Upgrading Controls to Maximize Performance, Availability Reprint from Combined Cycle Journal
advertisement

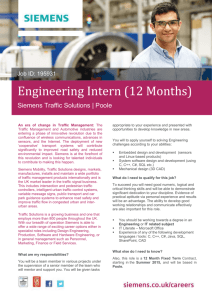
Upgrading Controls to Maximize Performance, Availability Reprint from Combined Cycle Journal 2Q/2006 Author: Bob Schwieger Power Generation Instrumentation & Controls Upgrading controls to maximize performance, availability Editor’s note: Planned obsolescence is a 6B GTs to the same control system installed vital component of almost every OEM’s on its new 7FA addition. Drivers for this (original equipment manufacturer) decision included (1) increasing difficulty business strategy—or so it seems. in obtaining adequate service/parts for Nowhere is this more evident than in the the legacy systems, and (2) the need to I&C sector where hardware and software focus staff I&C technical resources on one often are not supported by vendors beyond platform to maximize both equipment and about 10 years—unless a special long- personnel performance. term maintenance agreement is in force. Generally speaking, owners want their Clearly, there are many decades-old GTs Web-based T3000’s simplified powerplant controls to last forever. Most still producing power for which a new architecture, expanded capabilities often, this is impractical thinking, given controls system makes no economic sense. benefit users demanding duty cycles and operational Most of these units either are relegated goals; however, there are instances where to peaker duty (operating a few hundred band-aids make perfect sense. hours per year at most) or are in baseload the supply of powerplant control systems. cogeneration service at industrial plants It presented the following facts, among The article that opens this section profiles with marginally profitable product streams others, at a recent industry forum: (1) 2700 the experience of two power producers that cannot afford “new.” I&C installations worldwide, (2) 700 GW that are among the first to embrace Siemens always has been able to support its claim that the company is a global leader in of installed capacity, (3) at the forefront migration to Siemens’ new SPPA-T3000 Serving the legacy community are of automation technology, (4) a solutions controls for their gas turbines (GTs); one small solutions providers with in- provider with original process know-how. installed it plant-wide. Both users had the house troubleshooting and repair/ OEM’s TXP controls on their respective refurbishment expertise. Companies However, the OEM has not been nearly 501FD2 engines and wanted to take that come to mind include Pond & as successful in the US as it has been in advantage of GT upgrades to improve Lucier LLC (www. pondlucier.com) and performance and profitability. The T3000 Process Control Solutions LLC (www. facilitated this effort. processcontrolsolutionsllc.com), which are visible at many user-group meetings. While it was possible, in both cases, to other countries. One reason the controls market here has been difficult for Siemens is that it sold relatively few gas and steam turbines (ST) in America before buying Westinghouse Electric Corp’s fossil power generation business unit eight years ago. expand and enhance the existing controls Such service organizations have access systems to achieve operating goals, to affordable replacement components economics dictated a switch to the T3000. made by the OEM and purchased new An announcement by Siemens—rumored on closeouts, or new or used parts from for some time and made official early this plants that have upgraded machines and huge aftermarket services business receptive year—that it would no longer support on no longer need their original equipment or to turbine/generator and controls upgrades. a standard business basis TXP and earlier the spares for it. Third-party alternatives controls platforms made the decision to OEM parts also may be available. Users But that was not enough to ensure success; relatively easy. without access to a network of parts the product had to be right. US powerplant providers might start their search with a owner/operators did not embrace the Second article describes the experience warehouse such as Gas Turbine Controls of a major chemical/refining facility in Corp (www.gasturbinecontrols.com). upgrading three 1980s-vintage GE Frame 2 That acquisition, together with the purchase of A-C [Allis Chalmers] Equipment Services seven years earlier, gave the company a large “installed base” and opened the door to a Teleperm ME control systems installed on the first GTs Siemens sold here in the early 1990s. Operators questioned its Thin clients Thin clients Operator terminals Operation Web server (Java) 1. Three-tier architecture of the Webbased T3000 (right) mirrors the structure of the Internet and is less complex than a traditional distributed control system (left). Interconnection among all T3000 components is achieved by a standard Ethernet network with TCP/IP. Access to the process is provided by Profibus DP field bus Engineering Historian HMI Diagnostics Data Engineering Diagnostics Built-in Web server (Java/xml) Archive System SW Embedded Component Services Data Alarm Field I/O modules Spare parts Spare parts flexibility, technicians noted its difficulty control-system software and test them prior engineer, and output and forecasting to troubleshoot and reprogram—at to field implementation. If the changes information for the production planner. It least compared to traditional offerings. prove problematic, the initial version of the also informs the power broker about reserve Operability and maintainability were software can be restored. This approach is load, the plant manager and operations enhanced with the Windows-based Teleperm not used in Europe. personnel about plant status, etc. shortcomings, according to at least some The T3000 was first announced in June Filtering out the relevant information to users. 2005 as favorable test data and operating meet the specific needs of each job function experience rolled in from a couple of improves productivity. In brief, the right Next, the TCS7 debuted. It was promoted beta sites. It was formally introduced for information is made available to the right as the user-friendly flexible and scalable global commercial application by Speh last people at the right time. One advantage controls solution particularly well suited December. of his approach is that it enables fleetwide XP (TXP) that followed. But it also had administration, maintenance planning, etc, for GT and ST retrofit applications in North America. But the TCS7, it turns out, was an System details from a central location. interim solution. At that time, he elaborated on the simplicity A lower total cost of ownership is an Listening to customers. Siemens had of the T3000’s architecture and on some of advantage of the T3000 over a traditional made the decision about five years ago to the ways the system benefits users. Speh distributed control system, claimed Speh. develop a control system especially for the said the new controls platform is supported The DCS typically requires a wide range of US and the national markets this country by these three pillars: software applications, as Fig 1 illustrates, each demanding specific expertise for influences—such as Australia. In a recent presentation to the industry, Dr Rainer M Three-tier architecture. handling, updating, and maintenance. Speh, CTO of Siemens Power Generation’s Hardware design without subsystems. The T3000 approach eliminates the need Embedded component services. for subsystems, thereby greatly simplifying I&C Div, explained the differences in controls philosophy between Europe and America. European powerplant operators, he said, system architecture. For example, the The T3000 is completely Web-based and the system’s application server is used for non- three-tier architecture mirrors the structure critical services—such as data archiving— of the Internet, Speh noted (Fig 1). The and the automation server to handle the With object-oriented navigation, Speh data tier is where process information is real-time automation function. A benefit continued, you activate, a “pump” or received. Data processing is next, followed of architectural simplicity: Any task can be a “drive,” for example. Signal-oriented by the presentation tier. Last consists of accomplished at a single workstation. All navigation, by contrast, relies on the “on” standard browser-equipped data terminals. information required is only a click away. feedback from that pump or drive. He The system is seamlessly integrated into the assured the audience that while designing customer’s IT landscape. favor object-oriented navigation; those in the US, signal-oriented navigation. Use of Java and xml promises to simplify adaptation of applications to possible for either is not a problem in terms of automation engineering, both require Information is the key to success, Speh future platforms. Java makes the T3000 completely different human/ machine reminded attendees. While the T3000 makes independent of the software and of the interfaces (HMIs). all the data it processes available throughout operating system; xml is the solution the enterprise, specific information can be technology for data storage. The hierarchical An example of another difference is the accessed only by those authorized to have file structure facilitates data exchange with “rollback function.” In the US, owner/ it. For example, the processing tier compiles other systems, such as the computerized operators routinely make changes to operational statistics for the maintenance maintenance management system. 3 Success at High Desert Integrated engineering for fast configuration and modification Andrew D Stevens, PE, O&M manager for operations, explained to the editors of the COMBINED CYCLE Journal during a Information to facilitate plant operation plant visit that High Desert dispatches into Operation the competitive power market and that high reliability is key to financial success. Engineering Diagnostics Philosophy is to continually upgrade Embedded Component Services Diagnostics for optimizing maintenance strategies Archive equipment to improve availability. Alarm Field Trip reports, alarm summary displays, and event reports to facilitate troubleshooting Siemens’ decision to reduce its level of support for the TXP controls originally installed on the facility’s three GTs (see editor’s note above) certainly is not conducive to availability improvement. In addition, the existing controls were Secure lifetime archiving Integrated process interface for field-device communication “maxed out” and High Desert couldn’t take advantage of some desired product modifications (ProdMods) without upgrading 2. T3000 allows users to call up, from a single workstation, diagnostics, engineering, operation, and other screens (views). Information is accessed to the depth required; navigation among the various views is simple and fast. Just a standard browser is required to view the status of the entire plant and to perform all automation activities the TXP. The plant had no issues with the TXP, but simple economics dictated the switch to T3000. Siemens calls the heart of its new control First T3000 installed on a commercial basis Control systems for other major equipment system— the software—Embedded was at the TE-TO district heating plant were not involved in the upgrade project: Component Services ™. It is based on object in Zagreb, Croatia, owned by Hrvatska Toshiba International Corp’s steam turbine/ oriented data storage. All information Elektroprivreda dd (HEP). Boiler and turbine generator has the OEM’s standard offering, associated with a component—such as a controls were retrofitted on Unit 3 in PLCs (programmable logic controllers) pump—is complied in a single software November 2003. General Manager A Rundek operate water treatment equipment, module. Benefit here is that pump data is quoted as saying, “It’s flexible, it’s easy to and BOP control is by Emerson Process are processed only once and consistent use and maintain, and fits our needs.” Management s Ovation®. Siemens also reports extremely high Stevens explained that the T3000 upgrade reliability with the first replacement of a was scheduled as an add-on to a 24,000-hr DCS in Germany by the T3000. That project hot-gas-path overhaul, which by itself would information is made available for operation, engineering, alarming, etc (Fig 2). Applications, experience was for coal-fired Unit 7 at Rheinhafen have had a nominal timeline of about three The T3000 is designed to perform all Dampf-Kraftwerk, owned by Energie Baden- weeks. He added that the upgrade plan powerplant automation tasks: turbine Wuerttemberg AG (EnBW). developed last fall relied on plant staff doing control, boiler control, balance of plant a significant part of the work with OEM (BOP), and integration of third-party Here in the US, the first two large systems. Several dozen orders have been combinedcycle projects to complete T3000 received by the OEM for both new and upgrades are Constellation Energy Inc’s retrofit applications involving turbine High Desert Power Project and Seminole and/or total plant control. Most are for Electric Co-op Inc’s Payne Creek Generating gas-turbine-based plants, but there are a Station. The 830-MW 3 ° 1 High Desert plant Last December there was a one-day project couple of replacement control systems for upgraded the control systems on its three overview in the OEM’s Orlando facility. coalfired units as well. Buyers include power GTs as part of a wider plant improvement Constellation personnel reviewed the producers in the Americas, Europe, Asia, and program while the 500-MW 2 ° 1 Payne upgrade process, spent some time operating the Middle East. Creek replaced both GT and plant controls. a T3000 mockup, and discussed with 4 oversight. To ensure excellent collaboration between Siemens and Constellation personnel, Stevens scheduled appropriate training. Siemens the plant’s requirements regarding than a day. Field I/O (input/output) devices screen arrangements. Goal was to keep the were not disturbed. new screens looking essentially like the old The OTC upgrade package, which required new field sensors to measure exhaust temperature and barometric Some technicians moved over to Unit 2 to pressure. By way of background, OTC do the same work just completed on Unit (for outlet-temperature corrected) is a In January, key personnel went to Siemens’ 3 while others remained at Unit 3 to install control process that manages operation Alpharetta (Ga) facility for a one-week software and begin system checkout tests. in a closed loop to a corrected exhaust general training program on the T3000. One of the many things that had to be temperature based on variations in Plant-specific functionality was not included. confirmed: Could the thin-client displays see ambient conditions and engine speed. A half-day session on how to navigate the the necessary information from the I/Os? ones to facilitate operations. T3000 was conducted for all operations personnel when Siemens was onsite to At the end of the first week of nominal 12-hr guide the upgrade project. days, modifications to the three GT control systems were complete, the HMI screens O&M Techs Devin Quantz and Bryan Johnson generally showed the information expected, were deeply involved in the upgrade project, and communications among the various gaining the experience necessary to keep the T3000 components were verified. system operating reliably after Siemens left the site. They outlined the following steps as Some of the Siemens technical advisors critical to the High Desert conversion, which left High Desert before the beginning of began the first week of February: Week 2 when plant personnel started loop checks to verify that the data received was Step 1 (Day 1). Download data on the information expected. Next, work was operating starts and hours, as well as on gas initiated on integrating the T3000 with composition, from the TXP for uploading to Ovation, which involved primarily the the T3000 when installed. transfer of information on the new turbine controls to the existing BOP system. Step 2 (Day 1). Decommission and powerdown the TXP controls, field During the loop checks, Quantz, Johnson, processors, and HMI after turbine and and their colleagues ran through several lube-oil cool-down. Note that turning-gear hundred “forced actions” to verify such operation is monitored, but not controlled, things as valves opening and closing when by either the TXP or T3000. they were supposed to. This activity was particularly time-consuming at High Desert Step 3 (Day 1). Begin gutting the existing because ProdMods were being implemented control cabinets. in parallel with the controls retrofit and they Siemens had a team of five onsite, and with the help of plant personnel, removed the Unit 3 TXP and installed the T3000— including all rack-mounted processors and equipment (computers, etc)—in little more required additional loop checks as those Compressor enhancements to improve performance. Addition of a BOP optimizer that helps balance load among the three GTs. Installation of General Physics Corp’s EtaPRO product for performance monitoring, modeling, problem diagnosis, etc. Quantz and Johnson said much of the work just prior to commissioning had to do with verifying screens and labeling—check and re-check. An example they gave as typical of a change: Lubeoil pump “on” should be red; was gray. One of the actions that helped to resolve several issues was upgrading of signal quality from the I/Os. Stevens said that the outage was planned for 31 days—including commissioning of the new controls and ProdMods. Quantz and Johnson proudly related that the controls work didn’t take all that time; they completed their tasks ahead of the mechanical work. Siemens did its part, Stevens added, in meeting the schedule established for its work. upgrades were completed. They included, for example: Commissioning is a challenging activity for a new control system. Reason is that you have to accomplish it within established emissions 5 constraints. For new plants, there’s flexibility Stevens made one observation that Giddings suggested having adequate on emissions during the commissioning might be of concern at some plants: onsite representation by the OEM during phase, no so for an existing facility. Information on the optical disks used to commissioning to identify and solve Minimizing emissions required that Siemens archive operating data with TXP can’t be problems quickly. During the Payne Creek have its experts—particularly those with readily transferred to the new system. restart there were a half-dozen or more in-depth knowledge of startup logic—on So remnants of the TXP remain in the Siemens troubleshooters at the plant. One hand, as well as close coordination between control room to access these data if GT and the ST were recommissioned in four OEM and plant personnel. Stevens stressed need be. days, the second GT in two. that it wasn’t the T3000 that demanded Payne Creek experience positive Thinking about a controls upgrade? Payne Creek’s T3000 upgrade was more Among the more than three dozen GTs To ensure that commissioning would extensive than High Desert’s. Like the already slated for T3000 upgrades over the not exceed the five days allocated, plant California plant, however, Payne Creek next six to nine months or so, there are operators simulated the startup logic to required an increase in both control capacity several projects that might help guide when eliminate as many bugs as possible before and functionality and opted for conversion and how to replace the control systems at going live. Quantz and Johnson said that rather than expansion of the existing system. your facility—that is, should you consider they were surprised to find anomalies at this Gary Giddings, O&M superintendent, said the Siemens offering a viable alternative. stage given all the verification before hand. the T3000 installed just before mid-year But they did. performs turbine governor control functions In particular, following the upgrades at for the GTs and steam turbine (ST), plus four power stations in Saudi Arabia and Many controls-related issues identified plant control functions for the heat recovery Korea may help those operating equipment during startup, they continued, had to do steam generators. It also supervises auxiliary installed more than 10 years ago that still with communication between the T3000 control systems. have the original control systems. The special attention, rather it was total package of upgrades. COMBINED CYCLE Journal will publish and Ovation; most were corrected with relatively simple logic changes. Work on the T3000 typically was related to display cleanup. Operators were relatively pleased, Stevens said, because the screens had a familiar look and feel. Alarm acknowledgement was one area that was different, but it presented no difficulty. Experience since the completion of When the editors spoke with Giddings, progress reports; an alternative is to attend commissioning essentially was complete user-group meetings—such as the W501D5/ and checkout on dual-fuel operation was D5A— for details direct from owner/ about to begin. To that point, he said, the operators. project had gone smoothly. Any difficulties encountered were addressed with relatively Saudi Electricity Co will upgrade the minor logic changes and tuning. Conversion I&C systems on 16 GE Frame 7 and five was done during a major overhaul with no Westinghouse W501D GTs at its Shedgum schedule impact. and Faras plants. Total output from those commissioning in March has been generally Giddings sent eight technicians to Siemens good: for a week-long training program and Operators have had few complaints. There has not been a GT trip attributed to a T3000 malfunction. Quantz and Johnson say that a significant benefit of the new control they did virtually all the work required in removing the TXP and installing the T3000; technical oversight was provided by two OEM engineers. Hardware installation took five days after both the GTs and ST were cool and off turning gear. the original Mark II controls on the Frame 7s and WDPF systems on the W501Ds. Existing field devices will remain, except where they are not compatible with the new control systems. For example, vibration instrumentation will be replaced on all machines as will the automatic voltage system is that it is easier to troubleshoot Giddings attributed project success in large regulators on the generator exciters. In from one location than TXP. Both part to the training program, as well as to some cases, fuel-system instrumentation technicians say they continue to deal careful review of hardware in the factory. and control valves will be replaced on the with display-related issues and they are The latter benefited both the vendor and W501Ds. resolved one at a time. utility, he said, because inspection revealed the need for a few changes that were made prior to shipment. 6 facilities is 1650 MW. The T3000 will replace 3. WDPF at left is relatively easy to upgrade to the T3000 (right). Essentially, the original “A” cabinet goes away and the T3000 installed in the original footprint. Field devices terminate in the “B” cabinet and, via special connector, mate up with the I/O cards in the “A” cabinet. Original field terminals and cables remain in place, loop checks confirm software functions 120 V dc 120 V dc “B” cabinet “A” cabinet terminations with DPU and I/O “B” cabinet New T3000 terminations controls with I/O Install T3000 cabinet with new East-West Power Co’s Ilsan Power Plant, processors and I/O modules. located just outside Seoul in South Korea, will begin converting its six W501D5 Connect new I/O via the existing WDPF engines from WDPF to T3000 in August. plug. The machines are arranged in combined- Install new application software for cycle power blocks of 4 ° 1 and 2 ° 1 that processors. produce a total of 830 MW. This work will be Install new operator stations. conducted in three phases and completed by fall 2007. One reason for the controls Most plants choose to do their own upgrade is to support the installation of installation work, Hitzel continues, and rely advanced dry low-NOx (DLN) systems on all on Siemens for onsite technical advisors. It engines. takes about six months, he says, to plan and order the hardware for a typical upgrade. A similar project is underway at GS Power Co’s 473-MW Buchon Power Plant where What’s involved, what does it cost? three W501D5s will convert from WDPF Regarding cost for replacing the WDPF on one GT with T3000, he offers the following as a guide for preliminary budgeting: to T3000 with the combustor dynamics Ron Hitzel, Siemens’ global I&C marketing protection system option. The CDPS is a step integration manager, offers some general up from the more common CDMS, which comments on what plants should consider monitors engine pressure fluctuations. control upgrades and on the costs involved. Former is connected directly to the T3000 By way of background, he said that the WDPF to tune the DLN system. One of its functions was the turbine control system installed about 3.5X if customer provides labor; is pilot-gas modulation to ensure flame on Westinghouse GTs from the mid 1980s about 4X if Siemens uses its technicians. stability and tightly control emissions. Note to 2001. The 8 Level system, he continued Dual-fuel engines are slightly more that both Ilsan and Buchon operate primarily is the only WDPF still “active” for OEM expensive to upgrade; figure about 4.5X on liquefied natural gas. Backup fuel is support; however, it may not accommodate for a 501F with the owner doing the distillate oil. the implementation of certain Prod- Mods installation. that owners would consider for plant AES Corp’s Uruguaiana Power Plant, a improvement. 600- MW, 2 ° 1 combined cycle near the Add capacity to the existing WDPF, about $100,000 (X). Replace existing WDPF with T3000, Upgrading the company’s TCS7 to T3000 is somewhat easier, Hitzel says. Software changes and installation of Argentina border, also will convert to the Conversion from WDPF to the T3000 T3000 and install a CDPS. Major difference is relatively simple, Hitzel assures. He between the projects is that Uruguaiana’s recommends this implementation strategy GTs are W501FCs. (Fig 3): Reuse the existing I/O cabinet. Field devices generally are fine, Hitzel says, a fault-tolerant server (the application server) is all that’s usually required; hardware is the same. Driver for this conversion generally is a desire to have all equipment on one controls platform. ccj and often require no special work. 7 This article appeared in: Combined Cycle Journal, pages 111 - 118 2Q/2006 Copyright © 2006 by PSI Media Inc This reprint is published by: Siemens AG Power Generation Freyeslebenstraße 1 91058 Erlangen, Germany Siemens Power Generation, Inc. Instrumentation & Controls 1345 Ridgeland Parkway, Suite 116 Alpharetta, GA 30004, USA e-mail: sppa-t3000.pg@siemens.com www.siemens.com/powergeneration Order No. A96001-S90-A565-X-4A00 Printed in USA 1342 1107541B SD 11061.5 All rights reserved. Subject to change without prior notice. Trademarks mentioned in this document are the property of Siemens AG, its affiliates, or their respective owners. The information in this document contains general descriptions of the technical options available which do not always have to be present in individual cases. The required features should therefore be specified in each individual case at the time of closing the contract. siemens.com/powergeneration