MODELLING FINE PARTICLE FORMATION AND ALKALI METAL DEPOSITION IN BFB COMBUSTION
advertisement

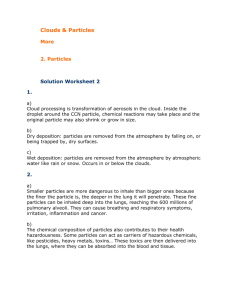
MODELLING FINE PARTICLE FORMATION AND ALKALI METAL DEPOSITION IN BFB COMBUSTION JORMA JOKINIEMI1,2 AND OLLI SIPPULA1 1 Fine Particle and Aerosol Technology Laboratory, Department of Environmental Science, University of Kuopio, FI-70211 Kuopio, Finland 2 VTT, Technical Research Centre of Finland, Fine Particles, FI-02044 VTT, Espoo, Finland jorma.jokiniemi@uku.fi, tel. +358405050668 ABSTRACT Fluidised bed combustion has been found to be a suitable process for producing energy from biomass fuels. Behaviour of inorganic ash-forming species plays a major role when operational problems such as bed agglomeration, fouling and corrosion of the heat exchangers are considered. The size distribution and the morphology of the fly ash are of interest when ash deposit formation is studied [1]. Coarse ash particles impact on the heat exchanger surfaces with a high probability, but often do not adhere on the surface. Particle retention on the deposit becomes much more favourable if the deposit surface or the surface of the impacting particle is formed of sticky material. Enrichment of alkali sulphates and chlorides has been observed on superheater deposits. Alkali compounds and their solutions have low melting temperatures, usually close to heat exchanger operating temperatures. Condensing on the pre-existing fly ash particles or on the heat exchanger tubes they form a low viscosity sticky layer that highly contributes to the deposition rates of impacting supermicron particles. Fine fly ash particles have also gained increasing interest in relation to health effects. Once emitted from the stack fine particles are carried along with flue gas and have a high probability of penetrating into the alveolar regions of lungs. These particles have typically high specific surface area, they can be enriched of toxic species and they penetrate more easily through the particle separation devices as compared to supermicron particles. The KCAR (Kuopio Center for Aerosol Research) model was used to simulate the behaviour of fly ash particles during combustion process. In KCAR simulation program formation and growth of aerosol particles, alkali and trace metal chemistry and particle/vapour deposition have been modelled and connection of different phenomena is taken into account in numerical models [2]. The program includes models for gas phase chemical equilibrium and surface reaction kinetics, heterogeneous and homogenous condensation, agglomeration and models for particle and vapour deposition. The main flow is treated as one dimensional plug flow. Deposition of particles is represented with boundary layer theories. Condensation of vapours is estimated using numerical fits of vapours pressures and mass transfer equations. The results indicate that the fine ash mode is composed mainly of condensed K, Cl, S and Na. These species form molten solutions of chlorides, sulphates hydroxides and carbonates at low temperatures, which enhance deposition rates due to the sticky layer of salt solutions formed either on the surface of large particles or on the heat exchanger tubes. Keywords: fluidised bed boilers, fine ash particles, fouling, fume, biomass fuels INTRODUCTION In co-combustion of biomass and waste the volatilized species are both organically and inorganically bounded. In Fluidized Bed Combustion (FBC) the fuel and small amounts of the bed material transforms to vapours and fly ash particles of various sizes and compositions. In biomass combustion the volatilized fly ash forming elements mainly are alkali metals (K, Na), sulphur, chlorine and various metals (e.g. Zn). Prior to volatilization alkali and trace elements may form non-volatile compounds by chemical reactions inside the fuel particle and thus decreasing the volatility of these species. Alkali salt deposition is a serious problem limiting and restricting successful operation of FB boilers. Deposit layers formed on superheater platens reduce heat transfer effectiveness, contribute to corrosion and, at the worst case, can even plug gas passages. Effective removing of the deposit layer by soot blowing is a key parameter for continuous operation of the boiler and is mainly determined by the deposit layer growth rate and hardening. To understand these phenomena and to minimise the adverse effects caused by particle and vapour deposition, one must understand aerosol dynamics in the process. Vapour phase species release, gas phase chemistry, fume and residual ash particle formation are essential to consider when deposition is modelled. Most important parameters affecting the particle flux to the heat transfer surface are particle size and concentration. Flue gas flow velocity, flue gas temperature and temperature difference between gas and heat transfer surface, as well as vapour phase speciation are also important parameters affecting the growth rate of the deposit layer. A numerical aerosol model KCAR (Kuopio Center for Aerosol Research Aerosol Model), has been developed to help the understanding of fine ash particle formation and deposition. The KCAR model describes alkali species gas phase chemistry, fume particle formation, growth and particle as well as vapour deposition in combustion processes. In this paper we have concentrated on particle and vapour deposition modelling in the superheater section of the FB boiler. Particle deposition mechanisms for surfaces parallel to flue gas flow are turbulent impaction and thermophoresis, while corresponding mechanisms on the front side of a cylinder in cross flow are inertial impaction and thermophoresis. A detailed description of inertial impaction was added to KCAR, compared with the earlier papers [3]. In addition, in the present work the condensed liquid phase has been considered as a solution phase, which is especially important when calculating vapour pressures of condensing salt vapours. To illustrate the capabilities of the model, we have calculated deposit layer growth rates in the heat transfer sections of a Bubling Fluidised Bed Boiler. AEROSOL DYNAMICS To be able to understand particle formation in boilers, one needs to know the basics of aerosol dynamics first. Generally 100 m is considered the maximum size of an aerosol particle. Aerosol dynamics cover such phenomena as gas phase reactions of condensable species, homogeneous and heterogeneous condensation of these species to form and grow aerosol particles, agglomeration of particles and deposition of particles and vapour. In the following we briefly describe these phenomena. Homogeneous Condensation (nucleation) In the furnace volatilised alkali vapours can become supersaturated due to flue gas cooling or chemical reactions. Saturation ratio of a certain vapour is defined as the ratio of its partial pressure to its equilibrium pressure. If the saturation ratio is larger than one, the vapour is supersaturated. For example, if KOH reacts with SO2, gaseous sodium sulphate is formed. Because of the very low equilibrium vapour pressure of K2SO4(g), this vapour becomes supersaturated immediately after formation. Thermodynamically, supersaturation is not a favoured state, and thus the vapour starts to condense. Condensation decreases the partial vapour pressure toward its equilibrium value. If there are no other particles in the flue gas, when the supersaturation starts to increase, vapour molecules stick together and form new aerosol particles. This process is called homogeneous nucleation and it requires a critical supersaturation, which is much higher than one. When this critical supersaturation level has been reached, tiny aerosol particles are formed at a rate, which can be predicted with the use of thermodynamics and kinetic considerations. Heterogeneous Condensation If there are other particles, such as metal oxide seeds around, the released alkali and trace element vapours start to condense on the surface of these particles before any new particles can be formed by homogeneous nucleation. This is due to the fact that condensation on surfaces starts at lower supersaturation ratios than homogeneous nucleation. The growth rate of the particles can be solved directly from the heat and mass transfer equations for single particles with the use of numerical methods. Agglomeration Agglomeration is a process where particles collide with each other and stick together. Collision rate is determined by Brownian and turbulent diffusion. When submicron particles collide, they always stick together. Particle size, chemical composition and process conditions determine the properties of these agglomerated particles. If the colliding particles are liquid they form a new spherical liquid droplet and in the other extreme the colliding solid particles stay together by Van der Waals attraction. In reality agglomerates formed in combustion processes tend to sinter together and form particles with a complex morphology. Modelling Aerosol Dynamics in the KCAR Code In the KCAR code we simulate the combustion process using elemental volatilisation rates and possible initial seed particle size distribution as input data. The change in the particle size and chemical composition spectrum is due to the mechanisms of chemical reactions, homogeneous nucleation, vapour condensation, agglomeration and deposition. The whole process is described by the General Dynamic Equation (GDE) e.g [5]. In combustion processes steady-state conditions can be assumed. Thus we solve the aerosol GDE in 1-dimensional stationary form along the flow direction. Mass size distributions of different species can be calculated by solving the condensed phase species GDEs, where the particle size spectrum is divided into a number of grid points: dm jk dm jk dx dx dm jk gtp dx agg Vdk Ad m u V jk (1) Here mjk is the mass concentration of species j at the kth grid point corresponding to radius rk, respectively. The first term at the right (gtp) corresponds to particle formation due to homogeneous nucleation and growth by condensation and chemical reactions. The second term (agg) describes agglomeration and the third term the rate of particle removal due to deposition on boundary surfaces. Vdk is the particle deposition velocity, Ad is the deposition area and V is the axial volume step. Particle velocity (u) is calculated by taking into account gas velocity, Stokes drag and gravitation. The rate of change in the molar concentration of a gas phase species is given by the gas phase species conservation equation : dc j dx dc j dx form dc j dx gtp vvA d c ug V j (2) where cj is the gas phase molar concentration of species j. The first term (form) at the right represents the formation rate of these species, which can be calculated from local gas phase chemical equilibrium or from reaction kinetics. The second term (gtp) describes the vapour depletion rate by nucleation, condensation and chemical reactions and the third term represents the depletion rate due to vapour deposition by condensation and chemical reactions on structures. Vv is the vapour deposition velocity and Ad is the deposition area. Here time is related to the axial position through the gas velocity (ug). Particle and vapour deposition models are described in reference [3]. RESULTS Fine particle measurements were carried out at a 66 MW Forssa biomass-fueled CHP bubbling fluidized-bed plant. The measurements were carried out upstream of the twofield ESP at the flue gas temperature of 130-150 °C. The particle mass size distribution and mass concentration was determined with Berner-type low-pressure impactor (BLPI) and number size distribution was determined with an electrical low-pressure impactor (ELPI). The values of process parameters and gas composition were collected continuously. Two different combinations of biomass fuels were studied 1) wood waste (75%) and forest residue (25%) and 2) wood waste (75%) and chipboard (25%). The wood waste consisted of wood chips, saw dust and bark. Sand was used as bed material. Even though the aim was to keep the power plant conditions as stable as possible during the measurements with the two fuel combinations, the load of the power plant varied slightly from day to day and even during the measurements [6]. In the KCAR calculations following elements, gas phase chemical species and condensible species were included: Elements: C, Cl, S, H, O, N, Na, K Gaseous species: C, CO2, CO, Cl, Cl2, HCl, S, SO2, SO3, H2S, H2SO4, H, H2, OH, H2O, O, O2, N2, Na, NaCl, Na2Cl2, NaOH, Na2SO4, K, KCl, K2Cl2, KOH, K2SO4 Condensible species: Na2CO3, NaCl, Na2SO4, NaOH, K2CO3, KCl, K2SO4, KOH and Inert Ash Particles. Input was taken from the measured particle and elemental size distributions [6]. It was first assumed that the fine particle mode species were volatilised from the furnace. As part of these species deposit during their transport from the furnace to ESP we iteratively increased the released amounts so that finally the calculated and measured results before ESP were equal. This method has shown to be very useful, because we do not need to measure the released fractions in the hot area of the furnace, but instead it is enough to measure release before ESP. In the following work, it will be also necessary to compare releases calculated in this way to actual measurements in the furnace, to validate the model approach. In figure 1 there are the geometry of the modelled boiler and gas, surface and steam temperatures measured by the boiler operators. According to the calculations the amount of chlorine has a clear effect on the deposition rates of alkali metal compounds. Measurements indicate that the concentration of fine particles is approximately doubled when firing fuel 2, which is the same result as obtained from Fact chemical equilibrium calculations. In the case when there is more chloride compounds (mainly KCl) present in the gas phase there is also more condensation on large particles and since deposition efficiencies of supermicron particles are approximately tenfold compared to submicron particles, deposition rates of alkali chlorides are also increased. Chlorine concentration of the fuel seems to affect also the mass size distributions calculated with KCAR. When firing fuel 2 the relative amount of Na 2SO4 and K2SO4 in large particles was increased compared to firing fuel 1. Impaction is clearly the most important deposition mechanism in all cases. In the following the calculated mass and species size distributions together with measured size distributions are presented (figures 2 and 3). In the calculations the gas phase species reactions with large particles was not considered as there is not reliable data to model this effect. The calculated results indicate that condensation on large particles was insignificant. As an uncertainty the effect of particle shape on condensation rate was checked, but it had only a minor effect on condensation rates. Thus we may assume that the species present in large particle mode may not have vaporized completely or that the vaporised species have reacted with large particles. Also the effect of re-entrained particles should be considered here. In the next figures (4 a,b,c) the alkali speciation is presented as a function of boiler location. The calculated speciation is in good agreement with measurements of SO2 and fine particle mode chemistry. The concentration of HCl is overestimated due to the lack of data for KCl sulphation kinetics. The deposition of condensible species is dependent of vapor phase speciation as well as fine and coarse particle mode concentrations. The dependence is complicated and is not analysed in detail here, but one can clearly see that for higher Cl concentration in fuel also the deposition is higher. As the deposition layer grows thicker also the surface temperature of the deposit is increased. This case was simulated by decreasing the temperature difference between gas and deposit surface to half of its value for clean surface. It can be seen now (figures 5 and 6) that in the first superheater (6.4 m) deposition of the condensible species is decreased dramatically as most of the chlorides are in the gas phase and do not condense on superheater surfaces. In the last figure the deposition velocities of particles as a function of their size at different locations is presented. Particles below 1 micron (submicron) deposit by thermophoresis and larger particles (supermicron) by inertial impaction (on the frontal side of the cylinder) and turbulent eddy impaction (inside the superheaters) DISCUSSION AND CONCLUSIONS Thermodynamic equilibrium models give fairly reasonable results at higher temperatures but at lower temperatures formation of most species suggested by calculations is retarded by reaction kinetics. It seems likely that in many cases alkali metals condense as chlorides and do not react to sulphates and carbonates at lower temperatures, as stated by equilibrium (e.g. Valmari et al, [7]. Thus, kinetic limitations should be taken into account in the calculations of fine fly ash formation. The chlorine concentration of fuel seems to have a significant role in the behaviour of alkali metals. First, chlorine contributes to the volatilisation of alkali metals, thus increasing the amount of alkali compounds in gas phase. Second, alkali chlorides formed at high temperatures are quite stable and gas-to-particle conversion occurs by homogenous or heterogeneous condensation rather than by chemical reaction. This can be seen from the fact that, when burning fuels containing excessive amounts of chlorine, more alkali metals are found in submicron particles [8,9]. When burning fuels with low chlorine concentrations alkali metals form initially alkali hydroxides which later form sulphates and carbonates. Although the reaction kinetics of chlorides and hydroxides with sulphur oxides is not entirely known, it seems that hydroxides react more readily with sulphur dioxide and trioxide forming in this case alkali sulphates, which may be found both in submicron and supermicron particles. In addition, sulphur reacts with calcium and potassium forming CaSO4 and K2Ca2(SO4)3 . Formation of particles and deposition of alkali metal compounds are complicated phenomena in which thermodynamics play an important role. The calculated fly ash and deposit properties can be further processed by equilibrium calculations to get indication on the formation of molten solutions (containing potassium and sodium chlorides, sulphates and carbonates). If these solutions are formed either on heat exchanger tubes or on the surfaces of large particles, they significantly enhance the deposition rates. The other possibility to reduce fouling and corrosion problems is to use fuels with low chlorine concentration, high S/Cl, S/K ja Si/K ratios or use additives to increase the melting point. In the prediction of the composition of the deposited layer and its stickiness we need to consider the amount of different alkali species. Alkali species in the superheater region are deposited by vapour condensation and by thermophoresis and thus the deposit composition can not be predicted from equilibrium calculations only. ACKNOWLEDGEMENTS The authors thank TEKES, Foster Wheeler, Metso and Forssan Energia Oy for funding this study. REFERENCES 1. Lind, T., Hokkinen, J., Jokiniemi, Aurela, M., Hillamo, R. (2003) Electrostatic Precipitator Collection Efficiency and Trace Element Emissions from Co-Combustion of Biomass and Recovered Fuel in Fluidized Bed Combustion, Environ. Sci. & Technol. 37 No. 12 (2842-2846). 2. Jokiniemi, J., Pyykönen, J., Mikkanen, P. and Kauppinen, E. (1996) Modeling fume formation and deposition in kraft recovery boilers. Tappi Journal Vol. 79, No. 7. pp. 171 - 180. 3. Eskola, A., Jokiniemi, J., Vakkilainen, E. and Lehtinen, K. (1998) Modelling alkali salt deposition on kraft recovery boiler heat exchangers in the superheater section. 1998 TAPPI Proceedings International Chemical Recovery Conference, Volume 3, Tampa, USA 1 - 4 June 1998. pp. 469 - 486. 4. Neville, M. and Sarofim, A. F. (1982). The Stratified Composition of Inorganic Submicron Particles Produced during Coal Combustion. 19th Symp. (Int´l) on Combustion, pp. 1441-1449. 5. Friedlander, S. K. (1977). Smoke Dust and Haze. John Wiley & Sons, New York. 6. Kurkela, J., Latva-Somppi, J., Tapper, U., Kauppinen, E. I. and Jokiniemi, J. (1998) Ash formation and deposition onto heat exchanger tubes during fluidized bed combustion of wood-based fuels. In Proceedings of International Conference on Ash Behavior Control in Energy Conversion Systems, Yokohama, Japan. pp. 110-118. 7. Valmari T., Lind T. M., Kauppinen E. I., Am. Chem Soc. Energy & Fuels 1999, 13, 2, 390-395. 8. Lind, T., Kauppinen, E.I., Hokkinen, J., Jokiniemi, J.K., Orjala, M., Aurela, M., Hillamo, R. (2006) Effect of Chlorine and Sulfur on Fine Particle Formation in PilotScale CFBC of Biomass. Energy Fuels 20, pp. 61–68. 9. Sippula, O., Lind, T., Jokiniemi, J. (2008) Effects of chlorine and sulphur on particle formation in wood combustion performed in a laboratory scale reactor. Fuel 87, pp. 2425-2436. in 480 °C [9] 700 °C; 9.2 m out [8] 750 °C; 8.5 m 511 °C [7] 750 °C; 7.9 m in 481 °C in [6] 870 °C; 6.4 m 403 °C [10] 700 °C; 12.3 m [11] 500 °C; 14.9 m [12] 500 °C; 15.8 m [13] 440 °C; 17.7 m [5] 880 °C; 4 m out 469 [16] 415 °C; 27.2 m out [15] 420 °C; 25.2 m 276 °C in 274 out 275 in 276 [14] 430 °C; 21.7 m 12 [4] 900 °C; 2 m [3] 900 °C; 1.5 m [2] 950 °C; 1 m [1] 900 °C; 0.5 m [0] 950 °C; 0 m KCAR Nodalization of the Forssa BFB Boiler Fig. 1. KCAR nodalisation of the BFB boiler. in 25 °C Steam [17] 125 °C; 38.2 m Mass Size Distributions 1,20 1,00 dM/dlogDp [g/Nm**3] dM/dlogDp 0,80 Fuel#2 exp. 0,60 0,40 0,20 0,00 0,01 0,10 1,00 10,00 100,00 1000,00 Dp [µm ] Fig. 2. Comparison between simulated and measured particle size distributions before the ESP. Fine particle Mass Size Distributions 0,06 NACL dM/dlogDp [g/Nm**3] 0,05 KCL K2SO4 0,04 K-exp Cl-exp 0,03 0,02 0,01 0,00 0,01 0,10 1,00 10,00 Dp [µm ] Fig. 3. Comparison between simulated and measured fine particle size mode before the ESP. 100,00 3 Chlorine concentration [g(Cl)/Nm] 5,0E-05 4,5E-05 4,0E-05 3,5E-05 3,0E-05 K2Cl2(g) HCl(g) Cl2(g) 2,5E-05 KCl(g) 2,0E-05 1,5E-05 KCl(p) 1,0E-05 NaCl(g) 5,0E-06 NaCl(p ) 0,0E+00 0 4,4 7,19 8,7 12,7 13,6 14,5 17 27,8 30,2 32,6 35 37,4 38,8 39,7 X[m] 3 Potassium concentration [g(K)/Nm ] 5,0E-05 4,5E-05 4,0E-05 3,5E-05 3,0E-05 2,5E-05 KOH(g) K2Cl2(g) K2SO4(p) 2,0E-05 1,5E-05 KCl(g) 1,0E-05 5,0E-06 KCl(p) 0,0E+00 0 4,4 7,19 8,7 12,7 13,6 14,5 17 27,8 30,2 32,6 35 37,4 38,8 39,7 X[m] 3 Sodium concentration [g(Na)/Nm] 1,0E-05 9,0E-06 8,0E-06 7,0E-06 6,0E-06 NaOH(g) Na2Cl2(g) Na2CO3(p) 5,0E-06 4,0E-06 Na2SO4(p) 3,0E-06 NaCl(g) 2,0E-06 NaCl(p) 1,0E-06 0,0E+00 0 4,4 7,19 8,7 12,7 13,6 14,5 17 27,8 30,2 32,6 35 37,4 38,8 39,7 X[m] Fig 4 a, b and c. Cl, K and Na particle and vapour phase speciation for fuel 2. K Deposition growth rates in the superheater section condensible species only NA O 0,14 S CL 0,12 C Vd[mm/d] 0,1 0,08 0,06 0,04 0,02 19 17 15 13 11 9 7 5 0 X[m] Fig. 5. Deposition growth rates for fuel 2. Depositions growth rate in the super heater section condensible species only K 0,1 NA Vd[mm/d] 0,09 O 0,08 S 0,07 CL C 0,06 0,05 0,04 0,03 0,02 0,01 0 5,5 6,5 7,5 8,5 9,5 10,5 11,5 X[m] Fig. 6. Deposition growth rates for fuel 2 dirty. 12,5 13,5 14,5 15,5 16,5 17,5 Particle Deposition velocities at different locations 1,00E+01 SH2-inlet SH2-inside Evaporator-inlet Vd[m/s] 1,00E+00 Eko-inside 1,00E-01 1,00E-02 1,00E-03 0,001 0,01 0,1 1 dpa [µm] Fig. 7. Particle deposition as a function of particle size. 10 100 1000