Intradermal Needle-Free Powdered Drug Injection John Liu
advertisement

Intradermal Needle-Free Powdered Drug Injection
by
John Liu
Submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
Master of Science in Mechanical Engineering
at the
ARCHIVES
FMASSACHUSESI INSThTE
OF TECHNOLOGY
JUN 28 2012
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
L_
June 2012
LIBRARIES
© Massachusetts Institute of Technology 2012. All rights reserved.
Author ..
. .....
. ...
.....................
A .. 'Department
. ...
of Mechanical Engineering
May 21, 2012
C ertified by ................. ...........................
Ian W. Hunter
Hatsopoulos Professor of Mechanical Engineering
Thesis Supervisor
Accepted by .
David E. Hardt
Chairman, Department Committee on Graduate Theses
2
Intradermal Needle-Free Powdered Drug Injection
by
John Liu
Submitted to the Department of Mechanical Engineering
on May 21, 2012, in partial fulfillment of the
requirements for the degree of
Master of Science in Mechanical Engineering
Abstract
This thesis presents a new method for needle-free powdered drug injection. The
design, construction, and testing of a bench-top helium-powered device capable of
delivering powder to controllable depths within the dermis is presented. This device uses a jet of gas undergoing choked flow to entrain powder and subsequently
penetrates through the skin for delivery of the powder. Different nozzle designs and
orifice geometries are also explored. In vitro injection of polymer beads (1-5 pim in
diameter) into porcine tissue demonstrate the device's capability of drug delivery to
depths of 260 to 5000 pm. The jet parameters of nozzle orifice diameter and applied
pressure are shown to affect injection depth, shape, and success rate. The presented
device has the potential to be implemented with stabilized formulations of vaccines
to address the cold chain problem-the cost and risk of transporting temperature
sensitive vaccines to developing countries.
Thesis Supervisor: Ian W. Hunter
Title: Hatsopoulos Professor of Mechanical Engineering
3
4
Acknowledgments
First, I would like to express my heartfelt gratitude towards my advisor Professor Ian
Hunter for giving me the opportunity to research in his lab. The scientific development
I have experienced in these past two years would not have been possible without the
guidance and encouragement he has given me.
I would also like to thank Dr. Cathy Hogan for her dedication and support.
Dr. Hogan spent countless hours guiding my next step in experimentation, providing
advice on biology, and training me in the biological experiments necessary for my
research. Thank you to Ms. Kate Melvin for helping me manage my lab materials so
that my research could continue without unnecessary hitches.
I would like to thank Bryan Ruddy and Yi Chen for their invaluable advice, ideas,
and optimism. When faced with an engineering problem, they had the uncanny ability
to turn on just enough light for me to start moving again. I would also like to thank
other colleagues in the Bioinstrumentation Lab: to Jean Chang for her commitment
and care in editing this thesis, to Brian Hemond, Adam Wahab, and James White
for insightful discussions, and to Ashley Brown, Alison Cloutier, Ashin Modak, and
Adam Spanbaeur for all of the heartfelt laughter in lab. I would like to thank a UROP
in the lab, Rachel Dias Carlson, for helping me with the tissue sectioning work.
This research was supported in part through the NSF Graduate Research Fellowship and Sanofi S.A.
Thank you to my friends in the Christian community at MIT and Park Street
Church for displaying to me what love looks like. They have been to me a home away
from home.
To Elizabeth and Esther, a cord of three strands is not easily broken. I thank
God for blessing me with two of the loveliest sisters in this world.
To Dad and Mom, words simply cannot express my gratitude. It is hard to imagine
a set of parents more loving, godly, and dedicated than you are.
And lastly to Jesus Christ, You are my soul's glory, joy, and crown.
5
6
Contents
1
15
Introduction
15
............................
1.1
Global Vaccination ......
1.2
Needle-Free Vaccine Delivery Systems . . . . . . . . . . . . . . . . . .
16
1.3
Description of Chapters
. . . . . . . . . . . . . . . . . . . . . . . . .
20
21
2 Background
2.1
Mechanics of Liquid Jet Delivery
. . . . . . . . . . . . . . . . . . . .
21
2.2
A Prior Art: Powder Ballistic Delivery . . . . . . . . . . . . . . . . .
23
2.3
Calculations for a Jet Composed of Gas and Powder . . . . . . . . . .
24
. . . . . . . . . . . . . . . . . . . . . . .
24
2.3.1
Gas Flow M echanics
2.3.2
Comparison of Ballistic Powder Delivery to Powder Delivery by
aGas Jet ......
3
27
.............................
29
Device Development
. . . . . . . . .
. . . . . . . . . . . . .
29
. . . . . . . . . .
. . . . . . . . . . . . .
29
3.3
Carrier Gas . . . . . . . . . . . . .
. . . . . . . . . . . . .
30
3.4
Electronics . . . . . . . . . . . . . .
. . . . . . . . . . . . .
30
3.5
Powder . . . . . . . . . . . . . . . .
. . . . . . . . . . . . .
31
3.6
N ozzle . . . . . . . . . . . . . . . .
. . . . . . . .
31
3.1
Design Parameters
3.2
Bench-top Setup
3.6.1
Stereolithography Produced Nozzle
. . . . . . . .
31
3.6.2
Composite Nozzle . . . . . .
. . . . . . . .
33
3.6.3
Aluminum Alloy Nozzle
. .
. . . . . . . .
36
7
4 Device Characterization
4.1
4.2
Profile of the Pressure in the Nozzle . . . . . . .
. . . . . . . .
39
4.1.1
Strain Gauge Measurements . . . . . . .
. . . . . . . .
39
4.1.2
Theoretical Prediction of Pressure Decay
. . . . . . . .
40
. . . . . . . .
43
. . .
. . . . . . . .
43
Volume of Gas Injected . . . . . . . . . . . . . .
. . . . . . . .
44
Velocity of Injection
4.2.1
4.3
5
39
. . . . . . . . . . . . . . .
High Speed Camera Measurements
In Vitro Injection Experiments
47
5.1
Experimental Procedures . . . . . . . . . . . . . . . . . . . . . . . . .
47
5.2
Successful and Unsuccessful Injections
. . . . . . . . . . . . . . . . .
48
5.3
Inflation of Tissue during Injection . . . . . . . . . . . . . . . . . . .
49
5.4
Quantity of Powder Delivered . . . . . . . . . . . . . . . . . . . . . .
49
5.5
Dispersion Pattern in Tissue . . . . . . . . . . . . . . . . . . . . . . .
50
5.6
Depth of Injection . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
51
5.6.1
Diameter Dependence Trials . . . . . . . . . . . . . . . . . . .
53
5.6.2
Pressure Dependence Trials
. . . . . . . . . . . . . . . . . . .
58
5.6.3
Jet Power Dependence . . . . . . . . . . . . . . . . . . . . . .
59
5.7
Success Rate of Injections
. . . . . . . . . . . . . . . . . . . . . . . .
6 Conclusion and Future Work
61
63
6.1
C onclusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
63
6.2
Future Work . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
64
Bibliography
65
A MATLAB Script for Tissue 3D Reconstruction
69
A .1 hsvtest.m
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
A .2 injectionshape.m
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
B CAD of the Aluminum Alloy Nozzle
8
69
75
79
List of Figures
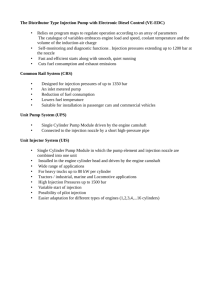
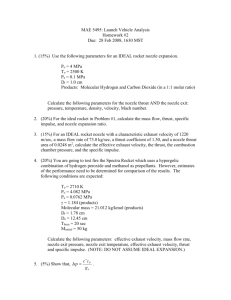
1-1
Various current methods of cutaneous immunization. Taken from Mitragotri, et al. [8]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
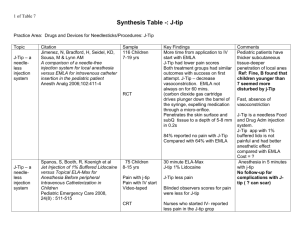
1-2
18
a) Picture of the Biojector 2000. Taken from the Bioject website [11].
b) Picture of the Injex. Taken from the Injex website [12]. Cutaway
view of the linear Lorentze-force actuator of the MIT Bioinstrumentation JI. Taken from Taberner, et al. [13]. . . . . . . . . . . . . . . . .
19
2-1
The sharp-tipped punch model. Figure taken from Shergold, et al. [18].
22
2-2
Jet power describes liquid jet injection behavior well: a) Dependence
of the depth of the erosion hole that a liquid jet creates, on jet power.
b) Dependence of Lm, the depth corresponding to the maximum width
of dispersion in the tissue, on jet power. Figures taken from SchrammB axter, et al. [20]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-3
23
Picture of the Powderject device for epidermal powder immunization.
Figures taken from Chen, et al. [16] . . . . . . . . . . . . . . . . . . .
24
. . . . . . . . . . .
25
2-4
Diagram of the nozzle for compressible fluid flow.
3-1
Block diagram of the bench-top powder injector and (inset) photograph
of the device: gas flows from the gas tank through the hose (1) to the
solenoid valve (2) and to the nozzle (3) (scale bar = 30 mm). ......
30
3-2
Electronic layout of the timer circuit. . . . . . . . . . . . . . . . . . .
32
3-3
A CAD drawing and picture of the SLA produced nozzle. In the nozzle
in the foreground of the picture, the minuten pin has not yet been
removed and can be seen (scale bars = 5 mm). . . . . . . . . . . . . .
9
34
3-4
The outer housing of the compression fitting houses an acrylic disk and
a custom-machined aluminum piece to mate to the compression fitting
su rface.
3-5
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35
Compressed acrylic disks act as rigid o-rings to seal the composite
nozzle. The observable blue color on top of the disk is the residual
powder that remains on top of the disk after injection.
3-6
. . . . . . . .
35
Microphotographs of acrylic disks of different diameter orifices (scale
bars = 100 pm ) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36
3-7 The 7075 aluminum alloy nozzle. Scale bars in the picture and its inset
are 10 mm and 5 mm, respectively. . . . . . . . . . . . . . . . . . . .
4-1
37
Two strain gauges are installed perpendicular to each other to infer
the pressure inside the nozzle. . . . . . . . . . . . . . . . . . . . . . .
40
4-2 Pressure profile of the nozzle at varying applied pressures: 2.5, 5.0, 7.5,
10.0, and 12.5 M Pa . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3
Pressure decay in the nozzle of a 5 MPa ejection due to gas escaping
the nozzle. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4
4-5
41
42
6420 fps, 155.8 pis exposure, leading edge: 9.367 m/s, following plume:
12.130 m/s (scale bar = 5 mm). . . . . . . . . . . . . . . . . . . . . .
43
Setup to measure volume of gas ejected.
44
. . . . . . . . . . . . . . . .
4-6 Volume of gas injected from the nozzle (mL) as a function of applied
pressure (MPa). Ejections into air served as the control.
5-1
. . . . . . .
45
Representative tissue midline cross-sections of two types of injection
trials: (a) an erosion hole with no dispersion in tissue which is considered unsuccessful and (b) an erosion hole with powder dispersion
considered to be successful.
Frozen OCT in the erosion hole has a
bluish white appearance. In (b) an air bubble in the frozen OCT appears as a darkened hole in the middle of the erosion hole. . . . . . .
10
48
5-2
Time-lapse photograph series of pre-, mid-, and post-injection using
the SLA produced nozzle. Note the inflation in the second picture
(0.05 s) and deflation in the third (1.22 s) (scale bar = 10 mm).
5-3
.
. .
49
Change of tissue mass (g) due to dehydration at ambient humidity
and temperature. The mass of these tissue samples used for dehydration experiments were comparable to tissue samples used for injection
experim ents. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4
50
The figure output of a MATLAB script assists the user in determining
the appropriate hsv values by defining a border around the superposition of thresholded hue, saturation, and luminance images according to
a hsv value that the user inputs. The image displays: 1) the original
image, 2-4) each image after thresholding according to a given hue,
saturation, or luminance value, 5-8) histograms of the hue, saturation,
luminance, 9) a superposition of the image and the defined border, and
10) an isolated plot of the defined border.
5-5
. . . . . . . . . . . . . . .
52
3D MATLAB reconstructions of the tissue injection shape. Three primary shapes were observed (a) upside down cone, (b) right side cone,
and (c) sphere. The powder dispersion depth corresponding to each
shown 3D reconstruction is 441, 810, and 1125 pum, respectively (scale
bars = 1 mm ).
5-6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Photograph of a representative 20 im section of porcine tissue stained
with Mayers hematoxylin (scale bar = 1 mm). . . . . . . . . . . . . .
5-7
53
54
Dependence of Dh on average nozzle diameter at constant pressure.
Solid markers represent successful injections, while open markers represent unsuccessful injections. . . . . . . . . . . . . . . . . . . . . . .
5-8
55
Dependence of Dd on average nozzle diameter at constant pressure.
The injection depth of an unsuccessful injection is considered to be
zero (Dd
=
0). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11
56
5-9
Depth data for 25 ptm ranges of average orifice diameters at injections
at 8.9-9.0 MPa of applied pressure. Depth of both erosion hole and
powder dispersion generally increases with applied pressure.
. . . . .
57
5-10 Dispersion depth versus pressure for successful injections. Each plotted
point represents the average of a set of successful injection experiments
(n
=
1-3) at given pressure settings: 2.5, 5.0, 7.5, 10.0, and 12.3 MPa.
58
5-11 Dispersion depth versus initial jet power for all successful injection trials. 60
5-12 Success rate of injections of diameter dependence trials using the composite nozzle. Note that average nozzle diameters are presented because the expansion of orifices during injection. Data is grouped into
50 pm ranges (n = 1-6).
. . . . . . . . . . . . . . . . . . . . . . . . .
61
5-13 Success rate of injections of pressure dependence trials using a 136 pm
diameter aluminum alloy nozzle (n = 4-5). . . . . . . . . . . . . . . .
12
62
List of Tables
5.1
Compilation of the ranges of orifice diameters, Dh, and Dd for Sets 1-3. 54
13
14
Chapter 1
Introduction
1.1
Global Vaccination
Vaccine immunization saves more than three million lives worldwide each year [1] and
is considered to be one of the most cost effective measures of addressing disease on a
global scale. Over 100 million children below the age of one are immunized against
measles, polio, and other diseases [2,
3].
There remain areas for great improvement,
namely the cold chain-the temperature controlled supply system of vaccines stored
at temperatures of 2-8 'C-which is one of the most vulnerable aspects of vaccine
delivery for the developing world. Numerous studies across different countries [4] show
frequent refrigeration malfunction that leads to drug waste, vaccinations administered
with compromised vaccines, and an increased financial cost of 200-300 million dollars
a year
[5].
Furthermore, vaccination using a needle and syringe poses serious global
health problems. When compared to health workers in the United States and Canada,
the average number of sharps injury per worker per year is over 26 times higher (4.7
sharps injuries per healthcare worker per year compared to 0.18) in countries such as
Egypt and Pakistan [5].
To alleviate the problems currently associated with the cold chain, different approaches have been investigated. Efforts such as the World Health Organization's
vaccine vial monitor (VVM) and new refrigeration and temperature monitoring technologies have offered some improvement [6]. Lyophilization of vaccines is well doc15
umented and has improved the shelf life of many formulations but the lyophilized
drug still needs to be refrigerated. Reformulating drugs to be thermostable between
the temperatures of freezing and 45 'C by methods such as spray drying and spray
freeze drying are currently being developed. In particular, a recent study showed that
spray-dried formulations of the Hepatitis B vaccine were stable for at least 24 months
at 37 'C [7]. The development of the delivery of thermostable powder vaccines leads
to the potential of eradicating the need for cold chain supply and transportation.
1.2
Needle-Free Vaccine Delivery Systems
Needle-free vaccine delivery systems have garnered a heightened interest in the past
few decades. The advantages of needle-free delivery are numerous. Elimination of
the needle eliminates the risk of sharps injury and cross-contamination through reuse of the needle while removing the need for sharps disposal, solving the issue of
needle phobia, and increasing patient compliance. Numerous methods of needle-free
drug delivery have drawn the interest of research and commercial groups and can
be grouped into two general types based on the location of delivery: mucosal and
cutaneous administration.
Administration of drug to the mucous membranes covering the aerodigestive or
urogenital tracts (e.g. to oral, nasal, pulmonary, vaginal, or rectal sites) intuitively is
an effective method of vaccine delivery since pathogens of major diseases such as HIV
or the influenza virus enter the body through mucosal tissue. The mucosal immune
system contributes nearly 80% of a healthy adult's immunocytes and is therefore sensitive to antigens. Thus, many methods to target sites in the mucosal immune system
are in development. However, delivery via each route currently has major constrictions that limit its usage. For example, while oral delivery of drugs has a high patient
compliance rate, because of the poor stability of proteins in an acidic and enzyme-rich
environment, non-living vaccines tend to break down in the gastrointestinal tract [8].
Similarly, aerosolized vaccines delivered to the nasal site are less likely to break down
due to lower enzymatic activity, but there are still constraints on the size of the ac16
tuated droplet and medicinal agent for proper placement of the deposited drug and
avoidance of inflammatory responses [9].
To offer an alternative to the needle and syringe, other methods of cutaneous delivery are being developed: topical application, microneedles, and needle-free injection.
Topical delivery of vaccines (Figure 1-1c) is attractive because of the high density of
antigen-presenting cells in the superficial layer of the skin, but permeating through
the stratum corneum has traditionally been a challenge. To alleviate this problem,
hydration, mechanical (e.g. abrasion to physically disrupt the stratum corneum), and
chemical methods (adjuvants or permeabilizing agents) are used to increase the permeability of the stratum corneum to drug molecules. Each of these methods comes
with its unique advantage and disadvantage [5,8]. Microneedles (Figure 1-1h) (solid
and hollow arrays of silicon projections 25 to 1000 pm long) are designed to specifically penetrate the stratum corneum into the epidermal and dermal layer, yet are
designed to be short enough to avoid contacting nerves found in the fat layer. The
joint usage of the microneedle and transdermal patch show promising results in recent clinical trials [10] but may still not be appropriate for mass immunizations due
to their two-step application of microneedle and patch.
Finally, needle-free injection is a technology that propels the drug in a highvelocity stream of fluid to penetrate the tissue, effectively replacing the needle with
the drug itself. In the 1950s to the 1980s, the United States military used multi-usenozzle jet injectors (MUNJIs) to administer mass immunizations to its personnel [8].
However, injector tips were not changed upon each injection, leading to the exchange
of bodily fluids from one recipient of the vaccine to another. This practice led to
a widespread cross-contamination of Hepatitis B [8]. In the last two decades, independent health care groups, non-governmental organizations, and biotech companies
have been independently developing a variety of different devices, such as the commercially available Biojector 2000 [11] and Injex [12] (Figure 1-2 a and b). However
these devices offer low controllability of the depth of delivery due to their actuation
mechanisms' (spring and gas, respectively) inabilities to shape their pressure profiles.
A recent improvement of this technology took place in MIT's Bioinstrumentation
17
Figure 1-1: Various current methods of cutaneous immunization. Taken from Mitragotri, et al. [8].
Lab. A highly controllable Lorentz-force actuator called a "jet injector" (JI) (Figure 1-2c) was developed to use a two-phase pressure profile to repeatedly deliver a
pre-determined volume of drug to controllable depths in the tissue [13].
Virtually all current needle-free injection systems use aqueous solutions, which require reconstitution of the powdered drug. Because a reconstituted drug is thermally
unstable, unused reconstituted drugs must be disposed of after 24 hours, leading to
drug wastage [14]. If powdered vaccines can be delivered directly, there will be no
need for diluent and reconstitution, further cutting costs in storage, transportation,
and human training and error.
To date, few powder injection systems have been developed. A helium-powered
needle-free technology [15] is able to perform epidermal powder immunization (EPI)
[16]. However, because particle penetration is governed by the ballistics of individual
particles, constraints exist on the size and density of each particle for it to achieve
momentum density sufficient for penetration. Because of these constraints, standard
pharmaceutical formulation techniques may need to be modified [17] and this tech18
a)
b
b)
c)
Ampoule -.
Figure 1-2: a) Picture of the Biojector 2000. Taken from the Bioject website [11]. b)
Picture of the Injex. Taken from the Injex website [12]. Cutaway view of the linear
Lorentze-force actuator of the MIT Bioinstrumentation JI. Taken from Taberner, et
al. [13].
19
nology may not be ideal in situations where financial resources are limited.
This thesis describes the design, construction, and testing of a needle-free drug
delivery device used to inject powder to controllable depths. The development of this
new method of drug delivery could find its application in the developing world and
help alleviate issues associated with the cold chain.
1.3
Description of Chapters
This thesis is organized as follows:
Chapter 2 lays a framework for understanding a jet composed of gas and powder
by elucidating the jet mechanics and choked flow of compressible fluids. These
calculations are also compared to previous work in powder delivery.
Chapter 3 describes the development of a helium-powered device to perform powder
injection. Various nozzle designs are also developed.
Chapter 4 describes the characteristics of the helium-powered device.
Chapter 5 reports the results of powder injection in vitro. The device's ability to
control injection depth, shape, and success rate are presented.
Chapter 6 presents a brief summary of the work presented in this thesis and future
areas of work.
20
Chapter 2
Background
We hypothesize that if entraining powder into a gas jet is possible, the subsequent
two-phase mixture could be delivered into the tissue. We would like to draw from
both an understanding of aqueous drug delivery by a liquid jet and powder ballistic
delivery by a carrier gas to motivate powder delivery by a gas jet.
2.1
Mechanics of Liquid Jet Delivery
Shergold, et al. [18] hypothesized two phases in liquid jet injection: the initial penetration of the skin by a jet at high velocity and subsequent delivery of the bulk of the
liquid. They described skin penetration by liquid jet using the "sharp-tipped punch
penetration model" [18]. This model describes that penetration of a soft solid by a
sharp-tip solid object involves cracking the soft solid, and upon the removal of that
object the tissue undergoes reversible deformation to close the crack. This model
predicts that for liquid jets of diameters ranging from 100 to 500 pm, a peak pressure
of 14 MPa is sufficient for skin penetration, though other literature has suggested
that the critical yield stress for the stratum corneum has a larger range: 3.2-22.5
MPa [19].
Based on the observation that both exit velocity and nozzle diameter influenced
the depth of drug delivery in jet injections, Schramm-Baxter, et al. [20] used the
concept of "jet power" (Po) to describe a jet of fluid. For a liquid jet accelerated
21
-Punch,
diameter D
D1
Opened crack
x
(b)
Closed crack
Figure 2-1: The sharp-tipped punch model. Figure taken from Shergold, et al. [18].
some distance away from the surface of the tissue, they found that increasing the jet
power of a jet injection increases both the depth of the erosion hole created by the
injection and depth of the fluid dispersion in the tissue (Figure 2-2).
Assuming a constant velocity profile across the orifice,
Po =
1
-hu,
2
(2.1)
where rh is the mass flow rate, and uo is the exit jet velocity.
The mass flow rate is related to uo by
m
=
pAouo,
(2.2)
where p is the fluid density and A0 is the area of the nozzle orifice. Then
Po = -7rpD 2U3
8
00
where Do is the diameter of the jet [20].
22
(2.3)
b)
a)
13.5
10
3 -
8
2.5
E
4) -
1.5 -
2
0.5
4
0
1
10
I
100
TJ
0
1000
1
10
100
1000
Power at nozzle exit (W)
Power at nozzle exit (W)
Figure 2-2: Jet power describes liquid jet injection behavior well: a) Dependence of
the depth of the erosion hole that a liquid jet creates, on jet power. b) Dependence
of Lm, the depth corresponding to the maximum width of dispersion in the tissue, on
jet power. Figures taken from Schramm-Baxter, et al. [20].
2.2
A Prior Art: Powder Ballistic Delivery
In ballistic drug delivery as used in epidermal powder immunization (Figure 2-3),
individual particles are accelerated by a carrier gas, which is typically helium. Upon
skin impact, the gas is deflected, leaving the individual particles to penetrate the
stratum corneum and deposit into the viable epidermis. The depth of an individual
particle's successful penetration into the viable epidermis is dependent on the conversion of its kinetic energy into the kinetic energy of the tissue (the inertia of the
particle transferring to the tissue as it bends) and the subsequent plastic deformation
of penetration into the tissue [21].
Three parameters of the particle have been found to affect the penetration depth:
the particle's density (pp), diameter (rp), and impact velocity (vi). To combine the
information of these three parameters, they are multiplied together (pVirp) to form
" momentum density," the impact momentum per cross-sectional area of the particle.
In successful penetrations, typical momentum densities of particles are in the range
23
Silencer
Powdered Vaccine
cassette
Helium Gas
Acuton
BuLon
Chamber
Nozzle
Figure 2-3: Picture of the Powderject device for epidermal powder immunization.
Figures taken from Chen, et al. [16].
of 7 to 14 kg/m -s, below which particles do not penetrate the stratum corneum [21].
2.3
Calculations for a Jet Composed of Gas and
Powder
We would like to answer two questions:
1. What parameters are needed for a jet composed of gas and powder to be "similar" to a jet composed of liquid?
2. If one can deliver powder via a jet of gas and powder, how does it compare to
ballistic delivery?
2.3.1
Gas Flow Mechanics
To gain some intuition about how a jet composed of gas and powder might behave,
we first analyze the mechanics of the gas, and perform an analysis of compressible
fluid flow from a convergent nozzle (Figure 2-4) into atmospheric surroundings (no
load is placed against the nozzle).
We start by assuming a peak pressure of 10 MPa, a pressure on the order of
common peak pressures found in liquid injections. We note that the ratio of the back
24
P = Pt
P = Pt
U= 0
PI= Pe
P = Po
P = Pb
Figure 2-4: Diagram of the nozzle for compressible fluid flow.
pressure at atmospheric (Pb = 101,325 Pa) to total pressure at peak (pt = 10- 106
Pa), Pb/Pt, is less than the ratio of the critical pressure to total pressure at peak,
p*/pt [22]. That is,
0.010133
101325
=
101
10106
p
_Pb
-
Pt
<
-
Pt
2
= (
)
-
= 0.488,
(2.4)
7+1
where y is the adiabatic constant (5/3 for helium). Equation 2.4 is the criteria for
choked flow (Pb/Pt < p*/pt) and because it is met we know that the velocity of the gas
jet at the nozzle orifice is "choked" at the speed of sound (uo = Vsonnd). In fact, for
an ejection of gas into the surroundings held at atmospheric pressure, any increase
of applied pressure beyond p, = 101,325/0.488 = 207,633 Pa, will not increase the
velocity of the gas.
The speed of sound is described by,
_
Vsund =
25
RT
M ,
(2.5)
where R is the gas constant (R = 8.314 J/mol -K) and M is the molecular mass
(4.04. 10-3 kg/mol for helium). Then at T = 293 K the speed of sound for helium
(voonnd) is:
1.66 -8.314 -293
M
I
Vsound
=
When the gas velocity is choked, the equation for the mass flow rate (m4)
m =
CA
I
p1pt(2
(2.6)
1007 m/s.
[23]
)( +1/(y-l),
is:
(2.7)
where pt is the gas density at the source. Because of compressible flow, we must
make a distinction between the gas density at the source pt and gas density at the
orifice exit po. To find pt, we apply the ideal gas law:
Pt
=
PtM
T
(2.8)
RT
10. 106. 0.0040026
8.314.293
16.43 kg/m 3 .
(2.9)
To find po, we combine Equations 2.2 and 2.7:
PtPt(
Po =
Vspeed
7
+1
)(+1)/(m-),
(2.10)
where C is the coefficient of discharge (0.60 for a sharp edge orifice) and keeping
in mind that nO
= Vspeed
for choked flows.
Then combining the expression for exit density (po) from Equation 2.10 and jet
power (Po) from Equation 2.3, we obtain an expression for the jet power of a compressible fluid jet experiencing choked flow:
P
=p8t(t
DOVS,fldC
)(+3/1),
or substituting the expression for pt from the ideal gas law (Equation 2.9):
26
(2.11)
P
= T
V
=DvonCptj(
7M
8 0 oRT
22)(y1)/(y-1)
-7+ 1
(.2
(2.12)
The rupture of skin by a macroscopic object is dependent on attaining critical
yield stress [18] and thus the application of sufficiently high pressure and jet power
using any medium would rupture the tissue. However, because of the dependence of
delivery depth on the jet power of a liquid jet as elucidated in Section 2.1, we will
use jet power as a metric for performing similar injections by a jet composed of gas
and powder.
The jet parameters of a typical jet injection are: p = 1000 kg/m
3
Do = 200 pm,
and uO = 200 m/s. From Equation 2.3 this yields a jet power of:
Po
=
1
-7r(1000)(200. 10-6)2(200)3
8
=
125.7 W.
(2.13)
Then given Equation 2.11, we see that the jet power of a gas jet of the same
diameter experiencing a peak pressure of 10 MPa is:
P
=
=
8
.(200. 10-6)2. (1007)3. (0.60).
2
(1.66)(16.43)(10 - 106)( 1.66+ 1 )(1.66+1)/(1.66-1)
88.84 W,
(2.14)
(2.15)
which is similar to the jet power calculated for liquid injection (Equation 2.13).
2.3.2
Comparison of Ballistic Powder Delivery to Powder
Delivery by a Gas Jet
If typical polystyrene beads (1-5 pm, 1500 kg/m 3 ) can be entrained in the gas jet
described in Section 2.3.1 (v = 1007 m/s), this yields a range of momentum densities
from 1.5 to 7.5 kg/m -s, in general lower than the range of momentum densities of
ballistically delivered particles.
27
Since skin puncture would be solely dependent on the stress induced by the jet,
if a device can entrain powder into the gas jet to form a jet composed of gas and
powder, then delivery of solid particles of lower momentum density (and therefore
less restrictions on the formulation of the drug) can be delivered.
28
Chapter 3
Device Development
3.1
Design Parameters
The main purpose of this research was to develop a new method of injecting powder
into tissue to controllable depths. The device was developed according to the following
guidelines:
1. The method would not use liquid in any phase of the injection.
2. Gas would be used to entrain the powder in its stream.
3. The powder would be accelerated to sub- or sonic speeds.
3.2
Bench-top Setup
To fulfill this purpose, a high-pressure pneumatic valve system was conceived and
implemented in a bench top setup. The bench top setup (Figure 3-1) is composed
of a high-pressure stainless steel solenoid valve (Parker model 71216) connected to
a tank carrying industrial-grade helium (Airgas HE40) by a smooth-bore stainless
steel gas hose (Unisource 4TSC-11-11-36.0) and outfitted pressure regulator (Airgas
E13-N115H). A pressure sensor is attached between the pressure regulator (Omega
model PX303-4KG5V) and hose to determine the applied pressure at the nozzle.
29
Figure 3-1: Block diagram of the bench-top powder injector and (inset) photograph
of the device: gas flows from the gas tank through the hose (1) to the solenoid valve
(2) and to the nozzle (3) (scale bar = 30 mm).
3.3
Carrier Gas
Helium was chosen as the carrier gas because of its comparatively high diffusivity
in tissue and low solubility in blood [24].
We conjecture that injection of helium
into the upper layers of tissue poses minimal risk of enducing embolism. This issue
is addressed by qualitative observation in Section 5.3 though further quantitative
studies are needed to verify such a hypothesis.
Because previous needle-free liquid injection experiments utilized peak pressures
of 10-20 MPa to penetrate tissue, it was decided to use a standard helium tank,
yielding maximum pressures of 14 MPa.
3.4
Electronics
A timer circuit (Figure 3-2) designed by Bryan Ruddy, a PhD candidate in the lab,
was used to control the solenoid valve. In its deactivated state, the coil inputs (W3
30
and W4) are both kept at the constant voltage of 24 V. When the circuit to the
power supply is connected via an external switch (W1 and W2) it introduces a voltage
difference across the Precision Timer (SE555), which sends a timed pulse of control
current to the MOSFET driver (TC4420). The MOSFET driver then sends a timed
pulse of amplified current to the MOSFET (IRFB3077) which connects the negative
terminal of the coil input (W4) to the ground rail for a pre-determined time. The
solenoid valve is connected to the coil inputs and is thereby energized by a timed
voltage pulse of 24 V from the power supply. A voltage pulse width of 15 ms was
used as the duration of the voltage pulse to be analogous to the widths of the pressure
peaks in typical liquid needle-free injections.
3.5
Powder
White glass beads (1000 kg/m 3, 2-10 im) and colored fluorescent beads (1500 kg/m 3,
1-5 pm) were chosen to simulate drug delivery as they have similar densities and
particle sizes to that of lyophilized drug [17,25].
3.6
Nozzle
At the time of this research, no commercial nozzles were easily adaptable for powder
injection; thus various attempts were made to custom-design and create nozzles for
powder injection. The purpose was to machine nozzles that withstood high levels of
pressure (up to 14 MPa) with orifice diameters ranging from 50-200 jm.
3.6.1
Stereolithography Produced Nozzle
A nozzle was fabricated by stereolithography (SLA) using the Viper Si2 [26] and is
shown in Figure 3-3. During the fabrication process, the nozzle tip was found to be
without orifice before curing. It is likely that the resin does not vent from the orifice
because of its narrowness. In order to form the orifice, a 150 pm minuten pin (shown
in Figure 3-3b) was manually inserted into the soft resin, cured, then removed post31
-l
C
C-)
-I
C
C-)
Figure 3-2: Electronic layout of the timer circuit.
32
cure to form a hole approximately 150 pm in diameter. The nozzle was then fitted
into a compression fitting to connect to the solenoid valve.
In addition to the ease of use and ability to rapid-prototype, one advantage to a
nozzle fabricated by stereolithography was its optical clarity, which permitted one to
qualitatively observe the powder (e.g. for powder clogging) by visual confirmation.
A second advantage was the the lower elastic modulus of the cured resin (when
compared to metal). When strain gauges were installed to infer the internal pressure
of the nozzle during injection (Section 4.1.1), a lower amplification of the voltage
output was therefore required (compared to what would be necessary for a metal
nozzle) thus leading to a higher signal to noise ratio.
One of the difficulties associated with fabricating nozzles in this manner was the
requirement that minuten pins be manually inserted through 2 mm of resin; during
this process these pins often bent and permanently deformed in the middle of the
insertion. It was also deemed impractical to use thinner pins to fabricate nozzles
of smaller diameter orifices.
Furthermore, it was found by experimentation that
orifice diameters expanded with each injection due to the erosion of the orifice by the
injectable and deformation under pressure.
3.6.2
Composite Nozzle
Because of the fabrication difficulties and limited use of nozzles fabricated via stereolithography, a method to rapidly prototype nozzle orifices of different diameters was
developed. By modifying the power and cut parameters of a laser machine, acrylic
disks having a range of different sized holes could be quickly fabricated.
A carbon steel compression fitting (Parker Yor-Lok) was used to house one acrylic
disk and a machined aluminum piece was used to mate to the surface of the inside of
the compression fitting (Figure 3-4). When the pieces were assembled and tightened
in the compression fitting, the acrylic disk and aluminum piece were compressed
together to form a gas-tight seal in the fitting (Figure 3-5), resulting in a composite
nozzle that could house acrylic disks of different orifice geometries. Acrylic, 1.7 mm
thick, was laser machined to yield orifice diameters ranging from 20 to 200 pm (Figure
33
Figure 3-3: A CAD drawing and picture of the SLA produced nozzle. In the nozzle
in the foreground of the picture, the minuten pin has not yet been removed and can
be seen (scale bars = 5 mm).
3-6).
While the ability to rapidly prototype a range of orifice diameters was advantageous for experiments that varied jet power, the disadvantages eventually outweighed
the advantages. First, because the laser machine was only accurate to within 30 pam,
many acrylic disks had to be fabricated before obtaining a disk with the desired orifice diameter. Secondly, orifices of smaller diameters were tapered more than those
of larger diameters. This variation of 3D geometry was an uncontrollable variable
that may have affected the behavior of the fluid flow in the nozzle. The gravest issue
however was the increase in orifice diameter during injection due to plastic deformation under pressure and abrasion by the injectable. Orifice diameters often expanded
more than 40 pm during a single injection and therefore represented an uncontrollable
variable in experimentation.
34
15 mm
Figure 3-4: The outer housing of the compression fitting houses an acrylic disk and
a custom-machined aluminum piece to mate to the compression fitting surface.
Figure 3-5: Compressed acrylic disks act as rigid o-rings to seal the composite nozzle.
The observable blue color on top of the disk is the residual powder that remains on
top of the disk after injection.
35
I
Figure 3-6: Microphotographs of acrylic disks of different diameter orifices (scale bars
-
100 pm).
3.6.3
Aluminum Alloy Nozzle
To ensure a constant orifice diameter during the injection, a one-piece nozzle was
designed and machined out of 7075 Aluminum alloy (Figure 3-7).
This alloy was
chosen for its high yield strength.' To achieve a range of diameters, the nozzle was
micro-drilled using drills of diameters 50, 75, 100, 125, 150, 175, and 200 pm, yielding
nozzles with orifice diameters of 61, 81, 107, 136, 162, 197, 195 pm. Orifice diameters
were measured by observation under the microscope.
36
Figure 3-7: The 7075 aluminum alloy nozzle. Scale bars in the picture and its inset
are 10 mm and 5 mm, respectively.
37
38
Chapter 4
Device Characterization
Three main metrics were chosen to characterize the needle-free gas-powered injector:
the internal pressure the nozzle experiences during an injection, the speed of the
powder as it leaves the nozzle, and the volume of gas delivered per injection.
4.1
Profile of the Pressure in the Nozzle
To measure the profile of the pressure in the nozzle, strain gauge measurements were
performed to infer the internal pressure in the nozzle. These measurements were then
reconciled with theoretical predictions.
4.1.1
Strain Gauge Measurements
In order to obtain optimal strain gauge measurements, stereolithography (SLA) produced nozzles were chosen. The cured resin formed by SLA has a lower Young's
modulus than aluminum, which yields a larger strain per unit of induced stress. Two
strain gauges were installed on the SLA-produced nozzle (Figure 4-1): one having its
main axis along the nozzle's circumference and the other having its main axis along
the length of the nozzle. These two strain gauges were placed in a dual wheatstone
bridge configuration to minimize thermal effects of the strain gauges. The voltage
measurements were calibrated to pressure values by sealing the nozzle from the sur39
roundings, opening the valve directly to the gas regulator and comparing the voltage
output of the strain gauges to the measurements of the pressure sensor at different
values of applied pressure.
Figure 4-1: Two strain gauges are installed perpendicular to each other to infer the
pressure inside the nozzle.
Figure 4-2 shows the pressure profiles of the nozzle (with no load) with a valve
opening time of 15 ms at varying applied pressures: 2.5, 5.0, 7.5, 10.0, and 12.5 MPa.
4.1.2
Theoretical Prediction of Pressure Decay
The Bird, Stewart, Lightfoot (BSL) source-term model [27] predicts choked gas flows
from a pressurized gas system:
t = [F(t)(1y/
_1](
2 )(V
7 - 1 CA
where:
. t = time after leak flow starts
40
gyPo
2
do
y+ 1
(4.1)
4
j
I
I
I
I
I
I
I
121-
-
10
-
2.5 MPa
5.0 MPa
7.5 MPa
10.0 MPa
12.5 MPa
0O 8
6
(D,
CD,
ICL
4
2
0
0
0.2
0.4
0.6
1
0.8
1.2
1.4
1.6
1.8
Time (s)
Figure 4-2: Pressure profile of the nozzle at varying applied pressures: 2.5, 5.0, 7.5,
10.0, and 12.5 MPa.
* F(t) = fraction of initial gas weight remaining in source vessel at time t
* V = volume of the source vessel
* C = coefficient of discharge, (0.60)
" A = area of the source leak
*
*
Y = the adiabatic constant, cp/c
gravitational conversion factor
c=
" Po
=
initial gas pressure in source vessel
d = initial gas density in source vessel
The isentropic expansion of an ideal 'gas is described by,
P(F) = PoF(t)-.
Then rearranging Equations 4.1 and 4.2 we obtain an expression for P(t):
41
(4.2)
P(t) = Po[-t
a + 1]',
(4.3)
where,
a = (2
-1
V Yg.YPo
CA
do
2 ) +/Y-0)-
(4.4)
+ 1
Making the assumption that the nozzle is completely filled with gas stored at the
peak pressure until an opening at t = 0, we use the BSL source model to make a
theoretical prediction of the decay of pressure in the nozzle and compare it with the
experimental data of the decay of a 5 MPa ejection (Figure 4-3). We see that the
theoretical prediction agrees well with experimental results. Therefore, choked flow
accurately describe the behavior of the gas flow of an ejection.
M 3
C.
1
1L
0
1.5
0.5
Time (s)
Figure 4-3: Pressure decay in the nozzle of a 5 MPa ejection due to gas escaping the
nozzle.
42
4.2
4.2.1
Velocity of Injection
High Speed Camera Measurements
To determine the speed of an ejection, a series of ejections into air were recorded
using a high-speed CMOS video camera (Phantom v9, Vision Research [28]) fitted
with a 65 mm macro photo lens (Canon MP-E 65). The ejections were captured at a
resolution of 1440 x 720 and a frame rate of 6420 fps. The pressure of ejection was
10 MPa and the speed of the front of the powder jet when already diverged was 12.13
m/s.
0.0 ps
623.1 PS
155.8 pts
778.8 pts
311.5 pis
934.6 pts
467.3 pis
1090.3 ps
Figure 4-4: 6420 fps, 155.8 ps exposure, leading edge: 9.367 m/s, following plume:
12.130 m/s (scale bar = 5 mm).
43
4.3
Volume of Gas Injected
To determine the volume of gas injected in a single trial, the nozzle setup was placed
in a sealed Buchner flask, and the difference in pressure within the chamber before
and after an injection trial was measured using a pressure sensor (Vernier GPS-BTA)
(Figure 4-5). The volume of helium delivered in a porcine tissue injection was found
to increase with pressure, from 4.9 mL at 2.1 MPa to 10.4 mL at 10.2 MPa (Figure
4-6). Comparison of injections into tissue to control ejections into air demonstrates
that the presence of a load greatly decreases the volume of gas delivered.
Figure 4-5: Setup to measure volume of gas ejected.
44
140
E 120-
10080-
0
)
0
E
.-
60-
* Control
* Porcine Tissue
.
*
40-
A
20-
-
rO '
2
0
4
6
8
10
12
Pressure (MPa)
Figure 4-6: Volume of gas injected from the nozzle (mL) as a function of applied
pressure (MPa). Ejections into air served as the control.
45
46
Chapter 5
In Vitro Injection Experiments
Design verification was carried out by performing injections into porcine tissue, a
close analog to human tissue.
5.1
Experimental Procedures
Post mortem porcine tissue was obtained through the MIT Tissue Harvest Program
using procedures approved by the IUCAC and in accordance with the NIH Guide for
the Use and Care of Laboratory Animals. Tissue was harvested from the abdomen
of Yorkshire pigs (approximately 6 months in age) immediately after euthanasia and
included muscle, subcutaneous fat, and skin. The tissue was trimmed, immediately
vacuum sealed, and stored at -80 'C. Prior to injection, each sample was thawed at
4 'C and equilibrated to room temperature. All injections were done by placing the
nozzle in direct contact with the tissue sample. Injected tissue was placed in plastic
containers (22 mm x 22 mm x 18 mm) containing optimal cutting temperature
compound (Tissue-Tek OCT Compound) and frozen in liquid nitrogen. Tissue slices,
15 pum thick, were then successively removed from each sample using a Vibratome
Ultra Pro 5000 cryostat. A Canon EOS-7D camera, fitted with a 65 mm macro photo
lens (Canon MP-E 65) was used to photograph the tissue after removal of each section,
yielding a series of photographs that when compiled, imaged through the entire block
of tissue. To view the different layers of porcine tissue, tissue was embedded in OCT
47
and microtomed using the cryostat to yield 20 pm sections, which were captured on
microscope slides. These sections were consequently fixed in cold acetone and stained
with Mayers hematoxylin.
5.2
Successful and Unsuccessful Injections
The jet once it has punctured the stratum corneum may produce two effects. In the
first case, an erosion hole is created but powder is not dispersed through the tissue
(Figure 5-la) while in the second case, an erosion hole is created followed by dispersion
of drug into the tissue (Figure 5-1b). These two cases were carefully differentiated
by visual assessment. When an erosion hole is created without powder dispersion,
the powder resides only on the exposed surface of the erosion hole. For the purpose
of analysis, an injection yielding an erosion hole with no powder dispersion is not
considered to represent a successful injection. As such injection profiles have been
quantified using two measurements: Dh the depth of the erosion hole and Dd the
depth of powder dispersion.
Figure 5-1: Representative tissue midline cross-sections of two types of injection trials:
(a) an erosion hole with no dispersion in tissue which is considered unsuccessful and
(b) an erosion hole with powder dispersion considered to be successful. Frozen OCT
in the erosion hole has a bluish white appearance. In (b) an air bubble in the frozen
OCT appears as a darkened hole in the middle of the erosion hole.
48
5.3
Inflation of Tissue during Injection
In successful injections, it was often observed that the helium inflated the tissue sample. Figure 5-2 shows a time-lapse series of photographs demonstrating tissue inflation
at 0.05 s after the start of injection and deflation within 1.22 s. The observation of
tissue deflation and the observation that the vast majority of powder injections are
delivered to the upper region of the dermal layer (Section 5.6) (where major arteries
and veins are not located), are consistent with the conjecture that injection of helium
into the upper layers of tissue poses minimal health risk (Section 3.3). Still, deflation
could primarily be attributed to gas escaping through the fat layers of the sides of
the tissue sample, a mode of escape that would be unavailable in an in vivo injection.
Further experiments would need to be carried out to verify whether gas deflation still
occurs when its only mode of escape is diffusion back through the skin layer.
0.05s
0.00 s
1.22 s
Figure 5-2: Time-lapse photograph series of pre-, mid-, and post-injection using the
SLA produced nozzle. Note the inflation in the second picture (0.05 s) and deflation
in the third (1.22 s) (scale bar = 10 mm).
5.4
Quantity of Powder Delivered
Percent yield of delivery is an important metric when assessing the efficacy of an
injection method. While mass measurement before and after injection is a common
method used in liquid injections to determine the volume of drug injected into the
tissue, this was found to be an impractical method for powder injections. In one or
two minutes, a piece of freshly exposed tissue (approximately 20 mm x 20 mm in area)
loses 2 to 5 mg of mass due to dehydration (Figure 5-3). Since the powder loaded into
49
the nozzle per injection is on the order of 1 mg (as opposed to approximately 25-200
mg for liquid injections) a mass measurement yields no usable information. Future
work would entail employing techniques such as measuring the levels of fluorescence
or radioactivity of the tissue after delivery of fluorescent or radioactive particles,
respectively.
0-4
-0.005-
Trial 1
Trial 2
Trial 3
o
A
+
+
+
0
-0.01-
0
0
C -0.015
()
C
00
-0.02-
0
+
U-0.025
-0.03 1.
0
0
200
400
Time (s)
- - -. . 1* . - - - - - - . . 8
600
800
Figure 5-3: Change of tissue mass (g) due to dehydration at ambient humidity and
temperature. The mass of these tissue samples used for dehydration experiments were
comparable to tissue samples used for injection experiments.
5.5
Dispersion Pattern in Tissue
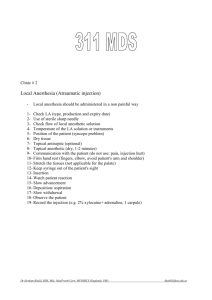
Image processing and 3D reconstruction of the injection were performed in MATLAB
[29] (Appendix A) to determine the dispersion pattern of each tissue injection. Image
thresholding was performed on each picture according to its hue, saturation, and
luminance value (hsv) and a border was defined around the remaining area after
superposition (Figure 5-4). Each picture's border of the powder in the tissue was
then successively 3D plotted to its corresponding depth on the z-axis. Finally, a
50
surface was defined around the series of borders to yield the 3D dispersion pattern of
the powder injection.
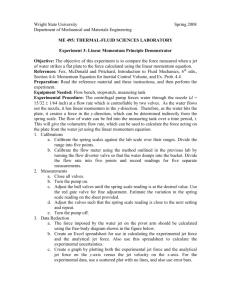
Reconstruction of successful powder injections into porcine tissue revealed that
the dispersion patterns were quite varied.
The most common shapes observed in
successful injections could be classified as an upside down cone (Figure 5-5a), an
upright cone (Figure 5-5b), or a sphere (Figure 5-5c).
These injection shapes are associated with the development of the actual injection.
An upside down cone was observed with the most shallow of injections, whereas the
sphere was commonly observed with the deepest of injections. Fluid and powder
dispersion within tissue originates from what can be thought of as a point source of
radially outward flowing fluid [14]. As dispersion depth increases, the point source
also increases in depth and a greater section of the sphere is realized; in a shallow
injection, this point source can be thought of as resting on the surface, hence only
the bottom part of the sphere is realized. The intermediate stage between the upside
cone and sphere may be thought of as an underdeveloped sphere, and thus the shape
more closely resembles a right side cone. These observations are similar to those for
needle-free injections using aqueous solutions and are consistent with the point-source
hypothesis for incompressible fluid injection. A deeper understanding of the tissue
mechanics that predict dispersion pattern could be beneficial to further optimize
delivery of drugs to specific depths in the tissue.
5.6
Depth of Injection
To test the controllability of the device, two parameters of jet power, nozzle orifice
diameter and applied pressure, were varied to observe the consequent depth of injection. Depth of injection was determined by measurement after medial section or 3D
reconstruction of the dispersion pattern. In addition, the specific layer of tissue that
powder had been delivered to was inferred by comparison with a representative tissue
section counterstained with Mayers hematoxylin. A typical section of tissue stained
with Mayers hematoxylin is shown in Figure 5-6 and shows a dermal layer 2.5 mm
51
F,
4
OVI"UG322
10
4Hstopa.
SOMB
.(Lumnc Vu
7j ofgw
logram of sdurdion
10
[1.
3
I2
0S
I
02
04
0.6
Gry Lels
OS*
12
I
0
Gray LeVels
Powderire*K
Lun*aanceVehae
W
10
1r0
%SYLsV*
M0
2M
o
w
100 ISO
Gray tals
O
M
Shpe 7
hmage + Border: thresh =0.05
3000
2000
lawn
ure 5-4: The figure output of a MATLAB script assists the user in determining the appropriate hsv values by definin
der around the superposition of thresholded hue, saturation, and luminance images according to a hsv value that the u
uts. The image displays: 1) the original image, 2-4) each image after thresholding according to a given hue, saturation,
inance value, 5-8) histograms of the hue, saturation, luminance, 9) a superposition of the image and the defined bord
10) an isolated plot of the defined border.
a)
c)
b)
Figure 5-5: 3D MATLAB reconstructions of the tissue injection shape. Three primary
shapes were observed (a) upside down cone, (b) right side cone, and (c) sphere. The
powder dispersion depth corresponding to each shown 3D reconstruction is 441, 810,
and 1125 pm, respectively (scale bars = 1 mm).
thick and a fat layer that is at least 3 mm thick.
5.6.1
Diameter Dependence Trials
Because the composite nozzle (Section 3.6.2) could easily house acrylic disks having
orifices of a range of diameters, it was used to perform injections to determine the
effect of varying orifice diameters on injection depth. Three sets of trials at different
applied pressures were performed: 8.9-9.0 MPa, 10.1 MPa, and 13.7-13.8 MPa. The
depths of erosion hole and dispersion of these single trials are plotted in Figure 57 and Figure 5-8, respectively. Given the expansion of the orifice during injection,
the average of orifice diameters before and after injection is presented on the x-axis.
Injection success and failure is also differentiated in each data set. The ranges of nozzle
orifice diameters, depths of erosion hole, and depths of dispersion are summarized in
Table 5.1.
In general, we observed a correlation of both erosion hole depth and
dispersion depth with increasing orifice diameter.
To observe more clearly the correlation of both erosion hole depth and dispersion
depth with nozzle diameter, the data was grouped into 25 pm ranges (n = 2-4) and
the respective depths were averaged (Figure 5-9).
For an applied pressure of 8.9-9.0 MPa, trials were unsuccessful in the 25-75
53
Epidermis: 100 prm
MI Dermis: 2.5 mm
Fat: 3+ mm
'1~
Figure 5-6: Photograph of a representative 20 pm section of porcine tissue stained
with Mayers hematoxylin (scale bar = 1 mm).
Set
Pressure (MPa)
Range of Orifice
Diameters (pM)
Range of Dh (pm)
Range of Dd (Pm)
1
2
3
8.9 - 9.0
10.1
13.7-13.8
33 -173
54 - 159
74 -265
91 - 860
313 - 585
210-1890
260 - 1090
441 -1125
585 -5310
Table 5.1: Compilation of the ranges of orifice diameters, Dh, and Dd for Sets 1-3.
54
2 0 0 0 -,
e-
a)
a)
C:
0
- .--.-.--.-.-.-.-.-.-.-.
-
.
-.
* Trial 1: 8.9-9.0 MPa (success)
o Trial 1: 8.9-9.0 MPa (failure)
* Trial 2: 10.1 MPa (success)
o Trial 2: 10.1 MPa (failure)
A Trial 3: 13.7-13.8 MPa (success)
A Trial 3:13.7-13.8 MPa (failure)
1500-f
1000+- - -
-{
500-|
LU
V
0
50
I
100
I
150
I
200
Average Nozzle Diameter (pm)
2
250
300
Figure 5-7: Dependence of Dh on average nozzle diameter at constant pressure. Solid
markers represent successful injections, while open markers represent unsuccessful
injections.
55
bUUU
I
*
*
5000-
A
I
I
Trial 1: 8.9-9.0 MPa
Trial 2: 10.1 MPa
Trial 3: 13.7-13.8 MPa
4000-
-3000-
0
-0
2000-
Q.
1000 -
O0100
150
20
Average Nozzle Diameter (pm)
250
300
Figure 5-8: Dependence of Dd on average nozzle diameter at constant pressure. The
injection depth of an unsuccessful injection is considered to be zero (Dd = 0).
56
jm range: erosion holes and powder dispersion were not observed in the 25-50 Pm
diameter range and erosion holes but not powder dispersion were observed in the 5075 pm range. Both erosion holes and powder dispersion were observed (successful) in
the 75-175 pm range.
1200
- -
10 0 0 -
800 -
-
-
-
-
--
--
Erosion Hole
Dispersion
-
-- - - - -
- -- - -
-
-
-
-
-
-
-
-- - --
-
-
E
.c
600
-
40 0
-
-
-
-----.- -
.
.
-
--
-.
.
-
-.
--
200.
25-50
50-75
75-100
100-125
125-150
150-175
Range of Average Nozzle Diameter (um)
Figure 5-9: Depth data for 25 pum ranges of average orifice diameters at injections at
8.9-9.0 MPa of applied pressure. Depth of both erosion hole and powder dispersion
generally increases with applied pressure.
Thus we see more clearly the trend of increasing erosion hole depth and dispersion
depth with increasing nozzle orifice diameter.
The inherent limitation in interpreting the results of the experiments performed
using the composite nozzle lies in the expansion of the orifice during an injection.
Orifice expansion was generally in the range of 20-60 tm depending on the initial
nozzle diameter and pressure setting. Across all trials, the average expansion during an injection was 47 pm. Because the time progression of the orifice expansion
during an injection is unknown, the actual diameter of the powder jet the tissue is
experiencing at a given point in time during an injection is also unknown. This lack
57
of knowledge leads to an inability to make any statement on the injection depth's
dependence on nozzle orifice diameter beyond correlation.
5.6.2
Pressure Dependence Trials
Because the orifice diameter of a composite nozzle was not fixed, an aluminum alloy
nozzle (Section 3.6.3) was chosen to evaluate the relationship between injection depth
and applied pressure. Injections were performed using a nozzle having a fixed orifice
diameter of 136 pm at five different pressure settings: 2.5, 5.0, 7.5, 10.0, and 12.3
MPa.
At least one injection failed at every pressure setting in this set of experiments.
We decide to address the success rate of injection separately (Section 5.7) and select
only successful trials to plot the average dispersion depths (Figure 5-10).
5000
1
4500-
0-*c
E
40003500300025002000-
C
1500 1000 -
C,,
-
500 -
6
8
10
12
14
Applied Pressure (MPa)
Figure 5-10: Dispersion depth versus pressure for successful injections. Each plotted
point represents the average of a set of successful injection experiments (n = 1-3) at
given pressure settings: 2.5, 5.0, 7.5, 10.0, and 12.3 MPa.
58
We observe a trend of increasing dispersion depth with increasing pressure, consistent with the previously stated theory of jet power.
5.6.3
Jet Power Dependence
To compare together all sets of in vitro injection trials presented in this thesis, we
would like to use jet power (see Section 2.3.1) as a metric. As this variable includes
jet parameters of both applied pressure and orifice diameter, it is appropriate then to
combine the sets of diameter dependence trials (Section 5.6.1) with the set of pressure
dependence trial (Section 5.6.2).
There are two challenges in calculating the jet power of a jet composed of gas and
powder.
First, given the observation that the tissue sample inflates and deflates during
injection (Section 5.3), we know then that the internal pressure of the tissue will be
greater than atmospheric pressure during the injection, but we do not know how much
greater the pressure will be without experimental measurement. Thus we do not know
whether the criteria for choked flow (Equation 2.4) holds during the duration of the
injection and Equation 2.12 may therefore not be a proper expression for jet power
during the injection. However, at the instant the injection begins, the tissue is still at
atmospheric pressure, and therefore the initial flow can be characterized as choked.
Thus, we can use initial jet power as a metric.
Secondly, it is currently unclear how the entrainment of powder affects the behavior of the jet. Powder entrainment in the gas jet could greatly increase the effective
density of the jet. Given a peak pressure of 10 MPa, the exit density of a jet whose
volume is composed of 0.5% powder would be more than double the density of an
equivalent jet without powder. However, the inertia of powder a gas is able to impart
likely increases with the inertia of that gas. If so, then the effective density of powder
entrained in the gas would also increase with the exit density of the jet of gas. Then
observed trends with calculations of jet power neglecting powder entrainment would
still be consistent to calculations of jet power taking into account powder entrainment. Experimental work to measure the effective density of a jet composed of gas
59
and powder would be required to verify this hypothesis.
Having qualified the use of Equation 2.12 as an expression for the initial jet power
of an injection, we plot the dispersion depth of all successful trials against the calculated initial jet power (Figure 5-11).
60001
1
a
5000-
/o 4000-
}
3000-
0a-
2000-
aCd
1000-
4
OL
0
50
+ Set 1: 8.9-9.0 MPa, 33-173 gm diam
- Set 2: 10.1 MPa, 54-159 sm diam
A Set 3: 13.7-13.8 MPa, 74-265 gm diam
x Set 4: 2.5-12.3 MPa, 136 gm diam
Initial Wet Power ( , (W)
200
250
Figure 5-11: Dispersion depth versus initial jet power for all successful injection trials.
There is a general increase in dispersion depth with an increase in initial jet power.
Given our knowledge of the thicknesses of each tissue layer (Figure 5-6) we note that
all injections except for two have delivered powder to the dermis.
60
5.7
Success Rate of Injections
The data suggests that the success rate of an injection increases with increasing orifice
diameter. A graphical representation of the success rates of injections using orifice
diameters grouped by 50 pm ranges is shown in Figure 5-12.
The data also suggests that the success rate of injections is optimized by a certain
value of pressure. We see that within both the 50-100 pm and 100-150 pm groups,
the success rate of injection decreases with increasing pressure (pressure increases
from the 8.9-9.0 MPa set to the 13.7-13.8 MPa set). In the 150-200 pm group, a
similar relationship is observed between experiments performed at 8.9-9.0 and 10.1
MPa. The deviation from this trend at 13.7-13.8 MPa represents a single injection
(n
=
1) and as such may not be representative.
100- 90 90
C 80-
0 60 - 50
-
-
. ...
Set 1: 8.9-9.0 MPa . .
Set 2: 10.1 MPa
Set 3: 13.7-13.8 MPa
- - --- - --
-
--
- -- --
- - ----
- --
--
--
--
...
..
-.-
4-
020
-..
.....
- ..
-.
-....... --..
-..
....-..
Cn)
500020-10
0
50-100
15-0
100-150
150-200
Range of Average Nozzle Diameter (pm)
Figure 5-12: Success rate of injections of diameter dependence trials using the composite nozzle. Note that average nozzle diameters are presented because the expansion
of orifices during injection. Data is grouped into 50 pm ranges (n = 1-6).
To further demonstrate the hypothesis that success rate is dependent on pressure,
we plot the success rate of injections in pressure dependence trials in Figure 5-13. We
note that the highest success rates are observed at P = 7.5 MPa and P = 10 MPa.
61
For the orifice diameter of 136 pm used in this set of trials, there seems to exist then
an optimal pressure of injection between 7.5 and 10 MPa. This conjecture would also
be consistent with the trend observed in Figure 5-12: within the 100-150 pm group
there is a 100% success rate for the 9 MPa set which subsequently decreases to 33%
for the 13.7-13.8 MPa set. The decrease of success rate for injections that use higher
peak pressures is possibly due to the mass flow rate of the gas exceeding the maximum
absorption rate of the tissue, forcing the gas to splash back out of the created hole
instead of delivering the powder into the tissue. This "splash back" phenomenon has
been observed in injections using aqueous solutions and can be improved by pressure
pulse shaping [30].
100
-
~90C
0
80 -
--
-.-
-.--........... ....
-IC
6 0
...... . .... ...
....
- - - .. ...... ......... ..- ..... . .
.4-
0
01
2.5
5.0
7.5
10.0
Applied Pressure (MPa)
12.3
Figure 5-13: Success rate of injections of pressure dependence trials using a 136 pm
diameter aluminum alloy nozzle (n = 4-5).
We thus conjecture that injection success rate increases with increasing orifice
diameter and is optimized by a certain pressure value. The presented data suggests
that a set of injection parameters that may optimize injection success rate is an orifice
diameter of 150 pm and an applied pressure of 9 MPa.
62
Chapter 6
Conclusion and Future Work
6.1
Conclusion
A new method of powdered drug delivery has been developed and demonstrated.
The developed device is a simple and inexpensive bench-top helium-powered device
capable of delivering particles into porcine tissue to depths of 260 to 5000 pLm. Because
penetration of the powder is not dependent on ballistics but the jet mechanics of the
carrying gas, penetration of particles of lower momentum density than has previously
been attained is made possible.
The device presented offers an alternative method for the intradermal delivery of
powdered drug and has the potential to be implemented with stabilized formulations
of vaccines to address the cold chain problem. While the device uses a compressible fluid for jet injection, the penetration, success of injection, injection depth, and
injection shape are consistent with previous results obtained using essentially incompressible fluids (aqueous solutions). It is shown that the depth of the powder's
dispersion in the tissue is dependent on the jet power of injection, which can be varied by changing applied pressure or nozzle orifice diameter. It is conjectured that
the success rate of injection could also be optimized by the jet parameters of applied
pressure and nozzle orifice diameter. Further development of this type of technology
could provide a platform for the delivery of a variety of powdered drug formulations
and deliver to the subcutaneous and muscle layers of tissue.
63
6.2
Future Work
Future experimental work will include delivering thermo-stabilized formulations of
vaccines, verifying their stability under high pressure and physical impact, and exploring parameters required for successful injections and bioavailability of the delivered
drug.
Future device development will explore optimal nozzle geometries and development of a hand-held device, of which the design parameters are as follows:
1. be a handheld device
2. operate on battery power
3. be automatically reloading
4. use disposable nozzles
5. employ a controllable pressure waveform
6. be able to reliably inject drug to dermal, fat, and muscle layers of tissue
64
Bibliography
[1] M. Kane and H. Lasher. (2002) The case for childhood immunization. [Online].
Available: http://www.unicef.org/immunization/index-coverage.html 1.1
[2] T. L. P. Project. (2009) Progress toward immunization: Winning the fight
against deadly diseases. [Online]. Available: http://www.gatesfoundation.org/
livingproofproject/Documents/progress-towards- immunization.pdf 1.1
[3] W. B. WHO, UNICEF, "State of the world's vaccines and immunization," WHO,
2009. 1.1
[4] D. M. Matthias, J. Robertson, M. M. Garrison, S. Newland, and C. Nelson,
"Freezing temperatures in the vaccine cold chain: A systematic literature
review," Vaccine, vol. 25, no. 20, pp. 3980 - 3986, 2007. [Online]. Available:
http://www.sciencedirect.com/science/article/pii/S0264 4 1 0X0700 2 2 89 1.1
[5] E. L. Giudice and J. D. Campbell, "Needle-free vaccine delivery," Advanced
Drug Delivery Reviews, vol. 58, no. 1, pp. 68 - 89, 2006, challenges
in Pediatric Drug Delivery: the Case of Vaccines. [Online]. Available:
http://www.sciencedirect.com/science/article/pii/S169409X0600007X 1.1, 1.2
[6] PATH. (2012) Not too hot, not too cold.
//www.path.org/projects/cold- chain.php 1.1
[Online].
Available:
http:
[7] D. Chen, S. Kapre, A. Goel, K. Suresh, S. Beri, J. Hickling, J. Jensen,
M. Lal, J. Preaud, M. LaForce, and D. Kristensen, "Thermostable formulations
of a hepatitis b vaccine and a meningitis a polysaccharide conjugate vaccine
produced by a spray drying method," Vaccine, vol. 28, no. 31, pp. 5093 5099, 2010. [Online]. Available: http://www.sciencedirect.com/science/article/
pii/S0264410X10006699 1.1
[8] S. Mitragotri, "Immunization without needles," Nature Reviews Immunology,
http:
vol. 5, no. 12, pp. 905-916, 12 2005. [Online]. Available:
//dx.doi.org/10.1038/nri1728 (document), 1.2, 1.2, 1-1
[9] S. S. Renteria, C. C. Clemens, and M. A. Croyle, "Development of a nasal
adenovirus-based vaccine: Effect of concentration and formulation on adenovirus
stability and infectious titer during actuation from two delivery devices." Vaccine, vol. 28, no. 9, pp. 2137-2148, Feb 2010. 1.2
65
[10] D. P. Wermeling, S. L. Banks, D. A. Hudson, H. S. Gill, J. Gupta, M. R.
Prausnitz, and A. L. Stinchcomb, "Microneedles permit transdermal delivery
of a skin-impermeant medication to humans," Proceedings of the National
Academy of Sciences, vol. 105, no. 6, pp. 2058-2063, 2008. [Online]. Available:
http://www.pnas.org/content/105/6/2058.abstract 1.2
[11] Bioject. (2012) Bioject
(document), 1.2, 1-2
website.
[Online].
Available:
www.bioject.com
[12] Injex. (2012) Injex website. [Online]. Available: www.injex.com (document),
1.2, 1-2
[13] A. Taberner, N. C. Hogan, and I. W. Hunter, "Needle-free jet injection using
real-time controlled linear lorentz-force actuators," Medical Engineering and
Physics, p. in press, 2012. [Online]. Available: http://www.sciencedirect.com/
science/article/pii/S 1350453311003249 (document), 1.2, 1-2
[14] I. A. Coalition. (2011) Vaccines with diluents: How to use them. [Online].
Available: http://www.immunize.org/catg.d/p3040.pdf 1.2
[15] T. L. Burkoth, B. J. Bellhouse, G. Hewson, D. J. Longridge, A. G. Muddle, and
D. F. Sarphie, "Transdermal and transmucosal powdered drug delivery." Critical
Reviews in Therapeutic Drug CarrierSystems, vol. 16, no. 4, pp. 331-384, 1999.
1.2
[16] D. Chen, R. L. Endres, C. A. Erickson, K. F. Weis, M. W. McGregor,
Y. Kawaoka, and L. G. Payne, "Epidermal immunization by a needle-free
powder delivery technology: Immunogenicity of influenza vaccine and protection
in mice," Nature Medicine, vol. 6, no. 10, pp. 1187-1190, 10 2000. [Online].
Available: http://dx.doi.org/10.1038/80538 (document), 1.2, 2-3
[17] A. Ziegler, "Needle-free delivery of powdered protein vaccines: A new
and rapidly developing technique," Journal of Pharmaceutical Innovation,
vol. 3, pp. 204-213, 2008, 10.1007/s12247-008-9039-x. [Online]. Available:
http://dx.doi.org/10.1007/s12247-008-9039-x 1.2, 3.5
[18] 0. A. Shergold, N. A. Fleck, and T. S. King, "The penetration of a soft solid by
a liquid jet, with application to the administration of a needle-free injection."
Journal of Biomechanics, vol. 39, no. 14, pp. 2593-2602, 2006. [Online].
Available: http://www.ncbi.nlm.nih.gov/pubmed/16277987 (document), 2.1,
2-1, 2.3.1
[19] R. H. Wildnauer, J. W. Bothwell, and A. B. Douglass, "Stratum
corneum biomechanical properties i. influence of relative humidity on
normal and extracted human stratum corneum," Journal of Investigative
Dermatology, vol. 56, no. 1, pp. 72-78, 01 1971. [Online]. Available:
http://dx.doi.org/10.1111/1523-1747.ep12292018 2.1
66
[20] J. Schramm-Baxter and S. Mitragotri, "Needle-free jet injections: dependence
of jet penetration and dispersion in the skin on jet power," Journal of
Controlled Release, vol. 97, no. 3, pp. 527 - 535, 2004. [Online]. Available: http:
(document),
//www.sciencedirect.com/science/article/pii/S0168365904001853
2.1, 2.1, 2-2
[21] M. Kendall, F. Carter, T. Mitchell, and B. Bellhouse, "Comparison of the transdermal ballistic delivery of micro-particles into human and porcine skin," in
Engineering in Medicine and Biology Society, 2001. Proceedings of the 23rd Annual International Conference of the IEEE, vol. 3, 2001, pp. 2991 - 2994 vol.3.
2.2, 2.2
[22] J. A. Roberson and C. T. Crowe, Engineering Fluid Mechanics, 6th ed.
Wiley and Sons, 1997. 2.3.1
John
[23] R. H. Perry and D. W. Green, Eds., Perry's Chemical Engineers' Handbook.
McGraw-Hill Co., 1984. 2.3.1
[24] J. E. Baumgardner, D. J. Graves, G. R. Neufeld, and J. A. Quinn, "Gas flux
through human skin: effect of temperature, stripping, and inspired tension."
Journal of Applied Physiology, vol. 58, no. 5, pp. 1536-1545, May 1985. 3.3
[25] A. Clausi, J. Cummiskey, S. Merkley, J. F. Carpenter, L. J. Braun, and T. W.
Randolph, "Influence of particle size and antigen binding on effectiveness of aluminum salt adjuvants in a model lysozyme vaccine." Journal of Pharmaceutical
Sciences, vol. 97, no. 12, pp. 5252-5262, Dec 2008. 3.5
[26] 3D. Systems. (2012) 3d systems website. [Online]. Available: www.3dsystems.
com 3.6.1
[27] R. Bird, W. Stewart, and E. Lightfoot, Transport Phenomena. John Wiley and
Sons, 1960. 4.1.2
[28] V. Research. (2012) Vision research website. [Online].
visionresearch.com/ 4.2.1
Available:
www.
[29] MATLAB. (2012) Matlab website. [Online]. Available: www.mathworks.com
5.5
[30] J. C. Stachowiak, T. H. Li, A. Arora, S. Mitragotri, and D. A.
Fletcher, "Dynamic control of needle-free jet injection," Journal of Controlled
Release, vol. 135, no. 2, pp. 104 - 112, 2009. [Online]. Available:
http://www.sciencedirect.com/science/article/pii/S0168365909000297 5.7
[31] I. Analyst. (2012) Matlab script for simple color detection. [Onhttp://www.mathworks.com/matlabcentral/fileexchange/
line]. Available:
26420-simplecolordetection A.1
67
68
Appendix A
MATLAB Script for Tissue 3D
Reconstruction
Selected MATLAB (Release 2011a) code is shown in this appendix. The code that
is displayed takes a series of tissue cross section photographs and performs image
processing and computes an isosurface to reconstruct the 3D shape of the powder
dispersion in the tissue.
A.1
hsvtest.m
This piece of code reads one photograph of a tissue section and finds the 2D border
of the powder dispersion by thresholding hue (h), saturation (s), and luminance value
(v). This piece was adapted from [31] to threshold based on hue, value, and luminance,
instead of red, green, and blue values.
1 figure;
2
a = 2537;
3
fontSize=13;
4
5
for i = a
6
%Read image named
'IMG-i.jpg'
69
7
10 = imread(strcat('IMG_',num2str(i),'.JPG'));
8
[rgbImage storedColorMap] = imresize(IO,.1);
9
hsvImage =
rgb2hsv(rgbImage);
10
11
12
% Read in image into an array.
[rows columns numberOfColorBands] = size(rgbImage);
(indexed),
convert
it to color.
13
% If it's monochrome
14
% Check to see if it's an 8-bit image needed later for scaling).
15
if strcmpi(class(rgbImage),
'uint8')
16
% Flag for 256 gray levels.
17
eightBit = true;
18
else
eightBit =
19
20
false;
end
21
22
% Display the original image.
23
subplot(3, 4, 1);
24
imshow(rgbImage);
25
drawnow;
26
if numberOfColorBands > 1
% Make it display immediately.
27
title('Original Color Image',
28
title(strcat('Original
IMG',
'FontSize', fontSize);
'FontSize',
num2str(i)),
fontSize);
29
else
caption = sprintf('Original Indexed Image\n(converted to .
30
true color with its stored colormap)');
title(caption, 'FontSize', fontSize);
31
32
end
33
34
% Extract out the hue,
saturation, and value
from the
original image
into 3 separate 2D arrays, one for each
35
%
36
hue = hsvImage(:,
37
saturation = hsvImage(:,
38
value = hsvImage(:,
:,
1);
:,
:,
2);
3);
39
70
component.
...
40
% Display them.
41
subplot(3,
42
imshow(hue);
43
title('Hue',
44
subplot(3, 4, 3);
45
imshow(saturation);
46
title('Saturation',
47
subplot(3, 4, 4);
48
imshow(value);
49
title('Luminance Value',
4,
2);
'FontSize', fontSize);
'FontSize', fontSize);
'FontSize', fontSize);
50
51
% Compute and plot the hue histogram.
52
hR
53
=
subplot(3, 4, 6);
[countsR, grayLevelsR] = imhist(hue);
number of count
54
%countsR:
55
%grayLevelsR:
for a particular gray Level
0 to 1
56
57
maxGLValueR = find(countsR > 0, 1, 'last');
58
maxCountR = max(countsR);
%max number
of pixel counts
for
given level
'r');
59
bar(countsR,
60
grid on;
61
xlabel('Gray Levels');
62
ylabel('Pixel
63
title('Histogram of Hue',
Count');
'FontSize', fontSize);
64
65
% Compute and plot the saturation histogram.
66
hG = subplot(3, 4, 7);
67
[countsG, grayLevelsG] = imhist(saturation);
68
maxGLValueG = find(countsG > 0, 1,
69
maxCountG = max(countsG);
70
bar(countsG,
71
grid on;
72
xlabel('Gray Levels');
73
ylabel('Pixel Count');
74
title('Histogram of Saturation',
'g',
'last');
'BarWidth', 0.95);
71
'FontSize', fontSize);
75
76
% Compute and plot the value histogram.
77
hB = subplot(3, 4, 8);
78
[countsB, grayLevelsB]
= imhist(value);
79
maxGLValueB = find(countsB > 0, 1, 'last');
so
maxCountB = max(countsB);
81
bar(countsB,
82
grid on;
83
xlabel('Gray Levels');
84
ylabel('Pixel Count');
85
title('Histogram of Luminance Value',
'b');
'FontSize', fontSize);
86
87
% Set all axes to be the
88
%
89
maxGL = max([maxGLValueR,
90
if eightBit
same width and height.
This makes it easier to compare them.
maxGL =
91
maxGLValueG, maxGLValueB]);
255;
92
end
93
maxCount = max([maxCountR,
94
axis([hR hG hB],
maxCountG, maxCountB]);
[0 maxGL 0 maxCount]);
95
96
% Plot all
97
subplot(3, 4,
98
plot(grayLevelsR, countsR, 'r',
99
grid on;
3 histograms
in one plot.
5);
'LineWidth', 2);
100
xlabel('Gray Levels');
101
ylabel('Pixel Count');
102
hold on;
103
plot(grayLevelsG, countsG, 'g',
'LineWidth', 2);
104
plot(grayLevelsB, countsB,
'LineWidth', 2);
105
title('Histogram of All Bands',
106
maxGrayLevel = max([maxGLValueR, maxGLValueG, maxGLValueB]);
107
% Trim x-axis to
108
xlim([0
'b',
'FontSize', fontSize);
just the max gray level on the bright end.
11)
109
110
% Now select
thresholds
for the 3 color bands.
72
ill
% Assign the
low and high thresholds
for each
color band.
112
113
% Take
a guess at the values
user's
that might work
for the
...
image.
114
hueThresholdLow
115
hueThresholdHigh
116
saturationThresholdLow
117
saturationThresholdHigh
118
valueThresholdLow
119
valueThresholdHigh
graythresh(hue);
=
1;
=
graythresh(hue);
=
=
1;
.2;
=
=
graythresh(hue);
120
121
valuel=im2bw(value,valueThresholdLow);
122
value2=im2bw(value,valueThresholdHigh);
123
value2=-value2;
124
valueT=uint8(valuel & value2);
125
126
% Display them.
127
subplot(3,
128
imshow(im2bw(hue,hueThresholdLow));
129
title('Hue',
130
subplot(3, 4, 3);
131
imshow(im2bw(saturation,saturationThresholdLow));
132
title('Saturation',
133
subplot(3,
134
imshow(valueT, []);
135
title('Luminance Value',
4,
2);
'FontSize', fontSize);
4,
'FontSize', fontSize);
4);
'FontSize', fontSize);
136
137
% Now apply each color band's particular thresholds to the
color band
138
hueMask =
139
saturationMask =
(hue > hueThresholdLow) & (hue < hueThresholdHigh);
(saturation > saturationThresholdLow) & ...
(saturation < saturationThresholdHigh);
140
valueMask =
(value > valueThresholdLow)
valueThresholdHigh);
141
142
%powderObjectsMask = uint8(hueMask);
73
&
(value <
...
powderObjectsMask = uint8(hueMask & saturationMask & valueMask);
143
144
145
% Tell user that we're going to filter out small objects.
146
smallestAcceptableArea = 1; % Keep areas only if bigger than ...
this.
147
Note: bwareaopen returns a logical.
148
% Get rid of small objects.
149
powderObjectsMask = uint8(bwareaopen(powderObjectsMask,
smallestAcceptableArea));
150
% Smooth the border using a morphological closing operation,
151
imclose().
152
structuringElement
153
powderObjectsMask
=
=
strel('disk',
4);
imclose(powderObjectsMask,
structuringElement);
154
155
[B,L] = bwboundaries(powderObjectsMask,'holes');
156
157
rgbImagel = rgbImage;
158
for k = 1:length(B)
boundary = Bk};
159
160
x=boundary (:, 1);
161
y=boundary(:,2);
162
for kl=1:length(B{k});
rgbImagel(x(kl),y(kl),:)
163
=
0;
end
164
165
end
166
subplot(3, 4, 9);
167
imshow(rgbImagel);
168
title(strcat('Image + Border: thresh
=
',num2str(saturationThresholdLow)),'FontSize',
169
170
171
172
173
subplot(3,
4,
10);
for k=1:length(B)
boundary = Bfk};
74
fontSize);
...
174
z=15*(a(length(a))+1-i)+boundary(:,2)-boundary(:,2);
175
y=9.4*(rows-boundary(:,l));
176
plot3(9.4*boundary(:,2), y(:),
177
hold on
end
178
179
z(:));
end
180
181
xlabel('\mum');
182
ylabel('\mum');
183
zlabel('\mum');
184
title('Title','FontSize',
fontSize);
injectionshape.m
A.2
This piece of code thresholds a series of tissue section photographs based on an hsv
threshold and computes and plots an 3D isosurface to yield the 3D shape of the
powder dispersion in the tissue.
1 % This version tries
out isosurface,
smooth3,
to obtain a smooth
...
3D surface
also store thresholded points representing powder as a 3D array
2
% I
3
% instead of directly plotting or calculating
its
volume.
4
5 clear;
6
a =
7
fontSize=13;
8
um..pixel = 18.18;
9
z-index=length (a);
[2507:2537];
%conversion from pixel to um
10
i
=
a
11
for
12
%will read an series of photos,
in
this
case:
IMG_2507.jpg to
IMG-2537. jpg
13
14
10 = imread(strcat('IMG.',num2str(i),'.JPG'));
[rgbImage storedColorMap]
= imresize (I0,.1);
75
...
15
hsvImage = rgb2hsv(rgbImage);
16
17
18
% Read in image
into an array.
[rows columns numberOfColorBands]
= size(rgbImage);
19
% If it's monochrome
20
% Check to see if it's an 8-bit image needed later for scaling).
21
if strcmpi(class(rgbImage),
(indexed),
% Flag for 256 gray levels.
23
eightBit
= true;
else
eightBit =
25
26
it to color.
'uint8')
22
24
convert
false;
end
27
28
hsvImage
=
hsvImage((rows-round(4200/um-pixel))
29
(rows-round(2800/um-pixel)),
axis([4500 6200 2800 4200 0 500]);
30
31
% Extract
out the hue, saturation, and value
from the
...
original image
32
% into 3 separate 2D arrays, one for each component.
33
hue = hsvImage(:,
34
saturation = hsvImage(:,
35
value = hsvImage(:,
:,
1);
:,
:,
2);
3);
36
37
% Now select
38
% Assign the low and high thresholds for each.
thresholds for the 3.
39
40
% Use
threshold values from graythresh of
41
hueThresholdLow
42
hueThresholdHigh
43
saturationThresholdLow
44
saturationThresholdHigh
45
valueThresholdLow
46
valueThresholdHigh
.2;
=
IMG-9901.
%.3804;
1;
=
0.01; %.3412;
=
=
1;
.2;
=
=
.65;
47
48
% Now apply each band's particular thresholds to the band
76
(round(45
49
hueMask =
50
saturationMask =
(hue > hueThresholdLow) &
(hue < hueThresholdHigh);
(saturation > saturationThresholdLow)
&
...
(saturation < saturationThresholdHigh);
valueMask =
51
(value > valueThresholdLow) &
(value <
...
valueThresholdHigh);
52
powderObjectsMask = uint8(hueMask & saturationMask & valueMask);
53
54
55
% Tell
56
smallestAcceptableArea = 1;
user that we're going to
filter out
small objects.
% Keep areas only if they're ...
bigger than this.
57
58
% Get
rid of small objects.
Note:
bwareaopen returns a
59
powderObjectsMask = uint8(bwareaopen(powderObjectsMask,
logical.
smallestAcceptableArea));
60
%
61
Smooth the border using a morphological closing operation,
imclose ().
62
structuringElement
63
powderObjectsMask
strel('disk',
=
4);
imclose(powderObjectsMask,
structuringElement);
64
65
store(:,
66
z.index
67
:,
z-index)
= powderObjectsMask(:,:);
= z-index-1;
end
68
69
dimensions=size(powderObjectsMask);
70
x-length=dimensions (2);
71
y-length=dimensions (1);
72
73
smstore = smooth3(store,
'box',
3)*;
74
75
x= [0: um-pixel: um-pixel* (x-length-1)
76
y= [0: um-pixel: um-pixel* (y-length-1)];
77
z=[-15*(length(a)
-1):15:0];
78
77
];
...
79
figure;
80
p
81
isonormals(x,y,z,smstore,p);
82
set(p,'FaceColor',[.161
83
camlight;
84
axis vis3d
85
lighting phong
86
daspect([l 1 1]);
= patch(isosurface(x,y,z,smstore));
.249 .886],'EdgeColor','none');
87
88
xlabel('\mum');
89
ylabel('\mum');
90
zlabel('\mum');
91
view(0,20);
78
Appendix B
CAD of the Aluminum Alloy
Nozzle
All dimensions in mm.
79
0
04
O
CD
01150
'0
j~~JIE~~OI.EI~~*CC
D?41ks AVEN mbIMIE VS
4-E11O !;:
80
O~C
Ai I
DfAWWC VI.
rvI