File
advertisement

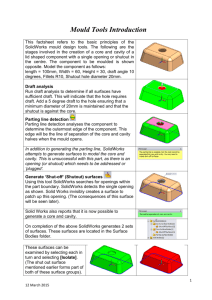
Contents S No. 1. 2. 3. Topic Introduction Characteristics of parting line Selection criteria of the parting line Page No. Introduction Die casting is one of the near net shape processes. In die casting process molten metal is injected at controlled high velocity and pressure into the cavity of a mould (die) made of high quality steel. Rapid fill and high metal pressures, typically 14 to 69 MPa, give the process distinct characteristics. Fill times may be as brief as a few milliseconds for smallest components and as long as half a second for the largest. The high pressure imposed on the metal ensures complete cavity filling and faithful reproduction of intricate details. Die castings also exhibit excellent surface quality and close dimensional tolerances. These characteristics make die casting particularly well suited for components requiring high production volumes, intricate details, and /or close tolerances. In die casting process most of the time and cost is incurred on the die casting design. The task of die casting design becomes difficult with the increase of complexity of the part to be cast. There are a number of issues that need addressing during the die-casting design viz. number and layout of cavities, determination of parting direction and parting line, gating design, side core design etc. In the absence of set rules, it is tedious task for a die casting engineer to address these issues. The design process thus becomes iterative and results in long lead times. Parting line determination is the most important decision in die-casting die design. Parting line affects and is also affected by the design of the part, number of cavities, location of the feeders and channels of gating, cooling and venting. In the following paragraphs parting line is defined followed by the design of parting line. Parting line Parting line is a contour of intersection of a parting surface with casting surface. . It is the line that could be seen on the cast part where the two halves of the die (core and cavity) meet (Fig. 1). For a given part geometry, a number of parting alternatives may exist. The diecasting engineer has to select the best alternative out of existing ones. The selection of the best parting line is not easy as variations in customer requirements, quality specifications, manufacturing facilities and economical considerations may lead to different parting line selections for the same shape. Parting lines can be classified as flat, stepped, angled and profile parting line. Flat Parting line A flat parting line is generally preferred as it is easy to manufacture and reduces flash formation due to good fitting of the die halves. For a prismatic part as shown in the fig1 (a) the cavity of this component can be die sunk in one mould plate as shown in fig 1 (b). The parting line is flat and coincides with the top surface of the part. The parting line thus generated is not visible unless flash appears at the parting surface. Flash is the name given to the wafer of the material which escapes from the impression if the two mould halves are not completely closed. For cylindrical part position of parting line depends on the parting direction. Parting direction can be either parallel or perpendicular to the axis of the cylinder. Generally a parting direction parallel to the axis is taken and the parting surface coincides with the circular face of the cylinder Fig 2 (a). In the second case when the parting direction is perpendicular to the cylinder axis the flash appears on the surface of the cylindrical part Fig. 2(b). The flash gives the shape and position of the parting line on the part. Stepped parting line A stepped parting line means that the parting lines are in different surfaces. A part with stepped parting line is shown in the Fig. the form of the part is stepped therefore the mould’s parting surface must like wise be stepped. Profiled Parting Line Parting line identification: The first step in parting line design is to select an appropriate parting direction. One set of alternatives for the parting direction is provided by the centrelines of the minimal bounding box of the casting. Other alternatives are given by the direction of normal to large faces in the casting. The evaluation of a parting direction is made on the basis of following parameters: Undercuts Undercuts are some undesired volumes in mould because they require extra operation for moulding. The complexity of the process increases as the number of parting lines increase. It is not possible to avoid undercuts if the shape of the part is complicated. The complexity of the part will directly affect the process cycle time and tooling and manufacturing cost. If undercuts cannot be avoided, then their volume should be minimised Draw Draw is the minimum distance through which a component is linearly translated in order to clear it from the mould. Design consideration such as application of draft to the vertical surfaces of mould and problems like flask size as well as increase in cycle time and reduced productivity are caused by deep draw Projected area To facilitate removal of manufactured component from mould the crosssectional area should gradually decrease from the parting surface. The basal plane of an upright cone or the diametrical plane of a sphere satisfies the requirement. This condition is applicable to flat as well as irregular parting surface. Flash Material flowing into gaps at the plane of separation of the two mould halves or the interface between mould and a core produces fin like protrusions or flash. This is generally trimmed after manufacturing. Flash leaves some surface imperfections and in some cases trimming of flash is not feasible and economically viable. Designer may also specify certain surfaces free form flash and must be taken care off while deciding the parting line. Directional solidification and feeders Solidification of metal in a mould is accompanied by shrinkage, which can manifest in the form of micro pores or cavities. This is prevented by promoting controlled solidification initiating in thin sections to proceed towards the thicker sections. The last freezing section is fed by a reservoir of molten metal (a feeder). Geometry of casting and its disposition in the mould, particularly on access to the feeder, is considered an important parameter. The parting surface is chosen so that the hot spots area at the top of the casting. Flatness The selection of the parting direction should ensure the flatness of the parting line. The complexity of a non-flat parting line should be minimum possible. Once the parting direction is final the parting line can be identified using its characteristic that it coincides with the projected boundary of the casting when viewed along the draw direction. The edges of the casting are first projected on to a plane perpendicular to the draw direction. The inner segments of the projected edges are ignored and the outermost perimeter (silhouette boundary) is determined. This is projected back to the casting and the corresponding landing points are determined. These points are connected in sequence to form the parting line. If multiple landing points occur (say, along edges parallel to the draw direction) then multiple alternatives of parting lines are available for selection. Depending on the shape of the component, the above method can generate flat, stepped or complex parting lines. Fig. 2 Cylindrical part with possible parting lines A further consideration is that the parting surface must be chosen so that the moulding can be removed from the mould. From the above two examples it is clear that the parting line must occur along the maximum dimension when viewed in parting direction.