Resistance Spot Welding Lobe Curve Analysis Thesis
advertisement

ANALYSES OF RESISTANCE SPOT WELDING
LOBE CURVE
by
Euiwhan Kim
S.M. Massachusetts Institute of Technology (1986)
M. Edu. Seoul National University (1979)
B.Sc. Seoul National University (1977)
SUBMITTED TO THE DEPARTMENTS OF MATERIALS SCIENCE AND
ENGINEERING IN PARTIAL FULFILLMENT OF THE REQUIREMENTS
FOR THE DEGREES OF
DOCTOR of SCIENCE
in
MATERIALS ENGINEERING
at the
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
June 1989
copyright Euiwhan Kim, 1989
The author hereby grants to the M.I.T. permission to reproduce
and to distribute copies of this thesis document in whole or in part.
Signature
redacted
.....
.......
.....
...
............
K......
---.................
......
Signature of author
Department of Material Science and Engineering
C ertif ied b y
...............................
May 5, 1989
Sianature
redacted
................................................
... ...............................................
.017
(vrofessor Thomas W. Eagar
Thesis Supervisor
Signature
redacted
... ........
....................................................................
A ccepte d by ...............................
Professor Samuel M. Allen, Chairman
Department Committee on Graduate Students
IoswgftqS7My erials Science and Engineering
OF TECHNOLOGY
JUN 07 1989
LIBRARIES
ARCHIVES.
-1
-
- 2
ANALYSES OF RESISTANCE SPOT WELDING LOBE CURVE
by
Euiwhan Kim
Submitted to the Departments of Materials Science and Engineering on May 5,
1989 in partial fulfillment of the requirements for the degrees of Doctor of Science
in Materials Engineering
ABSTRACT
the fundamental parameters
to investigate
This study was performed
controlling the weld lobe shape. For this purpose, a lumped parameter model was
developed. Using this model, characteristic parameters which can influence the
shape and the position of lobe curves were derived. To investigate the relative
importance of these parameters, a numerical analysis was performed using
measured and deduced interface properties. A new method was developed and was
used to characterize the contact properties. The electrode temperature was also
investigated.
Nine weld characterization parameters were derived from analysis of a
lumped parameter model and the contact phenomena. These parameters were
categorized into f our groups, i.e. material parameters, electrical parameters, thermal
parameters and the geometrical parameters. Using these parameters, welding
behavior was explained and compared. A new formula is presented as an index
of the sensitivity of nugget growth to various parameters.
It was found that a significant thermal discontinuity exists at the electrode
interface. The contact heat transfer coefficient for material with zinc coating
ranges from 0.5 W/mm 2 *Cto 2.0 W/mm 2 *Cin the temperature range of 100 to 400
The dynamic electrical contact resistance at the faying
degrees centigrade.
interface is lower than that at the electrode interface. The thicker materials are
less sensitive to contact characteristics due to the decreased ratio of contact
resistance to the total resistance.
There is a pressure concentration at the periphery of the faying interface
contact and at the edge of the electrode. Due to thermal expansion, the contact
size and the pressure concentration decreases during the course of welding. This
is believed to lead to expulsion. The electrode force has an effect not only on
the contact interface properties but also on the contact area.
The most important factor in determing the variability of nugget growth
behavior is the ratio of contact radius to the electrode radius and the ratio of
electrode radius to the square of specimen thickness. The ease of bare steel welding
is believed to be due to the small electrical contact size at the faying interface
rather than the high contact resistance. The sensitivity of the nugget growth curve
to each parameter was estimated. In general for a variation of 10%, the geometrical
The
parameters are the most important followed by material parameters.
parameters of lowest importance are the electrical parameters and the thermal
parameters.
Thesis Supervisor: Dr. Thomas W. Eagar
Title: Professor of Materials Engineering
-H
To my wife
Keumja Lee
and to my daughters
Jeeyoon and Jungyoon
-4-
Table of Contents
T itle ...............................................................................................................................................
A b stract .......................................................................................................................................
1
2
D ed ication ..................................................................................................................................
T able of C ontects ....................................................................................................................
3
4
L ist of T ab les ............................................................................................................................
L ist of F igu res ..........................................................................................................................
A cknow ledgem ent ...................................................................................................................
6
7
12
1 INTRODUCTION AND BACKGROUND ...........................................................
1.1 IN T R O D U C T IO N ..................................................................................................
1.2 PR EV IO U S W O R K ...............................................................................................
14
14
16
2 PRELIMINARY ANALYSIS ....................................................................................
2.1 LUMPED PARAMETER MODEL ...............................................................
2.1.1 M odel D evelopm ent ....................................................................................
2.1.2 Derivation of Parameters .......................................................................
2.1.2.1 Ef f ect of Material Properties .....................................................
2.1.2.2 Ef f ect of Geometry and Heat Loss ..........................................
2.1.3 M odel Calculation ......................................................................................
2.2 EFFECT OF CHARACTERISTIC PARAMETERS ON THE
L O B E C U R V E .................................................................................................................
2.2.1 Thermal Characteristic Parameter .....................................................
2.2.2 Geometric Characteristic Parameter ..................................................
2.2.3 Electrical Characteristic Parameter ..................................................
2.2.4 Material Characteristic Parameter .....................................................
2.3 WELDING MACHINE CIRCUIT ANALYSIS .......................................
25
25
25
27
27
29
34
3 EXPERIMENTAL PROCEDURES AND MATERIALS .............................
3.1 IN T R O D U C T IO N ..................................................................................................
3.2 M A T E R IA L S ............................................................................................................
3.3 INFRARED MONITORING .............................................................................
3.3.1 One Dimensional Simulation Welding ................................................
3.3.2 T herm al C ontact .........................................................................................
3.3.3 Electrode Temperature .............................................................................
3.4 HIGH SPEED CINEMATOGRAPHY ..........................................................
3.5 MEASUREMENT OF ELECTRICAL RESISTIVITY .........................
70
70
72
72
73
76
77
78
79
4 HEAT GENERATION AND PROPAGATION ................................................
4.1 EFFECT OF CURRENT ....................................................................................
4.2 EFFECT OF COATING MORPHOLOGY ...................................................
4.3 EFFECT OF ELECTRODE SHAPE .............................................................
4.4 SU MM A R Y ..............................................................................................................
87
87
88
89
89
5 ELECTRODE TEMPERATURE .............................................................................
5.1 IN T R O D U C T IO N ..................................................................................................
5.2 EFFECT OF ELECTRODE FACE THICKNESS ..................................
5.3 EFFECT OF COOLANT FLOW RATE .........................................................
5.4 SU M M A R Y ..............................................................................................................
93
93
93
98
99
6 TEMPERATURE PROFILES IN ONE DIMENSION SIMULATION
W E L D IN G .................................................................................................................................
6.1 IN TR O D U C T IO N .....................................................................................................
6.2 EFFECT OF COATING THICKNESS. ..........................................................
109
109
110
2.4 SU MM A R Y ..............................................................................................................
38
38
39
41
46
50
53
-
-5
6.3 EFFECT OF COATING MORPHOLOGY UNDER VARIOUS
E LE C T R O D E FO R C ES .................................................................................................
6.4 EFFECT OF WORK PIECE THICKNESS ...................................................
6.4.1 Welding Materials of Varying Thickness ...........................................
6.4.2 Welding Materials of Different Thicknesses ....................................
6.5 SU M M A R Y ..................................................................................................................
112
115
115
117
120
7 N U MER ICA L MO D EL ....................................................................................................
7.1 IN T R O D U C TIO N .....................................................................................................
7.2 M ATER IA L PR OPERTIES ..................................................................................
7.3 ONE DIMENSIONAL MODEL ..........................................................................
7.4 AXISYMMETRIC TWO DIMENSIONAL MODEL ..................................
152
152
154
156
157
8 INTERFACE CHARACTERIZATION ...................................................................
8.1 IN T R O D U C T IO N .....................................................................................................
8.2 CONTACT HEAT TRANSFER COEFFICIENT ......................................
8.3 ELECTRICAL CONTACT RESISTIVITY ...................................................
175
175
175
183
8.4 SU M M A R Y ..................................................................................................................
9 AXISYMMETRIC TWO DIMENSIONAL SIMULATION ..............................
9.1 IN T R O D U C TIO N .....................................................................................................
9.2 C O N T A C T SIZ E .......................................................................................................
9.2.1 Analysis with Uniform Temperature Distribution .......................
9.2.2 Analysis with a Non-Uniform Temperature Distribution .........
9.3 CALCULATION OF NUGGET SIZE .......................................................
9.4 CHARACTERISTICS OF TEMPERATURE PROFILES ......................
9.5 SU MM A R Y ..................................................................................................................
186
209
209
209
209
213
216
220
224
10 PARAMETRIC ANALYSES OF NUGGET GROWTH .................................
10.1 IN T R O D U C T IO N ..................................................................................................
10.2 ESTIMATION OF THE EFFECT OF CHANGES IN BASIC
V A R IA B L E S .......................................................................................................................
10.2.1 Effect of Material Related Variables ................................................
10.2.2 Effect of Geometrically Related Variables ....................................
10.2.3 Effect of Interface Related Variables ..............................................
10.3 SENSITIVITY OF NUGGET GROWTH CURVE TO
PA R A M E T E R S ..................................................................................................................
10.4 APPLICATION OF SENSITIVITY INDEX .............................................
10.5 SU M M A R Y ................................................................................................................
258
258
11 CONCLUSION AND PRACTICAL IMPLICATION ......................................
288
11.1 C O N C L U SIO N S ......................................................................................................
11.2 PRACTICAL IMPLICATIONS ........................................................................
R ef eren ce ....................................................................................................................................
259
259
263
266
268
271
273
288
292
298
U
-6-
List of Tables
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
Table
2.1
2.2
2.3
2.4
2.5
2.6
3.1
3.2
4.1
5.1
6.1
6.2
6.3
7.1
8.1
8.2
9.1
9.2
9.3
9.4
9.5
10.1
10.2
Proportion of Heat Consumption in Resistancr Spot Welding ...
Typical Electrical Bulk Resistance and Contact Resistance .......
Estimation of Electrical Characteristic Parameter ........................
Typical Values for Material Characteristic Parameters .............
Effect of Parameters on the Lobe Width and Energy Input .......
Electrical Characteristic of the Welding Machine ........................
Experimental Test M aterials ....................................................................
Experim ental Test M atrix .........................................................................
Effect of Coating Morphology on the Temperature Evolution
Effect of Coolant Flow Rate and Electrode Face Thickness .....
Effect of Coating Thickness in One-D Simulation Welding .......
Effect of Coating Morphology in One-D Simulation Welding ...
Temperature Changes during Welding of Dissimilar Thickness
Heat Control Angle of the Welding Machine ......................................
Contact Heat Transfer Coefficient ..........................................................
Temperature Dependence of Heat Transfer Coefficient ..............
Effect of Electrode Force on Contact Size and Pressure ..............
Effect of electrode size on the contact size .........................................
Effect of Specimen Thickness on the Contact size ..........................
Twelve Cycle Lobe Width vs. Coating Weight ....................................
Estimated Contact Size and Expulsion Nugget Size ........................
Effect of material characteristic parameter .......................................
Sensistivity Index for the Characteristic Parameters .....................
37
42
45
48
49
52
71
75
88
95
111
114
118
154
179
182
211
212
212
217
219
261
270
-7-
List of Figures
Figure
Figure
Figure
Figure
Figure
1.1
1.2
1.3
1.4
1.5
Figure 2.1
Figure
Figure
Figure
Figure
Figure
Figure
2.2
2.3
2.4
2.5
2.6
2.7
Figure 2.8
Figure
Figure
Figure
Figure
2.9
2.10
2.11
2.12
Figure 2.13
Figure 2.14
Figure 2.15
Figure 3.1
Figure 3.2
Figure 3.3
Figure 3.4
Figure 3.5
Figure 3.6
Figure 3.7
Figure 3.8
Figure 4.1
Figure 4.2
Figure 5.1
Figure 5.2
Figure 5.3
The spot welding process (after [1.1]).
Typical welding lobe curve.
Generalized resistance curve (after [1.24]).
Components of dynamic electrical resistance.
The critical current value which can be passed through
a contact conductor under steady state conditions
(after [1.28]).
An approximate nugget growth model with temperature
profile.
Basic lobe curve.
Effect of heat capacity.
Typical dynamic resistance behavior and its components.
Effects of changes in the electrical resistivity.
Effect of heat loss.
Steady state temperature distribution near a contact
interface.
Change of interface temperature profiles due to
geometry changes.
Characteristics of heat loss.
Welding data for the calculations (after [2.3]).
Characteristic nugget growth curve.
Effect of the geometric characteristic parameter
on the heat loss rate.
Effect of weld time on the lobe curve.
Welding machine circuit.
Characteristic change of weldin$ current and power
absorbed by the weld. (a) One dimensional simulation
welding. (b) Actual size welding.
Thermovision system.
Infrared monitoring system.
Emissivity versus temperature for the high temperature
paint.
One dimensional simulation of spot welding.
Setup for heat transfer coefficient measurement.
Electrode geometry used in the electrode
temperature experiment.
Cinematography on an edge weld.
Four point probe for bulk resistivity measurements.
Body is made from a machinable ceramic. All metal
contacts are nickel for high temperature performance
(after [3.10]).
Heat propagation pattern on an edge weld.
Effect of electrode shape on the starting location
of glow.
Two dimensional temperature profile on the
electrode surface.
Cascade display of a high speed thermal line scan.
Change in the maximum electrode surface temperature
as a function of the number of welds.
21
21
22
23
24
55
56
57
58
59
60
61
62
63
63
65
65
66
67
68
80
80
81
82
83
84
85
86
91
92
100
101
102
l
-8-
Figure 5.4
Figure 5.5
Figure 5.6
Figure 5.7
Figure 5.8
Figure 5.9
Figure 6.1
Figure 6.2
Figure 6.3
Figure 6.4
Figure 6.5
Figure 6.6
Figure 6.7
Figure 6.8
Figure 6.9
Figure 6.10
Figure 6.11
Figure 6.12
Figure 6.13
Figure 6.14
Figure 6.15
Figure 6.16
Figure 6.17
Figure 6.18
Change in the maximum electrode temperature with
electrode face thickness.
Change in the maximum electrode surface temperature
during welding.
Typical data scatter in the measurement of the
maximum electrode surface temperature during welding.
Schematic of increased cooling of a thin electrode
Determination of the electrode temperature from
the electrode thickness, heat input and heat transfer
coefficient at the cooling interface.
Increased cooling of a thinner electrode.
Temperature profile of a high speed line scan during
one dimensional simulation of the spot welding process.
Effect of coating thickness on the induced welding
current (a) and temperature (b) in one dimensional
simulation welding.
Effect of coating weight on current requirements
(after [6.1]).
Effect of Zinc coating morphology and electrode
force on the induced welding current in one dimensional
simulation welding.
Temperature profiles in E70 electrogalvanized steel
in one dimensional simulation welding.
Temperature profiles in G60 hot dip galvanized steel
in one dimensional simulation welding.
Temperature profiles in A40 galvanized steel in
one dimensional simulation welding.
Temperature at the faying interface in the 1-D
simulation welding of workpieces of different coating
morphology.
Temperature at the electrode interface in the 1-D
simulation welding of workpieces of different coating
morphology.
Electrode face temperature in the 1-D simulation welding
of workpieces of different coating morphology.
Electrode temperature at 1.6mm from the interface
in 1-D simulation welding of workpieces of different
coating morphology.
Lobe curves of zinc coated materials.
Effects of specimen thickness and electrode force on
the induced current in one dimensional simulation
welding of bare steel.
Temperature profiles in 1-D simulation welding of
specimens of different thicknesses using 900 lbs of
electrode force.
Temperature profiles in 1-D simulation welding of
specimens of different thicknesses using 650 lbs of
electrode force.
Temperature profiles in 1-D simulation welding of
specimens of different thicknesses using 400 lbs of
electrode force.
Temperature at the faying interface in 1-D simulation
welding of bare steel.
Work piece temperature at the electrode interface
in the 1-D simulation welding of bare steel.
103
104
105
106
107
108
121
122
124
125
126
127
128
129
130
131
132
133
134
135
136
137
138
139
l
-9-
Figure 6.19
Figure 6.20
Figure 6.21
Figure 6.22
Figure 6.23
Figure 6.24
Figure 6.25
Figure
Figure
Figure
Figure
Figure
7.1
7.2
7.3
7.4
7.5
Figure 7.6
Figure 7.7
Figure 7.8
Figure 7.9
Figure 7.10
Figure 7.11
Figure 7.12
Figure 7.13
Figure 7.14
Figure 8.1
Figure 8.2
Figure 8.3
Figure 8.4
Figure 8.5
Figure 8.6
Figure 8.7
Figure 8.8
Figure 8.9
Figure 8.10
Temperature at the electrode face in the 1-D
simulation welding of bare steel.
Electrode temperature 1.6 mm from the electrode
interface in the 1-D simulation welding of bare steel.
Temperature changes during 1-D simulation welding of
bare steel of different thicknesses.
Change of workpiece temperature at the electrode
interface during 1-D simulation welding of bare
steel of different thicknesses.
Change of electrode temperature 1.6mm from the
interface during 1-D simulation welding of bare
steel of different thicknesses.
Change of electrode face temperature during 1-D
simulation welding of bare steel of different
thicknesses.
Change of faying interface temperature during 1-D
simulation welding of bare steel of different
thicknesses.
Current discretization
Electrical resistivity of G60 National steel
Electrical resistivity of National steel
Electrical resistivity of Armco steel
Comparison of electrical resistivity of National
steel and Armco steel
Electrical resistivities of different type steels
Piecewise linearized electrical resistivity of low
carbon steel
Thermal conductivity
Heat Capacity
Temperature dependent mechanical properties of low
carbon steel (after [7.5])
Model for one dimensional simulation welding.
Axisymmetric two dimensional model
Schematic comparision of the current flowing area
and the mechanical contact area
Current distribution model
Schematic of temperature profile during the
measurement of contact heat transfer coefficient
Typical steady state temperature profile
(high heat transfer coefficient)
Typical steady state temperature profile
(low heat transfer coefficient)
Contact heat transfer coefficient of AMBR at 500
lbs electrode force
Contact heat ransfer coefficient of AM35 at 500
lbs electrode force
Contact heat transfer coefficient of AM68 at 500
lbs electrode forca
Contact heat transfer coefficient of AM100 at 500
lbs electrode force
Contact heat transfer coefficient of A40 at 500
lbs electrode force
Contact heat transfer coefficient of E70 at 500
lbs electrode force
Contact heat transfer coefficient of G60 at 500
lbs electrode force
140
141
142
148
149
150
151
161
162
163
164
165
166
167
168
169
170
171
172
173
174
187
188
189
190
191
192
193
194
195
196
-
- 10
Figure 8.11
Figure 8.12
Figure 8.13
Contact heat
lbs electrode
Contact heat
lbs electrode
Contact heat
transfer coefficient of A40 at 650
force
transfer coefficient of E70 at 650
force
transfer coefficient of G60 at 650
lbs electrode force
Figure 8.14
Figure 8.15
Figure 8.16
Figure 8.17
Figure 8.18
Figure 8.19
Figure 8.20
Figure 8.21
Figure 8.22
Figure 9.1
Figure 9.2
Figure 9.3
Figure 9.4
Figure 9.5
Figure 9.6
Figure 9.7
Figure 9.8
Figure 9.9
Figure 9.10
Figure 9.11
Figure 9.12
Figure 9.13
Figure
Figure
Figure
Figure
Figure
Figure
Figure
9.14
9.15
9.16
9.17
9.18
9.19
9.20
Contact heat transfer coefficient of AMBR at 650
lbs electrode force
Typical temperature dependence of the contact heat
transfer coefficient and the electrical contact
resistivity at the electrode interface.
Typical temperature dependence of electrical contact
resistivity at the faying interface.
Temperature profile for AMIO0 in l-D simulation and
the measured temperature.
Temperature profile for AM68 in 1-D simulation and
the measured temperature.
Temperature profile for AM35 in 1-D simulation and
the measured temperature.
Temperature profile for AMBR in 1-D simulation and
the measured temperature.
Electrical contact resistivity at electrode interface
Electrical contact resistivity at faying interface
Contact pressure distribution at the faying interface
at room temperature
Contact pressure distribution at the electrode
interface at room temperature.
Deformation in electrode and work piece at room
temperature.
Contact pressure distribution and contact size
at the faying interface for different electrode sizes.
Change of contact pressure at the faying interface
during welding.
Change of contact pressure at the electrode interface
during welding.
Change of temperature field during weldng.
Change of deformation in the electrode and in the
work piece during welding.
Change of contact size at the faying interface
during weling.
Evolution of halo size and nugget size
Typical nugget growth curves generated in axisymmetric
two dimensional simultion.
Evolution of temperature at the center line for welding
of nominal size nugget.
Evolution of temperature at the center line for
expulsion weld.
Nugget growth curve for AMIOO
Nugget growth curve for AM68
Nugget growth curve for AM35
Nugget growth curve for AMBR
Nugget growth curve for expulsion weld
Nugget growth curve for nominal size weld
Temperature profiles at the faying interface during
welding of bare steel, AMBR
197
198
199
200
201
202
203
204
205
206
207
208
226
227
228
231
232
233
234
237
240
241
242
243
244
245
246
247
248
249
250
251
-
- 11
Figure 9.21
Figure 9.22
Figure 9.23
Figure 9.24
Figure 9.25
Figure 9.26
Figure
Figure
Figure
Figure
Figure
Figure
10.1
10.2
10.3
10.4
10.5
10.6
Figure 10.7
Figure 10.8
Figure 10.9
Figure 10.10
Figure 10.11
Figure 10.12
Figure 10.13
Figure 10.14
Temperature profiles at the faying interface during
welding of electrogalvanized steel, AM100
Axial temperature distribution during welding of
bare steel, AMBR
Axial temperature distribution during welding of
electrogalvanized steel AMINO
Axial temperature distributions at the start of nugget
formation for different welding conditions
Effect of interface properties on the axial
temperature profiles in the welding of materials
with small contact area
Effect of interface properties on the axial
temperature profiles in the welding of material
with large contact area
Effect of changes in the thermal conductivity
Effect of changes in the electrical resistivity
Effect of changes in the heat capacity
Effect of changes in the electrode diameter
Effect of changes in the specimen thickness
Effect of changes in the contact diameter at the
faying interface
Effect of changes in the current level
Effect of changes in the electrical contact resistivity
at the faying interface (small change)
Effect of changes in the electrical contact resistivity
at the faying interface (large change)
Effect of changes in the electrical contact resistivity
at the faying interface and at the electrode interface
Effect of changes in the contact properties at the
electrode interf ace
Lobe curve of 0.6 mm thick G40 hot dip galvanized steel
Lobe curve of modified 0.6 mm thick G40 hot dip
galvanized steel (coating only on the electrode side))
Effect of coating side on the shape of the heat affected
zone (after [10.4])
252
253
254
255
256
257
274
275
276
277
278
279
280
281
282
283
284
285
286
287
-
-12
ACKNOWLEDGEMENT
I have received a lot of help from many sources directly or indirectly during
this thesis. It is not possible to adequately express my sincere appreciation to all
those people in the space available. I will attempt to acknowledge as many people
as possible for their valuable contributions to this project.
The first thanks should be given to professor Thomas W. Eagar for his advice
and enlightment the author received during the course of education at MIT. His
attitude toward science and engineering has made a lasting impression on me. In
addition, his attitude toward the every day life has affected me significantly as
worthy to emulate.
Words cannot fully express this appreciation.
Special thanks goes to Prof. Stuart Brown, Mr. Bob Frank, Mr. Haoshi Song
and Mr. Rakesh Kapoor for help in computer related work. Thanks are also due
to my old colleague Prof. Carl Sorensen at Brigham Young University for his great
help in many aspects during the stay at MIT. Mr. Tom Natale of National Steel
and Mr. Greg Nagle of G.M. are also appreciated for providing specimen materials.
Mr. Cesar Calva and Mr. Bruce Russell deserves my special thanks for their
generous help in experiments. Dr. Mansoor Khan, Mr. E. J. Yoon, Mr. Dan Peter
and Mr. Rakesh Kapoor should be also acknowledged for their valuable help in
preparing this document.
Finally, I would like to give my deepest thanks to my wife Keumja Lee and
also to my children Jeeyoon and Jungyoon to whom this thesis is dedicated. Without
my wife's love, sacrifice and support none of this would have been possible. My
- 13-
mother, who is always with me in sprit, has been a source of inspiration and
encouragement throughout my life.
By sharing the satisfaction I have from this
thesis I hope I can reward her endless love.
The financial support for this research was provided by General Motors, Ford
and International Lead Zinc Research Organization.
-
- 14
1 INTRODUCTION AND BACKGROUND
1.1 INTRODUCTION
Since its development the process of resistance spot welding has been used widely
as one of the major joining processes for sheet metals.
The weld nugget is formed by
passing high current through a stack of sheet materials to be joined, usually two sheets,
between two water cooled copper electrodes as shown in figure 1.1 [1.1]. Heat is generated
by joule heating due to the inherent resistance of the materials and the contact resistance.
The sheets are heated until the center region melts, thus forming a nugget which then
solidifies when the current is halted.
The resistance spot welding process involves complicated interactions between
physical and metallurgical properties
of the materials and electromagnetic and
mechanical phenomena. The thermal history of the weld nugget is controlled by these
parameters.
From the manufacturing point of view, it is very important to establish
consistent welding procedures
for practical welding.
Due to the complexity of the
interactions among all these parameters, the methods of establishing weld procedures
for new materials and new equipment have usually been empirical. Even for a material
of the same specification, weld parameters
sometimes have to be reset due to
inconsistencies in the weld behavior [1.2-1.5]
The lobe curve has been used for many years to characterize the weldability during
resistance spot welding.
The typical shape of this curve is shown in figure 1.2, which
shows the regions of acceptable weld nugget formation for different welding parameters.
The lower bound is determined by the minimum nugget size required for mechanical
strength and the upper bound is determined by the expulsion of liquid material from
the work pieces. The weldability of a material in resistance spot welding is determined
by two main factors. Firstly, the size of the lobe curve width, which shows the permissible
weld current range at a constant weld time and secondarily the wear of the electrodes.
-
- 15
These two major factors are controlled by the interplay between the many parameters
which govern the temperature distribution in the
parts during the welding thermal
cycle.
Some analytical and numerical models have been developed to understand the
mechanism of nugget formation [1.5-1.13].
Although the models have attempted to
incorporate the complexities of the weld parameters, such as temperature dependent
material properties and contact resistances, those models offer very limited explanations
about the effect of each parameter on the weld lobe curve.
This seems to be partly
due to the ill-defined parameters such as the contact resistance at the interfaces and
also due to the orientation of the research which is mostly aimed at automatic control
of the process [1.14-1.19]. Another difficulty of this modelling work is the lack of
experimental verification.
The previous models usually used the final nugget size as
an experimental verification. The transient thermal distribution has not been measured.
Such information has to be ascertained experimentally in order to obtain a better
understanding of the nugget formation mechanism.
In this research, a parametric study of the weld lobe curve was undertaken to
understand the basics of weld lobe shape. The main questions to be addressed are what
the important parameters are in determining the lobe curves and how sensitive the lobe
curves are to these parameters.
A systematic approach to each parameter was taken,
starting with an approximate heat balance model to see the effect of each parameter
and to derive the important parameters. The electrical and the thermal properties of
the contact interfaces were also investigated experimentally and numerically using one
dimensional simulation welding.
Then a numerical simulation of the full welding
process was performed using various variables. The variables included the geometry of
the electrodes, the thickness of the work pieces, the type of current (AC or DC), the
temperature dependent properties of the materials, the thermal and electrical contact
resistances and the like.
-
- 16
1.2 PREVIOUS WORK
Various models have been developed to achieve a better understanding of the weld
nugget formation mechanism.
These attempts show various degrees of sophistication
and mostly tried to predict temperature fields in the nugget. However, the welding
variables studied most often were weld current and weld time. Little work has been
done to correlate the variations in the materials properties to nugget development, let
alone the characteristics of the electrode/work piece interface and the faying interface.
These models use joule heating generated by the contact resistance and the bulk
resistance as a heat source, usually without any experimental confirmation of the results.
The electrical contact resistance is very important in the early the stages of welding
because of its high magnitude compared
to the bulk resistance.
Static resistance and
dynamic resistance have been investigated with various surface conditions and pressure
levels [1.20-1.27].
It was found that the static resistance was quite dependent on surface
conditions such as the presence of a coating, the surface roughness, surface cleaning
and also the current level and pressure under which the measurements were made. The
dynamic resistance was also investigated primarily as a tool for automatic control of
the process. Some researchers had interest in correlation of the dynamic resistance
change to the weld nugget formation mechanism [1.13,1.23]. Kaiser et al and Dickinson
et al tried to relate this dynamic resistance change to the weld lobe shape. They related
a large drop in resistance to the onset of expulsion.
Gedeon et al tried to generalize the dynamic resistance curve of zinc coated steels
and claimed that the initial drop was caused by the resistance drop at the electrode-work
piece interface (figure 1.3) [1.24]. The peak in the dynamic resistance curve was thought
to exist due to the resistivity rise in the bulk, with increasing temperature, but this rise
was not correlated directly to the bulk material resistivity characteristics.
Nagle et al
attempted to separate out the components of dynamic resistance for bare steel [1.27].
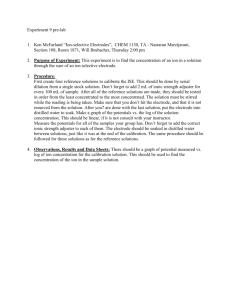
The results are shown in figure 1.4.
-17-
The first attempt to see the details of current flow and heat generation
contact interface was made by Greenwood et al [1.28]. The major conclusion
at the
of this
work is that there exists a certain condition under which a steady solution for the
temperature rise at the contact interface is impossible. Below the critical current value
it is possible to have a steady temperature rise at the interface.
Beyond this limit,
melting or vaporization will occur. These results show that there exists a relationship
between the temperature dependent thermal conductivity and the electrical resistivity
at a critical current value for melting (figure 1.5). These conclusions seem to be very
important in that there can be criteria for melting of a interface which is controlled
by the temperature dependent physical properties of the materials.
They emphasized
the spatial distribution of the heat generation pattern which showed a concentration
of heat at the periphery of an electrode-work piece interface.
This observation was
numerically confirmed again by Bowers et al [1.29].
Greenwood
developed
a two
dimensional
axisymmetric
thermal
model for
resistance spot welding where he assumed no contact resistance, constant material
properties and conduction heat loss into the electrode at a rate proportional to the
temperature at the electrode contact [1.7].
16000C neglecting the heat of fusion.
distribution for a spot weld.
He calculated the temperature rise up to
This model showed a generic temperature
In his conclusion Greenwood said that the ratio of the
thermal conductivity to the product of sheet thickness and the heat transfer coefficient
into the electrode is a parameter which can describe the time scale and the pattern of
the isotherm. Thus, Greenwood's work was the first to describe the importance of heat
loss to the electrode in nugget formation.
Rice and Funk developed a one dimensional model for multilayer spot welding
[1.9].
Here the effect of the temperature dependent material properties are discussed
with various stacks of materials.
But the results were not related to the lobe curve at
all. The heat distribution was calculated
in only one dimension.
They claimed that
the empirical shape of the resistance-time curve was of little importance in welding
-
- 18
because contact resistance drops to its final value very rapidly. They also claimed that
the dissipation of heat at the interface into the
electrode is very fast and
temperature discontinuities form across this interface.
thermal
resistance across this discontinuity
large
They also concluded that the
decreases very rapidly and becomes
essentially a constant, although there was little experimental evidence to support these
conclusions. The prediction of the electrode temperature was attempted by Houchens
and Yang [1.8].
However, it was not verified by experiments at all. They concluded
that the peak electrode temperature is strongly dependent on the temperature of the
coolant and can be reduced by increasing the welding current with a corresponding
reduction of weld time. Nied developed a two dimensional axisymmetric finite element
model and stressed the thermomechanical response of the welding process [1.6].
He
presented the idea of a pressure concentration at the periphery of the contact surfaces.
This finding could be related
to a peripheral
to the expulsion phenomena which seems to be related
mechanical seal.
Gould recently tried a one dimensional model and
compared his calculation with experiment using metallographic techniques, however,
his results showed a great discrepancy with his experiments [1.10]. He tried to explain
the results by
considering heat loss through the electrode and the work piece.
He
related heat loss to some variables such as work piece thickness, contact area, time and
current.
The possibility of a steady state thermal equilibrium when the weld current
is low and the time is long was described.
Some researchers considered the effect of
current wave form [1.30,1.31] with the advent of a DC welding machine. They found
that the weld lobe width is somewhat increased with the use of DC current. Nishiguchi
gave an explanation of this phenomenon in detail and concluded that DC has an effect
only when the material thickness is smaller than 0.8 mm [1.30]. It was said that pulsation
of the heat input in welding of thin materials causes a narrower weld lobe. From this
work it can be seen that the fluctuation of the temperature field is also an important
factor in nugget development, partically for very thin materials.
-
- 19
Another important factor in defining a lobe curve is the expulsion limit. Kimchi
claimed little effect of expulsion on the mechanical property of a weld, yet American
industry still considers expulsion as the practical weldability limit [1.32]. Very limited
work has been published on this phenomena so far. Dickinson integrated the heat input
rate over the weld time until expulsion occurs and calculated the expulsion energy. He
tried to relate this energy to the electrical resistivity and the thermal conductivity
[1.13].
Kaiser et al tried to understand expulsion by defining a new term 'critical
expulsion limit' as the minimum combination of current and time required for a material
with a given resistivity to create softening of a mechanical seal around the nugget
[1.23].
One other important concept introduced in their work is the optimum ratio of
the electrical resistance of a bulk material to the contact electrical resistance.
They
claimed that the ratio must lie within a certain limit for optimum welding. They related
these criteria only to the energy input rate governed by electrical contact resistance
and bulk resistance. Nishiguchi et al investigated the mechanism of surface expulsion
and the nugget formation process in series spot welding [1.33]. They related expulsion
experimentally to the shape of the electrodes.
The subject of electrode life, especially for welding of galvinized steel has been
studied extensively. It is known that the rate of increase of the electrode face diameter
is a major factor [1.5,1.34].
For a given electrode material, the rate of electrode
enlargement was hypothesized to be related to the surface condition of the work piece,
such as the presence of the zinc coating, the zinc coating thickness, the coating
morphology, the chemical composition of the coating, the presence of an oxide film or
lubricant and so forth. These conditions affect the electrical and the thermal contact
behavior of the interface and thus the thermal history of the welding process.
The
enlargement of the electrode face diameter results in a decrease in current density.
This will eventually shift the position of the weld lobe curve.
Reviewing all of this literature, it can be said that no attempt has been made to
determine the effect of changes in material properties on the welding lobe in a
20
-
-
comprehensive way. Very little attention has been paid to the geometry of the electrodes
and the work piece.
As the electrodes play a very important role i) as electrical
conductors for current flow, ii) as mechanical constraints for pressure application and,
iii) as a heat sink, the geometry of the electrodes along with the specimen thickness
should be considered in the mechanism of nugget development. One other important
parameter which has been neglected is heat loss through the electrode-work piece
interface. The sensitivity of the lobe curve to the aforementioned parameters have yet
to be investigated.
-
- 21
Upper electrode
Workpieces
NuggeI
"-Lower elecirode
Figure 1.1
The spot welding process (after [1.11).
LI)
expulsion
()
acceptable
weld
E
undersize
nugget
Welding Current (kiloamperes)
Figure 1.2
Typical welding lobe curve.
-22-
I
7
2
II
Cm
--
I
II
0.0
2..0
4.0
6.0
8.0
10.0
12.0
14.0
VELD TIME (CYCLES)
Figure 1.3
Generalized resistance curve (after [1.24]).
16.0
-I
60
3.3 kN (750
lb)
4.5 kN (1000
-
2.0 kN (450 lb)
60-
Rb
50
Rb
50.
-
-
50
Rb
..
40-
40
40
-
C
lb)
.3
e
(
RI
C
-3
.T
30-
30.
-
30
RR
20
20.
Re
20-
Rf
Re
10
10
-
-
10
0
0
i
0
I
2
i
4
I
I
I
6
8
10
-t -
0
Time (cycles)
Component resistance for 1.8-mm bare
steel at a weld force of 2.0 N.
I
2
4
6
8
I
10
Time (cycle)
Component resistance for 1.8-mm bare
steel at a weld force of 3.3 N.
Figure 1.4
0
2
4
6
8
10
Time (cycle)
Component resistance for 1.8-mm bare
steel at a weld force of 4.5 N.
Components of dynamic electrical resistance. (after [1.27]).
24
-
-
1.4
1-2
y-S
1.0
0-8
4
O-0
01
0-4
0.30
0
2
4
8
6
10
potential, U*
Theoretical relation between current wnd potential for a conductor having
A = A 0(1-NO); Ap = A0p 0(1+ MO) for various values of y. (y = NIM). Tho curve for
ARMCO iron is shown dashed. The potential and the current are made non-dimensional
v
r1
2
yA dvd] 1
0
and j~by dividing by 2
L--
Jrespectively.
A: thermal conductivity,
Figure 1.5
p: electrical resistivity
The critical current value which can be passed through a contact conductor
under steady state conditions (after [1.281).
-
- 25
2 PRELIMINARY ANALYSIS
2.1 LUMPED PARAMETER MODEL
A linearized lumped parameter heat balance model was developed and is discussed
for the general case of resistance welding to see the effects of each parameter on the
lobe shape.
The parameters include material properties, geometry of electrodes and
work piece,
weld time and current, and electrical and thermal contact characteristics.
These are then related to heat
dissipation in the electrodes and the work piece.
2.1.1 Model Development
The model described in figure 2.1 was developed to determine the heat balance
in the system as a function of nugget growth.
A
electrode-work
Conduction heat
piece interface is assumed.
electrode-work piece interface and into
welding time and
temperature discontinuity at the
loss through
the
the work piece is estimated as a function of
weld geometry. The overall thermal equilibrium is established
by
considering a free boundary at the electrode and the work piece surfaces except where
they contact. A fixed temperature T., equal to the cooling water temperature is assumed
at the internal water cooling surface of the electrode.
The size of the work pieces is
assumed to be infinite in the radial direction. The nugget shape is assumed to
be a
disk growing radially and axially in the same proportions as found in a post mortem
examination of the maximum nugget size. This assumption is supported by the computer
simulation results found in reference [2.1].
The maximum nugget size is assumed to
have 80% penetration and to be equal to the electrode contact diameter. The expulsion
limit is assumed to have been reached when the nugget diameter matches the electrode
face diameter. The equations are established with lumped quantities.
The total heat generation rate, Q,, can be described as
-
- 26
=
(2.1)
12 R
where,
R=R
Rb
+Rc+R,
work piece bulk resistance
RCc:total contact resistance (R,= Rf+2Re)
f for faying interface, e for electrode interface.
R
: electrode resistance
At
welding time
I
welding current
The heat of fusion required for nugget formation, H,,, is
HM= HAVn
where,
(2.2)
H: heat of fusion per unit volume
AV,: nugget volume (na
2
p)
If the temperature rise in the model is described in the three different regions
with lumped quantities, the total heat required for the temperature rise is,
Q~t = p+C AT.AV,+pC,,ATAV,+p C ,AT
where,
p
: density
CP
: specific heat
V
: volume
AT : temperature rise
n
: in a nugget
s
: in surroundings
e
: in electrodes
=Q n +Q' +Q
(2.3)
-
-27
Thus the total heat balance including the total heat loss rate, QL, through
the
model boundaries (into the cooling water) can be written as follows.
QgAt
= Hm +
(2.4)
+TL~
2.1.2 Derivation of Parameters
2.1.2.1 Effect of Material Properties
Equation (2.4) can be rearranged as
(I2
_
1/
R)At
=
(Hm ++ Qs+Qi-e, Q,)/R
(2.5)
Neglecting both the heat loss and the temperature rise in the electrodes and the
temperature rise in the surroundings,
CI
2
RAt
=
C
(H
+
(2.6)
pC ,AT,)AV,
: efficiency of heat input
This is basically a lobe curve, which is a hyperbola with axes of welding time, At
and the square of the welding current, I . This basic lobe curve may be translated
or rotated or distorted by changes in each parameter.
The change in one parameter
may have effects not only on one term but also on other terms simultaneously.
the effects are considered in each term separately.
Here
The final lobe shape will be a
combination of these effects.
The nugget volume, AV,, is constant for a certain size of a nugget. In this case,
the right hand side of equation (2.6) can be thought as a constant value for a given
-
- 28
material. Figure 2.2 represents equation (2.6) with two different nugget sizes. The larger
nugget size shifts the lobe curve in the direction of higher currents or longer
weld
times.
The effect of pC ,and
H can be considered in a similar way. Equation (2.6) also
shows the effect of these parameters. Higher values of p.C, , and H increase the value
of the right hand side of equation (2.6), and as a consequence, the lobe curve shifts in
a like manner as does a larger size nugget. The temperature dependence of
p.Cnwill
affect the lobe shape as shown in figure 2.3.
Assuming a constant nugget size for the welding of a given material, the effect
of electric resistance can be considered as follows.
I 2 At = constant/R
(2.7)
Generally, dynamic resistance changes in the manner shown in figure 2.4, at least
for steel.
Even though the contact resistance at the faying interface RI
drops very
fast and eventually becomes nil during the early weld cycles, its contribution to the
thermal field seems to be great due to its large magnitude.
However, The electrical
contact resistivity at the electrode interface, Re, exists all through the welding process
and contributes to heat generation and heat transfer.
Higher contact resistance, Rc
values will shift the lobe curve farther to the left as shown in figure 2.5-a. As the bulk
resistance, Rb changes with time (temperature), the slope dRb/dT will be important in
nugget formation as shown in figure 2.5-b and 2.5-c.
The ratio of Rc to R, may also
affect the nugget growth mechanism due to differences in the heat generation pattern.
It is also possible to see the effect of electrode pressure in equation (2.7). Since higher
electrode pressure results in a lower contact resistance R c , the lobe curve will shift as
in figure 2.5-a.
The effect of the heat required to raise the temperature of the material surrounding
the nugget, Qt',, and the heat required to raise the temperature of the electrodes, Qe,,
-29-
can be seen in equation (2.5). If these terms are added to the right hand side of equation
(2.6), the lobe curve will be shifted in the direction of higher energy input. In equation
(2.5) one can see that the extent of this shift is determined by the ratio of the amount
of heat required for heating of the electrode and the
work piece, divided by the
electrical resistance (i.e. the ratio of heat capacity, pc
to electrical resistivity, R, as
a sum of bulk resistance and contact resistance. This is an important parameter in the
characterization of nugget growth mechanisms and
the lobe curve.
2.1.2.2 Effect of Geometry and Heat Loss
Considering the total heat loss rate for a given nugget size and material, equation
(2.6) changes to
(I 2 R - QL)At = constant
(2.8)
This shifts the lobe curve in the high current direction by QLI/R, which is actually
a function of the thermal properties of the material and of the geometry. This is shown
in figure 2.6.
Here, one can see that the ratio of the heat loss rate to the resistance,
, R as a total resistance of bulk electrical resistance and contact electrical resistance,
can be a important parameter in the characterization of
lobe shape.
The heat loss rate is dependent
nugget growth and
weld
on many parameters such as the thermal
conductivity of the electrode and/or work piece, and the heat transfer coefficients at
the coolant interface and the electrode interface.
The usual time scale of the process is on the
order of 1/10 second (5 to 20 AC
cycles). If the thermal conductivity of the copper electrode is much greater than that
of the work piece material (this is not the case for aluminum welding), the characteristic
heat diffusion distance in the electrode is about 6 mm while it is only 2 mm in the
steel.
When the electrode face thickness is very thin (e.g. less than 6 mm) the heat
generated in the electrodes and that transferred from the work piece will be carried
30
-
-
away by the cooling water while the nugget develops. In this case the nugget development
mechanism may be influenced by the heat transfer characteristics of the cooling water.
Thus the ratio of heat transfer coefficient at the coolant interface to the electrical
resistance, h/R
, can be a possible nugget growth characterization parameter.
If the electrode face thickness is greater than 6 mm, the heat transferred from
the work pieces and that generated in the electrode itself will be used to heat up the
electrodes.
Hence a smaller
portion of the heat may be carried away by the cooling
water during nugget development. For this case heat transfer across the electrode
interface or heat transfer in the work piece may influence nugget growth. Here one
can derive one more nugget growth characterization parameters, i.e. the ratio of heat
transfer coefficient at the electrode interface to the electrical resistance, he/R.
The heat flow out of the nugget, Qg, is important in that the formation of a weld
nugget is due to its influence on
localized accumulation of heat. Therefore, the
characteristics of heat transfer from the highest temperature region, a nugget in this
case, is very important in understanding the nugget development mechanism. The total
heat loss rate of the
nugget, Qb,
is the sum of the axial heat loss rate through the
electrodes, Q,., and the radial heat loss rate through the work pieces, Q,. If it is assumed
that the temperature build up in the electrodes has already been reached when melting
starts in the nugget, with TCbas a interface temperature at the work piece side, the heat
flux in the axial direction during nugget growth can be considered as follows.
The heat loss in the axial direction is assumed to be proportional to the square
of the nugget radius. The temperature profile between the interface and the melting
front is assumed to be linear. Then the axial loss rate is,
Qa
=
kb(T.- T
Where,
C)na 2 /lb
k- thermal conductivity
Tm : melting temperature
(2.9)
-31-
Tcb
: interface temperature at work piece
t,
: distance from melting interface to electrode contact surface
a
nugget radius
The heat required for the temperature rise in the surrounding nugget material,
Q
t
, is thought to be determined by the heat flux out of the nugget,
generation in the surrounding material itself.
Qr,
and the heat
The temperature distribution in this
region is assumed to be determined mainly by the radial heat loss rate of the nugget,
Qr,
when the nugget has grown to sufficient size. If the heat loss through the work
piece is assumed to be proportional to the area of the nugget side wall, then,
r
kb(T
-
(2.10)
T)2na p
T characteristic surrounding temperature
Where,
I
: characteristic heat diffusion length
The thermal conductivity, k, , included in the heat loss equations changes with
temperature while the interface temperature, T,, , is also affected by geometry and
interfacial characteristics. This is also affected by the heat generation pattern due to
the electrical resistivity change with temperature.
To see the effect of geometry, a one dimensional model was made in the axial
direction as shown in figure 2.7. A steady state heat flux balance near the electrode-work
piece interface is modeled without heat generation included.
For steady state heat flux equilibrium with T,, as a electrode face temperature,
kb(Tm-T Cb)= k,(Tr
-T.)/
IQ=hC(T
-T,.)
Then the interface temperature at the work piece side is,
(2.11)
Tb(kbk.+
T cb=(b
Te=
32
-
-
A)
(B-kbk.)Tw(2.12)
~eT.+
A+B
(212
(2.13)
Atm+BT.
A+B
ATT c-Tce=
cb
Tc =kbke(T.
- T.)
AT =
AB(2.14)
A+ B
Where,
(.4
A=kbhle,B kke+kehclb
Plots of these equations are shown in figure 2.8. This model shows that the interface
temperature changes with nugget growth, which is represented by decreasing
2.8-b is exactly the same shape as given in reference 2.2.
1
,o Figure
The position of the water
jacket may also affect the interface temperature. The electrode-work piece interface
exists all through the welding process and causes a temperature discontinuity at the
interface with possibly a decreasing heat transfer resistance coefficient.
This can be
manifested by the easy separation of electrodes and work pieces at the end of the
normal weld cycle. As the nugget develops, the distance 1, decreases. For a given water
jacket distance, I,
,
the interface temperature at the work piece side,
Tm and increases the value of AT across the interface.
Teb,
approaches
However, as the temperature
goes up, a softening of the material will occur and will reduce the interface thermal
resistance resulting in a lower TC value. The water jacket distance, Ie, may also affect
the temperature rise at the interface, and thus the heat loss across this interface varies
in a very complex manner.
As was indicated previously, if the value for
le
is small
enough, the thermal characteristic parameter, h,/R, affects the nugget growth behavior.
A rough comparison of heat loss in two directions can be made by considering
growth of the nugget.
Q.
(T.-Tcb(2)al
Q,
(Tm_-)2pIb
The ratio of axial heat loss, Qa, to the radial loss, Q,, is,
-
- 33
Assuming nugget size growth is proportional to the geometry of the electrode and
the thickness as explained in the model development section,
p
=
afL/b
where,
p penetration
3
:
final
b
: electrode radius
penetration
to
work
piece
thickness
ratio
(about
0.8)
Then the final ratio becomes,
Q.
Q,
(Tm-Tb)b(
2(T.-T)LIb
Assuming the nugget front revises its position at every half cycle (1/120 sec) in
AC welding,
r/T,=0.9,
where,
when
1=0.2at=Fa/50
oc thermal diffusivity of the work piece
Then the equation (2.17) becomes,
Q
(TTb)bT&
Qr
1 OTmPLlb
Since
lb
(2.18)
reaches its final value rather abruptly, the distance between the melting
front and the electrode interface, 1,, can be assumed constant after nugget formation
commences.
Then 1, is proportional to the specimen thickness, L
If the interface
temperature TCb is further assumed constant, the heat loss ratio in equation (2.18) is
proportional to the parameter b/L
The effect of this geometric parameter on the heat
loss ratio is plotted in figure 2.9-a. The ratio is also a function of the thermal diffusivity,
m. The total heat loss can be described as follows using equations (2.9), (2.10) and (2.16).
Q,=Q,~r
kblita 2 [(T,
Tb)llb+
34
-
-
1O(Tmj3L)/bJa]
(2.19)
As the nugget diameter, a , increases with time, the rate of heat flow from the
nugget, Qb, increases in a quadratic manner. But this is compensated by changes in the
axial temperature gradient in the work piece, T.-
T b,
which decreases with time.
thermal conductivity also affects the total heat loss as shown in figure 2.9-b.
The
As the
thermal conductivity of a weld specimen increases, the effect of this variable becomes
more significant. As
kb
increases, the temperature difference, Tm -
T b,
in equation (2.9)
approaches a null value due to the thermal barrier at the electrode interface.
Thus,
more heat will dissipate into the surrounding work piece. This means that there exists
a certain threshold where the effect of Q,
and
Q, change their relative importance in
the thermal history of nugget development. This threshold is believed to be related to
the relative magnitude of interface heat transfer coefficient h, and the thermal
conductivity kb. Therefore, one can derive one more thermal characteristic parameter,
hC/kb.
It is almost certain from this analysis that the electrode geometry and the work
piece thickness are very important factors not only in the distribution of the heat
generation rate but also in determining
spot welding.
heat dissipation characteristics in resistance
Generally, as one welds thinner sheet metal, the temperature gradients
in the sheet become steeper and a greater portion of the total heat is lost to the electrodes
as long as the value for the thermal characteristic parameter hc/kb is large enough.
2.1.3 Model Calculation
To see the validity of the model and the heat consumption in spot welding, a
model case was calculated with experimental data of galvanized steel
welding.
The
lobe curve data used in this section are shown in figure 2.10 as taken from reference
2.3.
The material is G90 galvanized steel with a thickness of 1.5 mm.
is a truncated cone with 120 degrees
The electrode
included angle and 1/4 inch (6.4 mm) contact
35
-
-
diameter with 15 mm face thickness and 16 mm outer diameter. The minimum acceptable
nugget size is 0.22
inches (2.8 mm) diameter.
The experimentally determined lobe
curve for this material is shown in figure 2.10-(a); the dynamic current curve is shown
in figure 2.10-(b) and the dynamic resistances are shown in figure 2.10-(c) and 2.10-(d).
Using this data, a calculation was performed for the case of no slope control in figure
2.10-(a). The results are tabulated in table 2.1.
The total heat generated in the system was calculated assuming a linearized current
value using the measured dynamic resistance.
The heat
required for phase changes
were included in the calculation. The amount of heat required for nugget heating, Qto
,was calculated using 660 J/Kg*Cfor the heat capacity,
C.,
from reference [2.41. The
heat used for the temperature rise in the electrodes was calculated using the simulated
electrode surface temperature data from reference 2.2 and the measured surface
temperature
profile obtained in this research.
temperature profile will be presented in chapter 5.
The measurement
of electrode
The highest electrode temperature
used in the calculation is 500 0 C for a minimum nugget size and 700 0 C for a maximum
size nugget.
In the calculation of heat loss,
QL,
it was roughly assumed that no heat is lost
through the model boundary till the nugget starts to form.
the temperature build up in the electrodes has already
the nugget.
It was also assumed that
begun when melting starts in
After that time, the heat loss rate, QLwas assumed to be equal to the axial
heat loss rate, Qa.
This is due to the fact that the temperature gradient in the axial
direction which developed before nugget melting occurs, is low compared to the gradient
at later times. The heat loss into the work piece is included in the total amount of heat
required for the temperature rise in the surrounding nugget material, Qtot.
The axial heat flow rate, Qa, derived in this section is a function of the interface
temperature, Tcb, and the nugget thickness or the nugget radius. The T,, value was
estimated from reference 2.2 and was taken from the experimental data. The relationship
36
-
-
between time and nugget thickness (or nugget radius) can be found in references such
as 2.1, 2.2 and 2.5. The nugget thickness change with time can be simplified as shown
in figure 2.11.
As the effect of an increase
in current on the total amount of heat
generated in the system is quadratic while the welding time is linear, welding with
high current - short weld times will produce a steeper slope (see figure 2.11) as compared
with welding with low current - long weld times. The shape of the curves is represented
The time t 1 is the melting start time, t2 is the time at which 70%
by three time values.
of the final nugget size is reached and t, is the time for the final nugget size. In some
cases t, is equal to the weld time At
of axial heat loss,
a
The values used are listed in table 2.1. The rate
, was then integrated over the welding time.
The ratio of the axial and the radial heat flow rate from a nugget was calculated
using equation (2.18).
The result for the case of this calculation
shows that the ratio
is about 0.3 at the start of nugget formation and about 1.1 at the end of a full penetration
nugget (defined as having a diameter equal to the electrode face diameter). The heat
loss rate of a maximum size nugget is 2570 J/sec in the axial direction and 2250 J/sec
in the radial direction.
According to the calculation done in the previous section, the net heat used for
melting of the nugget is only 25% of the total heat generated in the process. Most of
the heat is consumed in the electrodes and in heating up the surrounding sheet metal.
The heat used for the temperature rise in the electrodes, Q,,, is about 40 to 50 percent
of the total heat. This comprises the heat from the work pieces and the heat generated
in the electrode itself as assumed previously. The high proportion of the heat lost to
the electrodes is due to the large volume of the electrodes.
As the
electrode face
thickness in this calculation is 15 mm, most of the heat from the work piece goes into
heating of the electrode.
If the maximum temperature profile in the electrodes is
assumed to be constant for each weld, the proportion of heat lost to the electrodes will
decrease with increasing weld time as shown in table 2.1.
The proportion of heat lost
37
-
-
Table 2.1 : Proportion of Heat Consumption in Resistance Spot Welding
Terms
5.6 mm nugget
6.4 mm nugget
Symbol
(minimum)
(expulsion)
(unit)
weld time
8
12
16
weld current
17.2
14.5
13.6
total resistance
0.07 0.07 0.07
total heat
2760 2950 3450
generation
100% 100% 100%
nugget heating
750
750
16
At(cycle)
17.6 16.7
15.6
I(kA)
0.07 0.07
0.07
R (m 0)
8
12
2890
3900 4540
100% 100% 100%
750
1110
1110
1110
and melting
27%
25%
22%
38%
28%
24%
electrode heating
1520
1520
1520
1610
1610
1610
55%
52%
44%
56%
41%
35%
110
120
120
170
300
410
4%
4%
3%
6%
8%
10%
380 560
1060
0
880
1410
23%
31%
loss to cooling water
surrounding metal
heating
14%
19%
t1 , t 2
3,5
6,9
interface
temperature
500 500
31%
Qto,(J)
0%
9,13
3,5
4,6
6,8
500
700
700
700
Qot+ HM(J)
Qto(J)
QL(J)
tot(J)
(cycle)
tcb
(C)
-
- 38
to the surrounding nugget material and the cooling water will increase with increasing
weld time.
This is not a surprise because of
the longer time for heat dissipation as
the weld progresses.
The heat loss to the cooling water does not constitute a large proportion of the
total heat in this calculation when compared to the radial loss in the sheet metal.
This
seems to be mainly due to a large electrode face thickness, I,, and also due to the small
value of geometric parameter, b/L 2 (1.42 for this case). In this case, the heat loss rate
in both directions is almost the same at the end of the nugget development, while the
heat loss rate in the radial direction is about four times the axial loss rate at the early
stages of nugget growth.
2.2 EFFECT OF CHARACTERISTIC PARAMETERS ON THE LOBE
CURVE
2.2.1 Thermal Characteristic Parameter
Three thermal characteristic parameters were derived in section 2.1.3.
i.e. (i) the
ratio of heat transfer coefficient at the electrode interface to the thermal conductivity
(h,/k), (ii) the ratio of heat transfer coefficient at the coolant interface to the electrical
resistance (h./R), and (iii) the ratio of heat transfer coefficient at the electrode interface
to the electrical resistance (h,/R). The first parameter determines the relative importance
of heat loss in the axial direction to the radial direction.
If the value for the first parameter is large, the heat generated between the
electrodes will contribute more to the formation of a nuggetwhile the axial heat loss
is being controlled by the electrode interface.
In this case the nugget formation will
be affected by the second and the third thermal characteristic parameters depending
39
-
-
on the electrode face thickness, i, If the electrode face thickness is small enough, the
heat transfer at the water cooling surface should be included in the discussion.
As
derived in section 2.1.2.2 the themal characteristic number, h./R will affect the nugget
development mechanism. As the value for this parameter increases the lobe curve will
shift to the high energy input direction.
The lobe width will be expanded by the
increased heat loss of a large size nugget.
By the same token, another thermal
characteristic parameter, hc/R will affect the lobe curve in the same manner.
When
the electrode face thickness is small enough these two parameters will compete and the
one with the smaller value will dominate the process. The effects of these parameters
on the lobe width and the energy input are summarized in table 2.5.
In the opposite case where the value for hC/kb is small enough, more heat will
flow out of the nugget formation region to the surrounding work piece.
One good
example is the welding of copper or copper alloys. Since copper has a very high thermal
conductivity a large portion of the heat will flow out from the nugget region demanding
a very intense heat input in a very short time.
In this case the welding may be very
impractical.
2.2.2 Geometric Characteristic Parameter
For a given material, the changes in the heat loss rate with time for different
material thicknesses are plotted in figure 2.12. In this graph two cases with different
material thicknesses are compared. The first is the present case where the work piece
thickness is 1.5 mm and the electrode face diameter is 6.4mm. The other case is for
the 0.8 mm thick work piece and 4.8 mm electrode diameter as is used in the industry.
For both cases, the change of nugget thickness was assumed to be a function of root
of welding time, t, as can be seen in figure 2.11.
was also used in this figure.
The same time scale as in figure 2.11
As can be seen in figure 2.12, the ratio of heat loss rate
40
-
-
in the axial direction to the radial direction for welding of 0.8 mm thick material is
about 3 times larger than that of welding 6.4 mm thick material. The ratio will increase
further for the welding of thinner materials.
If the heat loss rate is estimated for changes in geometrical factors, such as sheet
thickness and electrode size, the ratio of the axial heat loss rate to the radial heat loss
rate changes in proportion to the parameter b/L
the ratio increases by a factor of four.
By reducing the thickness by half,
For this case the radial heat loss
decreases by a factor of two as indicated by equation (2.19).
rate alone
If the electrode diameter
is doubled, the ratio increases by a factor of two while the axial heat loss rate increases
by four fold.
This means that a thinner work piece, e.g. 0.8 mm, will lose an even
greater fraction of the heat by conduction
into the electrode than has been estimated
in Table 2.1 for a 1.5 mm thick sheet. Thus, heat transfer through the electrode-work
piece interface will dominate the nugget growth mechanism in thin sheet welding. A
very small variation in the contact characteristics may result in great inconsistency in
welding of thin materials.
The inconsistancy will be more pronounced as the work piece thickness becomes
less. Furthmore, if the work piece becomes thinner, the temperature gradient between
the melting front and the electrode interface becomes steeper with decreasing thickness
of unmelted zone around the nugget. As a consequence, the mechanical stability around
the nugget becomes more susceptible to the uneven electrode force and localized heating.
If the electrode contact deviates from a perfectly flat contact, the highly stressed part
of the contact area will undergo a higher temperature due either to the increased heat
transfer coefficient or to the locally increased heat generation rate caused by the current
constriction. This phenomenon will result in easier breakdown of the thin gauge nugget
envelope. In addition to this, as the material thickness decreases, the ratio of the bulk
electrical resistance to the contact electrical resistance becomes smaller. This implies
that a larger portion of heat is generated in the interface thus increasing the electrode
interface temperature on the work piece side. This will also make the welding of thinner
-
- 41
material more difficult. In addition to this, it will increase the maximum temperature
which the electrode achieves or the length of time at this temperature causing a large
reduction in electrode life especially in welding of galvanized steel.
2.2.3 Electrical Characteristic Parameter
In general the materials have large differences in their bulk resistivity 0, and
contact resistivity oc
.
Even for the same material, the electrical contact resistance
changes significantly depending on the surface condition and the electrode forces
[2.6-2.9].
The typical electrical resistance values for both bulk electrical resistivity a,
and the electrical contact resistance, R, , are listed in table 2.2.
As can be seen in table 2.2, the three different materials show a very good contrast
in bulk resistance and contact resistance.
The aluminum alloy has a very small bulk
resistivity even though the contact resistance of this material is very large due to the
oxide film on the surface.
On the contrary, the superalloy, Rene 41, shows a much
smaller contact resistance even though the bulk resistivity is very large. The resistance
values for steel generally fall between these two cases. The total electrical resistance
is composed of these two electriccl resistances.
As the heat generation pattern during
welding is dependent on the resistance distribution, it is believed that the effect of the
electrical resistance on the lobe curve needs to be considered with a relative value of
contact resistance to the bulk resistance.
One important thing to be mentioned at this point is that the contact resistance
is composed of the faying interface resistance, R I, and the electrode interface resistance,
R'. The relative resistance values of the electrode interface and the bulk material,
Rb,
and the interface heat transfer coefficient, h, will determine the temperature field
during welding.
One good concept in dealing with the effect of electrical resistances
on the lobe curve was introduced by Kaiser et al [2.6].
They introduced a concept of
optimum electrical resistance ratio, which is the ratio of bulk resistance to contact
-
- 42
Table 2.2 : Typical Electrical Bulk Resistance and Contact Resistance
Material
Bulk
Resistivity
Contact
Resistance
Faying
Interface
Al alloy
2
Remark
(mm)
)
(
(p)
Electrode Thickness
Diameter
(mm)
Electrode
[reference]
Interface
30-280
6.4
1.6
1.static
measurement
2
200-500
6.4
1.6
6.4
1.3
2. differently
etched surface
[2.7]
low carbon
steel
(bare)
6
51
83
1. static
measurement
[2.6]
(bare)
8
20
44
6.4
1.8
1.dynamic
measurement
[2.8]
(Zn
coated)
8
11
19
6.4
1.8
1. dynamic
measurement
[2.8]
HSLA
15
170
106
6.4
1.3
1. static
measurement
[2.6]
Rene 41
26
87
52
6.4
0.7
1. static
measurement
[2.9]
resistance.
However, they neglected the contribution of the electrode interface.
As
mentioned previously, the electrode contact exists all through the welding process. The
presence of the electrode interface will affect the temperature evolution in the work
piece and in the surrounding electrode.
There are two different contact phenomena at the electrode interface, i.e. the
electrical contact and the thermal contact. In general, the electrical contact resistance
---
-43-
increases with decreasing thermal contact heat transfer coefficient.
Therefore, the
contribution of the electrode interface can be thought to have a multiplicative effect
on the temperature history of the process. Here two electrical characteristic parameters
can be considered as a measure of the heat generation pattern in the process. The first
is the ratio of electrical contact resistance to the bulk resistance, Rc/R,. The other is
the ratio of electrical contact resistance at the faying interface to the contact resistance
at electrode interface, R./Re.
Basically these two electrical characteristic parameters
will determine the heat generation pattern. If the value for the first parameter, R C/Rk,
decreases, more uniform heating across the work piece will occur and will degrade the
weldability due to an insufficient localization of heat build up at the faying interface
which results in a lower thermal gradient in the axial direction.
The effect of this
parameter on the lobe width depends on the componets of R, In general as the value
of this parameter increases, the lobe width increases due to the early heat build up at
the interfaces.
The contribution of the contact resistance to the localized heating at
the interface can be represented by the second thermal characteristic parameter R/R"
As the value of this second parameter increases, the faying interface experiences
higher temperatures and will result in sound nugget formation.
In this case, the lobe
curve width will increase due to the gradual growth of a nugget
accompanied by an
increased heat loss to the electrode and surroundings, which in turn produces a larger
nugget. The low R/R , value will increase the possibility of premature expulsion from
the electrode interface as in the welding of aluminum alloys.
It is believed that the
most desirable combination of these parameters is a large value RC/Rb and R/Re to
increase the temperature at faying interface.
The ratio RC/R, can be reduced to a basic form by defining an electrical contact
resistivity a,
ac=
(2.20)
R- A
where,
A: apparent contact area
44
-
-
Then the ratio becomes,
C
Rb
(2.21)
abL
where,
L:work piece thickness
It is seen that the parameter Re/Rb itself contains the effect of work piece thickness
or the heat generation pattern in the specimen.
of contact resistance
smaller value.
decreases.
As the thickness increases, the effect
This is equivalent to a change of this variable to a
However, if the thickness decreases to too small a value, a larger
proportion of the heat will be generated at the electrode interface . This will degrade
the weldability of the material by producing early expulsion from the electrode interface.
As an example of the application of these parameters table 2.3 was constructed
using data in table 2.2.
It can be seen in table 2.3, that there seems to be a certain
relationship between the electrical characteristic parameters and weldability
RC/R
.
The
value for good weldability falls belows 36 in this table. It should be emphasized
that the contact reisitances used in this estimation are taken either from static
measurements or from the dynamic measurements. For a true comparison it is believed
that the dynamic resistance should be used because of the thermal dependence of the
electrical resistance.
The superalloy, Rene 41, shows a similar magnitude of electrical characteristic
parameters as does low alloy steel or low carbon steel. However, it is known that this
material has poor weldability [2.9].
Considering the small thickness and the very high
electrical resistivity, the poor weldability can be explained by the intense heat generation
in the bulk material in proportion to the heat generated at the interface.
In such a
situation the temperature gradient across the work piece must be very small.
As a
consequence the nugget develops almost instantaneously rather than in a gradual manner.
This can be further explained by reference to other characteristic parameters in as
discussed in a later section. In any case, the overall weldability can not be ascertained
-
Table 2.3
45-
Estimation of Electrical Characteristic Parameter
R1/Rc
Weldability Thickness
Remark
Material
Rc/Rb
Al alloy
15-140
fair
1.6
static
100-250
poor
1.6
static
Low
Carbon
Steel
(bare)
36
0.6
good
1.3
static
(bare)
14
0.5
good
1.8
dynamic
(Zn
6
0.6
good
1.8
dynamic
HSLA
26
1.6
good
1.3
static
Rene 41
7
1.7
poor
0.7
static
coated)
only from these electrical characteristic parameters. It is similar with the welding of
aluminum alloys. Aluminum shows a very high value of Rc/Rb even though it is known
to have very poor weldability. This will also be discussed in a later section by reference
to other characteristic parameters.
The effect of resistance on the lobe width can be described as follows. For the
materials with characteristic numbers showing good weldability, the change of work
piece bulk resistance, ab, to a higher value will move the lobe position in the direction
of lower energy input.
From equation (2.6), it can be seen that this shift is greater
when the nugget size is large.
As the expulsion nugget size is greater the shift of an
expulsion lobe curve is greater to the low energy input direction. Thus the shift of the
-
- 46
expulsion lobe line is greater to the low energy input that that of the minimum size
nugget. This will reduce the lobe width. The effects of these parameters are also listed
in table 2.5.
Materials with high contact resistance require relatively less heat input due to the
higher heat generation rate. Another reason can be the increased power absorption of
the materials with larger electrical resistance. This can increase or decrease the lobe
width. The change of width is dependent to the relative contact resistance at the faying
interface to the contact resistance at the electrode interface. If the contact resistance
at the faying interface is large the lobe width will increase.
The reason can be the
larger heat generation rate at the interface particularly at the faying inteface.
The
high faying interface temperature will make the nugget grow in a gradual way. In this
case the temperature gradient across the work piece is steeper with relatively lower
temperature at the electrode interface. Thus the time for the formation of an expulsion
nugget will increase.
This means the wider workable current range.
However, this
may be possible only when there is no premature surface expulsion caused by severe
heat generation at the electrode/work piece interface.
2.2.4 Material Characteristic Parameter
If the thermal conductivity changes, the relevant terms such as heat loss rate
through the
model boundary, QL, and the amount of heat required for temperature
rise in the surrounding nugget material,
through the model boundary,
, while Qitis
Q,
Q,, , will be affected.
is approximately equal to the axial heat loss rate, Q,
roughly the integral of the radial heat loss rate, Q, over time. In equation
(2.19), the axial heat loss rate, Qa, is proportional to kba 2
rate, Qr,
The heat loss rate
is proportional to kba2.
/lb
and the radial heat loss
According to these relationships, the shift of the
expulsion lobe boundary will be larger than that of the minimum nugget boundary due
to differences in the nugget size, a
.
-
-47
Therefore,
if the thermal conductivity of the
metal is increased, the lobe width will be increased along with a translation of the lobe
in the direction of higher energy input.
It is obvious that the lobe will shift in the direction of high energy input if the
value of volumetric heat capacity, pC, , is increased.
This
can be easily seen from
equation (2.5). If nugget size is considered, the shift will be greater with a larger size
nugget. Thus, a wider lobe width is possible when a material with a high volumetric
heat capacity, p C,, is used. Unfortunately, there is little oppurtunity to design materials
in this manner.
It was seen in section 2.1.2.1 that the ratio of material properties pC,/R
Akb/R
could be important factors which affect the lobe shape. The increase in the volumetric
heat capacity, pC, , and thermal conductivity of the work pieces, kb, will increase the
lobe width and will require a larger total heat input.
On the contrary, an increase in
electrical resistance will decrease the total amount of heat necessary to form a nugget.
However, the effect of electrical resistance on the lobe width is very complicated due
to the different effect of bulk resistance, R,, and the contact resistance, R,. It seems
necessary to consider the effect of these two resistances separately.
section the effect of contact resistance was discussed.
In the previous
The relative importance of the
contact resistance to the total resistance was also discussed with the parameter R,/R.
Thus the parameterskb/R and pC,/R are modified to the general material characteristic
parameters
kb/Cl
and pC,,/a respectively.
This is believed to be more reasonable in
that the contact resistance mostly decays away in the early stage of welding leaving
the bulk resistivity as the dominant parameter.
-
- 48
Table 2.4 : Typical Values for Material Characteristic Parameters
kb
ab
pCP
Material
(J/mK) (p.0-cm)
p
C
k
-
-
(J/kgK)
Weldability
b%
[ref 2.11]
Al alloy
(20 series)
230
3.0
960
320
77
good
(70 series)
150
5.0
960
192
30
fair
Mg-Al-Zn
84
14
1000
71
6
fair
(grade A)
75
10
460
46
7.5
very good
(Monel)
20
55
420
7.6
0.4
very good
(Rene 41)
11
125
400
3.2
0.09
poor
Cu, pure
400
2
380
190
200
impractical
Stainless
Steel
16
70
510
7.3
0.23
excellent
65
15
482
37
5
excellent
120
7
380
54
17
good
Ni alloy
(18-8)
Low Carbon
Steel
[
IYellow Brass[
Table 2.4 shows typical values for these two material characteristic parameters
for various materials. The physical properties were quoted from references 2.10 and
2.11. The weldability classification was quoted from the reference 2.12.
As can be
As a
seen in this table the weldability is related to the parameters to some degree.
rough estimate, if the value for kb/Ob exceeds 100, weldability becomes poor.
If the
value for this parameter is very small, welding also becomes very difficult.
parameter, pC/a,, does not seem to be adequate for the indexing of weldability.
The
-
-49
Table 2.5: Effect of Parameters on the Lobe Width and Energy Input
Increase in
Lobe Width
Energy
Input
Heat Capacity pCP
+
+
pCp/a
+
+
k/a
+
+
Bulk Resistance ab
+
-
Thermal conductivity kb
+
MATERIAL PARAMETER
GEOMETRIC PARAMETER
b
L
+
2
ELECTRICAL PARAMETER
Re/Rb
+
?
R'/Rc
+
?
+
hc/kb
+
+
he/R
+
+
hW/R
+
THERMAL PARAMETER
The reason for the difficulies encountered in welding materials with high
kb/ab
values can be explained with the aid of the thermal characteristic parameter hc/kb.
As the thermal conductivity increases, the heat loss in the radial direction will increase
making the thermal gradient in the radial direction more flat.
As the uniform
temperature profile in the radial direction is developed, the nugget envelope expands
outside the area constrained by the electrode.
Thus the mechanical constraint around
the nugget is lost and the work piece will collapse before the nugget fully develops. In
the welding of materials with opposite properties such as stainless steel or Rene 41, the
-I
50
-
-
temperature profiles in the radial direction are steep enough to create a nugget envelope
within the mechanically constrained region. However, as the thermal conductivity is
so small
with very large electrical resistivity, very intense heat generation
is
concentrated at a specific location, thereby, heating the material well above the melting
temperature.
Thus the nugget grows in a very short period of time with a very small
tolerance for variations welding time or welding current.
For a
given
material
with acceptable
weldability,
the effect of
material
characteristic parameters on the lobe width can be derived from combinations of material
properties such as thermal conductivity, heat capacity and electrical bulk resistivity.
The effect of these material properties have been discussed in the early part of this
section.
The final effect of the material characteristic parameters are listed in table
2.5 along with the effect of other parameters.
Different combinations of weld time, At, and weld current, I, will have different
effects on the lobe shape. Welding with high current at short nugget growth times,
(At - t I will result in a smaller heat loss to the surroundings as discussed in the model
calculation section. Alternatively, long weld times with lower currents
greater heat losses. Because
will produce
this will require a higher heat input for the same sized
nugget, the slope of the lobe curve in this region will become steeper as is shown in
figure 2.13.
This can also explain the reason why the lobe is wider in the long weld
time region.
2.3 WELDING MACHINE CIRCUIT ANALYSIS
Figure 2.14 shows the approximate transformer equivalent circuit derived by
Steinmetz [2.13,2.14]. All the values are referred to the secondary of the transformer.
The symbols in figure 2.14 are as follows. The primary is represented by subscript I
and the secondary by 2. The value r represents the winding resistance and x represents
the core leakage fluxes. X, is the core magnetizing reactance and Rm is a shunt resistor
-
- 51
to represent the core losses. The symbol iEX is the current required to magnetize the
core and to overcome the hysterisis and eddy current losses in the core.
the winding ratio, NI/N2
N represents
which is approximatly 200 to 400 in spot welding machines.
From Kirchhoff's voltage law,
N =V2+
V 2 = I2
Where,
(2.22)
I Ze
(2.23)
ZL
Zeq
= Req +jXq
ZL= jXL+RL
If the load ZL is purely a weld resistance, R, as in equation (2.1), i.e. ZL
=
R , the
secondary current passing through the load is,
12=
(2.24)
,
{
N{(Req
+ R)+ jXeq}
If the values determined by the welding machine such as x,,,R.q, N, an dVI are
assumed constant, the weld current decreases as the resistance of the weld specimen
increases.
This is obvious from Ohm's law. However, the change in the actual power
absorbed
by R is not clear. From equation (2.22) and (2.23), the voltage V
2
across the
load R is,
V 2 _ R{(Rq+R)-jXq
V,
N{(Req+R) 2
+X
(2.25)
}
If V 1 is assumed to be the same as the rated primary voltage, then equation (2.25)
represents the ratio of output voltage to input voltage. Then the per unit power output
becomes a multiple of the following.
2
=V
={R
(2.26)
P.U.
-
-52
I
R|JV1|z
N
2{
R. + R)2+x2g
The value of resistance
which absorbs the maximum power, R', can be derived
by differentiating equation (2.24) with respect to R and equating to zero. Then,
R'= (R
(2.27)
+ Xeq)
From equation (2.24) and (2.26) it can be seen that the induced current in the
work piece decreases monotonically as R increases.
Nontheless, the absorbed power
increases as long as the R value is less than R' which is determined by the electrical
characteristics of the welding machine. If R increases above R' the power absorbed by
the weld decreases.
The electrical characteristics of the welding machine used in the
experiments performed in this thesis were measured using an RLC meter in an open
circuit condition. Req can be approximated to be equal to rand Xeq to
of the winding ratio N is very large (see figure 2.14).
2.6.
x
2
as the square
The results are listed in table
The usual R value in spot welding of low carbon steel is on the order of 0.01 to
0.1 mohm [2.3,2.8].
Thus spot welding is usually performed below R'. Thus increasing
the resistance of the work piece will increase the power delivered to the weld.
Table 2.6 : Electrical Characteristic of the Welding Machine
Welding
Req
Xeq
R'
(mohm)
(mohm)
(mohm)
One-D
0.25
0.62
0.67
Normal Welding
0.08
0.62
0.63
53
-
-
Figures 2.15 a and b show the characteristic change of P,... and 12 with R for one
dimensional simulations and for normal welding respectively. It is seen that the power
absoption and the induced current are very strongly dependent on the resistance R. In
this graph the power delivered to the weld can be approximated by linear relationship
roughly in the resistance range up to 0.5 mohm.
For a doubling of the R value in the
linear range where the most of spot welding is performed, the power delivered to the
weld increases by 70%. This shows the importance of resistance changes in determining
the lobe curve. The bulk resistivity as well as the electrical contact resistance can vary
to some extent. This analysis shows that a small variation in the contact resistance can
cause large variations in weldability.
2.4 SUMMARY
1. The ratio of the heat loss rate in the electrode compared to the heat loss rate in the
work piece is a function of the
electrode diameter
divided by the square of the
work piece thickness. This is an important geometrical characteristic parameter of
spot welding.
2. The ratio of thermal conductivity to electrical resistivity and the ratio of heat capacity
to
electrical
representative
resistivity
are
material
characteristic
of the weldability of the material.
parameters
Increases in
which
are
the thermal
conductivity and the heat capacity of the sheet metal increase the lobe width while
increases in the electrical resistivity decrease the lobe width.
3. The ratio of electrical contact resistance to the bulk resistance and the ratio of contact
resistance at the faying interface to the contact resistance at the electrode interface
are the most important electrical characteristic parameters for spot welding. Larger
values of these parameters provide better weldability.
-54-
4. The ratio of the heat transfer coefficient at the cooling water interface to the
electrical resistance and the ratio of the heat transfer coefficient at the electrode
interface to the electrical resistivity are thermal characteristic parameters which
are representative of spot welding. Increases in these parameters require higher
energy inputs and produce wider lobe curves.
5. The wider lobe width of long time - low current welds is due to the gradual nugget
growth behavior caused by the larger amount of total heat dissipation into the
surrounding sheet and to electrode at longer weld time and the larger heat loss area
of large nuggets.
6. There exists a threshold value for the load resistance below which the power generation
in the work piece increases with an increase in the work piece resistance,
R, and
above which the power generation decreases with an increase in R Most spot welding
machines work in the former region and hence increases in R increase the power to
the work piece. For a doubling of R, the power may increase by 70%.
2. Small variations in the electrode-work piece thermal contact characteristics
result in great inconsistencies in the weldability of thin sheets.
can
z
z
@r - 0
4
..
--
r
Work Piece
Za
--
-
-
PrTT"-
-
bL
~~~1
~~~11
Tw
T
Tm
Elettrode
I
_LJ-
@ Z-0
F--
I
I
I
I
.
b
---
I
ce Icf Tm
a
Figure 2.1
An approximate nugget growth model with temperature profile.
C,
-
- 56
large nugget
small nugget
Square of Welding Current
Figure 2.2
Basic lobe curve.
-
- 57
Q>
.i
case I
(D
case 2
(a)
Square of Welding Current
2
U
(10
U
(b)
L
.E
E
I
0
Temperature
Figure 2.3
Effect of heat capacity.
58
-
-
(U
CU
0
U
00
+
00
U
CU
time
time
0)
U
C)
C)
0
W
el
0
U
time
Figure 2.4
time
Typical dynamic resistance behavior and its components.
small Rc
C.)
C)
C)
large Rc
E
case 1
E
C
F-
F--
case 2
C)
U,
C)
C)
C,'
(9
Square of welding current
Square of welding current
(a)
(b)
Figure 2.5
Effects of changes in the electrical resistivity.
Temperature
(c)
-60
-
QL
R
0
Square of welding current
Figure 2.6
Effect of heat loss.
-
-1
z
Tm
T
Fusion Boundary
Work Piece
ce
Electrode-Work Piece
T
Interface
cb
i
le
I
Electrode
No
Water Jacket Surface
Tw
Temperature
Figure 2.7
Steady state temperature distribution near a contact interface.
62
-
-
T ce
large
T
lb
m
T
w
small
lb
Work piece to water cooling distance
T
cb
T
T
large tne
m
w
small
l
Interface to nugget distance
T
small Ilb
TT
m w
0
large
lb
Work piece towater cooling distance
Figure 2.8
Change of interface temperature profiles due to geometry changes.
-
- 63
a
r
2
b/ L
(a)
0
n
L
k
(b)b
Figure 2.9
Characteristics of heat loss.
-
CYCLES
00"AMLOPE
s2.9-
6
S
Ii
14.6-
V)
\-
-19 9-
U
0
9
-u
z
e.g-to
S
urnF
2
G~-
-39
9.9
12.9
14.0
19.S
current
Figure 69
0-40 LOGS aT
e4
26.0
16.9
22.
a 00
a
0.10
a
2a
0.38
9.40
TIME, SECONDS
Ckomps)
L99 (ICTROO
Figure
FORCE
85
Typical Onamic Well Catut Carve for 690 IT. Cons. 24 cyclasl
(b)
(a)
(0
(0
2:
z
9.94A
9.9689
9.02-
9.99-
41.101
0.16
6.24
G."e
.
(I)
40
9.48
8 s58
TIME, SECONDS
TIME, SECONDS
Figure 94
Irasmic 1esialssae Cara lor 690 IT. Cos. I cyclsi
( C)
Figure 2.10
Fig.re it lylami
flosislasco Car. ise BB
IT. Ce62. 12 e1.is1
(d)
Welding data for the calculations (after [2.31).
9.50o
-65
-
-
U
final nugget size
70% of final nugget size
bo
t
t
1
Figure 2.11
t
2
At
S
time
Characteristic nugget growth curve.
3.0
-
Start of nugget formation
-
-I
-
End of We ding
4.8 mm
L.
N.
64.
mmm
II
0.75
0.29
-
-
-
-
-
-
-
-
-
-
--
-
1.14
-
6.4 mm
---
-
-
-- -- ---
-
~ ~ -
~ -
~ ~
-
rl
At
Figure 2.12
time
Effect of the geometric characteristic parameter on the heat loss rate.
-66-
()
I
9'
I'
N
N
N
N
square of weld current
Figure 2.13
Effect of weld time on the lobe curve.
-
- 67
I,
Ni
2
NI
Req
eq
00
R
xNm
N2
N2
f
1y
x
zL
9
M
R
= r,
eq N 2
+ r2
X1
Xeq= N 2
+
x2
Nj
N=
N2
Zeq= Req+ jXeq
Figure 2.14
Welding machine circuit.
1
V2
I
i.
I
I
I
I
1.8
relative y scale
30
.- 1.6
-1.4
2.5-
-- 1.2
C
0 2.o-.
0
U
R
1.5--
-- 1.0 R
E
N
-0.8 T
(a)
00
-- 0.6
0.5--
0.0 1
0.0
-- 0.4
0.5
1.0
1.5
RESISTANCE
i
2.0
.2.5
--
0.2
-
W
E
R
3.0
(mOhm)
POWER
CURRENT
Figure 2.15
Characteristic change of welding current and power absorbed by the weld.
(a) One dimensional simulation welding. (b) Actual size welding.
3.5
1.8
relative y scale
~1.4
2.5--
2.0--
-- 1.2 C
U
p
0
R
E
-- 1.0 R
E
N
-- 0.8 T
R1.5--
1.0--
-0.6
-
0.5-
0.0
0.0
-- 0.4
0.5
1.0
1.5
RESISTANCE
2.0
(mOhm)
POWER
CURRENT
Figure 2.15
(continued)
--
2.5
-
3.0
2
-70-
3 EXPERIMENTAL PROCEDURES AND MATERIALS
3.1 INTRODUCTION
Much of the previously published work on resistance spot welding provides useful
experimental data for specific situations.
The collection and integration of this data
helped reduce the required experimental work in this study.
The thermophysical
properties of the materials were obtained from the literature [3.1-3.4].
The electrical
resistivity change with temperature was measured in this study for each material. One
new experiment used in this study was the measurement of the interfacial heat transfer
coefficient. In order to do this one must measure the temperature gradient across the
work piece and the electrodes.
Two different experimental methods were used for temperature monitoring. The
first one uses an infrared monitoring method which measures the surface temperature
using a Thermovision system (Inframetrics Model 600).
The other uses high speed
cinematography of the cross sectioned welding system [3.5-3.8].
A further explanation
of these procedures is given in the following sections.
A bench type Taylor-Winfield 75 kVA AC machine was used for all welding
studies. This welding machine has control over force level, welding schedule and current
level. The electrode force mechanism was modified to provide stable pressure for each
weld in the case of the one dimensional welding simulation.
It was also necessary to
modify the secondary circuit of the welding machine to reduce the current level for
one dimensional welding simulation. The weld current was measured using a Duffers
model No. 273 current analyzer.
electrodes were used.
All through the experiment RWMA class 2 Cu-Cr
The geometry of electrodes was modified in some experiments
according to the purpose of experiments.
PPP,-
-
- 71
Table 3.1 : Experimental Test Materials
Symbol
Make
Thickness
Coating
(mm)
Coating
Thicknes
s
2
)
(g/mm
A40
NL
0.8
galvannealed
G60
NL
0.8
hot dip
galvanized
E70
NL
0.8
electrogalvanized
70/70
AMBR
AM
0.8
electrogalvanized
0
AM35
AM
0.8
electrogalvanized
35/35
AM68
AM
0.8
electrogalvanized
68/68
AMIOO
AM
0.8
electrogalvanized
100/100
BRO5
BM
0.5
bare
0
BR06
BM
0.6
bare
0
BR08
BM
0.8
bare
0
BR12
BM
1.16
bare
0
BR14
BM
1.4
bare
0
R90
BM
1.5
bare
0
NL : National Steel
AM: Armco
BM : Bethlehem Steel
-
- 72
3.2 MATERIALS
Except for the electrical resistivity, the temperature dependence of the physical
properties was collected from the published literature [3.1-3.4].
The experiments were
performed on low carbon steel of varying coating thickness and morphology. The
materials are grouped into several categories for the purpose of different experiments
as will be described in the experimental procedures sections.
The differences in the
zinc coating process, the thickness of the zinc coating, the welding force and the work
piece thickness are the main parameters of interest.
The names of the materials are
symbolized as in table 3.1. The experiments performed with these materials are listed
in table 3.2.
3.3 INFRARED MONITORING
The Thermovision system monitors the infrared emission intensity from the surface
of the electrode and the work piece in the wavelength range of 8 to 14 micrometers.
The experimental apparatus is shown in figure 3.1 and 3.2. The scanning speed of this
system is 8 kHz in the horizontal direction and 60 Hz in the vertical direction. In the
fast line scan mode the temperature distribution of the preset scan line is monitored
every 125 microseconds with the vertical scanning mechanism fixed.
As the vertical
scanning is disabled in the fast line scan mode, the image of a welding setup was rotated
by 90 degree using optical image rotator.
The scannig line was positioned along the
center line of electrode axis. In the normal image mode, the temperature distribution
of a two dimensional surface is mapped at a rate of 60 Hz. In both modes the data are
displayed in NTSC video format.
Data are recorded on video tape and can be analyzed later using a computer
interface.
This video format uses 60 fields of images per second which is exactly the
same as the frequency of welding current cycle.
The video signal is displayed in 30
complete frames per second, interlacing the two successive video fields. Thus one video
- 73-
field covers 2 weld cycles.
In addition, due to the inherent characteristics of
NTSC
video format there exists a two millisecond blanking time between each video frame
during which data is not acquired.
The combination of blanking time and the 60 Hz
time base of both the video frame and the weld current causes a synchronization problem
for data acquisition. The starting time of the video frame and the weld starting time
is totally uncorrelated. Therefore, on some occasions an interesting portion of the data
is lost. This problem was dealt with by doing several experimental runs for each test.
As it is obvious that the peak temperature reaches its maximum value at the end of
the current flow, it was assumed that the peak temperature data were lost if a peak
temperature could not be found within one video frame. The measurement resolution
is 8 bits which is equivalent to 256 steps for a given temperature measuring range.
Three different experiments performed using this technique will be explained'in the
following sections from 3.3.1 to 3.3.3.
The most crucial factor in accurate measurement of temperature in this experiment
is the emissivity calibration of the emitting surface. As the temperature increases, the
surface condition of the electrode and of the work piece will change; therefore, it is
very important to have a known emissivity throughout the experiment.
To achieve
this, the surface was sprayed with temperature sensitive lacquer which remains solid
to 13,710C. The emissivity of this lacquer was calibrated by comparing the Thermovision
temperature measurement with thermocouple readings on a statically heated sheet held
at various temperatures. The measured emissivity of the 137 1*C temperature sensitive
paint is shown in figure 3.3.
3.3.1 One Dimensional Simulation Welding
This test was used to determine the electrical and thermal contact properties of
the work piece and the electrode. The characteristics of the electrical contact resistance
-74-
were deduced from this experiment by comparing the results with the computer
simulation (described in chapter 8) which incorporates the interfacial heat transfer
characteristics measured experimentally.
The setup is shown in figure 3.4.
The length of the slender solid cylindrical
electrode was 19 mm and the diameter was 4.8 mm. The coupons were made by punching
out disks from sheet stock which were then statically pressed at 700 lbs to eliminate
the shear lips. To keep the temperature low enough during the weld simulation so that
the collapse of the disk coupon could be avoided, the welding current was reduced by
inserting an electrically resistive material, such as Inconel or stainless foil, between the
electrode holder shank and the welding machine. The increase of the electrical resistance
of the secondary loop was about three fold which reduced the secondary current to
acceptable levels. During these experiments the tap setting and the weld schedule were
kept fixed to see the differences in the induced current for different surface conditions,
work piece thicknesses and electrode forces.
The variables studied in this experiment included changes in the electrode force
as well as the zinc coating of the steel and work piece thickness.
The experiments
performed in one dimensional simulation welding are summarized in table 3.2. To see
the effect of coating morphology, hot dip galvanized steel (G60), galvannealed steel
(A40) and electrogalvanized steel (E70) were used. Electrode forces of 350 lbs, 500 lbs,
650 lbs and 800 lbs were employed for this experiment.
The effect of the coating
thickness was tested using electrogalvanized steels with four different coating thickness,
i.e, 100 g/mm
2
(AMI00), 68 g/mm
2
(AM68), 35 g/mm
2
(AM35) and 0 g/mm
2
(AMBR) of
zinc on both sides. The bare steel was produced by etching away the zinc coating in
a solution of HCl.
The electrode force for this test was 500 lbs. For the evaluation of
work piece thickness, the 1.6 mm steel sheet was machined to 1.4 mm (BR14), 1,16 mm
(BR12), 0.8 mm (BR08), 0.6 mm (BR06) and 0.5 mm (BR05).
Using these specimens
welding was performed for each thickness. The electrode force for these experiments
-
- 75
Table 3.2 : Experimental Test Matrix
Material Lobe* Thermal
Contact
A40
650
One-D
Cinemato-
Electrode
Welding
graphy
Temperature
325
720
325
720
325
720
500, 650 350, 500, 650,
800
G60
650
500, 650 350, 500, 650,
800
E70
650
500, 650 350, 500, 650,
800
AMBR
500
500, 650
500
AM35
500
500, 650
500
AM68
500
500, 650
500
AM100
500
500, 650
500
BR05
400, 650, 900
BR06
400, 650, 900
BR08
400, 650, 900
BR12
400, 650, 900
BR14
400, 650, 900
Numbers in column are welding forces in lbs.
* taken from reference 3.11.
were 400 lbs, 650 lbs and 900 lbs. Welding of different thickness was also performed
on combinations of 1.16 mm and 0.5 mm thick materials using 650 lbs as the electrode
force.
-
- 76
3.3.2 Thermal Contact
The equipment for this test is shown in figure 3.5. The dimensions of the electrode
and the disk coupon are the same as explained in the previous section. The electrode
force was simulated by statically squeezing the two electrodes using a hydraulic press.
The lower electrode was heated to the desired temperature using a radio frequency
induction heater while the upper electrode was water cooled.
The disk coupon was
placed between two electrodes. The surface temperature was scanned along the electrode
axis when a steady state temperature was established at the desired temperature. Due
to the thermal expansion during heating process, the heating was performed under the
electrode force less than the desired one.
When the temperature of the hot electrode
reached a little above the desired temperature, the electrode force was increased to the
desired value while the heat was maintained.
Due to the increased electrode force to
the desired value the temperature field usually changed its distribution as soon as the
electrode force was applied. A few seconds after the application of the desired electrode
force the heating was halted and the data was recorded.
By doing so, the effect of
thermal expansion of the hot electrode was eliminated. The data were taken only during
the heating process.
piece surface.
The reason was to eliminate the effect of changes in the work
The thermal contact resistivity was calculated from this measured
temperature profile.
One scanning gives information from two locations, one for the
upper interface and the other from the lower interface.
It should be noted that the upper interface has reversed temperature profiles
compared to the profiles obtained in welding. During welding the work piece is always
the hotter contacting member. In this experiment, particularly in the lower interface,
the electrode is the hotter contacting member. This will cause some differences from
the welding situation.
alternative.
However, due to the small size of the specimen, there is no
This difference is considered later in the analysis of the measured data.
- 77-
Since the temperature was read in a steady state mode and the electrode was a
thin cylinder, the maximum temperature that the electrode could withstand was limited
by the mechanical rigidity of the heated electrode.
Due to this limit this experiment
could be performed only up to 4000 C.
Using this method, the heat transfer coefficient across the electrode/work piece
interface was estimated for various materials and various electrode forces.
In the
coating thickness experiment, the electrogalvanized steels were studied used with 500
lbs and 650 lbs electrode force.
These electrode forces were also employed in the
experiment where the effect of coating morphology was tested. These are summarized
in table 3.2
3.3.3 Electrode Temperature
The electrode surface temperature was measured during the welding sequence.
This experiment was used to ascertain the effect of the electrode face thickness and
the coolant flow rate on the electrode temperature.
A series of welds was produced
which simulated a robotic welder in an automotive assembly line. Twenty welds were
made with one inch nugget spacing at a repetition rate of 45 welds per minute followed
by a,period of 23 seconds with no welds. This weld-no weld cycle was repeated three
times making a total of 60 welds. The coupon consisted of two strips, each one inch
wide and 22 inches long. The variables which were evaluated included the electrode
face thickness and the coolant flow rate.
The internal geometry of the electrodes was modified by machining conventional
RWMA Class 2, A cap electrode shapes to thinner electrode faces. Four different face
thicknesses were tested, i.e. 2.8 mm, 4.7 mm, 6.6 mm, 8.5 mm. The overall geometry of
the electrode which was used is shown in figure 3.6.
Welding was performed on 0.8
-78-
mm electrogalvanized sheet steel which had 70 g/m 2 of zinc on both sides.
For all
cases, the electrode force was 720 lbs and the welding time was 12 cycles with two
different current settings at the same tap.
3.4 HIGH SPEED CINEMATOGRAPHY
The experimental set up for high speed cinematography is shown in figure 3.7. This
set up does not represent the actual spot welding situation.
By splitting the electrode
and work piece, the boundary conditions have been altered from the real welding
condition. However, it does give some idea about the general tendency of heat generation
and propagation during spot welding.
The cross-sectioned electrode surface and the
work piece edges were painted with thermosensitive paint which melted at the relatively
low temperature of 3710C. This paint was chosen as it is close to the melting temperature
of zinc.
The propagation of the 3710C isotherm into the electrode was measured by
tracing the melt line of the paint.
trace the cooling process.
By the nature of method, this experiment cannot
It shows only the front of heat propagation on the surface.
After the melting of the paint the glow of a hot spot and cooling of a hot spot can be
observed but cannot be quantified.
The pictures were taken at the rate of 1200 pps
(pictures per second). The response time of the lacquer is claimed to be a few milliseconds
and to have an accuracy of +_1 % by the manufacturer [3.9].
The test was performed with different weld schedules, i.e. 3 cycle-95%, 15 cycle-65%
and 6 cycle-80%.The weld specimens had various zinc coating morphologies, i.e. A40
galvannealed steel, G60 hot dip galvanized and E70 electrogalvnized.
electrode geometry was also tested to see the differences
propagation pattern.
The effect of
in heat generation and
The truncated cone type electrode was 6.4 mm in face diameter
with included angle of 160 degree and 135 degree. The dome type electrode was also
used.
lbs.
The electrode force was compensated by half of the normal welding force 650
-79-
3.5 MEASUREMENT OF ELECTRICAL RESISTIVITY
The temperature dependent electrical resistivity of bulk materials was measured
for each material.
The method used a four point probe.
The specimen and probe was
placed in a vacuum furnace and the change of the electrical potential at constant current
was measured.
A schematic of the electrical arrangement is shown in figure 3.8.
The
zinc coating was etched away in an HCl solution prior to all tests. Data were collected
in the temperature range from room temperature to about 9000 C.
-80-
SEALED
SCANcER
UODULE
OREIIZONCAL
-
HITfloc
E
DEITCAR
SCANNER
R
NC
.R
.
. .
.
U*LO
sIL
t
..
E
..
......... -U
li
".
ALIC To SCAn CIWJCNT SICITAL To
---
T.U rOWsT
hAIUtAin(MT
...
rICESICIMOI
b
a
ANALOG
__________ tsz
ICA
T TAC
AL
CIACUITS
s
-
RAL600
COJIIIO
COO AIL/CALIllATISm
scruosSYSTEM
1UtTCtlIC
C/IC
SUPP LY a RICULATOR
POUtA 2S-232
2WA
-..-....'......'-- .................................... ........................
J
600 ELECTRONICS
""CITAL
BLOCK DIAGRAM
7
".inL ~
Figure 3.1
IR
Thermovision system.
Camera=Y
image Rotator
idoEditor-
Figure 3.2
Computer Analysis
Infrared monitoring system.
~1
0.95 I
II
i
Ii
IA
Ia
I
0 944-
o-93-E
M
I
A
092-i-
A
S 0.91S
I
V
I
T
Y
II
0 90-0 89-0 88-1
A
A
0.87-
U .8
h6
400
i.
500
600
700
800
TEMPERATURE
Figure 3.3
900
lob0
(C)
Emissivity versus temperature for the high temperature paint.
1100
-
- 82
-AMMIRROak,
FAINI
--a-4.8 mm
................ 3
.....................
..................
...........
.............
.........
..............................
..............................
..............
............
work piece disk
.............
.
.....
... .....
..
...
.
3
Figure 3.4
One dimensional simulation of spot welding.
-
83
coolant
-- 4- electrode
mgerotater
IR scanner
-
specimen
heating coil
-
----
electrode
RF generator
K>77U77 K~I
-
I
I
Figure 3.5
F-1-
-1-1
hydraulic press
Setup for heat transfer coefficient measurement.
-
- 84
S15.8 mm
-
unmachined
3
:;,
3
330
3
3
machined
15.8 mm
.. _ 12.8 mm
No
3
o
-
o
..
3
.4 mm
3
3
6.35 mm
Face Tickes
Number 1: 8.5 mm
Number 2: 6.6 mm
Number 3 : 4.7 mm
Number 4 : 2.8 mm
Figure 3.6
Electrode geometry used in the electrode temperature experiment.
-85-
Upper Electrode
Workpiece
Nugget
Lower Electrode
Figure 3.7
Cinematography on an edge weld.
Resistivity Specimen
PI
I I
II
II
S
2
I
I
i-i
I,
II
Ag
It
Is
II
II
Voltage L e ads
Current Leads
Figure 3.8
Four point probe for bulk resistivity measurements. Body is
made from a machinable ceramic. All metal contacts are nickel
for high temperature performance (after [3.10]).
-1
- 87-
4 HEAT GENERATION AND PROPAGATION
4.1 EFFECT OF CURRENT
Figure 4.1 is an example of the heat propagation pattern observed during the high
speed cinematography experiment. As described in the experimental procedure section,
the melting propagation front of the thermosensitive paint matches the 37 1OC isothermal
line.
This figure shows two different combinations of weld time and weld current.
Figure 4.1 (A) was made with a 15 cycle-65% current weld schedule. The weld current
was 8.2 kAmp. Figure 4.1 (B) was made with 3 cycle-95% current weld schedule which
used 11.0 kAmp as a weld current.
The heat generation and propagation pattern is
quite different for these two cases. The heat propagation front in the electrode is more
convex when long time and low current is used.
In this case the heat propagation
pattern is symmetric. Weld B in figure 4.1 which was made with high currents at short
weld times shows localized unsymmetric heating in the early stages of the process.
is clear that more heat is lost to the electrode in long time-low current welds.
It
In this
case the nugget grows in a gradual manner with a relatively wide lobe width. The
reasons for this were explained in chapter 2. In contrast, the short time-high current
welds lose less heat to electrode and the heat propagation pattern is usually very flat
and nearly parallel to the electrode contact surface.
Nuggets are believed to grow in a very abrupt manner with a very high temperature
gradient both in the axial and in the radial direction.
Due to greater changes in the
current amplitude during high current welding, fluctuations in the temperature are
also greater. This is the usual case for higher current welding, i.e. there is less symmetry
and much more localization of the heating pattern.
builds up in the
In both cases, the temperature
work piece first and then propagates into the electrode.
This also
confirms that there is a significant thermal discontinuity at the electrode interface.
--4
88
-
-
Table 4.1 :Effect of Coating Morphology on the Temperature Evolution
Material
Initiation of
Initiation of
Nugget glow
Current
Maximum
Paint
Paint
(m sec)
(kAmp)
Distance
Melting on
Melting on
Between
Steel
Electrode
Isothermal
(m sec)
(m sec)
Lines
(Relative
Units)
A40
9.2
25.8
32.5
11.0
8
G60
14.2
19.2
44.2
10.9
10
E70
13.3
17.5
38.3
11.7
9
4.2 EFFECT OF COATING MORPHOLOGY
Table 4.1 shows the effect of different zinc coatings on the heat propagation and
generation pattern.
frame
The times shown in the first two columns indicate the starting
of the high speed movie at which a phase change was observed
in the
thermosensitive paint. The third column indicates the time at which a visible red glow
in the work piece commenced. The time was measured from the onset of the welding
current.
The distance between the isotherms indicates the distance between the 3710
C isotherms in the upper electrode and the lower electrode after completion of the weld
cycle.
These were measured at the center of the cross sectioned electrode. Thus, the
units in this column are only relative.
A40 shows an early build up of temperature
and glow in the work piece as compared to G60 and E70, but the temperature rise in
the electrode is slower.
This is manifested by the shorter distance of heat diffusion
into the electrode in the last column of table 4.1.
This phenomenon is thought to be
related to differences in the contact heat transfer characteristics of these materials as
-
-89
well as the pattern of heat generation. This result is another example of the importance
of the thermal characteristics of the electrode interface as a heat transfer barrier in
developing the weld nugget.
4.3 EFFECT OF ELECTRODE SHAPE
Another observation from the high speed cinematography experiment is the effect
of the electrode outer geometry.
The nugget starts to melt at the faying interface for
truncated cone electrodes while for dome type electrodes melting begins at the electrode
interface. Figure 4.2 shows the different location of nugget glow during welding with
a truncated cone electrode and with a dome type electrode.
The smaller contact area
for heat and current transfer with dome type electrodes results in a concentrated heat
generation pattern at the electrode interface. This may explain the poor wear behavior
of domed electrodes [4.1].
4.4 SUMMARY
1.
A thermal discontinuity exists at the electrode interface.
2.
The weld with low current loses more heat to electrode compared to the weld with
high current.
3.
In high current welding heat generation is usually unsymmetric and localized in
the early stages of welding.
4.
In comparison to the slow heating rate when welding hot dip galvanized steel and
electrogalvanized
galvannealed steel.
steel,
the
temperature
build
up is faster
when
welding
5.
-
-90
In the welding of zinc coated steel with a truncated cone electrode
the nugget
glow starts at the faying interface. In contrast welding with a dome type electrodes
shows that the nugget glow starts at the electrode interface.
......
-
- 91
-
-|------
(1) 0.5 cycle
(1) 0.5 cycle
(2) 1.5 cycle
(2) 1 cycle
(3) 2.5 cycle
(3) 1.5 cycle
(4) 4.5 cycle
(4) 2 cycle
(5) 2.5 cycle
(5) 9 cycle
(6) 10.5 cycle
(6) 3 cycle
[A) EG 70/70, 0.8 mm, 65% - 15 cycle
Figure 4.1
[B] A40, 0.8 mm, 95% - 3 cycle
Heat propagation pattern on an edge weld.
....
..
".".-
...
|.||
.....
.....
.....
......
-
- 92
Figure 4.2
Effect of electrode shape on the starting location of glow.
-
-93
5 ELECTRODE TEMPERATURE
5.1 INTRODUCTION
One example of the two dimensional electrode surface temperature field as measured
with the Thermovision system is shown in figure 5.1. The relatively even temperature
field in the horizontal direction is clearly seen and is strong justification for the
simplicity of the one dimensional thermal model. A typical cascade display of a high
speed line scan along the center line of a similar weld is shown in figure 5.2.
The
temperature drop at the center is due to the low temperature of the work piece edge
which is far from the nugget formation zone. In this experiment the temperature of
the work piece does not have any significance as the purpose is to measure heat flow
in the electrodes.
The vertical direction in this figure represents the time axis and the
horizontal direction is the geometric position along the electrode axis.
5.2 EFFECT OF ELECTRODE FACE THICKNESS
Figure 5.3 shows the maximum temperature observed experimentally on the electrode
surface as a function of the number of welds. The curves in figure 5.3 were made by
fitting the data in figure 5.4. A fifth order polynomial was used for the curve fitting.
The welds were made at 10.6 10. 1 kAmp with coolant flow rate fixed at 0.7 GPM. These
experiments were conducted to investigate the effect of electrode face thickness and
the evolution of electrode temperature in successive welds simulating the welding
schedule of a robot on an automotive assembly line.
It is seen that the maximum
temperature increases during the first 3 to 5 welds and then stabilizes. The temperature
rise toward the end of the twentieth weld is due to heat built up in the work piece as
the welding progresses towards the end of the metal coupon.
-94-
As the face thickness is reduced, the maximum temperature decreases but then
increases when the face thickness becomes too thin. Thus, there exists a critical face
thickness which minimizes the electrode surface temperature.
In this experiment for
a weld of 12 cycles, the minimum temperature rise occurs at a face thickness of around
4.7 mm while the maximum temperature was decreased by about 600C.
Table 5.1 summarizes another set of experiments wherein the maximum electrode
face temperature was monitored as a function of various coolant flow rates and electrode
face thicknesses. The welding current ranged from 12.5 kAmp to 12.7 kAmp. The plots
of these data are shown in figure 5.4 which depicts the maximum electrode temperature
change during the welding cycle. The typical scatter in the data can be seen in figure
5.6. The curves were generated by curve fitting the discrete experimental data with a
correlation factor exceeding 0.98 for all cases.
Compared with the data in figure 5.3, the temperatures are generally higher due
to the increased welding current.
It is clear from figure 5.4 and table 5.1 that the
electrode face thickness has a much greater effect on the maximum electrode temperature
than does the coolant flow rate. In table 5.1, the temperatures for the 6.6 mm electrode
and the 2.8 mm electrode at a flow rate of 0.9 GPM seem to be abnormally high. Two
possible causes can be contemplated;
the first is that a high heat generation rate can
be caused by using a worn or contaminated electrode contact surface. The other reason
may be a change in the emissivity due to the uneven thickness of the high temperature
lacquer or smut produced by the contaminated contact surface during welding. In some
experiment smut was found on the cross sectioned electrode surface after welding.
Taking these abnormalities into account, it is believed that the lowest temperatures
occur in the 6.6 mm electrode for this high current experiment.
The lowest maximum
electrode temperature for the 0.7 GPM flow rate occurred in the 6.6 mm thick electrode.
This can be compared with the previous experiment where the lowest temperature
occurred in the 4.7 mm thick electrode with the same coolant flow rate. By increasing
95
-
-
the welding current from 10.6 kAmp to 12.6 kAmp, the optimum electrode face thickness
changed from 4.7 mm to 6.6 mm.
The maximum decrease in the electrode temperature
is about 800C for this condition
Table 5.1 : Effect of Coolant Flow Rate and Electrode Face Thickness
Flow Rate
Thickness
0.9 GPM
0.7 GPM
0.5 GPM
0.2 GPM
8.5 mm
460
472
485
481
6.6 mm
(421)
392
400
420
4.7 mm
388
413
429
450'
2.8 mm
(487)
466
491
505
Temperatures in Centigrade
For a given flow rate, the effects of the electrode face thickness can be explained
as follows.
The heat diffusion length in a solid body can be estimated by calculating
the characteristic heat diffusion length. If the temperature at the electrode interface
is assumed constant during each half cycle of the weld, this diffusion length is equal
to 2<at for a temperature rise of 16% of the electrode interface temperature.
Here a
is the thermal diffusivity of the electrode material which is roughly 0.9 cm 2/sec and t
is the welding time which in this case was 0.2 seconds (12 cycles).
Thus the estimated
characteristic heat diffusion length during the weld cycle is 8.5 mm. This means that
the heat generated during the first cycle of welding time will diffuse a distance of
about 8.5 mm from the electrode interface by the end of the weld cycle. On the other
hand, the heat generated at the 12th cycle will propagate only about 2.5 mm before the
end of the weld cycle. Due to the existence of a thermal discontinuity at the electrode
interface and the high thermal conductivity of the electrode material, heat flow across
the electrode interface will determine the electrode face temperature in the case of the
-
- 96
welding with thick electrodes.
By decreasing the electrode face thickness, the water
cooled surface area can be increased. If heat flow at the coolant interface is the rate
determining step, the electrode temperature at the water cooled surface will increase,
thus producing a greater temperature drop across the coolant boundary layer.
Thus,
increased water cooling surface area and the larger temperature gradient with thinner
electrode faces will help reduce the electrode temperature.
However, if the electrode
face thickness is too thin, heat will build up near the electrode face due to the lower
rate of heat diffusion in the water as compared with the copper.
explained in figure 5.5.
This is pictorially
The maximum electrode temperature will be determined by
the competition of these two factors, i.e. the heat diffusion length and the efficiency
of water cooling at the electrode/coolant interface.
As can be seen in figure 5.3, 5.5 and table 5.1, the 8.5 mm and 2.8 mm thick
electrodes exhibit the highest temperatures.
For the 8.5 mm thick electrode, water
cooling has a very small effect on the electrode/sheet interface temperature during the
time of the weld cycle since most of the heat cannot diffuse as far as the water in the
time allowed. This is illustrated in figure 5.5-(a). In this case the water cooling merely
cools the electrode after the weld is completed.
There is a very small effect of the
water flow rate on the electrode face temperature during welding per se.
On the
contrary, the 2.8 mm thick electrode experiences cooling by the water during the welding
cycle. However, since heat transfer through the water, even in the presence of strong
convection, is less than heat diffusion in the copper, heat will build up near the electrode
face. For electrodes with thicknesses between these two cases, the maximum temperature
is lower due to optimization of heat diffusion in the copper and of heat extraction by
the water cooling.
For electrodes with these thicknesses, the effects of the intensity of heat input, the
electrode thickness, the heat transfer coefficient at the cooling interface and the thermal
conductivity can be seen as follows. For a simple one dimensional heat flux equilibrium
through the electrode and the cooling water,
-
- 97
-
T.)/l.
=
h -(T..
-
T.)=
(5.1
)
k.- (Tc.
where,
k; electrode thermal conductivity
I; electrode face thickness
h, heat transfer coefficient at the cooling interface
Q,; heat flux absorbed by coolant
T,: temperature at electrode/work piece interface, electrode side
T,; temperature at the water cooling surface
T,, coolant temperature
Rearranging these equations,
Tc,=(E+ 1)- T..-E- T.
(5.2)
T c= T e+ F
(5.3)
where,
E=--
F=
1Q
Equations (5.2) and (5.3) are plotted in figure 5.8 with axes Tc, and T., .
The
position of the curves represented by these equations in the Tc, - T., plane is determined
by the parameters E and F. Parameter E is the slope of equation (5.2) and is basically
a Biot number. Parameter F is the intersection of equation (5.3) with the vertical axis.
For a hypothetical value of E and F, the intersection point 'a' of these two curves
determines the electrode face temperature T,. . Any change in parameters E or F will
change the electrode temperature.
For example if the heat input Q. increases, the
intersection point will change it's position from point 'a' to point 'b' due to the increase
in parameter F. This will obviously increase the electrode temperature T,, However,
if the electrode face thickness 1. decreases, the intersection point will move either to
-
- 98
point 'c' or to point 'd' depending on the magnitude of changes in E and F.
If the
change in F is relatively greater than the change in E, the electrode temperature will
be determined by point 'c' where the electrode temperature lower.
In contrast, if the
change in E is greater than F, the electrode temperature is determined by point 'd'
resulting in the higher electrode temperature.
By the same argument if the electrode
face thickness is increased, the electrode face temperature will also decrease or increase
depending on the changes in E and F.
This suggests the possibility that it may be
advantageous to use a thicker electrode for a higher welding current. The thinner
electrode may be beneficial or not, depending on the relative values of E and F.
this experiment
In
the lowest temperature was observed in the 4.7 mm electrode for low
current welding while lower temperatures were found in the 6.6 mm electrode for high
current welding.
5.3 EFFECT OF COOLANT FLOW RATE
As was discussed in the previous section, the increase in flow rate does not show
any significant reduction in the maximum electrode temperature
electrode.
for the 8.5 mm
However, the time held above the threshold is responsive to the flow rate.
In general, by increasing the flow rate, the time above the threshold decreases due to
more rapid water cooling after the current is terminated.
This subsequent cooling is
more effective when the electrode face thickness is thinner.
This is shown in figure
5.9. In this figure the temperature curves for the 8.5 mm electrode and 2.8 mm electrode
are compared.
The cooling temperature gradient is steeper for a thinner electrode and
the final temperature is generally lower for such an electrode.
It is believed that electrode wear is related to both the maximum time duration at
temperature and the magnitude of the maximum temperature. From this point of view,
it is also important to optimize the flow rate and the internal geometry in terms of the
coolant flow.
It is seen in figure 5.8 that the effect of an increased heat transfer
coefficient is very important in lowering the electrode temperature. Therefore, thermal
- 99-
optimization of the electrode design should include both the electrode face thickness
and also the characteristics of convective cooling by the water. When the electrode is
thick enough, the principal factor controlling the maximum temperature is at the
electrode interface. When the face thickness is less than the longest diffusion distance,
convective heat transfer at the coolant interface will control the maximum face
temperature during welding. In general, the rate controlling step for electrode thermal
behavior or the slowest process of heat transfer in resistance spot welding is convective
heat transfer of the electrode by the coolant.
5.4 SUMMARY
1.
The maximum electrode temperature of conventional electrode (8.5 mm) is 380 *C
when electrogalvanized steel is welded with 10.6 kAmp. It is 460 *C when welded
with 12.6 kAmp.
2.
The maximum electrode face temperature can be reduced by 60 to 80 *C by
optimizing the electrode face thickness and coolant flow rate.
3.
There exists a critical electrode face thickness above which heat conduction across
the electrode interface controls the maximum electrode temperature and below
which convective heat transfer at the water coolant interface is rate limiting.
4.
Thinner electrodes are more responsive to the coolant flow rate.
5.
If the coolant flow rate is increased, the time the electrode face experiences above
a certain temperature can be reduced due to more rapid water cooling after the
weld current is terminated.
---------------------------------
-
100
-
I---
WORK PIECE
Figure 5.1
Two dimensional temperature profile on the electrode surface.
E
i
/
electrode
- thermal scan line
work piece
Cascade display of a high speed thermal line scan.
.
.
.. ....
..
.
Figure 5.2
-
A
1:
2
3
4
U-
0
45G .0
2.8
4.7
6.6
8.5
ELECTRODE : CLASS 2, A CAP
MATERIAL : EG 70/70
ELECTRODE FORCE : 720 LBS
WELD TIME : 12 CYCLE
mm (0.11a)
mm (0.19*)
mm (0.26')
mm (0.34")
LI-I
:D
jjjjja~o 1
400. 0-
35G.G
-
Lii
0
LLi
300 .0
25G. G
I
p
I
I
I
~
I
I
I
I
10.0
NUMBER
Figure 5.3
I
I
I
I
I
I
20.0
OF-WELD
Change in the maximum electrode surface temperature as a function of the
number of welds.
688.0
800.0
I-
568.0
MAX.
560.0
ELECTRODE TEMP. IN SERIES WELDING
ELECTRODE FACE THICKNESS * 2.8 am (.11
520.0
520.0
480.8
488.
440.0
Z
-
MAX. ELECTRODE TEMP. IN SERIES WELDING
ELECTRODE FACE THICKNESS
4.7 ma (8.19
inch)
a
inch)
0
440.0
a
400.0
408.0
-
LUI
aa
0z
360.0
360.0
320.0
320.0
Cl280.0
280.0
240.0
240.8
-
--
---
230.0
200.0
ee0
s.e
8
5is
.
20.8
.800
IS.0
NUMBER OF WELD
20
NUMBER OF WELD
0
600 0
60 0
MAX.
ELECTRODE TEMP.
IN SERIES WELDING
ELECTRODE FACE THICKNESS
S20.0
8.6 am
560 0
(0.26
MAX. ELECTRODE TEMP.
Inch)
480.0
IN SERIES WELDING
ELECTRODE FACE THICKNESS
S20.0
8.5
m
(8.34 inch)
488,8
.U~
448.8
LUJ
400
360
0
U
S
A
I
A
a
A
*
I
360.0
320 .0
280
LUJ
0
T-I
II
3282.0
288. 0
240.0
II
448 8
.0
240.0
200.0
I
0.8
I
I
I
I
I
I
I
I
I
I
NUMBER
Figure 5.4
I
I
Is 0
10.8
5.8
OF WELD
I
I
200
I
28.8
0
I
0
I
I
s.8
18.0
NUMBER
IS.0
OF WELD
Change in the maximum electrode temperature with electrode face thickness.
28 8
mo
LU
0
358
400..80
LU
--
450.0
mm
400.
0
0.9
0 7
0.5
GPm
GPm
GPM
O -2 GPM
--
3S8. 0
FrLUJ
2S8.0-
LUJ
200.0
ISO.0 --
250.0
-
LU
: 4,7
FLOW RATE
C)N
Fa
THICKNESS
-
-
FLOW RATE :
0.9 GPN
0 .7 GPM
O.S GPM
0. 2 GPM
458.0
200.0
-
rCN
ELECTRODE FACE
500.0
-
ELECTRODE FACE THICKNESS : 8.S
500.8
150.0
SI
0.0
6.0
12.0
TIME
18.0
(CYCLES
30.0
24.0
0.0
36.0
I
6.0
OF 60 Hz)
I
12.0
TIME
16.0
24.0
a
30.0
36.0
OF 60 Hz)
(CYCLES
C
PELECTRODE FACE THICKNESS
ELECTRODE FACE THICKNESS
..
58.0
FLOW RATE
0 9 GPM
8 7 GPM
0 5 GPM
0.2 GPM
45.8
LU
488
LU
400.0
--
35.0
+
I-
FLOW RATE
0.9 GPM
0.7 GPM
8.2 GPM
8.2 5PM
C)N
358.8
Ld
: 2.8
I-
300.0
300.0
Li
258.0
LU
200.8
258
-
eC%
6
-
500.0
6
200.0
15e
so.
0.0
6.0
12.0
TIME
18.0
(CYCLES
b
Figure 5.5
24.0
30.0
OF 60 Hz)
36.0
0.0
6.0
12.0
TIME
18.0
(CYCLES
24.0
30.0
OF 60 Hz)
d
Change in the maximum electrode surface temperature during welding.
36.0
see.0
500.0
2.8 mm, 0.7 GPM
4.7 mm, 0.7 GPM
450.0
450.0
f-I
LIJ
0:
LLJj
400.0
400.0
350.0
350.0
Ise.8
300. 0
Lii
-
250.0
AA
W
300. 0
a-
250.0
LLi
H-
200.0
250.0
s60.0
'
0.0
6.5
12.0
15.0
24.0
30.0
0
36.0
6.0
I
24.0
I
12.0
18.0
'
TIME CCYCLES OF 60 Hz)
TIME (CYCLES OF 60 Hz)
(a)
(b)
I
36.8
30.0
I
P-A
C
see.0
CA
I
.
6.6 mm, 0.7 GPM
450.0
450.0
--
400.0
A
see. 0
400.0
200.0
150.0
300.02s0.0
200.0
,S0.0
II
0.0
6.0
vI
12.0
Ii
I
18.0
TIME (CYCLES
(c)
Figure 5.6
24.0
I
30.0
OF 60 Hz)
_
I
36.0
0.0
I
6.0
I
12.0
TIME
I 1
18.0
CCYCLES
I-
24.0
'
250.0
-
CL
C-
-
A
300. 0
&
350.0
30.0
OF 60 Hz)
(d)
Typical data scatter in the measurement of the maximum electrode surface
temperature during welding.
3
36.0
0)
*0
U1
3
Figure 5.7
The increased cooling of a thinner
electrode.
- 107-
Tce
b
d
F4
C
F3
F2
F1
TW
Figure 5.8
Twe
Determination of the electrode temperature from the electrode
thickness, heat input and heat transfer coefficient at the
cooling interface.
8.5 mm
-
450.0
FLOW RATE : 0.7 GPM
ELECTRODE FACE THICKNESS
-
500.0
LJ
400.0
-
2.8 mm
0
350.0
D
300.0
LiJ
C
250 .0
200.0
150.0
I
0.0
I
6.0
I
I
12.0
I I
1
18.0
24.0
1
1
30.0
TIME (CYCLES OF 60 Hz)
Figure 5.9
Increased cooling of a thinner electrode.
36.0
-
- 109
6 TEMPERATURE PROFILES IN ONE DIMENSION
SIMULATION WELDING
6.1 INTRODUCTION
Figure 6.1 shows a typical temperature profile developed in the one dimensional
simulation experiment.
The two vertical lines marked A near the center show the
location of the electrode interfaces.
Another set of vertical lines marked B is 1.6 mm
from the interface where the electrode temperature was measured.
The temperature
was also measured at the work piece center and the electrode interface. The measurement
was performed when the highest temperature was reached at the faying interface. As
would be expected, the temperature always reached its maximum value at the end of
the weld cycle. The tests performed in this simulation are listed in table 3.2. In general,
a material with a high electrical contact resistance will produce more heat and will
produce higher temperatures for a constant welding current.
experiment is different.
But the situation of this
The materials which are believed to have higher electrical
contact resistance induce lower welding currents and exhibit higher temperatures in
the work piece. The higher temperature may be due either to a higher heat generation
rate or to a lower heat loss rate or both. This will be discussed in the following sections.
In most cases, the data presented in this section are the averages of the maximum
temperatures observed for more than three measurements except for the experiments
with varying material thickness in which bare steel sheets were used.
For the material
thickness experiment, one measurement was made due to difficulties in preparing the
weld specimens.
The thinner experimental sheets were made by machining the thick
material to the desired thickness. This seems to be acceptable because bare steel welding
is much more consistent than coated steel welding. There were some difficulties in the
experiment with coated steel.
The main difficulty was caused by variations in the
-
- 110
electrode/work piece contact.
The electrode surface was pretreated by running 50
conditioning welds. After electrode conditioning, the electrode surface usually showed
an even deposit of zinc on the face.
As was explained in the experimental procedure section, the disk coupons were
made by punching out sheet metal. When the coupon was punched out there were out
of plane distortions with shear lips and rounded corners.
pressing the disk using a hydraulic press.
These were removed by
However in real welding even a very small
misalignment of the electrodes and specimen is great enough to cause uneven heating
of the disk coupons. Thus if the temperature profile did not show acceptable symmetry
in the upper and lower electrodes it was judged that uneven heating had occurred and
the data was discarded.
Another difficulty in this experiment was the effect of the molten zinc.
The
liquid zinc was squeezed out to the edge of the interface and changed the emmissivity
of the surface.
This was easily observed in the recorded data.
apparent temperature change could be seen near the interface.
For such cases a large
One other difficulty
found during this experiment was peeling of the high temperature paint. The peeling
was usually accompanied by a large vertical displacement of the electrodes (or collapse
of the disk coupon).
These data were also excluded.
6.2 EFFECT OF COATING THICKNESS.
Table 6.1 shows the temperature data measured at the end of current flow. The
induced currents are also listed in this table. The effect of coating thickness is clearly
seen in this table.
These data are plotted in figure 6.2-(a) and 6.2-(b) for comparison.
As the coating thickness decreases, the induced current decreases. However, the
temperatures are higher due to the increased total power input as was discussed in
chapter 2.
This shows the importance of electrical contact resistance along with the
thermal contact conductance in the nugget growth mechanism.
It is easy to conceive
-
- 111
Table 6.1 : Effect of Coating Thickness in One-D simulation Welding
Material
Faying
Electrode
Electrode
Electrode
Induced
Interface
Interface
Interface
1.6 mm
Current
Work Piece
Electrode
from
(kAmp)
side
Side
electrode
interface
AM100
467
313
233
165
5.01
AM68
589
415
298
229
4.83
AM35
722
460
347
260
4.72
766
491
419
297
4.37
AMBR
f
Temperatures in *C,
500 lbs electrode force.
that materials with harder contact surfaces have higher electrical contact resistance
and thus a lower interfacial heat transfer coefficient.
The electrode temperature was
observed to be higher with decreasing coating thickness. In table 6.1 it is seen that the
hardest contact surface material, in this case the bare steel, showed the highest
temperature in the electrodes. If the electrical contact resistance and the thermal contact
resistance are considered together, it is not clear which one contributes more to the
electrode temperature. This will be discussed in more detail along with the numerical
model in a later section.
The temperature data discussed thus far can be related to the welding behavior
of these materials. Figure 6.3 shows the welding current requirement v.s. coating weight
for the same materials used in this experiment [6.1].
This figure can be explained
qualitatively using the current and temperature data. As the coating weight increases,
the required current increases due to the lower heat generation rate coupled with a
higher heat dissipation rate into the electrodes.
This illustrates the importance of the
-
- 112
thermal contact resistance at the electrode interface in the nugget growth mechanism.
This observation may explain the reason why spot welding of galvanized sheets requires
a higher current level compared to bare materials.
Previously, the formation of a zinc
halo surrounding the weld nugget was the common explanation for the effectively
larger nugget size and consequently the higher current requirement when welding
galvanized materials [6.1-6.3]. In addition to this halo effect, the enhanced heat transfer
characteristics at the electrode interface of the zinc coated steel is also seen to be
important.
As the nugget size increases, the heat loss to the electrode becomes greater
and will demand higher heat input.
6.3 EFFECT OF COATING MORPHOLOGY UNDER VARIOUS
ELECTRODE FORCES
The effect of coating morphology and the sensitivity of the coated sheet materials
to the electrode force was also investigated.
Figure 6.4 shows the induced welding
current and figures 6.5 to 6.7 show the temperature changes at the faying interface, at
the electrode interface on the coupon side, on the electrode interface at the electrode
side and in the electrodes 1.6 mm from the electrode contact interface. The temperature
differences between materials are plotted again in figures 6.8 to 6.11. The missing data
points are due either to saturation of the detector or to measurement of too large a
value to be plotted on the same graph.
As could be expected from the section 6.2, the hard surface material, A40, shows
lower induced current with relatively higher temperatures.
The most conspicuous
temperature difference can be found at the faying interface. The temperatures in the
electrodes and at the electrode interfaces do not show any significant differences
especially at high electrode forces.
with the lowest electrode force.
It seems that the differences are a little greater
However, the temperature difference at the faying
interface is much more pronounced during low electrode force welding. This may imply
113
-
-
that the effect of coating morphology on weld temperature is more likely to be significant
at the faying interface than at the electrode interface. The surface of A40 is composed
of Fe-Zn compounds.
These compounds are generally very hard and have a high
dissociation temperature.
The contact between Fe-Zn compounds can resist severe
deformation and can maintain higher electrical contact resistance even at elevated
temperatures in comparison to the contact between copper electrodes and free zinc. For
example, the dissociation temperature of the Fe, Zn, - compound is about 780*C [6.4].
A40 galvannealed steel generally shows the thermal characteristics of a bare steel.
This material has a hard interface similar to bare steels. In contrast, the materials with
free zinc surfaces, E70 and G60 in this case, have softer interfaces.
However, if the
electrode force is high enough, the effect of differences in surface morphology seems
to become less, particularly at the electrode interface.
The pressure of the electrode
contact is about 400 MPa which is more than half of the yield strength of the Cu-Cr
electrode alloy.
welding.
The high electrode force is coupled with high temperatures during
As a consequence, the interface deforms
very easily making differences in
the heat transfer coefficient and the electrical resistivity very small in the early the
stages of welding.
It seems that the faying interface temperature is less sensitive to the electrode
force than is the temperature at other locations. At the lowest electrode force employed
in this experiment, i.e. 350 lbs, the highest interface temperatures and electrode
temperatures were observed.
At more than 500 lbs, the electrode force appeared to
have an effect only at the faying interface. This can be explained by the same argument
discussed in the previous section, i.e. greater deformation of the electrode surface and
the coated work piece surface occurs at elevated temperatures with high electrode forces.
The temperature data for 650 lbs electrode force is given in table 6.2. The temperature
differences at the electrode interface are much smaller than those at the faying interface.
-
- 114
This supports the conclusion that the condition of the faying interface is more important
than the electrode interface in terms of the nugget temperature development when using
high electrode forces.
Table 6.2 : Effect of Coating Morphology in One-D Simulation Welding
Material
Faying
Electrode
Electrode
Electrode
Induced
Interface
Interface
Interface
(1.6 mm
Current
from
(kAmp)
(electrode (electrode
side)
side)
electrode
interface)
A40
673
498
380
252
4.83
G60
604
479
367
242
5.3
E70
581
481
357
231
5.19
Temperatures in *C, 650 lbs electrode force
Generally speaking, the temperature decreases as the electrode force increases.
However, the induced welding current increases with electrode forces as shown in figure
6.4. This may be explained by the decreasing electrical and thermal contact resistances
produced with the increasing electrode force.
The effect of coating morphology on
temperature development is also a function of the electrode force. The effect is more
pronounced at the faying interface when using high electrode forces. The final lobe
shape will depend on the combined effect of these two contact resistances. Figure 6.12
shows the lobe curves for these coated materials [6.5].
The relative positions of the
lobe curve qualitatively matches the thermal behavior observed in this experiment.
-
- 115
6.4 EFFECT OF WORK PIECE THICKNESS
6.4.1 Welding Materials of Varying Thickness
Figure 6.13 shows the induced current for various electrode forces and specimen
thicknesses.
These were measured during the one dimensional simulation welding of
bare steel disk coupons.
As expected, the induced current decreases as the specimen
thickness increases. It is obvious that the thicker specimen has higher total electrical
resistance. The trend of the induced current exactly follows equation 2.26.
The effect of electrode force on the induced current for different specimen
thicknesses are also seen in figure 6.13.
It is clear that the effect of electrode force
decreases as the specimen thickness increases.
This can be explained by the decreased
portion of electrical contact resistance in the total resistance during welding of thicker
material. As the bulk resistance comprises a greater portion of the total resistance, the
relative contribution of the contact resistance to the total resistance become less
significant.
As is shown in figure 6.13 the effect of changes in electrode force on the
induced current is much greater when welding thinner material.
This is believed to
support the explanation given above.
As was introduced in the previous paragraph, the difference in current decreases
as the electrode force increases.
This is particularly pronounced in thick materials as
explained previously. In thinner materials where the contribution of contact resistance
to the total resistance is believed to be more significant, the difference in the induced
current between a 900 lb weld and a 650 lb weld is much smaller than that between
650 lbs and 400 lbs.
This is believed to be related to the decreasing effect of the
electrode force on the electrical contact resistance.
As the electrode force increases,
the relative change in the contact resistance will decrease.
will be further explained in chapter 8.
The reason for this trend
-
- 116
Figures 6.14 to 6.16 show the temperature data measured during one dimensional
simulation welding of bare steel with various electrode forces and specimen thicknesses.
These temperature data are plotted again in figures 6.17 to 6.20 at each temperature
measuring location. The three lines in each graph correspond to three different electrode
forces.
In general, higher temperatures were observed during welding with lower electrode
forces.
6.3.
This phenomenon was seen in the previous experiments presented in section
The combined effects of larger electrical contact resistance, low thermal contact
coefficient and increased power input can explain this phenomena.
However, as the
specimen thickness increases, the effect of electrode force seems to decrease as can be
seen in figures 6.17 to 6.20. Again, this is explained by the relatively reduced contribution
of electrical contact resistance to the total resistance.
As the ratio of bulk resistance
to the total resistance increases in the thicker materials, the sensitivity of the temperature
profile to the electrode force decreases. This confirms that the ratio of electrical contact
resistance to the bulk resistance can be a very important parameter in characterizing
the nugget development mechanism as was derived in chapter 2.
Figures 6.14 to 6.16 show that the temperature difference between the faying
interface and the electrode interface becomes larger as the specimen thickness increases.
The temperature at the electrode interface and in the electrodes does not change much
with increasing thickness.
temperature is present.
Only a very small decrease of the electrode interface
However, the temperature change at the faying interface is
quite noticeable.
The temperature differences between the faying interface and the electrode
interface are dependent on the specimen thickness. The differences are smaller during
welding of thinner material.
characteristic parameter.
The reason is most likely due to the large electrical
As seen in equation (2.21) as the specimen thickness becomes
larger the contribution of electrical contact resistance increases.
the short heat diffusion length within the work piece.
This is coupled with
If the material is thin, the
-
- 117
distance from the faying interface to the electrode interface is small.
Therefore, the
temperature profile across the specimen thickness shows a small temperature gradient.
Higher temperatures at the electrode interface and in the electrodes for the thinner
materials can be seen in figures 6.19 and 6.20.
lower when welding thinner material.
However, the overall temperature is
This seems to be related to the lower power
input to the weld due to the smaller total resistance.
When welding thick materials,
the heat loss from the faying interface into the electrodes is less significant due to the
greater heat diffusion length. The higher faying interface temperature is also related
to the increased power input as was discussed in chapter 2. (cf. equation 2.26).
Thus,
the higher faying interface temperatures with the thicker materials are possible due to
the increased
power absorption and the lower rate of heat loss into the electrodes.
6.4.2 Welding Materials of Different Thicknesses
To investigate the effect of specimen thickness, one dimensional simulation welding
on a combination of two different specimen thicknesses (1.16 mm and 0.5 mm thick
bare steels) was performed. A weld was made using 650 lbs electrode force and exactly
the same tap setting and welding schedule as was used during the other welding
simulation.
specimen.
The welding current can be kept constant in both the thin and the thick
Thus a comparison of the welding behavior of different thicknesses with
the same current is possible.
The temperature changes during the course of welding are plotted in a cascade
pattern in figure 6.21.
The temperature data from this figure are listed in table 6.3.
Figures 6.22 to 6.25 are plots made with the data in table 6.3.
In these graphs the
temperature changes during welding are compared at various locations. The maximum
temperature
rise in the work piece can be found in figure 6.21-(g).
The time for
generation of this temperature profile occurs near the end of the welding current cycle.
The evolution and decay of temperature in both the thin and the thick materials clearly
shows varying behavior.
--q
F-
- 118
Table 6.3 : Temperature Changes during Welding of Dissimilar Thickness
1.16 mm
0.5 mm
electrode
interface interface
weld
1.16 mm
electrode
cycle
from
side
interface
work
temp. in
work
electrode
1.16 mm
piece
the
piece
side
from
side
specimen
side
interface electrode
-
-
200
271
222
-
2
-
-
222
300
234
175
3
-
248
362
462
366
237
4
-
252
396
476
381
260
175
5
-
323
503
619
481
327
258
6
202
337
503
627
467
330
258
7.5
237
337
490
627
477
342
286
9.5
244
318
469
537
420
332
279
11
241
290
400
458
381
318
271
12
233
304
381
440
362
311
264
-
1
-
interface
-
interface
max.
Figure 6.21-(a) and 6.21-(b) show a faster temperature rise in the thin specimen.
As the distance from the faying interface to the electrode interface is shorter on the
thin material side, it is apparent that the thinner material is influenced more by heat
generation from the faying inter face . Thus in the early stages of welding, the work
piece temperature at the electrode interface is higher as compared with the thick side.
In the later stages of welding as in figure 6.21-(c) and (d) the work piece temperature
at the electrode interface on the thick side increases more rapidly and surpasses the
temperatures in the thin specimen.
This is shown in figure 6.22 The thicker side also
-
- 119
has a larger temperature discontinuity at the electrode interface . The breakdown of
the electrode interface seems to occur much earlier on the thinner side due to the early
build up of heat in this part of the specimen. This means that more heat is lost to the
electrode from the thinner side work piece.
As can be seen in figures 6.21-(e) and
thereafter, the electrode temperature is much higher in the thinner side electrode. This
is clearly, seen in figure 6.23.
Figure 6.24 also shows the slightly higher interface
temperature of the electrode adjacent to the thin material.
The maximum temperature is found at the faying interface as a sharp peak. The
peak at the faying interface is caused by heat generated due to the contact resistance.
In figure 6.21-(f) it is seen that the highest temperature in the work piece is observed
at the original faying interface location. However, as time elapses, the location of the
highest temperature moves to the thicker specimen side. This is seen in figure 6.21-(g)
to the end.
In these latter stages the contact resistance of the faying interface does
not appear to contribute to heat generation any longer. The evolution of temperature
in the faying interface is plotted in figure 6.25.
The rapid rise of the temperature in
the early stages of welding is known to be caused by the contact resistance.
In the
following stages of welding, the temperature rise is mostly due to heat generated in the
body of the work piece. Then the maximum temperature stays constant as one approaches
the end of the current flow. It seems that a steady state heat flux balance is established
in the axial direction at this stage. The movement of the maximum temperature location
is also believed to be related a more symmetric heat loss to the electrodes.
At the end of weld current flow, the temperature profile in the work piece becomes
more symmetric as can be seen in figures 6.21-(f) to 6.21-(1). The temperature difference
at the electrode interface also decreases as the temperature in the work piece decreases.
The electrode temperature on the thinner work piece side experiences faster temperature
rise and thus shows a higher electrode temperature and also a greater distance of heat
propagation.
-
- 120
In this experiment the major observation is that thin material experiences a faster
temperature rise and loses more heat to the electrode resulting in higher electrode
temperatures.
The implication is that heat transferred across the electrode interface
during welding of thin materials can be a much more important parameter than in the
welding of thick materials.
6.5 SUMMARY
1.
For a given tap and heat control setting in the welding machine, as the coating
thickness increases, the induced welding current increases due to a lower contact
resistance. However, the temperatures experienced by
work piece and electrode
decrease. This is due to a decreased power absorption of the materials with thicker
coating.
2.
The temperature differences in welding of materials with different coating
morphology and specimen thickness are most pronounced at the faying interface.
3.
As the electrode force increases, the temperature differences between materials
decreases due to the decreased effect of the contact characteristics.
4.
,The thicker materials are less sensitive to the contact characteristics due to the
decreased ratio of contact resistance to the total resistance.
5.
Thinner materials experience faster temperature rise and lose more heat to the
electrodes.
B
II--''
I
cylindrical electrode
Figure 6.1
I
disk coupon
Temperature profile of a high speed line scan
during one dimensional
simulation of the spot welding process.
-
- 122
6,40
0.
5.10
z
Lii
4.80
CD
z
H
f-i
Lii
Lii
0
z
H
4.20
I
0.0
I
I
20,0
I
I
I
40.0
I
I
I
I
I
80.0 100.0
60.0
COATING WEIGHT PER SIDE Cg/n
(a)
Figure 6.2
Effect of coating thickness on the induced welding current (a) and temperature
(b) in one dimensional simulation welding.
--I
-
- 123
720
1.6 mmFROM ELECTRODE INTERFACE
1
A : ELECTRODE INTERFACE, ELECTRODE SIDE
ELECTRODE INTERFACE, WORK PIECE SIDE
'
Bee
FAYING INTERFACE
480
w
CL
w
360
240
I
0.0
I
I
I
I
I
I
I
I
I
I
80.0 100.0
COATING WEIGHT PER SIDE (Cg/m
20.0
40.0
(b)
Figure 6.2
(continued)
60.0
-
- 124
-T
10000
expulsion limit
(I)
E
0- 9000-
0
L
L-
8000
-
C
nominal nugget size
C
7000
6000
0
25
50
Coating Weight,
Figure 6.3
75
(9
100
/ sq.
125
m)
Effect of coating weight on current requirements (after [6.1]).
-
- 125
6.0
to.5
5.0
z
LHU
D
z
U
4.5
Q
CD
z
H
0
-j
LUJ
4.0
m! '960
GALVANIZED
A a E70 ELECTROGALVANIZED
a A40 GALVANNEALED
i
3.5
300.0 400.0 500.0 600.0 700.0 800.0
ELECTRODE FORCE (LBS)
Figure 6.4
Effect of Zinc coating morphology and electrode force on the induced welding
current in one dimensional simulation welding.
-
- 126
800
700
600
600
CL.-
H-
400
300
200
E70 ELECTROGALVANIZED
9 : 1.6 mmFROM ELECTRODE INTERFACE
A i ELECTRODE INTERFACE, ELECTRODE SIDE
4 1 ELECTRODE INTERFACE, WORK PIECE SIDE
0 t FAYING INTERFACE
1 11
100
1
1
1
1
1
1
300.0 400.0 500.0 600.0 700.0 800.0
ELECTRODE FORCE (LBS)
Figure 6.5
Temperature profiles in E70 electrogalvanized steel in one
dimensional simulation welding.
7
-
- 127
800
a
700
600
~(-)
500
400
HCL
LU
300
200-
G60 GALVANIZED
A
100I
300
:
:
:
:
1 .6 mmFRO M ELECTRODE INTERFACE
ELECTRODE INTERFACE, ELECTRODE SIDE
ELECTRODE INTERFACE,
FAYING INTERFACE
I
I
400
I
I
500
I
I
600
WORK PIECE SIDE
I
I
700
I
I
I
800
ELECTRODE FORCE (LBS)
Figure 6.6
Temperature profiles in G60 hot dip galvanized steel in one
dimensional simulation welding.
-
- 128
-I
N.
N1
%
%c? 1 .
600
Goo
fH-
L
300
200
A40 GALVANNEALED
*
19 : 1.6 mmFROM ELECTRODE INTERFACE
: ELECTRODE INTERFACE, ELECTRODE SIDEt
ELECTRODE INTERFACE, WORK PIECE SIDE
: FAYING INTERFACE
100
I
I
300
I
400
I
I
E00
I
I
600
I
I
700
I
I
800
ELECTRODE FORCE (LBS)
Figure 6.7
Temperature profiles in A40 galvanized steel in one
dimensional simulation welding.
I
I
800.0
600.0
600.0
DJ
fy_
400.0
F- G60 GALVANIZED
a E70 ELECTROGALVANIZED
A40 GALVANNEALED
300.0
F-
Co
200.0
FAYING INTERFACE
100.0
I
300
400
S00
ELECTRODE
Figure 6.8
600
700
IT
800
FORCE (LBS)
Temperature at the faying interface in the l-D simulation welding of
workpieces of different coating morphology.
I
,
800.0
700.0
600.0
LiJ
500.0
::D
400.0
L
300.0
I-'
0
: 60 GALVANIZED
a E70 ELECTROGALVANIZED
LiJ
0
200.0
A40 GALVANNEALED
ELECTRODE INTERFACE, WORK PIECE SIDE
100.0
'
300
I0
400
'
S00
I
600
'
I
700
'
I0
I
800
ELECTRODE FORCE (LBS)
Figure 6.9
Temperature at the electrode interface in the 1-D simulation welding of
workpieces of different coating morphology.
-
800
700
M :G6B GALVANIZED
A :E70 ELECTROGALVANIZED
0 :A40 GALVANNEALED
600
:D
LU
400
300
I-'
CA~
I.'
200
ELECTRODE INTERFACE, ELECTRODE SIDE
100
I
300
400
S00
600
700
800
ELECTRODE FORCE (LBS)
Figure 6.10
Electrode face temperature in the
different coating morphology.
1-D simulation welding of workpieces of
-A
-7
700
w
a G60 GALVANIZED
A :E70 ELECTROGALVANIZED
A40 GALVANNEALED
0
600
[Li
Gee
:D
400
Ld
300
200
I.6 mm FROM ELECTRODE INTERFACE
I
I
400
I
I
600
I
700
ELECTRODE FORCE CLBS)
Figure 6.11
Electrode temperature at 1.6mm from the interface in I-D simulation welding
of workpieces of different coating morphology.
i
14
-I
12
A
N
B A40 GALVANNEALED
A G60XS HOT DIP
0 70/70 ELECTROGALVANIZED
N
N
N
U
N
N
10
N
N
()
H
N
N
hi
H
FZ
CD
NA
N
8
z
6
Luj
4
CA~
H
I
80
I
i
12000
10000
CURRENT,
Figure 6.12
amps
Lobe curves of zinc coated materials.
14000
O
E
4.80
F-
4.60
z
400 LBS ELECTRODE FOR CE
A 650 LBS ELECTRODE FOR CE
900 LBS ELECTRODE FOR CE
3
bLJ
CCD
z
4.40
4.20
H
LUL
I
I
I
i
0.60
0.80
I
1.00
I
1.20
I
1.40
SPECIMEN THICKNESS (mm)
Figure 6.13
Effects of specimen thickness and electrode force on the induced current in
one dimensional simulation welding of bare steel.
700
-I
600
0U
400
a
300-
LUJ
F-
200
900 LBS ELECTRODE FORCE
I-
X
100
Ki
t
1.6 mmFROM ELECTRODE INTERFACE
* t ELECTRODE INTERFACE, ELECTRODE SIDE
A t ELECTRODE INTERFACE, WORK PIECE SIDE
* i FAYING INTERFACE
-
LUj
I
I
I
I
I
I
0.40
0.60
0.80
I
I
I
1.00
I
1.20
1.40
SPECIMEN THICKNESS (mm)
Figure 6.14
Temperature profiles in I-D simulation welding of specimens of different
thicknesses using 900 lbs of electrode force.
700
I
600
A)
S00
w
400
D
F-
300
w
0~
200
650 LBS ELECTRODE FORCE
X
1.6 mmFROM ELECTRODE INTERFACE
- a ELECTRODE INTERFACE, ELECTRODE SIDE
A a ELECTRODE INTERFACE, WORK PIECE SIDE
FAYING INTERFACE
w
H-
100
0
I
I
I
I
|I
0.40
0.60
1.00
SPECIMEN THICKNESS
Figure 6.15
I
|I
1 .20
C4
I
I
1.40
(mm)
Temperature profiles in l-D simulation welding of specimens of different
thicknesses using 650 lbs of electrode force.
700
600
500
LU
400
F-
300
LUj
0L
200
400 LBS ELECTRODE FORCE
x t 1.6 mmFROM ELECTRODE INTERFACE
0 : ELECTRODE INTERFACE, ELECTRODE SIDE
A i ELECTRODE INTERFACE, WORK PIECE SIDE
0 1 FAYING INTERFACE
LU
100
0
I
I
I
I
I
1.00
0.60
0.40
I
I
I
1.20
C
I
I
I
I
1.40
SPECIMEN THICKNESS (mm)
Figure 6.16
---- -- -
Temperature profiles in 1-D simulation welding of specimens of different
thicknesses using 400 lbs of electrode force.
-
-
,
- -I -
- I-iiiii-
no=, -
-
---
W16
700
I*-\
bJ
1-LUJ
LUJ
S00
400
300
0
-.
L
E
FORCE
400 LBS ELECTRODE FORCE
200
--
A :650 LBS ELECTRODE FORCE
0
0;
900 LBS ELECTRODE FORCE
H-J
100
FAYING INTERFACE
0
I
0.40
I
0.60
I
0.80
I
1.00
I
1.20
1.40
SPECIMEN THICKNESS (mm)
Figure 6.17
Temperature at the faying interface in l-D simulation welding of bare steel.
700
-I
600
/-)
LU
S00400
(H-
200
400 LBS ELECTRODE FORCE
6
900 LBS ELECTRODE FORCE
0
100
ELECTRODE INTERFACE.,
0
'I
0.40
I
ELECTRODE SIDE
'I
0.80
I
1.00
SPECIMEN THICKNESS
Figure 6.18
'I
'I
1.20
'
F-
300
'
LU
1.40
Cmm)
Work piece temperature at the electrode interface in the 1-D simulation welding
of bare steel.
Co
7nol
600-
.
..........
LUJ
400
300
LUL
H_
D
: 400 LBS ELECTRODE FORCE
A
'
650 LBS ELECTRODE FORCE
900 LBS ELECTRODE FORCE
<,
200
ph.
0
100
ELECTRODE INTERFACE,
0
I
0.40
I
WORK PIECE SIDE
I
I
0.80
I
1.00
SPECIMEN THICKNESS
Figure 6.19
I
I
I
1.20
1.40
(mm)
Temperature at the electrode face in the 1-D simulation welding of bare steel.
700
600
400 LBS ELECTRODE FORCE
A : 650 LBS ELECTRODE FORCE
_ : 900 LBS ELECTRODE FORCE
Soo
400
0
LU
HLUJ
300
200
I-
100
1.6 mmFROM ELECTRODE INTERFACE
0
I
I
0.40
0.60
I
0.80
1.00
SPECIMEN THICKNESS
Figure 6.20
I
i
1.20
I
1.40
(mm)
Electrode temperature 1.6 mm from the electrode interface in the I-D simulation
welding of bare steel.
ELECTRODE
ELECTRODE
-
1.b mm
Figure 6.21
f~'
r
U.50MM
Temperature changes during 1-D simulation welding of bare steel of different
thicknesses.
2
ca
a
ELECTRODE
ELECTRODE
1.10 MITI
Figure 6.21
(continued)
LJ.5 mm11
i
ELECTRODE
ELECTRODE
p1.16 mm
Figure 6.21
1
6
0.5 mm
(continued)
..........
roo
'-I
a'
ELECTRODE
ELECTRODE
I
1.16 mm
Figure 6.21
(continued)
I1
0.5 mm
ELECTRODE
ELECTRODE
1.16 mm
Figure 6.21
(continued)
'0.5
mm
I1
a-
ELECTRODEDE
1.16 mm
Figure 6.21
(continued)
0.5 mm
-
600
-
500
--0
Cd
1. 16 mm
0. 5 MM
400
-
*0
4)
E4
-
300
4)
-
200
00
1000-
12
,
0
2
4
6
8
*10
1 2
14
Welding Time (cycles of 60 Hz AC)
Figure 6.22 Change of workpiece temperature at the electrode interface during
l-D simulation welding of bare steel of different thicknesses.
-
300
-
250
00
-----
a)
-
1.16 mm
0.5 mm
-
200
1-4
a)
-
150
S
-
100
I~.
50
-
a)
H
0-
I
0
I
2
4
6
8
10
12
Welding Time (cycles of 60 Hz AC)
Figure 6.23 Change of electrode temperature 1.6mm from the interface during
1-D simulation welding of bare steel of different thicknesses.
14
i'IIN
1
400
-- a-- 1.16 mm
S0. 5 MM
-
300
C,
0
200
-
-4
I.-
100
0
0
2
4
6
8
10
12
14
Welding Time (cycles of 60 Hz AC)
Figure 6.24
Change of electrode face temperature during 1-D simulation
welding of bare steel of different thicknesses.
7006000
500
-
U)
'-4
4-I
'--4
400-
U.)
S
U.)
300-
H
200Cl'
10000
2
4
6
8
10
12
14
Welding Time (cycles of 60 Hz AC)
Figure 6.25 Change of faying interface temperature during l-D simulation
welding of bare steel of different thicknesses.
-
- 152
7 NUMERICAL MODEL
7.1 INTRODUCTION
The governing equation of heat flow with joule heating can be written as follows.
dT
pC,-T= 7-(k7T)+ici
where,
(7.1)
a electric resistivity
current per unit area
The finite formulation of equation (3.1) neglecting radiation becomes
+6tS
+61 Q
r
f
t+6tk
t+6tTdV=
V
f
s
''''h(
""T,-
T
S
Where,
t6,
t.*q BdV
V
- 2"
a
q Bq
8=2
TE
environmental temperature
1
: virtual temperature
V
:volume
S
:surface
As the system has quite complicated nonlinearities in material properties, in heat
generation and in heat dissipation, this equation was solved numerically using the
ABAQUS code, a finite element computer algorithm, which has capabilities of solving
dynamic non linear problems both with automatic time stepping and with fixed time
stepping. This code can also treat heat conduction across a thermal gap with temperature
dependant contact heat transfer coefficient as well as heat generation in the body and
at the contact interface.
-
- 153
Even though the electrical resistivity of the copper electrode is one order of
magnitude smaller than that of the steel and can usually be neglected, it was included
in the analysis. While its effect may be small in the large cylindrical part of the electrodes
where the current density is small, it should be considered near the contact tip where
the electrode tapers down to the contact diameter.
In particular for one dimensional
simulation, the effect of heat generation in the electrodes is thought to be non negligible
since the current density in the electrodes is identical to that in the work piece.
The
convective water cooling is assumed to have a fixed heat transfer coefficient of 0.02
W/mm 2 *C
[7.1].
The optimum mesh size of the model was determined by running several different
mesh patterns to consider the calculation time and accuracy.
current data in spot welding is recorded as an RMS value.
Usually the welding
Since the heat input is
controlled by the heat control angle (current dead time) the actual peak current during
welding varies even though the RMS current is same. In this simulation the RMS current
and the heat control angle (the current dead time) were input as
current variables.
Table 7.1 shows the current dead time of the welding machine in this study. This data
was measured by tracing the current wave form produced during welding.
Using the
RMS current and the heat control angle, a sinusoidal current wave form was generated.
The heat control angle
was simulated to see the effect of current wave form.
For a
given RMS current value, the shape of the current wave form was determined by the
heat control angle.
Zero heat control angle produces a full sine wave.
As the heat
control angle approaches 180 degrees, the current wave form takes an impulse shape.
However, the RMS current remains the same whatever the heat control angle may be.
Figure 7.1 shows the examples of discretized welding current
for the case of 10 kA
RMS current.
A DC current was used to reduce the calculation time for all cases except when
the current wave form was simulated and the temperature field was generated for
-
- 154
Table 7.1
Heat Control Angle of the Welding Machine
HEAT CONTROL
ANGLE
PERCENT CURRENT
SETTING
(degree)
0.0
99
2.7
95
9.0
90
13.5
85
17.1
80
22.5
75
24.3
70
27.0
65
31.5
60
36.0
55
42.3
50
49.5
45
54.0
39
comparison with experimental data. In actual calculations, each half cycle was divided
into eight fixed time steps for DC current welding.
For AC welding,
one half cycle
was divided at least by eight time steps using automatic time stepping.
7.2 MATERIAL PROPERTIES
The thermal dependent properties such as bulk electrical resistivity, heat capacity,
thermal conductivity, heat of fusion and electrical and thermal contact properties were
used in this analysis. The data used in the simulation will be presented separately with
some explanations in the following discussion. The temperature dependent thermal and
-
- 155
electrical properties of the contact interface are explained separately in chapter 8. The
thermo physical properties of the bulk materials were interpolated using a piecewise
linear interpolation scheme.
This is a convenient way to account for the effect of the
variability in the material properties. For the lobe curve sensitivity analysis, the values
for these properties were varied according to both published or measured data [7.2-7.5].
The electrical resistivity of the material used in the experiment was measured
using the method described in chapter 3. This measurement was performed to see the
differences in the bulk electrical resistivity of materials with the same classification.
The materials evaluated include A40, G60 and E70 of National Steel and AM100, AM68
and AM35 of Armco Steel.
Figure 7.2 shows the typical result of this measurement.
The specimens used in generating figure 7.4 were taken from the same sheet.
scatter was suspected to come from
The
inaccurate measurement of the specimen cross
section area. Another source of noise can be the input current. During the experiment
it was found that the constant current source did not maintain the current precisely
throughout the experiments. The supply current value usually decreased by about 10%
during the course of specimen heating.
This current change during the measurement
was taken into account in the calculation of the resistivity.
Figure 7.3 shows the results of the three steels from National Steel.
the results of the three steels from Armco.
Figure 7.4 shows
These are compared in figure 7.5.
graph shows small differences in the electrical resistivity.
This
Even though the material
is in the same classification there exists a possibility of difference in electrical resistivity,
even if it is small. However, this measured difference does not seem to be statistically
significant.
For comparison the published resistivity data of other type of steels are
compared in figure 7.6 [7.3].
AISI1008 steel.
other steels.
The material used in this experiment is very close to
This figure shows significant differences in electrical resistivity for
However, as the difference in electrical resistivity between these two
materials is not large and does not seem statistically significant it was decided to curve
-
- 156
fit all of this data together to be used in the numerical simulation. Then the resistivity
was varied in the sensitivity analyses by changing the curve by a constant percentage.
The piece wise linearized curve of this fitted curve is shown in figure 7.7.
The thermal conductivity of the material used in the simulation is shown in figure
7.8.
This curve was constructed using the data in reference 7.2 and 7.3 [7.2,7.3].
The
thermal conductivity of liquid metal was artificially increased by 10 fold over the
conductivity of liquid iron to simulate convective heat transfer in the liquid metal.
Figure 7.9 shows the heat capacity. This was constructed using the data in reference
7.3 and 7.4 [7.3,7.4].
The heat of melting of 240 J/g was also incorporated in the
temperature range from 1520 *C to 1530 0C. A material density of 7.87 g/cm
3
was used.
For the electrode material, a thermal conductivity of 0.33 J/mm/K/sec and a specific
The density of the electrode material was 8.9 g/cm
3
.
heat of 0.385 J/g/K were used.
In the simulation of the mechanical contact, the data in figure 7.10 was used for
the temperature dependent mechanical properties [7.5].
Only the work piece was
simulated with temperature dependent mechanical properties.
hardening model was used for the stress-strain relationship.
The isotropic stress
This material model is
known to be useful for cases involving large plastic strains such as in welding.
In
figure 7.10 the parameter for the stress hardening effect is marked as E/M where M is
the hardening modulus and E is the elastic modulus.
7.3 ONE DIMENSIONAL MODEL
The one dimensional model is shown in figure 7.11 with boundary conditions. A
four node isoparametric element was used for the body of the electrode and the work
piece.
, At the- electrode/work piece interface a two node interfacial element was
employed. The model is axisymmetric with two elements in the radial direction. This
is to check the validity of the solution by observing the temperature gradient in the
radial direction.
This also makes it easy to calculate the current density and the
-
- 157
interfacial heat flux. A uniform current density distribution was used throughout the
current path.
Since the main purpose of this one dimensional model was to ascertain
the characteristics of heat transfer and generation across the electrode interface, the
length of the electrode was determined to be long enough to eliminate the effect of the
water cooling. The actual length of the cylindrical electrodes used in experimental tests
was 1.9 cm.
Due to the symmetry of the process, the model includes only one half of
the system with insulated outer boundaries.
This model was used to characterize the electrical properties of the interfaces.
Using the temperature profiles measured during one dimensional simulation welding
and the heat transfer coefficient across the interface, the electrical contact resistance
across the contact interface was deduced.
Caracterization of the interface will be
explained in chapter 8. This model was also used to the sensitivity of the temperature
field to variations in the weld parameters.
From the one dimensional sensitivity
simulation a general idea of the effect of each parameter was obtained.
7.4 AXISYMMETRIC TWO DIMENSIONAL MODEL
Two models were developed; one for calculation of the contact area and the other
for calculation of temperature. A plot of two dimensional model discretization for the
calculation of contact area and temperature fields is shown in figure 7.12 with boundary
conditions. From the model shown in figure 7.12 the rigid support at the bottom and
the one additional interface element at the corner of the electrode and the work piece
was removed
for the calculation of temperature fields.
The two interface elements
were employed to satisfy the mechanical boundary conditions at the contact interface.
A non-sticking frictionless boundary
For
model was used for a mechanical interface.
accurate calculation of the temperature field, the change of contact area
needs to be incorporated in the model.
This is important in that the current density
depends on the size of the contact area. Furthermore the heat generation rate changes
-
- 158
with current density in quadratic manner. Thus, the investigation of contact behavior
is very important in understanding the spot welding process. However, it is very difficult
to calculate the contact size in every time step due to the nature of the spot welding
process. In this process three totally different physical processes occur simultaneously,
i.e. thermal, electrical and mechanical processes are present. For accurate calculation,
the three processes should be solved simultaneously in a coupled manner. The treatment
of the problem in this way is beyond the capability of available numerical solution
codes.
Therefore, the contact area was calculated separately to illustrate the general
trends.
The load for this model was a combination of electrode force and the thermal
load.
The thermal load was imposed by the non-uniform temperature field and the
thermal expansion calculated in the temperature model.
At first the contact area at
room temperature was estimated under various loads.
Then a calculation of the
temperature field with the thermal load was performed using the contact area obtained
previously and the typical experimental welding data. This calculation was performed
as a uncoupled temperature - displacement problem. The loading process of the electrode
force was assumed to be static.
As stated previously, the temperature field and the contact area is believed to be
very strongly related.
As these two variables are coupled by the nature of the process,
it may not be meaningful to discuss only one aspect. Even though the calculation shows
reasonable contact behavior, the actual contact in the welding process can deviate from
the ideality of this numerical simulation.
For this reason the following approach to
obtain the actual contact area was taken.
Based on these general trends of contact
behavior, the temperature field, and thus the nugget size, were calculated using
experimental data.
If the calculated nugget size did not match to the experimentally
measured nugget size, the contact area at the faying interface was modified till a closer
match was obtained. Since the modification of the contact area was determined by the
mesh size of the model, if the modification of the contact area could not make a closer
-
- 159
match, the weld current was modified.
contact periphery region.
The spatial resolution was 0.08 mm in the
Thus the accuracy of the estimated contact area is within
0.08 mm in radius. The actual calculation results will be presented in section 9.3.
As for the thermal model, all the aspects explained in the previous section 7.1 and
7.2 were employed.
In addition this model incorporates the redistribution of current
density caused by the uneven temperature field and the size of the mechanical contact.
The current in the work piece was assumed to flow only within a region bounded by
the line connecting the edge of the electrode and the contact area at the faying interface.
Figure 7.13 shows a schematic of the current flowing area.
Here the meaning of the
contact size is somewhat different from the mechanical contact size calculated from
the contact model.
can flow.
In this case the contact size here means the area where the current
For example, the current conducting area of a zinc coated material can be
different from the numerically calculated area due to the formation of zinc halo.
The
contact model cannot treat the effect of molten zinc at the interface in the calculation
of mechanical contact area.
Further discussion about the current flowing area of a
zinc coated material will be discussed in chapter 9 with experimental data.
In any case, for a given contact area the welding current was redistributed for
every time step. The electrical potential lines were assumed to be parallel to the contact
interface.
Along the assumed isopotential line, the resistivity of the material at the
integration point lying on the isopotential line was estimated considering the temperature
at that point.
Assuming all the current flows across this isopotential line, the current
density at each integration point along this line was calculated in a form inversely
proportional to the electrical resistivity. Figure 7.14 shows the concept of this current
distribution scheme with a representative electrical circuit. In this way the model can
consider differences in the temperature dependent electrical resistivity of different
materials.
As the contact size and the temperature dependence of electrical resistivity
change from material to material, this feature of the model is very useful in considering
various materials with different electrical properties.
-
- 160
A nugget growth curve was generated with this model for each set of weld
parameters. The results were then compared with experimentally obtained lobe curves.
The boundary for an acceptable nugget size was calculated by examining the movement
of the melting front at the faying interface. This nugget size was matched to the size
required by industrial specifications or to the experimentally measured nugget size.
Ii
HEAT CONTROL ANGLE -
90
2200020000
18000
16000
C C14000U
R 12000.
R
E 10000-N
T
8000-6000-4000-2000-0
0.000
0.005
--
0.010
0.615
TIME
0.020
0.
25
0.030
(SEC)
HEAT CONTROL
ANGLE
=
45
22000
20000-18000
16000
C 14000U
R 12000-R
E 10000-N
T
8000-60004000-2000-0
0. 00
0.605
0.610
0.015
+
0.020
0.
25
TIME
FVigure 7.1
Current discretization
.030
0.030
E
120.0
12E
-
E
r0
3
_
G60 HOT DIP GALVANIZED STEEL
X measurement
measurement
Smeasurement
I
2
3
A
H
H-
00.0
U)
Li
60.0
-
1)
H
iH
30.0
F-J
Li
0.0
-
Li
0.0
150.0
300.0
450.0
600.0
TEMPERATURE (C)
Figure 7.2
Electrical resistivity of G60 National steel
750.0
900.0
E
0
1)
20.
-
E
0
X G60 HOT DIP GALVANIZED
- E70 ELECTROGALVANIZED
A A40 GALVANNEALED
90.0
H
x
Ul)
H
LA
Li
60.0
0
30.0-
0.0
tS0.0
300.0
4SO.0
600.0
7SO.0
TEMPERATURE C*C)
Figure 7.3
Electrical resistivity of National steel
900.0
E
0
120.9
A
.C
0
3
H
-
ELECTROGALVANIZED STEEL
A 30/30 C/sq.m)
X 60/60 Cg/sq.m)
M 100/100 (g/sq.m)
A
90.0
F-
U)
H
Lli
C
cF-
60.0
x
30.0-
Li
-J
0.0
158.0
300.0
459.0
600.0
TEMPERATURE C'C)
Figure 7.4
Electrical resistivity. of Armco steel
759.0
900.0
140.0
E
0
: NATIONAL STEEL
120.0
1
-
:ARMCO STEEL
0
H
H
6.8(I)
F-0->
20.0-
0.0
..
TEMPERATURE Ct)
Figure 7.5
Comparison of electrical resistivity of National steel and Armco
steel
1N
E
0
E
140.0
120.0
X AISI1008
0 AISI1025
A AISI5140
o
100.0H
H >
80.0-
60.8
H
H
20.0-
0.0
0.0
100.0
200.0
300.0
400.0
500.0
600.0
TEMPERATURE CIC)
Figure 7.6
Electrical resistivities of different type steels
700.0
800.0
180.0
-c0 E
I
150.0
-
E
120.0
H
H
U)
H
90.0
Id
60.0
H
30.0
-
-J
-I
0.0
300.0
600.0
900.0
1200.0
1500.0
TEMPERATURE CC)
Figure 7.7
Piecewise linearized electrical resistivity of low carbon steel
0--mom.05tm
G;Fi-
2E;
- 17 -M---
1808.0
-
- 168
mm C
-
0. 4 0-
I
I
I
I
I
-
J/s
0.35-
I
I
K
E-
0.30C
0
n 0.25-
d
u
C
t
0.20-
0 . 154
t
y
0. 104
0.05-
0.00
0
260
400
600
800 100012001400160018002000
Temperature
Figure 7.8
(degrees Celsius)
Thermal conductivity
-1
-
- 169
J/g.C
1. 2
I
1. 1-
:1. 0S
p
e
C
0. 9--
i
f
i
0. 8--
C
H
e 0. 7-a
t
0. 6--
0. 5--
0. 4-
6
500
Temperature
Figure 7.9
1000
(degrees
1500
Celsius)
Heat Capacity
2000
170
-
-
300-0.04
-1.6
200
E
-0.03
200
1.4
C
(p150
-~
U
E/M
C
0
0
0
-0.
I00-1.2
-0.01
50
Gy
00
300
600
900
1200
Temperature (*C)
Figure 7.10
Temperature dependent mechanical properties of low carbon steel
(after [7.5])
0
U
II
-
- 171
TV KK
0 insulated boundary at
center line
top surface
side wall
electrode
* interface element with
heat generation
heat conduction
work piece
Figure 7.11
T
* interface element with
heat generation
Model for one dimensional simulation welding.
TOP
OUTSIDE SURFACE
Therml: heat transfer to coolant
Mechanical: evenly distributed load, Ur=O
7~j i.i~7~
Thermal: insulated
Mechanical: free
ELECTRODE INTERFACE
CENTER LINE
Thermal: interface heat generation
Mechanical: az -0 for noncontact
az *0 for contact
Thermal: adiabatic
Mechanical: Ur -0
FAYING INTERFACE
.
. ........... . .
Thermal: interface heat generation
Mechanical: Uz=O for contact
z -0 for non contact
rigid body support
Figure 7.12
Two Dimensional Model
electrode radius
I I
mechanical contact
electrical contact
Figure 7.13
Schematic comparision of the current flowing area and the
mechanical contact area
I
*
I
r1
jr2
{
I
1
L
]
1]
Sij
-
r2 1
I
I
I
I
I
I
I
I
I
I-
r
I
I
i
*1
Figure 7.14
Current Flow Model
i]
-
- 175
8 INTERFACE CHARACTERIZATION
8.1 INTRODUCTION
The most difficult part of understanding the science of the resistance spot welding
process is the contact phenomenon.
Basically the contact plays three different roles.
As a mechanical contact it determines the current flow area and the mechanical
constraint; as a electrical contact it produces heat and as a thermal contact it works as
a barrier to heat flow.
contact
phenomenon
Due to the inherently complex nature of the interface, the
in resistance
spot welding
has been
an
obstacle to better
understanding of the process.
Only very limited experimental studies have been made on the electrical contact.
The difficulty lies in the fact that resistance spot welding is a transient process with
a rapidly changing temperature field. Thus there are severe experimental difficulties.
In this
section,
measurement
of
the thermal
contact
conductance
temperatures and with different electrode forces will be presented.
used as input data in the numerical simulation.
at different
The results to be
The electrical contact resistivity can
be deduced from this thermal contact data and from the temperature fields measured
in one dimensional simulated welding.
8.2 CONTACT HEAT TRANSFER COEFFICIENT
Using the method of one dimensional simulation described in chapter 3 the steady
state temperature profiles across the electrode and the work piece were measured. The
heat transfer coefficient, he was estimated from these temperature profiles. Figure 8.1
shows a schematic of the temperature. In figures 8.2 and 8.3 typical temperature profiles
measured during experiment are shown. The thermal discontinuity can be seen at the
interface. However as the interface temperature is not clear, the temperature profiles
-
- 176
in each straight section were extended to find the cross point where the two extended
profiles cross. The temperature at this point was measured as the interface temperature.
Using these temperature profiles, the heat transfer coefficient at the contact interface
was estimated. As stated previously this temperature profile was measured while steady
state heat flow was maintained.
Using the temperature notations in figure 8.1, the
steady state heat flux balance across the specimen and the electrode can be written as
follows.
k L(T
(T 3 -T 2 )(8.1)
2 -TI)
hpper=k
(T
T2 )
L(T34 -
(8.2)
T3
)
h Clwr
Two heat transfer coefficients can be estimated from one measurement of the
temperature profile, one from the upper interface, h"upr, and the other from the lower
interface, h*
L is the disk coupon thickness and k is the thermal conductivity of
the disc coupon.
The estimated heat transfer coefficients based on these measurements are shown
in figures 8.4 to 8.14.
In these figures the harmonic mean of the contact temperature.
on the electrode side and on the work piece side was used as a temperature scale. The
harmonic mean temperature (HMT) of temperature T, and T 2 is defined as
THMT =
TIT+
(8.3)
This parameter considers the effect of contact temperature differences between
the electrode and the work piece.
According to the theory of thermal contact resistances,
the contact heat transfer coefficient is described as a function of the harmonic mean
of the thermal conductivity of the contacting materials [8.11.
-
- 177
kA-kB
he = C1 k + kB
kA
+
kg
+ C2
(8.4)
In this equation, kAandkB are the thermal conductivity of the contacting members
and CIandC 2 are coefficients which are determined by variables such as the actual and
the apparent contact area and the properties of the materials entrapped, if there are
any, in the interface.
Assuming a linear dependence of thermal conductivity with
temperature, the harmonic mean of the contacting surface temperatures can be used to
describe the contact heat transfer coefficient. This is particularly true in the temperature
range experienced most often by the electrode/work piece interface i.e. from room
temperature to about 600 *C.
From figures from 8.4 to 8.14, it can be seen that the heat transfer coefficient
increases with increasing temperature at lower temperatures.
in the true contact area as the temperature increases.
This is due to increases
With further increases above 50
*CHMT it seems that there is no noticeable change in the contact heat transfer coefficient.
It is likely that the maximum deformation of asperities occurs at this HMT due to the
low mechanical strength of the electrodes or the zinc coating of the galvanized product.
As the contact properties are generally determined by the softer contacting member
this may be the same with the bare steel.
However, one thing that should be remembered in this analysis is that some part
of the data (particularly the high temperature data) were measured with reversed
temperature profiles as explained in chapter 3.
Even when the maximum interface
temperature is about 4000C, the specimen temperature is still lower than this temperature.
As a consequence, even if differences in the mechanical behavior of the copper electrodes
and the zinc are considered, there exists a possibility of underestimating the heat
transfer coefficient.
Considering the low melting temperature of zinc, 4090 C,
it is
obvious that the interface has not experienced zinc melting yet. The contact interface
-
- 178
is still a solid to solid contact in this temperature range.
This is another reason why
the heat transfer coefficient data in figures from 8.4 to 8.14 have flat plateau in the
high temperature range.
The following equation for the contact thermal coefficient was derived by Mikic
[8.2], for the case of plastic deformation of an interface.
ktan
he =1 .i 3 ktn(
P
0.94
H +P(8.5)
In this equation k is the thermal conductivity, tanG is the mean absolute slope of
an asperity profile,
is the standard deviation of the surface profile height, H is the
microhardness and P is the normal pressure of the contact.
include any effect of temperature as a direct variable.
This equation does not
However, it may be assumed
that an increase of pressure has the same effect as an increase in temperature.
This
analogy is roughly correct due to the temperature dependence of the yield strength of
the material. According to equation (8.5), the thermal contact coefficient should increase
with temperature. In this experiment, the measured data did not show any conspicuous
tendency to increase. Only a very slight increase was observed in figures 8.7, 8.8, 8.11
and 8.13.
As explained previously, there is a tendency to underestimate the thermal
contact coefficient in this experiment.
Also the dominance of entrapped voids or
contaminants on the contacting surface is possible. In any case, it is thought that the
thermal contact coefficient should increase with temperature.
Thus this should be
considered in the numerical simulation. Another important feature of equation 8.5 is
that the thermal contact coefficient has an asymptote as pressure increases (or as
temperature increases).
Average values of the heat transfer coefficient in the high temperature region
are listed in table 8.1 with standard deviations. For purposes of comparison, the average
was taken excluding the values in the low temperature range. It can be seen that
differences in zinc coating can cause marked differences in the interface heat transfer
-
- 179
Table 8.1 : Contact Heat Transfer Coefficient
Thermal Contact Coefficient
@ 650 lbs
AMBR
0.055 (0.013)
0.128 (0.009)
AM35
0.066 (0.015)
AM68
0.082 (0.013)
AM100
0.162 (0.015)
A40
0.058 (0.010)
0.126 (0.015)
E70
0.080 (0.013)
0.170 (0.020)
G60
0.089 (0.010)
0.182 (0.021)
units of W/mm 2
-
-
@ 500 lbs
-
Material
0
C
numbers in parenthesis is a standard deviation
coefficient. As expected, the hard surface materials, such as bare steel and galvannealed
steel, show low heat transfer coefficients compared to the soft surface materials such
as hot dip galvanized or elctrogalvanized steel. It is also clear that the heat transfer
coefficient increases as the amount of zinc on the surface increases.
contact heat transfer coefficient varies by 0.05 to 0.2
W/mm 2 *C
The range of
in the temperature
ranges and in the coating thickness ranges tested in this experiment.
The changes in
the coating thickness from 0 to 100 g/m 2 showed 4 times increase in the contact heat
transfer coefficient.
The effect of electrode force can also be seen in the same table. Higher electrode
forces result in higher heat transfer coefficients. The effect of electrode force is much
more pronounced than that of coating morphology or that of the coating thickness. As
-
- 180
the electrode force has a coupled effect on both the electrical contact resistivity and
on the thermal contact heat transfer coefficient, the final effect of the electrode force
on the lobe shape will be great.
The data presented thus far does not cover the entire temperature range experienced
in the welding.
In order for this data to be used in the numerical simulation it is
necessary to characterize the contact heat transfer data more completely in the higher
temperature range.
In the numerical simulation, the heat flux Q,, across the electrode
interface is calculated using following equation,
QC = h,( Tbc- Tc.)
where,
h
Tcb
:
(8.6)
interface heat transfer coefficient
interface temperature at work piece side
T,. : interface temperature at electrode side
The heat transfer coefficient he in this equation was calculated as a function of
the harmonic mean of the interface temperature T cband Tc,,. Near 42 0 *Cthe zinc coating
on the galvanized steel starts to melt and the contact will remain partially filled with
molten zinc. From this temperature to the zinc vaporization temperature, about 910*C
, it may be assumed that the heat transfer coefficient remains constant. Thus one can
see tfiat there are thermal discontinuities throughout the welding process. This can be
supported by the results of the experimentally measured dynamic electrical contact
resistances [8.3,8.4].
As was explained in the experimental section, the limit of experimental contact
temperature measurement was approximately 400*C in the electrode. However, as was
presented in tables 6.1 and 6.2, the electrode interface temperatures measured in one
dimensional simulation welding were scattered around 500*C. The maximum electrode
surface temperature measured during the evaluation of the electrode temperature in
chapter 5 was also about 5000 C.
It is certain that the temperatures inside the electrode
surface are higher than this surface value.
Thus it is necessary to know the contact
-
- 181
thermal conductivity above 400*c. For this value one measurement was made with the
AMING specimen.
While holding a low electrode force the specimen was heated until
the zinc coating started to melt. Then the electrode force was increased up to the point
where the hot electrode began to deform. The measured value was roughly 0.2 W/mm
2
,C.
Thus this is a realistic value of the heat transfer coefficient above the zinc melting
temperature for materials with free zinc on the surface. Due to the presence of molten
zinc at the electrode interface
at high temperatures, the heat transfer coefficient is
assumed to remain constant at this value.
For the case of bare steel it was assumed that the coefficient gradually increases
to the point where contact adhesion begins. The temperature of interface adhesion is
known to be about 40 to 50% of the melting temperature [8.5]. Since the two contacting
members have different material properties, it was assumed that the softer material
governs the interface characteristics.
For the present case,
the melting temperature
of the Cu-Cr electrode is about 1070*C. Thus, 500*C was chosen as a rough approximation
of the adhesion temperature. Above this temperature the heat transfer coefficient was
assumed to remain the same value as in the coated steel simulation.
The functional form of the contact thermal conductivity is defined in figure 8.15.
In this figure the harmonic mean temperature is again used.
rangd is divided into three regions.
The entire temperature
The first region was chosen to be up to 50*C of
harmonic mean temperature (HMT). In figures 8.4 to 8.14 the experimental data shows
a very rapid increase in thermal contact coefficient for each material below 50*C HMT.
It was assumed that the heat transfer coefficient at 50*C HMT was equal to the average
value shown in table 8.1.
Following the observation of experimental data the heat
transfer coefficients in this temperature range was assumed to change linearly with
the heat transfer coefficient at 3 0 *C HMT is 60% that of 5 0 *C HMT. The second region
was from 50*C HMT to the zinc melting temperature
or the interface adhesion
temperature in HMT. In this temperature region the coefficient was also assumed to
increase linearly with temperature in HMT.
In actual experiments only a very slight
-
- 182
increase of the coefficient was observed.
However as there exits a possibility of
underestimation of coefficient in the high temperature range, it was simply assumed
that the thermal contact coefficient increases from the average value given in table 8.1
to a constant value of 0.2 W/mm 2 *C.
210*C was used.
was used.
For the melting temperature of zinc a HMT of
For the interface adhesion temperature of the bare steel 250* C HMT
The temperature for interface adhesion of a bare steel was also used for
A40 galvannealed steel with the assumption that the mechanical property of this material
is close to the bare steel.
To account for the varying amount of zinc on the surface,
the upper limit of the second temperature region was assumed
250*C in an inverse ratio to the amount of zinc.
to vary from 210*C to
A third region was defined above
this temperature. It was assumed that the heat transfer coefficient remain constant in
the third temperature region.
The values for each material are tabulated in table 8.2.
Table 8.2 : Temperature Dependence of Heat Transfer Coefficient
Electrode
Material
TI
0
T2
T3
(*)
(*)
Temperature
Force
30 C
50*C
(lbs)
HMT
HMT
AMBR
0.033
0.055
0.2
250
AM35
0.040
0.066
0.2
235
AM68
0.049
0.082
0.2
220
AMINO
0.097
0.162
0.2
210
A40
0.076
0.126
0.2
250
E70
0.102
0.170
0.2
220
G60
0.109
0.182
0.2
220
500
650
for T3
-
- 183
8.3 ELECTRICAL CONTACT RESISTIVITY
Coventionally, the measurement of dynamic resistance in spot welding is performed
as a function of time rather than as a function of temperature. In addition, the dynamic
resistance is simply measured by monitoring the change in electrical potential across
the entire contact interface. In this way the locally different contact resistance cannot
be measured.
Since the conventional method is time dependent there are difficulties
in incorporating these data in the numerical simulation. Contact resistance data on a
temperature base must be used in the numerical simulation. Therefore, in this research,
the dynamic contact resistance was not directly measured. Instead, it was deduced by
numerical simulation and the temperature profiles measured in the one dimensionally
simulated spot welding experiments.
In numerical simulation of one dimensional
welding, the heat transfer coefficient of the electrode interface was incorporated as
characterized in the previous section, leaving the electrical contact resistivity as an
unknown variable.
The electrical contact properties were expressed in terms of electrical contact
resistivity, ac , instead of the contact resistance, R, , which is usually an integrated
value over the total contact area.
chapter 2 as ac = R, - A.
The electrical contact resistivity was defined in
The dimension for this variable is ohm-unit area. By treating
the contact electrical properties in this way it is possible to consider the effect of
temperature on the electrical contact resistance.
If the contact resistivity is multiplied
by the current density the heat generation rate at the contact interface can be treated
as a heat flux per unit area.
The contact resistivity was also treated as a temperature dependent quantity.
According to the literature, the contact constriction resistivity, a, , can be related to
the thermal contact conductivity as follows [8.5].
.4
-
- 184
ao(TO)
=
+L(Te
+
TO)
(8.7)
hC
where,
Td temperature at the asperity contact (*K)
To
L
.cc
:bulk temperature far away from contact (*K)
Lorentz constant 2.4 x 10-8 (V/*K)
2
:electrical contact resistivity (R c = contacting area / a)
This relationship was derived with the assumption that the Wiedemann-Franz law
is valid and that the true contact is represented by a long narrow constriction.
It can
be roughly assumed that the spot welding process follows this equation in the early
stages of welding, i.e. when the temperature is still low compared to the melting
temperature of the contacting members.
W/mm
2
For example, assuming he to be roughly 0.1
K as in table 8.1, the value of oc at 1000 C becomes
ac= 0.64 mQ - mm 2
If the electrode diameter is 6.4 mm, the electrical contact resistance becomes 20
[if. This value is reasonably close to the published data [8.4]. For the data in table 2.3
of chapter 2 the dynamically measured contact resistance for bare steel is 44 pto and
it is 19 pM for zinc coated steel.
However, one thing to be noted in this discussion is
that there is a fundamental difference in electrical contact and thermal contact [8.5].
Films and other contaminants insulate more or less the electrical contact, but thermally
they produce considerable shortcircuit paths for heat flow.
strictly valid only for clean metallic contacts in vacuum.
Thus equation (8.7) is
In the actual spot welding
process, the contacting surfaces are usually contaminated by foreign materials such as
mill oil, oxide and dross pickup from the zinc bath and so forth. These contaminants
will cause deviations of the contact characteristics from the ideal. Therefore, the direct
estimation of electrical contact resistivity from equation (8.7) seems impossible even
though the exact thermal contact coefficient data are given. For these reasons, only a
functional relationship of equation (8.7) was used in this research with adjustable
coefficients on one side of the equation 8.7.
-
- 185
The functional form of the contact resistivity for computer simulation can be
derived from equation (8.7).
(T(HMT
+
146.5)
(8.8)
THT
he(T HMT
)
0 r(T HMT )= F -
Using an adjusting factor, F, this gives
Two separate adjusting factors were used for each interface; one for the electrode
interface, the other for the faying interface.
This is necessary to account for the
differences in the contact resistivity at the electrode interface and
at the faying
interface. Since the equation (8.7) is written in Kelvin scale it was changed to centigrade.
The constant 146.5 in equation (8.8) is the room temperature in HMT replacing the
temperature To in equation (8.7).
Considering the similarity between the electrical
potential field and the temperature field, the harmonic mean temperature was also used
as a temperature variable in the electrical contact resistance function.
The final
functional form of oc for the electrode interface is shown in figure 8.15.
A linear
functional form of h, resulted in a hyperbolic functional form of ac.
Figure 8.16 shows the typical graph of contact resistivity at the faying interface.
The contact resistivity at the faying interface was assumed to decay to zero as the
temperature approaches the melting temperature of zinc (210 *C HMT). For bare steel,
it was assumed that the contact resistivity at the faying interface decays to zero when
the adhesion temperature of 765
0
C (50% of melting temperature of steel, 383 *C HMT)
is reached.
The contact resistivity was estimated by performing a one dimensional numerical
simulation using the contact heat transfer coefficient data and the temperature fields
as measured in the one dimensional simulation welding experiments. By changing the
value of the adjusting factor, F, for both the electrode interface and the faying interface,
the best combination of the contact resistivity curves which can reproduce the measured
temperature profiles were determined. The predicted temperatures are shown in figures
-
- 186
8.17 to 8.20 with experimentally measured temperatures.
The final contact resistivity
data deduced from these temperature profiles are shown in figures from 8.21 to 8.22
for the electrode interface and for the faying interface respectively.
8.4 SUMMARY
1
The contact heat transfer coefficients for the materialwith zinc coating (coating
weight from 0 g/m
2
to 100 g/m 2 ) ranges from 0.5 W/mm
2
oCto
2.0
W/mm
2
*C
in
the temperature range of 100 to 400 degree centigrade.
2.
The ratio of electrical contact resistivity at the faying interface to the electrical
contact resistivity at the electrode interface is smaller than one for both bare steel
and zinc coated steel.
-
- 187
T4
T3
Q)
Q)
T2
I
c'j
T,
I
I
I
I
LiL
electrode
I
I
I
I
disk
electrode
coupon
Figure 8.1
Schematic of temperature profile during the measurement of
contact heat transfer coefficient
-
e
iat
17 II16 Ah
135
0Va-
3"
C3
E1.
~3
*--
a'
p7
Ofp'
Figure 8.2
~
*
00
Typical steady state temperature profile (high heat transfer
coefficient)
I
2'
=:0,7WG
4 =t L
00141 r
M
I6
L~
59------(0
-
Figure 8.3
,!ivz
'~TT~R~za= ~
-~-
a4~2'~z
Typical steady state temperature profile (low heat transfer
coefficient)
E
E
H
0.160
H
C1
z
0.120
H
(0
C
A
A
A
A
A
0
A
A
A
A
A
A
A
A
A
z
0
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
a
i
I
I
I
I
I
I
:
HARMONIC MEAN TEMPERATURE
Figure 8.4
Contact heat transfer coefficient of AMBR at 500 lbs electrode force
,- 1--
--
- --
7 71- - 7 7 77 _F;
I
II
I
.0
"E
E
H
0.160
H
0.120
0.080
(0
z
-9
-
4.
0.0
Figure 8.5
I
30.0
II
I
I
1
I.
1I
I
60.0
90.0
120.0
1s0.0
HARMONIC MEAN TEMPERATURE (C)
Contact heat transfer coefficient of AM35 at 500 lbs electrode force
7-S 350F
I
I
I
E
E
0.160
in
z
a
0.120
*
*
*
*
*
H
C)
-J
j
I
I
I
I
I
I
I
I
I
60.0
90.0
120.0
HARMONIC MEAN TEMPERATURE
Figure 8.6
I
I
I
C 0C)
Contact heat transfer coefficient of AM68 at 500 lbs electrode force
I
I
I
*
*
E
E
*
*
H
H
z
*
**
*
H
*
0.160
0.120
0.080
CD
C-)
z
0.040
-9
-
30
.
0
C-)
1
I
I
I
I
I
I
I
I
I
I
90.0
68.8
150.0
120.0
HARMONIC MEAN TEMPERATURE CC)
0.0
38.8
Figure 8.7
Contact heat transfer coefficient of AM100 at 500 lbs electrode force
I
I
180.0
*
E
H
0. 160
0.120
C)
-I
*
LU
Co
z
*
*
*
0
*
0.040
I
Figure 8.8
I
I
0
30.0
6.
I
1
I
I
I
1
1
I
60.0
HARMONIC MEAN TEMPERATURE CC)
Contact heat transfer coefficient of A40 at 500 lbs electrode force
I
I
I
I
I1
E
E
0.200
IH
0.160
H
0
a
z
0.120
0
0
*
*
-.
CA
I1
*
0
0
w
-I
.
.
p
I
30.0
Figure 8.9
I
I
I
I
I
I
I
I
I
I
60.0
HARMONIC MEAN TEMPERATURE
Contact heat transfer coefficient of E70 at 500 lbs electrode force
I
I
180.0
I
E
F-
0.160
H
0
0.120
4
*
4
*
z
-J
w.
z
0.000
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
1s0.0
HARMONIC MEAN TEMPERATURE C'C)
Figure 8.10
Contact heat transfer coefficient of G60 at 500 lbs electrode force
I
I
I
.4
~1
E
0.200
E
0.160
*
H
0.120
*
z
0)
*
0.080
-J
-1
0
H
-t
I
0.0
Figure 8.11
30.0
I
I
I
I
I
I
I
I
I
I
I
60.0
90.
HARMONIC MEAN TEMPERATURE CC)
Contact heat transfer coefficient of A40 at 650 lbs electrode force
I
I
188.8
-Y
*
E
0
8.160
**
*
H
*
>-
*
*
0
0
I-
0.120
F(0
00
0
z
0
0.040
-. 1
I
I
I
I
I
I
I
I
I
I
I
.1
I
I
I
I
150.0
90.0
120.0
HARMONIC MEAN TEMPERATURE CC)
Figure 8.12
Contact heat transfer coefficient of E70 at 650 lbs electrode force
I
I
180.0
I
.0
E
+.
H
H
4
0.160
F0
z
0.120
0
X
-LJ
*~4
0
(0
:C
0.040
H
H
z
0
0
-l
I
I
0.0
Figure 8.13
I
I
I
I
60.0
1
1I
1
1
I
I
I
I
I
120.0
150.0
HARMONIC MEAN TEMPERATURE CC)
90.(
Contact heat transfer coefficient of G60 at 650 lbs electrode force
I
I
180.0
I
p
E
0.200
H
0.160
A
A
z
A
A
A
0.120
A
A
A
A
A
A
0
0.080
A
A
-
0
0
0.040
Li
z
IT
I
I
I
1
1
j
I
I
I
I
0.0
30.0
Figure 8.14
Contact heat transfer coefficient of AMBR at 650 lbs electrode force
90.0
120.0
150.0
HARMONIC MEAN TEMPERATURE CC)
I
I
180.0
I
i
.
0.22-
i
i
i
i
--14
relative y scale
0.20--
E
L
-- 12 E
C
T
T 0.18-H
E 0.16-R
M 0.14--
10
L 0.12--
-- 8
C 0.10--
L
C
0
N 0.08--
0
S--6
0.06--
N
AT
C
T0.04--
C
-4T
0.02-0.001
20
40
60
80
100
120
140
160
160
HARMONIC MEAN TEMPERATURE
--
Figure 8.15
2
200
220
I
240
2
260
(C)
THERMAL CONTACT COEFFICIENT
ELECTRICAL CONTACT RESISTIVITY
Typical temperature dependence of the contact heat transfer coefficient and
the electrical contact resistivity at the electrode interface.
14-
12--
R 1E
S
I
S
8
T
I
V
16-T
Y0
4--
2-
00
20
40
60
80
160
HARMONIC
Figure 8.16
120
MEAN
140
160
TEMPERATURE
180
2 0
220
240
(C)
Typical temperature dependence of electrical contact resistivity at the faying
interface.
260
PPOOM"
-
- 203
800-
o measured
-- simulated
7 00
T
6001
E
M
P
500E
R
A
T
U
R
4 004
E 3004
C
2 004
100-
K
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3:0
DISTANCE FROM FAYING
INTERFACE
(mm)
Figure 8.17 Temperature profile for AMI00 in I -D simulation and the measured
temperature.
-
- 204
I
I
I
II
I
I
I
I
I
80
70
o measured
-simulated
T
60(
E
M
P
50C
E
R
A
40C
T
U
R
E 30C
0C
200
0
100
0
0.0 0 .2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3. 0
DISTANCE
FROM FAYING INTERFACE
(mm)
Figure 8.18 Temperature profile for AM68 in 1-D simulation and the measured
temperature.
-
- 205
800--
o measured
-simulated
700
T 600-E
M
P 500-
E
R
A
T 400-U
R
E
300--
*C
200--
-
100--
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.0
DISTANCE FROM FAYING
INTERFACE
(mm)
Figure 8.19 Temperature profile for AM35 in I-D simulation and the measured
temperature.
-
- 206
I
I
p
|
|
800--
700--
o measured
-simulated
T 600-E
M
P 500--
E
R
A
T 400-U
R
E
300--
0
C
200--
100--
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.0
DISTANCE
FROM FAYING
INTERFACE
(mm)
Figure 8.20 Temperature profile for AMBR in I-D simulation and the measured
temperature.
MICRO OHM -
L
SQ. Cm
I
I
I
I
-
140-
120R
E 1004
S
I
S
80-
T
y
60-
4 00
-I
20---
V-I
0
50
1600
1$0
-
-.
-
- -
.- -
-
-
I
V
I
T
I
I
I-
260
250
30 0
MEAN HARMONIC TEMPERATURE .(C)
-.--..----- AM35
.-....-....---..-. AM 68
AM100
AMBR
Figure 8.21
Electrical contact resistivity at electrode interface
MICE 0 OHM -
SQ. CM
-
14 0-
-
12 0R
E 1 0 0--
T
I
V
I
8 0---
6
0--
-
S
I
S
T
4 0-C
00
2 0-
-
.........
-
-
-
-
-
-
-
-
Y
0
50
200
160
MEAN HARMONIC
............
Figure 8.22
300
TEMPERATURE
---------
--------
250
AM100
AM68
AM35
AMBR
Electrical contact resistivity at faying interface
350
400
-
- 209
9 AXISYMMETRIC TWO DIMENSIONAL
SIMULATION
9.1 INTRODUCTION
The temperature field, the mechanical contact area and the contact pressure were
calculated using an axisymmetric two dimensional model described in chapter 7.
As
stated previously, the current flow area is very important in that the current density
is inversely proportional to the size of the contact area. Furthermore, since the heat
generation rate depends quadratically on the current density, the effect of the contact
size on the temperature field is even greater.
In this chapter the mechanical development of the contact size was investigated
first with uniform temperature distribution and also with non-uniform temperature
distribution.
This was followed by the investigation of temperature development in
the system. For simplicity, the material used in this chapter was limited to low carbon
steel of varying coating thickness and bare steel.
9.2 CONTACT SIZE
9.2.1 Analysis with Uniform Temperature Distribution
Firstly, the contact problem with a uniform temperature distribution was simulated.
Electrode forces of 500 lbs, 650 lbs and 800 lbs were chosen as variables. The loading
condition was assumed to distribute evenly across the top surface of the electrode. The
length of the electrode was 11 mm. The real welding condition is somewhat different
from the case assumed in this simulation.
With real electrodes, the load is applied to
the vertical side wall where a very shallow taper is present. This taper is usually made
-
- 210
for tight fitting of electrode in the holder. Thus, the actual loading pressure cannot
be distributed evenly across the top surface of the model. This is particularly true for
an electrode with a small electrode face thickness such as cap type electrodes.
It is
likely that the loading pressure becomes higher as the radius approaches the electrode
face size. However, an even distribution was assumed in this simulation. This is possible
for the electrode with a long length, which was used in this study. The electrode length
used in the experiments was 40 mm in length which is about 4 times longer than the
dimension used in the simulation model.
The contact pressure distribution at the electrode interface and at the faying
interface as well as the deformation are plotted in figures 9.1 to 9.3 for different
electrode forces. In general, the maximum contact pressure occurs near the outer radius
of the electrode.
The location for the maximum contact pressure at both interfaces and the ratio
of maximum pressure to average pressure is listed in table 9.1.
Also included in this
table is the contact radius at the faying interface. The contact radius was determined
as the radius wherein the two contacting members exert pressure on each other.
As
table 9.1 indicates, the maximum pressure occurs at a radius smaller than the electrode
face size. For the electrode contact, the location of maximum pressure is very close to
the electrode face edge.
However, the faying interface shows a much smaller radius
for the maximum contact pressure although the contact radius is larger than the electrode
radius.
The electrode experiences a much higher maximum pressure.
The normalized
maximum pressure value at the electrode interface is around 1.6 while the value at the
faying interface is around 0.93. This means that the electrode experiences more severe
loading conditions than does steel at the faying interface. This is particularly true at
the edge of the electrode face. The reason for the stress concentration at the electrode
edge can be explained by the moment force produced by differences in the radius of
the electrode body and the electrode face.
As explained previously, even pressure
-
- 211
Table 9.1 : Effect of Electrode Force on Contact Size and Pressure
electrode
radius for maximum
normalized maximum
contact size at
force (lbs)
contact pressure (mm)
pressure
faying
interface
(mm)
electrode
faying
electrode
faying
interface
interface
interface
interface
500
2.25
1.95
1.54
0.93
2.96
650
2.25
1.95
1.57
0.93
2.96
800
2.25
1.95
1.61
0.94
2.96
* electrode radius: 2.4 mm
loading was assumed in the simulation. If the actual loading condition of the electrode
with thin electrode face thickness is applied, the stress concentration at the electrode
edge will become even higher. The maximum contact pressure at the electrode interface
for the case of 800 lbs electrode force is 317 MPa. This value is well above the elastic
limit of the RWMA Class II electrode material, which is known to be 250 MPa [9.1].
Even though the average pressure is well below the yield limit, locally the electrode
can deform plastically even at room temperature. If the higher temperature condition
during welding is also considered, this shows that rounding of the electrode will readily
occur.
Table 9.1 also shows the contact size at the faying interface. The electrode force
did not cause any significant change in contact size. Thus, it can be said that the effect
of electrode force is mostly on the electrical and thermal contact properties rather than
on the contact area during the early stages of welding.
-
rw
-
- 212
Table 9.2 : Effect of Electrode Size on the Contact Size
electrode radius
contact radius
ratio of contact
(mm)
at faying
radius to
interface (mm)
electrode radius
2.4
2.96
1.23
2.6
3.16
1.22
2.8
3.36
1.20
Table 9.3 : Effect of Specimen Thickness on the Contact Size
specimen
contact radius
ratio of contact
the ratio of
thickness
at faying
radius to
difference in
(mm)
interface
electrode radius
contact radius
(mm)
and electrode
radius to the
specimen
thickness
0.6
2.80
1.17
0.67
0.8
2.96
1.23
0.67
1.2
3.20
1.33
0.67
1.8
3.48
1.45
0.60
electrode radius
2.4 mm
electrode force
650 lbs
-
- 213
Figure 9.4 shows the change of contact area and pressure distribution at the faying
interface for different electrode sizes. The electrode force for this simulation was 650
lbs. Table 9.2 lists the ratio of contact size to the electrode size.
The ratio is almost
constant at 1.2. Thus the contact radius at the faying interface is 20% larger than the
electrode face radius.
This will result in 30% lower average current density at the
faying interface than at the electrode interface. Thus, by the nature of mechanical
contact the current density is much higher at the electrode interface. Table 9.3 shows
the effect of specimen thickness on the contact area. As the specimen thickness increases,
the ratio of contact radius to electrode radius increases.
radius is propotional to the specimen thickness.
The increment of contact
If the ratio of differences between
the contact radius and electrode radius to the specimen thickness is taken, it is almost
constant at 0.67.
This means that the thicker material has a larger D/b ratio in the
early stages of welding.
So far, it is seen that the electrode force has little effect on the contact size for
a given material thickness. However, these results are for the case of an even temperature
distribution. Thus, these results may be applicable only to the very early stages of the
welding process.
9.2.2 Analysis with a Non-Uniform Temperature Distribution
The contact problem with a non uniform temperature distribution was also
simulated.
As a first approximation, the contact size calculated in the previous case
where no temperature effect was assumed, was used for a calculation of the temperature
field. Temperature dependent material properties are used for the work piece. For the
electrical contact resistivity and the thermal contact conductivity, the values for AM68
in chapter 8 were used.
The electrode forces were 500 lbs, 650 lbs and 800 lbs. The
temperature field obtained in this way was used for the contact simulation in this
section.
-
- 214
Figures 9.5 to 9.8 show cascade plots of the contact pressure at the faying interface,
the contact pressure at the electrode interface, and the temperature field used in the
calculation of deformation of the electrode and the work piece.
Figure 9.9 shows the
change of contact size at the faying interface during welding.
The contact pressure
distribution changes as welding progresses. In the early stages, the distribution is similar
to the one in figures 9.1 to 9.3. As welding progresses the contact pressure at the center
increases due to thermal expansion in the electrode and the work piece.
In contrast,
the contact pressure at both the periphery of the faying interface and the electrode
interface decreases.
This may be related to expulsion of weld. As welding progresses,
the contact force decreases at the periphery and thus loses the mechanical seal. Since
the temperature is higher in the center portion of the electrode and the work piece, the
thermal expansion in this region is also larger.
Due to the larger displacement in the
center, the contact size at the faying interface decreases as welding progresses. In other
words, the center part of the specimen and the electrode bulges more.
The contact is
similar to the contact between two large spheres.
The contact size is responsive to the electrode force in contrast to the previous
analysis with a uniform temperature distribution. As the electrode force increases, the
contact size at the faying interface becomes larger. The electrode force has an effect
not only on the contact interface properties but also on the contact area. Previously,
in the literature only the variation of the electrical contact resistance has been discussed.
Little attention has been focused on the thermal conductance. This study shows another
important effect of electrode force in spot welding.
The force has a strong effect on
the contact area at the faying interface particularly in the early stages of welding. A
minimum contact area is observed when the nugget grows to a size comparable to the
electrode (within 0.15 second for this simulation case). After this time the contact size
increases due to a large deformation in the work piece.
this stage of welding.
Severe indentations start at
Since the mesh in the numerical model collapsed at this time,
the curve after 0.15 second in figure 9.9
is meaningless.
-
- 215
From this simulation it is seen that the current density at the faying interface
changes significantly during the course of welding.
The initially large contact area
decreases as weld progresses due to thermal expansion and then increases again as
mechanical collapse begins in the work piece due to the presence of molten metal. This
can be related to the tailing of the lobe curve in the high current short weld time region.
It was seen in chapter 4 that welding with high current generally shows severe localization
in the heat generation pattern.
The localized heating is combined with a very rapid
expansion at the localized hot spot.
For this case, the dissipation of heat from the
localized hot spot is almost small due to the very short weld time. The localized thermal
expansion may also cause loss of mechanical constraint of the nugget envelope due to
the asymmetry of the process.
Thus expulsion can occur before the formation of a
proper nugget resulting in no useful current range.
The zinc coated material will behave in different way. Even though the mechanical
contact area at the faying interface may be determined by the mechanical properties
of the substrate, the current flow area is determined by the behavior of the zinc at the
faying interface. Figure 9.10 shows the experimentally measured growth of nugget size
and zinc halo during welding.
diameter.
The electrode size for this experiment was 4.8 mm in
The electrode force was 500 lbs. Welding was performed on G60 with the
current level for a nominal size nugget at 12 cycle weld time. The lines in this figure
were merely inserted to show the changes.
The data point marked with 'N' is for
nugget size, 'I' for inner diameter of halo and '0' is for the outer diameter of zinc halo.
The molten zinc pushed out from the contact zone stays around the contact periphery
filling the sheet to sheet gap opened by the electrode force and the larger thermal
expansion of the faying interface.
In later stages of welding, say after 7 cycles, the
halo inner diameter seems to match the contact diameter simulated in figure 9.9.
In
figure 9.9 the ratio of contact radius at the faying interface to the electrode interface
is roughly 1.1.
The experimental data in figure 9.10 shows that this ratio is also about
1.1. This value may be the ratio of current conduction diameter in the welding of bare
steel.
The current flow area for zinc coated material is much larger than this value.
-216-
In figure 9.10 the ratio is about 1.4.
This ratio will change according to the amount
of zinc on the surface. The morphology may also have an effect on this ratio because
of differences in.melting temperature of free zinc and iron zinc compound.
The effect of increased current flow area in a zinc coated steel is very important
on the nugget growth mechanism.
As the current flow area increases at the faying
interface, the heat generation rate decreases in a quadratic manner compared to the
heat generation rate at the electrode interface. This implies that the temperature rise
at the electrode interface
is much more rapid than at the faying interface for coated
steel. If the current oscillation in AC welding is considered, the amplitude of temperature
fluctuation at the electrode interface can be even greater. This phenomenon will hinder
the gradual formation
of a nugget and will also make surface expulsion from the
electrode interface easier.
9.3 CALCULATION OF NUGGET SIZE
Following
the discussion
in section 9.2 a sample
case of spot welding on
electrogalvanized steel with various coating thickness was simulated. The welding data
used in this simulation are listed in table 9.4 This experimental data was quoted from
reference 9.2. The data for the electrical contact resistance and the contact heat transfer
coefficient are found in chapter 8.
The welding condition used in this experiment
exactly matches the experimental conditions used in the measurement of contact
properties of this study.
Figure 9.11 is a typical nugget growth curve generated in this simulation.
The
vertical steps in the curve are due to the mesh discretization. The steps in the horizontal
direction are caused by the output interval of the calculation results.
produced four times in each weld cycle.
The output was
As shown in this figure, the nugget develops
in a very abrupt manner, probably in less than one welding cycle. The nominal nugget
size was defined to be 4.0 mm in diameter (0.16 inch). Nuggets with this nominal size
-
- 217
Table 9.4 : Twelve Cycle Lobe Width vs. Coating Weight [after 9.2]
nominal
expulsion
lobe width
coating
nugget
current
(kA)
weight
current
(kA)
(g/m
2
)
material
(kA)
AMBR
5.9
7.3
1.4
0
AM35
8.24
8.9
0.66
35
AM68
9.0
10.0
1.0
68
AMINO
9.1
10.1
1.0
100
have a very small weld time window for a given current level. This does not necessarily
mean that there will be difficulties in welding of this material. The welding current
can be varied in small steps while the welding time is fixed. However, as the welding
current varies from weld to weld, it is seen that a difficulty in spot welding in general
will be found due to this nugget development characteristic, i.e. very rapid growth of
nugget size in a very short time.
The typical temperature changes at the center of the faying interface and at the
center of the electrode interface can be seen in figures 9.12 and 9.13, one for a nominal
size weld nugget and the other for an expulsion weld. In the early stages of welding
the work piece temperature at the electrode interface is higher than at the faying
interface due to differences in current density caused by a different contacting area.
However, as welding progresses the temperature at the faying interface becomes hotter
due to heat loss into the electrode.
In these figures, the nugget temperature at the
center grows at a slower speed after the start of nugget melting. This is due either to
the artificially enhanced thermal conductivity of liquid metal or to the heat of fusion.
The thermal conductivity of the liquid metal was increased by 10 fold to simulate
-
-218
convective heat transfer inside the molten zone. The sudden increase of the work piece
temperature at the electrode interface in figure 9.13 may have been caused partly by
enhanced heat transfer from the molten nugget and partly by increased weld penetration.
Another possibility is that this increase is an artifact of the simulation model.
Since
the spatial resolution in the axial direction was 0.1 mm, if the melting front approaches
the electrode interface within this thickness, the thermal conductivity can increase to
the value for the liquid metal.
The simulated nugget growth curve for each material is shown in figures 9.14 to
9.17. In generating these nugget growth curves the contact area at the faying interface
was estimated based on the discussion given in section 9.2. Several computer runs were
performed with various contact areas for the experimentally obtained welding current.
If the simulated nominal nugget size at the end of 12 cycles matched the nominal nugget
size, then the contact area for that calculation was chosen as the contact area for that
particular material.
Since the contact size can be controlled only by the number of
discretized elements, if the nugget growth curve could not be obtained simply by
adjusting the number of contacting elements, the welding current was varied.
The
contact sizes obtained in this way are listed in table 9.5 with the adjusted weld curent.
The expulsion limit was not set to a fixed value. Instead, using the same contact
size obtained with the simulation of nominal nugget size welding, a computer simulation
was performed with the expulsion current level.
Then the nugget size at the end of
the 12 cycle weld was accepted as the expulsion nugget size. The expulsion nugget sizes
obtained are also listed in table 9.5 for each material. From this simulation it can be
seen that the weldability of zinc coated material is strongly dependent on the electrical
contact size at the faying interface.
Table 9.5 shows the relationship between electrical contact size and the zinc coating
thickness. As the zinc coating thickness increases, the electrical contact size increases,
resulting in a larger nugget.
In the previous discussion presented in section 9.2.2 the
ratio of contact size was found to be 1.1 for bare steel. It was also seen in figure 9.10
-
- 219
Table 9.5
material
Estimated Contact Size and Expulsion Nugget Size
estimated
normalized
expulsion
weld
contact
contact radius
nugget
current
radius
radius
(kA)
(mm)
(mm)
AMIO
3.04
1.27
2.96
9.1
AM68
2.96
1.23
2.96
8.6
AM35
2.88
1.2
2.80
7.8
AMBR
2.48
1.03
2.72
6.2
that the outer diameter of the zinc halo was about 1.4 times larger than the electrode
diameter. The estimated contact diameter in table 9.5 is smaller than the experimentally
measured one in figure 9.10. Even though the material used in generating figure 9.10
was G60 it can be used in this comparison because it has a similar coating thickness.
G60 material has about 90 g/m
2
of zinc on either surface.
The difference is believed
to be caused by the fixed contact size in the model. The contact area actually changes
during welding as can be seen in figure 9.9.
Another reason is the difference in the
mechanical contact area and the current conducting area.
The current path is also
limited by the geometry. Even though the actual contact area is large, the current may
not flow throughout the entire area of contact. The current density may fall below a
significant level in the area far from the contact center. However, it is not clear which
is the dominant reason.
Figures 9.18 and 9.19 were plotted to compare the differences in nugget growth
characteristics.
These figures show that materials with less zinc on the surface show
gradual nugget growth while materials with more zinc on the surface show steeper
nugget growth curves. The bare steel has a smaller contact area at the faying interface.
-
- 220
Thus, the temperature rise starts in a smaller portion of the material, raising the
temperature at the faying interface more rapidly.
This results in an early start of
nugget formation even with lower weld currents.
Then the heat conducts to the
surrounding material while the current is being pushed out to the periphery due to the
higher electrical resistivity in the center portion.
In the welding of zinc coated steel,
the heat buildup starts in a larger area. Therefore, the nugget starts to form later with
a larger size and approaches expulsion.
This implies that the slope of the temperature
dependence of electrical resistivity has an important effect on the nugget growth
mechanism. In the welding of materials with smaller contact area the effect of a strong
temperature dependence will be more beneficial due to the larger temperature gradient
in the radial direction.
9.4 CHARACTERISTICS OF TEMPERATURE PROFILES
So far one has seen that the effect of contact area at the faying interface and
the contact properties at the electrode interface has a significant effect on the nugget
growth behavior. The presence of zinc on the specimen surface has an effect not only
on the electrical resistivity and contact heat transfer coefficient but also on the electrical
contact size. In this section the effect of theses factors on the temperature distribution
in the work piece will be discussed along with temperature profiles in both axial and
radial directions.
Figure 20 shows the evolution of radial temperature profiles at the faying interface
in the welding of bare steel AMBR. These profiles can be compared with the temperature
profiles of the zinc coated steel AM100 in figure 21. Both figures are for the welding
of a nominal size nugget.
As the contact area of the specimen AM100 is larger (2.96
mm in radius), the temperature profile is flat at the center part of the faying interface
in the radial direction.
The diameter of the flat part is also larger for this material.
At the periphery of the faying interface, the temperature profile drops rapidly to the
temperature of the surrounding material with very steep temperature gradient.
The
-
- 221
temperature gradient at this peripheral region is much greater for bare steel.
This
characteristic temperature profile leads to differences in the nugget growth behavior.
In bare steel welding
the nugget starts to grow gradually from a small nugget size
while in zinc coated steel welding the nugget grows in a very abrupt manner.
If the
nugget growth time is compared, the nominal size nugget grows in 4 cycles for bare
steel welding while it is only 1 cycle for zinc coated steel AM100. This was also shown
in figures 9.14 and 9.17.
Another noticeable difference in the evolution of temperature is the speed of
temperature rise.
interface.
Bare steel welding shows an early temperature rise at the faying
Thus more time is used in the growth of a nugget in the later stages of
welding. The temperature evolution in welding of AMINO material contrasts with the
case of bare steel welding.
The temperature
rise is very slow in the early stages of
welding and increases rapidly in the later stages resulting in the very short nugget
growth time. This can be also seen from the temperature profiles in the axial direction
in figure 22 and 23. Figure 22 is for bare steel welding and figure 23 is for welding
of zinc coated steel AM100.
The axial temperature
gradient is much greater in bare
steel. The general behavior of the rate of temperature rise is the same as in the radial
direction. Bare steel shows a faster rate in the early stages of welding and zinc coated
steel shows a faster speed in the later stages.
If the temperature difference between the faying interface and the work piece
at the electrode interface is compared for both materials, the difference is greater for
bare steel. It was seen in chapter 8 that the contact heat transfer coefficient for AMI00
is about 3 times larger than that of bare steel (confer table 8.1).
temperature
gradient
is smaller for AMINO material.
However, the axial
Thus the difference in the
thermal gradient (or the temperature difference at the faying interface and the work
piece at the electrode interface) cannot be explained by the heat transfer characteristics
at the electrode interface.
This is even more contradictory if the higher electrical
-
- 222
contact resistivity of bare steel at the electrode interface is considered (confer figure
8.21). More heat can be generated at the electrode interface of a bare steel if the current
level is the same when welding of both materials.
This phenomenon can be explained by the geometric parameter D/b, which is the
ratio of contact radius at the faying interface to the electrode radius. As discussed in
the previous section, the ratio was roughly 1.2 for zinc coated steel while it was only
about I for bare steel. Even after the exclusion of the effect of contact resistivity, the
heat generation rate at the electrode interface of a zinc coated steel is approximately
double that at the faying interface.
This ratio can be even higher if the presence of
electrical contact resistivity at the electrode interface is considered. On the other hand
bare steel experiences the same heat generation rate at the faying interface and at the
electrode interface.
Thus the higher temperature near the electrode interface in the
welding of galvanized steel is no surprise at all. This will produce very abrupt nugget
growth behavior
in galvanized welding.
This will also result in higher electrode
temperatures in the welding of galvanized steel thus deteriorating the electrode life to
a greater extent.
As a summary of the effect of the contact size on the temperature profiles, figure
24 compares the temperature profiles in the axial direction at the start of nugget
formation for various welding conditions. In this figure the temperature profiles for
specimens AM100 and AMBR are compared for both expulsion welds and nominal nugget
size welds.
As discussed previously the temperature difference between the faying
interface and the electrode interface is much greater in bare steel. One other important
aspect to be noticed in this figure is the effect of weld current level.
Welding with
expulsion current shows smaller temperature differences between the faying interface
and the electrode interface. The difference is even smaller for the welding of galvanized
steel. This implies a narrower weld current range in the welding of galvanized steels.
-
- 223
So far the comparison was made with the actual welding condition, i.e. different
contact sizes, different current levels, and different contact properties for different
materials. The effect of the'contact area was so strong that the effect of differences
in the contact properties could not be seen. To investigate the effect of contact properties
particularly at the electrode interface, the contact area was kept the same in producing
figures 25 and 26. Figure 25 is for the case of a small contact area, 2.48 mm in radius,
which is the case of bare steel. Figure 26 is for the case of large contact area, 2.96 mm
in radius, which is the case of a zinc coated steel. The contact properties were assumed
to be either AMINO interface properties or AMBR interface properties.
Comparing these two figures 25 and 26, it can be seen that the effect of contact
properties is much more pronounced in the welding of materials with smaller contact
area. In the case of small contact area, the large heat transfer coefficient and the small
electrical contact resistivity at the electrode interface
surface temperature
significantly.
helped reduce the work piece
For this particular simulation, the work piece
temperature at the electrode interface with AMINO interface properties is smaller by
250 'C when compared with the temperature of the case with bare steel interfacial
properties.
The temperature jump at the electrode interface is 3430C for the AMlIN
interface while it is 432*C for the AMBR interface.
Since the interface with a large
contact heat transfer coefficient loses more heat to the electrode and generates less heat
at the electrode interface, the work piece temperature at the electrode interface
experiences lower temperatures.
The reason for the lower electrode face temperature
of the AM100 interface is due to the lower heat generation rate at the electrode interface.
The simulation shows that the electrode face temperature for the AMBR interface is
higher by 161*C. This value is much smaller than the temperature difference of 250*C
at the work piece surface.
This means that the interface with the AMINO interfacial
properties loses more heat to the electrode, thus contributing to a reduction of the work
piece surface temperature.
A
- 224-
In figure 26 it is seen that the effect of interface properties on the axial temperature
profiles is very small if the contact area is large.
Even though the contact properties
showed a very strong effect on the temperature profiles in welding of materials with
small contact area, the axial temperature profile is almost the same in the case of large
contact area.
For the case of a large contact area it can be said that the
effect of
current density overwhelmes the effect of contact properties of the electrode interface.
This may imply that bare steel welding is more responsive to change of electrode force
than is welding of galvanized steels.
9.5 SUMMARY
1.
The ratio of contact radius at the faying interface to the electrode radius is about
1.2 at the very start of welding.
2.
There is a pressure concentration at the periphery of the contact at the faying
interface and at the edge of the electrode.
as welding progresses.
3.
The pressure concentration decreases
This leads to expulsion.
Due to thermal expansion, the contact size at the faying interface decreases during
the course of welding. If the current level is very high, the localized heat generation
induces a local thermal expansion which results in very easy expulsion.
This
explains the tailing of the lobe curve in the high current short weld time region.
4.
The electrode force has an affect not only on the contact interface properties but
also on the contact area. Previously, the effect of electrode force in spot welding
has been explained with regard to the electrical contact resistance. Little attention
has been paid to the thermal conductance across the interface.
5.
The importance of contact at the faying interface is greater for the contact area
than for the contact resistance. The contact area at the faying interface determines
the current level and the ease of welding. The ease of spot welding of bare steel
-
- 225
is due to the small contact size, not to the high contact resistance.
The heat
generation rate at the electrode interface is about double that of the faying
interface when welding of galvanized steels due to the large contact area.
-
- 226
electrode radius
Ih-
-.
300-
MPa
0
. _. . I I i.I I I I I I .rJII I. I I
(a) 500 lb electrode force
-"I.-I-II14
11N
11
-
.
(b) 650 lb electrode force
(c) 800 lb electrode force
Figure 9.1
Contact pressure distribution at the faying interface at room
temperature
-
- 227
electrode
0
MPa
(a) 50 0 lbs
300
II I
1\
(b) 650 lbs
(c) 800 lbs
Figure 9.2
Contact pressure distribution at the electrode interface at room
temperature.
(a) 500 lb electrode force
OD
-TF
I
KAZILJZLILII7IZIiiLLI.U..
I]1fll11 -- (-ZIZTiiI
ILJ.L
I1
I1-F1
I
-- r I
Figure 9.3
I
I
I
I
I
I
I
I
I
I
I
I
II
III
TII
Deformation in electrode and work piece at room temperature.
bwL-Z,,: ,
-
I
1 1
(b) 650 lb electrode force
(0
*
Figure 9.3
~-ii
-ER H~L
(continued)
(c) 800 lb electrode force
0
L-LI
L
. . -1
I
-
~II
I II
I
-T-
Figure 9.3
I I I I I I I I I
(continued)
MPa
I C
I
i
i
i
i
i
i
i
C
0
N 1 40T
A
C 1204
T
P 1 00R
E
U
R
E
8060-
.-..-.......
.
. . .
.
S
S
404
204
I
0.0
.
n
0.5
1.0
1.5
2.0
2.5
3.0
RADIUS
3.5
4.0
4.5
5.0
5.5
6.0
(mm)
ELECTRODE RADIUS = 2.4
--
ELECTRODE RADIUS =
2.6
.-----------------ELECTRODE RADIUS = 2.8
Figure 9.4
Contact pressure distribution and contact size at the faying interface for
different electrode sizes.
-
- 232
electrode radius
300
-
I
MPa
I.tI
-
t
(a) after 1 cycle
........
.
.... .. .. ...
(b) after 5 cycles
(c) after 9 cycles
Figure 9.5
Change of contact pressure at the faying interface during welding.
A
-
- 233
electrode
300
MPa,
(a) after 1 cycle
. . . . . . . . . .
.
-I
0
-9
/
(b) after 5 cycles
(c) after 9 cycles
Figure 9.6
Change of contact pressure at the electrode interface during
welding.
TEMP
VALUE
*I. SSE.*#
*2.v3E.02
*3.$$E*02
*S.29E*62
*6.7ME.O2
+S. ISE.62
*9.SBE*SZ
*1 . IGE*03
* .2UE+63
SA.3SE .03
I .53E*03
2
3
'I
S
7
9
I'
2
a
2
2
2
e
2
2
(a) at 1 cycle
Figure 9.7
Change of temperature field during welding.
TEMP
3
*
VALUE
*I.E.02
*Z.03E#62
*3.96E*62
*S.Z9EeO2
5
+6.7ME..2
1
0. ISE+02
*9.SSE.@2
*I .IE.03
*1.2UE+03
*I.38E.63
#I.S3E.03
I
2
S
S
9
1a
Ii
(b) at 5 cycles
Figure 9.7
(continued)
1EMP
I
2
VALUE
*I.ISE+O2
.2.43E+62
3
*3.86E.02
U
9S.29E 02
*6.72E+62
*. ISE +02
*9.SSE+*2
5
6
7
a
9
+1.ISE+03
11
*1.2uE+63
.1.38E03
II
*I.53E #93
(c) at 9 cycles
Figure 9.7
(continued)
I
U
MAG.
FACTOR - .3.GE.OI
SOLID LINES - DISPLACED MESH
DASHED LINES - ORIGINAL MESH
/ /1/7/7/7/
/ / 7/7/7,
---//
/
77
/ //
(a) at 1 cycle
/
II
HFFT/T
/ //
/7 7 -W,
-.
Figure 9.8
///
....~
..i
~0
ii:.
Change of deformation in the electrode and in the work piece during welding.
U
MAG. FACTOR
- *3.9E+4I
SOLID LINES - DISPLACED HESH
DASHED LINES - ORIGINAL MESH
//
///
/7/'/
//7/7
(b) at 5 cycles
00
NII- t-
--1--I--. --I--I--I--'--.
-1-1Figure 9.8
(continued)
I..
r
-
"T-T"T--r
Ii
/
I,
U
NAG. FACTOR - *3.9E.@I
SOLID LINES - DISPLACED HESH
DASHED LINES - ORIGINAL MESH
/
/
/
V.
- - - - -
-
/A
-4-4-4-4-4-4-4-
/A
Figure 9.8
/--
/
A I I B I
-- 4--4 ...... 4--4--4--
_
/-
/
(c) at 9 cycles
I LU ~
(continued)
U
U
I
3.
C 2. 9--
0
N
T
A 2. 8C
T
R 2.
A
D
I
U 2.
S
0
m
- -
-
2 40.00
-_-
-
2.
.
in
0.05
WELD
.........
.............
Figure 9.9
0.10
TIME
0.15
(second)
500 LBS
650 LBS
800 LBS
Change of contact size at the faying interface during welding.
0.20
1C
I
9-1
ELECTRODE DIA. :4.8 mm
ELECTRODE FORCE :500 lbs
8-.
D
I
A
M
E
MATERIAL : G60
7.--.
6-4
T
E
-L
-a
5-
R
M
M
I~
0.* ..
4AJ
3-
1
I
0
N
4
10
Figure 9.10
m
-
14
16
(CYCLES OF 60 Hz AC)
WELD TIME
N
I
0
12
NUGGET SIZE
INNER DIA. OF HALO
OUTER DIA. OF HALO
Evolution of halo size and nugget size
NJ
Ia E
.0m
I
-
-11-
-
.
I'll
I-
I
I
-
---
-
24-
5-
3.
........--
N
U
G 2.
G
E
T
2. 05--
.-
R
A
D 1. 5--
I
U
S
1. 05-
m
m
.
0. 0
0.
0
WELD
Figure 9.11
10
4
TIME
(CYCLES
OF
60 Hz
12
AC)
Typical nugget growth curves generated in axisymmetric two dimensional
simulation.
14
-
- 243
(glosa)
1 ; faying interface
2 ; work piece surface at elec. side
3 ; electrode face
TINE
I**-I
Figure 9.12 Evolution of temperature at the center line for welding of nominal
size nugget.
-244-
1; faying interface
2 ; work piece surface at elec. side
3 ; electrode face
a.
0
TINE
(OlseI
2
-I
Figure 9.13 Evolution of temperature at the center line for expulsion weld.
(mm)
13
-J.
rI
I
SI
I
I
3
N
2 5--.
U
G
G
E 2
T
0-
R
A 1. 5D
I
U
1 .0-
S
t
0.5--
0.0-1
g
0
WELD TIME
(CYCLES OF
10
60 Hz AC)
EXPULSION NUGGET
NOMINAL NUGGET
Figure 9.14 Nugget growth curve for AM100
1'2
14
(mm)
3. 5-
3. 0--
.
N
2 5-U
G
G
E 2. 0-T
R
A 1. 5D
I
U
1 0-
S
0. 5-
0. 0-
6
4
WELD TIME
8
10
(CYCLES OF 60 Hz AC)
EXPULSION NUGGET
NOMINAL NUGGET
Figure 9.15 Nugget growth curve for AM68
12
14
(mm)
3.5-
3.0--
E 2.0
-
N
U 2.5-G
G
T
R
A 1.5
D
I
U 1.0
S
0.5--
0.0.
0
2
4
WELD TIME
6
8
10
(CYCLES OF 60 Hz AC)
EXPULSION NUGGET
NOMINAL NUGGET.
Figure 9.16 Nugget growth curve for AM35
12
14
(mm)
3.5
I
I
I
3.0---
..
...-.....
N
2.5U
G
G
E 2.0T
R
A 1.5D
I
U
S 1.0-
0.5-
o0.00
4
WELD TIME
12
14
(CYCLES OF 60 Hz AC)
EXPULSION NUGGET
NOMINAL .NUGGET
Figure 9.17 Nugget growth curve for AMBR
-4-
(mm)
I
3.5-
3.0-N
...
U 2.5G
...
G
E 2.0T
R
A 1 -5
D
U 1.0-
a
S
0.5--
0.0
0
||1
2
4
WELD TIME
6
8
(CYCLES OF
10
60 Hz AC)
AM100
AM68
.............. AM35
----.AMBR
Figure 9.18 Nugget growth curve for expulsion weld
12
14
(mm)
3.
-
3. 05N
U 2. 05-G
G
E 2. 0T
.
R
A 1
D
I
U 1.
S
cn
o
0. 5-0.
10
WELD TIME
(CYCLES OF 60 Hz AC)
AM100
AM68
..-.-........... AM35
------- AMBR
Figure 9.19 Nugget growth curve for nominal size weld
12
14
(C
(C
180 0
160 0
NUGGET GROWTH
--------------
CYCLE
1 40
1
2
------------------. 3
4
-..-------.. 5
6
7
8
9
- - - --. . --...
T
E 120 0-0M
U
R
E
--0- -~------
80
60
---
- -
- ---
-----...- '..
0--
40
0-
-
T
100 0-----
-
E
R.
A
-
P
20
00 .0
0.5
1.0
1 .5
RADIAL
Figure 9.20
2-. 0
DISTANCE
2-.5
Z
3.
-3.5Z
(mm)
Temperature profiles at the faying interface during welding of
bare steel, AMBR
10
11
12
(C)
I
1800-
I
I
I
I
NUGGET GROWTH
---------- ----- ----- ----- ..
- - .. . -.........
1600-
I*.
1400-
CYCLE
.
T 1200E
.... ........ .........................................................-----------------M
--
-~
-
-
'
.
p
E
1000E
R
A
-
-...
7
800-
8
9
T
U
R
E
1
2
3
4
5
6
10
600-
. . . . . . . . . . . . . .. .. .. .. ... .. ..-.
400-
..-.... ....
.......... ....... ............. ............
2000.
0.0
0.5
1.0
1.5
RADIAL
Figure 9.21
2.5
2.0
DISTANCE
3.0
3.5
(mm)
Temperature profiles at the faying interface during welding of
electrogalvanized steel, AM100
--------- 11
-----------.--. 12
(C)
I
180L
I
I
I
I
I
4-
I
1600.
-...
-- CYCLE
1400-
--
- - - - - - - - -
60
-----.--- 8
-............-
~~~~..
10
11
12
-...............
---------
--.-----..--.-......-...........
400-
.~~~~~~~
-1-0
.
U
R
E
- - - -
*
P 1000E
R
----A80 0-
.
......-................---
-
E
M
1
... ..-- - - -.... 2
3
- ------------ 4
5
6
......
T1200-
200-
0
0 .0
0.1
0.2
0.3
0.4
0.5
AXIAL DISTANCE FROM FAYING
Figure 9.22
0.6
0.7
INTERFACE
0.8
CENTER
0.9
(mmn)
Axial temperature distribution during welding of bare steel,
AMBR
i
160 0- ---
--------------- --------------
i
I
i
i
i
-
(C)
180 0
I
4
..-.-.................
... ... ... ..
CYCLE
1 400.4- - - - - - - - - - - - - - - -T
E 1200-M
P
E
....- ----.....
............................................................................
.
\
...
\
\~
3
4
-----------
1000-
R
5
6
7
800-
..................
- ------
-------.........
600400-
- --- - - - - ---------
-..................
-
.............-...-..-
-- - - - ----------------
-.........--- - --.................................................
-
200-
0.0
I
-
A
T
U
R
E
1
2
0.1
0.2
I
0.3
0.4
AXIAL DISTANCE FROM THE
Figure
9.23
0.5
0:6
0:7
0.8
0.9
CENTER OF FYING INTERFACE
Axial
temperature
distribution
electrogalvanized steel AM100
during
1.0
(nun)
welding
of
8
9
10
11
12
C,'
W7
(C)
I
I
I
I
I
I
1600-
T
E
12004
M
P
E 1 0004R
A
T
800-U
R
E
6001-
...
F
-
1400-
C,'
C,'
4 004-
'.11
0.0
0.1
I
I
0.2
0.3
I
0.4
I
I
0.5
0.6
AXIAL DISTANCE FROM FAYING
0.7
0.8
INTERFACE CENTER
0.9
(mm)
AM100 EXPC LS ION NUGGET
------- - AMBR EXPULSION NUGGET
.................. AM100 NOMINAL NUGGET
NOMINAL NUGGET
-AMBR
Figure 9.24
Axial temperature distributions at the start of nugget formation
for different welding conditions
1. 0
(C)
1 6004
14 004
T
E 1 2004
M
INTERFACE
E 1000.
R
A
T
800U
R
E
BARE
100g/sq.
m
a'
600-
400- -
CONTACT RADIUS
:2.48 mm
200-
0.0
0.2
0.4
0.6
AXIAL DISTANCE FROM FAYING INTERFACE CENTER
Figure 9.25
0
0.8
(mm)
Effect of interface properties on the axial temperature profiles
in the welding of materials with small contact area
(C)
6004- -- --------
---
1400-
-.-
- - - -- --- - - - - -
T
12001
E
M
E 10 004
R
A
T
800U
R
E
60W-
INTERFACE
--------- bare
- -- -100g/sq.
'.IU
296m
COTC
CR
400-
200-
0 .0
0.2
AXIAL
0.4
0.6
DISTANCE FROM FAYING INTERFACE
Figure 9.26
0.8
CENTER
m
1.a0
(mm)
Effect of interface properties on the axial temperature profiles
in the welding of material with large contact area
-
- 258
10 PARAMETRIC ANALYSES OF NUGGET GROWTH
10.1 INTRODUCTION
In this chapter the effect of each characteristic parameter was numerically
simulated to determine
the most important
parameters in controlling nugget growth.
The simulated material is a electrogalvanized low carbon steel.
The parameters used
for AM68 material in chapter 9 were chosen as a reference value.
Firstly, in section
10.2 the effect of changes in the basic variables were evaluated.
Then using these
results the important characteristic parameters are discussed. A new indexing formula
is presented as an index of the sensitivity of nugget growth to various parameters.
It was seen in Chapter 2 that the weldability of a material may be characterized
by several parameters.
Those were categorized in four groups, i.e. the material
parameters, geometrical parameters, electrical parameters and the thermal parameters.
These parameters are listed in table 2.6 of chapter 2.
Among these, some parameters
are controllable while others are inherent to the system.
The difficulties confronted
in assessing the weldability of spot welding is mainly due to the combined effects of
these parameters. Furthermore, there is some variability in each parameters from weld
to weld. The material properties may not always be the same even though the material
classification is the same. The electrode contact area and the surface condition of the
electrode also change during the welding sequence. All these uncertainties affect the
weldability of a material to a greater or lesser extent. In most cases, it is very difficult
to experimentally quantify the variability in each parameter. Thus , in order to
investigate the sensitivity of nugget growth to changes in each parameter this model
was produced.
For a given variability in each parameter, the differences in weld time required
for a nominal nugget size of 2.0mm radius was estimated from each upper and lower
nugget growth curve. Thus the total range of variations in each parameter is double
-
- 259
the variation in one direction.
nugget growth behavior.
The difference was taken as a measure of change in
An increase in nugget development time results in a larger
energy input requirement. This is equivalent to the requirement of higher weld current
level. This difference is also representative of the lobe width. A large difference in
weld time can be thought to be equivalent to the larger lobe width on the current axis.
This assumption is thought be reasonable particularly in the normally used weld schedule
range.
In the very high or very low current range the assumption made above is not
applicable due to the closing or opening lobe curve shape in these current ranges.
10.2 ESTIMATION OF THE EFFECT OF CHANGES IN BASIC
VARIABLES
10.2.1 Effect of Material Related Variables
In chapter 2, two parameters were derived as material characteristic parameters.
,
Those were the ratio of thermal conductivity to the bulk electrical resistivity, kb/a,
and the ratio of heat capacity to the bulk electrical resistivity, pC,/ab .
Table 2.5
showed that these parameters are representative of the weldability of materials in
general. To see the effect of changes in material properties, the thermal conductivity,
heat capacity and electrical resistivity were varied in the model by +5%.
Figure 10.1
shows the changes in the nugget growth curve caused by changes in
thermal conductivity of the steel.
The thermal conductivity was changed up to the
melting temperature by the percentage shown in the figure.
As predicted in chapter
2, nugget formation starts later as thermal conductivity increases. However, the effect
is not strong.
weld cycle.
The nugget initiation time does not vary more than a quarter of one
The reason can be ascribed to a lower heat loss to the electrode and
-
- 260
surrounding material.
If heat conduction to the electrode is dominated by interface
control, one cannot expect a strong effect of the thermal conductivity on nugget growth,
particularly when the specimen thickness is thin.
In the case of thin material even though the geometric parameter b/L
2
is large,
heat can not flow as rapidly to electrode when the contact resistance dominates.
The
thermal characteristic parameter hc/kb also represents the heat loss characteristics of
the nugget. If the value for hc is small, more heat will flow to the surrounding material
rather than the electrode.
However, due to a large b/L2 value the heat loss to the
surrounding material is also small.
In this particular case it is believed that most of
the heat is contained within the nugget development region due to the small thickness
and low he value.
This can be compared with the effect of bulk electrical resistivity changes as
shown in figure 10.2. The electrical resistivity shows a much stronger effects than does
the thermal conductivity.
As the resistivity increases, the nugget forms earlier. The
starting time varies by one half cycle for a ten percent variation.
One important
observation made in these nugget growth curves is that the difference in nugget growt
time becomes larger as nugget size increases.
Higher electrical resistivity reduces the
nugget starting time and increases the nugget growth rate.
The slope of the nugget
growth curve in the early stage of welding of the material with higher electrode
resistivity is steeper than that of material with lower electrical resistivity. This implies
that materials with high resistivity experience a faster heat build up in the nugget and
complete the nugget formation in shorter time. In contrast material with 95% resistivity
starts nugget growth one half cycle later and grows more slowly.
The difference in
time required for the development of a nugget with 2.0mm in radius is about I cycle.
By the time the nugget reaches its nominal size the difference has increased by one
cycle.
-
- 261
Table 10.1 : Effect of material characteristic parameter
Increase in
Increase in nugget
(by 10%)
growth time
(cycle)
thermal conductivity
0.50
specific heat
0.75
electrical resistivity
-1.0
specimen thickness
-0.25
electrode radius
4.5
current
-2.5
contact radius
2.5
contact resistance at
-0.001
faying interface
contact resistance
-0.125
contact resistance at
-0.125
electrode interface
contact heat transfer
-0.125
coefficient
The reason of this increased sensitivity comes from the cumulative effect of
electrical resistivity. The electrical resistivity of the material simulated in this chapter
increases with temperature.
For a material with higher initial electrical resistivity the
faster initial rise of temperature raises the resistance more rapidly and generates more
heat.
If the effect of increasing
considered, the effect is even greater.
power absorption with increasing resistance is
The dependence of electrical resistivity on the
-
- 262
temperature is very important in this respect.
Materials with greater temperature
dependence will raise the temperature rapidly, thus absorbing more heat.
Thus the
nugget growth curve will become steeper with a shorter nugget development time. This
phenomenon may not be beneficial in terms of stable nugget growth.
As explained in
chapter 9, the slope of dOb/dt has another very important effect in its contribution to
the redistribution of the current. Due to the geometry of the welding system the center
part of the nugget is usually the highest temperature region. Thus the center part will
have the highest electrical resistivity.
The higher resistance at the center part will
push the current to the periphery of nugget increasing the temperature in this peripheral
region more rapidly.
Thus it is not clear whether the greater slope in temperature
dependence of electrical resistivity is benificial or not.
Fig 10.3 shows the effect of changes in heat capacity.
The curves in this figure
show good contrast to the ones presented in figure 10.2. The nugget starting time differs
by I cycle between nugget growth curves of 105% and 95% change. However the time
required for a nugget with 2.0 mm radius differs by only one half cycle.
of heat capacity is reversed compared to the effect of resistivity.
The effect
Since the heat
consumption is greater for the case of 105% heat capacity, the nugget starts later in
time.
The difference in slope of the lines can be explain by the temperature dependence
of the specific heat. For the case of a 5% increase in specific heat, the time required
to raise the work piece temperature to the melting temperature is longer.
Since the
temperature rise time is longer, the temperature field in the work piece has more chance
to even out the temperature profile in the radial direction. By the time nugget melting
starts, the
temperature field in the work piece is higher as compared to the case of
95% specific heat.
Thus, once the nugget starts to form, the nugget can grow faster.
Materials with high heat capacity show a shorter nugget growth time and longer nugget
initiation time. The effects of the variables considered in this section are summarized
in table 10.1.
-
- 263
10.2.2 Effect of Geometrically Related Variables
As was discussed in section 10.2.1, the nugget growth time was estimated for
various size of electrode face radius, b.
for a 5% variation of electrode size.
Figure 10.4 shows the nugget growth curves
In the calculation, the contact size at the faying
interface was also increased in proportion to the electrode size. The effect of electrode
size is very strong producing
variation in radius.
impossible.
changes in nugget growth time of 4.5 cycle for a 10%
This change may be great enough to make nugget formation
The reason is believed to be the reduced current density.
Figure 10.5 shows the effect of 5% variation in the work piece thickness.
effect is only 0.25 cycle.
As the thickness increases, the nugget forms earlier.
The
Since
the thicker material loses less heat to the electrode, in the ratio of b/L 2 more heat is
available for nugget formation. This was explained in chapter 6 with the experimentally
obtained temperature profiles in one dimensional welding simulation.
It was stated in chapter 9 that the contact area at the faying interface is an
important factor in nugget development. Figure 10.6 shows the effect of faying interface
size on the nugget growth behavior.
In this calculation the electrode size was kept
constant. Only the contact size at the faying interface was varied. This shows indirectly
the effect of electrode force or the effect of zinc coating thickness.
It was seen in
figure 9.10 and 9.11 that electrode force and zinc halo formation are the primary sources
of changes in contact area at the faying interface.
One interesting observation in these nugget growth curves is the varying effect
of contact size.
The significance of changes in contact size depends on the direction
of the change,
Decreasing contact size shows more significant changes in nugget
development time than increasing contact size.
A five percent decrease in contact size
decreased nominal nugget formation time by 1.75 cycle while a 5% increase in contact
size increased the nugget formation time by only 0.75 cycle.
Two reasons can be
postulated. The first is the stronger effect of current redistribution when welding a
-
- 264
small contact as discussed in chapter 9. This was related to the temperature dependence
of the electrical resistivity of the work piece. The other is the quadratic effect of the
current density on the heat generation rate at the faying interface.
according to the position in the axial direction.
The effect varies
The electrode interface does not see
any change in current density when the contact size changes.
The most significant
change in current change occurs at the faying interface and
it is quadratic.
For
example if the contact area increases by 5%, the decrease in current density at the
faying interface is about 10% reducing the heat generation rate at the faying interface
by 18%.
all.
However, the current density at the electrode interface does not change at
This phenomenon makes the effect of contact area more significant in nugget
development mechanism.
It was seen in chapter 9 that. the ratio of contact radius to
the electrode radius was about 1.2 at the early stage of welding,
In this case the heat
generation rate at the faying interface is only 48% that at the electrode interface. One
can see the real importance of the size of contact area.
In figure 10.7 the effect of changes in current level is shown.
In this figure a
decreasing current level produces a more significant effect than an increasing current
level.
In this simulation the geometry was kept constant.
level are exactly the same as a changes in current density.
Thus, changes in current
An increase in current
density of 5 % resulted in a reduction in nugget formation time by 1.1 cycle, while a
decrease in current by 5 %,
increased the nugget formation time by 1.5 cycle.
shift of the nugget growth curve is more to the right direction in the graph.
The
This is
due to the larger heat loss of a low current welding.
It was seen in chapter 2 that the increase in load resistance increases the power
delivered to the work piece. If the contact size or the electrode size increases the total
resistance in the system will decrease due to the increases in the current flow area.
This will reduce the welding current and the power absorbed by the work piece. Thus
the increasing electrode size or the contact size will shift the nugget formation time
further to the longer weld time direction.
H
-
- 265
So far in this section
one has seen the effect of electrode size, the effect of
contact size and the effect of work piece thickness.
The geometric characteristic
parameter derived in chapter 2 does not include any effect of contact size. However,
the results presented in this section and the estimation of contact size in chapter 9 (see
figure 9.4)
show
characteristics.
the
significance
of
contact
size
in
the
nugget
development
In section 9.4 it was shown that a small contact size helps the nugget
grow gradually by redistributing the current to the nugget periphery. Therefore, it is
very useful to include the contact size as a representative parameter in characterization
of nugget growth. Since the contact size is primarily related to the electrode face size,
the ratio of contact size at the faying interface to the electrode size, D/b, should be
an important parameter. The contact size, D, does not necessarily mean the mechanical
contact area. It includes the total area of the current path.
It was seen in figure 9.9 that
electrode force.
the transient contact size is dependent on the
Even though the contact size is insensitive to the load at room
temperature, the contact size during welding changes significantly due to the thermal
expansion in the electrodes and in the work piece.
The deformation characteristics
depend on the mechanical properties of these materials. For a given material the value
for D/b is determined by the loading condition and the presence of a coating. It was
seen in chapter 9 that the zinc coating increased the contact area significantly.
As a
general rule, a larger value of D/b will localize the heating of material at the electrode
interface
and will make welding difficult.
thin material.
This is particularly true for welding of
As the displacement induced by thermal expansion is cumulative in
nature, the total thermal displacement of thin material at the center line is smaller than
that of a thick material roughly by the ratio of specimen thickness.
The smaller
thermal displacement at the center of contact will make the contact at the periphery
closer. This will results in a larger D/b value for thin materials. Table 10.1 summarizes
the effect of geometrical parameters on the nugget growth time.
-
- 266
10.2.3 Effect of Interface Related Variables
Two electrical parameters were derived in chapter 2. The first was the ratio of
contact resistance to the bulk resistance . The second was the ratio of contact resistance
at faying interface to the contact resistance at the electrode interface.
The heat
generation pattern in the work piece is basically determined by these two parameters
and the contact size at the faying interface.
this study are presented
The electrical resistance determined in
in figures 8.21 and 8.22.
This data shows that the contact
resistance at the faying interface is smaller than the contact resistance at the electrode
interface. In general the contact resistance at the electrode interface is also greater in
other published data [10.1,10.2].
The static contact resistance of bare steel is much
higher compared to the one for galvanized steel.
dynamic
contact resistance.
However this is not true for the
The contact resistance at the faying interface decays to
zero while the contact resistance at the electrode interface remains finite throughout
the welding process. This general characteristic can also be seen in the experimentally
measured data in figure 1.4.
One other important aspect to be noted here is that the contact thermal coefficient
at the electrode interface is coupled to the electrical contact resistance at this interface.
This means that one cannot change the electrical contact resistance without affecting
the thermal contact heat transfer coefficient. However, the electrical contact resistance
at the faying interface can be changed by modifying the surface condition.
simulation
,
In this
when the contact resistance at the electrode interface was changed
the
contact heat transfer coefficient was also changed by the same percentage used for the
change of resistance.
As shown in table 8.1 the standard deviation of the contact heat
transfer coefficient is roughly 20%. Thus variation of 20% in contact resistance or in
the contact heat conductivity was employed in the simulation.
Figure 10.8 shows the result of 20% change in the contact resistivity at the faying
interface.
It is seen in this figure that a 20% change, or even a 40% change does not
-
- 267
show any significant contribution to the nugget development behavior.
An effect can
only be seen in the early stages of nugget growth. The early stages of welding nugget
growth is delayed by 0.25 cycle for 40% changes in the electrical resistivity at the faying
interface. There is no difference in the nugget growth time for the nominal size nugget.
Figure 10.9 shows an additional graph for the case of very large changes in contact
resistance at the faying interface.
The case of 1000% change in contact resistance
shows only one cycle decrease in the weld time.
Figure 10.10 shows the effect of contact resistance change both at the faying
interface and at the electrode interface.
In this simulation, the contact heat transfer
coefficient at the electrode interface was also changed by 20%. The difference in the
nugget growth time is about 0.5 cycle. Figure 10.11 shows the effect of contact resistance
changes at the electrode interface. The figure also shows a difference of 0.5 cycle in
the nugget growth time for nominal size nugget. It seems that the effect of a contact
resistance change at the electrode interface is more pronounced in the later stages of
nugget growth.
If the nugget growth curves in figure 10.11 and the curves in figure
10.9 are added together, the nugget growth curves will roughly match the ones in figure
10.10. Thus far it is seen that a variation of 40% in the electrical contact resistances
either at the faying interface or at the electrode interface has small effect on the nugget
growth curve.
Table 10.1 summarizes the effect of changes of the electrical contact
properties on the nugget growth time.
In table 10.1, the 40% increase used in the
simulation was linearly interpolated to estimate the effect of a 10% change. Therefore,
the values listed are one fourth of the value measured for the 40% range.
Three parameters were derived as thermal characteristic parameters in chapter 2.
Those were the ratio of heat transfer coefficient at the water cooling interface to the
resistance, the ratio of contact heat transfer coefficient to the resistance and the ratio
of contact heat transfer coefficient to the thermal conductivity of a bulk material. The
effect of changes in all of these parameters was discussed in the previous section. The
only remaining variable is the heat transfer coefficient at the coolant interface.
-
-268
It was seen in chapter 5 that the effect of coolant flow rate is small compared to
the effect of electrode face thickness. The effect of flow rate becomes more important
as the electrode thickness decrease to a certain threshold value.
It may be useful to
investigate the effect of electrode cooling on the nugget development mechanism. For
this analysis it is necessary to investigate the heat transfer characteristic at the coolant
interface.
The electrode surface temperature measured in chapter 5 (see table 5.1) is
generally high enough to make a gaseous or boiling boundary layer at the internal
cooling surface particularly in the electrodes with small face thickness.
If the higher
temperature inside the electrode body is considered, the possibility of these types of
boundary layer is even greater.
In this case, as a transient problem, the temperature
dependence of the heat transfer coefficient should be obtained first. Since heat transfer
at the coolant interface is such a complicated problem, it was decided to leave this
analysis for future work.
10.3 SENSITIVITY OF NUGGET GROWTH CURVE TO PARAMETERS
The effect of variations in the basic parameters was illustrated in the previous
section.
The data listed in table 10.1 has information about the sensitivity of nugget
growth to these variations.
If a linear dependence of the difference in nugget growth
time on the parameters is assumed in the range of 10% variation in these parameters,
the following formula can be derived as an index of sensitivity, M.
M=
5
{kb}- 10{clb}+7.5{C,}-2.5{L}+45{b}-25{I}+25{D}
-0.01 {R }- 1.25{Rcorhc}
(10.1)
One other important assumption made in this formula is the additive effect of
each variable. In general the effect should be multiplicative.
However, for simplicity
of comparison of the effect of each variable, the formula is written in additive form.
The variables in the brackets represent the percent changes in that variable.
The
-
- 269
coefficient of each variable is the sensitivity coefficient for that particular variable.
The effect of contact resistance is splitted into the effect of contact resistance at the
faying interface and the effect of contact resistance at the electrode interface.
The sensitivity index, M, is an additive measure of the contribution of each
variable.
This formula is applicable only to the welding case considered in this
simulation, that is the welding of low carbon steel with varying coating thickness. As
an example, if the electrode radius is changes by 5%, the welding current needs to be
increased by 9% for the same size nugget. In this formula, the most influential coefficient
is the electrode size.
Generally variations in the geometry have the greatest potential
to influence the weldability.
The effect of the electrically related variables generally
has an influence on the current level. Increases in the resistance will reduce the current.
If all the sensitivity coefficients related to electrical resistance are added, the sum is
-12.5. This can be compared to the sensitivity coefficient of the welding current of -25.
Thus, the effect of the current is roughly double the effect of the electrical resistance.
Table 10.2 was constructed to show the effect of characteristic parameters derived
in chapter 2. Using the data in table 10.1, the range of nugget development time was
estimated for each characteristic parameter. In constructing this table it was assumed
that the variation in the component is less than 10%, which was the range used in the
simulation.
Thus the results are only applicable to the particular case considered in
this section.
For example, the effect of
maximum possible range.
kb/ob
and
pCP/ab
were calculated by considering the
If the 10% increase in kb/Gb results from a change in kb the
increase in weld time will be 0.5.
However if the 10% change results from a 10%
decrease of a,, the increase in nugget growth time becomes 1.0. Combining the effects
of each variable in this manner, one can estimate a parameter index. This index can
be used as a measure of the sensitivity of nugget growth to changes in the characteristic
.
parameters
-
- 270
Table 10.2 : Sensitivity Index for the Characteristic Parameters
Increase in
possible range of
(by 10%)
change in nugget
growth time
(cycle)
kb/cb
0.5-1.0
PC P/ab
0.75-1.0
b/L
2
D/b
0.125-4.5
2.5-4.5
R /Rb o0.125-1.0
Rf/Rc'
0.001-0.125
hc/R
0.125-1.125
hC/kb
0.125-0.5
Among all these characteristic parameters, the geometrical parameters show the
strongest effects.
This table shows that the most important parameter is the ratio of
contact size to the electrode size. The next is the ratio of electrode radius to the square
of work piece thickness. The material parameters have intermediate importance. The
electrical parameters and the thermal parameters show the least importance in this
classification.
This is true for the case of low carbon steel.
However, if a larger
variability of the electrical parameters and the thermal parameters is considered, these
-
- 271
parameters can be more important than the
other parameters.
As an example, even
though the effect of the geometrical parameter is the strongest, if the variability of
this parameter is very small, the effect of other parameters can be more important.
10.4 APPLICATION OF SENSITIVITY INDEX
Welding of very thin zinc coated steel is known to be very difficult.
believed to be due to the large b/L 2 and D/b value.
another less important reason.
As the
This is
The lower value of RC/Rb is an
thickness becomes less more heat flows to the
electrode. For ideal contact conditions this may help produce a sound nugget. In ideal
case a larger heat transfer to electrodes will lower the-work piece temperature at the
electrode interface making the temperature gradient in an axial direction steeper. This
will help increase the temperature difference between faying interface and the electrode
interface.
Figure 6.22 shows the lower work piece temperature at the electrode interface
of a thinner material.
However as b/L 2 is large, the temperature difference between
faying interface and electrode interface is very small as shown in figures from 6.14 to
6.16.
In addition a mismatch or a tilted contact will localize the welding current
distribution, resulting in a severely localized temperature.
In the welding of thick
material, this localization is believed to be dissipated very quickly due to the larger
heat conduction path. For thin material, the conduction path is limited to nearly one
dimension and rapid heat conduction from the hot spot is not possible. One good way
to help reduce this problem is to increase the heat transfer coefficient at the electrode
interface while increasing the electrical contact resistance at the faying interface.
It was seen in chapter 6 that the ratio of contact resistance at the faying interface
to the contact resistance at the electrode interface is a very important parameter in the
welding of thin materials. The desirable heat distribution pattern is the one which has
the highest temperature at the faying interface, particularly at the nugget center. It
was also discussed in section 9.3 and section 10.2 that the effect of contact size is the
major factor in-determining the nugget growth characteristics. The larger contact area
-
- 272
will reduce the current density at the faying interface and will prevent the nugget
from growing in a gradual way.
More heat will generate at the electrode interface.
Slower heating in a larger faying interfacial area decrease the temperature gradient in
a radial direction and will make the nugget growth very abrupt.
An experimental lobe for 0.6 mm thick G40 material was produced. Figure 10.12
shows the lobe curve of the original material containing zinc on both surfaces.
This
lobe curve has only a 0.5 kA lobe width when welded with 8 cycles. Figure 10.13 shows
the lobe of the modified material. The zinc coating at the faying interface was etched
away leaving a bare steel surface, but the zinc at the electrode interface remained. The
purpose was primarily to decrease the contact size at the faying interface rather than
to increase the contact resistance. One has seen that the effect of the contact resistance
is much less than that of the contact size. The result shows that the lobe width increases
by more than 250%.
The heat distribution pattern reported by Kabasawa in figure 10.14 shows the
different thermal behavior of the similar case of welding [10.3]. This figure clearly
shows the differences in temperature evolution. As expected, the welding with zinc at
the electrode interface shows a good welding behavior.
The nugget starts from the
center of the faying interface and grows gradually both in radial direction and in axial
direction.
As explained previously this is due either to the small contact area at the
faying interface or to the larger heat conduction across the electrode interface. Since
the zinc at the electrode interface enhances the heat transfer across the electrode
interface, the temperature gradient in axial direction is steeper with lower work piece
temperature at the electrode interface.
The smaller contact area of a bare steel raise
the faying interface temperature more rapidly at the center of faying interface. Thus
a stable nugget growth is possible with a larger workable range.
On the contrary,
welding with zinc at the faying interface shows a higher temperature at the electrode
interface at the early stages of welding. The bare steel contact at the electrode interface
works as a greater thermal barrier.
In addition, due to a larger contact area at the
-
- 273
faying interface, the heat generation rate is higher at the electrode interface.
The
combination of these two effects reduces the temperature gradient in both direction.
Thus, a nugget starts with a larger size with shorter nugget growth time. The nugget
thickness is also larger for this case. This means a smaller nugget envelope thickness
and the higher susceptibility to an expulsion.
10.5 SUMMARY
To summarize the following conclusions can be made.
1.
The most important factor in determining the variability of nugget growth behavior
is the ratio of contact radius to the electrode radius and the ratio of electrode
radius to the square of specimen thickness.
2.
The ease of welding bare steel is believed to be due to the small contact size rather
than the high contact resistance.
3.
The sensitivity of the nugget growth curve for each parameter was estimated. In
general for a variation of 10%, the geometrical parameters are most important
followed by the material parameters.
parameters are the least important.
The electrical parameters and the thermal
(mm)
5-
3.
0--
N
U 2. 5-G
G
E 2. 0-T
R
A 1. 5-D
I
U 1. 0
S
0. 5--
0.
0
0-
.5. U
WELD
TIME
(CYCLES
-
..................
Figure 10.1
OF 60 Hz AC)
105%
100%
95%
Effect of changes in the thermal conductivity
.5...
4
(mm)
5-
3.
-
N
U 2.
G
G
E 2. 5-T
R
A 1.
D
I
S
t-3
1. 0--
C,'
0. 5--
--
O^f
1L
0
WELD TIME
(CYCLES
..................
Figure 10.2
OF 60
V
Hz AC)
105%
95
100%
%
U
Effect of changes in the electrical resistivity
12Z
14 I
-
-
, R' NP 1.
-
- - , '- - ,
(mm)
3.5
3.
N
U 2. 5-G
G
E 2
T
R
A
D
5--
I 1.'
-4
U
S
0. 5-
.L
4
IU
WELD TIME
(CYCLES
-
..................
Figure 10.3
OF 60 Hz AC)
95%
105
100%
Effect of changes in the heat capacity
.L
I2
/
0
%
0.
L
14
(MM)
3. r.
3.
I
I
---- -
0--
--
N
U 2. 5-G
G
E 2. 0T
R
A 1 5-D
I
0--
-
U
S
0. 5--
0. 0-
0
14
WELD TIME
OF
60 Hz AC)
105%
110
(no nugget)
100%
%
................--
(CYCLES
-95%
Figure 10.4
Effect of changes in the electrode diameter
(mm)
3. 5-
3. 0-0N
U 2. 5G
G
E 2.
0T
R
A
D
5--
I
S
0-
**
0. 5-
0. 00
10
WELD TIME
(CYCLES
..................
OF 60
Hz AC)
100%
95%
1 05
%
U
Figure 10.5
Effect of changes in the specimen thickness
12
-1
- -1 ,
t II e 11
0016
I
(mm)
3. 0-N
U 2. 5-G
G
E 2. 0
T
R
.
A 1. 5-D
I
U 1 0--
S
(0
0.5---
U-I
I
V
I
10
0
WELD TIME
(CYCLES
OF
12
60 Hz AC)
100%
.__
95%
................. 1 05
- - - ---- 97%
--------- 103%
%
0.
Figure 10.6
Effect of changes in the contact diameter at the faying interface
14
(mm)
3.
3. 5-
-......
0-
..-N
U 2.
5-G
G
E 2. 0
T
.
R
A 1 5-D
I
U
S
0-00
0
0. 5--
0.
10
0
12
4
(CYCLES
..................
Figure 10.7
OF 60 Hz AC)
95%
1 05
100%
%
WELD TIME
Effect of changes in the current level
(mm)
3. 5-
3. 0-N
U 2.
G
G
E 2. 0.
T
R
5--
A
D
.
I 1
U
0--
S
00
0. 5
0.
-112
0
(CYCLES
.............---.
Figure 10.8
OF 60 Hz AC)
100%
120%
80
%
WELD TIME
Effect of changes in the electrical contact resistivity at the faying
interface (small change)
1A
4
(mm)
3. 5-
N
U 2. 5-G
G
E 2.
T
-
3. 0---~-
0.-
-
R
A 1. 5-D
I
U 1.
S
0--
0. 5--
I0
0
WELD TIME
(CYCLES
I
/
0. 01
OF 60 Hz AC)
100%
5 times
..................
Figure 10.9
10 times
Effect of changes in the electrical contact resistivity at the faying
interface (large change)
14
(mm)
5-
3. 0-N
U 2. 5.G
G
E 2.
T
R
A 1. 5-D
I
U 1. 0--
00
S
0. 5-
0. 0U
10
TIME
(CYCLES
.................
OF
60 Hz AC)
100%
120%
80
%
WELD
Figure 10.10 Effect of changes in the electrical contact resistivity at the faying
interface and at the electrode interface
14
(mm)
3.
-
03. 5-
N
U 2. 5-G
G
E 2. 0
T
R
A 1. 5-D
I
U 1.
0---
0. 5-
0. 00
10
WELD TIME
(CYCLES
..................
OF 60
12
Hz AC)
100%
120%
80
%
S
Figure 10.11 Effect of changes in the contact properties at the electrode
interface
14
25-
Material:
G-40
Thikness: 0.60 mm
Force: 500 lb
Min Nugget Diam.: 0.15
Electrode Tip Diam.: 3/16
20-
15-
m
10
00
cJ1
5-
7
8
9
10
11
12
13
14
CURRENT (KA)
Figure 10.12 Lobe curve of 0.6 mm thick G40 hot dip galvanized steel
15
25G-40
Material:
(Zn removed from faying interface)
Thikness: 0.60 mm
Force: 500 lb
Min Nugett Diam.: 0.15
Electrode Tip Diam.: 3/16
"
"
20-
n) 15C)
U10-
5-
08
9
10
11
12
13
14
CURRENT (KA)
Figure 10.13 Lobe curve of modified 0.6 mm thick G40 hot dip galvanized
steel
(coating only on the electrode side))
15
(EG
40/0
0
. 8 t) (I=8.OkA)
(sec.)
-
Weld time
0.06
0.08
0.10
.I
(after [10.41)
-
-
00
-
- 288
11 CONCLUSION AND PRACTICAL IMPLICATION
This study was performed to investigate the fundamental parameters controlling
the weld lobe shape. For this purpose, a lumped parameter model was developed. Using
this model, characteristic parameters which can influence the shape and the position
of lobe curves were derived. To investigate the relative importance of these parameters,
two numerical models were developed; the first was a one dimensional model, which
was used to characterize the interfacial properties.
two dimensional model.
The second was an axisymmetric
This model was used to investigate the mechanical contact
behavior. This model was also used in the calculation of the nugget growth curve.
The
calculated nugget growth curves were compared to determine the relative importance
of each parameter.
investigated.
The thermal and the electrical contact properties were also
A new method was developed and was used to characterize the contact
properties. The electrode temperature was also investigated. In this chapter the results
from each part of the investigation are summarized. Using these conclusions, the practical
importance of the results are discussed.
11.1 CONCLUSIONS
Lumped Parameter Analyses
1. The ratio of the heat loss rate in the electrode compared to the heat loss rate in the
work piece is a function of the electrode diameter
divided by the square of the
work piece thickness. This is an important geometrical parameter for spot welding.
2. The ratio of thermal conductivity to electrical resistivity and the ratio of heat capacity
to electrical
resistivity are material
weldability of the material.
parameters which are representative
Increases in
of the
the thermal conductivity and the heat
capacity of the sheet metal increase the lobe width while increases in the electrical
resistivity decrease the lobe width.
-
- 289
3. The ratio of electrical contact resistance to the bulk resistance and the ratio of contact
resistance at the faying interface to the contact resistance at the electrode interface
are the most important electrical parameters for spot welding.
Larger values of
these parameters provide better weldability.
4. The ratio of the heat transfer coefficient at the cooling water interface to the
electrical resistance and the ratio of the heat transfer coefficient at the electrode
interface to the electrical resistivity are thermal parameters which are representative
of spot welding. Increases in these parameters require higher energy inputs and
produce wider lobe curves.
5. The wider lobe width of long time - low current welds is due to the gradual nugget
growth behavior caused by the larger amount of total heat dissipation into the
surrounding sheet and electrode at longer weld times as well the larger heat loss
area of large nuggets.
6. There exists a threshold value for the load resistance below which the power generation
in the work piece increases with an increase in the work piece resistance,
R, and
above which the power generation decreases with an increase in R Most spot welding
machines work in the former region and hence increases in R increase the power to
the work piece.
For a doubling of R, the power may increase by 70%.
7. Small variations in the electrode-work piece thermal contact characteristics
can
result in great inconsistencies in the weldability of thin sheets.
High Speed Cinematography Analyses
1.
A significant thermal discontinuity exists at the electrode interface.
2.
In high current welding, heat generation is usually asymmetric and highly localized
in the early stages of welding.
-
- 290
3.
The heating rate in the work piece, when welding hot dip galvanized and
electrogalvanized steel, is slower than when welding galvannealed steel.
4.
In the welding of zinc coated steel with a truncated cone electrode,
nugget glow
starts at the faying interface. In contrast, welding with dome type electrodes
produces nugget glow which initiates at the electrode interface.
Electrode Temperature
1.
The maximum electrode temperature of an electrode with a conventional face
thickness (8.5 mm) is 380 *C when electrogalvanized steel is welded with 10.6
kAmp.
2.
It is 460 *C when welded with 12.6 kAmp.
The maximum electrode face temperature can be reduced by 60 to 80 *C by
optimizing the electrode face thickness and coolant flow rate.
3.
There exists a critical electrode face thickness above which heat conduction across
the electrode interface controls the maximum electrode temperature and below
which convective heat transfer at the water coolant interface is rate limiting.
4.
As coolant flow rate is increased, the time the electrode face surface experiences
above a certain temperature can be reduced due to more rapid water cooling after
the weld current is terminated.
One Dimensional Simulation Welding
1.
For a given tap and heat control setting in the welding machine, as the coating
thickness increases, the induced welding current increases due to a lower contact
resistance. However, the temperatures experienced by work piece and electrode
decrease. This is due to a decreased power absorption of the materials with thicker
coating.
2.
The temperature differences in welding of materials with different coating
morphology and specimen thickness are most pronounced at the faying interface.
-
- 291
3.
As the electrode force increases, the temperature difference between materials
decreases due to the decreased effect of the contact properties.
4.
Thicker materials are less sensitive to contact characteristics due to the decreased
ratio of contact resistance to the total resistance.
5.
Thinner materials experience faster temperature rise and lose more heat to the
electrodes.
Interface Characterization
1
The contact heat transfer coefficient for material with zinc coating (coating weight
from 0 g/m 2 to 100 g/m 2
) ranges from 0.5 W/mm 2
*C
to 2.0
W/mm
2
*C in the
temperature range of 100 to 400 degrees centigrade.
2.
The ratio of electrical contact resistivity at the faying interface to the electrical
contact resistivity at the electrode interface is less than one when using bare steel
and zinc coated steel.
Contact Area
1.
The ratio of contact radius at the faying interface to the electrode radius is about
1.2 at the start of welding.
2.
There is a pressure concentration at the periphery of the faying interface contact
and at the edge of the electrode.
3.
Due to thermal expansion, the contact size and the pressure concentration at the
periphery of the faying interface decreases during the course of welding.
is believed to lead to expulsion.
This
If the current level is very high, the localized
heat generation induces a local thermal expansion which results in very easy
expulsion.
This explains the tailing of the lobe curve in the high current short
weld time region.
-
- 292
4.
The electrode force has an affect not only on the contact interface properties but
also on the contact area. Previously, the effect of electrode force in spot welding
has been explained with regard to the electrical contact resistance. Little attention
has been paid to the thermal conductance across the interface.
5.
The contact area has a more important effect than the contact resistance at the
faying interface. The contact area at the faying interface determines the current
level and the ease of welding.
Sensitivity Analyses
1.
The most important factor in determining the variability of nugget growth behavior
is the ratio of contact radius to the electrode radius and the ratio of electrode
radius to the square of specimen thickness.
2.
The ease of bare steel welding is believed to be due to the small electrical contact
size at the faying interface rather than the high contact resistance.
3.
The sensitivity of the nugget growth curve to each parameter was estimated.
In
general for a variation of 10%, the geometrical parameter is the most important
followed by material parameters.
The parameters of lowest importance are the
electrical parameters and the thermal parameters.
11.2 PRACTICAL IMPLICATIONS
As a first step in evaluating the spot weldability of a certain material the parameters
in table 2.6 are good measures. It was seen in table 2.3 that the ratio of contact resistance
to the bulk resistance can be representative of weldability.
parameter is over a value of roughly 50, welding is difficult.
resistance can result in premature surface expulsion.
If the value for this
Too high a contact
Another important electrical
parameter was the ratio of contact resistance at the faying interface to the contact
resistance at the electrode interface.
In general the greater the ratio is, the better is
I
-
- 293
the weldability. If the contact resistance at the faying interface decays very rapidly,
the contact resistance at the electrode interface is more significant.
In addition, the
contact resistance at the electrode interface is coupled with the contact heat transfer
coefficient across the electrode interface. A lower contact resistance means higher heat
transfer coefficient. Thus a lower contact resistance at this interface is preferable for
a good weld. This suggests the importance of the surface condition and the electrode
force for good weldability. There are many different sources of variation of the surface
condition, such as the surface smoothness, surface contaminations by mill oil, rust and
variation in the coating thickness. Changes in these parameters can affect the weldability
greatly. This will cause problems of reproducibility and the repeatability during spot
welding.
Another source of variability in the contact properties is the electrode force.
It
was seen that the effect of electrode force on the temperature decreases as the electrode
force increases in one dimensional simulation welding. It was also seen that the effect
of electrode force is more important in the welding of thin materials.
Generally
speaking, the dynamic characteristic of a welding machine is different from machine
to machine due to differences in the friction and mass of the moving parts, pressure
system and the like. The contact heat transfer coefficient can increase by three fold
by increasing the electrode force from 500 lbs to 650 lbs when welding both zinc coated
and bare steel. In this respect it is very important to maintain a very well regulated
force mechanism.
As the data in table 8.1 shows, the heat transfer coefficient of a
bare steel is slightly more dependent on the electrode force than zinc coated steels.
However, the scatter of data in zinc coated materials are larger by approximately two
fold. The variations in the thermal contact properties is strongly coupled with electrical
contact properties. It was seen in one dimensional simulation welding that the induced
weld current and the temperature profiles, particularly the temperature at the sheet to
sheet contact, changes significantly with varying electrode forces. In general, the lobe
data from one machine cannot be used with other welding machines due to these
-
- 294
variations in the dynamic force. As a counter measure it may be helpful to use the an
electrode force on the high side of the acceptable range as long as indentation and
electrode wear is not excessive.
The electrode force affects not only the contact properties.
It also has an effect
on the change of contact size at the faying interface and the contact pressure during
welding. It was seen that the contact pressure at the periphery of the contact decreases
as welding progresses.
This is directly related to expulsion of the nugget. Since the
decrease in the contact pressure at the contact periphery is related to the thermal
expansion in the electrode and in the work piece, the transient mechanical reaction of
the electrode is believed to be very important in relation to expulsion phenomena.
If
the welding machine head is sluggish enough it does not follow the displacement produced
by the thermal expansion particularly in the welding with an alternating current. This
will help suppress the fluctuation in the contact pressure resulting in a more stable
mechanical seal around the nugget.
constant.
Thus the expulsion limit can be maintained more
This is particularly true when welding with high current.
It was experimentally
seen that asymmetric localization
of heating is very
prominent when welded with high current very short time. This localization is coupled
with very rapid thermal expansion during high current welding.
This will result in
very easy expulsion, which is the reason why the lobe curve for expulsion and the lobe
curve for the minimal nugget meets in the high current region. However, when welding
with low current at longer weld times, i.e the intermediate current level and weld time,
the nugget grows slowly losing more heat to the electrode and to the surrounding
material. The pressure redistributes more evenly and a better mechanical seal is formed.
Thus the nugget can grow in a more stable manner.
However, if the current level is
high as in welding of expulsion nugget, severe indentation will result and will limit
the operational range of welding.
If the current level is low as when making minimum
nugget size welding, a sound mechanical seal can be obtained with a moderate nugget
growth.
Generally, with intermediate current level and weld time where the most
-295-
practical welding is performed, the major factors controlling the nugget formation will
be the geometrical parameters along with the interface properties.
If the weld time is
very long with low current, the heat dissipation may exceed or balance with heat
generation.
Thus the shape of a lobe curve in this region is vertical showing no effect
of weld time.
Another reason can be the generic relationship between weld current
and weld time. As was discussed in chapter 2, the lobe curve is the result of the square
of weld current and the weld time and hence is a hyperbola.
If this lobe curve on
linear weld current and weld time axes, as is conventionally presented, the slope of a
lobe curve becomes almost vertical in the very long weld time region.
The ratio of thermal conductivity to the electrical resistivity can also be used as
a first measure of spot weldability.
It was seen that if the value for this ratio is over
100 as with copper, the weldability is very poor or even impractical. If it is too small
as with Rene 41, it is also very difficult to make a weld.
This means that a balance
between heat generation and heat dissipation should be maintained for a good welding.
It is impossible to control these properties in the field.
These should be controlled
during the material production stage. It was seen in the sensitivity analyses that even
a 10% change in these properties can result in a one cycle difference in weld time.
Care needs to be taken in the control of the chemical composition and also in the control
of morphology during the material production stages, both of which influence this ratio.
It was found that the most influential parameters in assessing the spot weldability
are the geometrical parameters. The ratio of contact radius to the electrode radius was
the most important.
This ratio is directly related to the current density and thus to
the heat generation rate.
The heat generation rate at the electrode interface can be
double the heat generation rate at the faying interface.
However this phenomenon is
not controllable for a given material. It is an inherent welding characteristic of a given
material. This is particularly true for the materials with free zinc on the surface. Thus
a material with large contact area is inherently difficult to weld. The abrupt nugget
growth behavior of this type of material was explained in this study as being due to
-
- 296
the large contact size. As the nugget growth is very abrupt when welding materials
with large contact area, there is virtually no difference in the weld current for the
minimum nugget and the nominal nugget.
The current range between the nominal
nugget weld and the expulsion nugget weld for this type of material is also small due
to the shallow temperature gradient across the specimen thickness.
However a material
with a small contact area will have a wider current range between the minimum nugget
weld and the nominal nugget weld.
The current range between nominal nugget and
the expulsion weld is also large when welding materials with small contact area.
The
steeper temperature gradient across the specimen thickness helps reduce the temperature
at the electrode interface and thus expulsion can be retarded. It was seen that materials
with smaller contact area use lower weld current. This also helps expand the current
range.
As the weld current level decreases, the ratio of heat generation rate at the
electrode interface to that at the faying interface decreases. Since the current density
at the electrode interface is larger, the decreased ratio in heat generation rate means
larger temperature differences between the faying interface and the electrode interface.
The effect of large contact area is even worse if the specimen thickness is very
small.
The thinner material experiences a very shallow temperature gradient in the
axial direction due to the small distance between the faying interface and the electrode
interface. Thus gradual nugget formation is almost impossible. In this case, the nugget
grows in a very abrupt manner resulting in a very narrow weldable current range. This
phenomenon is generally true for welding of very thin material of any kind. As the
geometrical parameter, b/L 2, shows, the thinner material is more dependent on the
characteristics of the electrode interface.
For better weldability of a thin material it is necessary to modify the axial
temperature profile to produce a high temperature gradient.
Two different methods
can be contemplated in this respect: the first is modification of the faying interface.
A reduction in contact area or an increase in the ratio of electrical contact resistance
at the faying interface to the electrical contact resistance at the electrode interface is
-
- 297
beneficial.
The second is tailoring of the axial temperature profile by modifying the
current wave form.
In this case heat is generated for a certain time and then the
current is halted or reduced. The electrode interface cools down more quickly and the
faying interface maintains its heat and hence a higher electrical resistance.
reheating follows with successive cooling.
Then
This cycle is repeated till formation of a
nugget starts. This scheme should be coupled with a method which enhances the heat
flow at the electrode interface. As the data in table 8.1 shows, an electrogalvanized
surface with a thick coating is a good candidate for this purpose. This type of zinc
coating has a smaller electrical contact resistivity. A reduction of contact size can be
made as was done in the previous section 10.4, where a bare steel surface was used at
the faying interface.
However this is not practical in terms of corrosion protection.
Another possibility of decreasing the contact size is to use a galvannealed surface at
the faying interface. As the contact heat transfer coefficient data in table 8.1 shows,
the galvannealed steel has quite similar thermal contact characteristics as bare steel.
For this reason the welding of galvannealed steel is generally reported to have the
welding characteristics of bare steel. Thus a material with an electrogalvanized surface
at the electrode interface and a galvannealed surface at the faying interface will be
beneficial.
Changes in electrode size were the most influential among all the basic variables.
An increase of 10% in the electrode radius, which is generally smaller than the commonly
observed increases in actual welding, delayed the nugget formation by 4 cycles.
This
is large enough to make the nugget formation impossible. As the electrode wears during
the course of welding, which is not avoidable with conventional electrodes, it is necessary
to design a new type of electrode.
One good concept may be the composite electrode.
By considering the thermal, mechanical and electrical behavior of the electrode materials
the wear pattern may be modified to maintain a more constant electrode contact.
A
-
- 298
Reference
1.1
Metals Handbook, American society for Metals, 8th ed., Vol 6, 1971.
1.2
D. W. Dickinson, 'Welding in the automotive industry', Report SG81-5, Committee
of Sheet Steel Industries, AISI, Aug., 1981.
1.3
P. Howe, and S. C. Kelly, 'A comparison of the resistance spot weldability of bare,
hot-dipped, galvannealed, and electrogalvanized DQSK sheet steels,' SAE paper
880280, 1988
1.4
'Development of a new resistance spot weldability test for coated sheet steel',
Edition Welding Institute, Proposal No. A7127, May 16, 1988
1.5
T. V. Natale, S. G. Denner, 'A review of the resistance spot welding behavior of
galvanized steel sheet,' Sheet Metal Welding Conference III, AWS, Oct., 1988.
1.6
H. A. Nied, 'The finite element modeling of the resistance spot welding process',
Welding Journal, pp.123s-132s, April, 1984.
1.7
J. A.
Greenwood,
'Temperatures
pp.316-322, June, 1961.
in spot welding',
British Welding Journal,
1.8
A. F. Houchens, R. E. Page, W. H. Yang, 'Numerical modeling of resistance spot
welding', Numerical modeling of manufacturing process, edited by R. F. Jones Jr.,
D. W. Taylor, H. Armen, J. T. Hong, ASME, pp.1 17-129, 1977.
1.9
W. Rice, E. J. Funk, 'An analytical investigation of the temperature distribution
during resistance welding', Welding Journal, pp.175s-186s, April, 1967.
1.10
J. E. Gould, 'An experimentation of nugget development during spot welding, using
both experimental and analytical technique', Welding Journal, pp.ls-10s, Jan., 1987.
1.11
G. R. Archer, 'Calculation for temperature response in spot welds', Welding Journal,
pp.327s-330s, Aug., 1960.
1.12 K. P. Bentry, J. A. Greenwood, P. McK Knowlson, R. G. Baker, 'Temperature
distribution in spot welds', British Welding Journal, pp.613-619, Dec., 1963.
1.13
D. W. Dickinson, J. E. Franklin, A Stanya, 'Characterization of spot welding
behavior by dynamic electrical parameter monitoring', Welding Journal,
pp.170s-176s, June, 1980.
1.14 S. P. Owusu-Ofori, S. M. Wu, 'Signature analysis of contact voltage of resistance
welds', Welding Journal, pp.185s-189s, July, 1983.
1.15 S. Nakada, M. Nishikawa, M. Kawasaki, J. Horie, M. Juri,'In-process quality control
of spot weld by detecting voltage between electrode tips', Proceedings of
international conference on welding research in the 1980's, Section B, pp.251-256,
International Conference Committee, Osaka, Japan, Sep., 1980,
1.16 J. Kelly, P. M. Knowlson, 'The BWRL quality monitor and spot-welding galvanized
steel sheet - an evaluation', Welding Journal, pp.I14s-120s, March 1967.
-
- 299
1.17 D. G. Waters, K. -C. Lee, R. J. Mayhan, D. W. Dickinson, 'A microcomputer based
sensor system for resistance welding studies', Conference Proceedings, Sheet Metal
Welding Conference, Paper No.13, AWS, 1984.
1.18 J. M. O'Brien, 'Adaptive feedback control for galvanized welding', Conference
Proceedings, Sheet Metal Welding Conference, Paper No.26, AWS, 1984.
1.19 I. L. Hawkins, 'Superior quality production spot welding using adaptive control',
Conference Proceedings, Sheet Metal Welding Conference, Paper No. 22, AWS,
1984.
1.20 D. K. Watney, G. L. Nagel, 'Forms of dynamic resistance curves generated during
resistance spot welding', IIW Doc. No. 111-823-85, IIW, 1985.
1.21
W. F. Savage, E. F. Nippes, F.A. Wassell, 'Static contact resistance of series spot
welds', Welding Journal, pp.365s-370s, Nov., 1977.
1.22 W. F. Savage, E. F. Nippes, F. A. Wassel, 'Dynamic contact resistance of series spot
welds', Welding Journal, pp.43s-50s, Feb., 1978.
1.23
J. G. Kaiser, G. J. Dunn, T. W. Eagar, 'The effect of electrical resistance on nugget
formation during spot welding', Welding Journal, pp.167s-174s, June, 1982.
1.24 S. A. Gedeon, 'Resistance spot welding of galvanized steel sheet', M.S. Thesis,
Massachusetts Institute of Technology, 1984.
1.25 S. Bhattacharya, D. R. Andrews, 'Resistance-weld quality monitoring', Sheet Metal
Industries, pp.460-466, July,1972,
1.26
G. L. Nagel, A. Lee, 'A
new approach to spot weld feedback control', SAE
880371,1988.
1.27
A. Lee, and G. L. Nagel, 'Basic phenomena in resistance spot welding', SAE 880277,
1988
1.28 J. A. Greenwood, J. B. P. Williamson, 'Electrical conduction in solids, II. Theory
of temperature-dependent conductors', Proc. of Royal Society of London, A246,
1958.
1.29 R. J. Bowers, T. W. Eagar, 'Non-uniform current distribution in spot welding',
Conference Proceedings, Sheet Metal Welding Conference, Paper No.15, AWS, 1986.
1.30
K. Nishiguchi, K. Matsuyama, 'Influence of current wave form on nugget formation
phenomena in spot welding of thin sheet', IIW doc. No. 111-805-85, IIW, 1985
1.31
B. M. Brown, 'A comparison of AC and DC resistance welding of automotive steels',
Welding Journal, pp.18-23, Jan., 1987.
1.32 M. Kimchi, 'Spot weld properties when welding with expulsion - a comparative
study', Welding Journal, pp.58s-63s, Feb., 1984.
1.33
K. Nishiguchi, 'A study on surface expulsion phenomenon and its suppression in
series spot welding', IIW Doc. 111-637-80, IIW, 1980.
1.34 J. E. Gould, W. A. Peterson, 'Electrode life parametric study', Sheet Metal Welding
Conference III, AWS, OCT., 1988.
-
- 300
2.1
see reference 1.30
2.2
see reference 1.8
2.3
see reference 1.24
2.4
Y. S. Touloukian et al, 'Thermophysical properties of matter, metallic elements
and alloys', Plenum, 1973.
2.5
see reference 1.10
2.6
see reference 1.23
2.7
K. C. Wu, 'RSW of high contact-resistance surfaces for weldability,' Welding
Journal, pp. 4365-4435, Dec. 1975.
2.8
see reference 1.27
2.9
L. S.-Y. Yen, G.B. Hunter, T. W. Eagar, 'RSW of super alloys', progress report #1
to G.E. MPL, MIT.
2.10 ASM Handbook, Vol. 1, 8 ed.
2.11 Smithells, Metal reference book, 5th ed., Butterworths, 1978.
2.12 Resistance welding products, Contacts Metals Welding inc., 1984
2.13 G. McPherson, An introduction to electrical machines and transformers, John Wiley
& Sons, 1981.
3.1
see reference 2.4
3.2
Metals Handbook, American Society for Metals, 8th ed., Vol 1, 1961.
3.3
see reference 2.11
3.4
D. D. Peckner, I. M. Bernstein, Handbook of stainless steel, McGraw-Hill Co., 1977
3.5
T. Satoh, J. Katayama, and H. Abe, 'Temperature distribution and breakdown of
oxide layer during resistance spot welding using a two-dimensional model, Report
1, Journal of Japan Welding Society, pp.38-48, Vol.39, No.1, 1970
3.6
T. Satoh, J. Katayama, and H. Abe, 'Temperature distribution and breakdown of
oxide layer during resistance spot welding using a two-dimensional model, Report
2, Journal of Japan Welding Society, pp.124-137, Vol.39, No.2, 1970
3.7
W. R. Upthegrove, and J. F. Key, 'A high speed photographic analysis of spot
welding', Welding Journal, pp.23s-244s, May, 1972
3.8
C. T. Lane. C. D. Sorensen, G. B. Hunter, S. A. Gedeon, and T. W. Eagar,
'Cinematography of resistance spot welding of galvanized steel sheet', Welding
Journal, pp.260s-265s, Sep., 1987
3.9
Tempil Division, Big Three Industries, Inc.
I
-301-
3.10 C. D. Sorensen, M. L. Lin, J. Putnam, T. W. Eagar, 'Resistance spot welding of
superalloys', Final report to General Electric, Material Processing Center, MIT,
1986.
3.11
T. W. Eagar, 'Spot welding of galvanized steel', Progress report to GM, ILZRO,
Ford, Material Processing Center, MIT, May 16, 1987.
4.1
see reference 1.24
6.1
see reference 1.24
6.2
T. V. Natale, 'A comparison of resistance spot weldability of hot dip and
electrogalvanized sheet steel', SAE Technical Paper 860435, 1986.
6.3
see reference 1.3
6.4
see reference 2.11
6.5
see reference 3.11
7.1
Geiger, Poirier, Transport phenomena in metallurgy, Addison Wesley, 1973.
7.2
see reference 2.4
7.3
see reference 2.10
7.4
see reference 2.11
7.5
Y. Iwamura, E. F. Rybicki, ' A transient elastic plastic thermal stress analyses of
flame forming', Journal of Engineering of Industry, Feb., 1973.
8.1
J. P. Homlman, Heat transfer, 4th ed., 1976.
8.2
B. B. Mikic, 'Thermal contact conductance; theoretical consideration', Int. J. of
Heat and Mass Transfer, Vol.17, pp.205-214, 1974.
8.3
J. E. Gould, D. H. Cambell, 'The effect of conducting primers on the resistance
spot weldability of automotive type sheet steels', Sheet Metal Welding Conference
III, AWS, Oct., 1988.
8.4
see reference 1.27
8.5
R. Holm, Electrical contacts, 4th ed., Springer-Verlag New York Inc., 1967.
9.1
see reference 2.12
9.2
see reference 3.11
10.1
see reference 8.3
10.2 see reference 1.27
10.3
M. Kabasawa, Y. Matsuda, I. Watanabe, 'Resistance spot weldability of coated steel
sheets', IIW Doc. 111-837-86, International Institute of Welding, July, 1986.