Document

Ans1:
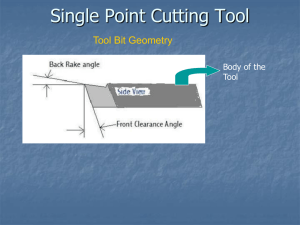
Basic features of single point tool (turning) in tool in hand system
Ans2: A single point cutting tool may be either right or left hand cut tool depending on the direction of feed. (page no 407, fig. 6.3, p. c. sharma)
In a right cut tool the side cutting edge is on the side of the thumb when the right hand is placed on the tool with the palm downward and the fingers pointed towards the tool nose. Such a tool will cut when fed from right to left as in a lathe in which the tool moves from tail stock to headstock.
A left cut tool is one in which the side cutting edge is on the thumb side when the left hand is applied. Such tool will cut when fed from left to right
Ans3:
Φ
e
=
End cutting edge angle ,
Φ
s = side cutting edge angle, S = direction of feed for right hand turning tool in mm/rev, t = deptj of cut, V c = cutting speed
Ans4:
Rake angle (γ): Angle of inclination of rake surface from reference plane is called rack angle or it is the angle formed between the face of the tool and a plane parallel to its base.
These rake angles guide the chips away from the cutting edge for easy of chip flow and overall machining, thereby reducing the chip pressure on the face and increasing the keenness of the tool so that less power is required for cutting. It is important to note that an increased rake angle will reduce the strength of the cutting edge. With the result the tools used for Cutting hard metals are given smaller rake angles whereas those used for softer metals contains larger rakes. Rake angle may be positive, or negative or even zero clearance angle (α): Angle of inclination of clearance or flank surface from the finished surface in the direction of cutting velocity
Clearance angle is essentially provided to avoid rubbing of the tool (flank) with the machined surface which causes loss of energy and damages of both the tool and the job surface. Hence, clearance angle is a must and must be positive (3 o - 15 o depending upon tool-work materials and type of the machining operations like turning, drilling, boring etc.)
Ans5:
Positive rake – helps reduce cutting force and thus cutting power requirement.
α > 0, ϒ < 0, δ <
90
Zero rake – to simplify design and manufacture of the form tools.
α > 0, ϒ = 0, δ = 90
Negative rake – to increase edge-strength and life of the tool.
α > 0, ϒ > 0, δ > 90
It is usually employed on carbide tipped tools when they are used for machining extra hard surface, hardened steel parts and for taking intermittent cuts. Tool with negative rake angle will have a larger lip angle, resulting in a stronger tool. Negative rake on these tools normally varies from 5 0 – 10 0
Ans6:
(a) Machine Reference Systems: This system is also called ASA system; ASA stands for American
Standards Association. In Machine Reference System (ASA), the three planes of reference and the coordinates are chosen based on the configuration and axes of the machine tool concerned.
Planes and axes of reference in ASA system
The planes of reference and the coordinates used in ASA system for tool geometry are : πR- πX- πY and Xm– Ym- Zm where, πR= Reference plane; plane perpendicular to the velocity vector or along the axis of tool
πX = Machine longitudinal plane; plane perpendicular to πR and taken in the direction of
assumed longitudinal feed
πY= Machine Transverse plane; plane perpendicular to both πR and πX
The axes Xm, Ym and Zm are in the direction of longitudinal feed, cross feed and cutting velocity
(vector) respectively
(b) Tool Refrence systems:
(i) Orthogonal Rake System: This system is also ORS. The planes of reference and the co-ordinate axes used for expressing the tool angles in ORS are: πR- πC- πO and Xo- Yo- Zo
Planes and axes of reference in ORS where, πR = Refernce plane perpendicular to the cutting velocity vector, C V
πC = cutting plane; plane perpendicular to πR and taken along the principal
cutting edge
πO = Orthogonal plane; plane perpendicular to both πR and πC and the axes;
Xo= along the line of intersection of πR and πO
Yo= along the line of intersection of πR and πC
Zo= along the velocity vector, i.e., normal to both Xo and Yo axes.
(ii) Oblique or Normal rake system:
Ans7:
Tool angles in ASA system
Rake angles: in ASA system
γx= side rake: angle of inclination of the rake surface from the reference plane (πR) and measured on Machine Ref. Plane, πX.
γy= back rake: angle of inclination of the rake surface from the reference plane (πR) and measured on Machine Transverse plane, πY.
Clearance angles: in ASA system
αx= side clearance: angle of inclination of the principal flank from the machined surface and measured on πX plane.
αy= back clearance: angle of inclination of the principal flank from the machined surface but measured on πY plane.
•Cutting angles:
φs= approach angle: angle between the principal cutting edge (its projection on πR) and πY and measured on πR
φe= end cutting edge angle: angle between the end cutting edge (its projection on πR) from πX and measured on πR
Ans8.
•Nose radius, r (in inch) r = nose radius : curvature of the tool tip. It provides strengthening of the tool nose and better surface finish.
π
R
Zo
λ
Yo
π o
Xo
π c
Zo
π
R
Section A-A in
πc plane
B
A
α o
Section B-B in
π o plane
λ o
A
Φ
C
C
Φ
1
B
α o'
Yo
Xo
Tool angles in ORS system
•Rake angles: in ORS
γo = orthogonal rake: angle of inclination of the rake surface from Reference plane, πR and measured on the orthogonal plane, πo
λ= inclination angle; angle between πC from the direction of assumed longitudinal feed [πX] and measured on πC
•Clearance angles
αo = orthogonal clearance of the principal flank: angle of inclination of the principal flank from πC and measured on πo
αo’= auxiliary orthogonal clearance: angle of inclination of the auxiliary flank from auxiliary cutting plane, πC’ and measured on auxiliary orthogonal plane, πo’
•Cutting angles
φ = principal cutting edge angle: angle between πC and the direction of assumed longitudinal feed or
πX and measured on πR
φ1= auxiliary cutting angle: angle between πC’ and πX and measured on πR
•Nose radius, r (mm) r= radius of curvature of tool tip
Ans9:
Ans10:
The geometry of a single point tool is designated or specified by a series of values of the salient angles and nose radius arranged in a definite sequence as follows:
(i) ASA System –
γ y
back rake angle
γ x
side rake angle
α y
end relief/back clearance angle
αx side relief/side clearance angle
φe end cutting edge angle
φs side cutting edge/ approach angle
r nose radius (inch)
(ii) Orthogonal rake system (ORS) –
λ inclination angle
γ o
orthogonal rake
α o
side relief angle/ orthogonal clearance
α o’
end relief angle/ auxiliary orthogonal clearance
φ
1
auxiliary cutting angle
φ approach angle/ principal cutting edge angle
r nose radius (mm)
(iii) Normal rake system (NRS) –
λ inclination angle
γ n
normal rake angle
α n
normal clearance
αn’ auxiliary clearance angle
φ
1
auxiliary cutting angle
φ approach angle/ principal cutting edge angle r nose radius(mm)
Ans11:
Ans12:
Tool geometry for double carbide cutting tool : 0 0 – 10 0 – 6 0 – 6 0 – 8 0 – 75 0 – 1 mm (ASA)
(a) Back rake angle =
γ
y
= 0
0
(b) Side rake angle =
γ
x
= 10
0
(c) Side clearance angle =
α
x
= 6
0
Ans13:
Back rake angle =
γ
y
= 8
0
Side rake angle =
γ
x
= 14
0
Approach angle = φ = 75 0
Let γ o
= orthogonal rake angle
λ = inclination angle tan γ o
= tan
γ
y
. cos
φ + tan
γ
x
. sin
φ
= tan 8 . cos 75 + tan14 . sin 75
= 0.1405 x 0.2588 + 0.2493 x 0.9659
= 0.2772
γ o
=
tan 0.2772
= 15.49 0 = 15 0 29’
tan
tan
y
.sin
tan
x cos
tan
tan8.sin 75 tan14.cos75
= 0.1405 x 0.9659 - 0.2493 x 0.2588
= 0.0712
1 tan 0.0712
= 4.07
0 = 4 0 4’ orthogonal rake angle = γ o
= 15 0 29’
inclination angle = λ = 4 0 4’
Ans14:
Principal cutting edge angle = φ = 60
Inclination angle = λ = 0 0 given as orthogonal cutting
Orthogonal rake angle = γ o
= 8
Let
x
= side rake angle tan
x
tan
x
0
= 0.8660 x 0.1405 – 0.5 x 0
= 0.1217
x
1 tan 0.1217
= 6.94
0 = 6 0 56’
Ans15:
Geometry of a single point turning tool : 10 0 – 0 0 – 10 0 – 7 0 – 15 0 – 0 0 – 0 (inch)
Let orthogonal rack angle =
γ
o
Normal rake =
γ
n
inclination angle =
λ = 10
normal rake angle =
γ
n
= 0
normal clearance angle =
α
n
= 10 auxiliary clearance angle = α
n
’ = 7 auxiliary cutting angle =
φ
1
= 15 approach angle = φ = 0 ; nose radius = 0 tan
n
tan
0
.cos
tan
0
tan cos
n tan
0 tan 0 cos10
0
= 0 0
Therefore, orthogonal rake angle = 0 0
Normal rake angle = 0 0
Ans16:
Tool geometry in ASA system: 8 – 14 – 6 – 6 – 6 – 15 – 3/64 inch (ASA)
back rake angle = γ
y
= 8 side rake angle = γ
x
= 14
End relief angle = α
y
=6
Side relief angle = α
x
= 6
End cutting edge angle = φe =6
Side cutting angle = φs = 15
Nose radius = r = 3/64 inch
Let in ORS system
λ inclination angle
γ o
orthogonal rake
α o
side relief angle/ orthogonal clearance
α o’
end relief angle/ auxiliary orthogonal clearance
φ
1
auxiliary cutting angle
φ approach angle/ principal cutting edge angle
r nose radius (mm)
We know that,
φ + φs = 90
Φ = 90 – 15 = 75
tan
0
tan
y
.cos
tan
x
.sin
tan
0
= 0.0364 + 0.2408
= 0.2772
0
1 tan 0.2772
= 15.49
0 = 15 0 29’36’’ tan
tan8.sin 75 tan14.cos75
= 0.1358 – 0.0645
= 0.0713
tan 0.0713
= 4.08
0 = 4 0 4’4’’ cot
y
cot
0
.cos
cot 6
cot
0
9.514 = 0.2588 x cot
0
+ 0.0713 x 0.9659
cot
= 9.445 1/ 0.2588 = 36.4957
0
tan
0
1/ 36.4957
= 0.0274
0
tan 0.0274
= 1.57
0 =
Ans17:
Ans18:
Tool geometry in ASA system: 10 0 , -10 0 , 8 0 , 6 0 , 15 0 , 30 0 , 0 (inch)
Back rake angle =
y
= 10
Side rake angle =
x
= -10
Side cutting edge angle
φs = 30
We know that
φ + φs = 90
approach angle
φ = 90 – 30 = 60
tan
0
tan
y
.cos
tan
x
.sin
tan
0
= 0.1763 x 0.5 + (-0.1763) x (0.866)
= 0.0881 – 0.1527 = - 0.0646
0
1 = - 3.7
0 tan
tan
y
.sin
tan
x
.cos
tan
tan10.sin 60
tan( 10).cos 60
= 0.1763 x 0.866 – (-0.1763 x 0.5)
= 0.1527 + 0.0881 = 0.2408
1 tan 0.2408
= 13.54
0
Orthogonal rake angle(
0
) = -3.7
0
Inclination angle(
) = 13.54
0