siemens.com/energy
Reducing Maintenance Costs – Replacement of
Small Fossil Generators in Russia
Russia Power 2014
4-6 March, 2014
Moscow, Russia
Authors:
Fabian Bremer
Maren Stockhausen
Dusan Jovic
Siemens AG
Energy Sector
Service Division
Table of Contents
1
Abstract .................................................................................................................. 3
2
Introduction ............................................................................................................ 4
3
Modernization Portfolio ......................................................................................... 5
4
Generator Replacement .......................................................................................... 6
4.1
FootprintTM Concept ............................................................................................... 8
5
Air-cooled FootprintTM Generators up to 370 MVA ............................................ 11
6
Conclusion ............................................................................................................ 17
7
References ............................................................................................................ 18
8
Disclaimer ............................................................................................................ 19
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 2 of 20
1 Abstract
In many Russian power plants generators designed and manufactured by Elektrosila,
Electrotyazhmash or ELSIB are installed and have been operating for several decades. They
increasingly require extensive reconstruction measures due to aging of the main components.
In many cases, reliable operation of these generators can no longer be ensured due to outworn
insulation.
Rather than repairing or modernization of those aged hydrogen-/water-cooled generators, it
may well be more economical to replace them with a state-of-the-art air-cooled generator,
which matches or even exceeds the rating of the old unit.
If plant owners decide to replace their generator they can benefit from a potential uprate,
state-of the art technology, an ensured spare-parts supply, a lower insurance premium,
comprehensive and customized service contracts, far reduced maintenance costs and a lasting
increase of the plant’s operating efficiency, with simultaneous consideration of expenses and
requisite reconstruction periods.
For this reason a replacement concept was developed for several generator type series with
ratings up to 370 MVA, manufactured for example by Elektrosila, Electrotyazhmash or
ELSIB.
Replacement is enabled through a modular design concept, which adapts the new air-cooled
generator to the existing foundation, as well as to the axis level of the existing power train,
rendering modification of the foundation or turbine interface unnecessary. Background,
technology and benefits will be explained in theory and by examples.
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 3 of 20
2 Introduction
According to fleet statistics, a large number of turbo generators older than 30 or even 40
years, thus exceeding their expected lifetime, are still in operation in Russia. The most
common generator manufacturers are Russian companies such as ELSIB and Elektrosila,
followed by Electrotyazhmash from Ukraine which installed many hydrogen-cooled or
hydrogen-/water-cooled generators with ratings up to around 300 MW in fossil power plants.
The longer a generator has been in service, the higher the probability that the soundness of the
insulation has been compromised by mechanical stress or heat-related damage. The main
components which can experience problems with increasing age due to thermal, mechanical
and electrical stresses are typically the stator and rotor windings, stator core, rotor body and
retaining rings. In many cases those problems can lead to critical unplanned outages, and in
worst cases to a total failure of the turbo-set.
This can be critical when compared against the increasing power demand in Russia driven by
economic development, as the reserve margins as insurance against system breakdowns or
sudden increases in energy demand are tight and vary from region to region. Furthermore,
poor grid infrastructure leads to bottlenecks in cross-regional power flows. As the new
installed generator fleet in Russia does not provide enough capacity to compensate for
“retirement” of older units, the aging existing fleet must be maintained and modernized.
Major solutions that can be performed are the modernization of the limiting components of
the generator such as stator and rotor windings, stator core and rotor body or the replacement
of the entire generator.
But rather than modernizing very old gas- or water-cooled generators with relatively low
ratings, a replacement with state-of-the-art air-cooled generators, matching or even exceeding
the rating of the old unit, might be more economical. Thanks to technical developments,
modern air-cooled generators can now achieve an increased rated output of up to 370 MVA.
With its air-cooled product line Siemens offers a sustainable and reliable solution for a
replacement using an air-cooled generator designed in compliance with the GOST 533-2000
standard and which fulfills Russian transportation requirements (see section 5).
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 4 of 20
3 Modernization Portfolio
Siemens offers various condition-based and preventive measures to keep generators in
reliable condition, to extend their lifetime and output, to avoid potential system downtime and
costly repairs, and to minimize outage duration.
These include inspection, repair, modernization and replacement of generators, stators, rotors,
exciters and auxiliary systems. Based on fast, reliable and cost effective on-site inspections
during minor, intermediate and major generator overhauls, Siemens advises power plant
operators regarding which service would be the best for the affected generator components.
This could be a stator repair and uprating ranging from a stator rewind with advanced design
features, a fast stator rewind and core repair to a new stator midsection or core restacking.
For the rotor, Siemens offers inspections including electrical testing and non-destructive
examination (NDE), spare rotors, rotor rewinds using a refurbished or new windings, and fast
rotor rewinds to support short outages.
Siemens also offers modernization services for generator auxiliary systems and excitation
systems. These include, for example, an improved seal oil skid equipped with the latest
instrumentation, filtration and cooling, services for gas supply and stator water cooling
systems, the axially split seal ring holder or the COOLGEN evaporative cooler for air-cooled
generators.
Increased costs and extended delivery time for spare parts and services for legacy excitation
systems of generators provide the economic basis for their modernization. For example, the
replacement of original analog excitation systems with digital state-of-the-art systems reduces
operational costs and at the same time increases reliability. Besides exciter replacement,
Siemens also offers exciter inspections, exciter rewinds, refurbishments and spare exciter
rotors [1].
In each case it must be determined which solution would be the most economic and efficient
measure. For older relatively small fossil generators a modernization or replacement of single
components is in many cases more expensive than a complete generator replacement, taking
into account the required downtime involved. Siemens has developed a generator replacement
solution especially for such cases (see section 4).
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 5 of 20
4 Generator Replacement
Power plant operators in Russia with aging hydrogen or hydrogen-/water-cooled generators
are confronted with the question of whether investing in partial modernization of the
individual components makes sense over the long run, or whether the greater investment
involved with purchasing a new generator is the more cost-effective choice.
Investigations have shown that modernization of individual components – such as the stator
or rotor in aged air-, water- and hydrogen-cooled generators – may be less suitable. Also
rebuilding the original generators has, in many cases, not been cost-effective.
The long-term service costs for a new generator with regard to maintenance and spare parts
can be less than for a modernized one or an in-kind redesign. This holds true in particular if
the original generator is cooled by hydrogen or water, as replacement with a modern aircooled generator reduces the costs related to auxiliary systems.
Due to recent developments using latest technology, today’s air-cooled generators achieve
power outputs of about 300 MW - the same power output and efficiency as hydrogen-cooled
or hydrogen-/water-cooled generators manufactured 25 to 40 years ago by ELSIB, Elektrosila
or Electrotyazhmash. Compared to a hydrogen-/water-cooled generator, the new air-cooled
generator has much less operating equipment and auxiliaries. There is no need for an H₂O and
CO₂ system, any gas storage or gas generation or any elaborate seals or seal oil system.
This results in lower operating and maintenance costs, with a very high reliability and
availability level. Replacement of H₂-cooled or H₂O-cooled generators with air-cooled units
results in significant benefits for the plant operator. The table below shows some differences
between different configurations and advantages of air-cooled generators [2].
Category
H₂/ H₂O Cooling
Auxiliaries
12 different systems, e.g.
seal oil, gas supply, water
system, exhaust system
Air Cooling
Remark
No auxiliary
systems
Lower investment
for air
Design to purpose
air
Lower investment
for air
10 systems for H₂ only
H₂ Seal
Generator Design
Pressure vessel similar
design
Water-cooled stator bars
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 6 of 20
Reliability
Multiple active systems,
acting also on I&C
protection
Active systems
reduced to one
cooling system
Reduction in
complexity
beneficial to
reliability
Very low
maintenance
Less maintenance,
less life cycle costs
By use of GVPI, no
pulling of rotor
required
H₂ consumption
Filter consumption
Operational Costs Purge gas consumption
Maintenance required
Safety concerns (ATEX)
Table 1: Benefits of air-cooled generators
A partial modernization – for instance producing a new stator including rewinding – can in
some cases exceed the cost of producing an entire generator with the latest technology.
Such a partial modernization sometimes necessitates an extensive redesign – because the
required materials are often either no longer available or no longer conform to applicable
standards.
Moreover, the outage duration can be shorter when the entire generator is replaced with a new
one than when rewinding is performed.
In a partial modernization the generator’s hydrogen and water supply and auxiliary systems
are usually retained. This means that those systems must continue to be serviced and
monitored. Modernization can become even more complicated if the old generator was
manufactured using asbestos, since asbestos must be removed before modernization.
In addition, improved capacity may only be possible to a limited extent in the case of partial
modernization.
In summary, a generator replacement is recommended, when:
■
the severity of the generator condition precludes the repair of individual components
■
modifying main components does not provide the necessary higher power output, e.g.
after turbine refurbishment
■
lower long-term maintenance and operating costs of a modern generator justify
replacement
■
the lifetime shall be extended significantly
■
partial modernization would require a longer outage
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 7 of 20
■
the original supplier is out of business
■
spare parts are no longer available
4.1 FootprintTM Concept
In the cases cited above, plant owners are confronted with the challenge to replace the
generator without modifying the foundation, as modifications of the foundation carry the
highest risk and also the highest costs in a generator replacement job.
As investigations have shown that in the above-mentioned cases, modernization or exchange
of individual components and a reproduction of the original machine is economically and
technically inappropriate, Siemens has developed a generator replacement, the so-called
FootprintTM, concept.
With this concept, aged water-, hydrogen- or air-cooled generators with a rated output of up
to 370 MVA can be quickly and efficiently replaced by a Siemens state-of-the-art air-cooled
generator with the same or even higher rated output. The existing foundation is not changed,
meaning that the footprint of the old generator is retained.
The Footprint generators are taken from the Siemens air-cooled type series of generators of
proven and reliable design (see section 5). The idea may sound simple, but there are many
conditions that have to be checked and calculated to ensure that the new machine will fit into
the existing power train.
To find a matching generator from the Siemens type series that fulfills the electrical
requirements such as reactance, voltage, power factor, stator current or short circuit
parameters valid for the old generator, the plant owner needs to provide all technical data,
foundation drawings, grid requirements and interface connections of the existing generator.
With these data Siemens is able to choose the matching generator from the type series which
will fit into the electrical system (see Figure 3).
The parameters from the Footprint generator will be handed over to the plant owner to agree
on the matching replacement concept. In the unlikely case that no Footprint generator exists
to meet the necessary electrical parameters, these parameters can be achieved by modifying a
standard generator in close cooperation with the plant owner.
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 8 of 20
In the next step, the geometrical boundaries need to be checked to fit the Footprint generator
to the existing foundation and power train and, if possible, with the piping. Reference
drawings of the geometry of the opening in the foundation as well and maximum foundation
loads at various locations also need to be submitted, when available. Otherwise a
measurement program needs to be set up during a regular outage during which the power
train, the foundation etc. can be measured utilizing modern laser technology equipment.
In order to fit into the existing foundation, the following geometrical interfaces of the modular
Footprint generator are customized:
■
Re-calculation of rotor coupling and shaft to fit the turbine sets. The axis height of the
power train needs to be aligned to the power train and the coupling must be fitted to the
turbine end.
■
Customization of base frame to fit the existing foundation. The base frame to foundation
connection needs to be adapted to fit to the existing foundation. If necessary, the distance
between bearing center lines can typically be shortened, for instance by installing plug-in
bearings instead of pedestal bearings.
■
Position of the high-voltage bushings
■
Brushless or static excitation
■
Configuration and position of cooler
Thanks to the modular design of our air-cooled series, virtually all operator requirements
related to the geometric parameters of the new Footprint generator can be accommodated.
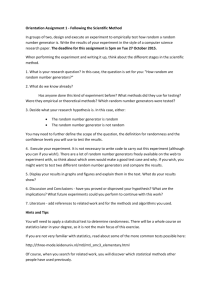
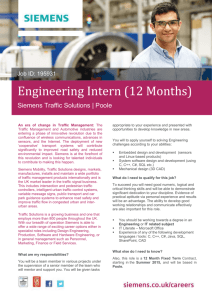
The adopted base frame is calculated using modern CAE methods to ensure the same
mechanical behavior as there would be in a non-customized generator from the type series. In
order to perform the calculation, the design and calculation teams are working together with
3D state-of-the-art drawing and structural analysis software. The designed and modified parts
are directly imported into the calculation software, where a dynamic mesh is created of the
part. Natural frequencies are carefully calculated to ensure that customer requirements and/or
international standards and best industry practice are met during operation, startup and rundown (see Figure 1).
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 9 of 20
Figure 1: Calculation of natural frequencies of stator midsection
Once the necessary modifications are incorporated into the design, the generator is released
for manufacturing and is manufactured in the same generator plant as the Siemens new
application generators. The same quality procedures, measurements and tests are performed
and the replacement generator is of identical quality and performance spectrum as a complete
“off the shelf” product. Special tests, such as a complete performance test can be carried out
in order to verify the calculated values. Bump tests will verify the natural frequencies of the
casing and ensure that no resonant frequency is excited during operation. Customers can
arrange for witness points to be informed about the status of their new generator [1].
Siemens has already successfully implemented the replacement of four 200 MW hydrogencooled generators of non-Siemens design in the Czech Republic. The customer did not want
to perform modifications on the existing foundations but was interested in the replacement of
his generators to gain the advantages of the modern state-of-the-art air-cooled Siemens
technology and to achieve an operation extension of 25 years.
In this case, the original generator manufacturer had gone out of business, so the customer
could not obtain a 1:1 rebuilding. Siemens was therefore contracted to replace the hydrogencooled generator with an air-cooled generator from the Siemens type series. All generators
were delivered in time as soon as the turbine modification was ready. Today, all four
generators are in operation, providing a very high level of reliability and availability.
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 10 of 20
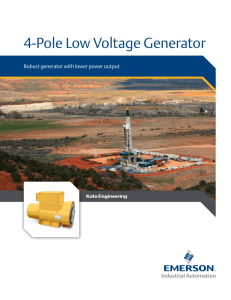
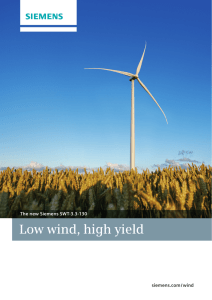
Figure 2: Replacement of original by customized Footprint generator which fits into existing
foundation
5
Air-cooled FootprintTM Generators up to 370 MVA
Throughout the years, Siemens has been expanding its area of expertise by pursuing a
strategic acquisition approach. Companies such as Kraftwerk Union AG (KWU), Demag,
Westinghouse and Bonus all became part of the Siemens family and enabled access to a range
of different technologies. Guided by this acquisition growth strategy, Siemens has redefined
its product development approach in order to benefit on the enormous joint industry
experience base. Today we can witness that this approach was a huge success. It enabled
Siemens to develop new state-of the-art products and achieve significant gains on the global
power generation market.
Siemens’ product development strategy was applied to generator development as well. New
products were designed by merging KWU and Westinghouse generator technology in such a
way so as to maximize generator performance and achieve significantly higher product
utilization levels. The result of this development effort was the new Siemens generator
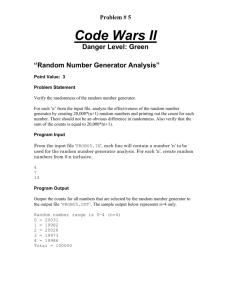
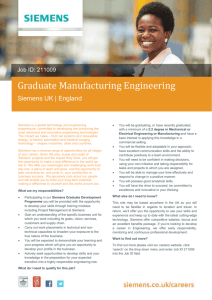
product line that consists of three major machine classes:
■
SGen-100A / 1000A / 1200A – Air-cooled line
■
SGen-2000H – H2-cooled line
■
SGen-3000W – Water-cooled line
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 11 of 20
Figure 3: Portfolio of existing generator designs from Siemens AG
For generator replacement applications, modern air-cooled generators represent the most
optimal solution thanks to its reduced technical complexity, reduced maintenance cost and
increased power output. Also, as they are GOST compliant, the air cooled generators are
suitable for implementation on the Russian market.
The SGen-100A generator product line covers the power output range of 50Hz and 60Hz
industrial and small fossil applications up to 300 MVA. Featuring robust and uniform design
solutions combined with a high degree of modularity, the SGen-100A generator series is fully
equipped to respond to customization requirements of the industrial power generation market.
High efficiency, low noise emissions and exceptional serviceability make these machines a
perfect technical solution for Siemens gas and steam turbine packages, as well as for
applications with turbines of other manufacturers.
SGen5-1000A generators currently form a standard Siemens modular line of air-cooled
machines. With a fleet of over 200 units installed worldwide, this product line currently
represents the backbone of Siemens product portfolio. High efficiency, operational flexibility
and low life cycle cost are features that make this generator stand out on the marketplace. The
implementation of the product continuous improvement process has increased availability &
reliability while maintaining high performance levels.
The latest generator development efforts within Siemens have resulted in the next generation
of Siemens air-cooled machines called the SGen5-1200A. The new product line represents a
platform that is prepared for future market challenges, as it enables further performance
upgrades. Increased capability up to 370 MVA, robust design & construction, improved
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 12 of 20
serviceability and shorter erection & commissioning time are just some of the benefits of the
SGen5-1200A. The best design features that originate from various Siemens products are
combined in this new machine, ensuring high quality backed by years of operating
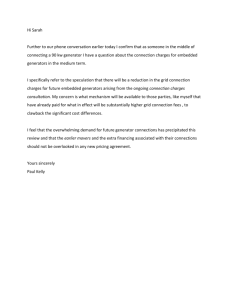
experience. The first machine of the SGen5-1200A series will be applied in Russia, at the
Verkhny Tagil power plant site.
Figure 4: SGen5-1200A generator
Stator
The generator housing consists of a load-bearing base-frame and a cover. Both are welded
steel constructions. The base-frame supports the stator core and has horizontal walls for
cooling air circulation. The generator cover houses the active stator components. The coolers
are arranged in a separate cooler cover attached to one side of the generator.
The laminated core consists of insulated steel sheets (laminations) with a low loss coefficient.
Each lamination is electrically insulated on both sides with an inorganic insulating coating
which is stable at Class F temperatures. The laminations are stacked between finger-plates
and heavy end plates to form the stator core. Core consolidation is achieved using both epoxy
bonding and mechanical clamping. Heavy steel rings, key bars and insulated through bolts are
used to maintain core integrity and tightness. The resultant stator core has long lasting core
tightness, mechanical ruggedness, and excellent heat transfer characteristics.
The stator winding consists of copper coils that are insulated with a proprietary epoxy-mica
insulation system, which is designed to provide high dielectric strength and voltage
endurance. The complete stator core and winding assembly are Global Vacuum Pressure
Impregnated (GVPI) with an epoxy resin. The stator core and winding are first pre-dried and
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 13 of 20
evacuated in a vacuum tank, and then immersed in epoxy resin. The tank is then pressurized,
and after an extensive impregnation cycle, the surplus resin is drained. The complete stator is
then placed on rollers in an oven for even distribution of the resin, draining of the cooling
passages and curing. Numerous control measures are performed during evacuation,
impregnation and curing for quality assurance during the various treatment steps.
There are several advantages of the GVPI method:
■
Well consolidated stator winding and stator core
■
Improved cooling of the stator winding, allowing higher capability and efficiency
■
Reduced moisture and surface contamination since all surfaces are sealed with resin
This MICALASTIC® insulation system results in a high-voltage insulation which possesses
excellent electrical and mechanical properties. This solution can enable reliable stator
operation, even at some extreme temperatures and under some adverse ambient conditions,
while keeping the scope of required maintenance low.
Figure 5: GVPI stator winding assembly
Rotor
The rotor shaft is machined from a vacuum-cast forging. Forging materials are ultrasonically
tested for compliance with rigid quality assurance specifications. If required, a bore hole is
provided to remove centerline indications.
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 14 of 20
Rotor winding coils are manufactured from a copper alloy. They are inserted into the slots of
the solid rotor body and locked in position by high-strength conductive slot wedges. The
centrifugal forces on the end windings are accommodated by overhanging retaining rings.
These retaining rings are manufactured from non-magnetic, high-strength steel which is not
susceptible to stress-corrosion cracking. They are shrunk onto the rotor body end and secured
with a snap ring. The retaining rings and the slot wedges serve as a damper winding.
The rotor features a patented rotor cooling system which ensures excellent distribution of the
cooling air in connection with an optimal heat transfer in the rotor winding. This results in a
uniform temperature distribution in the rotor, which increases machine efficiency.
Figure 6: SGen5-1200A generator rotor
Bearings and Pedestals
The rotor is supported in pedestal bearings. These bearings are fitted on the stator base-frame
at the turbine and exciter ends. The two bearings are equipped with a hydraulic shaft jackingdevice for startup and turning operation.
Cooling
The generator is air-cooled with indirect cooling provided for the stator winding. The rotor
winding is provided with direct radial cooling. Under consideration of the magnetic
requirements, the stator core is equipped with a system of radial cooling ducts and acts as a
heat sink for the stator winding. This cooling system, together with the direct cooling system
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 15 of 20
for the rotor winding, ensures uniform and low temperature levels along the entire slots. All
the cooling air is circulated by two symmetrically arranged axial-flow fans. The generator
cooling circuit is of a closed-loop design. The warm cooling air of the generator is re-cooled
by means of water-to-air cooler (TEWAC – totally enclosed water air cooler). These coolers
are located under a cooler cover attached to one side of the generator cover.
Figure 7: SGen5-1200A generator cooling diagram
Excitation
The rotor winding is supplied with power from a static excitation system via slip rings. An
excitation transformer is used to take the excitation current from the auxiliary power system.
The digital voltage regulator is of two-channel design.
In the case of a gas turbine application, a startup frequency-converter is provided for starting
the turbine generator unit. The generator acts as a motor in the converter mode to start the gas
turbine set without an additional rotating prime mover.
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 16 of 20
6 Conclusion
In conclusion, for the existing small fossil generator fleet in Russia with a capacity of up to
300 MW it is worth considering a replacement generator instead of repairing the original one.
A comprehensive modernization of very old generators can be more expensive than
replacement with a new state-of the-art generator, as the modernization of single generator
components may include a cost-intensive redesign. With the Siemens Footprint concept, the
new air-cooled generator can be individually adapted, allowing more efficient utilization of
resources and cost-effectiveness. Siemens’ tailor-made generator replacement concept is
characterized by the following advantages:
■
Opportunity to increase the efficiency of power plants
■
Higher power ratings are possible in most cases
■
Substitution takes place using a modular design that is adapted to the respective
installation (shaft height, anchoring, flange connection, ventilation etc.) resulting in short
downtimes
■
Foundation is typically not modified
■
Outage time can be determined more precisely and can, in certain cases, be significantly
shorter than for a partial modernization
■
Risk of finding unexpected signs of aging or damage and the associated costs can be
reduced
■
Potential for longer service life of all components
■
Operating and maintenance costs can be reduced in many cases
With a new air-cooled Footprint generator, operators can benefit from:
■
Latest Siemens technology
■
Increased operational reliability, availability and serviceability
■
Increased safety due to less auxiliaries
■
Design in compliance with GOST standard
■
Agreement with Russian rail transport requirements
■
More reliable spare parts services
■
New, limited warranty coverage
■
Comprehensive and customized service contracts
■
Continuous updates on further product developments, maintenance and upgrades
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 17 of 20
Our experienced Siemens experts will help operators to perform a comprehensive cost/benefit
analysis to identify an optimum solution for reliable and efficient operation of their power
plant.
7 References
[1] Replacement Generators to Modernize and Uprate Power Trains Limited by the
Generator, Russia Power 2011, Thorsten Krol, Kai-Uwe Paeselt, Fabian Bremer, Maren
Wiese, Siemens AG, 2011
[2] Siemens Air Cooled Generators for Fossil Applications on Russian Market, Russia Power
2012, Dusan Jovic, Maren Wiese, Siemens AG, 2012
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 18 of 20
8 Disclaimer
These documents contain forward-looking statements and information – that is, statements
related to future, not past, events. These statements may be identified either orally or in
writing by words as “expects”, “anticipates”, “intends”, “plans”, “believes”, “seeks”,
“estimates”, “will” or words of similar meaning. Such statements are based on our current
expectations and certain assumptions, and are, therefore, subject to certain risks and
uncertainties. A variety of factors, many of which are beyond Siemens’ control, affect its
operations, performance, business strategy and results and could cause the actual results,
performance or achievements of Siemens worldwide to be materially different from any
future results, performance or achievements that may be expressed or implied by such
forward-looking statements. For us, particular uncertainties arise, among others, from changes
in general economic and business conditions, changes in currency exchange rates and interest
rates, introduction of competing products or technologies by other companies, lack of
acceptance of new products or services by customers targeted by Siemens worldwide,
changes in business strategy and various other factors. More detailed information about
certain of these factors is contained in Siemens’ filings with the SEC, which are available on
the Siemens website, www.siemens.com and on the SEC’s website, www.sec.gov. Should one
or more of these risks or uncertainties materialize, or should underlying assumptions prove
incorrect, actual results may vary materially from those described in the relevant forwardlooking statement as anticipated, believed, estimated, expected, intended, planned or
projected. Siemens does not intend or assume any obligation to update or revise these
forward-looking statements in light of developments which differ from those anticipated.
Trademarks mentioned in these documents are the property of Siemens AG, its affiliates or
their respective owners.
AL: N; ECCN: N
© Siemens AG 2014. All rights reserved.
Page 19 of 20
Published by and copyright © 2014:
Siemens AG
Energy Sector
Freyeslebenstrasse 1
91058 Erlangen, Germany
Siemens Energy, Inc.
4400 Alafaya Trail
Orlando, FL 32826-2399, USA
For more information, please contact
our Customer Support Center.
Phone: +49 180/524 70 00
Fax:
+49 180/524 24 71
(Charges depending on provider)
E-mail: support.energy@siemens.com
All rights reserved.
Trademarks mentioned in this document are
the property of Siemens AG, its affiliates,
or their respective owners.
AL: N; ECCN: N
Subject to change without prior notice.
The information in this document contains
general descriptions of the technical options
available, which may not apply in all cases.
The required technical options should therefore
be specified in the contract..
© Siemens AG 2014. All rights reserved.
Page 20 of 20