage. This method also aids the designer by using a function-based
concept generator approach which helps streamline the design process [20]. The
proposed extension to FFDM, FFRDM, does not use this concept generation. Instead,
FFRDM is used only to inform the designer at the functional level of design. FFDM
utilizes knowledge bases which link product function to failure modes. The knowledge
base data is archived in the form of a function-component matrix and a componentfailure mode matrix. This reduces the need for a designer to have a large intellectual
knowledge base.
FFDM has several advantages including reduced high user workload, using an
archived failure knowledge base, being usable during functional design, using the
functional basis, component taxonomy, and failure mode taxonomy as a formalized
failure language, and is practical for electrical and mechanical systems [21].
Currently, FFDM lacks a strong component failure mode knowledge base. Only
63 failure mode occurrences have been observed in this framework previously [3].
Adding to the knowledge base provides confidence in the results. Using FMD-97 [28],
this research has added approximately 36,700 failure mode occurrences to the
component-failure mode matrix.
30
2.3.
Risk in Early Design
Risk in Early Design (RED) is a conceptual design tool which uses functional
inputs to assess risk. An algorithm along with historical failure data is combine to
provide the designer failure modes, likelihood, and severity from the functional inputs.
The RED database is populated by three sources including functional models,
bill of materials, and failure reports. Bill of materials and failure reports provide the
component name and failure mode occurrence respectively. Data is converted using
naming taxonomies for failure modes [29], components [30], and functions [27] to
standardize the process. Each taxonomy is explicitly defined and defines the entire set
of potential names. Figure 1 shows how each source correlates to matrices EC, CF,
and EF. The matrix EF is produced by multiplying matrix EC by CF.
FIGURE 1: Red Database Population
This information can be used to determine the respective difference in
occurrence between failure modes for a specific function. Similarly it can be
determined which failure modes globally occurs with the greatest frequency.
Although, this can not be used to predict likelihood of a failure mode. The current CF
31
matrix has approximately 600 observed occurrences. The proposed method has
observed over 36,700 occurrences to provide more robust results. Using sixty times
the number of occurrences will give the designer confidence that the method is well
backed by a large knowledge base.
In addition to this calculation, RED provides calculations for failure severity
and likelihood. Failure severity was gathered through studying NASA, FMEA, and
risk engineering sources. These sources provide the foundation to generate the CF’
matrix using scores from 0 to 5, where 5 is the most severe. A similar matrix
calculation was performed as in Figure 1. The result is the occurrence of functional
failure severity. Failure likelihood was generated from a detailed list of component
failure occurrences. The failures were sorted low to high based on their occurrences.
These were also categorized in to a 0 to 5 scale and a matrix calculation was
performed to determine the likelihood of the functional failures.
The likelihood data was tabulated solely using failure occurrence. Likelihood
cannot be determined in the absence of time since failure is time dependent. While
strictly using occurrence data, common components will observe increased likelihood
because they are used more often. Less common components, which may have a
higher failure rate, could receive a lower likelihood value because their failures are
observed less often. The solution is to use failure rate information in the place of
recorded failure occurrence. The FFRDM knowledge base proposed in this research
provides failure rates of failure modes for specific functions. This is the necessary data
to generate quantitative likelihood results at the conceptual stage of design.
2.4.
Failure Rates, Modes, and Mechanisms
Failure rate (λ) is a commonly used and well accepted variable found during risk
and reliability calculations. In general, (λ) is recorded in units of Failure/Million
Hours or Failure/Million Miles. This depends on the source and how the data was
collected.
A common problem in reliability engineering is how failures can be mitigated.
The root of this problem can be better understood by the cause and result of a failure.
32
Depending on the source, the terms failure mode and failure mechanism are defined
differently. Often, they are used interchangeably as the end state of a failure. Collins
uses the term failure mode as the physical process or processes that produce a failure
[31]. Blischke and Murthy define this as the description of a fault. Although, neither
provide a definition for failure mechanism. FMD-97 defines failure mode as the
observable consequence of failure. Here, this definition is adopted and is extended to
also include any change in behavior. FMD-97 defines failure mechanism as the
physical process which causes the failure. This definition will also be adopted.
A common vocabulary of failure modes has been developed for mechanical
systems by Collins [31]. Work done by Stone and Tumer [29] has provided a failure
mode taxonomy for both electrical and mechanical systems. The latter will be used
here to convert failure modes from those listed in FMD-97. Although, for mechanical
failure modes that appeared in both taxonomies, definitions/descriptions were
consulted from Collins text to gather more consensus.
2.5.
Failure Modes and Effects Analysis
The goal of FMEA is to identify, evaluate, and prevent critical component or
functional failures [5]. FMEA can be performed in exactly the same manner using
either components or functions. Failure is commonly defined as a loss in functionality
and therefore this research focuses on FMEA using functions. Critical functions
receive a recommended schedule and action to reduce the failure mode risk. FMEA is
a tool used to analyze systems to gather information that a decision can be made from.
High risk functions are determined by the risk priority number (RPN). The
FMEA analysis starts by identifying a list of functions and their potential failure
modes. A list of functions can be produced from the functional model while a list of
components is produced from the detailed component design architecture. Failure
modes are determined by expert knowledge or extensive research of similar designs.
The RPN value is the product of three variables; occurrence, severity, and likelihood
of detection. Occurrence refers to the likelihood that the failure will occur, severity is
how bad the failure is, and likelihood of detection is how hard the failure is to detect.
33
From the list of potential failures, the occurrence, severity, and likelihood of detection
are scored on a scale of 1 to 10, resulting in an RPN value in the range of 0 to 1000.
The usefulness of FMEA as a design tool is to look at the RPN values relative to each
other and determine which functions need action taken and which do not. From this
analysis, the designer can determine the critical functions of a system and make design
changes accordingly.
Information for single failure mode input into the FMEA is not a long process.
This simply involves entering the function, an associated failure mode, then listing the
severity, detection, and occurrence values. These values are also subjective and can
lead to a poor analysis of critical failures. Although, to perform a complete FMEA for
the entire design can be very time consuming. This involves generating a list of
potential failure modes for each function. At a functional level this is not intuitive and
at a component level would require domain-specific expert knowledge. Some
functions, or components, can have over 50 distinct failure modes that should be
considered. Next, each failure mode must have the severity, detection, and occurrence
determined and recorded. Once this is done, it must be determined which functions
have too high of an RPN value, then recommended actions must be recorded. In all,
this analysis becomes very time consuming.
FMEA also requires expert engineers to properly perform. Experts have
acquired a knowledge base that only they have access to. Although, even the seasoned
professional can miss failure modes with high occurrences. Using a computerized
knowledge base solves this simple mistake. Experts have recorded data for years
which has been grouped in to a single data source. The data found in this research was
calculated using this historical failure rate data. Engineers with little experience in a
specific field can use this data to produce expert level results.
The research described in this paper provides a solution to FMEA. This can
reduce the time required by an expert, or in some cases, eliminate the need for an
expert altogether. In FFRDM the functional model is used to generate the relevant
failure modes for a design. Failure modes are provided with failure rates as a way to
accurately determine the occurrence. Calculating the RPN value is not needed. Prior
34
work has shown that final recommendations by FFDM can exceed those of FMEA [3].
This example is revisited to show that improvements have been made in the extension
from FFDM by providing further useful recommendation and discussing
recommendations given previously that had low occurrence values.
3. RESEARCH APPROACH
This section provides information and the steps followed to arrive at the
knowledge base for FFRDM. Two data sources were used as a starting point,
NPRD-95 and FMD-97. Failure modes in FMD-97 were converted to a failure mode
taxonomy. A repository of product information was used to generate function to
component relationships. These relationships in conjunction with NPRD-95 and
FMD-97 were used to build the knowledge base for FFRDM.
3.1.
Component Failure Rate Data Source [32]
NPRD-95 was used as the source of the component failure rate data. NPRD-95
was put together by Reliability Information Analysis Center. This reference is an
ongoing effort to collect and provide high volumes of data from a variety of sources
including both military and commercial. This specifically includes warranty manuals,
government sponsored studies, published papers and reports, databases, and military
maintenance systems. From the previous publication, NPRD-91, 56% more data has
been acquired. A strong emphasis was put on data quality during the collection phase.
This was done by ensuring completeness of data, consistency of data, equipment
population tracking, failure verification, and characterization of operation histories.
Often data is discarded if it does not meet quality standards. This document did not
indicate failure modes or mechanisms. Failure, as observed in NPRD-95, is classified
generically under solving the symptoms of the failure. A part failed if, when it was
replaced, the failure symptoms were not present anymore.
Comprehensive indices are provided for background on the parts and sampling.
These include the component manufacturer, model or part number, nominal
performance specifications specific to each part, population tested, number of
35
operation hours, and number failed. The operating hours and number of parts failed is
used to generate failure rates for both specific components and component classes. For
example, a failure rate is provided for a specific type of actuator, then a combined
failure rate is given for the actuator class. The failure rate for each component class is
the sum of the total components failed for that class divided by the sum of the
operating hours for each component in that class. Calculating both types of data lets
the user employ the data at a generic or specific level.
This data was employed in the Component-failure mode matrix. A component
naming taxonomy was used to define the entire set of components that would be used
in both the function-component and component-failure mode matrix. This taxonomy
was also used to look up values in NPRD-95. For each component in the taxonomy
that also appeared in NPRD-95, a failure rate was recorded. For components that did
not match verbatim, definitions in the component naming taxonomy were used to
determine whether or not a failure rate value should be recorded.
3.2.
Failure Modes and Mechanism Data Source [28]
FMD-97 is a document constructed by the Reliability Information Analysis
Center to provide high volumes of data on failure modes and mechanisms. This data is
collected from a variety of sources and presented in a single document. Failure modes
and
mechanisms
are
given
for
electrical,
electronic,
mechanical,
and
electromechanical parts and assemblies.
FMD-97 is the second edition of this document replacing FMD-91. Important
improvements have been made including a new algorithm used to combine data
sources and additional raw data that has been collected since the first edition was
published. These have significantly improved the quality of this document and the
usability of the data.
The data in FMD-97 was used to populate the component-failure mode matrix.
In the same manner as the component naming taxonomy, failure modes in this
document were fit to a failure mode taxonomy [29]. Definitions provided in the
36
taxonomy were used for justification when names were not verbatim. Also, the data
details section of FMD-97 offered additional information for this justification.
Four failure mode categories were created to accommodate those failure modes
which did not adequately fit to the taxonomy. These include control issue, unknown,
other, and artifact failure. A control issue is the loss in control or communication of the
design, but also includes signal losses. This does not indicate any sort of physical
failure necessarily. This could in many cases, for example, be a software failure. In a
sensor, this would be the inability to retrieve data stored on the sensor even though it
exists. Intermittent operation is also included here. The unknown category was listed
within FMD-97. Failures were recorded, but the cause and result was not. For obvious
reasons, this data could not be converted to anything listed in the failure mode
taxonomy and was therefore left as unknown. The other category was also a category
listed in FMD-97 and was reserved for failure modes which are rarely observed for a
component type. Although the occurrence of the other is high (see Appendix A for
data), the occurrence within this category for any given failure mode is very low. For
this reason the data within the other category in FMD-97 was added up and kept under
the listing other.
As described previously, failure modes and failure mechanisms are defined
differently in this research. FMD-97 provides both but does not distinguish between
the two within the data, even though the cause and result of a failure are significantly
different phenomenon in many cases. The category artifact failure was created to
parse out what were considered to be the cause of the failure. There does not currently
exist a failure mechanism taxonomy used for design. Parsing these out was done by
proving which were failure mechanisms. Any failure mode/mechanism listing in
FMD-97 with an artifact in it was added to the artifact failure category. When FMD-97
lists these failure modes/mechanisms under a component, the assumption is that the
listed artifact was the cause and not the result. For example, the component connector
has failed 8 times by a contact failing and 4 by wire fracturing. Both contact and wire
are artifacts of the component connector and were recorded as failure mechanisms.
Both Design and Workmanship were also grouped with artifact failure since their
37
names describes them as predating the failure. Listings with specific information such
as loss of capacitance or change in resistance are included as failure modes because
they imply a specific change in behavior. Those such as electrical failure and excessive
leakage are more general and were also defined as failure modes.
3.3.
Repository Data
The Design Engineering Lab Repository (http://designengineeringlab.org/
delabsite/repository.html) at Oregon State University was used for function component
mapping and data structuring. A function-component matrix was queried from the
repository using terms from the functional basis and component naming taxonomy
[29].
The function-component matrix is used to capture the relationship between the
functions and component naming terms. The function-component matrix lists
component naming terms across the first row as column headers and function-flow
pairs down the first column. The matrix is then filled with the occurrences of the
number of times a function is solved by a component. The matrix is populated in a
column format where every occurrence is listed for a specific component before any
are listed for the next component. This is because functions are related to components
in the repository database and not the other way around. There are 164 components
from the component naming terms listed and 731 function-flows. The total number of
occurrences is 16,365.
38
Function(Component-Matrix
Failures/Mhours
192.0795 x
0.1949 2.2727 15.4501
0.1624 x
x
Generated-On:-Wed-Jan-26-22:44:46-PST-2011 converter conveyer coupler cover crank
digital-display diode distributor
convert-pneumatic-to-status
0
0
0
0
0
0
0
1
convert-pneumatic-to-translational
0
0
0
0
1
0
0
0
convert-radioactive/nuclear-to-chemical
0
0
0
0
0
0
0
0
convert-radioactive/nuclear-to-control
0
0
0
0
0
0
0
0
convert-radioactive/nuclear-to-electrical
0
0
0
0
0
0
0
0
convert-rotational-to-acoustic
0
0
0
0
0
0
0
0
convert-rotational-to-electrical
0
0
0
0
0
0
0
0
convert-rotational-to-hydraulic
0
0
0
0
0
0
0
0
convert-rotational-to-mechanical
0
0
0
0
0
0
0
0
convert-rotational-to-pneumatic
0
0
0
0
0
0
0
0
convert-rotational
0
0
0
0
0
0
0
0
convert-rotational-to-status
0
0
0
1
0
0
0
0
convert-rotational-to-translational
0
0
2
0
0
0
0
0
convert-signal-to-status
0
0
0
0
0
0
0
0
convert-signal-to-visual
0
0
0
0
0
1
0
0
convert-solar-to-chemical
0
0
0
0
0
0
0
0
convert-solar-to-electrical
2
0
0
0
0
0
0
0
convert-solar-to-status
0
0
0
0
0
0
0
0
convert-solar-to-thermal
1
0
0
0
0
0
0
0
convert-solid-to-chemical
0
0
0
0
0
0
0
0
convert-solid-to-liquid
0
0
0
0
0
0
0
0
convert-solid
1
0
0
0
0
0
0
0
convert-solid-to-solid(solid
0
0
0
0
0
0
0
0
convert-status-to-analog
0
0
0
0
0
0
0
0
convert-status-to-control
0
0
0
1
0
0
0
0
convert-status-to-electrical
0
0
0
0
0
0
0
0
FIGURE 2: Function-Component Matrix Snippet
The example function-component matrix snippet in Figure 2 shows convert
rotational to translational being solved twice by the coupler. Zeros in the matrix
indicate that there is no observed relationship in the repository of the particular
function-flow and component. The component naming terms along the first row of the
function-component matrix are specifically defined [24]. These terms line up with the
component classes listed in NPRD-95.
3.4.
Converging Data Using Matrix Multiplication
Two matrices, discussed in section 3.1 through 3.3, were generated to create the
FFRDM knowledge base. Once the component-failure mode matrix was populated
with occurrences of the failure modes, each row was normalized. The failure rates,
recorded from NPRD-95 for each component, were listed adjacent to each component
name. Each cell containing the normalized failure mode occurrence was multiplied by
the component failure rate. This distributed the failure rate of a component between all
of its observed failure modes. The result of this calculation is the failure rate of a
failure mode for a specific component.
39
The next step was done by multiplying the function-component matrix by the
component-failure mode matrix. The function-component matrix is 731 cells by 165
cells and the component-failure mode matrix is 165 cells by 39 cells. As a result of the
large sized matrices, the matrix multiplication was carried out in Matlab. The results
were then exported back in to excel. The result of this calculation is the failure rate of
a failure mode for a specific function and therefore the knowledge base for FFRDM.
4. RESULTS
This section begins with a description of the FFRDM knowledge base.
FFRDM during the design process is then described using four steps. An example is
used to show how this process takes place. Recommendations are provided for this
example based on a functional model and the likelihood of occurrence.
4.1.
Failure Mode Data
In Appendix A, the FFRDM knowledge base is presented in a table format.
Due to size restriction, data is presented for functions instead of function-flows. Figure
3 shows a snippet of the full data set. The top row are failure modes taken from the
failure modes taxonomy and the first column are function-flows from the functional
basis. The cells in the matrix are failure rates in failures per million hours. These
values represent the number of times a function-flow will fail in a specific failure
mode for every million hours of operation. Values of zero indicate that there does not
exist a relationship between a failure mode and function flow. It should be noted that
this work does not claim that functions have failure modes. Rather, this research has
found that functions are linked to components which have failure modes. The
function-component and component-failure mode relationships prove that a
relationship does exist between functions and failure modes. Although, it does not
make sense to say that the failure mode belongs to the function since it was observed
from a component failing.
40
!"#$%&'#()*'+,!-&*./01'2/
$'..'3&'# $.-$4&#5
/96'.%0/*/$%.'7-5#/%&$
:;:::<
:
/96'.%05-3
:;:=:> :;::<?
/96'.%05-3(5-3
:
:
/96'.%08"7-#0/#/.5B
:;::=? :;:::@
/96'.%08"7-#07-%/.&-*
:;::<A :;:=>D
/96'.%08B2.-"*&$
:;::@E :;::==
/96'.%0*&F"&20%'0$'**'&2-*
:
:
/96'.%0*&F"&2
:;:=C? :;::>@
/96'.%0*&F"&2(5-3
:;::> :;:::<
/96'.%0*&F"&2(*&F"&2
:
:
/96'.%07-5#/%&$
:
:
/96'.%07/$8-#&$-*
:;:<<? :;:=@?
/96'.%07&9%"./
: :;:=CA
/96'.%0'6%&$-*
:;:::< :;:==A
/96'.%06#/"7-%&$
:;::D :;::=<
/96'.%0.-2&'-$%&G/,#"$*/-.
: :;:==<
/96'.%0.'%-%&'#-*
:;::C? :;:::?
/96'.%0.'%-%&'#-*0%'0%.-#3*-%&'#-*
:
:
/96'.%03&5#-*
:
:
/96'.%03'*&2
:;:<A :;:A=@
/96'.%03'*&2(*&F"&2
:
:
/96'.%03%-%"3
:;::@? :;::==
/96'.%0%8/.7-*
:;:=:@ :;::>?
/96'.%0%.-#3*-%&'#-*0%'0-$'"3%&$
:
:
/96'.%0%.-#3*-%&'#-*
:;:::= :;:::=
$.//6
:
:;::=@
:
:;::=C
:;:<@>
:;:::>
:
:;::@>
:
:
:
:;:>
:;:AEE
:
:;:::A
:
:;::=A
:
:
:;:E<C
:
:;:<<<
:;::@
:
:;:::?
)-%&5"/
:
:
:
:;:::=
:;:<=<
:
:
:;::=A
:
:
:
:;:::A
:
:
:
:
:;:::>
:
:
:;::<A
:
:;:::=
:
:
:
)./%%&#5
:
:;:::=
:
:;:::>
:;:::=
:
:
:;::=A
:
:
:
:;::=@
:
:
:
:
:;::==
:
:
:;::<A
:
:;:::>
:;:::A
:
:
&76-$% *-%$8("6
:
:
: :;::=A
:
:
:
:
:
:
:;:::= :;:::E
:
:
:;:::< :;:::?
: :;:::E
:
:
:
:
:;:::@ :;:::E
:;:::=
:
:
:
: :;::=A
:
:
:;:::=
:
:
:
:
:
:;:::@
:
:
:
:
:
:;:::= :;:::E
:
:
:
:
#'&3/
:
:
:
:;:::=
:
:
:
:;:::<
:
:
:
:;:::C
:
:
:
:
:;:::<
:
:
:;:::E
:
:;:::=
:;:::>
:
:
FIGURE 3: Function-Failure Mode Matrix Snippet
In the component-failure mode matrix there were 41 components which had
both failure mode and failure rate information. There also exist function-flows in the
repository that have no observed occurrences. This results in some function-flows not
having data. This can be seen in Figure 3 for export translational to acoustic. FFRDM
can not provide data for these function-flows during the design process.
Since there are often many components that are a solution to a function-flow,
there are often several failure modes fit to each function-flow. In some cases there an
even distribution of failure modes for that particular function-flow. For example, in the
function-failure mode matrix convert electromagnetic to mechanical energy has 11
failure mode occurrences. Galling & Seizure has the lowest failure rate with a value
equal to 0.0001 failures per million hours while wear has the highest with a value
equal to 0.0015 failures per million hours. In this case there is no particular failure
mode that would stand out to the designer as needing to be mitigated. This case makes
it hard to provide any useful recommendations because none of the failure modes
stand out beyond any other. In other cases there is one or two distinct failure modes for
41
a specific function-flow which stand out significantly. The failure mode creep for
regulate solid has a value equal to 0.0219 failures per million hours. The next closest
value is 0.0037 failures per million hours. Here the designer can see that the failure
mode creep is the most likely to occur and would provide recommendations to
mitigate this failure mode. In most cases there is a distribution of failure mode data. In
this situation a few failure modes have either high or low likelihood values and several
have moderate likelihood values. Figure 4 shows data for secure solid where 19 failure
modes have been observed. Failure rate values range from 0.001 to 0.5901 failure per
million hours. For this function-flow there is a single failure mode that stands out,
wear, and several with moderate and low values. Recommendations would be
provided to mitigate wear, cracking, and creep.
Secure(Solid(
wear"
voiding"
unknown"
spalling"
rupture"
overstress"of"incorrect"cur"mag"
other"
noise"
latchBup"
impact"
galling"and"seizure"
fre@ng"
fa9gue"
ar9fact"failure"
direct"chemical"a?ack"
creep"
cracking"
corrosion"
control"issue"
contamina9on"
breakdown"
bonding"defect"
0"
0.1"
0.2"
0.3"
0.4"
Failure(Rate((failures(per(million(hours)(
FIGURE 4: Failure Mode Data for Secure Solid
0.5"
0.6"
42
4.2.
Functional Failure Rate Design Method
This method is used during the conceptual stage of design when the functional
model is complete. The process to accomplish this is done in four steps. To validate
the steps to use the FFRDM knowledge base, a past FFDM example has been
revisited. In this example, FFDM was used during the design of a portable air
compressor to provide recommendation that would mitigate potential failures. In this
section it is used to outline the use of the four steps and the FFRDM knowledge base.
Step 1: Import function-flows from the functional model
Figure 5 shows the functional model for the portable air compressor.
Portable Air Compressor
Import
Solid Mat.
Couple
Solid Mat.
Import
Rot. E.
Convert
Rot. E. to
Pn. E
Import
Human
Mat.
Distribute
Th. E.
Guide Pn.
E.
Export
Pn. E.
Export
Th. E.
Import
Gas Mat.
Separate
Gas Mat.
Guide
Gas Mat.
Import
Solid Mat.
Stabilize
Solid Mat.
Export
Solid Mat.
Export
Gas Mat.
FIGURE 5: Functional Model for Portable Air Compressor
This information is formatted into a table format as shown in Figure 6. It is
important to notice the import solid appears twice in the functional model and twice in
Figure 6. This must be true in order for step 3 of the methodology to generate accurate
results.
43
!"#$%&'#()*'+
&,-'.%/012
&,-'.%/.'%1%&'#1*
&,-'.%/3",1#/,1%4.&1*
&,-'.%/2'*&5
&,-'.%/2'*&5
$'"-*4/2'*&5
$'#64.%/.'%1%&'#1*/%'/-#4",1%&$
47-'.%/-#4",1%&$
0"&54/-#4",1%&$
5&2%.&8"%4/%34.,1*
47-'.%/%34.,1*
24-1.1%4/012
0"&54/012
47-'.%/012
2%18&*&94/2'*&5
47-'.%/2'*&5
FIGURE 6: FFDM Step #1 Snippet
Step 2: Look up function-flows in the FFRDM knowledge base
There will be several failure modes for each functional input and all should be
recorded for the most complete results. A snippet of the result of step #2 is shown in
Figure 7.
Function(flow/Failure0Mode contamination control0issue corrosion cracking creep artifact0failure fatigue fretting
import0gas
0.0001
0.0055
0.006 0.0018 0.0011
0.0036
0 0.0001
import0rotational
0.0001
0
0.0106 0.0081 0.0217
0.0214 0.0006 0.0019
import0human0material
0
0.0006
0.0033
0.023 0.0301
0.0732 0.022 0.0002
import0solid
0.0104
0.0043
0.0331 0.0494 0.0946
0.0662 0.0034 0.0035
import0solid
0.0104
0.0043
0.0331 0.0494 0.0946
0.0662 0.0034 0.0035
couple0solid
0.0211
0.0943
0.5681 0.0652 4.2447
3.7973 0.0134 0.1068
convert0rotational0to0pneumatic
0
0.0101
0.008 0.0004
0
0.0004
0
0
export0pneumatic
0
0.0101
0.009 0.0012 0.0003
0.0018
0
0
guide0pneumatic
0
0.0006
0.0011 0.0014 0.0009
0.0005
0
0
distribute0thermal
0.0002
0.0005
0.0029 0.0035 0.0031
0.004
0 0.0002
export0thermal
0.0002
0.0065
0.0105 0.0047 0.005
0.0066
0 0.0003
separate0gas
0
0
0
0
0
0
0
0
guide0gas
0.0002
0.0258
0.0221 0.0028 0.0014
0.0042
0 0.0001
export0gas
0.0002
0.0106
0.0104 0.0027 0.0015
0.0038
0 0.0001
stabilize0solid
0
0
0.0004 0.0001 0.0001
0.001
0
0
export0solid
0.0066
0.0028
0.023 0.0315 0.0628
0.0464 0.0023 0.0023
FIGURE 7: FFDM Step #2 Snippet
Step 3: Sum failure rate data for each failure mode
The failure rates in each column should be summed to yield a total failure rate
for each failure mode. This step sets the stage to determine which failure modes the
44
designer should spend time to determine recommendations for. A snippet of this result
can be seen in Figure 8.
Function(flow/Failure0Mode contamination control0issue corrosion cracking creep artifact0failure fatigue fretting
import0gas
0.0001
0.0055
0.006 0.0018 0.0011
0.0036
0 0.0001
import0rotational
0.0001
0
0.0106 0.0081 0.0217
0.0214 0.0006 0.0019
import0human0material
0
0.0006
0.0033
0.023 0.0301
0.0732 0.022 0.0002
import0solid
0.0104
0.0043
0.0331 0.0494 0.0946
0.0662 0.0034 0.0035
import0solid
0.0104
0.0043
0.0331 0.0494 0.0946
0.0662 0.0034 0.0035
couple0solid
0.0211
0.0943
0.5681 0.0652 4.2447
3.7973 0.0134 0.1068
convert0rotational0to0pneumatic
0
0.0101
0.008 0.0004
0
0.0004
0
0
export0pneumatic
0
0.0101
0.009 0.0012 0.0003
0.0018
0
0
guide0pneumatic
0
0.0006
0.0011 0.0014 0.0009
0.0005
0
0
distribute0thermal
0.0002
0.0005
0.0029 0.0035 0.0031
0.004
0 0.0002
export0thermal
0.0002
0.0065
0.0105 0.0047 0.005
0.0066
0 0.0003
separate0gas
0
0
0
0
0
0
0
0
guide0gas
0.0002
0.0258
0.0221 0.0028 0.0014
0.0042
0 0.0001
export0gas
0.0002
0.0106
0.0104 0.0027 0.0015
0.0038
0 0.0001
stabilize0solid
0
0
0.0004 0.0001 0.0001
0.001
0
0
export0solid
0.0066
0.0028
0.023 0.0315 0.0628
0.0464 0.0023 0.0023
Sum
0.0495
0.176
0.7416 0.2452 4.5619
4.0966 0.0451 0.119
FIGURE 8: FFDM Step #3 Snippet
Step 4: Provide designer with recommendations based on summed failure rates
To provide useful recommendations from the failure modes with high
likelihood, definitions provided in the failure mode taxonomy must be consulted and
additional research should be performed. Definitions in the taxonomy offer details on
the physical phenomena that occurs during failure. Additional research can help the
designer to understand how the high likelihood failure modes occur in a general sense.
These were used to determine the additional recommendations in Table 3.
4.3.
Design Recommendations
To validate the FFRDM knowledge base, a past FFDM example was used. It
should be noted that this was the design of a new product and was chosen to be
compatible with information in the original FFDM knowledge base. The FFRDM
knowledge base is not limited to failures from a specific domain and will offer
information not seen by the previous knowledge base. FMEA was also performed in
this example and compared with FFDM. It was determined that FFDM provides
similar recommendations as FMEA as well as others which were not predicted by
45
FMEA [3]. Here, the analysis has been done using the FFRDM knowledge base to
show that, in general, the same recommendations can be made as well as additional
recommendations. Also, in section 4.4 the likelihood of the failures is discussed as a
way to offer the designer information on which recommendations require more
attention than others.
This analysis shows that improvements in FFDM have been accomplished.
This is done first by verifying the same recommendations can be obtained that were
proposed by the original FFDM knowledge base. Table 2 shows the function-flows
along with the original recommendations for the portable air compressor.
TABLE 2: FFDM Example for a Portable Air Compressor
Function-flow
Recommendation
Import Gas
Import Rot.E.
Import Hand
Import solid
Couple solid
Convert Rot.E. to
Pn.E.
Export Pn.E.
Guide Pn.E.
Distribute Th.E.
Export Th.E.
Separate Gas
Guide Gas
Export Gas
Stabilize Solid
Export Solid
- Choose materials that can properly
interact with air and water
- Perform fatigue analysis on rotating
components and housing
- Include a filter screen on air inlet
- Include bearings to support shaft
- Choose a flexible material for the
exhaust tube
- Fin the endplate for better heat
transfer
- Choose a hardened material with
clamping flats for input shaft
- Perform extensive stress analysis on
support feet
The recommendations provided in Table 2 were derived directly from the
failure modes returned by the function-flows. These same function-flows were queried
for the FFRDM knowledge base and returned all but one of the failure modes. The
missing failure mode was yielding which correlated to the perform extensive stress
analysis on support feet recommendation.
Along with these, other failure modes were discovered for which
recommendation should be provided. These include artifact failure, creep, and
unknown. Unknown is listed as a failure mode with a high likelihood but
46
recommendations will not be provided since none can be derived. Recommendations
that summarize these added failure modes can be found in Table 3.
TABLE 3: Additional Recommendations for the Portable Air Compressor
Failure Mode
Artifact Failure
Creep
Recommendation
- Research air intake and shaft
support selection to mitigate artifact
failure
- Simulate design/build prototype to
verify design
- Inspect and evaluate periodically
during manufacturing to mitigate error
- Perform Finite Element Analysis to
locate stress concentrations
Artifact Failure, as described previously, is caused by either an artifact failing,
a poor design, or poor workmanship during the building process. This information
about artifact failure was used to reason about what recommendations should be
offered to the designer. The first three recommendations address this.
Creep can be described as the tendency of a solid material to undergo plastic
deformation over time due to high material stress. Finite Element Analysis (FEA) can
be used to identify these stresses bases on force inputs. It is recommended that once
the design has geometry, FEA be performed. This can be done for a rough sketch or
the final design. A variety of software packages can be used in conjunction with a solid
modeling program to reduce high user workload during this process. For example,
Patran is capable of importing Solidworks drawings, but can also be used to reproduce
physical geometries for FEA.
Although this recommendation does not mitigate a failure during functional
design, it offers information during functional design that will be used to mitigate
failure.
4.4.
Failure Mode Likelihood
Recommendations have been provided based on the FFRDM knowledge base
by using the four step process. In this knowledge base a likelihood in the form of a
47
failure rate is provided for each failure mode. This is used to determine which failure
modes should receive the most attention during design based on the likelihood of
failure. The additional failure modes presented in section 4.3 were those with a high
likelihood. Wear is the only original failure mode that was considered to have a high
failure rate. The failure rates associated with the additional three failure modes along
with four of the five in the original example are summarized in Table 4. The top four
failure modes are significant because their failure rates are noticeably higher than the
others.
TABLE 4: Failure Rates of Failure Modes for Portable Air Compressor
Failure Mode
Unknown
Creep
Artifact Failure
Wear
Corrosion
Fretting
Fatigue
Failure Rate (Failure
per Million Hours)
5.2435
4.5619
4.0966
3.3714
0.7416
0.1190
0.0451
The predominate failures associated with air compressors include not building
a sufficient amount of discharge air at the specified pressure, not being able to achieve
the specified pressure, and bearing failures [33]. The first two are a direct result of
wear in the valves. The failure mode wear was initially given by FFDM and was also
given by FFRDM as one with a high likelihood. Also, bearing failure corresponds
directly to artifact failure. The first recommendation in Table 3 provides mitigation for
this failure event.
Of the original failure modes proposed by FFDM, corrosion, fretting, and
fatigue had a low likelihood of occurring. There are not related to predominate failure
which leads to the conclusion that the recommendations associated with these failure
modes are not likely to occur and can be discarded. Implementing likelihood to the
failure modes reduces unnecessary work during the design process and steers
designers to critical failure modes.
48
5. CONCLUSION
The Functional Failure Rate Design Method was generated and presented to
provide critical failure information in the conceptual design stage to reduce the
likelihood of failure. The data in this knowledge base shows the likelihood that a
function-flow fails in a specific failure mode and motivates reliability analysis at the
early stage of design. The FFRDM knowledge base is an extension of FFDM. Failure
rates of components have been added to make decisions for which failure modes
should be prioritized. A significant increase in data has also been used to expand the
knowledge base to provide robust results. To validate this addition, the FFRDM
knowledge base was used on a past FFDM example of a portable air compressor. This
analysis shows that improvements in FFDM have been accomplished by determining
additional failure modes which were originally overlooked. Recommendations were
provided for these failure modes.
6. FUTURE WORK
The data presented in FMD-97 lists failure mode occurrences for specific
components. In this research this data was converted from the listed failure modes in
FMD-97 to a failure mode taxonomy. These taxonomies, Collin’s on mechanical
failures and Stone and Tumer’s on both mechanical and electrical, list failure modes in
a single level. Formatting the taxonomy in this manner assumes that all failure modes
can be described at a single level. Although, if there is a lack of information at the time
the failure is observed, the definitions provided in the current taxonomy would likely
be too descriptive to adequately fit the failure. The failure mode taxonomy should be
restructured to assume a hierarchal format. This provided two distinct advantages.
First, when the failure is being inspected and recorded in to data records for use later,
it will not be necessary to fit a failure to a failure modes that is more detailed than the
inspection can offer. If only general information can be gathered about the failure, it
should only be recorded in such a manner. The Reliability Information Analysis Center
has also recognized this issue. Data that is not acquired to their standards must be
discarded. A hierarchal structure for failure modes will result in data being recorded
49
more accurately, providing more data useable during the design process. The second
advantage for a new format is that the designer can perform reliability analyses at
different levels of abstraction. Failure modes can be viewed at the highest level as a
material, energy, or signal failure. This structure will follow the functional basis. This
offers designers direction and information for later reliability analyses.
In addition, the FFRDM knowledge base should be entered in the repository in
the Design Lab at OSU. This would take the next step to automate this process,
reducing user workload to mitigate failure.
7. ACKNOWLEDGMENTS
This research was funded in part by DARPA (Subaward to FA8650-10-C-7079
with Palo Alto Research Center). The opinions, findings, conclusions, and
recommendations expressed are those of the authors and do not necessarily reflect the
views of the sponsors.
50
breakdown
contamination
control'issue
corrosion
cracking
creep
artifact'failure
fatigue
fretting
actuate
allow
change
channel
collect
condition
connect
contain
convert
decrease
decrement
detect
display
distribute
export
extract
guide
import
increase
increment
indicate
inhibit
join
link
measure
mix
position
prevent
process
provision
regulate
remove
rotate
secure
sense
separate
shape
signal
stabilize
stop
store
supply
support
transfer
translate
transmit
transport
bonding'defect
APPENDIX A: Fails/Mhours
1.0E94
0
1.4E92
0
0
0
0
0
9.0E94
0
0
0
0
7.0E94
1.4E93
0
3.4E92
1.5E93
0
0
0
0
3.0E94
0
0
1.0E94
5.8E93
0
0
0
2.3E93
0
0
7.7E93
0
0
0
0
0
3.0E94
0
2.0E94
0
1.3E92
0
5.0E94
0
0
0
0
0
0
0
0
0
1.0E94
0
0
0
0
0
2.0E94
0
2.0E94
9.0E94
0
0
0
0
0
0
0
0
2.2E93
0
0
0
0
0
0
1.0E93
0
0
0
0
0
0
2.3E93
2.3E93
0
1.0E93
0
0
0
1.1E93
0
3.2E93
0
0
0
0
0
9.5E93
0
0
0
0
1.0E93
1.7E92
0
1.2E92
2.2E92
0
1.0E93
0
0
1.0E94
0
0
0
2.1E92
0
1.0E93
0
1.6E92
0
0
2.4E92
7.6E93
3.5E93
0
0
0
3.0E94
6.8E93
4.5E93
1.0E94
1.3E92
0
1.0E94
0
3.2E92
9.0E94
7.6E93
0
2.0E94
0
0
0
2.8E91
0
0
2.0E94
5.8E93
1.3E92
8.3E92
0
1.2E91
3.3E92
0
1.0E94
8.1E93
0
1.1E93
0
0
6.0E94
4.5E92
6.0E94
3.0E94
0
1.7E92
0
1.0E92
1.1E91
4.9E93
6.0E94
3.8E93
0
2.0E94
9.1E93
1.2E92
6.0E93
0
1.1E91
0
7.4E93
5.0E93
1.7E92
4.5E93
1.1E91
0
0
4.0E94
1.2E93
2.0E94
3.6E91
0
0
0
1.0E92
3.1E92
1.3E91
4.0E94
4.4E91
1.0E91
0
0
1.5E92
2.2E93
1.1E92
4.5E93
0
7.0E94
2.2E91
1.6E93
0
0
4.1E92
7.0E94
8.0E93
2.6E91
7.2E93
7.0E94
6.8E93
2.0E94
4.0E94
6.6E92
1.2E92
8.4E93
4.7E93
2.5E91
0
2.1E92
4.0E93
2.4E93
0
4.9E92
0
7.2E93
8.0E94
3.0E94
0
5.4E92
0
0
0
2.6E93
2.3E92
1.2E91
7.0E94
2.2E91
1.7E91
0
0
1.0E92
4.0E94
9.2E93
7.2E93
0
2.0E94
2.2E91
3.0E94
5.6E93
0
1.0E92
0
4.0E94
3.8E91
3.0E93
7.7E93
1.8E93
0
1.0E94
8.6E92
1.6E92
1.3E93
7.0E94
5.5E92
0
7.4E93
2.0E94
5.4E93
6.0E94
1.2E91
1.0E94
2.4E93
3.0E93
1.0E94
0
1.4E91
0
0
0
6.6E92
2.0E92
2.1E91
3.0E94
4.3E91
2.8E91
0
0
9.3E92
1.1E93
2.6E92
2.5E93
0
6.0E94
3.2E91
3.0E94
0
0
6.5E92
7.5E93
0
3.6E91
4.6E92
1.9E92
4.4E92
0
1.0E94
1.0E91
3.2E92
2.7E92
1.5E93
1.4E91
0
7.4E92
0
5.7E92
4.0E94
8.1E92
1.0E94
5.0E94
5.6E93
7.0E94
4.0E94
1.6E91
0
0
5.0E94
1.9E93
1.7E92
2.2E91
0
4.4E91
3.2E91
0
7.0E94
1.3E92
4.4E93
3.3E92
1.0E94
0
5.0E94
4.1E91
3.5E93
1.2E93
0
6.2E92
6.6E93
4.0E94
2.4E91
1.7E92
6.5E93
1.2E93
4.0E94
1.5E93
7.8E92
3.1E92
2.8E92
3.2E93
1.8E91
0
1.6E92
2.0E94
9.0E94
0
1.9E92
0
0
0
0
0
1.2E92
0
0
0
0
1.0E93
2.6E92
0
7.2E92
4.5E92
0
0
1.7E93
0
4.0E94
0
0
1.0E94
4.5E92
0
0
0
4.1E93
0
0
2.4E92
1.7E93
8.0E94
0
0
0
1.6E93
0
3.0E94
8.0E94
2.7E92
0
7.0E94
0
4.0E94
0
4.7E92
0
0
1.2E93
0
0
4.1E93
0
0
0
0
3.0E93
7.5E93
0
1.1E91
9.1E93
0
0
1.0E94
0
1.6E93
0
0
4.0E94
2.8E92
0
0
0
8.5E93
2.0E94
0
2.1E92
0
1.0E94
0
0
0
1.0E93
6.0E94
1.3E93
1.0E94
4.2E92
0
2.5E93
0
51
%04-*+
1-+*5:34
#"%2(
"+5(,
HC(,2+,(22'")'
%#*",,(*+'*3,,(#+'
0-&#%+3$(
,34+3,(
3#.#"/#
C"%$%#&
/(-,
-*+3-+(
-11"/
*5-#&(
*5-##(1
*"11(*+
*"#$%+%"#
*"##(*+
*"#+-%#
*"#C(,+
$(*,(-2(
$(*,(0(#+
$(+(*+
$%241-D
$%2+,%!3+(
(E4",+
(E+,-*+
&3%$(
%04",+
%#*,(-2(
%#*,(0(#+
%#$%*-+(
%#5%!%+
F"%#
1%#.
0(-23,(
0%E
4"2%+%"#
4,(C(#+
4,"*(22
4,"C%2%"#
,(&31-+(
,(0"C(
,"+-+(
2(*3,(
2(#2(
2(4-,-+(
25-4(
2%&#-1
2+-!%1%G(
2+"4
2+",(
23441D
2344",+
+,-#2)(,
+,-#21-+(
+,-#20%+
+,-#24",+
&-11%#&'-#$'2(%G3,(
APPENDIX A (continued): Fails/Mhours
>7>9:<
B789:;
67;9:=
8
6789:;
8
8
8
@789:=
8
8
6789:;
=789:;
67<9:=
>789:=
8
@769:=
>7@9:=
8
<789:;
;789:;
6769:<
=7<9:=
8
8
?789:;
A7=9:=
;789:;
;789:;
8
<7<9:=
8
8
>7?9:=
6789:<
;789:;
=789:;
8
6789:;
=7@9:=
6789:=
B7?9:<
6789:;
?7;9:=
8
67>9:=
8
8
8
8
8
8
8
8
8
;789:;
8
8
8
8
<789:;
67>9:<
8
6769:<
67>9:<
8
8
8
8
;789:;
8
8
8
67<9:<
8
8
8
8
6789:;
8
6769:<
8
8
8
8
8
;789:;
<789:;
<789:;
8
?789:;
8
=789:;
8
8
8
8
8
8
8
8
8
=789:=
8
8
8
8
67<9:<
?7>9:<
8
>789:<
67=9:<
8
8
8
8
8
8
8
8
67<9:<
8
8
8
8
8
67=9:<
;7?9:<
8
8
8
8
8
8
67=9:<
A789:;
8
>7?9:<
8
8
A789:;
?789:;
;789:;
B7A9:<
8
8
8
8
8
<769:=
8
8
8
8
6769:<
<769:<
8
<769:=
=7?9:<
8
8
8
8
=789:;
8
8
6789:;
67=9:=
8
8
8
67?9:<
8
8
=769:=
8
8
8
8
8
8
8
6789:;
8
=7=9:=
8
<789:;
8
=7<9:=
>789:;
67?9:=
8
8
8
=789:;
8
6769:6
8
8
8
=789:<
B7?9:<
?789:=
;789:;
@769:=
;7=9:=
8
<789:;
<789:<
<789:;
;7>9:<
6789:;
8
<789:;
A7?9:=
=789:;
<789:;
8
67@9:=
A789:;
67=9:<
>7A9:=
67>9:<
?789:;
67;9:<
8
8
67>9:=
67B9:=
67>9:=
6789:;
?7>9:=
8
>7<9:<
A789:;
67=9:6
B789:;
67?9:=
8
67@9:<
B789:;
8
8
67@9:6
8
8
67@9:<
6789:;
6769:=
B789:=
8
67A9:6
67>9:6
8
67>9:<
?7?9:<
<789:;
A7A9:<
8
8
=789:;
=7=9:6
67<9:<
;7;9:<
8
?7?9:=
=789:;
67A9:<
=769:6
67>9:=
@789:;
8
B789:;
=789:<
67>9:=
67?9:6
67;9:6
<789:;
67>9:6
8
>7?9:<
B789:;
A789:;
6789:;
67>9:=
8
8
8
6789:;
8
>7B9:<
8
8
8
8
67=9:<
?7<9:<
8
<7@9:=
A7=9:<
8
8
=789:;
6789:;
67<9:<
8
8
=789:;
67;9:=
8
8
8
;789:<
;789:;
8
67=9:=
8
=789:;
8
8
8
<769:<
B789:;
6789:<
8
67B9:=
8
A789:;
8
;7?9:=
67@9:<
67<9:6
6789:;
@789:;
=7A9:<
;789:;
6789:<
=7>9:6
8
8
@789:;
A7>9:=
<789:=
=7<9:6
6769:<
?769:6
=7>9:6
8
6789:;
@7B9:=
A7;9:<
<7>9:=
;789:;
8
=7=9:<
;789:6
6789:=
6789:<
8
@7;9:=
B7?9:<
8
<7?9:6
?769:=
67=9:=
;7;9:=
6789:<
<789:<
67;9:6
<7?9:=
<789:=
67A9:<
=789:6
8
B7>9:=
=769:<
8
8
6789:;
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
8
6789:;
8
8
8
8
8
8
8
8
8
6789:;
8
8
8
8
8
8
?7B9:=
B789:;
<7<9:6
=789:;
8
67A9:<
=7?9:<
?789:;
;7=9:6
8
8
8
>769:<
@7@9:=
>789:6
;7@9:<
67?9I8
@7;9:6
8
;789:;
<769:=
A7;9:<
?769:=
?789:;
8
;769:<
@789:6
A7;9:<
A789:<
8
6769:6
<7A9:<
B789:;
A7A9:6
67@9:=
=7@9:=
;7B9:<
?789:;
67=9:<
67A9:6
?7?9:=
<769:=
>7B9:<
A7>9:6
8
6789:6
=7B9:=
52
CONCLUSION
The effort to move reliability engineering into the early stage of design
represents an increasing area of activity in engineering design. This research aims to
meet this need using two methodologies. The first methodology uses a RBD approach
during the functional stage of design. The second is a competitive alternative to
functional FMEA. Both move the risk analysis from its typical embodiment/redesign
stage to the front end of the design process.
Currently, failure rate data is available for components. Engineers typically use
component failure rates to evaluate design reliability or the mean-time-before-failure.
In this research a method is developed to calculate function-flow failure rates using
component failure rates. Using the Design Repository, a relationship was established
between the function-flows and components. Values in the matrix indicate the number
of occurrences where a component has solved a function-flow. Noise in the data was
eliminated using the Heaviside function. Two separate rules were implemented to
make this step systematic and logical. Component failure rates were shared with
function-flows based on a weighted average calculation, or a minimum and maximum
logic statement. This process can be reproduced using different components,
component failure rates, functional languages, occurrence data, or Heaviside rules.
Regardless, the outcome is a set of function-flow failure rates which can be
implemented using the methodology to calculate system reliability during function
design.
The methodology presented in the first manuscript provides useful information
to the designer during the function stage of design. This information can be used to
investigate different functions in the functional model, or to meet reliability design
requirements. The process to use the method consists of five steps and is performed
once the functional model is complete. Examples of the methodology were compared
with traditional RBDs. These show that minimum and maximum system reliability,
using the function-flow failure rates, are always less than or greater than that of the
traditional RBD. Also, in all three examples the weighted average reliability given by
the methodology showed similar results to those from the component failure rates.
53
Each was within 13% of the other. The goal of the weighted average reliability was to
mimic the reliability provided by the component RBD.
In the second manuscript, improvements were made to an existing process to
determine a relationship between functions and failure modes. The Design repository
was used to acquire the link between functions and components. A comprehensive
manual from the RIAC was used to generate a matrix linking components to failure
modes. Values in this matrix are the number of occurrences where a component has
failed in a certain failure mode. These occurrences were converted to failure rates by
multiplying through component failure rates. The final step is to multiply the two
matrices together. This returns a function to failure mode matrix. Any cell in this
matrix represents the failure rate of a failure mode for a specific function. This data
was calculated to be used in FFRDM, however the process to calculate the data can be
redone using different initial data.
Also in the second manuscript, FFRDM was presented to provide critical
failure information in the conceptual design stage to reduce the likelihood of failure.
The data in this knowledge base shows the likelihood that a function-flow fails in a
specific failure mode and motivates reliability analysis at the early stage of design.
The FFRDM knowledge base is an extension of FFDM. Failure rates of components
have been added to make decisions for which failure modes should be prioritized. A
significant increase in data has also been used to expand the knowledge base to
provide robust results. To validate this addition, the FFRDM knowledge base was used
on a past FFDM example of a portable air compressor. This analysis shows that
improvements in FFDM have been accomplished by determining additional failure
modes which were originally overlooked. Recommendations were provided for these
failure modes based on definition in the failure mode taxonomy and knowledge about
the product being designed.
Both methods presented in this thesis are used in the early stage of design.
Each method has specific capabilities, but each have the goal to provide designers
information earlier in the design process. This type of information helps the designer
54
become aware of potential failures and what parts of the design these failures result
from. Becoming aware of the potential failures is the first step to mitigating them.
55
VITA
Bryan O'Halloran is currently a Master's of Science student in Mechanical
Engineering at Oregon State University and holds a Bachelor's of Science degree in
Engineering Physics from the same school. His current research interests are reliability
engineering and functional design.
56
REFERENCES
[1] Blanchard, B. S., 1992, Logistics Engineering and Management, Prentice-Hall,
Inc., Englewood Cliffs.
[2] Pahl, G., and Beitz, W., 1984, Engineering Design: A Systematic Approach,
Design Council, London.
[3] Stone, Robert B., Tumer, Irem Y., and Van Wie, M., 2005, "The Function-Failure
Design Method," Journal of Mechanical Design, 127(3), pp. 397-407.
[4] Crowell, W., Denson, W., Jaworski, P., and Mahar, D., 1997, "Failure Mode/
Mechanism Distribution 1997," Rome.
[5] Carmignani, G., 2009, "An Integrated Structural Framework to Cost-Based Fmeca:
The Priority-Cost Fmeca," Reliability Engineering and System Safety, 94(4),
pp. 861-871.
[6] Montgomery, T. A., and Marko, K. A., 1997, "Quantitative Fmea," Proc. Reliability
and Maintainability Symposium, pp. 226-228.
[7] Wirth, R., Berthold, B., Kramer, A., and Peter, G., 1996, "Knowledge-Based
Support Analysis for the Analysis of Failure Modes and Effects," Engineering
Applications of Artificial Intelligence, 9(3), pp. 219-229.
[8] Price, C. P., 1996, "Effortless Incremental Design Fmea," Proc. Annual Reliability
and Maintainability Symposium, Las Vegas, NV U.S.A.
[9] Hunt, J. E., Pugh, D. R., and Price, C. P., 1995, "Failure Mode Effects Analysis: A
Practical Application of Functional Modeling," Applied Artificial Intelligence,
9(1), pp. 33-44.
[10] Hari, A., and Weiss, M. P., 1999, "Cfma-an Effective Fmea Tool for Analysis and
Selection of the Concept for a New Product," Proc. ASME Design Engineering
Technical Conference, Design Theory and Methodology Conference, Las
Vegas, NV, DETC99/DTM-8756.
[11] Eubanks, C. F., Kmenta, S., and Ishii, K., 1997, "Advanced Failure Modes and
Effects Analysis Using Behavior Modeling," Proc. ASME Design Engineering
Technical Conferences, Sacramento, CA, DETC97/DTM-3872.
57
[12] Kmenta, S., Fitch, P., and Ishii, K., 1999, "Advanced Failure Modes and Effects
Analysis of Complex Processes," Las Vegas, NV.
[13] Refaul Ferdous, F. K., Rehan Sadiq, Paul Amyotto, Brian Veitch, 2009, "Handling
Data Uncertainties in Event Tree Analysis," Process safety and environmental
protection, 87(5), pp. 283-292.
[14] Kenarangui, R., 1991, "Event-Tree Analysis by Fuzzy Probability," IEEE
Transactions on Reliability, 40(1).
[15] Ming-Hung Shu, C.-H. C., Jing-Rong Chang, 2006, "Using Intuitionistic Fuzzy
Sets for Fait-Tree Analysis on Printed Circuit Board Assembly,"
Microelectronics Reliability, 46(12), pp. 2139-2148.
[16] H. Xu, L. X., R, Robidoux, 2009, "Drbd Dynamic Reliability Block Diagrams for
System Reliability Modelling," International Journal of Computers and
Application, 31(2), pp. 132-141.
[17] Brall, A., Hagen, W., and Tran, H., 2007, "Reliability Block Diagram Modeling Comparisons of Three Software Packages," Proc. Reliability and
Maintainability Symposium, pp. 119-124.
[18] Bazu, M., 1995, "A Combined Fuzzy-Logic & Physics-of-Failure Approach to
Reliability Prediction," Transactions on Reliability, 44(2), pp. 237-242.
[19] Pfefferman, J. D., and Cernuschi-Frías, B., 2002, "A Non-Parametric NonStationary Procedure for Failure Prediction," Transactions on Reliability,
51(4), pp. 434-442.
[20] Robert B. Stone, Irem Y. Tumer, Michael E. Stock, 2005, "Linking Product
Functionality to Historic Failures to Improve Failure Analysis in Design,"
Research in Engineering Design, 16(2), pp. 96-108.
[21] Robert B. Stone, Irem Y. Tumer., Michael Van Wie, 2004, "The Function-Failure
Design Method," Mechanical Design, 127(3), pp. 397-407.
[22] Daniel A. Mcadams, K. L. W., 2002, "A Quantitative Similarity Metric for
Design-by-Analogy," Mechanical Design, 124(pp. 173-182.
[23] William Denson, G. C., William Crowell, Amy Clark, Paul Jaworski, 1994,
"Nonelectric Parts Reliability Data 1995," Rome.
58
[24] Kurtoglu, T., Campbell, M., Bryant, C., Stone, R. And Mcadams, D, 2009, "A
Component Taxonomy as a Framework for Computational Design Synthesis,"
Computers and Information Science in Engineering, 9(1).
[25] Tolga Kurtoglu, M. I. C., 2009, "An Evaluation Scheme for Assessing the Worth
of Automatically Generated Design Alternatives," Research Engineering
Design.
[26] Ullman, D. G., 2010, The Mechanical Design Process, McGraw-Hill, Boston.
[27] Stone, R., and Wood, K., 2000, "Development of a Functional Basis for Design,"
Journal of Mechanical Design, 122(4), pp. 359-370.
[28] "Failure Mode/Mechanism Distribution 1997," Rome.
[29] Uder, S. J., Stone, Robert B., and Tumer, Irem Y., 2004, "Failure Analysis in
Subsystem Design for Space Missions," Proc. ASME Design Engineering
Technical Conferences, Design Theory and Methodology, Salt Lake City, Utah,
DETC2004/DTM-57338.
[30] Kurtoglu, T., Campbell, M., Bryant, C., Stone, R., and Mcadams, D., 2005,
"Deriving a Component Basis for Computational Functional Synthesis,"
Melbourne, Australia.
[31] Collins, J. A., 1993, Failure of Materials in Mechanical Design, John Wiley &
Sons, New York, NY U.S.A.
[32] William Denson, G. C., William Crowell, Amy Clark, Paul Jaworski, 1994,
"Nonelectric Parts Reliability Data 1995," Rome.
[33] Kim, T. W., Singh, B., Sung, T. Y., Park, J. H., and Lee, Y. H., 1996, "Failure
Mode, Effect and Criticality Analysis (Fmeca) on Mechanical Subsystems of
Diesel Generator at Npp," Taejon.