Reliability Engineering for Medical Devices
advertisement

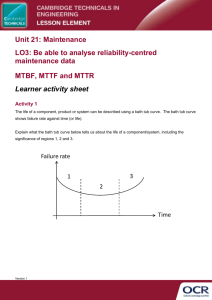
Reliability Engineering Richard C. Fries, PE, CRE Corporate Manager, Reliability Engineering Baxter Healthcare Round Lake, Illinois Definition of Reliability The probability, at a desired confidence level, that a device will perform a specified function, without failure, under stated conditions, for a specified period of time Customer’s Definition of Reliability A reliable product: One that does what the customer wants, when the customer wants to do it Reliability Basics Reliability cannot be tested into a product It must be designed and manufactured into it Testing only indicates how much reliability is in the product Purpose of the Reliability Group Determine the weaknesses in a design AND correct them before the device goes to the field Areas Covered by Reliability Electrical Mechanical Software System Failure Rate Electrical Reliability Time Failure Rate Mechanical Reliability Time Failure Rate X-Axis Theoretical Software Reliability Time X-Axis Failure Rate X-Axis Practical Software Reliability Time X-Axis Failure Rate System Reliability Time Set the Reliability Goal Based on similar equipment Used as the basis for a reliability budget Listed as Mean Time Between Failures (MTBF) in hours or cycles MTBF = the time at which 63% of the units in the field will have failed Minimum goal is ten years with a 98% reliability Parts Count Prediction Uses MIL-HDBK-217 Indicates whether the design approximates the reliability goal Indicates those areas of the design with high failure rates Chemical Compatibility Test plastics with typically used chemical agents (alcohol, anesthetic agents, cleaning agents) Cleaning agents are the worst Force Puller Component Testing Cycle/life testing of individual components Comparison of multiple vendors of components Determine applicability for the intended use Philosophy of Testing Test to have the units pass Test with the addition of stresses to check the margins of functionality Types of Tests Time terminated, failed parts replaced Time terminated, no replacement Failure terminated, failed parts replaced Failure terminated, no replacement Test until first failure Test until all samples fail Determining Sample Size Uses Chi-Square table SS = Chi-square Value(MTBF goal)/2 Chi-square value includes confidence level and degrees of freedom = 2f+2 Component testing – 90% confidence level Life testing – 95% confidence level Sample Calculation Want to test valves to be used for 2,000,000 cycles per year with a 10% failure rate after 10 years Reliability = e(-t/MTBF) MTBF = -t/ln Reliability = -20,000,000/ln 0.90 = 389,914,514 cycles Sample Calculation MTBF = 389,914,514 cycles Number of Samples 10 50 100 Number of Cyles 89,777,817 17,955,563 8,977,782 Component Test Setup Component Test Setup Component Test Setup Calculating Sample MTBF MTBF = (# of samples)(length of test) # of failures Calculating MTBF Where No Failures Occur A sample MTBF cannot be calculated A lower one-sided confidence limit is calculated and the MTBF stated to be greater than that number One-sided limit = 2(#units)(test time) Chi square value for the confidence limit and 2 degrees of freedom Sample Calculation for a No Failure Test 10 valves are tested for 10,000 cycles with no failures. Calculate using a 90% confidence level. One-sided limit = 2(10)(10,000) 4.605 = 43,431 cycles MTBF > 43,431 cycles HALT Acronym for Highly Accelerated Life Testing Used to find the weak links in the design and fabrication process Usually performed during the design phase HALT Testing Possible stresses that can be applied: random vibration rapid temperature transitions voltage margining frequency margining The product is stressed far beyond its specifications The test can be set up to find the destruct limits HALT Chamber Goal of HALT Testing Overstress the product Quickly induce failures By applying the stresses in a controlled, stepped fashion, while continuing monitoring for failures, the testing results in the exposure of the weakest points in the design This test, if successful, will expose weak points in the design Environmental Testing Operating temperature/humidity Storage temperature/humidity EMC Surges/transients Brown-outs Electrocautery Cell phones ESD Altitude Environmental Testing Autoclave Shock Vibration Shipping Tip testing Threshold testing Temperature Chamber Walk-In Temperature Chamber Autoclave Testing Customer Misuse Excess weight on tabletop Fluid spillage Cross connection of wires Pulling unit by non-pulling parts Wrong order of pressing keys “Knowing” how to operate the unit without reading the manual Making a Design Foolproof The biggest mistake engineers make when trying to make a design completely foolproof is underestimating the ingenuity of complete fools Failure Analysis Failure: device does not operate according to its specification Determine root cause of the failure Suggest methods to address the failure Prototype Front Panel Plastic Structure Plastic Structure Autoclave Testing Manifold Port Prototype Port Life Testing Operate the device in its typical environment and application Use appropriate on/off cycles Can be used to verify the reliability goal or a specific period of time, such as the warranty period Tracking Reliability Growth in the Field Collect manufacturing data on how many units were manufactured by month Collect field failure data, by month Develop a reliability growth chart Reliability Growth Example Ventilator Reliability Growth MTBF (Hours) 80000 60000 40000 20000 0 1997 1998 1999 Year of Report 2000 Reliability Growth Example MTBF (hours) Ventilator Reliability Growth 50000 0 1996 1997 1998 1999 Year of Report 2000 Reliability Growth Example 200000 Pre-June, 1997 Build 150000 100000 Post-June, 1997 Build 50000 0 19 97 19 98 19 99 20 00 20 01 20 02 20 03 MTBF (hours) Estimate of Two Vaporizer Builds Year of Build The Reliability Group You make it, We’ll break it