AND CASE CATHERINE CHIMITS-CAZAUX Unite Pedagogique d'Architecture de
advertisement

VARIETY AND INDUSTRIAL PRODUCTION:
THE CASE OF HOUSING
by
CATHERINE CHIMITS-CAZAUX
Architecte D.P.L.G.
Unite Pedagogique d'Architecture de Bordeaux
France, 1980
Submitted to the Departement of
Architecture in partial fulfillment
of the requirements of the degree of
MASTER OF SCIENCE IN
ARCHITECTURE STUDIES
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 1984
@ Catherine Chimits-Cazaux 1984
The author hereby grants to M.I.T. permission to reproduce
and to distribute publicly copies of this thesis document in
whole or in part.
Signature of Author.....................-;.......
.........
Catherine Chimits-Cazaux
Department of Architecture
May 11, 1983
Certified by................................................
Eric Dluhosch
Associate Professor of Building Technology
Thesis Supervisor
Accepted by...................................................
N.John Habraken
Chairman
Departmental Committe on Graduate Students
MASSACHUSETTS INSTITUTE
OF TECHNOLOGY
JUN 19 1984
L1BRAP
.
MITLibraries
Document Services
Room 14-0551
77 Massachusetts Avenue
Cambridge, MA 02139
Ph: 617.253.2800
Email: docs@mit.edu
http://Iibraries.mit.edu/docs
DISCLAIMER OF QUALITY
Due to the condition of the original material, there are unavoidable
flaws in this reproduction. We have made every effort possible to
provide you with the best copy available. If you are dissatisfied with
this product and find it unusable, please contact Document Services as
soon as possible.
Thank you.
The images contained in this document are of
the best quality available.
VARIETY AND INDUSTRIAL PRODUCTION:
THE CASE OF HOUSING
by
CATHERINE CHIMITS-CAZAUX
Submitted to the Department of Architecture on May 11, 1984
in partial fulfillment of the requirements for the degree of
Master of Science in Architecture Studies
ABSTRACT
Industrial
processes have addressed with various degrees of
success the question of housing production. If assembly-line
methods have proven their efficiency in the production and
distribution of
low-cost housing, they have been less
successful
in achieving product diversification, and now
suffer from a negative image resulting from this weakness.
On
the other hand,
open and closed systems, based on
component
kits of parts allowing various assemblies, show a
greater potential for variety
generation;
but their
implementation
has to face resistances arising from the
production systems themselves and from their implications in
terms of product conception.
Considering variety as an essential value in the richness of
our environment, and regarding individual differences as a
variety generator, the purpose of this work is to understand
the match between people and industrial systems involved in
housing production and to explore the capacity of industial
processes in satisfying individual requirements.
Thesis supervisor: Dr. Eric Dluhosch
Title: Associate Professor of Building Technology.
ACKNOWLEDGEMENTS
To Eric Dluhosch,
my advisor,
To Ranko Bon , my reader,
for his help and ideas
for his advice
To the French Government, for their help
To
Jackie,
Makoto,
Roland
international S.M.Arch.S,
Thank you
and
other
members
for the good moments
of
the
A ma famille, pour leur affection toujours presente
A Craig, pour les couleurs dans la neige
et autres legendes a inventer
TABLE OF CONTENTS
ABSTRACT..............................
.
.
2
ACKNOWLEDGEMENTS......................
INTRODUCTION........................................7-12
VARIETY WHY?..........................
I
S. 13
1 Human needs and wants.................
14-15
2 Difference of needs...................
16-21
II
WHAT VARIETY? THE QUESTION OF QUALITY
A WAYS OF PRODUCING VARIETY.............
a..22
1 Aleatory..............................
.23-24
2 Variation on a theme..................
.24-25
3 Combination...........................
.25-26
PRODUCTION MODES AND VARIETY....................
....
Traditional production..........................
.28-31
Production by combination of standards elements.
.32-34
From "diversity in
27
unity"
to "difference in uniformity".................... ...
35-36
III VARIETY HOW? TOOLS IN CONTROL MANAGEMENT AND MARKETING
A UNDERSTANDING THE DEMAND..............................37
Introduction.........................
.... 038
Definitions..........................
.39-41
Methods for evaluating consumer's val ue system.
.42-54
VARIETY AND PRODUCTION STRATEGIES....
....
The question of objectives...........
.56-57
Production strategies................
.58-60
Variety and related concepts.........
.61-63
Measurement of variety...............
.64-70
The cost of variety..................
.71-80
Mixed strategies.....................
.81-82
55
IV
STRATEGIES IN COMPONENT PRODUCTION....................83
1 Closed systems.....................................84-85
2 From closed to open systems...........................86
3 Open systems.......................................87-88
4 Resistance to the development of open-systems......89-91
5 Defining components:
central problem of industrialization...............92-96
CONCLUSION: BEYOND STANDARDIZATION, OTHER POSSIBLES ...97
1 New tools.........................................98-101
2 New methods......................................102-103
3 Universal machines for specialized markets....... 103-105
BIBLIOGRAPHY.......................................106-109
INTRODUCTION
1 The unquestioned efficiency of repetition
2 A controversial strategy
3 Accept the diversity of the market
4 Variety as a solution
INTRODUCTION
1
THE UNQUESTIONED EFFICIENCY OF REPETITION
theory in the application of technology
component manufacture asserts the principles
prevailing
The
building
standardization
architectural
to
of
and mass-production as a panacea. From the
theory of the pionners of Modern Architecture
practice of developers a
commercial
the
to
system
whole
these principles. Although lowering the cost
is perhaps not only and directly linked
of
idea of the efficiency of long series
now a cultural fact which is hardly questioned anymore.
is
rests
on
buildings
this
repetition,
Based
it
manufacturing,
automobile
infered
is
like
industries,
examples from other
succesful
on
to
through
that
and factory production of a limited number of
parts, the building industry can output a larger
mechanization
standard
volume
cost.
lower
a
at
is
idea
This
on
based
an
conception of production engineering and in
spite of serious efforts undertaken for the last 30 years to
this strategy to component production, the building
apply
industry is still lagging behind, compared to other sectors;
over-simplified
moreover,
there is no overwhelming proof that these efforts
have met with any significant success.
Provided it can rely on a continuous demand, mass-production
intensive
though capital
is a particularly efficient,
method.
Attempts
construction
required
for
markets
the
thus
have
in
been
made
order to provide
to
the
efficiency of mass-production;
constrain
conditions
but
the
failure of repetition as a principle to industrialization is
the declarations of
based on resistances that neither
progressists
architects
been able to modify.
nor governmental
intentions
have
2
A CONTROVERSIAL STRATEGY
market of housing (and building in general) is diverse.
The
It
geographically,
segmented
is
and
legislatively,
To make large markets possible, the needs for
buildings have to be aggregated, which
types of
economically.
various
conflicts with the diversity of demand.
initially
were
housing
many
variety
reduction
cost
oriented,
was "how to repeat the same object
as
times as possible". Here can be mentioned the work
of
preoccupation
their
concerned with
variety generation. Primarily
than
rather
to
practices of industrialization as applied
and
Theories
architects of the Modern Movement, like Le Corbusier or
Japanese Metabolists, who considered housing as a
the
the
large
"machine to live in" to be produced in
good, a
consumption
cell,
series. Their goal was to search for the ideal
"norms",
sociological
possible
account the maximum of
into
taking
which,
technical
could be repeated as many
and
as
times
and assembled in structures of superior order, and
then on to the level of optimized city-size organizations.
Standardization
and mass-production are often advocated
on
technical and economical grounds as the only means to answer
shelter programs, post-war
situations such as massive
reconstruction
they
convey
controversial
etc..Indeed the concepts of order and series
neutral and often
ideologically
are not
when
theory
Corbusier's
based
on
accerting:
social
"All
utopies,
men
have
as
the
the same functions. All men have the same
organism,
in
Le
same
needs.
The social contract which has evolved through the ages fixes
needs producing
and
standardized classes, functions
standardized
by
the
law
necessity".
products" or later "Standardization is imposed
and social
of selection and is an economic
3
ACCEPT THE DIVERSITY OF THE MARKET
Diversity conflicts with mass-production logic and questions
its
principles, but as the needs for products are
demand
a
forces the manufacturers
certain
context
diversity
of
materials
housing
to use techniques allowing
level. Two forces
design
diverse,
and
are
changing
the
First,
new
production.
and technologies are emerging which enable
strategies
of
production.
consciousness
about
mass-production
requirements
Second,
individual
concept
does
not
there
is
other
a
growing
differences;
the
meet
the
people's
and increasingly people want to participate in
the decisions that shape their environment, their education,
and
their consumption. Considering these changes in
market
and production conditions, the question of industrialization
must
be
formulated in an opposit manner:
industrially
compatible
different
with
industrialization
objects? Are
"How
to
industrial
architectural
realize
processes
variety?".
The
of housing stresses variety production as
a technical problem.
4 VARIETY AS A SOLUTION
Resistance of the public is often viewed as a major obstacle
to
the
expansion of industrialized housing. People
industrialized
economical
loss
in
houses,
only accepting them if
reject
imposed
necessity, and often criticize the monotony
quality
of environments
they
constitute,
by
and
while
idealizing vernacular and other forms of Architecture of the
past.
New
architectural
trends, opposed to the dogmas of
Modern
Architecture,
But
now advocate variety as an essential quality.
the variety of a project does not solve the problem of
monotony
This
at the urban scale or any other aggregated
level.
is examplified in many suburban areas which share
the
IC)
of
undifferentiated aspect, which results from a lack
same
the
and
fabric
the
of
simplicism
formal
between
lack of intermediate clustering
a
hierarchy,
the
fragmented
regularity of individual houses.
the problem is not to generate variety for its
Indeed,
level
the
at
sake
would
implemented,
of
each unit.
solution,
if
monotonous
as
a
Such
lead to environments as
own
those generated by the repetition of a single form: too much
variety is visually "noisy" and as disturbing as none.
variety as a fundamental value in the richness of
housing and environment, it is clear that only the
Regarding
our
of differences among social groups and individuals
ensemble
can
an
warrant
architecture
of
project
the
satisfying
variety. Variety is both the problem and the solution. Since
is no longer automatically generated by the production
it
it was in traditional forms
(as
system
variety
to
has
become
consciously
of
architecture),
intentionally
and
designed-in this system.
The
purpose here is not to mourn the lost paradise of craft
production
but
to
the factors
understand
that
us
make
criticize today's fully factory built housing or composed of
standard components as less succesful in achieving the kind
of
quality
we
forms
of
sustaining this work is that this "lack
of
traditional
in
recognize
architecture.
The
hypothesis
fit" can be attributed to the insufficient
good
of
industrial
systems for adapting to and
capacities
the
satisfying
variety demanded by consumers. We will thus intend to gain a
better
understanding
of
the
match
between
and
people
production systems involved in the production of housing.
1 1
The study is composed of four parts and a conclusion:
-I VARIETY WHY:
The
for
first chapter exposes arguments which support the need
variety in housing based on the different requirements
people at an aggregate (segmenting the mass-market) and
at an individual level (diversity of individual's needs).
of
-II
WHAT VARIETY?
The
second chapter, after a brief presentation of the ways
generating architectural variety, analyses traditional
of
modes
production compared to industrial ones, based
of
on
combination of standard elements in order to understand
implication in terms of product conception, quality,
their
the
and variety.
-III
VARIETY HOW?
the third chapter tools and methods are presented which
may allow us to better understand the kind of variety people
want and the production logic used to accomodate it.
In
-IV
The
STRATEGIES IN COMPONENT PRODUCTION
fourth
definition
chapter encompasses some considerations on
of components and an analysis of the
the
strategies
used for their production today.
-CONCLUSION
In
the
conclusion,
announcing
new
possibles
methods
and
tools
in
the
are
variety
introduced
produced
by
industrial systems.
IL_2
I
VARIETY WHY?
1 Human needs and wants
1.1 Definitions
1.2 Difficulty in the definition of needs and wants
1.3 Needs in housing
2 Difference of needs
2.1 Demographic and life-style changes challenge the
mass-market concept
2.2 Diversity of consumers' characteristics
-
Cultural characteristics
-
Social
-
Personal
-
Psychological characteristics
characteristics
characteristics
1Z5
I VARIETY WHY?
1 HUMAN NEEDS AND WANTS
1.1 DEFINITIONS
Beyond
food,
needs
Mankind
air, water and
people have a strong
this,
shelter
desire for
to
survive.
recreation,
other services. A useful distinction can be
between needs, wants, and intentions, although these
drawn
words are used interchangeably in common speech:
is a state of felt deprivation in some generic
-A need
education
and
satisfaction
arising
out
of the human
condition.
People
actually need very little. Needs are not created by Society;
they exist in the very nature of the human biology and
condition. People require food, clothing, belonging, esteem,
and a few other things for survival.
-Wants are desires for specific satisfiers of these ultimate
needs.
A
person
needs food and wants a
hamburger,
needs
clothing and wants designers' outfits, needs esteem and buys
a Jaguar. While peole's needs are few, their wants are many.
wants are always shaped and reshaped by social forces
and institutions such as family, peers, corporations.
are decisions to acquire specific satisfiers
-Intentions
Human
under given terms and conditions. Many people want a Jaguar,
only a few will actually buy it at today's price.
1.2 DIFFICULTY IN THE DEFINITION OF NEEDS AND WANTS
Kotler's distinction between needs and wants, although
satisfying
by
its
clarity, is difficult to
establish
in
practice (31). When tackling those notions, one encounters a
difficulty in differentiating expressions of the human
real
as such from culturally induced requirements. In the
case of housing this results in an ambiguous classification.
Thus the satisfaction of a cultural requirement for green
space, is defined by some as an answer to a physiological
nature
need for oxygen.
I1
1.3 NEEDS IN HOUSING
specific variables (level
etc...), the number
monoxyde,
an
very
for
thresholds
case
certain
it is possible for specialists to define
Although
of
carbon
of variables is such in
of housing that it is not possible to isolate them
adequat manner. Some norms of tolerance can however
to avoid
established
Within
solutions.
the
in
be
or reduce the harmfulness of certain
for
those norms one can search
confort
but those are linked to the age, sex, social role,
state, profesional experience , past life of people. Optimas
are therefore too difficult to establish and nothing proves
optimas,
that
different optimas can be compatible as to combine in a
global optimum.
1.4 BEYOND BASIC NEEDS
symbolical
dimension.
be reduced as to be a solution to
elementary
both a practical and a
Space
has
Space
cannot
needs;
while
it is loaded with significations that man "produces"
living in an environment. Consequently, a research on
space
in general, and housing in particular, has to include
two approaches:
-one,
based
psychological
on
laboratory
experiments,
studying
and physiological reactions to variations
in
the characteristics of space.
-another,
based on observation and experimentation in
testing the interaction between life-style
conditions,
real
and
space.
An evaluation of the influence of the existing built-form on
demand is also of importance in understanding what guides
and biases choices.
Having presented the notions of needs and wants, we will now
which either at an
state certain factors and facts,
aggregate
or
diversity in
individual
housing.
level support
the
necessity
of
2 DIFFERENCE OF NEEDS
2.1
AND
DEMOGRAPHIC
CHANGES
LIFE-STYLE
THE
CHALLENGE
MASS-MARKET CONCEPT
past years, the typical American family consisted of
In the
a
The
working father, a homemaker mother and two children.
revealed
census
1980
of
only 7%
that
the
82
millions
households, then surveyed, fit that description:
the
-of
families that reported children of 17, 54% of
the
mother worked full or part-time.
-smaller households now predominate, as more than 50% of all
households
comprise 1 or 2 persons and singles constitute a
fast growing segment.
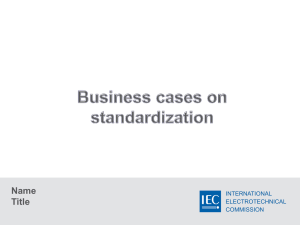
-20% of households include persons of 65 or older.
The above chart, from the U.S Census data service, shows the
population
household
to
more
be
spread
evenly
in 1990 than in 1970; no
types
accross
one
several
arrangement
be typical.
will
THE CHANGING MARKET
OLDER
CONSUMERS...
... LIVING IN
SMALLER HOUSEHOLDS
U.S.POPULATION
BYAGE
PERCNT
OFTOTAL
PERSONS
PERHOUSEHOLD
PERCENT
OFTOTAL
1970 CENSUS
TOTAL
POPULATION:
203 MILLION
TOTAL
HOUSEHOLDS:
63.3 MILLION
UNDER
25
25-44
1
2
23.7%
35.9%
20.6%
65ANDOVER
226.5 MILLION
45-44
4 AND
OVER
1980 CENSUS
82.4 MILLION
245.3 MILLION
1988 PROJECTION
31.1
DATA
US CENSUS
O0IWREY
MARKETING
PROitE
iFORMAION
SERVIEES
AMERKAN
Young
adults
their
pattern
two-thirds
no
born
of
1z
95.2 MILLION
.
1.6
DATA
U S CENSUS
SERVICE
DATA
RESOURCES
INC5U S ECUOMC
during the baby boom will
low cohort fertility.
3
By
continue
1990,
of the projected number of households will
children living home or no children at all.
in
almost
have
Stong trends
are
forecasted
in delayed mariages, smaller family
sizes,
and independant living arrangements. Most people will have a
variety
of
experiences in their life-time as they will
more mobile
in their type of household and way of life.
be
As a result of those demographic and life-style changes, the
mass-market
emerge,
groups
is clearly questioned.
each,
needs
with special
Many
and
consumer
interests,
a wide range of different kinds of
for
demanding
housing,
and public or private services. This fragmentation of
goods
the
concept
market
expected
is
likely to increase in the near
future,
as
by market analyst Laurel Cutler who foresees every
market breaking "into smaller and smaller units, with unique
products aiming at def ined segments".
A
further analysis of the diversity of requirements has
be
carried
out
order
to
their
cultural,
at the level of individual
understand
consumers.
their motivations, we have
social,
personal,
to
and
to
In
study
psychological
characteristics.
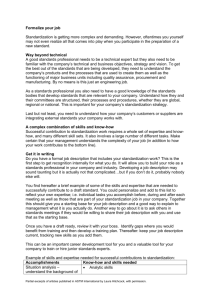
2.2 THE DIVERSITY OF CONSUMERS'
CHARACTERISTICS
V-1t
* C
Subcultur
Ft Ii
LlfestyI.
Aelhbe
Ro eisand
Social elans
FIGURE 6-3
Buyer Characteristics Influencing Consumer Buying Behavior
- CULTURAL CHARACTERISTICS
As
human
essential
behaviour
determinant
perceptions,
is
largely
of
a
learned,
person's
culture
wants.
is
a
Values,
preferences and behaviours will be acquired in
1-7
process of socialization involving the family and others
be
house will
the
institutions. MrX's conception of
a
influenced by the fact he was raised in a modern society and
thus expects certain levels of confort he has been used to.
-
Subcultures
providing more specific identification
their members, can be isolated; they will be based on:
groups,
Smaller
to
(ethnic differences).
-nationality
-religion (specific taboos or rituals).
-races (distinct way of life).
-geographical location (different life-styles).
MrX's may attach a special meaning to certain
types
of
houses that allow their cultural identification.
-
Social class
Social
stratification
of a society, based
occupation,
on
education, and so on, distinguish classes
certain homogeneity in values, interests and
wealth,
income,
a
presenting
Social
behaviours.
MrX,
preferences.
various
show
classes
a
from
coming
product-form
upper-middle-class
and succesful in his job, is likely to strongly
refuse the products of the mobile-home industry.
back-ground
-
SOCIAL CHARACTERISTICS
These
factors
concern those people in the consumer's
life
that can influence his behaviour:
-Reference groups
Those
have
goups
opinions,
and
an
values.
impact
on
They can be
a
person's
further
attitudes,
distinguished
into:
-primary
group, such as family, friends, neighbours, fellow
workers.
-secondary
groups, such as
associations, professional
and
other groups.
-aspirational groups, such as sport heroes and movie stars.
1E3
Reference
expose
groups
the
influence
have various kinds of impact. First
person
to
various
life-styles,
they
then
his self-concept and choices because of a
they
desire
to "fit-in" and conform the group. Not all product choice is
affected by those influences: depending on the nature of the
product,
its ostensible character, depending on the
person
the cohesive forces in the group they belong to,
and
they
will be more effective in inducing behaviour.
-
PERSONAL CHARACTERISTICS
The
consumer's
circumstances,
influencial
-Age
age,
life-cycle,
life-style
and
economic
occupation,
are
personality
also
in his choices.
and life
cycle
Goods people buy change over their life-time. The concept of
family
and
cycle can help us identify what the wants
life
values of people will be as they get older.
Seven possible stages are proposed:
-the bachelor stage.
-newly married couple, young with no children.
-full nest 1, young married couple, no children under six.
-full
nest 2, young married couple, no children over six.
-full
nest 3, older married couple with dependant children.
-empty nest, older married couple with no children home.
-solitary survivors, older single people.
Each
age-cycle group has certain specific requirements
interests.
This
classification,
concerning
profiles
traditional
family, is certainly useful, but, as
before,
does not apply anymore to most of the
it
population.
can be
Another
distinction, more recently
and
of
mentioned
American
developed,
based upon psychological life stages.
-Ocdupation
Certain
needs
induced
bey
and
wants
for goods and
a person's profession;
services
in the case of
can
be
housing
L ?
there can be strong connection between specific professional
groups
and
like
in
vernacular
rural
for instance, where house may incorporate work
architecture
housing models are
activities,
separation
from an increased
resulting
Today
spaces.
models;
specific
of
rarely linked to particular
professions.
-Economic circumstances
decisions.
factor is of great importance in people's
This
be adjusted according to the
will
Choices
(level,
income
and time pattern), savings and assets, borrowing
stability,
power and attitude towards spending versus saving of people.
In
a
require
be
to
rematched
design)
price,
(in
goods
sensitive
income
economic climate,
changing
the
to
solvability of potential buyers.
-Life-style
People with identical subculture and social class can choose
to
different life-styles.
rather
have
selects
person
A
products in accordance with his or her life-style. Marketers
use the consumer's product choice as a key
often
indicator
to develop a "consumer profile" and then design new products
consistant with this profile.
-Personality
The
of
personality
his
an individual includes
character
traits, habit and mode of thinking. Each individual exhibits
level
different
/
extroversion
of
introversion,
impulsiveness / deliberateness, creativity, conventionality,
activeness,
been
with
implemented
(cars,
beers),
success in
certain
have
traits
Segmentation by personality
etc.
product
areas
by defining product image appealing, through
identification, to certain consumer groups.
Another
related
characteristic
decision is that of
is
the
image
of
influence
in
product
people's self concept. The self-concept
an individual has or think
people
have
of
himself. People will choose a product in accordance to these
images.
The
idea
is however risky as people
may
choose
according to either their actual or ideal self-concept.
-
PSYCHOLOGICAL CHARACTERISTICS
Psychological processes of motivation, perception, learning,
beliefs
and attitudes operate on the process of choice.
In
of motivation, the needs can be ranked
in
theory
Maslow's
decreasing order of importance as follows:
-PHYSICAL
-physiological: basic survival needs (hunger, thurst).
-safety: self-protection and defense.
-SOCIAL
-belongingness and love: acceptance by a group.
-esteem and status: recognition by agroup.
-SELF
-self actualization: development of a value-system.
The
basic principle of Freud's theory of motivation is that
people
are
not
behaviour.
are
conscious of the
motives
inducing
Consequently, when choosing products,
assumed
to have unconscious psychological as
their
consumers
well
as
conscious functional motives. The unconscious buying motives
of
people can be studied by using projective techniques and
motivational research.
We
can
now
cultural,
evaluate how complex the
social,
personal,
psychological
must be,
and
between
factors
influencing
consumers'
deduce
necessity of a variety of solutions to
the
choice
interaction
consequently
satisfy
consumer's needs and wants.
'2 I
II
WHAT VARIETY? THE QUESTION OF QUALITY
A WAYS OF PRODUCING VARIETY
1 Aleatory
2 Variation on a theme
3 Combinatory
A
WAYS OF PRODUCING VARIETY
Mechanisms
to
produce variety in architectural
production
are:
-Variation: modification of a detail on a type.
arrangement,
-Combination:
and
operation
of
selection
elements within finite sets and configurations.
-Aleatory: random selection of elements in a set.
After
a
interest
theme
and
relevant
brief
and
discussion
aleatory
their
processes,
limitations, we will focus on variation on
combinatorial
to
on
us
for
processes
the
of
purpose
diversity,
of
a
more
architectural
applications.
1 ALEATORY
The
to
for
as
interest of aleatory mechanisms rely in their
capacity
generate new possibles and thus enlarge our
potential
variety while
not
being
decipherable or
predictable
the other two mechanisms; however, they still have to be
governed
thing
as
by intentions and goals, as there cannot be such a
a
random
house. Indeed,
total
random
variety
generation based upon all the parameters we can select from,
when
of
designing a house, would rapidly lead to such a number
alternatives
that they could not be checked by a
even assisted by a computer.
Les Courtilleres. E.Aillaud
human
To
this pitfall, some have intended to
avoid
who, in the Courtilleres, let the masons
E.Aillaud
The
will.
consequence
theoretically,
of
such
is
process
a
arrange
their
the facade panels according to
in
windows
a
randomness in their compositions; like
partial or localized
the
introduce
own
that,
on
all the windows are located differently;
that point of view, the objective variety is very important.
But
of
be perceived, it would require the existence
to
Certain
structure.
"controlled"
upon
based
aleatory, can however be helpful in generating
We
variety.
methods,
searching
a
here mention the use
will
of
Zwicky
boxes,
generating "morphologies" by selection of variables given to
parameters
various
(24);
such
of
but the application
a
method, can be fruitful only when the number of variables is
limited.
Descrirtive
parameters:
dl:
Variatiuns:
Cl
1 dl,2
d2:
d2,1
d2,2
d3:
d3,1
d3,2
d4:
d4,1
dl,3
d1,4
d3.3
63,4
kl = 4
kA = 4
h4
Z:5
Lumber of morpholo-ies = hl x k2 x
h3
= 2
x k4
aleatory, like combinatory, is only relying on
Furthermore,
the
= 3
k2
values a variable can take. Even if it multiplies those
values
the
effectively,
system
remains
nevertheless
unaltered: no new variable can appear.
2 VARIATION ON A THEME
Variation
on
theme is the basic
a
production
of
furniture.
Traditionally,
craftsman
construction,
interpretation
certain
vernacular artefacts:
of
principle
ruling
architecture,
the
tools,
architectural
diversity,
in
was produced by
variation in
the
a cultural model of reference whether
a
type of housing or a certain style of molding. This
type of diversity is the one of nature: the diversity of all
beings
within a same specie is established by variation
on
no detail,
cell,
"whereby
method
and
patterns
no
is the same between two faces but the type
has produced a
nature
designs
which
are
as
it
John Harkness describes
respected.
always
is
global:
theme. This variation is
identical
always
an
variety
wide
constantly
the
of
modifying
themselves to be more adaptable to changing conditions;
its working can be seen, for instance in the
...
and
order of native costumes all over the world
strict
whole,
as
the
of dictate and formula".
products
Doors
the monotony of uniforms which were always
to
opposed
variety
in
Amsterdam:
although no detail is
repeated,
the
globally perceived, belongs to the same family.
3 COMBINATION
processes
Combinatorial
are
used
in
industrial
many
based upon the assembly of standard parts; they
are the base in construction of open and closed systems. The
various configurations by
getting
process consists of
productions
different
combination
identical
assemblies of similar objects. Gropius thought of
as
a- way to generate diversity
elements
(25).
Encouraged
starting
by
from
Gropius,
combinatorial
modern
in
processes
have been effectively
architects, either in facade
volume
applied
(assemblies of panels),
(complex pilings of identical cells) or
site plan level
by
at
the
(combinations of housing types).
;/N)
Moshe Safdie, Habitat 67
"there
is
no
limit
Le Corbusier, Pessac
on
diversity
in
the
world.
By
combinatories on a few primitive elements, unbounded variety
can be created;... a familiar example is the proteins, their
multitudinous
twenty
different
elements
an
upon
is
amino
arising
from arrangements
acids.
Similarly
the
of
only
ninety-odd
provide all the kinds of buiding blocks needed for
infinite variety of molecules" says H.Simon
(47);
Based
a limited number of elements, initially given, variety
obtained
develops
the
variety
by
the
combination of those elements, from
whole. Consequently, in the case of
potential
for
variety will depend on
the
which
housing,
number
of
building blocks and their flexibility of connection.
The
use
of
combinatorial
processes
is
an
interesting
solution
to willingly diversify. But, if the set of initial
elements
is
the
too limited or their assembly rule too
mechanism
predictable,
of
variety
will
be
rigid,
decipherable
and
which can affect our perception of the variety
of the objects thus produced.
B PRODUCTION MODES AND VARIETY
Introduction: the rules of the game
1 Traditional production
1.1 The whole before the parts
1.2 Type of variety: diversity in
unity
1.3 Unity an appropriate goal
2 Production by combination of standard elements
2.1 The whole from the parts
2.3 Type of variety: the marginal difference
3 From "diversity in unity" to "difference in uniformity"
B
PRODUCTION MODES AND VARIETY
INTRODUCTION: THE RULES OF THE GAME
The
of variety production presented before
are
different systems of architectural conception
and
mechanisms
tied
to
production.
Before
industrial
specific
discussing
strategies as applied to housing manufacturing (chapter IV),
we
will study the mode of conception of industrial products
generated by combination of standard components, as compared
to traditionally produced ones, based on the organization of
non
in
standard pieces. This understanding will be
structured
modes
parts: after a presentation of these two
two
of
composition, we will point out some consequences in terms of
potential
quality of their output and
more specifically in
terms of kind and level of variety generated.
analyzing the mode of production of traditionally made
When
or
jobbed objects as opposed to modern objects made out
their
standard
pieces, we can notice a major difference in
mode
composition. This difference can by summarized
of
traditionally made objects, to "the whole from
the
parts"
by
"the whole before the parts", production principle
opposing
of
of
ruling
the conception of objects made
of
the
selected
standard components.
1
TRADITIONAL PRODUCTION
1.1 THE WHOLE BEFORE THE PARTS
We
often
refer to products made according
methods as examples of good-fit:
is
that
wagon,
achieved
to
traditional
"the surprising thing to us
the beautifully organized complexity of
the
the rowing boat, the violin, and the axe, should
farm
be
without help of trained designers and also without
managers, salesman, production engineers and the many others
upon
Christopher
Jones
production,
with
underlines
interesting
some
shaped
the
to
"each part of the wagon is
reason but by many,
one
by
not
he
wagon,
farm
factors contributing
designs:
adequacy of traditional
the
of
example
the
crafstman
studying
Further
(29).
says
depends"
industry
modern
whom
specialists
is
there
and
a
delicate adjustment throughout the whole to get the best out
"which
objects
Alexander qualifies the
each bit".
of
display
understood
the
can
as
be
which
behaviour
within
(3). The coherence of
craftsman
material, and function of the
considered as
resulting from the
production
of
organization
holistic systems it is "the traditional way
with complexity is to operate, at any one
dealing
be
only
can
a product of interaction among parts
parts in such a
of
of
of "systems as a whole"
objects"
shape,
kind
certain
time
only upon a single conception of the whole" (29).
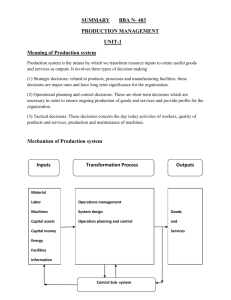
1.2 TYPE OF VARIETY: DIVERSITY IN UNITY
SOISSONS
LAON
REIMS
ROUEN
French Gothic Cathedrals
Analyzing
it
appears
repetitive
past,
the mode of production of artef acts of the
that
their
"trial
and
unity
of
form
results
error" process "searching
a
from
for
the
invisible lines of a good design" and reaching the adequate
:24?
fit of the product
is
(29).
that
noticeable
In terms of variety generated, it
within the strong unity
their
ruling
production, traditionally made objects allow for an infinite
unity",
number of variations. They achieve "diversity -in
the
principle advocated by Gropius as "fabric of democracy", the
ultimate societal goal: expressing the individual's richness
within a common framework (25).
the
Thus
conventional
measures
vernacular
in
used
are the result of a consensus and functions as
a support modifiable, adaptable according to the context. As
is done among a limited range of possibles and as
selection
architecture
the
singularity of the facade remains a secondary
the
carpenter,
formal
possessing
solutions,
a repertory
concentrates
his skills
spaces, assemblying, fitting or detailing
The
building process is
of
concern,
technical
on
and
organizing
the pieces.
occuring on the construction site,
it can adjust itself to the diversity of demand and to local
locally
material
impredictabilities. Based on the use of
and not meant to be diffused on a
produced
base,
the
dimensional
precision of
the
large
market
constructive
elements is not a strong requirement: semi-products allowing
for
on site adjustements are employed.
1.3 UNITY, AN APPROPRIATE GOAL?
If
richness
we often glamorize vernacular products and the
of details and subtle differences they offer, it is probably
that we have not been able till now to define models of such
an
that
adequacy
serve
could
as
the
for
reference
contemporaneous production of "diversity within unity";
Harkness
hold
the greatest promise that the architect of the
....
regimentation
future
without
order
monotony
without
harmony
achieve
may
"to
models
believes the definition of such
John
objective"
as long as there is a common
(25).
i
t
.'~
~
~
M it
L;IV
The
agreement
by
induced
conditions,
already
on a form, in traditionnal construction,
practices,
by
a
mastered
cultural
system.
considering
when
economical
by
to make use
tendency
and
by
the conformity
validity
the
know-how
imposed
All factors which have to
the
geographical
and
of
of
is
be
by
the
remembered
tranfers
from
craftsmanship experiences to industrial systems.
Today,
to
we may be in the process of trial and error
new
rejecting
reference
their
models
imposition,
for
housing
we cannot find
leading
production
a
or,
sufficient
social consensus to ensure their coherent definition.
Z31
2 PRODUCTION BY COMBINATION OF STANDARD ELEMENTS
2.1 THE WHOLE FROM THE PARTS
When
conceiving
a
product
out of
a
standard
range
of
components, the coherence achieved at the level of the whole
is
weakened
before
by
the
the nature of the process. To
part",
principle
succeeds
the
standard
components.
parts
we
"whole
can
constraints
choose
on
combinatorial
the
of
"the
traditional
from the parts",
by
production,
aggregation
Obviously, the larger the
from,
the
lesser
conception
systems, and
of
whole
of
number
of
consequences
or
the
whole.
specially open ones,
But
encounter
there a pradoxical situation.
Open
systems are built upon conflicting goals:
they seek to
enlarge the range of possible application of each individual
components
while
products.
of
performing
at the
level
of
Chris Abel expresses perfectly the
these goals "It is one of the principle
aggregated
contradiction
of
manufacture
that
if a product is to be designed for maximum efficiency,
then
its
the
constituant parts must be integrated together
manner
performance
that
most closely
approximates
specification of the whole"
(1).
the
desired
He also quotes
Jean
Prouve on the nature of industrial products
are
seldom built with parts selected form various
they
in
"Machines
sources,
are aggregately designed" (43). The research of a wide
interchangeability
of the parts is opposed to the technical
optimization of possible end products.
2.2 DISCRETE DIMENSIONING AND THE PROCESS OF DESIGN
As
changes
in the economics of housing production lead
to
the manufacturing of standard construction elements that can
be
used
in various buildings, heuristical
measures, based on
dimensions,
as
a
and
appoximate
choice in a continuous range of possible
are progressively replaced by nominal measures,
determined number of fixed dimensions is admitted
before conception.
are used
dimensions
agreed-upon
those
support
as a reference
during
not exclude singularity:
does
construction,
can be modified and adapted by the craftsman according
they
to
measures
conventional
to building practices and material employed,
adapted
which
uses
architecture
vernacular
When
normative:
of
dimensions
the
parts,
standardized
context. In construction from
the
catalogue
dimensions
are
components
escape the decision realm of the designer to
determined
by
manufacturers or norm makers.
the
component
catalogue
the
thus imply for
will
be
Using
design
a
the
introduction of a discrete dimensioning system.
The
of
standardization
in
discontinuity
signify
uniformity
of
do
if they
of
output or suppression
not
not
creative
they certainly have strong implications: the
possibilities,
lesser
the process of design;
on
inconsequential
are
implies
it
dimensions
resulting
the
and
parts
dimensions
the
sizes,
in component
offered
more
will be constrained to go from the parts to
conception
is obvious in light frame
wood
the
construction,
whole.
This
where,
in order to minimize labor cost and maximize the use
of
houses
material,
are often built on a
grid
4'
which
corresponds to the size of plywood sheets, plaster boards...
2.3 TYPE OF VARIETY THE MARGINAL DIFFERENCE
The
demand
consistency
technological
industrial
production
differences
(45).
(and specially
in
mass-production)
in
qualified by Riesman as inessential,
Thus,
the
seriality
marginal
object
industrial
of the
the
satisfied
the object is
of
to
submitted
personalization,
for
is
compensated by an abundance of choice in colors, accessories
or
To
details.
personalize
a car,
a
manufacturer
uses
serially produced frames and motors, modifies features, adds
certain
same;
accessories,
indeed,
distinction
it
that
is
is
but the object in nature remains
rather the illusion
provided,
as
of
those
differences are themselves serially produced.
a
the
personal
"specific"
Galbraith
thinks
of
uniformity
of
a
performance,
we remedy to
industrial
toaster:
the
the
products
simplicity
by
the
"it
is
a
toaster
and
use
of
the
with
and illustrates this idea
features
compensatory
example
that
standard
of
pop-up-kind except that it etches on
the
surface of the toast, in darker carbon, one of the selection
of
attractive
for
or
messages
standard
monogram
design.
For
the
appropriate
message from the Reverend Billy Graham; for
there would be an
aphorism
the
urging
patriotic
or
vigilance
from the late J.Edgar Hoover; for modern painters
and
worried,
an
arms;
would be available or a coat of
the devout at breakfast, there would be an
devotional
elegant,
economists, there would be a purely abstract design.
restaurant
marginal
version
would
personalization
promote consumption.
sell
is
used
advertising"
as a value
(21).
added
A
The
to
3
FROM "DIVERSITY IN UNITY" TO "DIFFERENCE IN UNIFORMITY"
The
transformation
differences and combinatorial variations has been
"diversity in
by Baudrillard, who opposes the
marginal
analyzed
unity"
into
series
of models into series, of
produced
traditionally
of
in uniformity" of
"differences
objects
industrially
the
to
produced ones
When traditional or jobbed objects are introduced as
"holistic property",
models in industrial production, their
and
coherence between shape, material
resulting from a
(69).
function,
is
weakened
and often lost
by
the
use
of
fac-simile materials, by the optional, by their reduction to
aspects. This is examplified in the revival
stereotypical
of vernacular and historical styles offered to housing
"The
buyers as possible "toppings" of the same models
elevations including French
Brittany offers choice of
colonial, colonial, Tudor and provincial" (60).
~14.
THE WINSLOW
THE PACESETTER
THE BELMONT
exterior treatments and
Individuality is achieved by
configurations of the same generic box. Restricted by to
production constraints, the variety of industrial objects is
based on a finite number of combinations of fixed elements
and
a
redundancy
changing
whereas
with
the
of secondary features
fashion,
to
compensate
and
that
accessories,
limitation,
variation on a theme used by the hand-made
or
crafstman product is infinite.
anymore to the hazards of individual demand and
implementation, the variety of industrial objects becomes
systematized in the production process. It is difficult to
evaluate quantitatively the level of variety generated by
Not
left
crafstman verses industrial production, but we are here more
with the notion of qualitative difference in
concerned
"failure"
of
housing systems (and in particular those
of
produced
variety
industrialized
the
by
those two systems. The
mass-production) might be nested in their inability to offer
a
kind of variety more fundamental to the customer than the
marginal
difference
difficulty
previously
described
and
in
to achieve the "good-fit" out of an assembly
the
of
standard parts.
The
issue
personalized
the
buyer,
thus rised is whether it is possible to
produce
objects offering a more meaningful variety
while
still
respecting
the
constraints
to
of
industrial systems. But how can manufacturers know about the
"meaningfulness"
can
those
of certain varieties to the buyer? And how
they check the technical and economical feasability
varieties
from a production viewpoint? Such are
of
the
questions we address in the next chapters.
34e
III VARIETY HOW? TOOLS IN CONTROL MANAGEMENT AND MARKETING
A UNDERSTANDING THE DEMAND
1 Introduction
2 Definitions
2.1 Utility
2.2 Product attributes
2.3 Attribute salience
2.4 Attribute determinance
3 Methods for evaluating consumer's value system
3.1 Observation and experimentation
-
Observation
-
Experimentation
3.2 Direct questioning
-
Dual questioning
-
Perceptual mapping
3.3 Indirect questioning
-
Covariate analysis
Expectancy value model
Determinant attribute model
-
Conjoint analysis
Trade-off analysis
Concept evaluation
Z3~7
A
UNDERSTANDING THE DEMAND
1
INTRODUCTION
In
our free enterprise economic system, consumer wants
of
quantity
are a basic determinant of the nature and
desires
services produced. When developing
and
goods
and
new
a
product a company must consider two basic problems. First it
know its market; second, it must understand the nature
must
of
the product. Both problems are hard to solve, especially
when the product has several qualities each of which appeals
to
with
consumers
evaluate
different
how
But
and how can we know
wants?
those
interests.
do
we
the
of
which
product features are the most important to the consumer?
In
order
to understand consumer behavior, we will
analyze
the nature of those wants as well as the process used by the
consumer to evaluate their satisfaction.
There
many judgemental processes, depending on
are
people
and situations, and no simple algorythm could emcompass them
all;
but
recent
psychology
mathematical
have
marketing,
process.
researches
For
led
carried
or psychometrics, and
to various models of
on
in
applied
to
the
evaluation
any product, brand, pattern, style, or
other
two
to the public, there are at least
offering
individual
on behavior,
"levels" of evaluation by consumers:
-Overall attitude toward the item, in term of suitability.
toward
-Attitudes
each of the item's
component
features,
which presumably combine to produce an overall attitude.
This
chapter
what
are
the
is primarily concerned with the latter
important features of an item and
how
type:
they
combine to affect both our overall evaluation and our actual
purchasing decision? Most of those models presented view the
consumer
as
judging
largely in a conscious
and
rational
manner, and are qualified of cognitively oriented models.
2.2 PRODUCT ATTRIBUTES:
In
set of attributes relevant
a
to
respect
the
alternatives
with
single dimension; indeed, we position them
one
along
the characteristics of
consider
not
to
product
the
P.Kotler mentions some typical attributes we use
class.
of
products, we
(31). When evaluating and choosing
attributes"
do
wording, we perceive products as "bundles
marketing
in
current product categories evaluation:
-Cameras: picture sharpness, speed, close-up distance, size,
ruggedness, price.
departure time, speed, aircraft, preflight and
travel:
-Air
onflight service, price.
By
in the case of housing we can assume some
extension
reference
those
attributes
functionality, price ...
Those
are
lists
to
be:
of
design,
comfort,
to name but a few.
by no means exhaustive
and
person
each
reference framework will probably differ as to the relevance
of
particular attribute. Attributes are used to
a
the
to
according
market
their
on
influence
segment
different
consumers; this influence is reflected in their salience and
their importance (determinance).
2.3 ATTRIBUTE SALIENCE
when
mind
are those that come to
attributes
Salient
asked
to
important
product
decision
are
attributes
him, or what are his ideal levels of
attributes.
attributes
product
what
consumer's
the
mentioned
But
are
it cannot be concluded
necessarily determinant
the
most
various
that
the
in
the
process. The consumer may have been influenced
by
commercials biasing his choice or may by unwilling or unable
to
state
their
his
paper
Measurement"
decision base (see direct
questioning).
Meaning
and
illustrate
how
"Determinant
buying
attitudes:
(38),
and
Alpert
Myers
In
misleading can direct questioning be with the example of car
attributes.
DEFINITIONS
2
Before
some of those models it seems useful
presenting
to
define certain terms and concepts they refer to.
2.1 UTILITY
understand how a given consumer shares his income
To
various
commodities,
commodity,
on the assumption of
a
of
rational
choice. When purchasing an amount of a
of
process
model
economists have designed a
based
behavior
consumer
among
certain
the consumer behavior is determined by at
least
three parameters:
-
preference
-
income
-
cost of the commodity (and opportunity cost).
is assumed that preference can be expressed by a certain
It
utility
factor.
and
total
It
important to
is
marginal utility. W.Baumol
distinguish
(7)
and
between
E.Mansfield
(34) define these concepts as follows:
total utility of a quantity to a consumer (measured in
-The
willing to give or exchange for it
-A
is
utility
she
is
level
of
is the maximum amount of money he or
terms)
money
a
satisfaction
that
market basket
(34).
number
(7).
that
the
represents
the consumer derives from
a
particular
-The marginal utility of a commodity to a consumer (in money
is the maximum amount of money he or she is
terms)
to pay for one more unit of it
-The
(7).
marginal utility measures the additional
derived from an additional unit of a commodity
In
modern
rationally
economics
willing
theory, the consumer is
satisfaction
(34).
supposed
allocate his income as to maximize his
to
utility:
"The rational consumer will choose a market basket where the
utility
of
the
last
purchased is the same"
dollar
(34).
spent
on
all
commodities
"In
proprietary
studies asking consumers to evaluate
automobile
attributes
appearance
and
first
in
such
as
power,
comfort,
safety, consumers often rank safety as
the
importance. However, these same consumers do
not
to
safety; therefore, safety is not a determinant
or
feature
time,
in the actual purchase decision. At
the
all
perceived
be
economy
various makes of cars as differing widely with
see
such
respect
attitude
any
various brands may have the same
given
level
possession of an attribute, and thus it will
of
not
as important for the present as some attribute for which
differences are the basis for current brand preferences."
We
that
therefore be more concerned with the
should
attributes
are really determinant in the decision process and
by
their relative importance weight to the consumer.
2.4 ATTRIBUTE DETERMINANCE
In the wide spectrum of features of a product there are some
that
really
purchase
decision.
attributes.
possibles
induce
of
consumer's
preference
Those features are
called
and
eventual
determinant
We can assume that products with high levels as
each positive determinant attributes will
be
prefered by the consumer.
1I
3
METHODS FOR EVALUATING CONSUMERS' VALUE SYSTEM
Since
no
manufacturer
convenient
product
can afford to
for
an
infinitely
sell
an
low
infinitely
price
it
is
essential to understand the consumer valuing process and his
trade-off between various attribute level combinations.
to Myers and Alpert
According
(38) there are three types of
approaches to understand consumer behavior:
and experimentation
-1.Observation
(including
unobstrusive
measures).
-2 Direct questioning.
questioning,
-3.Indirect
and
including covariate analysis
conjoint analysis.
3.1 OBSERVATION AND EXPERIMENTATION
-
OBSERVATION
and
Description
the
for
techniques
identify consumers' preferences is
to
attempting
limitation: One of
of
that
direct observation of consumers in purchasing situations. If
it can be easily applied in recording consumers' behavior in
a
in
supermarket it seems much more difficult to implement
the study of housing.
-
EXPERIMENTATION
Description:
in
the role of one or more specific features of
isolate
product
an
attempt
of the observational method. It makes an
extension
to
The experimental approach may be viewed as
by holding all others constant, varying the
question,
and
then
measuring
the
impact
a
factor
upon
some
performance criterion such as buying choice.
Application
of
and
limitation: This method has the
indicating causality by isolating factors that
behavior.
advantage
motivate
Like the observation method it does not rely
respondents'
answers.
However
when many factors
must
on
be
observed, it turns out to be very costly if not impossible.
3.2 DIRECT QUESTIONING
In
what
approaches the respondent is asked directly
those
factors
considers important in his evaluation
he
and
for
reasons he prefers one product or brand to another. He
what
may
also
be
asked to rate his "ideal brand" for
a
given
category in term of several product attributes,
product
so
that an ideal product profile may be constructed.
These
methods have the appeal of seeming to get directly to
the issue of "why do you buy?". However, they rest
questionable assumptions, namely: that the
very
knows
that
he buys or prefers one product to
why
he
often
consumers
not understand their own
do
something,
purchasing
to
unwilling
and
even
what
admit
respondent
another,
and
are.
But
reasons
for
reasons
willing to tell what these
is
when they
may make them
upon two
do,
look
they
foolish
are
or
irrational.
-
DUAL QUESTIONING
Description:
concerning
This
each
product
attribute
two
which
might
be
they
important in a purchasing decision, and then
they
Consumers
are
first asked what
questions
factor
determinant.
consider
approach involves asking
are asked how they perceive these factors as differing among
the various products or brands. Their preference is supposed
to be function of the importance weights they assign to each
times
attribute
product.
Some
may
be
not
attribute
per
items may rank high in rated importance
but
products
and
their
thought
preceived level
to differ
much
of
among
conversely.
-EXPECTANCY-VALUE MODEL
To
illustrate, suppose Mr X considers only three attributes
are important in buying a house:
style and functionality and
quality of construction. Furthermore, he feels functionality
and style are twice important as style.
The
following
level based
chart presents estimates of
preference
on his grading of 5 houses.
House
1
2
3
4
5
Importance
Mr
his
Style
20
40
20
10
10
.40
Function
20
20
20
20
20
.40
Quality
50
20
10
10
10
.20
Pref I
26
26
18
14
16
X would consider houses 1 or 2 as the
most
attractive.
that 1 and 2 have the same grading by compensation
Note
of
their attributes (based on P.Kotler exemple on cars).
-DETERMINANT ATTRIBUTE MODEL
stated
Attributes
important by the
do
consumers
function when they actually choose products
always
products (see attribute salience).
various
competitors generally
that
fact
among
attributes,
Interesting
match
on
not
because
may not be perceived as substancially differing
they
the
as
is
important
neglecting less important attributes that might
indeed be determinant.
The
model
factors
but
deviation)
level
is
based
also
among
on
not only on the
their
importance
variablity
(using
products; they combine in a
of
each
standard
determinance
which is equal to the importance times the variablity
of a attribute.
House
Pref.II
1
2
3
4
5
Importance
Variability
Determinance
Using
either
Style
20
40
20
10
10
.40
12.25
4.9
importance
50
20
10
10
10
.20
17.32
3.46
Quality
26
26
16
14
16
weights, we would predict Mr X to
house 1 or 2;
prefer house 1.
20
20
20
20
20
'.40
0.00
0.00
Function
using derterminance, we think he
Pref.I
263.5
230.5
132.6
83.6
118.2
choose
will
importance
weigthed
using
model,
expectancy-value
The
by the consumer, does not separate the preference
estimated
among
different products as the determinant attribute model
does:
functionality,
and has no influence on the
attribute
determinant
non
choice.
attribute model eliminates this factor
determinant
The
though estimated important, is a
to
sort out really influencial ones.
"IDEAL" ATTRIBUTES: PERCEPTUAL MAPPING
Description: A direct questioning approach consist of asking
to
respondent
the
the
describe
"ideal" brand or company in the product
An
studied.
being
product
ideal
the
of
characteristics
or service category
the
represents
ideal
combination of attributes for the consumer.
By
also asking for ratings on
existing products in term of
the characteristics initially mentioned by the consumer, one
where "gaps" exist
find out
to
hopes
consumer's
between
product image and optimal product image.
choose
consumers
If
goals.
their
is
major assumption of this technique
A
Assumption:
goods according to their
that
and
self-image
the consumer's goal in buying
a
car
will
and sportiness of the model, then the consumer
luxury
is
about characteristics such as design, handiness, speed
care
level,
etc..This
goal
may be sustained
by
a
consumer's
self-image such as being a dynamic and sophisticated person.
Application
and
limitation:
Based upon data
from
large
consumer
sample, this technique can be applied to determine
clusters
of
preference
used
to segment
the
market
and
support the definition of targeted products.
Unfortunately,
traditional
has
an
this
approach
shares
the
problems
of
questioning, as it assumes that the consumer to
image of the ideal product he wants and is
and able to define it
explicitly.
willing
Example:
P.Green and Y.Wind present a perceptual mapping of
consumers'
evaluation of the relative similarity of 11 cars
and two consumers preference orderings
(23).
Perceptual mapping of respondents' judgments of the relative
similarity of 11 cars and two respondents preference orderings
Sporty
.7
01
4
8
IS
02
04
09
Luxurious
.3
e11
05
010
Stimuli
1968
car models
I
Ideal point for
Respondent
J
Ideal point for
Respondent J
I
1
2
3
4
5
6
7
S
S
10
11
Ford Mustang e
Mercury Cougar V8
Lincoln Continentai VS
Ford Thunderbird VS
Ford Falcon 6
Chrysler Imperial VS
Jaguar Sedan
AMC Javelin VS
Plymouth Barracuda VS
Buick Le Sabre VS
Chevrolet Corvair
An example of perceptual mapping.
The
closer a point is to a customer's ideal point the
attractive
above
while
it
will
be considered. Thus according
perceptual map respondent I prefers Ford
likes better Chevrolet-Corvair.
to
more
the
Thunderbird
C
3.3 INDIRECT QUESTIONING
interviewing
Any
falls
the motivations of their choice
for
consumers
the
ask
approach that does not directly
into
that category.
-
COVARIATE ANALYSIS
This
Description:
An
between
relationships
to
used
then
(regression
is asked to rate
a
develop
to
consumer's
component attributes and
for
solve
coefficients)
product
the
on
weights"
"importance
wich assigned to each
maximize the correlation
would
analysis,
regression
respondent
The
and
motivations
aspects and on an overall base. Multiple regression
several
is
behavior.
use
to
is
behavior.
of
consumer's
understanding
approach
method provide a more systematic way
attribute
between overall value and a
linear combination of the attributes ratings.
and
Application
limitation:
that
It is always possible
a
factor might be totally unacceptable to the respondents, and
its very low rating might cause the rejection of
that
products otherwise acceptable.
This
points
namely,
it
acceptance
out a major limitation of covariate
does
not
indicate
the
absolute
analysis;
level
of
of the various product characteristics, and thus
cannot be relied upon to give the complete story. Therefore,
correlation
analysis
applies
mainly
throughout
the
"sensitive range" of a product feature desirability.
Covariate
models have in common the relating of product
or
service component ratings with some criterion, be it product
purchase,
brand
preference, or some overall evaluation
of
possible,
the
product or service. Many types of models are
all
suffering from the weakness of any covariate model:
relationship they establish does not indicate causality.
the
-
CONJOINT ANALYSIS
These
recently developed in the study of
models,
and
preference, are
principles
and
computation tools then covariate
they
on
precision
share
causality,
some
same
largely based on the
perception
consequently,
people's
of
their
challengeable
analysis;
(no
draw-backs
of
assumption
independence of the variables).
Like covariate analysis they assume that, although consumers
in a reliable manner their
express
cannot
process,
selection
products,
among
choice
it
varied.
systematically
can be infered
by
their
studying
which
the characteristics of
However,
and
evaluation
are
in
differ
they strongly
their method of data gathering.
relative values of things considered jointly
which
be unmeasurable if taken one at a time; whence
their
measure
might
can
covariate analysis, those models assume that we
Unless
name "conjoint".
1-TRADE-OFF ANALYSIS (pairwise)
Description:
two
attributes
and
attribute,
showing
Consumers are presented with matrices
at
a time, with different
asked to rank the trade-offs
cell's
combination in order of preference. A
method
(Kendall's tau or phi)
of
each
between
each
level
computational
converts this rank order into
estimated utilities.
Assumptions
model
studied
attributes
or
assumes
the
of
independence
in other terms that the
extent
the
to
a respondent prefers wood-siding will be unrelated to
which
the
The
model style or size. It may well be that wood-siding is
prefered
to
brick
for a Ranch style house but not
for
a
Tudor style one. It also assumes that the degree of "liking"
for
a
together
levels.
certain combination can be computed
consumer's
utilities for the
by
relevant
multiplying
attribute
A two-at-a-time
evaluation procedure for cars (23).
factor
22
18
Miles per gallon
Miles per gallon
Miles per gallon
Price of
car
3000
For each of the six questions
below. piease write in the numbers from 1 to 9 to show your
order of preference for your
next new car.
Maximum
apeed
80 mph
14
22
18
Length
14
14
18
22
12 feet
$3200
70 mnph
14 feet
$3400
60 mph
16 feet
Miles per gallon
14
18
Roominess 22
Madein
Miles per gallon
14
18
22
Madein
6 passenger
Germany
Germany
5 passenger
U.S.
U.S-
4 passenger
Japan
Japan
Price of car
I$a.O $3.200$3.400
A respondent's utilities in "condominium design and pricing"
(20)
tility
Attribute: Level
28th
20th
12th
.315
.311
.271
Price:
4th
.103
Attribute: Level
Floor:
.769
.231
River View
No View
tau =
=
Unit:
Utility
$52,000
$59,000
$66,000
.738
.217
.035
$74,000
.010
Plan B
Plan C
.471
.403
Plan D
Plan E
.125
.001
. 986
2-CONCEPT EVALUATION (Global)
Description:
asked
are
with
to
In the concept evaluation technique, consumers
to rank product concepts varying simultaneously
respect to all attributes. The data are then
utility function
reconstruct the implicit
analyzed
for
the
separate attributes.
P.Green
Example:
and
Y.Wind
describe
how
the
concept
method works in a glamourous case: the design of
Five attributes,
(23).
spot remover for carpet
evaluation
a
new
expected
to
influence
consumer
behavior,
are
studied:
package design, brand name, price, Good Housekeeping seal of
endorsement and a money back guarantee. Three package
prices are under
three
designs, three brand names,
(three level factors) as well as the presence
or not of the two last factors (two level factors). The cost
testing 3*3*3*2*2=108 alternatives is
and difficulty of
consideration
avoided
by
selecting
a few test
combinations,
using
an
experimental design method (orthogonal array) which balances
the contribution of the five factors.
Orthogonal array
Package Brand
design -name
Experimental design for evaluation of a carpet cleaner
Package designs
B
Good
Money-back Respondent'Housekeeping guarantee? evaluation
(rank number)
seal?
$1.19
No
1 A
K2R
No
13
2 A
Glory
1.39 No
Yes
11
3 A
Bissell
1.59 Yes
No
17
4 8
K2R
1.39 Yes
Yes
2
5 B
Glory
1.59 No
No
14
Bissell
1.19 No
No
3
7 C
K2R
1.59 No
Yes
12
8 C
Glory
1.19 Yes
No
7
Bissell
1.39 No
No
9
10 A
K2R
1.59 Yes
No
18
6
9
A
Price
B
C
11 A
Glory
1.19 No
Yes
8
12 A
Bissell
1.39 No
No
15
13 B
K2R
1.19 No
No
4
14 B
Glory
1.39 Yes
No
6
15 B
Bissell
1.59 No
Yes
5
16 C
K2R
1.39 No
No
10
17 C
Glory
1.59 No
No
16
18 C
Bissell
1.19 Yes
Yes
l'
.Highest ranked
Example of concept evaluation by conjoint measurement
above exhibit presents an orthogonal array involving 18
the 108 initial combinations. The respondents are asked
The
of
to
18
purchase)
rank in order of preference (or likelihood of
cards, on which figure a design package (A, B, or C) and
regarding the four other factors. Simple ranked
108
of
18 out
only
to be obtained and
needs
precisions
data
alternatives can be evaluated.
Computation
of
the
utility
scale
of
each
attribute,
representing their determinance in consumer's evaluation, is
a
realized by computer programs. From the ranked data of
the computer extracts a set of scale values for
respondent,
each attribute used in the design process.
As
so
in the previous approach, those scale values are chosen
that they add together in a total utility which matches
the original ranking.
1.0 Utility
1.01 Utility
Utility
00
0
a
0
Package design
Bissell
Brand name
Package design
Money-back guarantee?
Glory
K2R
c
b
1.0 Utility
1.0 Utility
Brand name
Retail price
Good Housekeeping
seal
Money-back
guarantee
0
Percent
Relative Importance of factors
10
20
0
$1.19
Retail Price
30
0
$1.39
$1.59
Yes
No
Good Housekeeping seal?
above exhibit presents the utility of each factors. For
18,
prefered combination of the first exhibit, number
The
the
the package design has a utility of U(A)=0.6, the brand name
a
a U($1.19)=1.0, the seal
a U(K2R)=0.5, the price
U(G.H.S)=0.3,
and the guarantee a
U(M.B.G)=0.7; which sums
in a total utility of 3.1. We could get the highest possible
utility by using package B instead of C and keeping the same
combination of other factors.
We
have
can
factor
of
importance
each
of
by comparing their utility range (see lower
portion
importance
depends
But
exhibit).
the
this
relative
on the level allowed for each factor during design:
its relative
price had ranged from $1 to $2,
largely
if
an idea of the relative
the
importance would have certainly increased.
-Application and limitation of conjoint analysis methods
more realistic than
Concept evaluation techniques are
trade-off
among
global
attributes.
many
product
However
attributes,
choices
as they involve respondents in
analysis
concepts
rather
than
when
they are more difficult to apply
varying
at
the same time,
of
pairs
have
to
considered, while the pairwise approach can easily provide
be
pairs
of
number
The
attributes.
trade-offs
among
attributes
this latter approach can handle is only
of
limited
by
constraints of test length and respondent's
resistance;
it
is
than
eight
is
their
in
general
restricted
to
no
more
attributes.
An
of conjoint measurement procedures
advantage
capacity
generate accurate data from
to
of
Another
not
attributes
but
rankings.
qualities stems from the wide
their
application:
simple
can
only
also
they
range
quantified
evaluate
sensory (color, texture,
of
shape)
and
(beauty, satisfaction).
subjectively perceived ones
But the greatest benefit of those models is that they do not
require
the
actual
testing of all the
attributes,
varied
alternative
concepts;
testing
would
models
can
on
two
levels
each,
1024
traditional
be impossible, whereas conjoint
measurement
their
exploration
generate
Ten
in
predict
their
alternatives.
validity
based
on
a
limited
consumer testing.
However,
we
models:
not
must
be cautious in the application
of
such
some product may involve utility functions that are
graspable
by
a
conjoint
measurement
approach.
The
challengeable assumption of independence of the factors used
by
simple additive models, can be suppressed by using
complex
become
they
not
interactive
ones
(polynomial); but
those
more
models
rapidly cumbersome due to the number of computations
require. Moreover, the nature of certain products
make
allowance
for their reduction
into
may
alternative
features.
While
these
limitations
are
not
negligible,
conjoint
measurement still provides an interesting tool to understand
consumers' trade-offs among product alternatives, especially
when applied to sensitive attribute ranges.
-Determining product characteristics
Estimated
can
be
design
new
ones for
or
products
Once
public.
selected
product
(demographic,
complementary data
and
utilities
current
modify
to
applied
utilities
consumption, media exposure informations on each respondent)
consumers,
been gathered for an appropriate sample of
have
feasible
assumed
versions of a product,
possible
several
both in price and manufacturing, can be tested. By computing
individual's overall liking, it is possible to determine how
a
product concept stands relative to competitors' offerings
and what its market share and target are.
this
of direct questioning, not detailed in
methods
Other
study, are Motivation research
(53) and Inference of "ideal"
attributes (14).
CONCLUSION
-VALIDITY OF MODELS
be
to the design of the test. This requires the selection
paid
of
models to have some validity, attention must
those
For
composition.
length
The
of
both, in terms
of the test is
a
also
their
and
answers may be affected by
Consumer
boredom.
researches
are
often
and
size
critical
hour
a 4
consumers may be unwilling to participate
point:
test
sample
representative
a
and
tiredness
on
based
45-60
minutes interviews on sample of a 100 motivated respondents.
But certain consumers are not willing to spend their time on
tests for any monetary or other reward.
trade-offs
Careful
terms
tested.
stated
number
of
The
and
evaluative
must be worked out by the reseacher
and
appropriateness
assumptions
the
of
the
underlying the test
attributes
listed
must
in
attributes
have
refer
to
to
dimensions used by consumers. Moreover the
of scaling should reflect the kind of attribute being
be
the
type
measures
perceptual
tested:
not
should
applied
cues and psychological scaling should not
physical
with
mixed
be
for subjective measures (like quality).
of
Each
limitations.
some
has
chapter
In particular any of the methods which are not
in a situation involving actual choice and purchase of
used
a
methods presented in this
the
says,
must rely upon what the respondent
product
which
might be different from what he actually does or thinks in a
real
Therefore an investigator,
situation.
interested
in
identifying the attributes which are determinant in choosing
products, should always ask for the absolute level of
among
attribute acceptance for the product evaluated and check the
ratings
of
be
different competing products. It can
noted
the dual questioning method is a possible short-cut to
that
regression analysis, as it directly asks the respondent what
are important and how they are thought to differ
attributes
among various products.
When
more
methods
are available for
research,
certain
can be profitably combined in the same study. It is
particularly
measure
resources
interesting
to
perceptual
use
mapping
to
consumers' perceptions of certain commodities while
conjoint
applying
trade-offs.
measurement
to
precise
consumers'
This type of combination can emphasize
various
aspects of product decision based on the same input data.
However, an investigator does not know whether a given level
of
importance or difference is of major consequence without
some
set of external standards. Results from direct
direct
and indirect questioning should be subjected to experimental
validation
causal
for
a greater assurance about the existence
relationships
between the attributes identified
determinant and actual choices, decisions or actions.
of
as
B VARIETY AND
PRODUCTION STRATEGIES
1 The question of objectives
2 Production strategies
2.1 Production engineering classification
2.2 Woodward classification
3 Variety and related concepts
3.1 What is
variety?
3.2 Standards
3.3 Standardization
3.4 Variety reduction
4 Measurement of variety
4.1 Percentage measure of standardization
4.2 Lorentz curve
4.3 Variation in the product range
4.4 Number of production stages
4.5 Standardization of the components
4.6 Difficulty of measuring variety
5 The cost of variety
5.1 Consequences for the manufacturer
5.2 Economical aspects
-
Batch size
-
Stock holding
-
The question of over-provision
5.3 Developmental aspects
-
Flexibility
-
Ability
to incorporate change
5.4 The "optimal
level of variety"
6 Mixed strategies
6.1 Evolution of production systems
6.2 Standardization and individual demands: contradiction?
6.3 Combining standardization and unit production
B VARIETY AND PRODUCTION STRATEGIES
INTRODUCTION
Various
production
buildings
and
understand
strategies
their
those
can
component
be
used
parts.
We
different conceptions of
to
produce
here
try
production
to
and
their consequences, particularly at the level of end product
variety.
Within a firm, strategical decisions aiming at the
improvement
goals
of
and
the
production system will depend
objectives
management's
"view
of
of
the
the
organization,
business".
Before
on
the
on
the
presenting
various manufacturing strategies, the question of objectives
of the firm will be briefly treated.
I THE QUESTION OF OBJECTIVES
The
objectives
complex
and
of individuals or companies
are
numerous,
conflicting. For instance, the case of a
firm
manufacturing
components, the objectives of the
production
manager
be
per
item,
difficult
labor
which
will
might
conditions,
negatively
be
to reduce the production cost
achieved
through
more
a lower quality and variety level, consequences
viewed by workers, sellers, and customers.
The
various external objectives of a firm, amongst which we
can
mention
profits,
from
a
sale revenue or rate of growth, are often
classical
motivation
which
increase in market share, short and long
of
economy
point of view
"profit maximization".
in
Another
the
term
reduced
global
definition,
more broadly encompasses the diversity of motivations
of modern firms in today's markets is "to create and deliver
value satisfactions at a
profit".
Assuming external
objectives
have
objectives
allowing
been
defined
and
accepted,
to meet them have to
be
internal
established.
and
can cover various aspects of productions planning
They
scheduling, target costs of tooling and handling, etc..Those
between internal and external criterias are
relationships
usually based upon financial tools quantifying objectives in
current assets, liabilities,
of:
terms
stocks
sales,
liquidity,
and profit. Those internal objectives can be further
decomposed into departemental targets and so forth.
Decisions
depend
the
As
and
strategies
the various internal and external objectives
on
of
firm and will thus result in a wide range of solutions.
an
example,
diversity
a
approaches
of
design
to
architectural, marketing) can be observed
(engineering,
the
of production systems
terms
in
systems
various
proposed
to meet
same
the
in
housing
program, like in Operation Breakthrough.
Building
components
-
Automation
Future-
Future changes in production
processes. and in the costs.
capabilities and applicability
of automation
Future changes in materials.
components and markets
Present
Building
components
Automation
Productiot
strategies'
Conpoiients and their
markets" lield space
processes and
field space
"there will not be a "one to one" but a
M.A.Malet thinks:
"many to many" relationship between a particular component
or
class
(similarly,
particular
components
of
there
and
its
method
is a many to many
of
manufacture
between
relationship
requirement of a component and its design)".
He
illustrates this "diversity of response" by a model relating
the
technical
variables
describing
components
in
their
market environment and in their production process (33).
2 PRODUCTION STRATEGIES
2.1 PRODUCTION ENGINEERING CLASSIFICATION
Industrial
organizations exhibit a wide range of production
strategies.
from
From a production engineering viewpoint,
one of a kind intermitently produced
items
going
towards
quantity manufacturing of more standardized and rationalized
products,
three
types
of
production
systems
can
be
distinguished : jobbing, batch, and mass-production.
I-Jobbing or unit production.
It
consists
products,
of
designed
requirements.
subdivided
complex)
less
the
Firms
manufacturing
to
meet
in
of
"one-of-a-kind"
customer's
this
category
may
individual
be
further
according to the level of technicality (simple /
and
the size of the products (requiring
more
production stages). Jobbing is the traditional
or
method
of producing building components.
2-Batch production.
Today,
it
is
manufactured
through
estimated
through
small
that
75
industrial
%
of
methods
the
products
are
batches, and indeed, most of the
processed
components
used in construction originate in this production method.
3-Mass production.
Those techniques can refer according to Malet tot
-quantity
production, through large labor input, to satisfy
mass demand.
-flow production, through processing
-flow
production
through
(chemicals, refinery).
assembly line or
discrete
item
machining.
Firms
involved
in batch and mass categories
will
produce
standardized items; they can be differentiated whether their
production
is
interupted
and
continuous
or
more
or
less
frequently
according to their level of flexibility
in
accomodating
the
production
of
diverse
items.
Another
differentiation can be drawn between firms making "integral"
products
(or
manufacturing
"dimensional"
products,
industries) and
those
evaluated in weight,
making
capacity
or
volume (process industry).
2.2 WOODWARD CLASSIFICATION
In
the
mid
various
50's,
firms
understand
the
in
Joan Woodward undertook
South
Essex
batch
and
between
the
felt
of
in
order
to
relationship between technical systems
(54)(55).
production engineers division into
mass-production
was too
and
broad
to
jobbing,
distinquish
the various manufacturing methods. She thus ordered
firm's
further
study
(England),
structures of industrial organizations
Woodward
the
production
systems
into
eleven
categories,
aggregated into three overlapping groups -unit
and
small batch, mass and large batch, process production- and a
class combining those groups.
Here
follows her
classification:
-UNIT AND SMALL BATCH PRODUCTION
-Production of units to customer's requirements
-Production of prototypes
-Fabrication of large equipements in stages
-Production of small batches to customers' order
-MASS AND LARGE BATCH PRODUCTION
-Production of large batches
-Production of large batches ,on assembly lines
-Mass production
-PROCESS PRODUCTION
-Intermittent production of chemicals in multiprocess plant
-Continuous flow production of
liquids,
gazes and
crystalline
substances
-COMBINED SYSTEMS
-Production
of
standardized
components in
large
batches
subsequently assembled diversely
production of crystalline substances
-Process
subsequently
for sale by standardized production methods
prepared
UNIT AND 1LARGE BATCH1LARGE BATCHILARGE BATCH; PROCESS
:SMALL BATCH WITH UNIT| AND MASS IWITH PROCESS1
As
an
illustration of this classification in the field
building,
of
we can associate:
-a special concrete casting to unit production.
-a serie of pretensioned beams to batch production.
-a standard concrete block to mass production.
-a regular concrete mix to process production.
2.3 APPROPRIATENESS OF EACH SYSTEM
Each
system of production is best suited to achieve certain
objectives. Continuous flow processes, initially employed in
chemical plants, are increasingly used in the manufacturing
of
"solid
production,
shapes"
the
like
steel,
mill-board,
paper.
oldest form of manufacture, more
Unit
relevant
for products satisfying individual requirements, when market
aggregation
is
not
feasible or desirable or
for
rapidly
evolving fields which make standardization impossible.
3 VARIETY AND RELATED CONCEPTS
Brewer, a production engineer, developed a
1962,
In
scale
relating firms classified, according to Woodward's system of
categories, and their rate of production. Firms in the batch
to
proved
class
of
and
scale
the
were closer to continuous flow or unit production
sometimes
each other. Moreover,
to
than
firms
large part
a
cover
similar
with
firms
production hardware showed important variation in their rate
of
technical
production. Woodward's way of identifying the
of firms seemed unsatisfactory to precise if
variables
observed
differences
firms
between
the
by
caused
were
technologies, control systems, strategies or all of them.
In
to further understand those
order
and
Combey
team,
Rackham, insisted on
research
Woodward's
the
necessity
aspects
They thus defined various methods to measure
(55).
of
variables
problem of measurement of technical
the
solving
members of
organizations,
industrial
between
differences
related to technologies and production strategies, but found
no
comprehensive measure on which comparative studies could
be
based.
their
underlying
Instead, they came up with a concept
measuresa
production.
the
concept of variety in the
system
research
While the idea of variety emerged the
carried
on
by
Woodward
concern
of
Easterfield
and her team, it
was
the
In order to define a
(18).
of
first
"policy
for finding optimum variety", he also stressed the necessity
of techniques to measure the degree of variety produced by a
firm.
Before
measurement,
from
presenting
some
of
those
of
methods
it is important to precise the idea of variety
a production viewpoint as well as related concepts
of
variety reduction and standardization.
3.1 WHAT IS VARIETY?
Although
many
we could, in
products
manufacturing
simple terms, say that a firm making
generates
a
lot
of
variety,
while
one or two generates little variety, we
one
need
2L
to refine this concept in order to distinguish among all the
general:
industry in
-A
produce
will
components,
the
in
involved
firm,
manufacture
of
spaceship
number
of
different
a large
performance
in order to optimize the technical
components,
minimizing the weight penalty of the pieces.
while
circuits
various
manufacturer can produce
electronic
-An
the
can cover. As examples of variety taken from
it
cases
requiring much the same processes, machines and components.
manufacture of
a
-In
by
extended
and
dimensional changes,
by
line
a
within
produced
be
clothing, variety will
qualitative changes in the fabric, color and pattern used.
-A
producer can sell
powder
washing
in
identical
goods
nature except for the label and the packaging.
-A
railroad-track
producer
a
will offer
railway
unique
model.
All
varieties
those
of unlimited variety is theoretically
production
it
the
If
are difficult to appreciate.
possible,
is obviously not the most effective strategy in terms of
In the search for economy of
cost.
try
This
production, a firm will
to simplify the number of varieties of a given product.
of
process
the
concentrating
achieved
by
production around certain components
or
products designed to be used with other
ways.
is
reduction
variety
elements in various
implies a clear definition of those
This
components
and products through standards.
3.2 STANDARDS
Movshin
by
Defined
methods
relationships,
"Agreed-upon
performance,
quality,
composition,
testing"
as
of
manufacturing,
of
description
dimensional
or
procedures
(37), standards are used used for
identification,
As
"specifications
information
and
production
purposes.
having recurring use", standards serve a function of:
-Communication, by defining their subject of application.
-Evaluation,
by precising the conditions to be fulfilled by
46*:2
criterias of assesment.
the subject they refer to and their
3.3 STANDARDIZATION
in our case, will be defined as a
Standardization,
that
selecting
of
consists
objects
of
properties
process
or
components and assigning values to them. "The properties can
be uni-dimensional in terms of say, length, or thickness, or
section,
the
or color or can be multi-dimensional by virtue
of
(33).
It
model
material,
sets
three
involves
specified"
of
-structural
and
level
operational
or performance
variables
aspects-
the
whence
"standardization space", used by Ciribini
ranking,
term
of
item,
is
(13).
3.4 VARIETY REDUCTION
The
reduction
the number of varieties of an
of
achieved by selecting
to
corresponding
simplification
for
allowing
a
standards:
and
sections
significant range of
contributes
This
applications.
to reduce the cost per item
by
the
selected
lumber mill instead of cutting up a
gigantic
longer
runs of production for
sections will limit its product range to a
of
variety
certain of properties for the product
lengthes, each
serving a range
of
few
purposes
(Ex: joists with sections allowing certain maximum loads and
spans).
As a result, standardization is often assimilated to
the process of variety reduction.
standardization and variety
reduction
The
consequences of
are
complex; as mentioned by Easterfield both were "equally
advocated as something that would save the British industry,
and, equally attacked as something that would ruin it"
The
problem
for
a
firm
is
then
to
establish
(18).
the
preferencial balance or "optimum level of variety" it should
produce. We will attempt to identify the elements in a firm,
that
made.
will be affected by changes in the variety of products
These factors will have to be taken into account when
defining the firm's objectives in terms of kind and level of
variety it
should aim at.
415 Z
4 MEASUREMENT OF VARIETY
between
differences
purpose of undertsanding the
the
For
industrial organizations and their production strategies, it
is
desirable to have some measure of the degree of
a
by
generated
of
range
In view of the
firm.
variety
type
of
such a measure might be difficult to establish.
production,
presents various attempts of measuring variety
This chapter
from a production viewpoint.
4.1 PERCENTAGE MEASURE OF STANDARDIZATION
Smith-Gavine
a
proposes
in
based
tool
measuring
the
following premises:
-A
firm making one product should be consisdered as a
100%
standardized.
-The
a
products
more
the
makes,
firm
its
lower
standardization measure should be.
-A
the production of which is concentrated in
firm
a
few
products should be graded higher.
-The more common components enter a range of products in the
same proportion, the more the measure should increase.
Ecf /
{ cY
The formula he suggests uses the cost data usually available
from
the
firm. In the simple case where the firm
produces
items with no common components, if the total cost of making
the nth product is Cn, the standardization measure will be:
For
a
detailed
application
we
description
of
this
refer to the studies of
mentioned in the bibliography
formula
and
its
S.A.N.Smith-Gavine
(48)(49).
4.2 LORENTZ CURVE
Easterfield
suggests another way of evaluating the variety
produced
a
(18).
by
Products
firm
are
based on the use of a
plotted
in
Lorentz
decreasing
curve
order
of
contribution to the total cost of sales of the firm, a graph
is
then drawn with
(percentage of total
number of products)
for
accounted
by the product) as ordinate. As a result
of
rigth,
is
curve, wholly concave to the
a
ordering,
this
production
(percentage of contribution to
and
abscissa
as
The further this curve departs from the diagonal
(100,100), the more the production is concentrated in
produced.
(0,0)
a
participation
also
is
It
products.
few
interesting
than
products to total profit rather
of
the
plot
to
to
total production.
Percentage contribution
to sales and profits
Sales
Prof Its
'7T
Product item
line's total sales.
Product item contributions to a product
Both contribution to production or profit measures can give
us insight on products of little participation to the firm's
output. However, there are cases where these measures do not
effective: as an example,
be
to
prove
in
differences
large
with
firms
exhibit
their total number of products may
very similar curves.
The
tools
"percentage
method-
by
presented
are
-Smith-Gavine
of standardization" and Lorentz
measure
not
Easterfield
satisfactory
fully
in
evaluating
curve
the
technical variables of firms. Although they can give us some
insight on the differences among production systems, they do
not
take into account
variations.
Particularly,
in
time
little
distinction
parts.
they
in
in those
fail to incorporate
the variation of product
factor
components
many factors of importance
the nature of
range
products
and
and
Two searchers, Combey and Rackham,
tackled some of those aspects.
the
make
their
have
4.3 VARIATION IN THE PRODUCT RANGE
On
the initial base of Woodward scaling, they suggested the
idea
firm's
of
an important factor underlying the variation
that
a
the extent to which
was
characteristics
firm's
product range varied over time.
In
scope, while unit production can be
this
to
nature,
show
fabrication
items,
of
greatest
process
changes
production
in
Batch size production, between
years.
by
and
design
will
offer
range of products with little change over a
limited
of
the
expected,
a
number
extremes,
those
vary depending on the production strategy of the firm.
will
Other
things being equal, a firm making more changes in its
will probably
specifications
product
manufacture
smaller
batches. A measure of those variations can thus offer a tool
differentiate between firms of the batch category and to
to
understand their production strategy.
Here
follows
method
a description of the measuring process:
adopted
was
"The
the
number
of
in 1963 and 1964. The
number
of
to obtain figures for
different
products
made
different
products
common to the two years expressed as
proportion
taken
a
of the combined total of different products, was
as
an indicator of the degree of similarity
in
the
product range from year to year. The complement was taken as
the indicator of the degree of variation."
We
here
better
present a
summary of the result of this study
to
understand the procedure and its interest. Two firms
of the batch category were analyzed and compared.
Madingley,
an
production
system,
output
different
by
Assurance
about
electronic
equipment firm,
enabling
had
it to constantly
assemblies
of
various
a
complex
change
its
components.
continuous markets was rare, owing to
continued development in the field of electronics.
the
Table I. Variation in product range in Madingley
Product
Division
Different products Different products
made in both 1963 made in 1963 andl
and 1964
or 1964
A
B
a
result,
200
reaching
year.
1-A/B
A
B
o.66
o.68
56
0.34
0.32
0.24
7
18
34
78
0.21
0.23
0.79
0.77
8
5
38
0.13
o.87
All
92
343
0.27
0.73
1
2
40
6
118
19
3
16
5
7
Table I.
As
A
-
0.76
Variation in product range in Pizzicato Ltd.
Brass
Reed
86
24
128
33
o.67
0-73
0.33
0.27
Both
110
161
o.68
0.32
in
batches were rather small
units,
rarely
size,
and often repeated, up to 6
the production were the same in year 63
would be equal to 0. If the production were
If
times
and
a
64,
entirely
that variation was maximum, 1-A/B would be
showed
to 1. Thus, Madingley, with a result of 0.7
equal
in product range; while another firm,
a great variation
Pizzicato Ltd., producing musical instruments, had a smaller
little changes in
reflecting
0.3,
index of
variation
so
different,
production.
two firms, belonging, according to Woodward scaling,
the batch production category, had both a number of
These
to
shops
feeder
together
in
producing
sub-assembly
Madingley,
Pizzicato
had
production
methods
in
components,
that
and assembly shops.
not modified
a century.
its
This
then
were
But
put
unlike
products
difference,
and
of
was largely imputable to the nature of the products
order
these two firms: Madingley manufacturing special
course,
of
items
small
a rapidly developing field, and Pizzicato making
"unchanging" products for a market too
batches of
in
limited to justify low-cost manufacturing methods.
&>~7
Combey
measuring the variation in the product range,
After
Rackhamn
and
by
firm, to sustain
first
the
surprisingly
encountered
problems
organizational
to
the
firms.
Not
relation
logical
its
studied
the
a
variety
high
had major imperatives of coordination between sales,
of
production, as well as planning and control
and
level,
design
provisioning process.
to optimize its
product
brief overview gives us an idea of the use of
This
batch
the
of
specific
their
in
problems. However, there are limitations
organizational
is
of this tool, as no distinction
applicablity
the
firms
and in gaining insight on
type
production
differentiating
in
variation
range
was
while the second firm's essential problem
manufacture,
done
between the kind of variety produced (marginal/essential).
4.4 NUMBER OF PRODUCTION STAGES
complexity of products being made, which can roughly be
The
estimated
and
transformations
factor
consequences
Beyond
production systems and their outputs.
comparing
have
of assembly
the manufacturing process is also a salient
during
in
the number
by
on stock and inventories, this complexity will
repercussions on the production structure of the
firm
and the variety it can produce. The bigger the basic element
or aggregate to be processed, the lesser variety can be
incorporated
at
amount
similar
of
given
level of the final product:
the
material
with
levels
different
a
of
processing and assembly, the number of houses of a different
type that can be generated will dramatically decrease as the
level
of
aggregation
increases
(studs,
panels,
boxes).
Another factor relevant to the study of production stategies
is the level of standardization of the components.
4.5 STANDARDIZATION OF THE COMPONENTS
Standardization is not only a matter of variation in product
range over time but also of interchangeability of components
between
products.
Combey and Rackham intended
to
measure
to
was
to
actual number of components application
the
what
recording
After
was used on what product, their method
component
compare
interchangeablity.
of
degree
this
a
number of application, defined as the number of
theoretical
ratio
of
actual to theoretical application was taken as a measure
of
the
times
products
"The
number of components:
used
interchangeability. If all components were
components
on more than one product, it would give a figure approaching
0,
the
larger
the
figure would be nearer to 0,
the
and
number of both products and components" (55).
In
framework,
this
interchangeability
be
another
simplistic;
too
products
varied
out
of
further
that
notion
manufacture
our initial categories. Some firms
complicates
highly
between products, when it should not
introduce
must
we
indeed,
of
high
have
to
in unit production. But this is
case
the
level
expected
be
can
production
batch
large
and
mass-production
components
mass-produced
range
of
time. Unlike a lot of firms in the unit
or
diversely
assembled
variation
over
and
can also offer a
high
small batch production categories, they exhibit a high level
of
component
products
interchangeability, their different
being based on the combinations of a limited set of standard
was the case for the firm
This
components.
of
electronic
equipment studied before.
4.6 DIFFICULTY OF MEASURING VARIETY
researchers,
Other
suggested
(19),
like Perrow (42) and Emery
that the nature of the
have
processed
material being
is an important source of variety in the production systems:
"Techniques
the
art
materials
of
is
are performed upon raw materials. The state
analysing
likely
the
to determine what kind
the
of
characteristics
of
fo
raw
technology
will be used...The other relevant characteristics of the raw
material,
besides the understandability of its nature,
are
its
stability and variability; that is whether the material
can
be
treated
in
a
standardized
fashion
or
whether
adjustment to it is necessary" said Perrow. Their
continual
studies,
however,
and were not primarily
systems
man-machine
aspects
of
interested
in
on socio-technical
focused
measuring or understanding the variety of production systems
or of
Firms,
present
their output as such.
particularly
the
batch
production
complex technical, structural
too
to
differences
Woodward's
in
be
classified
classification
understanding
under
a
and
single
category,
behavioral
heading.
is indeed too simple to give
of their diversity for comparison
an
purposes.
In
fact, such an understanding has to be based on the study
of
many variables that may be independent of each other and
cannot
be grasped in a simple classification. The measuring
techniques
gaining
of
presented
in
this
section can
be
useful
in
insight on some of the variables defining the level
variety
generated by firms and in
comprehending
their
production strategies.
~7C
5 THE COST OF VARIETY
5.1 CONSEQUENCES FOR THE MANUFACTURER
(18) and, later, J.Movshin (37) have
Easterfield
factors
several
encouraging
mentioned
from
standardization
a
manufacturer standpoints
capital
of
-Diminution
inventory,
finished
material,
requirements, invested
raw
in
jigs,
dies,
machines,
templates, floor space and repair parts.
-Manufacturing gains, throughout reduced product development
and set-up costs, specialized machines and larger production
runs (or batch size).
-Increased
efficiency,
labor
through a
learning
process
from the familiarity of employees with tasks
resulting
and
products.
-Reduction of stock-holding, depreciation and obsolescence.
-Simplification in sorting and packing of products (larger
orders,
diminished risks of errors).
-Simplification
organizational aspects, improvement
of
of
communication in production and distribution processes.
But there are also draw-backs to variety reduction:
-Loss of flexibility in the production process.
difficulty in adopting technical or
-Increased
design
changes.
-Increased
to
inability
diverse
satisfy
co isumer
requirements.
-Increased
repetitivity
-Cost
In
of boredom
level
or absenteism
due to
the
of tasks.
of over-provision.
the
analyzing
following
paragraphs,
we
will
concentrate
on
the factors related to the "inner" environment of
firm -namely its production system and organization- on
it can act upon when deciding the level of variety it
which
the
should produce (47).
.7 I
5.2 ECONOMICAL ASPECTS
can
How
from
a
expect
a
predict the changes in cost resulting
we
change
in
variety
number
of
costs
production? We can logically
range
to increase with a rise in the
of
items a firm produces, and this, independently of quantities
organizational
tooling,
and
costs to the firm. There is little information on
inventory
extent to which these overheads rise in relation to the
the
B.D.Tait
of products made. It has been suggested by
number
these costs would rise more than proportionally to the
that
of item produced, in a relation to the 1.3 power
number
(18).
hypothesis
systems
based
of
this
support
no evidence was offered to
but
number;
the
At a certain stage of complexity, computer
mentioned later in
classification
sorting,
of
are
production-scheduling
-
more
brings
development, set-up,
causes
and
complexity
item
new
Each
manufactured.
worthwile investing, as will
and
be
this study.
BATCH-SIZE
The
in
imputed
the
to
assuming
variety,
batch size. A reduction in
in
changes
be
produced by a firm can
variety
of
degree
change
cost resulting from a
important
most
minimal changes in total sales, leads to bigger batch sizes.
If
case
the
in
of products with a
this
demand,
steady
reduction is beneficial, its interest is less obvious in the
case
the
of
these,
products more impredictable in demand. For
cost
as well as average
set-up
of
stock
held
will
the opportunity of a bigger batch size. Increases
determine
in batch size lead to three major cost effects.
-Spreading of overheads.
-Economies in technical processes.
-Experience
effect.
1- Speading of overhead
In
the
short
dissociated
independently
run,
into
of
fixed
the
output
the cost of a certain
cost,
level of
which
can
be
remains
constant
and
variable
production,
costs,
which vary directly with the production level.
When
short run cost per unit curve we obtain a
down
a
deriving
level
curve showing the cost per unit fall as the
sloping
of output increases (33).
70
60 -
50 -
Ln 40-
o 30
Fixed cost
20
10
0
1
2
3
4
Coltper
item
6
7
5
Batch size
9
8
10
Unit cost against batch size
In
unit
derivation of cost per
the
practice,
previously
will not be used for pricing purposes. Each batch
described
or order for a product incurs some specific set-up cost that
must
absorbed. Globally recorded as
be
fixed
costs
order
to
will be distributed to a certain
reach
an
these
"overhead",,
overall equilibrium,
pro-rata
which
does
in
not
accuratly the real cost caused by a specific order.
reflect
Manufacturers will frequently subsidize certain batches with
high
overhead
by
charging more for their
regular
lines.
Variety is thus rarely sold at its real cost.
Indeed,
it
seems
more
fair
to
determine
cost
centers
expected to increase proportionally to the number of batches
and
made
derived
to include in the price of an
item
an
amount
from this batch number divided by the total
number
of pieces produced. In certain cases, important costs result
from
these
the
variability
in the distribution of
batch
size;
can be reduced by applying queuing theory in order to
seek the optimum number of items to be produced per batch.
~73
2- Economies in technical processes
As
batch size increases, specialized machines, with
cost,
become
ranges
more economical and new technological
in
economies
in
resulting
accessed,
be
may
higher
technical
Thus, what we can more realistically expect as a
processes.
cost per unit is a serie of overlapping curves, as confirmed
in the case of a concrete block manufacturer
(46).
A real cxanrpre slows a series of overlapping curves
, individually handmade
handmade, simple jigs and tools
processes 1 and 3 require
additional equipment at
this stage
2
machine-made
semi-automatic
automatic machine:1 shift
.2 shift
2
3
shift
4
4-,
3It
(parts per annum x 10000)
production
number of units
Experience effect
was
way
industries
the fall
by
The
doubled.
work
WWII
during
that
the
of
number
needed to build an aircraft was disminishing in a
man-hours
regular
noticed
first
(car,
20%,
same
each time
phenomenon
requiring
the
production
was
observed
complex assembly processes
date
to
in
other
and
team
airplanes, cameras) with range of 5% to 20%
of price
(2)
.
in
Dollars V
Ford List Prices
6
-
-
10.000
r
rr
100,000
r
r
rrr
T
1,000,000
10,000,000
r
T
Il~t .r~r
10) Inurs
Cumulative Units Produced
The Ford experience curve
has
relation between volume growth and cost reduction
This
been expressed in two related concepts:
decline
learning curve concept is that "product costs
-The
by
systematically
a
common percentage
each
volume
time
doubles."
experience curve concept traces "decline in the
-The
costs
volume
to
of
product line over extended period of
a
than
strategical
advantage
this
the learning curve. Both
can
expected
competitors. After a certain
a
become
planning tool for firms wishing to gain a
over
as
time
grows". It includes a wider range of costs
decrease
total
time
cost
though,
process slows down and the experience curve tails
off
to an asymptotical direction.
The formula for the experience curve is
=CCn - b
CCq=n()b
q = the experience (cumulative production) to date.
n = the experience (cumulative. production) earlieti
Cq= the cost of unit q (adjusted for inflation),
Cn = the cost of unit n (adjusted for inflation), and
b = a constant that depends on the learning rate:
EXPERIENCE
CURVE
100%
b
0.000
95
.074
90
85
.452
.235
80
.322
75
.415
The experience curve results from a combination of:
-Product standardization.
-Scale effect, for capacity costs increase less rapidly than
capacity.
in
-Substitution
the
product, cheaper materials
or
less
expensive
processes are incorporated in the product line.
-Increase
in labor efficiency, based on a learning process,
experienced
at the level of individuals and cumulating in a
group effect.
-Improvements
and techniques.
in the production system, in terms of process
benefits resulting from the experience effect should be
The
into
taken
But
sizes.
batch production
if
batch
optimal
when calculating the
experience
an
undergoes
we do not really know how this process works in the
effect,
case
account
sequential
of
continuous
to
production as compared
where it was initially discovered. We can assume
production
however, thatu
-Each
new batch does not start
its experience process from
scratch and benefits from previous experiences.
-The
batch
rate of production reached at the end of an old
is unlikely to be reached as the beginning of a new one.
-
STOCK HOLDING
the mean and peak stocks in two ways. As previously
affects
-assuming
mentioned
T.E.Easterfield
same
of
level
production
estimates
is
will
number
the
"if
that
n, the production of any variety
is
varieties
the
the more variety, the smaller the batches
maintainedbe;
manufactured
in the number of different products
Variation
of
tend,
will
roughly, to be proportional to 1/n, the batch sizes, roughly
to n-1/2, and the maximum and average stocks held roughly to
rise
the total safety stock held will
Secondly,
n1/2.
the number of varieties" (18).
with
Some
tend
to
slow-moving
varieties, rarely asked for, can make the situation worse by
substantial increases in the amount of stocks held
creating
and by rising the risks of obsolescence.
-
THE QUESTION OF OVER-PROVISION
A
standard unit cannot be optimally employed in each of the
it
situations
over-dimensioned,
When
perform.
difficulty
variety
in
not
cases
be
redundant
for
the task it is
asked
to
defining a range of standard
lies
in
"balancing the
production,
overprovision,
certain
used for.. It will in
is
when
with
cost
the
elements,
savings
wasted
through
cost
the smaller unit in the scale is
quite big enough for the duty, and the next unit up
somewhat to big".
the
of
just
is
certain
based on the frequency of demand of
ranges,
those
establish
operation research can be applied to
of
Methods
elements and the cost of material.
5.3 DEVELOPMENTAL ASPECTS
-
FLEXIBILITY
variety
minded
Single
costs, is
most
the
not always
to
strategy. There are several factors favorable
desirable
variety,
decrease
and
productivity
increase
to
mean
reduction, as a
difficult
a lot of which are, unfortunately, more
to appreciate than mere costs. Flexibility is one of them.
cost
reduction
strategy
and a product innovation or improvement
strategy.
Constant
improvements
A
cannot persue, at the same time, a
firm
brought
to the
production
process
through mechanization and integration or investment in plant
the firm's capacity to
affect
equipment,
and
change
its
A
and therefore its capacity to adapt the market.
products
firm,
ideally manufacturing one product at a constant rate,
could
select
benefit from
and
manner
optimal
machinery and production process
its
the
experience
an
in
process
mentioned above.
However,
material,
real situation, changes in
a
in
price
are
technologies
product,
of
to
be
volume
expected,
which
the
of
prices
demand
and
challenge
the
of
validity of a punctual optimization. A firm perfectly suited
to
a certain context will be very affected by any variation
from
its optimum conditions, whereas a more flexible system
will adapt and maintain a better average efficiency
Techniques
under
(47).
of linear programming applied to decision making
uncertainty can allow to choose among various type of
installations
and
corresponding
levels
of
variety
production.
- ABILITY TO INCORPORATE CHANGE IN PRODUCT OR TECHNOLOGY
The
technological possibity to produce new items is closely
linked to flexibility. As operations reach a higher level of
the
increase
relationships
those
connections;
stronger
develop
systemization product and process
and
elaboration
company's inertia to change, as a modification would require
high
simultaneous transformation of many elements with
the
implications.
cost
steps
further
its
and
changes
progressively
innovation
of
nature
the
Thus,
diminishes
intensity
as
and
are taken in the development of product
process towards standardization and cost reduction.
in
tools
development,
and
invested
too
much
building
its
reluctance to incur the
or
modification
technical
(investments,
this
After
launching).
costs
capital
new
a
of
stage of
has
not
thus
not
firm
while the
first,
occur
innovations
Major
costs required by
product
development
product
a
introduction
product
and
transformation,
innovation centers on refining the efficiency of the process
by
through
rationalization; a further step can be reached,
backward integration and transfer of process technology (the
T development, based on a cost minimization
Ford
strategy,
a perfect illustration of this gradual decline
provides
in
innovation).
innovation is reduced to the introduction of
Progressively,
new features rather than
A lot of this kind of variety is introduced in the
process.
production
by
production
little alteration of the
requiring
accessories
new products, marginal changes and
by modifications on existing products asked
customers.
Those
modifications are, more
than
for
often,
and contradictory with technical progress but can be
costly
on
justified
other
grounds
of
(satisfaction
market
requirements).
5.4 THE "OPTIMAL LEVEL OF VARIETY"
- Steps to research the "optimal level of variety"
T.E.
Easterfield defines a method to establish the level of
variety
a
analytical
firm
should
produce.
We
here
mention
steps he suggests for this purpose at the
the
level
environment of the firms
of the inner
firm's
the
of
-Listing
products,
including
preferably
components, if those are used in several final
products, in order to determine the level of standardization
intermediate
of the firm.
-Analysis of sales records and of the relative importance of
the various products in those sales.
including
drawing
levels,
of the costs of manufacturing at various
-Analysis
overheads outside the factory per so (in stores,
office etc..); this may involve studies on the cost
accounting system , statistical records and work measures of
the firm and evidence of the existence of a learning process
should be searched.
of
-Consideration
technological
implications in terms of
progress of the firm.
For a company manufacturing varied or complex products, such
a study is justified by the improvements brought to its
given
a policy towards variety and insight
of
definition
about its functioning.
- Appropriateness of variety reduction
Standardization
or
the
variety reduction is researched by
to answer some problem by finding a limited number of
or physical
organizational
solutions, given available
firm
cases where
in
resources,
economical
neither a universal
be
nor a large number of individual solutions can
solution
designed and accomodated.
is
Standardization
viewpoint,
by
and
stockholding
operations
number
of
the
profitable,
simplifications
specifications.
an
from
it
organizational
sales,
to
brings
same
the
Although
could be handled by a computer for a very
large
is
items at a minimal cost, once initial set-up
guaranteed. But its major advantage stems from the reduction
of identical
in cost achieved by repetitive production
pieces.
These
advantages,
however, have
to
be
weighted
'7
c?
against
the lack of technical flexibility and
adaptability
it implies for the production system and other draw-backs at
in
terms of product: lower level of customer's satisfaction
as
compared
to
purpose-made products
required by larger range of application.
and
over-provision
6 MIXED STRATEGIES
6.1 EVOLUTION OF PRODUCTION SYSTEMS
In
forms
of
batch
and
production,
large
and
batch
large
from
and
process
and
continuous-flow
to
mass-production
complex
and
"from unit and small batch to
manufacture:
mass
production
a
by moving towards more advanced
occur
system
technical changes in
opinion
Woodward's
But she does not foresee the disappearance
production"(54).
of any of these systems nor the emergence of new ones.
the
occur towards more continuity
technical changes
That
process
production
Woodward
of
the
product.
of
expect the disappearance of any
not
did
standardization
and
homogeneization
imply
irremediably
not
does
in
If
the
systems mentioned in her classification, she did
foresee new technologies and organization systems that
production
not
might offer new possibles in the evolution of firms, bluring
the distinction between unit, batch and mass-production.
6.2 STANDARDIZATION AND INDIVIDUAL DEMANDS: A CONTRADICTION?
rejected individual
often
theorists have
Industrial
production.
In
indiosyncraties
administration
manufacture
intention
contradictory with the logic
as
requirements
1943
Urwick
said
wide
range of
a
of
away
from
"to
economic
of
allow
individual
drive
to
customers
it
the principles on which
can
most economically is suicidal, the kind of good
or bankruptcy is
with which the road to hell
paved".
If
and rationalization , basics of
standardization
production
standard
methods,
have
made possible increases
of living, it is also likely that those
modern
in
our
increases
lead to greater demands for customerized goods. Firms
quantities of special products to customer's
making small
will
individual
requirements
importance rise in
should then see their
number
and
the near future.
E31
6.3 COMBINING STANDARDIZATION AND UNIT PRODUCTION
At
point can we qualify a product of
what
rather
special
than standard? According to the definition used in the study
on
may
have
measured by the criteria of material or labor cost"
A
can generate
firm
different products out of
(55).
the
same
parts; but the variety thus produced has to be
standardized
further
"a
content that might amount to as much as 80% or 90%
standard
,
Essex firms, a "special product"
South
analyzed. A lot of firms do not really change their
products a such, but create "variety" by the introduction of
marginal modifications.
Perfect
examples
consumer
goods
"rejuvenate"
packaging.
products
producer
The
discussed,
a
a
soap
by
in
manufacturer
changing
their
the
will
names
and
Indeed, this might not be very different from
"ranch-style"
suggested
these practices can be found
industry:
his
mobile-home
siding.
of
when
covering
question
will
his
rebaptizing
of
it with a new
marginal
a
standard
unit
textured
wood
variety,
already
not be commented at that stage, but it
is
that a meaningful variety can be generated out of
set of standard components carefully designed rather than
subsequently provided by a large quantity of accessories.
The
were
methods
thought
of standardization, and
to
be
inadapted
to
rationalization
unit
production
that
are
increasingly included in this process. After re-thinking the
manufacturing
operations
and analyzing the
unit
products
into individual component parts that can be standardized, it
is
often
possible
to combine the best of
two
production
methods: produce more economically while answering customers
requirements.
E32
IV
STRATEGIES IN COMPONENT PRODUCTION
1 Closed systems
1.1 Definition
1.2 Closed systems and variety
2 From closed to open-systems
3 Open-systems
3.1 Definition
3.2 Open systems and variety
4 Resistance to the development of open-systems
4.1 Technical factors
coordination
-
Dimensional
-
Normalization of joints
4.2 Factors inherent to the production strategies
strategies
-
Market
-
Innovation strategy
5 Defining components: central problem of
industrialization
5.1 Standardization: where and how should it applied?
- Standardization the whole or the parts
5.2 Aggregate components
-
The concept of aggregation
-
Size of the building blocks
-
The cut-out of aggregates
-
Product definition
-
The example of automobiles
E33
IV STRATEGIES IN COMPONENT PRODUCTION
If
in
mass production methods have proven their efficiency
the
In
difficult to achieve in many situations.
is
which
products
standardized
continuous demand for
a
on
depend
they
used,
labor
ouputed/machine and
quantity
of
terms
of housing a lot of efforts have been directed towards
continuity in the market,
establishement of more
case
the
in the variety
reduction
a
implying
adjust
to
demanded
production requirements.
suitability
overall
M.A.Malets
to
according
However,
"the
mass-production
of
against
the
strategy
for
case
buildings and for all their component parts is considerable:
and
in terms of mismatch between components
theoretically
their
industrialized
of
history
batch
of
production
identical
open ones,
pieces,
the
(33).
on
based
thus
have
more appropriate solution to
a
as
advocated
production"
building
particularly
systems,
Componentized
of
requirements
the other, practically in terms of
on
mass-production
the
the one hand and
one
markets
been
the
satisfy
diversity.
1
CLOSED SYSTEMS
1.1 DEFINITON
limited
is a construction kit of parts providing a
number of possible assembly. The components of such
systems
are
A
close-system
necessarily
closed
compatible
open-systems
with
system,
within
in
themselves,
ones. The conception
which the firm defines freely
not
but
all
of
a
the
major parts of its components, does not bear any additionnal
than other industrial productions. The economics
constraint
of the process have to be viable, which means its market has
as to reach series generating a competitive
to be such
In the case of industrialized systems for housing
this situation is difficult to achieve. Firms generally seek
a State contract on public markets, to develop their system,
pricing.
hoping to reach a feasability threshold.
1.2 CLOSED SYSTEMS AND VARIETY
Theoretically close systems can allow diversity within a
project. Close-systems diversity is based on two factors:
of different types for
limited number
-The variants:
elements of a similar nature (dimensional variants for
instance).
-Combination of elements: different shapes
various arrangements of similar elements.
0
realized
by
STOCK
Closed kit of parts. W.Gropius 1925.
In practice ,those theoretical possibilities of variety are
rarely implemented by close-systems developers, as diversity
is always considered as an extra cost. Those systems
generally designed once for good for a specific targeted
building type are not aiming at diversity. This restriction
results in a lack of variety and a certain inability to
satisfy customers' requirements. Overprovision can prevent
rapidly contradictory with cost
this problem, but is
may be
dimensions
efficiency. Certain variations in
available without additional cost within a certain range,
joints are less likely to incur any change as they are
determinant and propriatory to the system.
2
FROM CLOSED TO OPEN SYSTEMS
Till
can
tendencies
the feasability of all buidings. However,
cover
the
resulting from
observed in their development,
be
to
developed
open-system have not sufficiently
now,
evolution of closed-systems and particularly those concerned
with
required
components
closed
secured,
additional
The
house production. Once the
individual
for
own
producers
system
components
their
has
production
may
have
to
been
produce
to optimize the use of their
plant.
on
elements thus produced will be offered
excess
of
production
the
market place beside their proprietary system. This imply the
such
a market and therefore the
of
existence
or the adaptability of
components
compatibility
their
of
production
method to purpose-made orders.
But
the
coordination
development
of
requirement
to
the
strategies
and
preliminary
open-systems is limited by
product definition of individual manufacturers and the shift
open system is difficult to achieve.
a closed to
from
As
an example, Lustron Homes intended to market bathtubs issued
from its closed system, but
failed because of the specifity
of those products. Internal coordination developed in closed
systems
often prohibits the sale of excess components on an
open base as
by
specific
coordination
gains in efficiency obtained in closed systems
design
and
and tools are contradictory
normalization
required by open-systems.
of
interface
with
or
the
joints
3
OPEN SYSTEMS
3.1 DEFINITION
open-systems combine a large range of
Ideally
by many different manufacturers observing
supplied
of
rules
compatibility.
a
within
components
building
component
be
can
A building
catalogue.
Each
certain
can
designer
choose
within
function
a
products
of
compatible with the elements it must
be
performed
by a
family
of
different
brands,
connected
to. The choice of a brand for a specific function
is
An
independant of other selections.
advantage
large
batches.
implemented
close
the
of open systems is their appropriateness
much
ones:
potential
sufficient
Intensive
industrialization
more easily with open-systems
as they assume a large range of
can
then
be
with
applications,
market of each components is augmented
production runs can be reached
for
which
and
justify
E3~7
The initial investment, spread on a
methods.
those
is
output,
smaller per unit than for the complete sets
of
manufactured
in
of
elements
larger
generally
systems,
closed
smaller batches.
3.2 OPEN SYSTEMS AND VARIETY
The
from
of open-systems to generate diversity
ability
the
compatility
of
their
results
which
components,
is
a
their economic viability. For an open system
condition
for
component
manufacturer,
the
possibility
of
applying
hisproducts to the largest number of different operations is
essential.
diversity
Open-systems
as
will
adopt
the
mechanisms
they have to target a market much more
of
large
and impredictable than closed ones; providing a wider choice
and
flexibility to the user, they
while
solutions,
architectural
varied
can lead to more
from
benefiting
the
advantages of large scale production.
Based
on
economical factors and on
terms
of
quality
potential
adaptability
undubitable
towards
, speed,
improved
working
variety,
in
conditions,
there
is
an
tendency in the evolution of housing production
open
development
and
advantages brought
systems
is
however
of
industrialization;
slowed down
presented in the following section.
by
several
but
this
factors
4 RESISTANCE TO THE DEVELOPMENT OF OPEN-SYSTEMS
elements
order to be compatible, separatly manufactured
In
require
two
between
of conventions
types
producers:
on
matter
of
dimensions and on joints.
4.1 TECHNICAL FACTORS
-
DIMENSIONAL COORDINATION
coordination
Dimensional
been the subject
studies, more than often focusing on the
numerous
This
modules.
of
has
orientation
is clearly
research
the
in
rooted
ideology of Modern Architecture. Beside the work done on the
subject
by many international and national congresses,
studies
of
P.Schofield,
by R.Wittkower's principles and of Le Corbusier,
influenced
with
E.D.Ehrenkrantz,
E.Neufert,
the
can be mentioned.
Modulor,
his
Those
have
efforts
already been concretized by some dimensional building norms,
we could therefore expect this constraint of open-systems to
be overcome.
-
NORMALIZATION OF JOINTS
The second constraint, on joints coordination, is
serious.
much more
technical importance of this problem is
The
such
that, if solved, we could consider open industrialization to
be a reality. Most of the components in todays buildings are
serially
produced by industrial methods: tubes, connectors,
plumbing
accessories,
components
site
woodworks ....
But
those
require in a lot of cases traditional
still
assembly.
heaters,
For
industrialization
its
entails
open
implementation,
effective
the serial production of
on
joints
either integrated to the components or as separate entities.
The
problem
systems
thus
raised
is of a
technical
orders
open
require a "method of making other people's range of
standard
complexity
components
of a
compatibles
with
each
other".
prefabricated system of construction
in its joints, which are its characteristic part.
The
lies
The
the
time
building
construction
on
spent
architectural
not concern the nature of the
does
drawings
of
most
where
design,
in
is corroborated by regular practise
fact
elements but their interface.
interchangeability of components, joints
Thus, to allow the
simplicity,
to
seem
which
perenniality, conditions
and
versatility
of
satisfy major requirements
to
have
would
with advanced technologies. The "universal" joint,
conflict
researched to accomplish compatibility between elements, has
not
found, and it is unlikely that
be
yet
and
simple
a
economical solution could fulfil a wide range of duties.
From those technical problems arise some decisional ones:
concertation
-difficulty
of
coordinated
joints
ensuring
the
set
to
producers
among
their
of
compatibility
up
components.
between
-contradiction
open-systems
and
manufacturers'
strategies of innovation, marketing and production.
4.2 FACTORS INHERENT TO THE PRODUCTION STRATEGIES
-
MARKET STRATEGY
We
have covered the consequences of standardization from an
internal viewpoint, and will be here more concerned with the
way it affects the firm's relation vis-a-vis competition. As
features
standardization"
If
assume
we
impede
of a competitive market and industry which
progress
rapide
built-in
Spillenkothen and Renner "there are
by
expressed
competition
towards
and
industrialization
(50).
that
component producers
in
work
system, it means that, subject to
pure
a
inelasticity
of demand, they have no choice in the price level of a given
product,
this
but
situation
setting,
have to sell at market price. A
producer
intends to retrieve some freedom
which means tries to achieve a greater
in
in
price
elasticity
in the demand of his products by lowering competition.
For
do
systems
open
reason,
this
not
an
constitute
interesting strategy to gain a competitive advantage. As the
of individual producers depends on the
success
of
their
products,
their
compatibility and open systems
easily.
for
Open-systems
of
proprietariness
of
to
is not likely
to transform
result
firm
was
that
systems
becomes
harder
in
warrantying
the
standard,
the
does not sell any more a set of components the
manufacturer
quality
his
products
resistance
the
joint
the
once
competition:
specificity
be
to
has
which
but
evaluated,
globally
that can be individually compared to competitors
components
offerings.
A
differenciated
its quality,
by
competitors
offers.
proprietary
system
his
closed
system
cost or technology
from
a
design
rather
will
manufacturer
in terms of design change and can
market "captive" for options, or construction.
consists
strategy
of
developing a "parasitic"
purposefully
components,
designed
to be
keep
Another
of
system
with
compatible
systems. This tactic is often used in
succesful
his
In doing so, he can fully control
computers,
where small companies specialize in "niches" under-exploited
by
manufacturers, while adopting their standards
large
of
compatibilty.
-INNOVATION STRATEGY
Agreements
components
on
compatibility and
the
can
heavily
technological changes
constrain
standardization
of
opportunity
of
the
and components modification, as those
cannot occur independently
from a synchronized modification
of
related components in the industry. This inertia brought
by
the
commitment to an initial range of
standards
would
slow down innovation and adaptation to consumer demand.
C91
5 DEFINING COMPONENTS s CENTRAL PROBLEM OF INDUSTRIALIZATION
5.1 STANDARDIZATION: WHERE AND HOW SHOULD IT BE APPLIED?
-
STANDARDIZE THE WHOLE OR THE PARTS?
For
certain
items
standardization
reduction
it
and
are
material
unquestioned,
the
advantages
since
implies is not resented as
the
of
variety
constraining
the
conception and ultimatly the diversity of end products. This
the case with technical or structural components of
is
which are in general of minor importance
unit,
housing
the
in
the
level of variety perceived by the user. The consumer is
not
interested in a specific thickness of floor or beams or
in
the
particular
a
such.
those elements are not supports of appropriation and
Indeed
hence
diameter of an electric wire
do
require customerization.
not
semi-products
ducts,
Nails,
or
like studs joists, though standardized, exist
a sufficient variety to allow for unlimited combinations
in
do not seem to require further diversification. If
and
existing
their
the
range of standards sub-components is satisfactory,
aggregation in components of a higher level that
has
to be discussed.
Where
and
components
allowing
at
what level standardization of
should
design
requirements?
in
be
applied
flexibility
other
the
beneficially,
to
satisfy
words "are we to
building
while
still
individual
standardize
the
whole product or many of its parts?"(37).
5.2 AGGREGATE COMPONENTS
-
To
THE CONCEPT OF AGGREGATION
minimize the number of on site interventions, the
generally
performed by
tasks
various trade should be combined in
the manufacturing process. Three concepts can help us define
this procedure:
-aggregation
is the integration of many tasks into
factory
assembled
primary
made elements.
ensemble of
are
-aggregates
factory
can
which transported on site as finished parts
components
then be combined to form the whole building.
-primary
morphological
elements, based upon functional and
parts
are objects the dissociation of which into
concerns,
is not advantageous or logical.
WINDOWASSEMBL
EXTERI9R DOOR10MIT
3TRCTURE/CLOMJRE
FLOOR PONELS
ROCPING/CElyN
STE
IN
UNIT
COMPLETE LIVING
STODOR
RAGE WAlL
I
BATHFDCTREST
WOTCENEOUIPMEN
99RE
VNIT
COMOO/
HEATINGAIOR
of
Maximization
increase
bathroom
of
development
where
in
often
are
panels
the
also
and
unit
kitchen
or
prefabrication
light-weight
in
level of aggregation can be observed
the
to
tendency
site. This
not require addition on
does
each
that
necessary components
element includes the largest number of
and
so
researched
is
agregation
manufactured with windows, doors and lighting fixtures.
-
SIZE OF THE BUILDING BLOCKS
the
Increasing
and
complexity
can
standardization
of
size
aggregates,
the
be applied at the level of the
entire
house, thus limiting the number of building blocks composing
a
house
to
The
units.
suggested
solution
by
one: this is the case
production
of
Archigram
with
of
factory-made
fully
cells
independant
city"
their "plug-in
been
has
as
a
to closed industrialization. A derived application
of this solution can be found with the mobile home industry.
But,
if
the success of mobile homes is
unquestionable
in
terms of cost efficiency, the mass or large batch production
of
integral
building
or
blocks
important parts of
is
houses
much more controversial
as
in
elementary
terms
potential richness of the environment they can constitute.
of
Town-houses built by factory-line methods.
At
the
other
size
extreme, the brick
multiple
combinations,
requires
to
much
element,
allowing
is not a realistic solution
assembly on site
and
cannot
as
it
integrate
various technical functions like plumbing, heating, lighting
etc..
To allow combinatorial possibilities between elements, those
have
to
regard
the
taken
be
product.
end
other
Among
assembly
imply
into account as they also
certain
limits; those dimensional thresholds are
dimensional
with
considerations
size of the elements, transport and
the
defining
should
and of limited dimension
be interchangeable
to
based
on the different methods of handling components.
-
THE
CUT-OUT OF AGGREGATES
A
traditional housing unit could be "cut out"
a
three
specific
assembly.
modular
dimensional
parts
A
or
aggregates
research
of
This
grid.
each
maximal
according to
would
requiring
aggregation
lead
to
special
by
this
technique would be of limited interest as:
-joints cannot be located without any technical concern.
-the
bigger the aggregate, the lesser the possibilities
of
variety and adaptation of the end product.
-the
more specific the agregate, the shorter the production
runs.
C9_4
Indeed,
the
the composition of aggregates should rather aim
definition
of
polyfunctional
a
as
limited
possible.
number
The
of
question
at
elements
as
is
to
then
determine what primary elements they should provide:
The
search for identical and polyfunctional elements
lead
to
very
observed.
costly and redundant solutions
Indeed
potentially
an
include
if
would
strictly
agregate should be conceived as
a large number of components,
to
all
of
which
do not require
Thus,
a wall can contain the following elements: structural
part,
phonic insulation, thermical insulation, waste
pipe,
hot and cold water pipe, electrical wires,
switches,
fixtures, doors, windows . Many
variation
plugs,
can
lighting
be
generated
components
by
to be present in each final ensemble.
the presence or
not
of
water
the
above
(of course the structural part will be present in
each) but also by their location and size.
-
PRODUCT DEFINITION
If
we
specify,
characteristics
manufacture
space
(in
of
sufficient
define
the
essential
of the components or aggregates a firm' can
sub-components,
a
by a number of parameters,
terms
of type, size, presence or
finish),
possible
not
the resulting ensemble constitutes
products. In
this
space,
given
knowledge of consumers' needs and wants, we
areas
of
of
individual
suitability,
which
can
a
can
be
clustered according to their density. This provides a useful
information
areas
of
special
to
the firm in the definition of
standardization.
requirements
satisfied
by
of
In areas of
customers
low
preferencial
density,
will or
will
the firm depending on its policy and
not
on
the
be
the
flexibility of the tools and products concerned.
-
THE EXAMPLE OF AUTOMOBILES
The
automobile
example
generated
on
industry
can
provide
us
an
interesting
the question. Within a single line, variety
by
the
combination
of
different
body
is
style,
engine,
accessories,
and colors. Each of
the
"different"
thus produced will be particularly satisfactory
to certain people, although composed out of the same set of
interchangeable components. This process, based on the
automobiles
of the elements to be combined, allows
possibility of individual selection among them (44).
standardization
the
6WW
1 4 404j
Pk k %-f
*
jo
Special
system
requirements are covered to a certain extent by the
and may be satisfied in other cases by combination
made items. Custom body and accessories shops
thus develop beside the automobile industry as complementary
to standardized products. The integration of standards and
with
custom
special components provides unique combinations. We will-not
here discuss the validity of similar processes as applied to
housing, but consider this strategy as a possible direction.
CONCLUSION
1 New tools
2 Cybernetics
3 Universal machines for specialized markets
cp~7
CONCLUSION: BEYOND STANDARDIZATION, OTHER POSSIBLES
The diffusion of automation and cybernetics are signs of the
emergence
of a post industrial society. The mass-production
process,
it
due to the important investments and
heavily
requires,
in
of flexibility
Galbraith's views
variation.
product
lacks
pre-planning
on the
terms
rigidity
of
of
this type of industrialization and its implications in terms
of
seriality and standardization may be challenged by
new
production and organization systems.
1 NEW TOOLS
Automatically regulated precision tool
New
production
tools,
able
to
automatically
(52).
integrate
variety
are rapidly developing. The range of application of
these
tools
is variable: a machine can
realize
various
tasks on the same product or one and more operations on very
different products.
Though
at
a higher cost, machines of greater accuracy
and
reduced setting time are now on the market. This is the case
of
robots,
called "universal transfer
device",
now
with mechanical arms and hands which perform a wide
equiped
range
also
of
operations
and thanks to memory systems
can
be
reprogrammed and thus adapted to other tasks when necessary.
Beyond
punctual
applications for specific tasks, the
improvement, linked to
of
controlling
continuously
industry
(NC)
flexible
which
allow
numerical
information
all
"
"integrated
tools
and
Machine
controlled
production
machine
through
operate
tool
machines
automatic
in
terms
derived from the dimensions
of
of
the
itself and this can be fed back to control
the
for different operations"
changing
(1).
tapes are used to store the information, then sent
Computer
the
an
movements, which include automatic tool
machine's
to
in
" production process.
variable
s
piece
tools
now devised numerically
processes
work
robots, will result from new methods
variable
has
real
a
At
machine.
their
level
hierarchical
higher
programs can be designed by a general computer.
6
Too design
elue
Soco
fiture
fliture
desgn
I
ond
- prino
tolode
p000Blu
special
Toolshop
Special
f
l
Numercal
D
Desi
o
Methods
engineerng
oflalys's
Opeocton-0
sheet
Control
MOoSnitTope
ntond
opeaton Shet
8©
B Je
Port
programming
~
T*pep*epa*ai**ool
manuol)
Tope
Numerioy-
Controlled
mschie
T
Conventoanal
machine
Porf
(pre numericol
control
mochined)
Selection of parts for numerical control machining
By
their versatility and their capacity to perform
operations
on
complex
at
components
a
various
high
speed,
numerically controlled machines constitute a highly flexible
Their potential can be better applied by organizing
tool.
"machining complexes" grouping various machines each used
for
operation ranges:
certain
transfer
line
combination
and
controlled by an on
achieves,
tranfer line"(33).
"Connected by
in
effect,
a
line
an
automated
computer,the
flexible,
automatic
complexes of numerically controlled machines can
Integrated
thus output a wide range of different components while still
production volumes comparable to mass-production.
achieving
can
Machines
task performed according to their
of
out of
components per day varying in size and shape
20.000
The overall production scheduling
(1).
a six machine factory
is
sophistication.
can output 2000 to
instance,
"system 24 complex", for
The
certain
reach
levels while balancing their time in use and the
production
kind
selected and organized to
be
also handled by a computer deriving the best
production
flow from orders of components collected for a small period.
Datum cost
Centre lathe
100
*
90-
X
80-
Capstan
E
_ 70
Conventional turning cost
Curve
60~
NIC turning cost
Curve
50*
40-
Multi-tool automatic
300
U0 201
1
-automatic
3
2
4
20
10
5
30
200
100
40 50
300 400 500
1000
Batch size
Turning cost against batch size for various methods
The
advantages of NC machines are that the cost of
and
the
arise
economic batch size are reduced. Their
from
require.
set-up
The
costs,
possessing
first
rest
the
can
however
be
simplified
capacities,
locked-up
in
Moreover,
the
widens
with
they
(NC)
machines
allow
potential
savings
product variety
markets,
systems
to
the
production
components in terms
work in progress as well as
enlarged
in
in
operations,
manually, are then commanded by tape
the batch. Aside from the decrease
accuracy,
draw-backs
costs
where
times and an increase in the quality of
of
tooling
preparation of the control tape, included
record/playback
guided
of
additional capital and set-up
(33)
thus reducing
in
they
the
in
capital
inventories.
can
output
effects
of
irregularities in demand.
10
0D
In
recent
applications
manufacturing,
coded
which
features
to the field
of
panelized
house
corners and intersections of components are
allow
a rapid "take-off" of
for
a
list
of
from architectural drawings. This list is fed to a
mini-computer
which,
the
produces
pieces,
tape for
the
size
NC machines, the
if required, assembly
and,
quantities
after checking
details.
of
the
bill
of
Numerical
mini-computer is used in lumber-mills, where
control
by
cutting
saw
lengths
based
a
minimizes scrap in the cutting of random stock
by
on an optimal cutting pattern, estimated
computer, between lengths required and
lengths in stock. In
the
case of truss manufacturing, standard data are fed into
the
computer
which
a
finished
can be connected to an
and
take-off
produces
specification
automatic
assembly
machine, self-adjusting for production.
machine for corners, trimmers etc..
Assembly
and
sheathing
machine for panels (Automation in Housing).
new
These
tools
do
not
suppress
the
use
human
for
operators. Automation remains uneconomical for many assembly
processes.
This is the case in small and medium batch
size
production, where new approaches of "team assembly" opposing
flow-line production repetitivity of task rely on small
the
teams
of
manual
to
on
to ten workers entirely responsible
for
the
assembly of complete products; these approaches tend
change
specific
the role given to workers by
qualities
recognizing
their
and result in improved rate and quality
of output.
101
2 CYBERNETICS
The
application of control theory to the whole factory
been
studied
by
the cybernetician Stafford Beer (5).
has
Beer
views today's industrial organization as "dinosaurs", which,
as
analyzed by Galbraith in the "New industrial state"(21),
to
try
adapt.
Beer,
But
cybernetics
where
the
controlled
as
the
more optimistic than
firm
by
will
behave
as
an
firm's production and
era
organism,
adaptive
regulating
a board room or "nervous system"
the
not
thinks
Galbraith,
can enable us to reach a post-industrial
automatically
(5).
can
the world's variety to which they
reduce
organization
its
He describes the structure of the "cybernetic factory"
in a five level hierarchical system that he compares
to
human nervous system, while viewing company's divisions
as the body's major organs:
REW~
3
2
x
11
M
y
-The
first
control
devices,
temperature,
determined
be taken
stage consists of simple relays and
used
pressure
to
measure
such
position
parameters
or position, which, checked
as
against
values, can cause possible corrective actions to
(vertebral segments).
1
2
-The
to
second stage uses techniques like proportional control
keep
the process in a steady state, but
manual interventions and supervision
still
require
(spinal cord).
-The third stage includes monitoring and coordination of the
and
functions
is
models
cost-effectiveness
and
sympathetic
including
system
nervous
(autonomic
on
based
parasympathetic trunks)
-The
conditions
the
determines
stage
fourth
operating
optimal
for the process and uses models of marketing and
finance.
-The
fifth
stage
serve the firm's board of
directors
research
on the long term future based on operation
decide
to
models (cortex cerebral).
Thanks
a
computer
thus
mechanism
using
control
can be automatically solved
research
operation
designed
the
formalization of
of the firm, problems
function
by
the mathematical
to
a
constitutes
methods.
The
decision
perfect
support system for managerial choices in terms of the firm's
be
processes,
to the role of workers in team assembly
similar
to
by managers to
Beer expects the role played
behaviour.
require more generalist's skills in order to appreciate
more globally conceived problems
through cybernetics.
3 UNIVERSAL MACHINES FOR SPECIALIZED MARKETS
Mass-production
implies
limitation
of
and
variety
standardization in order to achieve quantity production. But
according
to
intellectual
(...).
the
case
and
Peter
Smithson
"Today,
for standardization as such can be
no
made
For machine processes can now make to the profile and
degree
rather
machines
to
Alison
than
of
use
smoothness or hardness that
needing
to match production
processes".
(NC), computers, cybernetic methods
satisfy
requires,
enable
to a larger extent the diversity of
a
New
firms
market,
while being more efficient than batch production.
1 C)5
potential for variable production and responsivity of
firm to its environment through cybernetics are the
This
the
of post-industrial production:
cornerstone
standard
universal
"rather than the
a
and the one-product machine aimed at
general market, we have the universal machine, and by
"machine" we now include the factory as a whole, capable of
tame
specialized markets" (1).
adjusting to the vagaries of
new tools and organizational techniques mentioned above
modify the framework of application of standardization it
If
naive
be
would
to
entirely
will
think they
its
erase
"Instead of tuning the consumer to the machine ,
now tune the machine to the consumer", says Chris
necessity:
we
can
Abel. But this credo
announcing the best of possible worlds
sounds to manicheist too be true.
production
Variety
standardization.
expensive
(not
in
It
cannot
requires
more
as
economical
as
be
and
sophisticated
tooling, higher development, set-up, stockholding
the case of NC machines), and distribution costs.
Those draw-backs, however, can be balanced by gains achieved
from a best-fit of the product itself (less material, better
of
satisfaction
technical
Though
improvements
feasible
(prototypes,
considered
labor
customer requirements), by
and
special
from
benefits
and by access to larger markets.
even
items),
worthwile
in
certain
complete variety
realistic from a resources
cases
cannot
be
viewpoint (material,
and capital). Hence, the problem is, in the
building
arena, to determine how variety should be allocated.
degree of variety and standardization will be different
according to the type of component or process of production
The
considered.
roof
trusses
Some components like windows, ready-cut
are already offered in a wide
variety
glass,
range
can even be supplied to customers' requirement at short
notice. Their production methods incorporate new control
and
1 C.4
variety. A collaboration
to accomodate controlled
capacity
a
generate
products.
production
and
product
between
its
less rigid and prove
make standardization
that
tools
designers
process
can
better allocation of the degrees of freedom
in
variety should
be
the potential for
Hopefully
provided where it is most likely to be used or valued, while
standardization should be focused in those aspects which are
of less significance to the user.
Anderson
Laury
States",
"United
society,
technological
which could be applied to many other
in her vision of a
countries points out the visual poverty and the absurdity of
"my house is the yellow one with a
suburban lanscapes:
porche
pool";
a
and
worshiping
be
to
supposed
any
serious
a
society
the individual as a source of richness,
certain
characteristic,
reference
signs,
those
in
environments
do
such
have
not
obviously constitute
a maze-like surrounding. In
reached
an homogeneous
almost
variety
equal to no variety at all. Galbraith's similar views on the
social
state, triming
the industrial
machiavelism of
to serve its own purpose can be challenged by the
possibilities of post-industrial systems of production more
diversity
responsive
to
social
their environment and benefiting the
system, instead of adapting it to industrial constraints.
"
"Would
here?"
said
you
tell me, please, where I ought
to
go
from
"That depends a great deal on where you want to get"
from Lewis
".(Alice and the Cheshire Cat,
the Cat"
Carroll's "Alice in
Wonderland").
In this work some tools and methods were presented to better
people and industrial systems involved in the
understand
production of housing; the purpose here was
neither to fall
the desperation of dead-end prophecies, nor to advance
society,
changes as solutions for the ideal
technological
into
but to increase our awareness of the actual possibilities of
producing a richer environment.
BIBLIOGRAPHY
1
Abel, C., "Ditching the Dinosaur Sanctuary",
Architectural Design, Aug 1969, pp. 4 19 - 4 2 9 .
2
Abernathy, W., Wayne, K., "Limits of the Learning Curve",
Harvard Business Review, Sep-Oct 1974.
3
Alexander, C., "Systems generating Systems",
Architectural Design, 1968, pp.605-10.
4
Ashby, W.Ross., "An Introduction to Cybernetics",
Chapman and Hall Ltd, London 1970.
5
Beer, S., "Machines that control machines",
Science Journal, Oct 1968.
6
Baudrillard, J.,
Gallimard.
7
Baumol, "Economic Theory and Operation Analysis",
(Second Edition), New Jersey, Prentice-Hall, 1973.
8
Bender, R., "A Crack in the Rear-view Mirror",
Van Nostrand Reinhold Company, 1973.
9
Beyer, G., "Marketing Handbook for the Prefabricated
Housing Industry",
Cornell University, Housing Research Center, 1955.
"Le Systeme des Objects",
10 Beyer, G., "Practices and Concepts of Marketing
Prefabricated Houses",
Cornell University, Housing Research Center, 1952.
11 Boudon, P., "Lived in Architecture",
M.I.T Press, Cambridge, Mass, 1972.
12 Camous, R., "The Performance Concept in the Evaluation of
New Building Products",
Industrialization Forum, 2367, Vol.3, No.3, Feb 1972.
13 Ciribini, G., "Dynamic Standardization and Production
Theory",
Industrialization Forum, 2129, Vol.2, No.1, Oct 1970.
14 Cohen, L.,
"The differentiation ratio in corporate image
research"1,
Journal of Advertising Research, Vol.7, Jan 1967.
15 Colombi, B., "Standardization and Production: Degrees of
Variety",
Industrialization Forum, 2131, Vol.2, No.1, Oct 1970.
16 Dietz, A.G.H., "Components in the Homebuilding Industry",
M.I.T, Jan 1971.
17 Dluhosch, E.J., "Flexibility/Variability in Prefabricated
Housing",
University of California, Berkeley, 1975.
18 Easterfield, T.E., "Optimum Variety",
Operational Research Quarterly,
Vol. 211, No.2, Jun 1964, pp. 1 4 5 - 5 7 .
19 Emery, F.E.,
"Characteristics of Socio-Technical
Systems",
Tavistock Institute of Human Relations, London,
Document No.527, 1964.
20 Fiedler, J.A, "Condominium design and pricing: A case
study in consumer trade-off analysis",
Proceedings 3rd annual conference of Consumer Research,
M.Vankatesan ed., 1972.
21 Galbraith, J.K., "The New Industrial State",
London, Hamish Hamilton, 1967.
22 Green, P., Rao, V., "Conjoint Measurement for Quantifying
Judgemental Data",
3 5 5 -3 6 3 .
Journal of Marketing, Vol.8, Aug 1971, pp.
23 Green, P., Wind, "New Way to Measure Consumer Judgement",
Harvard Business Review, Jul-Aug 1975.
24 Grant, D., "Creative idea production in architecture: the
morphological approach",
The Design Methods Group, SanLuis Obispo California, 1984
25 Gropius, W., "Appollo in the Democracy",
Mac Graw-Hill, 1968.
26 Hamburger, B., Venard, J.L., "Serie Industrielle et
Diversite Architecturale",
La Documentation Francaise, 1977.
27 Hauser, J.R., Urban, G.L., "Assesment of Attribute
Importances and Consumer Utility Functions:
Von Neumann-Morgenstern Theory applied to Consumer
Behavior",
Journal of Consumer Research, Vol.5, March 1979.
28 Hutchinson, 6., Bayard, Wynne, E., "A Flexible
Manufacturing System",
Industrial Engineering, Dec 1973, pp.10-17.
"Design Methods",
29 Jones, C.,
John Wiley & Sons, 1970.
1 C>-7
30 Kelly,
M.I.T,
B., "The Prefabrication of Houses",
1951
31 Kotler, P., "Marketing Management",
Prentice-Hall, 1980.
32 Le Corbusier,
"Towards an Architecture",
Les Editions G.Gres, 1928.
33 Malet, M.A., "Automation and building component
review",
production: a critical
Industrialization Forum, 2669, Vol.5, 1974.
34 Mansfield, E., "Microeconomics",
New York, Norton & Co., 1975
35 Martin, R., Willeke, G., "The house Jack built",
Georgia Institute of Technology.
36 Miller, B., "Report on a survey of six leading
industrialized housing corporations",
Housing workshop studio, M.I.T, 1970.
37 Movshin, J., "Standardization and the building industry",
Industrialization Forum, 2030, Vol.2, No.1, Oct 1970.
36 Myers, J.H, Alpert, M.I., "Determinant buying attitudes:
meaning and measurement",
Journal of Marketing, Vol.32, Oct 1968, pp 13-20.
39 Osgood, C., "The measurement of meaning",
University of Illinois Press, Urbana, 1971.
40 Parenteau, H.P., "The management of modular design",
Industrialization Forum, 2289, Vol.3, No.1, Oct 1971.
41 Parsons, D.J., "Building performance: concept and
practise",
Industrialization Forum, 2369, Vol.3, No.3,
Feb 1972.
42 Perrow, C., "A Framework for the Comparative Analysis of
Organizations",
American Sociological Review, 1967.
43 Prouve, J., "Towards industrialized building",
Proceedings CIB congress, Copenhagen, Elsevier, 1965.
44 Richard, R., "Feedback from other industries",
Industrialization Forum, 2438, Vol.3, No.5, Jun 1972.
45 Riesman, D.,, "Abundance for what? and other essays",
Garden City, N.Y., Doubleday, 1964.
1 CE3
46 Seymour-Walker, K.J., "Standards and beyond",
The Architect's Journal, 28 March 1973, pp. 745-751.
47 Simon, H.A.,, "The science of the Artificial",
M.I.T Press, 1982.
48 Smith-Gavine, S.A.N., "A Percentage Measure of
Standardization for Use in Interfirm Comparison",
Productivity Measurement Review, No.19, 1959, pp. 31-52.
49 Smith-Gavine, S.A.N., "The Concept of Measurable
Standardization",
Productivity Measurement Review, No.20, 1960, pp. 14-36.
50 Spillenkothen, R., Renner J., "Standardization and
industrial ization",
Industrialization Forum, 2133, Vol.2, Oct 1970.
51 Stockey, E., Zechauser, R, "A Primer for Policy Analysis"
Norton, 1978.
52 Waschmann, K.L.,
Reinhold, 1961.
"The Turning Point of Building",
53 Wiebe, G., "sampling-motivation research merger: How will
it aid ad men?",
Printers' Ink, Nov 28, 1958.
54 Woodward, J.,
"Industrial
Organization: Theory and
Practice",
Oxford University Press, 1965.
55 Woodward, J.,
"Industrial Organization, Behaviour and
Control",
Oxford University Press, 1970.
OTHER PUBLICATIONS
56 Architecture Experiment Laboratory, "A guide for market
aggregation",
A.E.L, University of California, Berkeley, 1977.
57 B.O.S.T.I, "A model for an industrialized housing
industry in the U.S"
Buffalo Organization for Social and Technical Innovation,
New York 1972
58 Business Week, "Marketing: the new priority",
Nov 21, 1983.
59 Business Week, "Home-building new look",
Nov 7, 1983.
1C5