linear programming Dissertation

Production Planning of Flat Panel Display: Linear Programming applications.
F l a t P a n e l D i s p l a y T e c h n o l o g y
Background of the Study
Flat panel display (FPD) manufacturing is an ever growing industry and has continued to change constantly. In this ever changing industry of flat display manufacturing, there are so many improvements which are being made. These improvements are coming along with new discoveries by engineers and scientists working on them. In the past few years, there has been a lot of research and investment into the manufacture and improvement of flat display technology.
Arrival of relatively simple and portable electronics has led to the research and investment into lightweight, relatively cheap and durable display components. There has also been some evolution in the recent years from the cathode ray tube (CRT) to the liquid crystal display (LCD) for the desktops and it is anticipated that in the future there is going to be a paper like flat panel display which is going to be more improved and advanced. The paper-like display will be much flexible compared to the CRTs and LCDs. To be able to achieve a more flexible form of display, manufactures will have to do away with the glass substrates which are currently used on the
LCDs and CRTs and replace them with plastic or very thin glass.
The flat display technology has several advantages among them being; they have extremely thin profiles, they are very light, their display systems are robust, they are very flexible and can be curved and rolled which gives it highly portability features, the manufacturing process is thorough and carefully done, they can be integrated into textiles and also garments and has also a lot of engineering design flexibility such as manufacture of unique shaped displays. These numerous advantages of the flat panel display have been the key behind the need to for investment and increased research on the flexible flat panel displays.
There are several other products which are anticipated to come along in the future when the plastic display technology becomes a reality. Examples of products are the electronic newsprint which would be updating the news headlines, for the day. If the future televisions and computer displays became almost similar to paper or fabric, they will not be in control of our physical world as they do nowadays, in that, when they are not needed they could be made to fade away from sight of the human eye when they are not being used as they could be made to disappear onto a wall. Nowadays the technology developed is considered as an aesthetic but with the development of paper technology which is going to be very flexible the aim rather than aesthetic value will be the imagination and the creativity behind the technological development.
A broad definition that can be used to define a flexible flat panel display can be said to be
A flat panel display constructed of thin (flexible) substrates that can be bent, flexed, conformed, or rolled to a radius of curvature of a few centimeters without losing functionality (Slikkerveer 2003).
To define a flexible display may be compared to giving a definition of modern art. The application space for the flexible display is so diverse and huge and so it is quite hard to give a very precise definition of the word. The words “flexible display” may bring out different meanings to the different kinds of people. A flexible display may be bend only once during the entire life of the material such as in the manufacture of a material so as to obtain a permanent exhibit. On the other hand, in roll-able display the display can interchangeably be rolled and unrolled several times per day, up to even a thousand times without affecting the display.
The act of flexing a display has been a curiosity for so many researchers for quite a long time and because of this, they have been serious in its research and very soon a breakthrough is going to be seen in their work (Ong 2004; Hellemans, 2000; Howard 2004). Another reason for
the heightened interest in the research for the flexible display is because the necessary technology needed is already in place and in addition, prototypes have already been made by some development and research organizations. The concept of flexible displays can also be backed up by the inventions which are already in place of components such as electro-optic materials, thin film transistors and flexible substrates, just to mention a few.
The eventual development of the flexible flat panel display technology will bring about several applications which are not usually performed by the glass display. Although it might be seen that the flexible display will totally replace the glass display, it will not happen as soon as many may think but maybe later in the future. The main reason may be the cost of production in large scale and also the cost of purchasing such electronics which will initially be extremely high. But there is some expectation that with time, the prices of these flat panel displays will eventually reduce and hence a bigger market be reached.
In summary, it is evident that the electronics applications and especially the visual arena, currently and in the future, are seen to be growing significantly. Use of displays, such as the flat panel displays is going to be the means by which information is going to be mostly relayed. This then means that the market for these displays is going to be very huge. The flat panel displays is then a representation of the crucial connection in the food chain of electronics. It is therefore very important and crucial to put more emphasis on the displays field.
Chemicals and materials
The flat panel display industry is ever growing and has been a major contribution to the world economy. These industries have been able to supply the market with the liquid crystal displays, LCDs, organic light emission displays, OLEDs, and also the plasma display panels,
PDPs. In this study, we try and analyze the chemicals and materials needed for the manufacture
of these displays.In this section, much attention will be paid on the PDPs, the LCDs and the
OLEDs and in terms of the materials and the chemicals they require in the near future, such as; color filters, improving films, anti-glare films, polarizers, black matrix materials, substrates, photoresists, light guiding materials, anisotropic conductive films, liquid crystals, prism sheets,
TAC films and spacers.
Despite the flat panel display being global, approximately 98% of the entire flat panel displays are made in the East of Asia by some Asian companies or companies having headquarters in other countries of the world. The production and development of these chemicals used in the production of flat panel displays is not done in a specific region only, the companies concerned are constantly looking for other opportunities in the ever changing market.
The flat panel display will hence be offering huge opportunities in terms of business to many countries and also industries dealing with the materials and chemicals. It is prospected that this industry will rapidly grow at the rates of 16.5% annually from 2007-2012 and a 6.1% from
2012-2017.
Linear programming
Introduction
Generally, Linear Programming has successfully and broadly been used as an operation research method by most of the industries. Like other optimizing methods, linear programming tries mathematically to depict the use of computer programs to solve the problems in between the limits of the standardized linear programming models. The assumption used with all models attempts in justifying the use of models as an important strategy in evaluating the value contained.
In sciences, theory and practice normally have an interaction. The theory’s aim is to provide guidelines and approaches that can be used in the solving of scientific problems. Practice on the other hand tries to prove what is found in theoretical literature, and maybe eventually help to improve on the theory. Therefore, theory and practice should always be studied together. It might be possible to study one and leave the other.
Linear programming having been established as a basis of mathematical programming, we are going to really appreciate its importance when it comes to the application of program models in mathematics.
The linear programming applications and the assumptions used can be generally qualified as illustrated below -:
1.
Demand antecedes sufficient causes and has inevitable consequences
2.
Cost of production is linear in any given period of planning process
3.
Cost incurred is also linear in any given period of planning process a) Cost may be may either be symmetric or unsymmetrical about the y-axis b) In situations where cost is not clearly explained i.
A limit is usually set on the production rate on how it varies in any given period. ii.
The upper and lower limits could also be set on the range of the cost of production rate for the whole planning process
4.
Inventorying during the whole planning process can be fixed
5.
Cost for inventorying of every period of planning may be variant
6.
Every market is served by a single facility of production
7.
Generally back orders are not allowed, but on some rare occasions they may be allowed
With these assumptions the computer applications will have an aim of finding a production rate and also the level of work force which will utilize to the minimum the cost which will be incurred to meet a known kind of demand.Inventorying can be generally termed as the result derived from setting the production rate and the work force.
Solution procedure
The linear programming applications need the user to define all the variables that relate to the production process on every period of planning. During a given period, the total amount of production will be the sum of all the variables. In between any given periods, the changes realized in a production degree can be found by taking the difference of the sum of the variables in a given period of time. When it comes to inventorying over a given period of time, we use the formula:
(Initial inventory + Actual production) – Total sales = Final inventory
In the case where back ordering is prohibited and the demand should not get lost, then inventorying level will never be non- negative. Where there is a probability of negativity, inventory should be dealt with in an explicit manner using the model.
The main objective is normally to try and find out a way of minimizing to the least possible amount the cost of the production process for any given period of time.
Input specifications
Generally a linear programming matter will have the following definite structure
Maximize (or Minimize) Z
) ( ) (
0for some or all
free, for some or all
( ) for some or all
) for some or all (
The linear programming model formulation allows the constraints used to be in the form of inequalities “equal to or greater than”, “equal to or less than” and “equal to”.
The input of the values of the required parameters is normally the initial task that a user needs to perform. Several alternatives are available for the user in performing the input task. Below we will look at some of the features which are usually considered when tackling input descriptions
1.
Data reading
Some of the most crucial elements to be considered during data reading are -: a) Names of the objective functions, the constraints, the decision variables and the right hand sides b) Numeric value of parameters, that is ai j, bi and cj c) The relationship of the constraint d) Bounded and the free variables e) Nature of optimization command f) Title of subject matter
2.
Summarized input data
After data is input the summarized information can be obtained. The information is very important as one is able to identify any errors that may have occurred due to some data input or capture errors or the computation was done wrongly.
Examples of the summarized information obtained are -:
Number of the columns and rows
Number of objective functions and the right hand sides
Coefficient matrix density
Number of the nonzero components
The largest and least components in the coefficient matrix
All the equations used
3.
Input data scaling
It is recommended that the input data should be arranged in an ordered manner to avoid the problems caused by numerical instability during computation.
4.
Use matrix generating techniques
During computation of matrix, when dealing with large numbers it is almost impossible to perform the task without making any errors in the calculation and it requires so much human effort. Using matrix generators will be able to solve these problems as they are quite accurate and relatively fast.
Problem Statement
Technology is advancing every day with new and unique equipments being introduced in every area of life. Computing has been the most and fast advancing technology, or among the fast growing. The production of flat panel display has caught many by surprise to many capabilities and functionalities in addition to advantages it has compared to CRTs and LCDs.
The research seeks to understand the Production Planning of Flat Panel Display: Linear
Programming Applications. The flat panel displays are portable, relatively small but with more applications compared to other former computing devising. The research will deeply analyze the production cost, functions costs and the materials best fit the production of FPDs
Purpose of the study
The main purpose of the study is to understand the Production Planning of Flat Panel
Display: Linear Programming Applications. The research will utilize publications, manuals and case studies to understand the concept behind the Production Planning of Flat Panel Display:
Linear Programming Applications.
Research Approach
The research will utilize a mixed approach. In this regard, the research will focus on the research question to understand the real life contextual and the technological influences behind the advancement of FPDs. On the other hand, the study will employ quantitative research to assess the magnitude and frequency of the constructs and on the other hand utilize qualitative research to help in understanding the meaning of the contrasts.
Objectives of the Research
The objectives of this dissertation is to develop an integrated methodology by using the linear programming models for production planning to assist operations mangers and industrial engineers to support informed decision making in advance. In particular, the objectives are as follow:
1 to develop a linear programming model for an aggregate production planning, where the objective function of LP model is to minimize the total cost with respect to several variables such as demand planning, workforce planning, minimize inventory holding cost, The inventory balance etc.
2 to develop a linear programming model for Piecewise Linear Production Cost Functions, where the objective function is to convert the non-linear cost function to piecewise linear production cost function
3. to develop a linear programming model for material requirements planning, where the objective function is to satisfy all demand on times in result to minimize the average inventory.
Significance of the study: a) Practical significance
The study is important to the stake holders because it will help in understand the different functionalities and the recommendations on how the FPDs can be improved and serve better than the modern or the current devices. On the other hand, the research will analyze on how the FPDs can be used and replace many different devices that still utilized the CRTs and LCDS. The research will also recommend on the different components that can be used to minimize the cost of production without altering the functionalities. b) Academic significance
The primary academic importance of the study is that it will help the students understand the different functionalities of the FPDs and create a room for advancement and improvement.
Academically, students can be involved in many and different experiments to help them distinguish the gap left for advancement and utilize it to add to the technology.
Assumptions and limitations
The research was done through analyzing all available resources that could help in understanding the concept behind the Production Planning of Flat Panel Display: Linear
Programming Applications. Though there is limited published information that could help in fully understanding the concepts behind the production of the flat panel display, the researcher was able to dig deeper from the those available sources to bridge the gap and answer the research questions.
The primary limitations of the study were lack of adequate sources and failure of disclosure of vital information due to fear of completion and sabotaging of companies’ privacy and technological secrets. Though majority of the people and buying and using the flat panel displays, they have no idea on how they are produced and what makes them function the way they do.
Theoretical Framework
Linear programming is one of the operations research techniques, where the problem of m (maximize/minimize) expressed in a linear objective function subjected to linear constraints
(linear equations, or inequalities) stated in variety situations. In 1947 George Bernard Dantzig invented the simplex method to solve the US Air Force planning problems. The terminology of
“programming” was an army definition that means “detailed planning” plans/ or schedule for training, logistical supply or deployment of men. Dantzig introduced a “programme in linear structure” to develop the planning process for the US military. Prier that a Russian mathematician Leonid Vitalyevich Kantorovich in 1939 showed an application of linear programming models for production planning using algorithms solution. Today, linear programming is used in many areas economics and industries etc. for minimizing cost and maximizing production or profit (Vaserstein (2003); Fang (1993); Thie (1988)).
Expected Finding Chapter
The research is expected
To understand the different applications of the FPDs that has been behind the success
What can be done to give the FPDs more flexibility to support more functions
What advantages does FPDs have over other computers?
Is there any room for improvement of has it hit the dead end on FPDs technology
Literature Review
OVERVIEW OF FLAT PANEL DISPLAY MANUFACTURE
The industry manufacturing flat panel displays has been growing tremendously. The evidence can be gotten from reports all over the media, newspapers and business journals, as their statistics of growth is usually published occasionally. A study by the Stanford Resources prospected that the industry of flat panel display might be able to achieve approximately $10 billion by the year 2000 (Mently&Costellano, 1993-1994). The color displays has become of high demand by the consumers and very soon, according to the trends at which demand for color is increasing, monochrome is going to be surpassed. This is because of the current color growth rate which is on the rise. The manufacturer intending to capture a huge market and also wants to sell a large volume to the consumers should be in a position to be able to stress on color because very soon color will be of such a high demand among the users of the products. With this trend, more and more inventions and discoveries on the flat panel displays will come up and hence the industry will continue to grow to greater heights.
The size of the market is going to be very huge, but apart from only the size of the market, the flat panel displays can be said to be very important because of the position they hold in the electronics food chain. The displays are ranked highly and because nowadays they are a part of so many people’s lives, they should always be present in the food chain of electronics. It is seen that in most of the display products such as the portable type of computers and the video products, the major cost of the whole element of the product is normally the display unit
(Mentley&Costellano, 1992). This shows how important the display is and if it is possible to maintain the control of this crucial element of electronics, in the long run it would bring about a
huge success and achievement in the business of the display products and the components that use these products.
There is another very important feature that is associated with the flat panel displays where the end user product may finally be incorporated into the display. This incorporation could be made possible as the products associated with the flat panel displays such as the support elements are made smaller and smaller in size by silicon integration and also through electronic packaging. As this trend continues, it is seen that the future of the electronic product manufacture and use shall be associated with the participation in the flat panel display technology (O’Mara,
Norstrand& Reinhold, 1993).
The growth of the flat panel display industry and the numerous advantages that come along with it, it has led to intense research and investment by many organizations, partnerships, countries and even governments. In the continent of Asia, companies found in Japan have been found to be prevailing in the production of the displays (Mently&Costellano, 1993-1994). In the recent years, the Japan government initiated some programs which saw the establishment of the
HDTEC which has been involved in the development of the HDTVs and also the Giant
Electronics Corp. which has been behind the exploration process for the one meter diagonal flat panel display fabrication. Also some few years back, the country of Korea, in Asia announced the TFT-LCD production.
Philips Company recently was able to enter into partnership with SAGEM and Thomson to come together and build a plant for TFT-LCD production. This was in Europe. The effort of these companies attracted funding from organizations such as ESPRIT and the government of
France.
Several companies in the United States of America have been started to develop the flat panel displays, however from the market study it has shown that the total volume of sales from these companies is low relative to the Japanese companies. The United States government to counter these low sales and be able to help these companies grow, they were able to come up with some programs sponsored by them such as US Display Consortium to be able to give support to the manufactures in the US, Phosphor Technology Centre of Excellence whose aim was supporting EL, CRT and some other display technologies and also an organization called
National Centre for Advanced Information Components Manufacturing who had the responsibility of participating in the research associated with the flat panel displays.
Manufacturing
Manufacturing is the most fundamental issue in the production of flat panel displays. The functions the flat panel displays sometimes make them be compared to those of the cathode ray tubes because they are almost similar, but when it comes to the cost the flat panel displays are relatively expensive as compared to the cathode ray tubes. With the help of the cost of control for the manufacturing process of the flat panel displays and also the production management, their cost will very soon reduce hence bring about a bigger market and demand for the products and range of the application of these products will also increase.
The most common use of the flat panel display in recent times in the universal notebook computers can be seen to be the liquid crystal display. We shall therefore look more keenly on the manufacture associated mainly with the liquid crystal display. The most demanding manufacturing process in recent times has been seen in the thin film transistor liquid crystal display.
Thin Film Transistor Liquid Crystal Displays (TFT-LCDs)
The use of the TFT-LCDs has broadly been used for the display of high content information. They have also been utilized in a wide range of electronic products such as in portable computers and televisions and also in other video display products. Most manufactures in the recent times have been able to develop displays that have an output of 640*480 pixels with
256 colors in a 9.5 inches and 10.4 inches in diagonal size. Availability of also video displays which range from 300 – 400 TV lines and containing full color, that is, analog and range from 6
– 8 inches in diagonal size has been made possible. With the development of the TFT-LCDs, there has been a breakthrough in the manufacture of smaller ones which are produced for the production of HDTV resolution and as well for system projections. The brightness and the power can range from displays which can be able to be read in direct sunlight especially used in the military and also in avionics and applications in portable computers whose display can consume up to a maximum of 6 W when the backlight is on.
The process of fabrication of the TFT-LCDs is so complex and can be compared to the production of a wide range of electronics. These processes normally range from the production of thin films and microlithography, the assembly of the components and also the testing of the modules put in the circuit boards of the TFT-LCDs.
The TFT-LCD operation in usually associated with the twisted nematic liquid crystal cell’s functioning. The cell is in the form of a sandwich and has two sets of layers of polarized glass electrode alignment which can be compared to the bread and normally the liquid crystal layer is compared to the filling in between the bread. When it is in the off state, the light will first pass through one of the polarizers after which its polarization will be rotated through 90 degrees,
done by the pointed layer of the liquid crystal, in comparison to the original angle of illumination. This will enable this light to be able to go through the other polarizer which was set at an angle 90 degrees relative to the first layer. The position of the layers of the liquid crystal is normally maintained by first preparing the surface of the alignment layers. The film layers are usually thin which on many times are polyimides and are rubbed mechanically and in turn result in microstructures that are able to adjust the position of the molecules of the liquid crystals. In addition, it is mandatory that the layer thickness of the liquid crystal should be held at a specified number of micrometers. When a certain amount of voltage is applied across the electrodes, an electric field will result throughout the liquid crystal. This electric field will adjust the molecules and in turn prevent them from making the light polarization to be able to rotate. Hence there would be no chance of light passing through the crossed polarizers in the cells and it will therefore be in the “on” or the “dark” position.
A graphic display may be fabricated through the production of a cell containing several rows and columns of some electrodes to form pixels that may be able to be turned to the on and off states individually. Nevertheless the time needed for response of the material used in the liquid crystal under the field of application normally will limit the number of rows that will be covered in the multiplexed manner. There are some approaches which can be able used to counter this kind of limitations, and one of them is addition of nonlinear electric elements such as diodes or transistors to be used to be able to power the individual pixels. The fabrication process of accomplishing this approach comes with several challenges. Use of amorphous silicon thin film transistors in the place of active pixels is going to be discussed in detail in this paper, as one of the approaches. There are quite a number of metallization schemes, device structures and also material choices which are in use in the industry.
Manufacturing processes
In the production of the TFT-LCDs there are three major steps that are involved. Firstly, the TFT array is fabricated then it is followed by the formation of an empty cell from an already complete array substrate and including the other half of the glass which is part of the sandwich, which is filled with the material from the liquid crystal. Lastly, the control electronics and the drive are bound together to the already complete cell accompanied with the backlight and any other mechanical elements which are necessary in producing the final product.
Microelectronics Fabrication in the Array Process
The process of microelectronics fabrication requires glass substrates in the initial process which normally range in the sizes of 300*400 mm to 360*465 mm. The size usually depends on the manufacturing equipment’s generation. The substrate size can have a great influence on effect of the size of the display. This is as a result of the displays number which are able to be fabricated for every substrate, for example for a substrate of size 320*400 mm, a maximum of two 10.4 inches display will be able to be fabricated for every substrate. If the size is increased to a size of 360*465 mm, a single substrate will be able to be used in fabricating four displays. The total cost for a single display for a large size substrate is relatively low due to the use of four-up layout.
In the thin film transistor production on the glass substrate, there are two primary deposition processes which are used. The first deposition process is the plasma enhanced chemical vapor deposition which is usually used in silicon nitride and amorphous silicon layers.
Most of the production facilities which produce in large volumes utilize the large in line plasma enhanced chemical vapor deposition systems, for example the products produced by Anelva
Corp. These huge systems have enormous chambers in a vertical position and can contain up to eight substrates. It contains two carriers which are arranged in a back to back position and contain four substrates on each carrier. There is another option which has come up as a substitute to the plasma enhanced chemical vapor deposition equipment which is in the form of a cluster tool used for the processing of one substrate at a time. This system can be gotten from Applied
Materials Corp.
During this process metals are put firmly by a method called puttering. There are several kinds of metals which are used in this particular process but the indium tin oxide layer is considered majorly as of the greatest significance. The thin films which are normally transparent are usually used with the pixel electrodes and also on some other parts of the TFT array. So as to be able to ensure that sufficient conductivity is obtained, during the process, proper and thorough sputtering conditions which also includes post processing should be done with so much keen as it is a very crucial step.
Photolithography is a very important operation which is a part of the formation of the individual transistors. Also most of the suppliers recently are providing steppers for the flat panel display manufacturing. The devices used in TFT-LCDs are approximately 5 in size and hence the resolution necessities are not so challenging because they are meant for VLSI type of circuits.
Although there are also some challenging activities which are involved with TFT-LCDs production such as “stitching” which is basically the use of step and repeat process during the processing of either the rows or columns across the whole display system. This can be solved by using multiple exposures from either one or more reticles. There is also another unique challenge involved in the manufacture of the flat panel display which usually requires that the steps ought
to be in single line which is of approximately 2 in terms of the width and up to 8 inches in terms of the length.
Liquid Crystal Fill and Seal in the Cell Process
There are quite a number of tasks performed, which can be termed as being unique to the displays, in a certain sequence during the cell process. The assembly process starts with combining the TFT array made from the former sequence with a color filter plate and also using an empty cell. This assembly is achieved by firstly putting the alignment layer on either side, on the inside parts, of two of the substrates. It results in a polymer film for example the polyimide.
Then the film is rubbed to make it gain the power to be able to adjust the molecules of the liquid crystal. Thereafter an adhesive strip that will have the ability to outline the each and every display is utilized. Also spacer particles which may come in either plastic form or spheres or rods in glass form are sprayed on substrate. The spacer particles have quite exact dimensions and their main function is to make sure that there is a uniform size of the gaps between the cells. After the spacer particles have been put, the two substrates are adjusted and put in line and thereafter laminated and united. Lastly the material containing the liquid crystal is put inside an opening which had been previously left in the material containing the adhesive. When the opening has been completely filled, the adhesive material will then be plugged and this will mark the end of the process.
It is possible to find the equipment used in these process being sold commercially, although quite a number of people who produce the displays have been able to come up with customized designed machines to use them in some of the steps. The steps which customized
design machines have been employed are especially the parts that need a vast amount of know how.
High Density Inter connect in the Module Process
In the commencement of the sequence of the final process, the driver chips are attached to the already complete cell. These special chips have a main function of providing the driving voltage to the TFTs which are attached to the rows and also the columns of the matrix display. A number of lines are driven with the most recent generation of these specialized chips have a pin count of 240 in the row drivers and another 120 in the column drivers. The pitch of the pins ranges from 80 – 200 . For the larger displays and the VGAs, TAB is the technology used often. The Chip on Glass technology is also sometimes used in other applications such as in a number of displays of high reliability and also other smaller form of displays such as in displays in HDTV projection and also electronic view-finders.
Then the assembling of the auxiliary circuit boards which is done on the driver chip
TABs is the next step. The circuits used for the different products are unique depending on the kind of the product. The final stages of the process involves the mechanical assembling of parts such as the inverters, the backlights and the metal frames then followed by the final testing of the final product.
Unique Components
The flat panel display manufacturing normally incorporates the use of special components and materials which have been described above and they include the integrated circuits such as liquid crystal materials, the polarizers, color filters, inverters and the backlights just to mention a few. In most of the cases the source of these specialized elements are scarce
and also the cost of production and purchasing them such as the color filters is very high. When the cost of production of these components is able to be managed, it is going to lower the overall cost of the flat panel display.
Comparison of Electronics Manufacture
In the comparison of the manufacturing steps, the TFT-LCDs are compared to the other kinds of electronics. It can be seen that the use of integrated circuits and also use of distinctive electronic components in both situations are used. The TFT-LCD uses lots of components and this shows the fact that these displays are associated with semiconductor processing, and when they are offered up to the users, they come up in a complete module which has been attached with circuitry and other extra components such as the backlights. A corresponding process is usually a semiconductor plant having facilities in form of chip packaging and also in the form of completed products.
Summary
The world of electronics has shown so much growth in recent years and there is still evidence that it is continuing to grow especially the visual arena. Use of displays will be main means of getting information from this kind of infrastructure and being able to supply to the market is the main objective of the manufactures because the market of these displays is projected to be very huge. For this reason, we see that flat panel displays hence represent a very crucial connection found in the food chain of electronics. Therefore more importance should be paid to this crucial element because the product functionality very soon will move into display.
Material Requirement Planning Method for the TFT-LCD Manufacturing
The material used has been used for a long period of time and it is normally based in stable and also predictable environs of production. Therefore the data used to purchase lead time and production time should always be determined beforehand. The factors which are likely to change in the production environs are always left out. When calculations are being performed, normally the production capacity and the supply ability meant for the suppliers should not have an upper boundary limit. It implies that, during the material requirement planning process, only the items and the amount of materials required for the final products should be considered. The capacity of the supplier and the upper boundary limit associated with production and responsible for making the requirement planning not to be realistic, should be neglected. Traditional material requirement planning system has been seen to use inventory as buffer so as to minimize the results of any doubt during the production system (Guide &Srivastava, 2000). Evidenced from literature, past researches were put into different classes according to factors related to problem solving methods, levels of safety stock layers, security time, the periods of planning, changeable sources and finally the performance counter. However, there were some aspects which were left out such as; the research did not take into account the coordination between material requirement planning and the main operation planning, the research also rarely utilized real parameters. (Koh et al, 2002) prepared related kinds of studies on the changeable topics in the study of material requirement planning and finally came up with the main topic, the related decision methods and further future research directions. The uncertainty that comes along with inputs and the various processes was analyzed by using Buffering and Dampening so as to be able to come up with identification of the sources of uncertainties.
The input of materials that are required may be examined according to the level of productivity. (Nagendra and Das, 2001) came up with Progressive Capacity Analyser that was associated with the material planning which experienced limited productiveness. This framework consists of two linear planning models and another set of arithmetic. The solution obtained in the first stage of the linear programming model is used in the second stage for the purpose of computing the workable order size. The third stage of the calculation has the aim of determining if the order size is able to meet the restrictions on the production capacity of the production center. Finally, there is the last stage which is the fourth stage which aims at producing products which may have gone past the production capacity limit during a previous or maybe a later production planning process. The decision model ensures that the limit of production is included in the model so as to make the production plan be close to a sensible situation and also correct any shortcoming associated with the unrestricted production capacity in the conventional material requirement planning. (Clark, 2003) talked about ways in which it is possible to get approximate solution using the relax variables when dealing with material requirement planning and also restricted production capacity. He suggested three models of linear programming which are aimed at minimizing the inventory cost and the delivery delay. The first type of model can be said to be the standard model which usually computes the optimal solution through CPLEX, though the calculation time increases with increase in input parameters together with the solving variables. On the other hand, the second and third models usually cut down the computing time through fix and relax factors, and at the same time compares the time and quality differences between the unlike models. Through the numerical case test, it is possible to select the proper model following the magnitude of the problem.
(Chen &Ji, 2007) suggested an optimized model which composed of different integral linear planning and at the same time taking into account the restriction concerned with the production capacity, work flow and also the lead time associated with the planning flow of the material planning, and at the same time taking up the theory of Advanced Planning Scheduling. This kind of model amends the hypotheses concerned with unlimited productivity in material requirement planning. (Mohebbi and Choobineh, 2007) advised that the material oriented planning flow was complicated. From the point of view of production capacity orientation, he explained in detail the distinguishing factors between the production capacity oriented material planning from the requirement oriented material planning, and he therefore utilized the linear solutions obtained from knapsack problems to compute the product combination with the upper limit material utilization ratio during fixed production capacity. They also utilized the greedy algorithm to compute and find the result for knapsack problem, also conducting an experimental design for a product assembly found in a 3C industry provided that the material and requirement supply, lead time are changeable.
(Agrawal et al, 2000) used algorithms to better the production planning of an assembly industry associated with material oriented planning, so as to be able to get the shortest time of processing, minimal cost of processing and also on-time delivery. Firstly, the size of production is influenced by the data input, thereafter Lead time Evaluation and Scheduling Algorithm is utilized as the operation kernel to come up with detailed planning, an example being, allocation.
Lead time is changed after consideration of the production capacity and planning is done. (Jeong et al, 2002) utilized the Available to Promise of the chain supply of TFT-LCD manufacture to come up with an algorithm mode, having the ability to schedule inventory and idle productiveness. The main aim of the model is to make the time of response shorter to customer
orders and at the same time improving the satisfaction of the customers. The research concentrated only on the productiveness of the module, but did not make any further discussion on the factor of raw material supply.
The studies which were done earlier did not take into consideration on the material used in the manufacture of TFT-LCD displays. According to a manufacture who deals with TFT-LCD displays, plants of different generations may have to be owned, hence the aspects of yield rates, processing times and the ability of the manufactures are very different. It is also worth noting that the materials that are used for TFT-LCD manufacture and some other crucial components are produced by a small number of manufacturers.
A Study of Order Assignment for Multiple Color Filter Fabs
The world of electronics has truly revolutionized- what, with the recent adoption of the
TFTs (Thin Film Transistors) as an alternative to Cathode Ray Tubes. Even so, this may be considered quite a success hence the reason why it may be prudent to highlight some of the features quintessential of TFTs and Liquid Crystal Displays. Basically, they entail components such as; Glass, IC, Polarizer, Color filter and a Back Light. During manufacture a lot in terms of efficiency exhibited by the color filter is taken into account; and this can be viewed in the lenses of the conventional electronics manufacturing policy of observing some essential mechanisms- commonly known as the OAMM or the Order Assignment Management Mechanism.
Technically, about 20% of the cost quoted for various 26” or 42” LCDs and TFTs actually cover the color filter. This is probably because of the role played by such, of ensuring quality display through filtering colors- a very essential aspect in display units. OAMM takes into note the economics of the technical as well as production capacities of a component
regarding the color filters. A better way to explain this; OAMM entails three main sections namely: OPM-Order Priority Module, ORM- Order Release Module and the WIP-pulling module (WPM). All these components rely on each other’s execution for example; the ORM issues priority to specific orders, while the WPM tags along the WIP on the other end of the process route in such a way that the orders meet in the MPS (Main Production Schedule). Most obviously, according to the ORM, orders with the highest priority are bound to be accomplished earlier and vice-versa. If the orders can’t measure up to the standards of the Main Production
Schedule, then ORM will be executed to release lots into the color filter fab. A lot is put into practice and analysis, thanks to modern applications such as Microsoft Visual basic which is used to create the OAMM system. This preliminary process entails simulation of analyzed data collected from a real color filter plant by comparing the average utilization of fabs and variance of the same.
Taiwan clearly stands out globally as a key manufacturer of LCDs and TFTs, something which has steered the nation to capitalize on the activity. Quite typically, the manufacture of
LCD-TFTs entails four major processes that are diagrammatically described in the figure 1. The main elements making up a TFT-LCD unit are; polarizers, glass, back light, drive IC and the color filter. Fact has it that 20% of the cost, a TFT-LCD unit retails at, actually relates to the whole unit of the color filter. Even so, it is apparent that the price of most TFT-LCD units rise and fall rapidly without warning. This has been attributed to the more business-oriented reasons of competition amongst companies and the rapid technological advancement. Moreover, the increased price of the CF can be said to result into the well-above-average prices quoted for various TFT-LCD’s units. This has undoubtedly led to low ploughed back profits by key stakeholders in this industry. As an effort to maximize return on profits, it is considered vital to
reduce the cost of production by achieving Manufacturing Efficiency- the main objective of this study. In case you are wondering what makes up a CF then you ought not as the filter entails;
MVA (Multi-Domain Vertical Alignment), Photo Spacer, Black Matrix, Polish, Indium, Tin
Oxide and the color layer RGB (Red, Green, Blue). This paper heavily vouches for the OAMM
(Order Assignment Management Mechanism) which is tasked with assigning orders to respective
CF fabs. OAMM takes into note the economics of the technical as well as production capacities of a component regarding the color filters by weighing the aspects of an Order’s batch size relative to the space required and available for each fab. You will find this paper invaluable and it has been organized in the following manner: Section Two- pertinent Literature Review,
Section Three- Methodology, Section four- Simulation and Results, Section five- Conclusion.
(Jeonget al,2001) came up with a system for scheduling whose problem was a parallel machine scheduler which had sequence dependent changeovers, multi-stage production, matching constraints and multi objects used during the assembly process of the TFT-LCD. (Jeonget al,2002) also came up with Available-To-Promise system whose main function and the information in an all-inclusive manner determined for the purpose of TFT-LCD manufacture in the global supply chain environ. (Lee and Lee, 2003) proposed three sorts of control policies to be used during the fabrication of TFT-LCD and also in the process of manufacture. The pull type of control policy is able to provide a stable throughput and also delivery satisfaction involving a small cost and with little production. The push type of control policy surpasses the other kinds of policies in terms of the throughput and also the manufacturing time cycle. (Shin and Leon, 2004) discusses a kind of scheduling methodology and solving parallel machine-scheduling problem which has aa family set up time and also has due dates which are meant for the processes involved in TFT-LCD module. (Su et al, 2005) suggested a linear programming concept meant to
optimize the plate matching problems for the several ports and also an algorithm meant to minimize the available means for picking the varied matched objects whenever there are several matched cassettes. (Su and Yang, 2006) suggested the application of Genetic Algorithm and
Simulated Annealing so as to be able to find a result of post mapping problems. They also proposed the two phased Genetic Algorithm and Simulated Annealing so as to be able to make better the performances of initial population.
AGGREGATE PRODUCTION PLANNING
The process of aggregate production planning is pertained with determining the production, inventorying and the work force degrees that is able to meet the prompting requirements of the demands which covers a planning horizon that usually range from around six months to about one year. In general, the planning horizon normally comprises the following peak that will be in demand. Often, the planning horizon is separated into a number of periods, and an example is, a planning horizon can have around four one-month periods and another four two-month periods. The physical resources found in the firm are usually presumed as being fixed throughout a specified planning horizon and the efforts of the planning is usually tailored towards the best use of these resources bearing in mind the size of the demand requirements.
Any firm should have a plan for all the manufacturing activities it does at the different levels available and run them as a system. The aggregate production planning is a process with a time period extending from around three to eighteen months. The main objective of aggregate planning is normally to obtain a suitable plan that would ensure that the firm is able to utilize its resources in the best manner possible and therefore achieve desirable demand. This calls for the decision makers to make appropriate decisions on matters such as rate of output, level of
employment and its changes, level of inventory and its changes, subcontracting and also backorders. Apart from determining the levels of output, aggregate production planning also looks into the most convenient input missed to be utilized.
Generally, aggregate planning tends to influence the levels of demand and supply of products. Hence factors such as product mix, pricing and advertising may be used. When a variation in demand is taken into account, then marketing and operations will be involved simultaneously in aggregate production planning.
Basically aggregate planning looks at a broader perspective when it comes to planning.
When the decision makers engage in planning, they try as much as possible to avoid taking into consideration individual products or maybe services, if not, maybe the organization in question only deals with a single major kind of product or service. The planners normally concentrate on the overall capacity. The process of aggregate planning can be nearly related to some of the corporate decisions which involve factors such as personnel, marketing and budgeting. It can be noted that budgeting can be strongly compared to aggregate planning in that almost all the budgets have got the factors relating to levels of personnel, aggregate output, purchasing levels, levels of inventory and so on. Aggregate planning should therefore be the foundation when starting to work on a budget and also during the revision of budgets.
Most of the approaches of aggregate planning normally comprise of continued decision variables and also need continual alterations to the settings involving production and workforce.
Although these approaches are readily available and are diverse in nature, only a few substantial applications have managed to be reported. The complexity of the models with numerous assumptions which are restrictive and also decisions which are incapable of being put into
practice are the major factors that have contributed to the aggregate planning approach not being accepted in the business sectors (DuBois&Oliff, 1991).
It is normally impossible to look critically at each and every detail that is associated with the process of production and at the same time being able to maintain the long planning horizons, therefore it is a must to aggregate information that is to be processed. The approach on the aggregate production is proclaimed on the existing of aggregate unit of production. Plans are hence established on the aggregate demand for a number of aggregate items. When the aggregate production is gotten, constrains are enforced on the elaborate production process which will be able to decide the desired quantities that are produced of each and every item.
Any plan developed should be able to give a detailed explanation on the varied number of ways that a firm can enable the firm to cope up with the fluctuations in demand and at the same time cope with the cost that is to be incurred. In general a firm may be able to deal with the fluctuations of demand by; changing the size of the labor force by hiring and also firing when necessary and this in turn would influence the production rate. When there is too much influence from the employee unions on the rate of hiring and firing of workers, it might bring about extreme problems associated with labor; varying the production rate by bringing in policies such as overtime, idle time and also engaging in subcontracting; accumulation of the seasonal inventories. For a practical situation the change that normally comes with compromising on the cost found in the varying production rates and also holding of the seasonal inventories is the issue that should be looked into and resolved; making plans for backorders. These means that are used to counter the demand fluctuations can be summed up to create vast options to production planning
The costs that are incurred in the aggregate production planning are: the general cost of production such as cost of labor, cost of materials and also the overhead costs. Normally the costs should be divided into two categories, the fixed and variable costs; the direct costs that come along with variation in the rate of production such as the costs to hire, train, personnel layoffs and compensation for overtime work done; the costs that relate to inventorying
The aggregate production planning examples can be relevant in the making of decisions and evaluations of proposals when engaging in negotiations with unions. In this chapter we tend to limit the study to linear cost examples and include a short discussion dealing with quadratic costs. Just before an example that is related to linear programming is discussed, we shall tackle two kinds of aggregate production techniques:
The first technique is the, just-in-time plan. It can also be referred to as the chase plan. It aims at shifting the rate of production so at to fully satisfy the required demand. This idea is in line with the just-in-time philosophy of production and the effects are low holding costs although it might result in high costs in the adjustment of the rate of production, an example can be the high costs of hiring or the firing employees, and also the high amount of idle times. From these effects that relate to the just-in-time production plan, it is hence well suited to areas where the rate of production is relatively cheap.
The second technique is the production-smoothing plan. It can also be referred to as the stable plan. It tries to ensure that the rate of production is kept in a constant rate within a certain period of time. When the rates of production tend to diverge, the production-smoothing plan will try to bring down the production cost to a minimal. A stable plan strategy usually requires that a lot of concentration be paid on inventorying to be able to be at par with the size of demand and
on the other hand, the holding costs may be high. Therefore this stable plan strategy can be best implemented in situations where the inventorying costs are not high.
A view on Aggregate Planning
Aggregate planning features
In a broader perspective, the question on aggregate planning (Schroeder, 1985) can be said to have the following features: has a time period of around 12 months;the plan is updated occasionally after a given period of time; a product’s level of demand, which consists a single or a couple of categories, is usually presumed to be seasonal, fluctuating or uncertain; it is possible to vary both the variables of demand and supply; has a number of management objectives such as good labor relations, low costs, low inventories, ease of increasing output levels in the future and excellent customer service; possess fixed facilities which are not expandable.
Aggregate planning forms a part of a crucial connection between facility planning and scheduling. Facility planning usually involves the determination of the physical capacities which cannot be surpassed by aggregate production planning. Hence it can be seen that facility planning is a determinant of the future when compared to the aggregate planning and also limit the decisions made during aggregate planning. Scheduling, from another point of view usually refer to the short term (a couple of months) and is also limited by the decisions made during aggregate planning. Aggregate planning is concerned with the acquiring of resources, on the other hand, scheduling deals with allocation of obtainable resources to particular jobs and orders.
Therefore it is very important to be able to differentiate the acquisition of resources by aggregate planning and allocation of resources by scheduling.
Decision alternatives
The aggregate planning in question can be cleared up through discussions of the numerous decision alternatives that are obtainable. They can be divided into two types: those that affect demand and those that affect supply.
Demand can either be affected or determined in a number of ways: setting of prices, advertisements and promotions, backlogs and developing of product complements. On the other hand, supply can also be altered or determined in the following ways (Stevenson, 1986): firing and hiring of workers, use of overtime or under-time, use of part-time or casual workforce, carry of inventory, subcontracting and organizing co-operative systems
In the study of almost all of these options, it is evident that aggregate planning problems are very wide and also influence all the various sections of a firm. Hence the decisions arrived at should be an integral part of a strategy and should be based upon the main objectives of the firm.
Some of the major factors which should be looked into critically are such levels of customer service, levels of inventory, stableness of labor force and costs.
Fundamental strategies
There are various strategies (Chase &Aquilano, 1985) which aggregate decision makers may take over. Some of the most fundamental strategies are:maintained labor force levels, maintained uniform output rate, cope with the demand over the different periods, and use of varied decision making variables.
Maintenance of labor force levels, maintenance of uniform output rate and coping with the levels of demand over the different periods; are pure strategies because they have single focal
points. Use of varied decision making variables is a mixed strategy. In the maintained labor force levels, changes in demand are solved by using some combinations of overtime, inventories, back orders, subcontracts and part-time workforce. Under maintained uniform output rate, variations in demand are solved through inventorying, backlogging and either subcontracting. Being able to counter the variations in demand can be termed as ‘chase’ strategy. The level of output for a given period of time would be the anticipated demand for the particular period of time.
Whichever the strategies that an organization may consider the two most crucial factors are the company policies and costs. The company policies may be able to lay out the limits on the variety of options available and also to the extent in which they can be usable. In general, the aggregate planners aim at equating the demand and supply within the limits enforced on them by the policies and agreements reached at the minimum cost possible.
Costs associated with aggregate planning
When the demand is taken into account, the following types of costs should to be looked at (Stevenson, 1986). Costs of: hiring and layoffs, under time and overtimes, inventorying, subcontracting, casual labor, and back orders and stock outs. A majority of these costs may be used in any given aggregate planning problem. The most suitable costs declared shall be used in selecting other strategy options.
Solution to the Aggregate Production Plan Problems
Under normal situations, the revenue, profit and the cost functions are utilized as the main functions when dealing with the problems associated with the aggregate production plan.
According to the theory of constraints, the optional consideration proposes that other that a
factory using cost as a form of measure, they should use the performance obtained from the output. There has been vast research done on the formulation procedure of problems related to aggregate production plan but so far appropriate solutions have not yet been found to these problems. This research aims at trying to find some solutions to these problems.
The process of aggregate production planning can be termed as being a medium ranged one. The person making the decisions should take into account the quantity of production, quantity of the backorder, quantity of subcontracting, the inventorying levels, the employment rates, hiring and also laying off of workers. The aggregate production planning main aim is to set the total output from the manufacturing process. A majority of the aggregate production planning literature have put the cost function as the determining factor ( Deckro& Hebert, 1984). A small number of literature works have used the profit function as the determining factor (Masud&
Hwang, 1980). (Goldratt, 1990) proposed that industries should use the rate at which cash is earned from sale of products instead of using cost as a form of measure. This proposal brought forward by Goldratt is what is referred to as the Theory of Constraints. It can be seen that when the cost factor is used, it normally does not account for the time that a product will spend while under constraint, but mostly put much of the focus on the cost and revenue. Hence the final decision is not correct (Witte &Ashline, 1997)
Theory of Constraints
Goldratt, the person behind the theory of constraints has proposed to organizatio ns to try out this theory. So that this theory may work, it would need an organization to connect the decision making process done on a daily basis and the main objectives of the organization. The measurement system would be the most vital aspect so as to be
successful, therefore a suitable measurement system should be proposed as the first step.
The most common types of measurement styles used to check for improvement are; return on investment and also net profit, though they never give a clear perspective on where exactly the improvements should be focused on. There are a number of measurement techniques that have been formulated with the aim of increasing the competitiveness of a company and also increasing a company’s potential so as to get more money. Nevertheless, these efforts cannot assure an increase in the profits of a company. Goldratt’s measurement style comprises of: Throughput (T), which is the degree at which sales of products brings in money; Inventory (I) which is the total amount of money that was invested in purchase of items to be sold; and finally Operating Expense (OE) which refers to the total money spent in converting to Throughput from Inventory (Stein, 1997)
Inventory comprises all the physical type of inventories, for example finished goods, work already in progress, the raw materials, tools, furnishings and capital equipment. The
Operating Expenses normally comprises of expenditures on labor, contractors, supplies and payment of interest.
Throughput = Sales – Raw Materials
Net Profit = Throughput – Operating Expenses
Return on Investment
Productivity
Inventory
Goldraff on his approach to the accounting concepts, he suggested a different way in its emphasis. The managers should purpose to increase the throughput and at the same time work on reduction of operation expense and inventory. On the other hand, the level at which operation expense and inventory is to be maintained should be at a minimal so that reduction of throughput is avoided.
The conventional accounting centers on reducing operational expenses which is a representation of the cost factor. This has hence resulted in decline in cutting costs, accompanied by fall in production and furthermore followed by round of cutting costs. As a result of this, it is seen that the levels of production in the UK and US have gone down significantly
(Jone&Dugdale, 1998). The main aim of the cost world is to breakeven (Pretorius, 2002). On the contrary, the just-in-time plan tries to reduce inventory. This proves a little more beneficial to the organizations that normally associate themselves with the cost world. They should therefore improve their level of production so as to have an impact of customer demand. However the justin-time plan has some disadvantages in that it could eventually lead to eating away of the essential buffer hence affecting the levels of throughput. From this we can therefore conclude that throughput should always be given first priority, followed by inventory and then lastly operational expenses. It was established that the accounting approach associated with throughput is the better option as compared to the conventional cost world (Pretorius, 2004). In this study, to show the variation of objective setting, a single objective determinant is utilized for the problem
associated with production planning. In the throughput plan, the aim is to control and maintain the revenue and cost, hence the main aim of an organization as they adopt the theory of constraints is to increase money earned and also maximize on throughput.
Return on Investment
Investigating Aggregate Production Planning
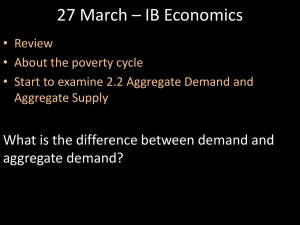
When tackling problems related to aggregate production planning, decisions concerning quantities of production, backorder and subcontracting together with levels of inventory employment, hiring and firing should be considered. Moreover desirable inputs should be used during the decision making of aggregate production planning process such as, forecasts in demand, strategic objectives, company policies, and finance, resource and material constraints.
Formulation of Aggregate Production Planning problems
One of the requirements of the aggregate production planning formulation is the objective function. Some of the objective functions aims are: minimizing the cost of production, maximizing revenue, maximizing profits, minimizing backorders, minimizing the total amount of inventory, minimizing the fluctuations of workforce levels, and minimizing overtime use.
Company
Policy
Demand
Forecasts
Strategic
Objectives
Material
Constraints
Workforce
Size
Aggregate Planning
Process
Level of
Inventory
Resource
Constraints
Regular and overtime
Production
Financial
Constraints
Lost Sales and
Backorders
Subcontract
Production
Fig: Aggregate Production Process
E. M. Goldratt proposed that industries should use the rate at which cash is earned from product sales, money put into inventories and the operational expenses rather than using only cost.
Likewise, the conventional cost accounting formulations only base their decisions on revenue and cost. They ignore time spent by the products on constraints; hence the decisions made are not correct (Witte &Ashline, 1997). This therefore means that the objective functions aimed at minimizing cost of production and maximizing revenue may result in decisions which are wrong when the time spent by a product in constraints is neglected. The objective function of maximizing profits is a lot more desirable. It is normally presented by subtracting cost from revenue meaning that both the cost and revenue should be controlled. From the theory of constraints, net profit is equated to throughput less the operating expenses. This therefore means that profit function under aggregate production planning is the same as the net profit under theory of constraints. When the cost of materials is only considered I aggregate production planning problems, the net profit function obtained can be equated to the throughput function, as throughput is normally presented as the total sales less cost of raw materials. Minimizing the cost of inventory, minimizing the cost of workforce levels and minimizing overtime use can be equated to resource constraints. And also minimizing cost of inventory may be considered under operational expenses.
In almost all the aggregate production planning studies that have been undertaken, ways on how the costs of production may be minimized is usually the principal objective function
(Deckro& Hebert, 1984). A small number on aggregate production planning problems have utilized the profit function as the determining factor (Wang & Fang, 2001). This therefore means that the use of revenue and cost functions ought to be looked into and equated to the profit functions so as to elucidate the main goals of aggregate production planning problems.
In addition, focusing on the constraints is required for conceptualization of the aggregate production planning problem. The weakest connection of the system chain is the constraint
(Dettmer, 1997). The constraints come in three major types; policy constraints, resource constraints and material constraints (Woeppel, 2001). Moreover financial constraints may be termed as being very vital in dealing with practical problems.
The policy constraints are concerned with policies. Policies are rules or measurements that prescribe the behavior of an organization. Among the different kinds of constraints, policy constraints are the most dominant (approximately 90%) and also are relatively less expensive when it needs fixing. Examples of policy constraints are; batch size rules, guidelines for resource use and the setup rules.
In comparison to policy constraints, resource constraints are not so common
(approximately 8%). Some resource constraints examples are people, machines, market and skills.
Among the various types of the constraints, material constraints are seen to be the least common type. They normally involve things like scarce materials. Although sometimes it may be materials that are common but they have been made scarce due to problems in between the chain of supply.
Financial constraints are the total funding that can be put towards the support of all kinds of operations in an industry. The total money to be put should not exceed the budget.
Evaluation of the aggregate planning models
Basically, an aggregate planning in question can be expressed in the following way: for a determined quantity of forecasts ( Ft ), evaluate production ( Pt ), inventory ( It ) and workforce
( Wt ), t = 1, 2 ……., N which reduces the subject of cost to the required limits. In general,
planning is usually done monthly for approximately a period of about six to eighteen months, N.
A majority of the planning models that are in literature try as much as possible to reduce the cost objective function.
Based on the executable solutions, Graphs and Barter are normally used to provide solutions. Basing on the explicit cost, three kinds of methods can be used; linear decision rule, linear programming and the transport method. These kinds of methods moreover need to be estimated to various unclear costs such as hiring costs, firing costs and shortage costs; and enforce some fixed cost functions (Schroeder & Larson, 1986).
The simulations and models which are based on cost usually reflect determined conditions in a given manner. A procedure involving iteration an trial and error usually tries to evaluate the minimum number of variable costs. Although the simulation model is a lot more flexible as compared to optimization models, it only checks local optimization only. Other kinds of heuristic models that are based on cost are such as search decision rule, parametric production planning and production switching heuristic. These models utilize less fixed functions and real models rather than mathematical optimality. A firm’s management requires a tool that is able to help them in the planning process and also in making decisions. Therefore most of the firms tend to opt for deterministic simulations and models as compared to more refined optimum solution approach. A production decision framework, a kind of cost simulation, which has a stochastic model, has hence been formulated (Schroeder & Larson, 1986).
The models already discussed entirely depend on cost related parameters. There are some other approaches which do not depend on cost related parameters. Based on the implied costs, these kinds of approaches focus on consistent decision making instead of optical mathematical
methods. Linear regression is utilized, in this kind of approach, in determining the preferred set of coefficients. Goal programming and also linear programming are normally used in accommodation of either multiple or conflicting sets of objectives encountered in decision making processes in aggregate planning, with the aim of reducing any deviations from the targeted goals and also getting away from fixed cost formulations.
Aggregate planning techniques
There are quite a number of techniques which can be utilized in the decision making of tasks relating to aggregate planning. The various approaches available could be categorized by the methods used in solving them, such as graphical methods, simplistic and very advanced linear decision rules and parametric production planning techniques. The advanced techniques could be arranged into classes as heuristic, optimizing, search and dynamic. Among these varied categories, there are other numerous substitute approaches which therefore mean that the solution procedures that can be used are abundant. Some of the most common techniques encountered are:
Firstly we look at the informal technique. This approach involves the development of simple tables and/or graphs which will eventually assist the planners to be able to derive comparisons of the expected demand requirements, in visual terms, to the obtained capacity. This may enable the planners to come up with other suitable options that can enable them to achieve the projected goals. The available options are usually judged by their eventual total cost. The main disadvantage of this kind of technique is that it does not inevitably bring about an optimal aggregate plan.
Secondly, we look at the mathematical techniques. They are also of common use. There are numerous mathematical techniques which have so far been suggested that are used to solve problems related to aggregate planning (Silver, 1972)
Another common technique is the linear programming and extensions. In some situations, rates of production and workforce size settings may be considered as problems related to linear programming. A problem to be solved through linear programming requires selection of values for the non-negative variables with the aim of minimizing the linear function of the variables involving linear constraints. The use of linear programming technique has some disadvantages; one of them is the determinism assumption factor. In a majority of its application, significant uncertainty in demand forecasts is encountered. A second weakness of the linear programming technique is that it requires linear cost functions. One of the major advantages of this technique is the possible utilization of dual solution so as to get the implied constraint costs such as the utmost possible level of inventory allowable.
A number of extensions have been included in the linear programming model and these include; the elimination of convexity and the inclusion setup cost, production at a variety of locations, inclusion of several products, employee productiveness and salary and finally addition of detailed scheduled effects that normally follow in the short term.
There is also the linear decision rule, which is used as one of the techniques. Whenever a number of costs are taken and estimated by functions of linear and quadratic nature, it is seen that decision rules aimed at setting of workforce sizes and rates of production can be equated to simple linear forms (Silver, 1972). The main aim of linear decision rule is deriving linear
expressions which shall be used in solving problems related to rate of production and levels of workforce over a given period of production planning time.
The linear decision rule is evidenced to result in costs that are relatively low when they are compared to those costs which are obtained from available management procedures. The linear decision rule can be said to be very insensitive to any errors while computing for the cost coefficients. Nevertheless, one major weakness of the linear decision rule is that costs might not be actually quadratic. Another significant weakness that has been noted is that is usually does not give allowance for the costs available for change of production as well as workforce levels which normally depend on the departure point. Lastly, it has proved a hard exercise to be able to include constraints involved with inventory and levels of production.
Heuristic and simultaneous techniques can be extensively described as the methods that are meant to help decision makers to learn and understand from their own experience and be able to develop the answers for the complex procedures used.
When the management coefficients approach is used as a technique, it presumes that the involved managers act in a rational manner. The past acts of managers are normally used to evaluate the coefficients which are not known in valid decision rules.
The strongest degree of this approach is that the appeal to the management involves intuition. This therefore means that in the case of implementation, it would be a lot easier when compared to the complex mathematical decision models. A major weakness of the management coefficients approach is that it might be involved by biasness when it comes to selecting the form of rule to be used. When it is presumed that decisions from past times are beneficial to the future,
this might prevent the managers from speedily adjusting to modern conditions when subjected to a rapid and competitive changing environment
Lastly we have the simulation and search procedures as a technique. The philosophy used in simulation and search procedures is that a mathematical result in a closed form cannot be determined when a model is an exact representation of the prototype position. Hence, a mathematical model will have to be formulated which will represent precisely the exact cost functions and constraints. Thereafter, use of trial and error procedures is used and the variables are changed until the final result obtained does not have any more reduction in the total applicable costs. In most occasions a computer is used in this computation of search procedure.
This search procedure comprises of parametric production plans, search decision rule and manual simulation approach.
Growth of Aggregate Planning
Reconceptualization of Aggregate Planning Problem
There has been reconceptualization of the aggregate planning problem (Holt, 1981). The reconceptualization shall be in correspondence with situations often found in practice. The suggested reconceptualization presumes that the planners in a production firm require determining the anticipated service and the levels of inventory in a given production profile under uncertain seasonal demand.
If a firm uses the numerous varieties of production profiles which are in accordance with the firm’s policies such as overtime, staffing and subcontracting, it would be easier to be able to choose the most suitable profile that will be able to meet the firm’s main objectives of service
levels and also inventory turns. The considerations between inventory and service levels are determined so that informed choices can be made by the concerned parties.
Despite most of the firms using explicit costs, reconceptualization approach uses either inventory or service level compromise to make effective aggregate planning easier. An advantage of this approach is that effective communication can be demonstrated among the managers in charge of finance, production and marketing who most of the time have varied goals. Another advantage is that the inventory turn levels, service and production may be set which are in agreement with one another. Moreover, a variety of production profiles may be analyzed in a comparatively short period of time using the simulation models.
Product decision model - heuristic method
The main aim of suggesting the product decision model was to help managers during the planning procedure (Holt, 1981). Stress was put on formulating an understandable, logical and also a straight forward model. The formulation procedure is represented by the ratio of value of varying levels of production to cost of inventory. The ratio is normally used as an indication of the total period of time for which planning occurs. The two ratios, current period ratio and the planning horizon ratio, are usually computed so as to show the level of demand as compared to the rate of production generally over a given period of time. If the two ratios are considered as a set of measure, the problem of planning may be considered among the nine sub divisions of the mutually exclusive and exhaustive states.
Discrete production - switching rule
Crew loaded facilities have significantly increased in the American firms, and this trend has been seen to occur due to high volume batches and an interrupted flow process. It is also
seen that most of the models available for the purpose of aggregate planning do have uninterrupted variables and at the same time need to be done time to time alterations of the production and also workforce settings.
This rule, the discrete production switching rule (Oliff& Leong, 1987) was formulated basically to be able to solve problems that are found in environs of discrete production and normally involve crew loading. The cost of inventory is computed by using interval approach instead of the normal traditional point estimates. This kind of model integrates the overtime options and it is also considered to be interactive in manner. The variables obtained as a result of the decision.
LINEAR PROGRAMMING MODELS
Leontief Production Functions
The common linear programming models used in production normally uses simple production functions. In general, if the input applications are positive, they should hence be represented by a single profile. The output applications are also taken as being proportional and therefore they are represented using the same profile as in the case of inputs. The term profile has been used to denote intensity of an activity.
According to the framework, for a production function fi , the domain Di is Leontief if there are nonnegative constants, such that
D i
C { y i
I y m i
(t) = a i m z i
(t), m = 1, 2, ... , K for some intensity curve z i
}
f i
( z i
) may be written in place of f i
( y i
) because each of the curve y m i contained in a Leontief domain
Di may be conveyed in terms of the defining intensity curve z i
. We can also say that the production function fi having a Leontief domain Di, will also be a Leontief if it contains nonnegative constants, such that c m i
, m = 1,2 …, M f m i
(z t
) = c m i z i
, m = 1, 2, . . . , M
The coefficient a m i represents the rate input m is applied to an activity i per unit intensity, while coefficient c m i
represents the rate product m is produced by activity i per unit intensity.
When an activity is formulated using Leontief production function, usually the model presumes that the production of the particular activity is instantaneous and time is constant. This also means that when the input or the output transformations are considered, they should be the same at each and every point in time. For example, when output at a given time t is found to be a function of the input applications through a certain period of time, therefore it is found that the
Leontief function is not suitable.
Linear Programming Models not having Time Lags
The linear programming model of production assumes that; the system is constituted of a product generated network; every dynamic production function can be represented as Leontief and the constraints of the domain Di are those entailed in the Leontief assumptions (Shephard et al, 1977); apart from being nonnegative, there are no other domain constraints on transfers; whenever a product is held in inventory, it only happens at the activity that developed it; the
intermediate product transfers can be termed as being instantaneous meaning that the transfers received are equal to the transfer sent; the transfers of the final products are instantaneous; nonstorable services are the only exogenous inputs; and finally, allocations are normally equated to applications because the domain constraints on allocation are presumed as trivial.
Hence from the above assumptions, the following production model can be obtained,
I i i
(t) = I i i
(0) + Z i
(t) - i j
Z j
(t) – U i (t) 0 all t 0 (1)
For the non-storable service k k i
Z i
(t) k
(t) all t 0 (2)
To be able to formulate a linear programming model, we raise other additional presumptions of discrete time production having unit length time periods of (0, 1], (1, 2]…
According to the accustomed manner, the interval is represented as ( t – 1, t ], where t is the period. It should be noted that at each and every unit interval, the flows found in and out of the inventory product i are found at constant rates and therefore the change rate of the inventory levels at every interval is constant. If non-negativity is imposed at the end points of the inventory level, hence the inventory ought to be nonnegative over the entire period of time. It then follows that the inventory balance is guaranteed for all t 0 by imposing equation (1) at grid time points.
Both equations (1) and (2), respectively, may therefore be rewritten as,
I i i
(t) = I i i
(0) + ir
i j
Z j
+ i
(t) } 0, i =
1, 2 ……., M t =
1, 2 …..
(3)
I k i
Z it
0 k = M + 1 …….. K, t = 1, 2 …….. (4)
I
Z it
, u i t
and c kt
are constant rates of flow at the respective time intervals. In well-known forms, the equations (3) and (4) may be represented as, i
(t) - I i
( t – 1) = x it i j x jt
- u i i i =
1, 2…., M t =
1, 2 …..
(5) i i
(t) 0 k i x it c kt i = 1, 2…., M t = 1, 2 ….. k = M + 1 …….. K, t = 1, 2 ……..
(6)
(7) where x it
is the amount of product i produced in time t , Ii (t) is the inventory of product i in a given period t, u i t
is the final demand for a product i in time t, a k i
is the amount of service k needed for every product i , and a i j
is the amount of input of product i for every output of product j. Equations (5) to (7) are constraints in the conventional multi period and multi stage linear programming of the aggregate production planning method (Johnson & Montgomery, 1974).
These equations, (5) to (7), are derived from the assumptions mentioned above.
It can now be seen that the assumptions which have led to the development of equations
(5) to (7) constitutes a valid production model. In the case where the transformations of the actions of input to output were not proportional, not time constant, or not occurring without time delay, or when transfers become significant because of shipment lags or when transfers are not implemented instantly, then the equations (5) to (7) will not be valid production models anymore.
Linear Programming Models with Time Lags
Significant research has been done to come up with solvable linear programming models that do not depend on the instantaneous presumptions. In these works the time lags have been described by the terms “lead time” (Billington et al, 1986). The formulated linear programming model is hence of the form,
I i i
(t) = I i i
(0) + i(r-Li)
i j x j
- i 0, t = 1, 2 ….. (8)
Li which is the “unavoidable lead time” for a product i is determined such that the output of the product i beginning at time t may at the beginning be available in time t + Li. Underlying in the definition of Li is the presumption that the production rate is not dependent on the unavoidable lead time and can be able to be showed as an integral number of time periods.
Therefore this formulation may be generalized to more correct models which will be able to represent the stated developments. To demonstrate these formulations, two types of lags, output lag and input lag, will be defined.
In the output lag, during some of the production processes, products cannot be released to the inventory during a given period of time since it was produced. The presumption that every dynamic production function can be represented as Leontief and the constraints of the domain Di are those entailed in the Leontief assumptions (Shephard et al, 1977) may be altered such that the input applications at the activity i, will still be proportional although the output curve is changed by fixed amount LAi 0. “ LA ” is used to denote the ‘lag after’ application. The framework can be represented by the following equation, f i i
(z i
) ( ) = z i
( - LAi ) prespecified
if
for 0
It should be noted that the applications of inputs remain instantaneous, but the output is realized after time lag LAi. It should also be noted that, because the applications are predetermined before time 0, therefore the output of a product i has to be predetermined for (0, LAi] . Replacing,
F i i
(Z i
) (t) = i i
(Z i
) ( ) d = I ( ) d ,
I
It hence becomes i i
(t) = I i i
(0) + i
( ) d - i j
Z j
(t) - U i
(t) 0 all t 0 (9)
Under the input lag, there may be a period as from when a product is taken from inventory to the time when it is used as the input of the following activity. Some suitable examples can be; time required to parts in between different activities; time taken to look into the inputs before application, in the case where inspection never use scarce resources. The time of delay from the withdrawal time of a product i from the inventory to the application of the input at a given activity j is equal to LBij units of time. “ LB
” represents ‘lag before’ application. The presumption that, the intermediate product transfers can be termed as being instantaneous meaning that the transfers received are equal to the transfer sent, may therefore be altered in the following way,
I i i
(t) = I i i
(0) + i
( ) d - j z j
( ) - U i
(t) 0 all t 0 (10)
At this point, the intensity of each and every activity j should be predetermined for
– LAj max i
{ LB ij
}.
To formulate a linear programming model, the presumptions of discrete time linear programming model are used with unit lengths period of time. In the case where LAi and LBij are integers, therefore the flows in and out of the inventory product i, are fixed over a given interval.
From previous discussion, it can be seen that the inventory balance is applicable for all t if determined at the points of grid time. If the notation z i is retained over a fixed intensity of activity i, and also u i forfixed demand rate for product i when ( . The discrete time version for equation (10) is thus,
I i i
(t) = I i i
(0) + i
( )
- i j
Zj
( +LBij)
- U i
(t) 0 t = 1, 2 …. (11)
A model to represent the lead time can be shown as follows,
INPUT LAGOUTPUT LAG
UNCOMMITED WITHDRAWAL INPUT APPLICATIONS PRODUCT i UNCOMMITED
INVENTORY OF OF PRODUCT j TO PRODUCE PRODUCT i AVAILABLE FOR INVENTORY OF
PRODUCT j FROM INVENTORY AS
INPUT TO PRODUCE
PRODUCT I
TRANSFER TO PRODUCT i
OTHER
ACTIVITIES
Looking at the special presumptions made in the above model, the separation of input and transfer lags is not necessary. The presumptions are; non-negativity is the only domain constraints on transfers; the uncommitted product inventory is applied only in situations where it is produced.
Linear Programming with Non-Integer Lead Times
The presumptions that the determined lead times are always integers can be very restrictive. Although this is the case with a majority of the concepts derived. Here, discrete time models have been derived when the lead times are not integers. The assumptions that the activity
degrees, service capacity and final demand are at fixed rates over the unity time period is maintained.
To be able to determine the inventory balance of the product i at a given period t , it is required that the integral functions in equation (10) be represented in the form of z i
‘s and z j
‘s in such a way that describes the non-integer limits of integration. In the case of a real number x , x
+ will be used to represent the smallest integer either greater than or equal to x, while x
– would represent the largest integer either less than or equal to x.
In equation (10), the first integral for all t 0 is expressed as
(t) Z i(LA i)+ if t- LAi (- LAi )
+ i
( ) d = [(- LAi )
+
+ LAi ] z i(LAi )+
+ (12)
+ [( t - LAi ) – ( t - LAi )
-
] Z i (t-LAi)+ otherwise
In the above equation, the coefficients of the first and last terms, found in the lower expression denote the fractions of intensity during the first and the last periods, included within the integration limits. The term in the middle of the expression basically gives a sum of all the time periods found in between. From equation (10), the first integral for all t 0 is expressed as
(t) Z j ( LB ij)
+ if t+ LBi ( LBij ) + j
( ) d = [( LBij )
+
- LBij ] Z j( LBij )+
+ (13)
+ [( t +LBi ) – ( t - LAi )
-
] Z i (t-LAi)+
U i (t) in equation (10) finally becomes
U i
(t) = i r
+ (t – t
-
) u i r+ for all t 0 otherwise
(14)
Linear Programming Model with Unequal Time Periods
A common assumption is that all the time periods have approximately equal time periods.
Although, time periods with unequal length may be suitable, an example can be given of the working days where the weeks may vary because of public holidays or vacations. Therefore the formulations developed will be altered so as to suit time periods which are not equal. For feasibleness, equation (10) should be evaluated at a time period t where t – LAi or t – Lbij or t should be an element of S. where S is a set of epochs that indicate the end points of the given periods. For a given real number x, represent x
+
as the smallest epoch t k
S not less than x , and x
to represent the largest epoch t k
S not greater than x. Thereafter substituting the ratios for the coefficient ( t ), [(- LAi ) + + LAi ] and [(t - LAi ) – (t - LAi ) -
, and (15
The denominators of the ratios in equation (15) represent the periodic times in which the integration limits lie. Hence the ratios represent the intensity fraction in the periods lying within the integration limits.Thereafter substituting the ratios for the coefficient ( t ), [( LBij )
+
LBij ] and
[( t + LBij ) - (t + LBij ) ]
, and (16)
Finally equation (14) becomes
U i
(t) = i r
+ u i r
(17)
Chapter III
Methodology
When conducting a research, considering on the understanding on how the knowledge is generated is very important. Research philosophy is also very important to the research because it has a notable impact and effects to the procedures used in the research and the methodology as well as on how the research data was collected. When researcher fully understands the philosophy used in the research, it becomes easier in giving the clarification of the design that has been used in the research. The whole research process is directed by the adopted philosophy by the researcher (Creswell, 2003:32). In this chapter the competitiveness of case studies is demonstrated as the main method that was used in this research. Previous works from different researchers will be fully utilized.
Case Study
A case study is also regarded as a case report and gives an intensive analysis of an individual concerning a given issue. Case studies are common in sciences and they can either be descriptive or explanatory. This research utilized case study to collect data for the research (Dul and Hak, 2008).
The case study is the best methodology when a holistic and an in-depth investigation are required. Case studies have been developed to and robust procedures are followed in order to achieve the expected result. Compared to other research methods, case study is the only method that bring out the whole information out while others are no know to hide some data. The other thing why case study fits in this research, the objectives and aims of the research it to answer the three research questions,
3 to develop a linear programming model for an aggregate production planning, where the objective function of LP model is to minimize the total cost with respect to several variables such as demand planning, workforce planning, minimize inventory holding cost, The inventory balance etc.
4 to develop a linear programming model for Piecewise Linear Production Cost Functions, where the objective function is to convert the non-linear cost function to piecewise linear production cost function.
5 to develop a linear programming model for material requirements planning, where the objective function is to satisfy all demand on times in result to minimize the average inventory.
With multiple sources of data, case study is the ideal method due to its capabilities to bring out the viewpoints of different sources used together. There are different types of case studies including the exploratory, explanatory and descriptive. The case study methods are driven by need and the aspired results of the research. The research can use a case study because of the interest he have on the case, or use a collection of different case studies on use it in helping to understand what is obvious to the observer. In this research, with the different cases used to answer the research questions, they have been used to answer multiple case applications.
Case study is not a sampling research, this has been found by different researchers who have used case studies before, but this has to be selected to maximize what can be learnt within a given period of time and is available for the study.
Case study is a critical analysis tool and cannot be used for individual analysis and is quite selective focusing on an issue that is fundamental for the research that is being examined.
Advantages of Case Study
Intensive
When case study is used as a method of research, it is normally characterized by a study which is directed towards a single point, area or subject. Therefore, it provides a broader scope of a comprehensive and a complete study of the given area or subject.
Helps in solving complex problems
When dealing with complex problems which involves several factors which are interrelated, case study can be used to break down the problem, by studying a few units which will be used as a representation of a greater unit
Depicts a real situation
A case study is normally done on a situation which exists and is real. This can be contrasted with the other forms of study which involves a concept or idea not related to any specific instance
Indicates errors
Case study method is usually used to point out the errors which are normally found in conclusions drawn from general situations.
High degree of accuracy
During the study, the researcher is able to get a higher degree of accuracy and also firsthand information when he has an intimate association with the respondent. This can be contrasted from the other kinds of studies where the researcher gets information only from literature. Hence, the researcher is able to get in-depth information about an issue.
Useful during sampling
When a case study is done, the process of sampling will be much easier because each and every unit is normally classified efficiently and under the categories of either their qualifications or features
A guide during questionnaire formulation
A case study is usually intensive in nature, and when it is done, the researcher will be able to acquire ample understanding of a given problem hence when he is preparing a questionnaire; he will be able to know the exact parameters required to be included in the questionnaire.
Drawing conclusions
From a case study, the researcher may use the data obtained to be able to draw conclusions on the subject matter and sometimes give recommendations.
Disadvantages of Case Study
Deficiency of objectiveness
The judgment done by the researcher on most occasions may not be based on observable phenomena and is so much influenced by personal prejudices. Therefore the conclusions drawn may be unwarranted.
Overconfidence and generalization
The researcher may be overconfident and show a greater certainty than the circumstances warrant, on a given topic. This means that when he will be drawing his conclusion, he will give a generalization on the sample to represent the whole universe, which is not sometimes true.
Inaccurate data
During data collection, the researcher entirely depends on the respondent. Sometimes the researcher might get challenges in getting very accurate information or even obtain irrelevant data if the respondent deliberately gives false information or is not cooperative.
Qualitative in nature
This method is qualitative in nature as it generally handles only specific characteristics of a given aspect. It is not possible to be able to quantify results in this kind of study
Comparatively expensive and time consuming
Carrying out a case study requires spending money in situations such as travelling to different destinations and preparation of material to be used when carrying out the activity. Case study is also done over a period of time, so as to be able to get adequate information which can be used to come up with the desired results to be used to draw conclusions (Gerring, 2005).
Constraints
In qualitative research, reliability is of paramount importance, validity and reliability is the key measure of qualitative research (Frankfort & Nachmias, 1992). Because of the dynamic nature of research, it has become hard to derive the external reliability in qualitative research due to the fact that you cannot arrive at the same results twice the same way it was arrived at in the first round because there will be variations when attempting to follow the same settings as the initial attempt. Generalization of the results when it extends beyond the research settings deals with the external validity in the research (Creswell, 2003).
An unreliable research can never be counted as a valid research. A valid research is dependent on the honesty and truthful of the research question whereas the predictive research delves into the ability of the research to forecast what will happen in the end or in the future without reflecting the conclusive facts.
The measure of the validity of the research is the dependability of the derived findings and the results thereof which reflects the accuracy. However, the research should be able to count on the validity the source or originality of the derived results (Cohen, 2000).
Results and Discussion
Developing a linear programming model for an aggregate production planning
The aggregate production planning (APP) is concerned with the production determination, inventories and work force in meeting the fluctuation demand and requirements of the planning. The planning horizons are usually divided into periods. These periods are fixed depending on the aspired outcomes. For example, when making a horizon plan for one year, it can be divided in to six two months periods. In this regard, the fixing of these periods is done during the planning efforts having considered all the external demands and requirements.
Since in most cases it is impossible to consider all associated details in production process and still maintain the long planning horizons, the information being processed is aggregated. This kind of planning requires one product and or some products with close similarity so that the aggregation view point is justifiable. The data of the products should be known though the provisions of some errors are incorporated. The main goal of the APP is to meet the forecasted demand in a cost effective way. The typical costs that are related to APP include the hiring and layoffs, the payrolls, the shortages and inventories in inventories as well as overtime and under time. Within the last four decades, there has been introduction of different
APP models with different level of sophistication.
When making a plan, there are several ways that had to be put into account to cope with the demand fluctuations and the costs that are associated with them. In all cases, the demand fluctuations can be coped with through:
The changing of the workforce size through hiring and firing. This will allow changes in the production the rates of production. On the other hand, hiring and firing can also be
regulated by the labor regulating body and may bring in problems with the labor department.
The production can be varied through the introduction of overtime and idle time or in some cases subcontracting. This helps in increasing the production in time of high demands.
Accumulation of seasonal inventories. The basic question that needs to be resolved in the practical situations is the tradeoff between the costs that were incurred due to changing of production rates and the holding of seasonal inventories.
Through the absorbing of the demand fluctuation which can be combined in order to create an alternative production planning.
Costs relevant to APP
The basic production costs. It is advisable to divide material costs, overhead costs and direct labor costs into viable and fixed costs.
The costs associated with the production rates including the hiring and firing, training and other compensations.
Inventory costs
APP models can be important tools in decision making and support and in evaluations. Just-intime and production smoothing plan are the two extreme APP that are based on the quadratic costs.
Just in time production
Just in time production plan or chase plan on the other hand is the changing the production plan depending on the demand. The JIT reduces the holding costs significantly but on the other hand
results to high costs in adjustment of the production rate. The JIT plan is best for where the hiring and firing process is inexpensive.
Production smoothing plan
The Production smoothing plan (PSP) is a stable plan that keeps the production constant over the time. The production in this method is kept constant and produces more for the peak time. This method on the other hand incurs high holding costs. This method is best where the inventory carrying is low.
Model 1: Fixed Work Force Model
Assumption: Hiring and firing are disallowed. Production rates can flactuate only by using overtime.
Data: cit = unit production cost for product i in period t (exclusive of labor costs) hit = inventory carrying cost per unit of product i held in stock from period t to t + 1. rt = cost per man-hour of regular labor in period t ot = cost per man-hour of overtime labor in period t dit = forecast demand for product i in period t mi = man-hours required to produce one unit of product i
¹
R t = total man-hours of regular labor available in period t
¹
O t = total man-hours of overtime labor available in period t
Ii 0 = initial inventory level for product i
T = time horizon in periods
N = total number of products
Decision Variables:
Xit = units of product i to be produced in period t
Iit = units of product i to be left over as an inventory in period t
Rt = man-hours of regular labor used during period t
Ot = man-hours of overtime labor used during period t
The linear program for this model is:
Minimize
N T T
Minimize Z = ∑ ∑ (v it
X it
+c it
I it
) + ∑ (r t
W t
+ o t
O t
)
i =1 t = 1 t = 1
Subject to:
X it
+ I i, t-1
- I it
= d it
N
∑ k i
X it
– W t
– O t
= 0 i =1
0 ≤W t
≤ (rm)
t
0 ≤ O t
≤ (om)
t
X it,
I it
≥ 0
Example : A unit production rate shall be assumed ,the data is as given in Table 1
Jan Feb March April May June
Demand
Unit Production Cost
100
8
100
8
150
9
200
9
100
8
150
9
(Excluding Labor )
Unit Holding Cost
Unit Regular Labor
Cost
Unit overtime Labor
Cost
3
15
22.5
3
15
22.5
3
14
23
4
16
21
4
15
22.5
3
15
23
Available Man-hours R 120 labor
Available Man-hours O 10 labour
120
20
140
10
150
10
140
20
120
10
Data for Model I
The optimal solution is obtained in the file Aggre-Prod-Planning.xls. The optimal solution is displayed in Table 5 and has an optimal cost of $20,193.
Man Hours Labor R
Jan Feb
120
March April
130 120
May
100
June
130
Man Hours Labor O
Production
Inventory 3
Solution to Model I Example
0
120
23
10 0
140 130
40 20
30
100
0
0
100
0
Remark: assumption in model is that that the number of regular man-hours used for production is a variable under control. The case would have been like this if foe example temporary workers were used. In many instances, cost of regular labor is usually fixed but may not necessarily be used. To model situations where this choice is not available lower bound Rt can be imposed on the use of the man-hours of regular labor used in period t . For example, the choice Rt = Rt precludes the use of Rt as a decision variable.
1.2 Model 2: Variable Work Force Model
Assumption : Hiring and ¯ring are allowed in addition to using overtime from the regular work force. Backorders are allowed.
Data: cit = unit production cost for product i in period t (exclusive of labor costs) hit = inventory carrying cost per unit of product i held in stock from period t to t + 1
¼it
= backorder cost per unit of product i carried from period t to t + 1 rt = cost per man-hour of regular labor in period t ot = cost per man-hour of overtime labor in period t ht = cost of hiring one man-hour in period t ft = cost of ¯ring one man-hour in period t dit = forecast demand for product i in period t mi = man-hours required to produce one unit of product i p = fraction of regular hours allowed as overtime
Ii 0 = initial inventory level for product i
T = time horizon in periods
N = total number of products
Decision Variables:
Xit = units of product i to be produced in period t
I + it = units of product i to be left over as an inventory in period t
I¡ it = units of product i backordered at the end of period t
Ht = man-hours of regular work force hired in period t
Ft = man-hours of regular work force ¯red in period t
Rt = man-hours of regular labor used during period t
Ot = man-hours of overtime labor used during period t
The linear program for this model is
Minimize
N T T
Minimize Z = ∑ ∑ (v it
X it
+c it
I
+ it
+b it
I
it
) + ∑ (r t
W t
+ o t
O t
+ h t
H t
+ f t
F t
)
i =1 t = 1 t = 1
Subject to
X it
+ I + i, t-1
– I i, t-1
+ I + it
+ I it
= d it
N
∑ K i
X it
– W t
– O t
≤ 0 i =1
W t
– W t-1
– H t
+ F t
= 0
-pW t
+ O t
≤ 0
X it,
I
+ it
, I
it
≥ 0
Wt, Ot, Pt, Ht, Ft ≥ 0 i = 1,….N t = 1,…N
Example: We will assume a unit production rate, that overtime is at most 25% of regular labor, and the data from Table 6.
Merits and de merits of linear cost models
The major advantage of these models is their ability to generate linear programs which can be solved by readily available and enceinte codes. The shadow price information offers assistance for identification of opportunities necessary for capacity expansions, strategies for marketing penetration, introduction of new products among others. The only major demerit of linear programming models is their inability to handle demand uncertainty explicitly
Linear Decision Rules
Some authors opt the use of quadratic costs to penalize deviation of key target levels .The advantage here is that use quadratic functions result in linear production rules. For example the optimal production in period t may be of the form
Pt =X T s = t as¡tDs
+ bRt¡
1 + cIt¡
1 + d:
While quadratic costs lead to linear decision rules there is no guarantee that the solution will be non-negative. In addition, a quadratic cost imposes a symmetric penalty above and below target levels. In practice, it may be significantly more expensive to fire re than to hire and it may be more expensive to incur backorders than to incur holding costs.
Disaggregating Aggregate Plans
The aggregate plane is used to determine a work levels for a specific planning horizons and the workforce that imposes a constrain on a detailed planning of a specific item. It is vital that the resulting initial production should be consistent with the APP.
Developing a linear programming model for Piecewise Linear Production Cost Functions, where the objective function is to convert the non-linear cost function to piecewise linear production cost function
Different kinds of linear programming uses different functions which are not linear but they are pieced together to form a linear segment. Piecewise linear are hard to define in convectional algebraic notation. In this segment, piecewise linear production is analyzed in regard to the Flat
Display Panels production.
Cost terms
The pricewise linear are employed in order to give a better and deeper descriptions of costs that can be attained by linear terms along. In piecewise, the cost terms have the same purpose as the nonlinear.
Linear programming model for material requirements planning, where the objective function is to satisfy all demand on times in result to minimize the average inventory
The End of Life electronics, also known as e-waste have continues to attract the international attention in the recent past due to the increased waste characteristics. E-waste has surpassed waste of other types of waste and is increasing rapidly. Electronic materials consist a number of non-renewable materials, some are precious, others heavy metals and others are toxic with lead, arsenic and mercury. Since recycling of E-waste has become expensive, in most cases they are shipped to the developed countries so that they can be dismantled manually and cheaply though it’s a risk task for those doing the task.
Devises that have cathode ray tubes (CRTs) like the televisions and computer monitors have faced lots of critics because they contain lots of leaded glass and has less value on the other hand and they cannot be re-used.
In regard to the third research, which seeks to develop a Linear programming model for material requirements planning, where the objective function is to satisfy all demand on times in result to minimize the average inventory.
Primary and Secondary CRT Glass Mass Flow
Assumption of the death of CRTs in the market has been brought about by the rate at which the flat panel displays (FDP) from both television and computers. Despite the rate at which CRTs are reducing in production, the still represent the largest market share of about 76% in early
2006.this was as a result of increased demand global industrialization.
At the same time an increment in the quantities of EoL CRTs that are expected to be introduced in the secondary glass market with respect to the reducing quantities of the manufactured CRTs will accelerate the tradeoff between the expected demand for secondary and the culets available.
The presented model attempts to put together the world wide population, respective CRT sales and the collection rates of EOL. They will be later combined with the product characteristics in order to achieve the available quantity of CRT as compared to the glass quantity required for manufacturing new CRTs. Hence this comparison becomes the major factor of the CRT glass’ recovery system.
Conclusion
The world of electronics has shown so much growth in recent years and there is still evidence that it is continuing to grow especially the visual arena. Use of displays will be main means of getting information from this kind of infrastructure and being able to supply to the market is the main objective of the manufactures because the market of these displays is projected to be very huge. For this reason, we see that flat panel displays hence represent a very crucial connection found in the food chain of electronics. Therefore more importance should be paid to this crucial element because the product functionality very soon will move into display.
REFERENCES
1.
D. Mently and J. Costellano, “Enhanced Liquid Crystal Displays”, Stanford Resources,
Inc., San Jose, CA 1993-1994.
2.
D. Mently and J. Costellano, Flat Panel Display Manufacturing, Stanford Resources,
Inc., San Jose, CA 1992.
3.
W.C. O'Mara, Van Norstrand and Reinhold, see for example Liquid Crystal Flat Panel
Displays,Manufacturing Science and Technology, NY 1993, or S. Morizumi, Society for Information Display Seminar Lecture Notes, section M-8, 1993.
4.
D. Mently and J. Costellano, Flat Information Displays, Market & Technology Trends,
Fifth Edition, Stanford Resources, Inc., San Jose, CA 1993-1994. 190
5.
R. F. Deckro and J. E. Hebert, “Goal programming approaches to solving linear decision rule based aggregate production planning models”, IIE transactions, vol.16, no.4, 1984, pp. 308-315.
6.
R-C Wang, and H-H. Fang: “Aggregate Production Planning with in a Fuzzy
Environment”, Ind. J. Ind. Eng., vol. 7, no. 1, 2000, pp. 5-14.
7.
R-C. Wang, and H-H. Fang,: “Application of fuzzy multi-objective linear programming to aggregate production planning”, Computer & Industrial Engineering, vol. 46, 2004, pp.
17-41.
8.
Abu S. M. Masud, and C. L. Hwang, “Aggregate Production Planning Model and
Application of Three Objective Decision Methods”, Ind. J. of Oper. Res., vol.18, no.6,
1980, pp. 741-752.
9.
R-C. Wang, and H-H. Fang, “Aggregate Production Planning with Multiple Objectives in a Fuzzy Environment”, Eur. J. Oper. Res., vol. 133, 2001, pp. 521-536.
10.
E. M. Goldratt, Theory of Constraints, Massachusetts: North River Press, 1990.
11.
Mark J. Woeppel, Manufacturer’s guide to Implementing the theory of constraints, New
York: St. Lucie Press, 2001.
12.
Pieter Pretorius, “Common problems in the performance measurement of profit and cost centres”, IEEE Aficon, vol.1, 2002, pp.485-488.
13.
Pieter Pretorius, “Long term decision-making using throughput accounting”, IEEE
Aficon, vol.2, 2004, pp. 86 1-866.
14.
DuBois, F.L. and Oliff, M.D., “Aggregate production planning in practice”, Production and InventoryJournal, Third Quarter, 1991, pp. 26-30.
15.
Schroeder, R.G., Operations Management, McGraw-Hill, New York, NY, 1985.
16.
Stevenson, W.J., Production/ Operations Management, Irwin, Homewood, IL, 1986.
17.
Chase, R.B. and Aquilano, N.J., Production and Operations Management, Irwin,
Homewood, IL, 1985.
18.
Schroeder, R.G. and Larson, P.D., "A reformulation of the aggregate planning problem,"
Journal of Operations Management, Vol. 6 No. 3, May 1986, pp. 245-56.
19.
Silver, E.A., "Medium-range aggregate production planning: state of the art", Production and Inventory Management, First Quarter, 1972, pp. 15-39.
20.
Holt, J.A., "A heuristic method for aggregate planning: production decision framework",
Journal of Operations Management, Vol. 2 No. 1, October 1981, pp. 41-51.
21.
Oliff, M.D. and Leong, K., " A discrete production-switching rule for aggregate planning",
Decision Sciences, Vol. 18 No. 4, 1987, pp. 582-97.
22.
Leong, K. and Oliff, M.D., "Improved hierarchical production planning", Journal of
Operations Management, Vol. 8 No. 2, 1989, pp. 90-114.
23.
Johnson, L. A. and D. C. Montgomery, Operations Research in Production Planning,
Scheduling and Inventory Control, John Wiley and Sons, New York, 1974.
24.
Billington, P. J., J. O. Mcclain and L. J. Thomas, "Mathematical Programming
Approaches to Capacity-Constrained MRP Systems: Review, Formulation and
Problem Reduction," Management Sci., 29, 10 (1983), 1126-1141.
25.
K. Chan, and P. Ji, “A mixed integer programming model for advanced planning and scheduling (APS),” European Journal of Operational Research, Vol. 181, No. 1, pp. 515-
522, 2007.
26.
A.R. Clark, “Optimization approximations for capacity constrained material requirements planning”, International Journal of Production Economics, Vol. 84, No. 2, pp. 115-131,
2003.
27.
V. D. R. Guide JR, and R. Srivastava, “A review of techniques for buffering against uncertainty with MRP systems”, Production Planning & Control, Vol. 11, No. 3, pp. 223-
233, 2000.
28.
S. C. L. Koh, S. M. Saad, and M. H. Jones, “Uncertainty under MRP planned manufacture: review and categorization,” International Journal of Production Research,
Vol. 40, No. 10, pp. 2399-2421, 2002.
29.
P. B. Nagendra, and S. K. Das, “Finite capacity scheduling method for MRP with lot size restrictions,” International Journal of Production Research, Vol. 39, No. 8, pp. 1603-
1623, 2001.
30.
Mohebbi, F. Choobineh, and A. Pattanayak, “Capacity-driven vs. demand-driven material procurement systems,” International Journal of Production Economics, Vol. 107, No. 2, pp. 451-466, 2007.
31.
A.Agrawal, I. Minis, and R. Nagi, “Cycle time reduction by improved MRP-based production planning,” International Journal of Production Research, Vol.38, No.18, pp.
4823-4841, 2000.
32.
Jeong, B., Kim, S. W., and Lee, Y. J. (2001) An Assembly Scheduler for TFT LCD
Manufacturing, Computers and Industrial Engineering, 41(1), 37-5 8.
33.
Jeong, B., Sim, S. B., Jeong, H. S., and Kim, S. W. (2002) An Available-to-Promise
System for TFT LCD Manufacturing in Supply Chain, Computers and Industrial
Engineering, 43(1-2), 191-212.
34.
B.Jeong, S. -B. Sim, H. -S. Jeong, and S. -W. Kim, “An available-to promise system for
TFT LCD manufacturing in supply chain,” Computers & Industrial Engineering, Vol. 43,
No. 1-2, pp. 191-212, 2002.
35.
Lee, Y. H., and Lee, B. (2003) Push-Pull Production Planning of the Re-Entrant Process,
International Journal of Advanced Manufacturing Technology, 22 (11-12), 922-931.
36.
Shin, H. J., and Leon, V. J. (2004) Scheduling with Product Family Set-Up Times: An
Application in TFT LCD Manufacturing, International Journal of Production Research,
42(20), 4235-4248.
37.
Su, C. T., and Yang, C. H. (2006) Two-Phased Meta-Heuristic Methods for the Post-
Mapping Yield Control Problem, International Journal of Production Research, 44(22),
4837-4854.
38.
Su, C. T., Wang, P. S., and Hsu, C. C. (2005) Effective Approaches for Low
Temperature Polysilicon TFT LCD Post-Mapping Yield Control Problem, IEEE
Transactions on Automation Science and Engineering, 2(2), 198-206.
39.