Powerpoint - New River Kinematics

Objective Read World
Uncertainty Analysis
Tim Nielsen Scott Sandwith
CMSC 2003 July 21-25 2003
Introduction
Confidently optimize production processes against their requirements
Inputs vs. Outputs
Need to simulate process performance to optimize accuracy, speed, and costs
Need reliable (easy to understand) uncertainty estimates for complex 3D measurements on the factory floor
Need to estimate the benefits of combining measurement systems
Common Type Network (n Trackers)
Hybrid Type Network (Scanners + Trackers etc.)
Need real-time (easy to understand) feedback on measurement system performance
Need traceable measurement uncertainty for each assembly
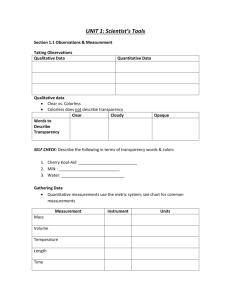
Process Description
Inputs
Object Characteristics
(e.g., Volume, Surface)
Expected Tolerances
Instrument Types and
Number of Stations
Cycle Time
Measurement Constraints
(e.g., line-of-sight, targeting the actual critical features)
Outputs
GUM Compliant
Uncertainty Estimates of
Feature Measurements
Measurement Plan
Number of Instruments
(Stations)
Types of Instrument
Instrument Placement
Targeting Requirements
Network/Orientation
Requirements
Transform vs. Bundle
Number of Common Pts
Closure
Analysis Dependencies
Background: Uncertainty
Guide to Uncertainty in Measurement (GUM)
ISO way to express uncertainty in measurement
Error and Uncertainty are not the same
Quantify components of Uncertainty
Type A vs. B depends on the estimation method
A = Statistical Methods (e.g., Monte Carlo, 1 st -order Partials)
B = Other means (e.g., measurements, experience, specs)
Random vs. Systematic Effects (e.g., Noise vs. Scale)
Both are components estimated with Type A or B methods
Uncertainty Estimates can contain Type A & B methods
GUM mandates uncertainty statements in order to provide traceability for measurement results
A measurement result is complete only when accompanied by a quantitative statement of its uncertainty 1
1 - Taylor and Kuyatt, 1994: NIST TN/1297
Background: Uncertainty
Specifications
Instrument specifications are not representative of the results from actual use of the instrument in a network
3D Measurement Networks
1 Instrument + References
1 Instrument in multiple locations + References
n Instruments (types) + References
Application of 3D Measurement Systems
Real use multiple stations and different instruments in the same network
Quantify coordinate data uncertainty fields in a network
Practical methods to estimate the uncertainty of specific systems
Combining measurement systems
Combining measurement uncertainties
Results need to in an easy to understand and meaningful format
Monte Carlo
What: Non-linear statistical technique
Why: Difficult problems and expensive to state or solve
When: Consequences are expensive
How:
List of possible conditions (where the activity being studied is to large or complex to be easily stated)
Random numbers (from estimates of each measured component)
Model of Network … interactions
Large number of solution are run
Statistical inferences are drawn
Monte Carlo technique was developed during World War II in Los Alamos for the atom bomb project
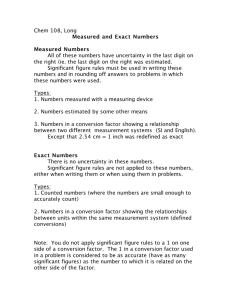
Modeling
Models
Instruments
Axes
Angles
Ranging
Offsets
Joins
Measurements
Angles ppm
Ranges ppm + offset
Confidence
Wing to Body Join
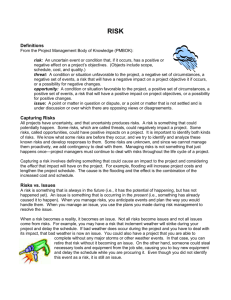
Application
Inputs
CAD Model includes Features,
Relationships, Tolerances
Sweep, Dihedral, Incidence
Scanners, Trackers, Local
GPS, Robotics, Gap
Measurement Devices
Production Measurement +
Analysis < 3 minutes
Aluminum Surface
Targeted and Pre-measured
Assembly Interface Features
Transfer critical object control to continuously visible features
Outputs
Surface: 0.080” @ 2
Features: 0.004” @ 2
2 Scanners + Local GPS +
GAP Measurement Tool
Optimized Instrument Location
Bundle Local GPS and
Transfer to (11) Common Pts
Local GPS updates at 2 Hz
Aerodynamically matched orientation within process uncertainty
Application
Outputs
Outputs
Results
Results
Conclusions
Acknowledgements
John Palmateer (Boeing)