Tar Cleaning in a Dual Fluidized Bed with Mn O on Mg-ZrO
advertisement

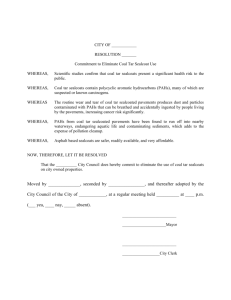
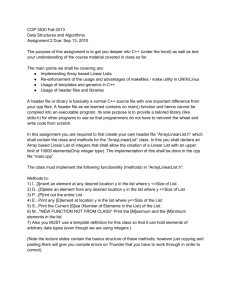
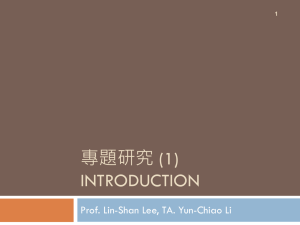
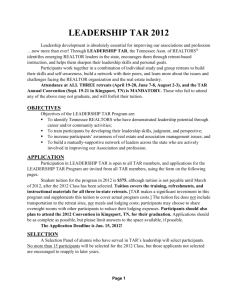
The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Tar Cleaning in a Dual Fluidized Bed with Mn3O4 on Mg-ZrO2 as Catalyst Fredrik Lind*, Mikael Israelsson, Martin Seemann, Henrik Thunman Chalmers University of Technology Department of Energy and Environment SE-412 96 Gothenburg Sweden * T: +46 31 772 52 43; F: +46 31 772 35 92; E: fredrik.lind@chalmers.se ABSTRACT The potential of using an oxygen carrying material in a dual fluidized bed system for secondary catalytic tar cleaning with continuous catalyst regeneration has been investigated. The catalyst´s, consisting of 40 % Manganese oxide (MnO4) supported on 60 % Magnesium-Zirconium oxide (MgZrO3) ability to crack tars at 700 and 800 °C was evaluated in this work. The experiments were conducted with raw gas from Chalmers biomass gasifier operated with steam as oxidizing as well as fluidizing media, and silica sand was used as bed material. The tar content of the gas emerging from the gasifier was roughly 32 gtar/Nm3gas. The experiments showed that the catalyst was continuously regenerated from carbon deposits and the total amount of tars was decreased by as much as 44 % at a gas residence time of 0.4 s in the bed (23 % catalysts in silica-sand). The catalyst showed high activity in water-gas shift reaction and the H2/CO-ratio increased from 0.6 in the raw gas to a peak value of 1 in the reformed gas at 800 °C. Keywords: Tar, Reforming, Catalytic gas cleaning, Catalyst, SPA 1. INTRODUCTION Condensable hydrocarbons are formed as a by-product during biomass gasification [1-5]. These hydrocarbons, often referred to as tars, start to condense already at 350 °C [6] and are associated with operation problems such as clogging and blockage of equipment downstream the gasifier. As a consequence of the tar properties, the raw gas cannot be used as a fuel for internal combustion engines or gas turbines without sufficient tar cleaning. The developing of efficient tar cleaning systems is, therefore, a crucial parameter for commercializing the biomass gasification technology. In principle, there are two available routs for cleaning the raw gas from tars: catalytic gas cleaning and wet gas cleaning. Catalytic gas cleaning is the preferred method as it can be thermally integrated with the operation temperature of the gasifier [5], which minimizes the heat losses. However, costs associated with present catalytic systems have so far not made these systems feasible to use in industrial systems. The wet cleaning (based on scrubber technology) on the other hand is a well established technology, but is associated with large quantities of waste water/solvents and thermodynamic penalties coupled to the rapid cooling of the raw gas [7]. In this work the problems related to the -1- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF high cost of a catalytic gas cleaning is addressed, with the aim to find a solution that enables catalytic tar cleaning of raw gas from a biomass gasifier. The tar cracking properties of the catalyst are evaluated in a catalytic system of dual fluidized beds[8]. The dual fluidized bed system is fed with raw gas (containing about 32 g, tar /Nm3raw gas) from Chalmers 2 – 4 MW biomass gasifier[9]. The concept of the dual fluidized bed system is to break down the tar components (CnHm) into useful gas molecules by letting the tar containing producer gas react with partially oxidized catalysts in a tar reformer reactor, reaction (1) and Fig 1. Oxygen from the catalysts is consumed in the tar reforming reactions, which produces a reduced catalyst. The catalyst is then transported via a gas tight loop-seal (LS) to the regenerator. The catalyst is re-oxidized and regenerated from carbon deposits in an air fed oxidizing reactor followed by circulation back to the tar reforming reactor via an additional LS, reaction (2). In the process the tar cleaning catalysts support the tar reactions with catalytic surfaces and oxygen and can additionally be used for transporting other molecules within the system. The method is, therefore, called Chemical Looping Reforming (CLR). The concept of cracking tars in the CLR-system was proven by Lind et al[8] using ilmenite (Fe2O3) as tar cracking catalyst. Cn H m (n n1 ) Mex Oy (n n1 ) CO (0.5 m n) H 2 (n n1 ) Mex Oy 1 n1 C (1) n1 MexOy1 n2C (n1 / 2 n2 ) (O2 3.77N2 ) n1MexOy n2CO2 (n1 / 2 n2 ) (3.77N2 ) (2) Figure 1 Dual fluidized bed system for tar removal The catalyst (M4MgZ1150) used in this work consists of 40 % Manganese oxide (MnO4) supported on 60 % Magnesium-Zirconium oxide (MgZrO3) and was originally developed as an oxygen carrier for the Chemical-looping combustion process (CLC)[10]. -2- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Johansson et al[11] investigated the potential of the M4MgZ1150 as oxygen carrier for CLC-operations and confirmed that the material was suitable as it could handle continuous redox reactions and in the same time showed high reactivity. This implies that the material is suitable also for the CLR-system were the catalyst is continuously exposed for reduction and oxidation reactions. Mendiara et al[12] investigated the tar reforming activity of the M4MgZ1150 in batch experiments with toluene as tar component at 600 and 800 °C. They concluded that the material showed high reactivity toward toluene, which was decomposed at both 600 and 800 °C. This work will give additional information about the tar cracking properties of M4MgZ1150 as more than 170 tar components are present in the raw gas from the gasifier and 21 of them are analyzed. For the experiment the available amount of catalyst resulted in a mix of 23 % M4MgZ1150 in 77 % silica-sand. It was shown by Lind et al[13] in a fluid dynamic study performed in a cold model identical in size to the hot system that sufficient mixing between a catalyst and silica sand could be achieved. The fundamental investigated criteria to assess the tar reforming performance of the catalyst and the suitability of using the catalyst in the CLRsystem are: 1. Influence of the reactor temperature on tar reforming 2. Influence in tar reforming activity from different oxygen loads on the catalyst 3. Possibilities to regenerate active surfaces from carbon deposits and remaining of catalytic activity 4. Influence of temperature and oxygen load on gas composition 2. Experimental 2.1 The CLR and operating conditions A drawing of the CLR-system is shown in Fig 2 and the geometrical measures of the reactor system are given in Table 1. The CLR-reactor is equipped with 10 pressure taps and 10 thermocouples for supervision. The pressure can be measured as differential pressure between two taps in the system or as differential pressure between one tap and atmospheric pressure. In this bench scaled CLR-system the reformer reactor (FR) is designed as a bubbling fluidized bed to enable calculations of the gas/solid contact, but the concept could be performed with two circulating fluidized beds as well. The regenerator reactor (AR) is a circulating fluidized bed and the gas/solid separation is performed in a cyclone. The gases, Table 2, enter the reactor system via wind boxes, which are placed beneath the porous plates in FR, AR, Superior Loop-Seal (SLS) and Inferior Loop-Seal (ILS) to reduce potential pressure fluctuations in the gas feed. The reactor system is placed within an oven consisting of two halves. The reactor system is operated at pressure of -4 to -6 kPa as a result of the pressure level in the gasifier, which due to safety reasons, is set slightly below atmospheric pressure. The gas feed to the AR is controlled by two separate mass flow regulators, which enable operation with air and/or nitrogen. After the AR the gas is cooled and dried in a gas conditioning system. The content of CO, CO2 and O2 in the gas out of the AR is analyzed online by Non Dispersive Infrared analyzers for CO and CO2, respectively paramagnetic analyzer for O2. The gas flows to the SLS and ILS are controlled by two separate mass flow regulators. The FR is feed with raw gas from the gasifier and the gas flow through the reactor is controlled by a gas pump in the gas conditioning system. The -3- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF raw gas pipe between the FR and the gasifier as well as the pipe connection between the FR and the gas conditioning system is heated to 400 °C to avoid tar condensation. A Tconnection for nitrogen supply is mounted on the raw gas pipe just before the inlet to the FR to enable inert conditions in the FR before introducing raw gas. The concentration of tars in the reformed gas is measured by Solid Phase Absorption[14] in the heated pipe between the FR and the gas conditioning system. The reformed gas out from the FR is cooled and dried in the gas conditioning system. The dry reformed gas is then analyzed by a micro gas chromatograph, micro-GC (Varian 4900). The tar concentration and the dry gas composition in the raw gas are measured by SPA and micro-GC respectively in an additional system for monitoring the gasifier. A detailed description of the CLR and the gasifier measuring system can be found in [8]. Figure 2 Drawing of the CLR setup -4- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Table 1 Geometrical measures of the CLR-system Cross-sectional (mm) Height (mm) Fuel reactor (FR) 50 x 50 380 Air reactor (AR) 20 x 20 460 Superior loop seal (SLS) 23 x 23 120 Inferior loop seal (ILS) 23 x 23 50 2.2 Experimental procedure Experiments were conducted with a mix of 23 % M4MgZ1150 in 77 % silica-sand to investigate how the tar cracking properties are influenced by a change in temperature and oxygen concentration. A detailed description of the preparation of the catalyst can be found in [11]. The catalyst activity was evaluated at 800 °C with three different oxygen concentrations (0.6, 1 and 2.2 Mole %) in the inlet feed to the AR. The same experiment was performed at 700 °C, but a temporary disturbance in the fluidization restricted the experiment to two oxygen concentrations (1 and 2.2 Mole %), Table 2. The same bed material was used in both experiments. To initiate the first experiment the CLR-system was heated to 800 °C without bed material. The CLR-reactor was also disconnected from the gasifier and air was sucked through the FR via the gas pump. After completing the heating sequence, the gas flows of nitrogen and air in the AR and the helium flow in the ILS and SLS were adjusted with the mass flow regulators according to Table 2. The bed material mix was then poured into the air fluidized FR and the raw gas pipe was connected during nitrogen purging. The nitrogen flow was adjusted slightly higher than the measured gas pump flow to repel the raw gas back to the gasifier with lower operating pressure. The CLR-system was started with nitrogen to remove oxygen and enable smooth change from inert fluidization to full raw gas operation. The nitrogen flow was, thereafter, decreased stepwise with 5 % (0.25 Nl/min), so that the decreased amount of nitrogen was replaced by raw gas. Thus the raw gas was introduced to the FR by a stepwise increasing concentration until the nitrogen was fully exchanged to raw gas. The initial oxygen content in the feed to the AR was kept at 1 mole % and the experiment was performed during one hour. Sampling of O2, CO and CO2 in the outlet of the AR was performed every second during the entire experiment. Sampling of the reformed gas composition out from the FR was performed every third minute and 6 tar samples were collected by SPA after half an hour when stabile operation conditions were achieved. Thereafter, the oxygen concentration was changed from 1 Mole % to 0.6 mole % during one hour. Sampling of tars and dry gas components was conducted in the same manner as in the 1 Mole % oxygen case. -5- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Table 2 Operation conditions in Gasifier and CLR Properties Units 800 °C in CLR Gasifier: -----Fuel Wood-pellets (°C) Bed temperature 825 ----Bed material Silica-sand Raw gas composition: (Mole %) Hydrogen 20,42 (Mole %) Carbon monoxide 35,40 (Mole %) Carbon dioxide 14,37 (Mole %) Methane 12,85 (Mole %) Acetylene 0,38 (Mole %) Ethylene 4,40 (Mole %) Ethane 0,43 (Mole %) Nitrogen 11,75 (g/nm3) Tars 32,90 (Mole %) Steam content, raw gas 51,25 CLR : (°C) Temperature 800 (l/min) Air feed in AR 0,26 0,16 0,56 (l/min) Nitrogen feed in AR 5,04 5,14 4,74 (l/min) Helium feed in ILS 0,29 (l/min) Helium feed in SLS 0,45 (l/min) Raw gas feed FR (dry) ≈ 2,7 Silica-sand: (μm) Particle diameter (mean) 230 (kg/m3) Solids density (bulk) 1470 g Amount silica-sand 388 M4MgZ1150: (μm) Particle diameter (mean) 230 (kg/m3) Solids density (bulk) 1560 g Amount catalysts 116 % Mass % of total bed 23 s Gas residence time (reactor) ≈ 3.0 inventory s Gas residence time (bed) ≈ 0.4 700 °C in CLR Wood-pellets 830 Silica-sand 21,02 35,35 14,47 12,85 0,41 4,45 0,40 11,06 32,89 50,71 700 0,26 5,04 0,56 4,74 0,29 0,37 ≈ 2,5 230 1470 388 230 1560 116 23 ≈ 3,0 ≈ 0.4 The experiment and sampling sequence was once more repeated for 2.2 Mole % of oxygen in the AR. After the completed raw gas run the CLR-system was shut down in a reversed order to the start up procedure, i.e. nitrogen was stepwise introduced with 0.25 Nl/min until no hydrocarbons where detected by the GC. The raw gas pipe was removed from the FR inlet and the reactor system was then fluidized with air from the surroundings and cooled. The raw gas composition feed to the FR was determined via the gasifier sampling system during 2 hours after the experiment. Dry gas composition was sampled every third minute via the GC and tar composition was sampled by one set of six SPA-samples after one hour. The same procedure was repeated for 700 °C with the exceptions that the bed material was already in the CLR during the start-up. -6- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF 3. RESULTS Even though only around one fourth of the bed material was catalytically active, the aim of the work was to evaluate if the M4MgZ1150 showed any catalytic effects on the tars and, thereby, decide if the system should be operated with 100 % M4MgZ1150. The tar reforming activity of the catalyst was evaluated at the temperatures 700 and 800 °C from comparing the tar components in the raw gas with the reformed gas after the CLRsystem. Table 3 summarizes the analyzed tar components in SPA-samples, from the raw gas as well as in the reformed gas leaving the CLR. The table is organized in accordance to: the two investigated temperatures (Cases), the position for tar measuring (Measure position) and the oxygen concentration in the air reactor (Mole % O2 in AR). The highest degree of tar reduction (44.5 %) was achieved at a CLR-operation temperature of 800 °C. Furthermore, at a temperature of 700 °C in the CLR the highest reduction of tar was close to 22 %. In addition to the total amount of tars, the SPA-samples also give information about the different tar molecules and how the tar structures change. Figure 3 a and b shows the overall changes in tar composition between the raw gas and the reformed gas at 700, and 800 °C in the CLR-system. Here the tar components have been divided into the 7 groups: Phenols, Benzene, 1-ring aromatic compounds with branches (1-ring branched), naphthalene, 2-ring aromatic compounds with branches (2-ring branched), 3 to 4 ring aromatic compounds without branches (3 and 4-rings) and finally unknowns. The reason to group the tar components in this way is to display general pattern in the decomposition paths. The results from the experiments performed at 800 °C in the CLR, Fig 3a, show how the amount of phenols and 1-ring branched tars decreases, while the amount of benzene increases for all three oxygen concentrations. This implies that the decomposition of phenols and1-ring branched tar molecules takes place via a reaction stripping the hydroxyl or alkyl group off the branched molecule and form pure benzene. Almost all phenols and 55 % of the 1-ring branched aromatic compounds are converted at 800 °C with oxygen concentration of 2.2 Mole % in the AR. The similar tar decomposing pattern can be seen for the 2-ring branched tar molecules, were the alkyl group is stripped off forming pure naphthalene. The 2-ring branched compounds are decreased by as much as 66 % at an oxygen concentration of 2.2 Mole % in the AR. Besides the decomposition of phenols, 1 and 2-ring branched; the decomposition of tars from the group unknowns also contributes to the increase in benzene and naphthalene. The group unknowns involve approximately 150 unidentified tar molecules with molecular weights spread from that of benzene to molecular weights greater than pyrene. The decomposition of unknown molecules greater than pyrene is one of the reasons why the amount of 3 to 4-rings is higher in the reformed gas than in the raw gas for the 1 Mole % oxygen case. One more reason to the elevated concentration of 3 and 4-rings could be that the heaviest tar molecules, so called non-GC detectable, which are not possible to measure via SPA, are decomposed. A general trend for the 800 °C case is that increased oxygen concentration increases the conversion of phenols, 1 to 2-ring branched aromatic compounds and unknowns. In other words, the tar decomposing reactions are governed by an increased oxygen transfer. The tar decomposition pattern of forming pure aromatic compounds (benzene and naphthalene ) from branched aromatic compounds and phenols agrees well with results from an experiment with ilmenite as a tar cracking catalyst in the same system[8]. -7- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF A similar pattern for tar decomposition can be seen at 700 °C, Fig 3b, phenols and 1-ring branched compounds are decreased. But in this case the decomposition rate is lower for phenols and 1-ring branched, 75 % (1.3 g/Nm3) respective 41 % (2.8 g/Nm3) at the oxygen concentration 2.2 Mole % in the AR in comparison to 98 % (3 g/Nm3) respective 55 % (3.4 g/Nm3) at 800 °C. It is obvious that the decrease in temperature from 800 – 700 °C decreases the rate of tar decomposition. However, the benzene fraction for both oxygen concentrations in 700 °C case is more or less unchanged in comparison to the raw gas. This implies that the rate for decomposing of benzene has been equal to its rate of formation. This is also shown for the decomposition of the 2-ring branched compounds at an oxygen concentration of 1 Mole % in the AR, were the naphthalene concentration after the CLR is more or less unchanged in comparison to the raw gas. Nevertheless, for the case of 2.2 Mole % oxygen there is a trend change. In this case more naphthalene is produced than consumed. This implies that the oxygen transfer via the catalyst has greater effect on the decomposition rate of branched molecules than pure aromatics. The same pattern is seen with increased concentration of 3 and 4 rings in comparison to the raw gas at the higher oxygen transfer. This can be explained by increased decomposition of unknowns and non-GC detectable tars. Figure 3a Composition of tar divided into 7 groups for raw gas and reformed gas at 800 °C -8- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Table 3 Tar composition for raw gas (Ref) and reformed gas at 700 and 800 °C leaving the CLR using 23 %Wt M4MgZ1150 in Silica-sand Cases Measure position Mole % O2 in AR Phenol o-Cresol m-Cresol p-Cresol Benzene Toluene m/p-Xylene o-Xylene Indan Indene Naphthalene 2-Methyl naphthalene 1-Metthylnaphthalene Biphenyl Acenaphthylene Acenaphthene Fluorene Phenanthrene Anthracene Fluorantene Pyrene Unknowns Total tar Conversion (%) Ref ----1,39 0,06 0,20 0,06 0,75 0,81 0,21 1,33 0,04 3,85 8,01 1,29 0,83 0,56 2,46 0,17 0,86 1,71 0,51 0,52 0,58 6,72 32,90 ----- 700 °C in CLR CLR 1 0,88 0,08 0,02 0,00 0,80 0,82 0,20 1,23 0,08 2,08 7,97 1,03 0,64 0,58 2,13 0,09 0,55 1,75 0,51 0,49 0,56 4,25 26,73 18,8 CLR 2,2 0,39 0,03 0,00 0,00 0,77 0,72 0,15 1,05 0,06 1,32 8,69 0,90 0,55 0,71 2,16 0,08 0,42 2,17 0,61 0,61 0,71 3,60 25,70 21,8 Ref ----2,18 0,26 0,48 0,15 0,51 0,66 0,19 1,10 0,06 3,76 7,54 1,32 0,83 0,54 2,40 0,18 0,86 1,77 0,53 0,53 0,60 6,43 32,89 ----- 800 °C in CLR CLR CLR 0,6 1 0,20 0,09 0,00 0,00 0,00 0,00 0,00 0,00 1,57 1,18 0,94 0,68 0,12 0,08 0,96 0,83 0,17 0,17 0,99 0,65 8,94 9,68 0,56 0,52 0,27 0,24 0,68 0,81 1,78 1,51 0,06 0,06 0,25 0,14 1,89 2,02 0,46 0,47 0,53 0,51 0,52 0,53 2,19 2,00 23,08 22,18 29,9 32,6 CLR 2,2 0,07 0,00 0,00 0,00 1,18 0,60 0,07 0,85 0,16 0,61 8,41 0,37 0,17 0,65 1,24 0,04 0,09 1,50 0,33 0,36 0,36 1,21 18,27 44,5 Figure 3b Tar group composition for raw gas and reformed gas at 700 °C The regeneration of carbon deposits on the catalysts was investigated by measuring CO2 and CO concentration from the outlet of the AR. During the start-up sequence for -9- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF both the 700 and 800 °C cases, with air fluidization in the FR the CO2 and CO concentrations were below the detection limit of the instruments (CO2: 5000 ppm and CO: 50 ppm). When the raw gas was introduced to the FR the concentration of CO2 in the outlet gas steam of the AR started to increase. When stable operation conditions were reached, the CO2 concentration leveled out and became constant. The change of oxygen concentration in the inlet feed to the AR also resulted in a change in CO2, but the CO2 concentrations became constant when stable operation conditions were reached. The measured CO2 concentrations at stable operation conditions for all experiments has been recalculated as the ratio between mass of carbon out of the AR per total mass of carbon fed to the FR, Fig 4. It can be seen that the increase in oxygen concentration from 1 to 2.2 Mole % oxygen in the inlet feed to the AR increases the amount of carbon deposits in both the 700 and 800 °C case. This can be explained by the increased tar reforming activity in the FR at increased oxygen transport via the catalyst which increases the carbon deposits on the catalyst. The highest amount of carbon deposits were detected at 700 °C, were the amount of carbon out of the AR corresponds to almost 1 % of the total amount of fed carbon to the FR. Even though the measured CO2 showed an increase in concentration between air and raw gas fluidization, and also a change between the different oxygen concentrations in the AR, all the measured values are below the detection limit of the instrument and has to be regarded as approximate values. The measured CO concentration was below the detection limit of the instrument in all experiments, which confirms that the deposits of carbon on the catalyst in the FR are oxidized to CO2 in the AR. Figure 4 Mass fraction of carbon in AR The dry composition of the raw gas is compared with the reformed gas after the CLRsystem to investigate if the M4MgZ1150 shows any catalytic effect on the permanent gases. In Fig 5a the gas compositions are shown for the raw gas and for the reformed gas -10- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF at the oxygen concentrations of 0.6, 1 and 2.2 Mole % in the inlet feed to the AR. A general trend for all the investigated oxygen concentrations is that the H2 and CO2 concentrations increase while the CO concentration decreases. Furthermore, the concentrations of CH4 and acetylene decrease slightly. The increase in H2 can to a large extent be explained by increased water-gas shift activity (WGS) and the ratio between H2/CO is shifted from approximately 0.6 in the raw gas to 1 in the reformed gas. However, when comparing the concentrations of the measured gas components in the raw gas and the reformed gas the decrease in CO, CH4 and light hydrocarbons are not covered fully by the increase in CO2. The reason for this could be that there has been a change in raw gas composition between the measurements on the raw gas and those performed on the reformed gas after the CLR-system. Also, gas cross contamination between the AR and the FR might have occurred. This would also explain the increased nitrogen content in the reformed gas. Therefore, the changes in gas components between the raw gas and the reformed gas should be regarded as trends and not as absolute numbers. Figure5a Gas composition for raw gas and reformed gas at 800 °C In Fig 5b the gas compositions are shown for the raw gas and the reformed gas at 700 °C with the oxygen concentrations of 1 and 2.2 Mole % in the inlet feed to the AR. In the 1 Mole % oxygen case there is a slight increase in H2 concentration and for the 2.2 Mole % there is a slight decrease in H2. This shows that the M4MgZ1150-catalyst induces some activity in WGS-reactions also at 700 °C, but when the oxygen concentration is increased from 1 to 2.2 Mole % the produced H2 is oxidized to water by the catalyst. Just as in the 800 °C case, there is a slight decrease in CH4 and acetylene. Even though there is an increase in nitrogen content between the raw gas and the reformed gas the increased concentration of CO2 is more or less compensating for the decrease in CO, methane and acetylene. -11- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Figure 5b Gas composition for raw gas and reformed gas at 700 °C 4. CONCLUSIONS An oxygen carrying material M4MgZ1150 consisting of 40 % Manganese oxide (MnO4) supported on 60 % Magnesium-Zirconium oxide (MgZrO3) has been investigated as a tar reforming catalyst in an application for secondary catalytic tar reforming. The available amount of catalysts was only enough to constitute one fourth of the bed material and silica-sand was therefore used as filler material. The mixed bed material was circulated in a system of dual fluidized beds, where one of the beds was operated as a tar reformer and the other one operated as a catalyst regenerator. The tar reforming reactor was fed with raw gas from Chalmers biomass gasifier (containing approximately 32 gtar/nm3raw gas) and the regenerator was fed with 3 different mixes of oxygen in nitrogen. The gas residence time in the bed of the FR was approximately 0.4 s. From the results of the investigation, the following conclusions were drawn: 1. The M4MgZ1150 is a suitable catalyst in the application as the material showed high activity in tar reforming. The total amount of tar was reduced by as much as 44.5 % at 800 °C and 22 % at 700 °C, when only 23 % of the bed material was catalytically active. The tar decomposition reactions for phenols, branched aromatic compounds and unknowns were to a larger extent governed by an increased oxygen transport via the catalyst than the decomposition reactions for pure aromatic compounds. 2. The catalyst was continuously regenerated from carbon deposits and no deactivation of the catalyst was observed, at maximum 1 % of the total amount of fed carbon to the FR was regenerated from the catalyst in the AR. 3. The catalyst showed activity in water-gas shift reaction at both 700 and 800 °C and the H2/CO-ratio was shifted from around 0.6 in the raw gas to 1 in the reformed gas at 800 °C and from around 0.6 to 0.7 at 700 °C. A general trend of -12- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF increased CO2 and decreased CO was seen with increased oxygen transport via the catalyst. Only a slight decrease in methane and acetylene content was observed for both temperatures. 5. Acknowledgements This work has been financially supported through the Era-Net program and by E.On. The operation of the gasifier has been possible by support from Göteborg Energi, Metso, Akademiska Hus and Swedish Energy Agency. The authors will also acknowledge KTH for the tar analysis and research engineer Rustan Marberg for his work with the experimental equipment. 6. REFERENCES 1. 2. 3. 4. 5. 6. 7. 8. 9. Pfeifer, C. and H. Hofbauer, Development of catalytic tar decomposition downstream from a dual fluidized bed biomass steam gasifier. Powder Technology, 2008. 180(1-2): p. 9-16. Devi, L., K.J. Ptasinski, and F.J.J.G. Janssen, A review of the primary measures for tar elimination in biomass gasification processes. Biomass and Bioenergy, 2003. 24(2): p. 125-140. Li, C.S. and K. Suzuki, Tar property, analysis, reforming mechanism and model for biomass gasification-An overview. Renewable & Sustainable Energy Reviews, 2009. 13(3): p. 594-604. Taralas, G., M.G. Kontominas, and X. Kakatsios, Modeling the thermal destruction of toluene (C7H8) as tar-related species for fuel gas cleanup. Energy & Fuels, 2003. 17(2): p. 329-337. Dayton, D., A Review of the Literature on Catalytic Biomass Tar Destruction. 2002, NREL. Patrick C.A Bergman, S.V.B.v.P., Harold Boerrigter, The Novel “OLGA” technology for complete tar removal from biomass producer gas, in Pyrolysis and Gasification of Biomass and Waste, Expert meeting, 30 2002: Strasbourg, France. Caballero, M.A., et al., Biomass gasification with air in fluidized bed. Hot gas cleanup with selected commercial and full-size nickel-based catalysts. Industrial & Engineering Chemistry Research, 2000. 39(5): p. 1143-1154. Lind, F., M. Seemann, and H. Thunman, Continuous catalytic tar reforming of biomass derived raw gas with simultanious catalyst regeneration. 2010, Submitted for publication Chalmers University of Technology: Göteborg, Sweden. Henrik Thunman, L.-E.Å., Bo Leckner, Filip Johansson, A cost effective concept for generation of heat, electricity and transport fuel from biomass in fluidized bed boilers – using existing energy infrastructure, in Proceedings of the 15th European Biomass Conference & Exhibition - From research to market Deployment. 2007: Berlin, Germany. -13- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF 10. 11. 12. 13. 14. Lyngfelt, A., B. Leckner, and T. Mattisson, A fluidized-bed combustion process with inherent CO2 separation; application of chemical-looping combustion. Chemical Engineering Science, 2001. 56(10): p. 3101-3113. Johansson, M., T. Mattisson, and A. Lyngfelt, Investigation of Mn3O4 With Stabilized ZrO2 for Chemical-Looping Combustion. Chemical Engineering Research and Design, 2006. 84(9): p. 807-818. Teresa Mendiara, A.J.a.P.G., Chemical Looping Reforming of Generator Gas. 2009, Department of Chemical and Biochemical Engineering: Lyngby, Denmark. Lind, F., M. Semann, and H. Thunman, Evaluation of fluid dynamics in a hot and a cold system of interconnecting fluidised beds, in International conference on fluidization, Fluidization XIII. 2010: Gyeong-ju Korea. p. 869-876. Brage, C., et al., Use of amino phase adsorbent for biomass tar sampling and separation. Fuel, 1997. 76(2): p. 137-142. -14-